Z 2358:2019
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 測定方法の種類 ················································································································ 2
5 除せい度測定方法 ············································································································· 2
5.1 供試体・事前処理 ·········································································································· 2
5.2 目視法の場合 ················································································································ 2
5.3 色彩計法の場合 ············································································································· 3
6 報告······························································································································· 4
Z 2358:2019
(2)
まえがき
この規格は,産業標準化法に基づき,日本産業標準調査会の審議を経て,経済産業大臣が制定した日本
産業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
注記 工業標準化法に基づき行われた日本工業標準調査会の審議等の手続は,不正競争防止法等の一
部を改正する法律附則第9条により,日本産業標準調査会の審議等の手続を経たものとみなさ
れる。
日本産業規格 JIS
Z 2358:2019
レーザー照射処理面の除せい(錆)度測定方法
Measurement methods for rust removal of steel structure treated
by laser irradiation
1
適用範囲
この規格は,主に構造物鋼材の表面をレーザー照射によって,さびなどの除去処理をした後の表面の除
せい(錆)度を測定する方法について規定する。
なお,この規格は,レーザー照射後の構造物鋼材の塗装については考慮していないため,塗装を行う場
合は事前に受渡当事者間で塗装などの表面処理に関して協議することが望ましい。
警告 この規格の利用者は,レーザー照射に関わる通常の作業に精通しているものとする。この規格
は,その使用に関連して起こる全ての安全上の問題を取り扱おうとするものではない。この規
格の利用者は,各自の責任において安全及び健康に対する適切な措置をとらなければならない。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 0103 防せい防食用語
JIS Z 8105 色に関する用語
JIS Z 8722 色の測定方法−反射及び透過物体色
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 0103及びJIS Z 8105によるほか,次による。
3.1
レーザー照射
レーザー光によって構造物鋼材の表面処理をする方法で,表面に付着している塗膜,さび,汚れなどを
除去するために,高エネルギーレーザー光を当てること。
3.2
除せい(錆)度
鋼材表面を処理した後の塗装,さび,汚れなどの除去程度。
3.3
表面処理
材料表面の状態を変えることによって,表面の性質を変えたり又は新しい機能を付加すること。
3.4
構造物鋼材
2
Z 2358:2019
建築物,橋,橋りょう(梁),その他の構造物用として強度などを重視して製造された鋼材。
3.5
三刺激値
与えられた三色表色系において,試料の色刺激と等色するための3個の原刺激の量(JIS Z 8105参照)。
注記 この規格では,三刺激値を記号X,Y,Zで表す。
4
測定方法の種類
除せい度の測定方法は,目視法又は色彩計法とし,測定方法の種類は,表1のとおりとする。
表1−測定方法の種類
種類の区分
概要
目視法
処理表面の状態を色見本と比較して,除せい度を評
価する。
色彩計法
光電色彩計を用いて処理表面の色彩を測定し,除せ
い度を評価する。
5
除せい度測定方法
5.1
供試体・事前処理
測定対象の供試体となる構造物鋼材の局部又は広範囲の面の選択については,受渡当事者間の協定によ
る。
除せい度の測定は,目視法又は色彩計法のいずれかとし,5.2又は5.3によって測定する。
測定前には,ワイヤブラシなどによって表面の付着物を除去してから測定してもよい。
5.2
目視法の場合
5.2.1
測定条件
自然昼光又は白色光源で,目視が容易な照明を用いて70 lx以上の明るさの下で行う。
5.2.2
測定手順
供試体は,目視によって色見本と比較して,表面の除せい度を求める。除せい度は,表2に規定する5
段階の色見本及び実物写真例によって評価し,色見本番号を選定する(表2参照)。
なお,これによれない場合は,色見本番号などの選択方法は,受渡当事者間の協定によってもよい。
3
Z 2358:2019
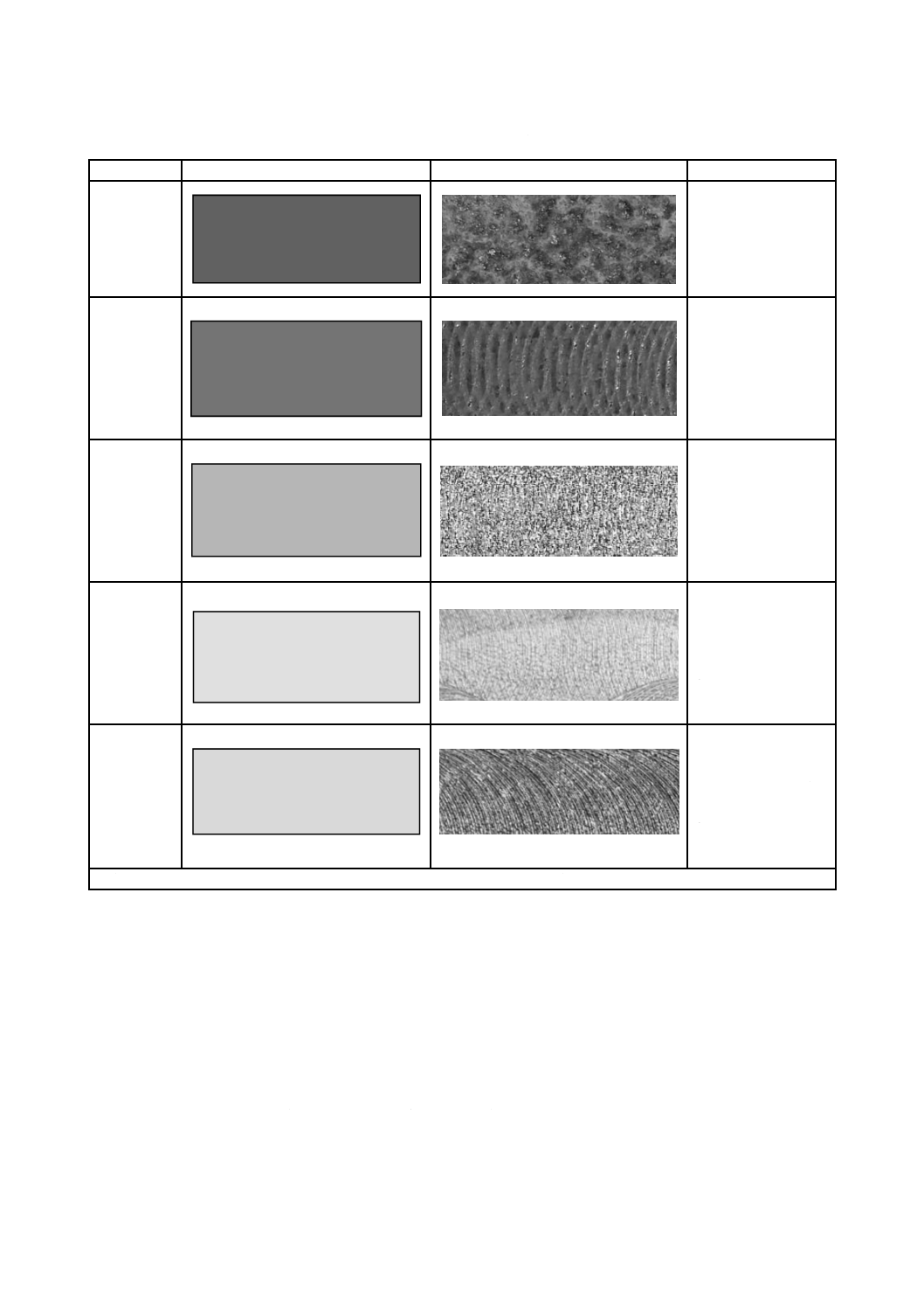
表2−色見本,実物写真例及び表面の状態
色見本番号
色見本
実物写真例
表面の状態
1号
さび除去前。
光沢なし。
2号
さびの残存あり。
光沢なし。
3号
ほぼ除せいできたと
みなす。酸化皮膜があ
る場合がある。
光沢あり。
4号
ほぼ除せいできたと
みなす。特に明るく,
酸化皮膜なし。光沢あ
り。
5号
ほぼ除せいできたと
みなす。ただし,酸化
皮膜が多い。光沢あ
り。
色見本を選択するためには供試体と実物写真例とを比較して,最も近い色見本番号を選定するとよい。
5.2.3
測定結果
除せい度の測定結果は,色見本番号で報告する。
5.3
色彩計法の場合
5.3.1
測定装置
測定装置は,JIS Z 8722の6.2(光電色彩計)に規定する光電色彩計とする。測定に用いる装置は,操作
が容易な可搬形とすることが望ましい。
5.3.2
測定手順
供試体の測定箇所に光電色彩計の測定部を押し当てて色彩の計測を行い,三刺激値の一つである明度Y
を求める。測定箇所は,受渡当事者間の協定による。
4
Z 2358:2019
5.3.3
測定結果の判定
5.3.2で得た明度Yが10を超えた場合は,ほぼ除せいされているとみなす。
6
報告
次の事項を,報告する。
a) 規格番号及び測定方法の種類の区分
b) 測定結果
c) 測定年月日
d) その他必要な事項