Z 2354:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 測定技術者 ······················································································································ 1
5 減衰係数を測定する測定片 ································································································· 2
5.1 測定対象物が鋼の場合 ···································································································· 2
5.2 測定対象物が鋼以外の場合 ······························································································ 2
6 対比測定片 ······················································································································ 2
7 使用機材························································································································· 2
7.1 超音波送受信装置 ·········································································································· 2
7.2 探触子 ························································································································· 2
7.3 探触子ケーブル ············································································································· 3
7.4 接触媒質 ······················································································································ 3
7.5 水槽 ···························································································································· 3
8 測定片の減衰係数の測定 ···································································································· 4
8.1 一般 ···························································································································· 4
8.2 対比測定片を用いる場合 ································································································· 4
8.3 対比測定片を用いない場合 ······························································································ 7
9 実体に対する直接接触法による減衰係数の直接測定方法 ························································· 11
10 記録 ···························································································································· 12
附属書A(規定)パルス波による減衰係数の測定方法 ································································ 14
Z 2354:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本非破
壊検査協会(JSNDI)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正
すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 2354:1992は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 2354:2012
固体の超音波減衰係数の測定方法
Method for measurement of ultrasonic attenuation coefficient of solids
1
適用範囲
この規格は,固体の2 MHz以上の周波数における超音波減衰係数を測定する方法について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS G 4053 機械構造用合金鋼鋼材
JIS Z 2300 非破壊試験用語
JIS Z 2350 超音波探触子の性能測定方法
JIS Z 2352 超音波探傷装置の性能測定方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 2300によるほか,次による。
3.1
測定片
減衰係数の測定を行うために,試験体から特定の形状及び寸法に切り出したもの。
3.2
対比測定片
減衰係数の測定の基準とするために,減衰の小さな材料で測定片と同じ形状及び寸法に切り出したもの。
3.3
遅延体
直接接触法で測定を行う場合に,振動子と測定片との間に一定の間隔を保持するために挿入する物体。
一般に,金属より音響インピーダンスがはるかに小さい硬質の合成樹脂などが用いられる。
4
測定技術者
測定を行う技術者は,固体中の超音波の伝搬に関して十分な知識をもち,測定装置の取扱いに習熟して
いなければならない。
2
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
減衰係数を測定する測定片
5.1
測定対象物が鋼の場合
測定対象物が鋼の場合の測定片は,次による。
a) 形状は,測定面が正方形の直方体,又は測定面が円形の円柱とし,寸法は,表1による。ただし,減
衰係数の測定に対比測定片を使用しない場合には,厚さは任意とする。
表1−測定片の寸法
測定に使用する公称周波数
MHz
測定面の辺の長さ,又は直径
mm
厚さ
mm
2以上 10未満
100以上
25〜50
10以上
50以上
25〜50
b) 測定面に対する裏面の平行度は,0.01/100以内とする。
c) 測定面及び裏面の仕上げの程度は,直接接触法の場合,測定面はラッピング仕上げとし,裏面はJIS B
0601に従った表示でRz 3.2程度とする。ただし,合成樹脂製遅延体を使用する場合には,両面とも
Rz 3.2程度とする。水浸法の場合は,測定面及び裏面ともRz 3.2程度とする。
5.2
測定対象物が鋼以外の場合
材料の超音波特性を考慮して,測定に使用するエコーが,測定片の端の影響を受けることなく十分なSN
比で表示されるように,測定片の大きさを決定する。
6
対比測定片
対比測定片の,音速,音響インピーダンス,形状,寸法,平行度及び仕上げの程度は,箇条5に規定し
た測定片と同一とする。
なお,5.1に規定するように,測定対象物が鋼の場合,材質は,JIS G 4053のSNCM447の焼入れ焼戻し
材(ただし,焼戻し後は,空冷。),又は減衰係数がこれと同等以下のものとする。
7
使用機材
7.1
超音波送受信装置
7.1.1
種類
超音波の発生には,超音波探傷器,パルス送信器,ファンクションジェネレータなどを用いる。超音波
の受信には,超音波探傷器,パルス受信器,オシロスコープなどを用いる。
7.1.2
性能
装置に必要な性能は,次による。
a) 超音波探傷器を用いる場合は,次による。
1) 増幅直線性は,JIS Z 2352の6.2.2[増幅直線性(測定方法A)]で測定し,誤差が±2 %以内とする。
2) 時間軸直線性は,JIS Z 2352の6.1.1(時間軸直線性)で測定して,誤差が±2 %以内とする。
b) オシロスコープを使用する場合は,使用する探触子の公称周波数の2倍以上の周波数まで使用できる
オシロスコープとする。
7.2
探触子
探触子は,次による。
a) 使用する探触子は,水浸探触子,又は直接接触垂直探触子(裸振動子など超音波送受信装置と接続し
3
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
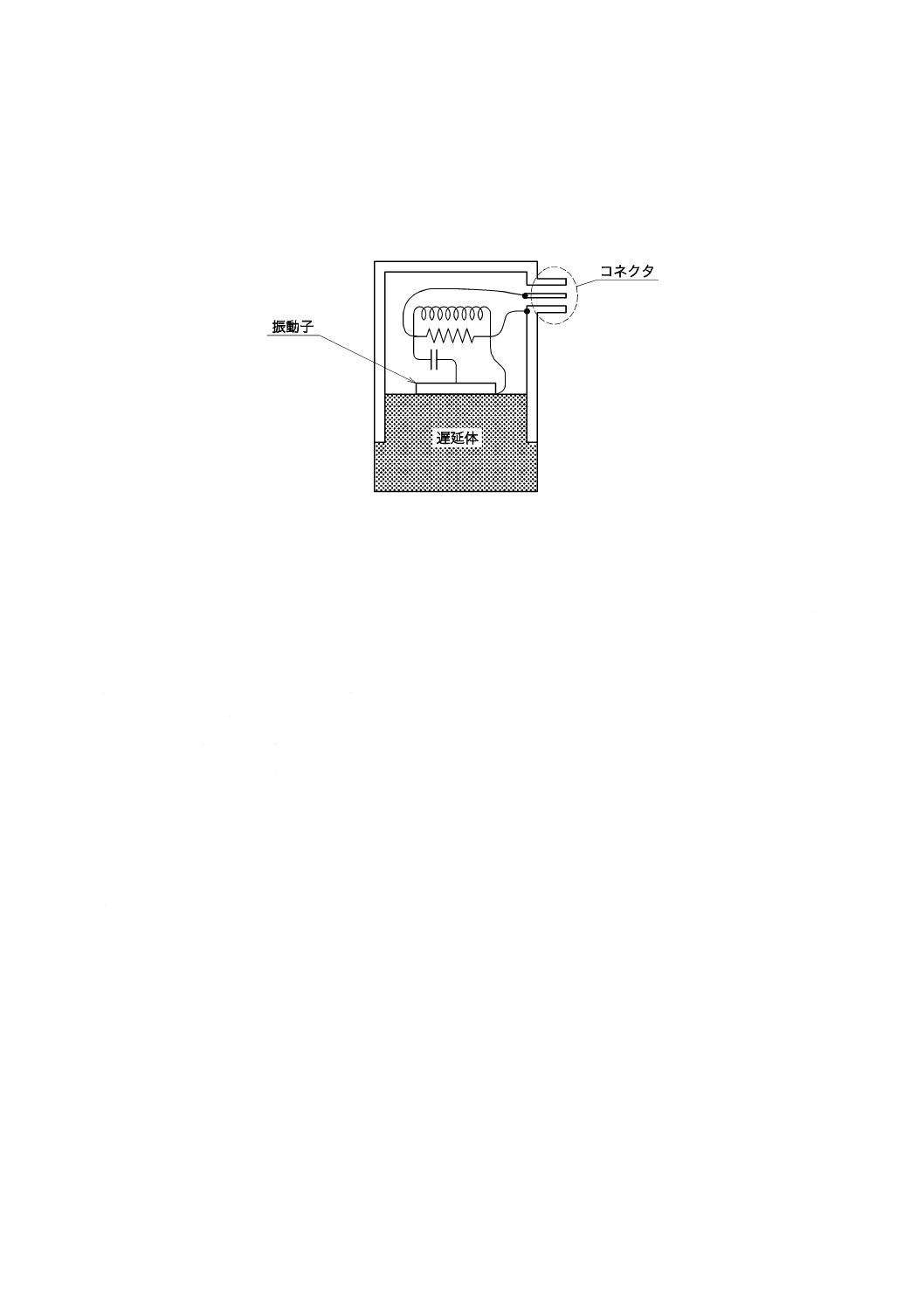
て十分なSN比の信号が得られることが確認できたものも含む。)とする。ただし,集束探触子は,使
用しない。硬質合成樹脂製などの遅延体付垂直探触子を使用することができる。図1に遅延体付垂直
探触子の例を示す。直接接触垂直探触子には,必要に応じて波数を増やす同調回路を付加することが
できる。
図1−遅延体付垂直探触子の例
b) 探触子をパルス送信器及びパルス受信器,又は超音波探傷器と組み合わせて使用した場合の波数は,
JIS Z 2350の7.2.4(測定)で測定して,5以上とする。また,バースト波発信器を用いて,5以上の
波数を発生させることができる探触子を使用することもできる。このとき,周波数は,JIS Z 2350に
従った方法,周波数解析装置を用いる方法など,適切な方法を選定して測定する。
なお,波数が少なく周波数帯域の広いパルス波を用いる場合は,附属書Aによる。
c) ビームの中心軸の偏り角は,JIS Z 2350で測定して,1°以下とする。
7.3
探触子ケーブル
探触子ケーブルは,超音波送受信装置で規定されたものとするが,探触子と測定片との接触を安定させ
るため,できるだけしなやかなものを選択することが望ましい。
7.4
接触媒質
接触媒質は,次による。
a) 直接接触法の場合は,スピンドル油,又はマシン油を使用する。ただし,横波を使用する場合には,
高粘度の液体,固体接着剤(サリチル酸フェニル)など横波の伝達に適するものとする。
b) 水浸法の場合は,水を使用する。ただし,水の使用が適切でない場合には,スピンドル油などを用い
る。
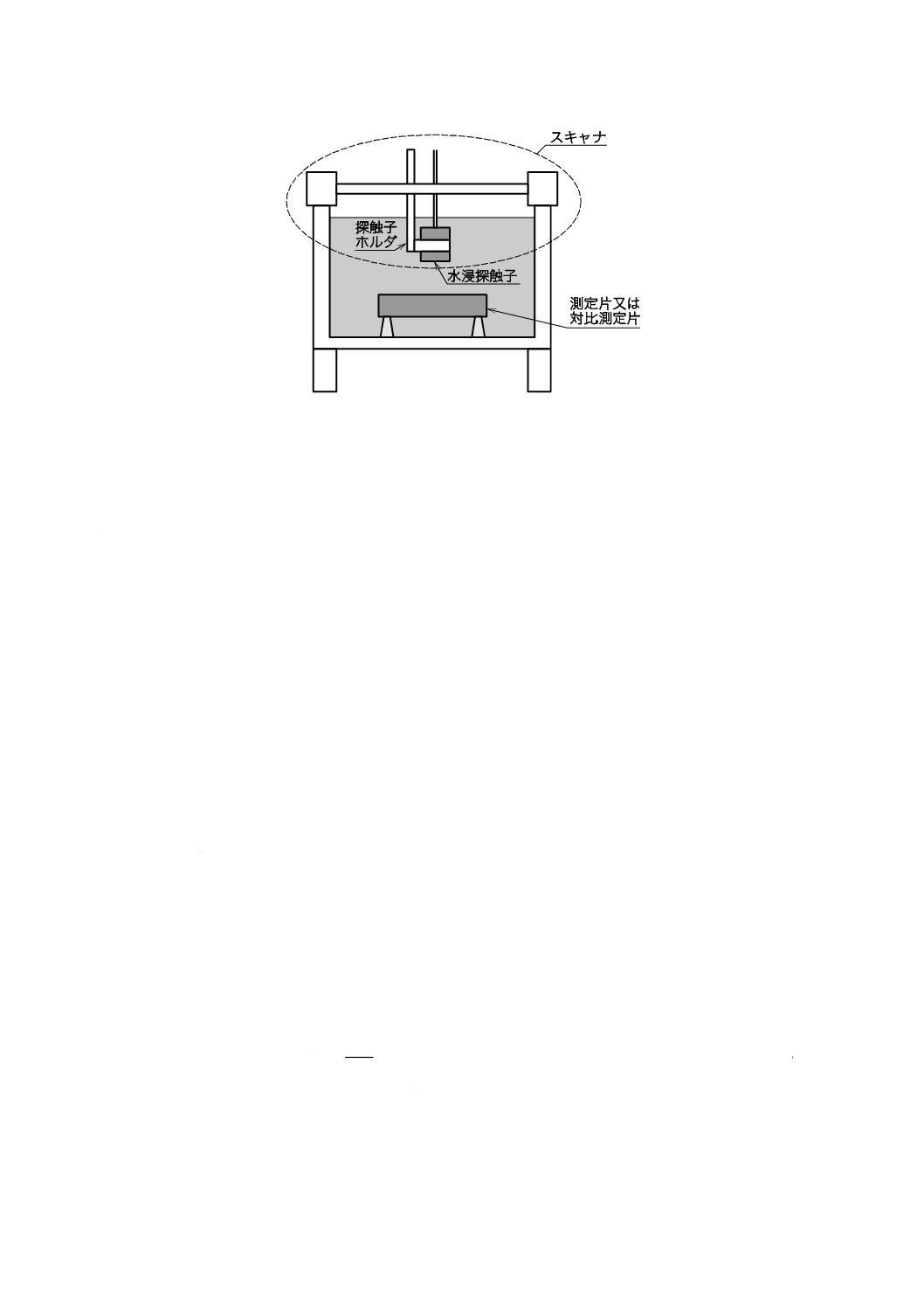
7.5
水槽
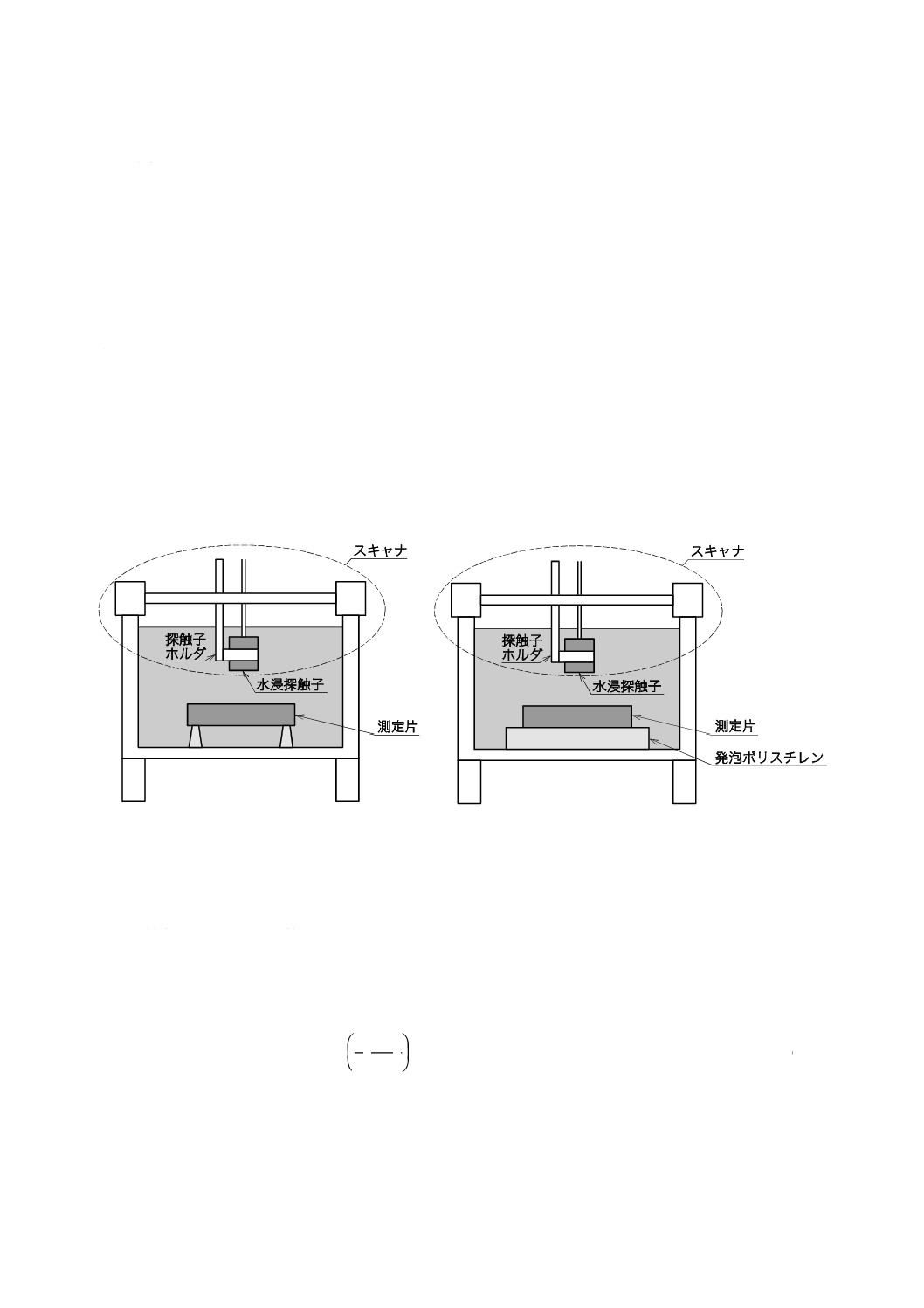
水槽は,次による。使用する水槽の例を,図2に示す。
4
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2−使用する水槽の例
a) 水中に沈めた測定片の表面に向けて超音波を入射できる構造とする。
b) 測定片の表面の中央付近に超音波を入射させるため,水平面上で直交する2方向(X方向及びY方向)
に探触子を走査させることができる構造とする。
c) 測定片に垂直に超音波ビームを入射させるため,0.1°(1/600の傾き)程度の探触子の首振りの機能
をもつものとする。
d) 水距離調整するために,鉛直方向(Z方向)に探触子を移動させることができる構造とする。
e) 探触子の前面及び測定片の測定面に付着する気泡の有無を容易に観察でき,かつ,容易に除去できる
構造とする。
f)
気泡の発生を防ぐために,一度沸騰させて冷却した水など,十分に脱気した水を使用する。
8
測定片の減衰係数の測定
8.1
一般
この箇条で規定する方法は,波数が5以上の狭帯域探触子を用いる場合を基本としているが,広帯域探
触子を用いる場合は,附属書Aによることができる。
8.2
対比測定片を用いる場合
8.2.1
直接接触多重反射法による方法
対比測定片を使用する直接接触多重反射法による減衰係数の測定は,次による。
a) パルス送信器及びパルス受信器,又は超音波探傷器の調整は,次による。
1) 測定範囲は,第1回底面エコー(以下,B1という。)及び測定に使用する最終底面エコー(以下,
Bmという。)が表示器目盛内に入るようにする。
ここで,Bmのmは,最終底面エコーの次数を示し,その最大数は,BmのSN比が14 dB未満とな
らない数とするが,さらに,式(1)で求められる値によって制限される。
CT
Ddf
m
29
.0
≦
··········································································· (1)
ここに,
m: 最終底面エコーの次数
D: 対比測定片の直径,又は辺の長さ(mm)
T: 対比測定片の厚さ(mm)
C: 対比測定片の音速(km/s)
d: 振動子の直径(mm)
5
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f: 試験周波数(MHz)
2) リジェクションは,“OFF”,又は“0”とする。
3) 受信帯域幅は,測定に使用する超音波の周波数を含むものとする。
b) 測定片の測定面のほぼ中央にごく少量の接触媒質を用い,探触子を擦り合わせるようにして密着させ
る。このとき,探触子と測定片との間に安定な音響結合が得られるように,探触子には,一定の圧力
を加える。次に,B1対Bmの比のdB値をゲイン調整器を用いて測定し,この値を(B1/Bm)TPとする。
c) 対比測定片について,b)と同様な測定を行い,B1対Bmの比の値を(B1/Bm)RBとする。
d) 式(2)によって,対比測定片を基準とした相対的な減衰係数を求める。
T
m
B
B
B
B
'
m
m
)1
(
)
/
(
)
/
(
500
RB
1
TP
1
−
−
=
α
······················································· (2)
ここに,
α': 対比測定片を基準とした相対的な減衰係数(dB/m)
m: 最終底面エコーの次数
T: 測定片の厚さ(mm)
e) 減衰係数αは,α'に対比測定片の減衰係数αRBを加算して求める。
なお,対比測定片が,SNCM447の焼入れ焼戻し材の場合には,近似的に表2の値を対比測定片の
減衰係数αRBとすることができる。
表2−SNCM447の焼入れ焼戻し材で製作した対比測定片の減衰係数の概略値
単位 dB/m
波動様式
周波数
2 MHz
5 MHz
10 MHz
15 MHz
縦波
0
0
2
5
横波
0
1
5
15
8.2.2
B1だけを用いる方法
対比測定片を使用し,B1だけを用いる減衰係数の測定は,次による。
a) パルス送信器及びパルス受信器,又は超音波探傷器の調整は,次による。
1) 測定範囲は,B1が表示器目盛内に入るようにする。
2) リジェクションは,“OFF”,又は“0”とする。
3) 受信帯域幅は,測定に使用する超音波の周波数を含むものとする。
b) 測定片の測定面のほぼ中央にごく少量の接触媒質を用い,探触子を擦り合わせるようにして密着させ
る。このとき,探触子と測定片との間に安定な音響結合が得られるように,探触子には,一定の圧力
を加える。次に,表示器上のB1の高さが一定値になるように,ゲイン調整器を調整し,そのときのゲ
イン調整器の目盛の読みをE1とする。
c) 対比測定片について,b)と同様な測定を行い,B1に対するゲイン調整器の目盛の読みをR1とする。
d) 式(3)によって,対比測定片を基準とした相対的な減衰係数を求める。
T
R
E
1
1
500
−
=
′
α
········································································ (3)
ここに,
T: 測定片の厚さ(mm)
e) 減衰係数αは,α'に対比測定片の減衰係数αRBを加算して求める。
なお,対比測定片が,SNCM447の焼入れ焼戻し材の場合には,近似的に表2の値を対比測定片の
減衰係数αRBとすることができる。
6
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.2.3
水浸多重反射法による方法
対比測定片を使用する水浸多重反射法による減衰係数の測定は,次による。
a) 水距離は,測定片の厚さ及び測定に使用する最終底面エコーの次数に応じて,式(4)によって求める。
TJ
m
L
)5.0
(
W
+
≧
········································································ (4)
ここに,
LW: 水距離(mm)
J: (水中の音速)/(測定片中の縦波音速)
T: 測定片の厚さ(mm)
m: 最終底面エコーの次数
b) パルス送信器及びパルス受信器,又は超音波探傷器の調整は,次による。
1) 測定範囲は,B1が表示器目盛の左端以内に,Bmが表示器目盛の右端以内とする。
ここで,Bmのmの最大数は,BmのSN比が14 dB未満とならない数とするが,さらに,式(1)で
求められる値によって制限される。
2) リジェクションは,“OFF”,又は“0”とする。
3) 受信帯域幅は,測定に使用する超音波の周波数を含むものとする。
c) 必要な水距離が得られるように,探触子位置を調整する。
d) 測定片の多重底面エコーを観察し,探触子の向きを調整して,Bmが最大になるように調整した後,B1
が最大になるように調整する。
e) B1/BmのdB値をゲイン調整器を用いて測定し,この値を(B1/Bm)TPとする。
f)
対比測定片について,a)〜e)と同様な測定を行い,B1/BmのdB値を(B1/Bm)RBとする。
g) 式(2)によって,対比測定片を基準とした相対的な減衰係数を求める。
h) 減衰係数αは,α'に対比測定片の減衰係数αRBを加算して求める。
なお,対比測定片が,SNCM447の焼入れ焼戻し材の場合には,近似的に表2の値を対比測定片の
減衰係数αRBとすることができる。
8.2.4
遅延体付垂直探触子を使用する直接接触多重反射法による方法
対比測定片を使用し,かつ,硬質合成樹脂製などの遅延体付垂直探触子を使用する直接接触多重反射法
による減衰係数の測定は,次による。
a) 探触子の遅延体の厚さは,遅延体における多重反射が測定片の底面エコーと重ならない寸法を選ぶが,
測定片の厚さを遅延体の長さに適したものとすることができる。
b) パルス送信器及びパルス受信器,又は超音波探傷器は,次のように調整する。
1) 測定範囲は,B1が表示器目盛の左端以内に,Bmが表示器目盛の右端以内とする。
ここで,Bmのmの最大数は,BmのSN比が14 dB未満とならない数とするが,さらに,式(1)で
求められる値によって制限される。
2) リジェクションは,“OFF”,又は“0”とする。
3) 受信帯域幅は,測定に使用する超音波の周波数を含むものとする。
c) 測定片の測定面のほぼ中央にごく少量の接触媒質を用い,探触子を擦り合わせるようにして密着させ
る。このとき,探触子と測定片との間に安定な音響結合が得られるように,探触子には,一定の圧力
を加える。次に,B1/BmのdB値をゲイン調整器を用いて測定し,この値を(B1/Bm)TPとする。
d) 対比測定片について,c)と同様な測定を行い,B1/BmのdB値を(B1/Bm)RBとする。
e) 式(2)によって,対比測定片を基準とした相対的な減衰係数を求める。
f)
減衰係数αは,α'に対比測定片の減衰係数αRBを加算して求める。
7
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,対比測定片が,SNCM447の焼入れ焼戻し材の場合には,近似的に表2の値を対比測定片の
減衰係数αRBとすることができる。
8.3
対比測定片を用いない場合
8.3.1
水浸多重反射法による方法
対比測定片を使用しないで,任意の厚さの平板測定片を用いる水浸多重反射法による減衰係数の測定は,
次による。
a) 7.5に規定する水槽を用いて,図3のa)又はb)のように測定片を配置する。
b) 測定片及び探触子の気泡を,はけなどで取り除く。
c) 水距離は,測定片の厚さ及び測定に使用する最終底面エコーの次数に応じて,式(4)によって求める。
d) パルス送信器及びパルス受信器,又は超音波探傷器の調整は,次による。
1) 測定範囲は,B1が表示器目盛の左端以内に,Bmが表示器目盛の右端以内とする。
ここで,Bmのmの最大数は,BmのSN比が14 dB未満とならない数とするが,さらに,式(1)で
求められる値によって制限される。
2) リジェクションは,“OFF”,又は“0”とする。
3) 受信帯域幅は,測定に使用する超音波の周波数を含むものとする。
a) 測定片の下に水を満たした配置
b) 測定片の下に発泡ポリスチレンを敷いた配置
図3−水浸法における測定片の配置
e) 測定片の多重底面エコーを観察し,探触子の向きを調整して,Bmが最大になるように調整した後,B1
が最大になるように調整する。
f) B1及びBmについて,エコーの高さが一定値になるように,ゲイン調整器を調整する。そのときのゲ
イン調整器の目盛の読みをE1及びEmとする。
g) 測定片と水との境界面での反射損失の絶対値Rを式(5)によって求める。
+
−
=
2
1
2
1
log
20
Z
Z
Z
Z
R
····································································· (5)
ここに,
Z1: 測定片の音響インピーダンス
Z2: 水の音響インピーダンス
h) B1及びBmに対応する片道の規準化距離niの値(ここに,i=1,又はm)は,式(6)によって求める。
8
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
W
W
)
(4
d
L
iT
ni
λ
λ+
=
····································································· (6)
ここに,
λW: 水中における超音波の波長(mm)
λ: 測定片中における超音波の波長(mm)
LW: 水距離(mm)
T: 測定片の厚さ(mm)
d: 振動子の直径(mm)
i)
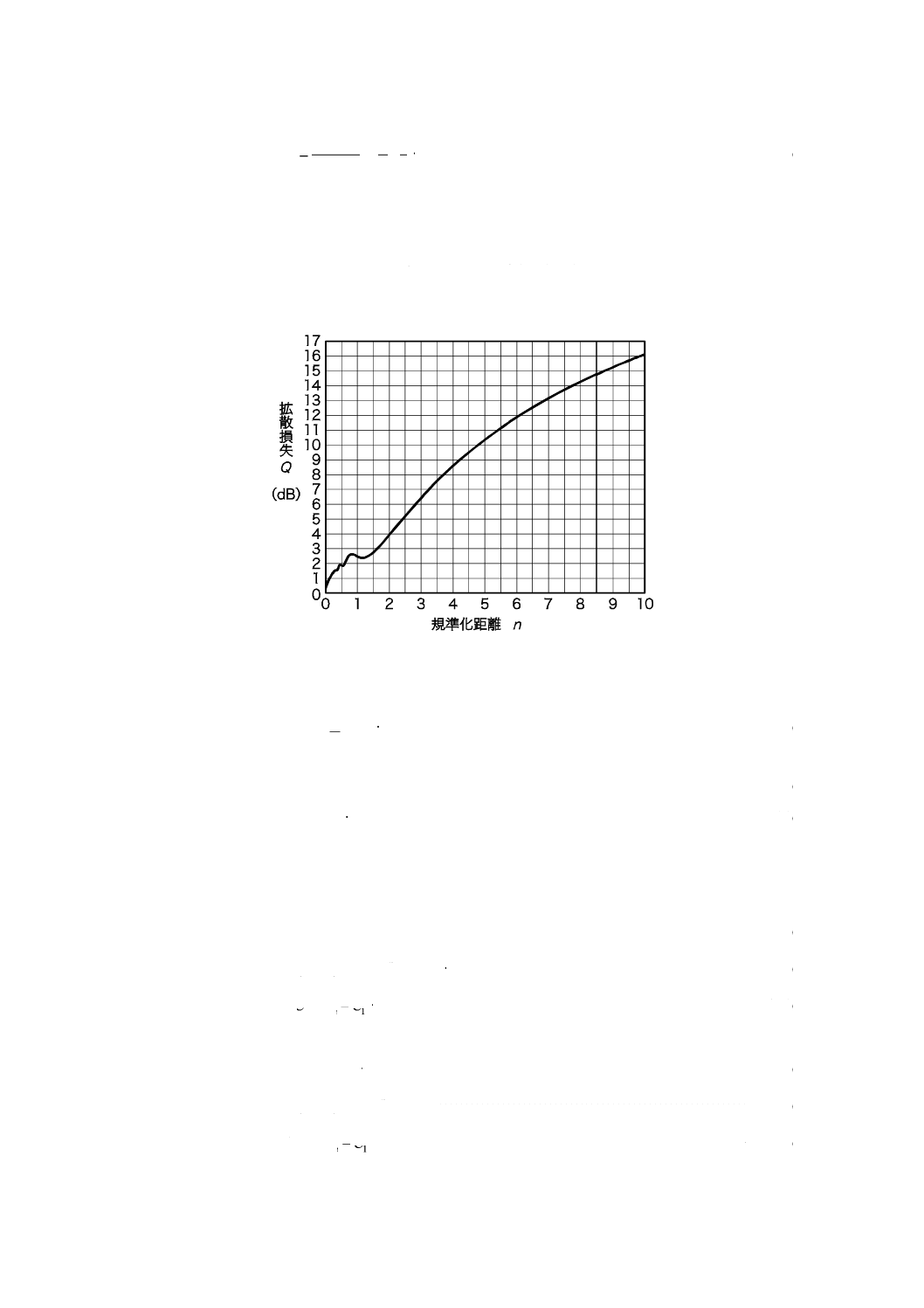
図4から,n1及びnmに対応する拡散損失の理論値Qiを読み取り,Q1及びQmとする。
図4−拡散損失の理論値
なお,式(7)を満足する場合は,拡散損失による補正を省略することができる。
25
.0
1≦
n
nm−
············································································ (7)
また,nm≦7が成り立つ場合は,式(8)及び式(9)からQ1及びQmを求めることができる。
1
1
2n
Q=
··················································································· (8)
m
m
n
Q
2
=
·················································································· (9)
j)
反射損失及び拡散損失を補正したB1の高さ対Bmの高さの比の値のdB値ΔCは,次のとおり,式(10)
〜式(12),又は式(13)〜式(15)によって計算する。
1) 図3のa)の場合は,式(10)〜式(12)による。
1
1
1
Q
R
E
C
−
−
=
········································································ (10)
m
m
m
Q
R
m
E
C
−
−
−
=
)1
2(
······························································(11)
1C
C
C
m−
=
∆
··········································································· (12)
2) 図3のb)の場合は,式(13)〜式(15)による。
1
1
1
Q
E
C
−
=
············································································· (13)
m
m
m
Q
R
m
E
C
−
−
−
=
)1
(
······························································ (14)
1C
C
C
m−
=
∆
··········································································· (15)
9
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
k) 減衰係数αは,式(16)によって求める。
T
m
C
)1
(
500
−∆
=
α
······································································ (16)
ここに,
α: 測定片の減衰係数(dB/m)
m: 最終底面エコーの次数
T: 測定片の厚さ(mm)
8.3.2
遅延体付垂直探触子を使用する直接接触法による方法
遅延体付垂直探触子を用いた直接接触法による測定は,次に示す測定方法A,又は測定方法Bのいずれ
かによる。
a) 測定方法A
1) 遅延体付垂直探触子を,接触媒質を介して測定片に接触させる。
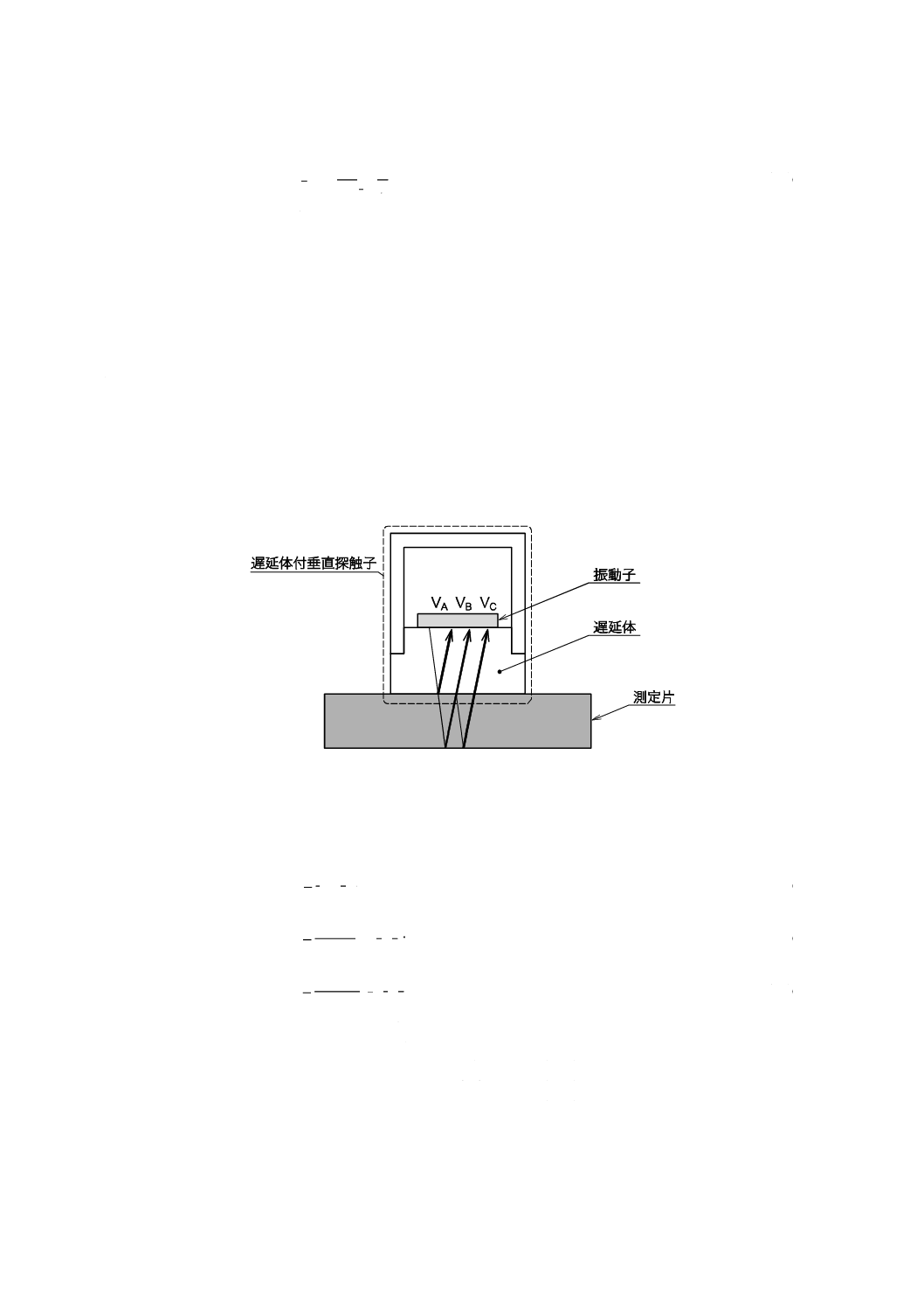
2) このとき,図5に示す伝搬経路VAエコー(遅延体の底面と測定片表面との境界面からのエコー),
VBエコー(測定片底面からのエコー)及びVCエコー(測定片を2往復したときのエコー)の高さ
hA(%),hB(%)及びhC(%)を測定する。
図5−遅延体付垂直探触子による測定
3) VAエコー,VBエコー及びVCエコーに対応する片道の規準化距離nA,nB及びnCの値を,式(17)〜
式(19)によって求める。
2
D
D
A
4
d
T
n
λ
=
············································································ (17)
2
D
D
B
)
(4
d
T
T
n
λ
λ+
=
····································································· (18)
2
D
D
C
)
2(4
d
T
T
n
λ
λ+
=
··································································· (19)
ここに,
λD: 遅延体中における超音波の波長(mm)
λ: 測定片中における超音波の波長(mm)
TD: 遅延体の厚さ(mm)
T: 測定片の厚さ(mm)
d: 振動子の直径(mm)
図4から,nA,nB及びnCに対応する拡散損失の理論値Qiを読み取り,QA,QB及びQCとする。
10
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,式(20)を満足する場合は,拡散損失による補正を省略することができる。
5.0
A
C
≦
n
n−
··········································································· (20)
また,nm≦7が成り立つ場合は,式(21)〜式(23)によってQA,QB及びQCを求めることができる。
A
A
2n
Q=
················································································ (21)
B
B
2n
Q=
················································································ (22)
C
C
2n
Q=
················································································ (23)
4) 拡散損失の補正に用いる係数PA,PB及びPCを,それぞれ式(24),式(25)及び式(26)によって求める。
20
/
A
A
10Q
P
−
=
············································································ (24)
20
/
B
B
10Q
P
−
=
············································································ (25)
20
/
C
C
10Q
P
−
=
············································································ (26)
5) 遅延体と測定片との境界面での反射率(振幅反射率の絶対値)rを,式(27)によって求める。
)
/
(
)
/
(
/
/
2
B
C
A
2
A
B
A
C
A
C
P
P
P
h
h
h
h
h
h
r
+
=
················································· (27)
6) 減衰係数αは,式(28)によって求める。
=
B
C
B
C/
log
20
500
P
P
h
hr
T
α
·························································· (28)
ここに,
α: 測定片の減衰係数(dB/m)
T: 測定片の厚さ(mm)
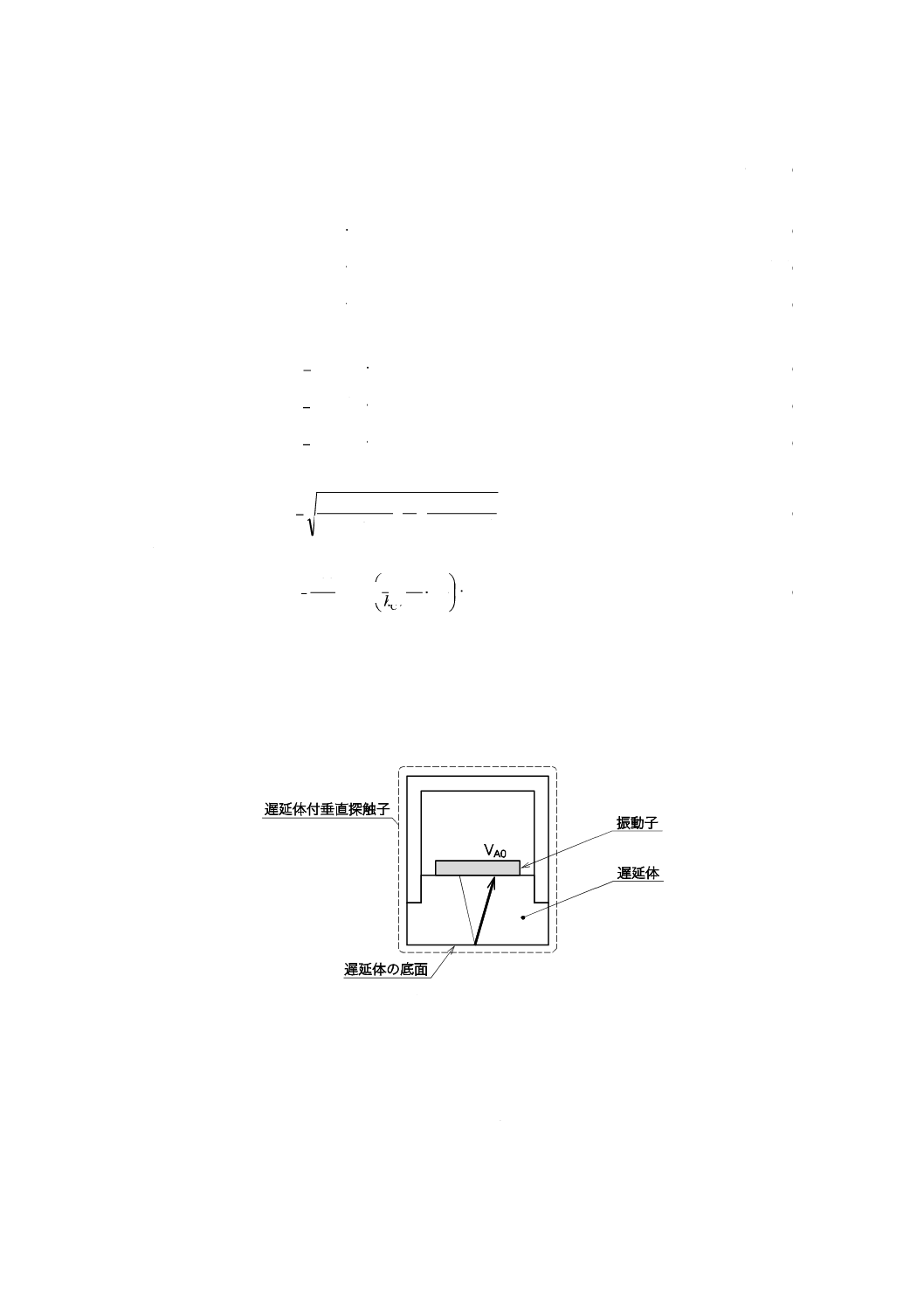
b) 測定方法B
1) 図6のように,遅延体付垂直探触子を測定片に接触させないときの遅延体の底面からのVA0エコー
の高さhA0(%)を測定する。
図6−遅延体の底面のエコーの測定
2) 次に,図5に示すように,遅延体付垂直探触子を測定片に接触させたときの伝搬経路VAエコー(遅
延体の底面と測定片表面との境界面からのエコー)及びVBエコー(測定片底面からのエコー)の
高さ,hA(%)及びhB(%)を測定する。
3) 測定方法Aの3)〜4)と同様にして,PA0及びPB を求める。
4) 減衰係数αは,式(29)によって求める。
11
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
−
=
0
A
B
0
A
B
2
0
A
A
/
)
/
(
1
log
20
500
P
P
h
h
h
h
T
α
··············································· (29)
ここに,
α: 測定片の減衰係数(dB/m)
T: 測定片の厚さ(mm)
9
実体に対する直接接触法による減衰係数の直接測定方法
測定片も対比測定片も使用しないで,実体の減衰係数を直接に測定する方法は,次による。
なお,ここで規定する方法は,波数が5以上の狭帯域探触子を用いる場合を基本として記述してあるが,
広帯域探触子を用いる場合は,附属書Aに従って適用することができる。
a) 実体の条件は,次による。
1) 測定面と底面とが平行な実体の厚さは,使用する探触子の近距離音場限界距離1)の6倍以上になる
ようにする。振動子の直径dが小さい探触子を選ぶことによって,多くの場合に,この条件を満足
させることができる。
注1) 近距離音場限界距離x0(mm)は,式(30)で定義する。
λ
4
2
0
d
x=
················································································ (30)
ここに,
d: 振動子の直径(mm)
λ: 波長(mm)
2) 円形断面形状の実体の減衰係数を径方向に測定する場合には,その直径が使用する探触子の近距離
音場限界距離の4倍以上になるようにする。振動子の直径dが小さい探触子を選ぶことによって,
多くの場合に,この条件を満足させることができる。
3) 測定面及び裏面は,通常は,機械加工によってRz 25に仕上げる。ただし,圧延のままの滑らかな
肌の場合には,そのまま使用することができる。
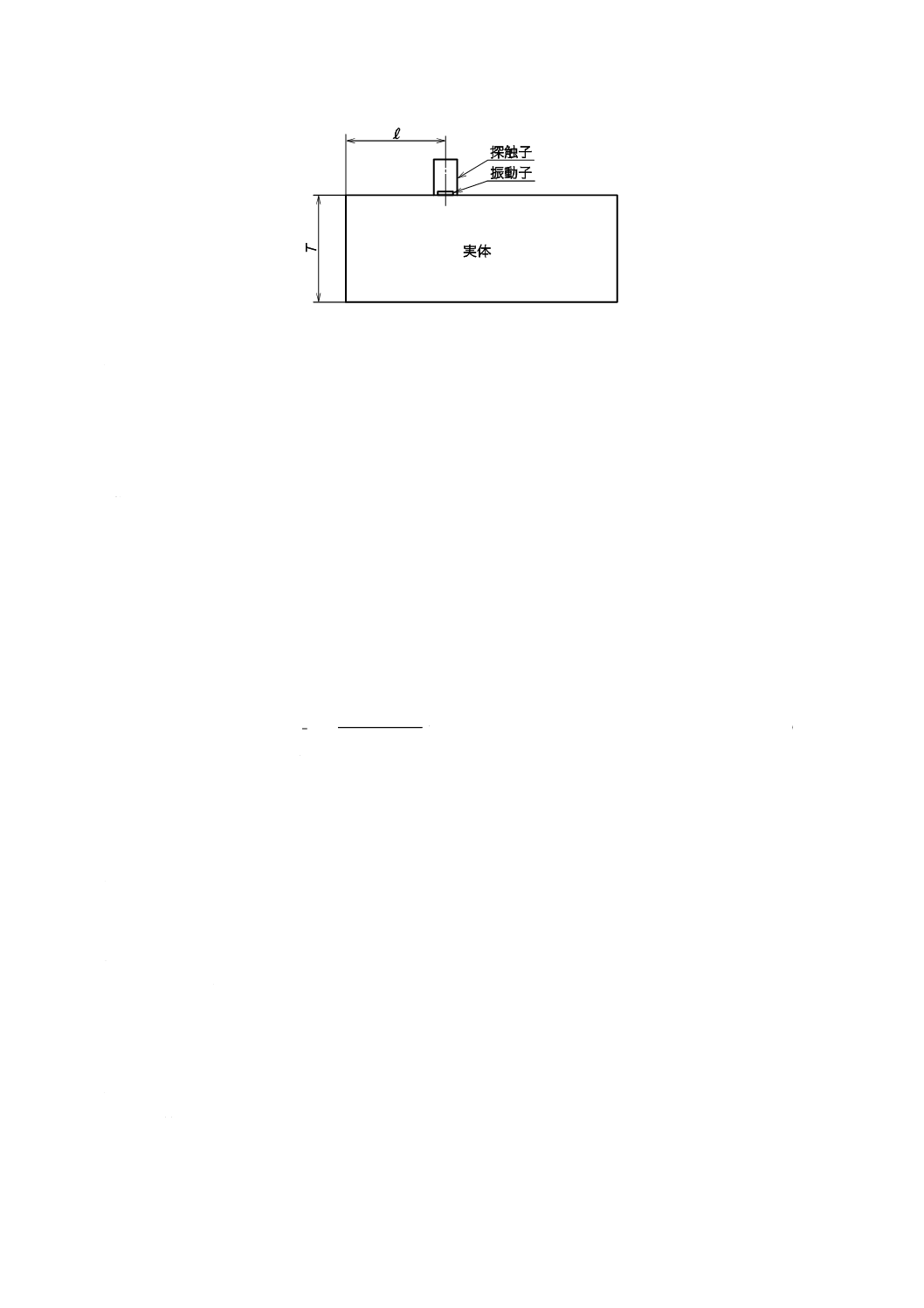
b) 探触子は,次による。
1) 探触子の形式は,直接接触垂直探触子とする。
2) 図7に示すように,端面の影響を受けないために,振動子の直径は,式(31)の条件を満足する範囲
において,なるべく小さいものを使用する。
dTλ
4
≧
λ
················································································ (31)
ここに,
λ: 探触子の中心の位置から実体の両端のうち近
い側までの距離(mm)
T: 実体の直径,又は厚さ(mm)
d: 振動子の直径(mm)
λ: 波長(mm)
12
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7−実体の端面の影響を受けないための条件
c) 減衰係数を測定するために使用する周波数の上限は,第2回底面エコー(以下,B2という。)のSN比
が14 dB未満とならない周波数とする。
d) パルス送信器及びパルス受信器,又は超音波探傷器の調整は,次による。
1) 測定範囲は,B1が表示器目盛の左端以内に,B2が表示器目盛の右端以内とする。
2) リジェクションは,“OFF”,又は“0”とする。
3) 受信帯域幅は,測定に使用する超音波の周波数を含むものとする。
e) 探触子を接触させた面での反射損失を最小にして測定精度を高めるために,探触子を実体の測定面に
できるだけ少量の接触媒質で接触させる。次に,表示器上のB1の高さが一定値になるように,ゲイン
調整器を調整し,そのときのゲイン調整器の目盛を読み,続いてB2の高さが一定値になるように,ゲ
イン調整器を調整し,そのときのゲイン調整器の目盛を読む。それぞれの読みをE1(dB)及びE2(dB)
とすれば,その実体の測定した周波数における減衰係数は,式(32)によって求める。
なお,実体の厚さ,又は直径が十分大きいので,探触子の接触による反射損失の影響を無視するこ
とができる。
T
E
E
)6
(
500
2
1
−
−
=
α
································································ (32)
ここに,
α: 実体の減衰係数(dB/m)
T: 実体の直径,又は厚さ(mm)
10 記録
測定結果の記録は,次による。
a) 測定日時
b) 測定者氏名
c) 対比測定片の種類及び厚さ
d) 装置及び材料
1) 超音波探傷器などの超音波送受信装置の形式及び製造番号
2) 探触子の形式及び製造番号
3) 探触子ケーブルの種類及び長さ
4) 横波の減衰係数測定の場合は,使用した接触媒質の種類
e) 測定片,又は実体
1) 材質
2) 寸法
13
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3) 実体で測定した場合,測定面及び裏面の仕上げの状態
f)
測定条件
1) 測定方法
2) 試験周波数(JIS Z 2350で測定した周波数とする。)
3) 超音波探傷器,又はパルス送信器,パルス受信器及びオシロスコープの各つまみの調度
4) 波数(エコーの波数が5未満の場合だけ記録する。)
5) 多重底面エコーの次数
6) その他の参考となる事項
g) 測定結果
1) 縦波を使用した場合:αL(f MHz)= (dB/m)
2) 横波を使用した場合:αS(f MHz)= (dB/m)
fは,JIS Z 2350で測定した周波数を記す。
14
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
パルス波による減衰係数の測定方法
A.1 適用範囲
この附属書は,本体に規定する減衰係数測定方法において,5以上の波数をもつ超音波の代わりに広帯
域パルス波を用い,スペクトル解析を行うことによって周波数ごとの減衰係数を測定する場合に適用する。
A.2 使用装置
使用する装置は,次による。
a) 超音波送受信装置(パルサー・レシーバー) 広帯域パルス波を発生及び受信することのできる超音
波送受信装置を使用する。
b) コンピュータ 受信したエコーをデジタル信号として収録し,高速フーリエ変換(FFT)によって振
幅スペクトルを計算できる機能をもつコンピュータを使用する。
c) 探触子 直接接触,水浸,又は遅延体付の広帯域探触子を用いる。
なお,遅延体を用いる場合は,十分に減衰の小さい材質のものを選定することとする。
A.3 測定方法
測定方法は,次による。
a) 減衰係数の測定は,箇条8及び箇条9(以下,減衰測定という。)に従って実施する。
b) 測定方法を選定して,測定に必要な機材を準備する。
なお,探触子は,波数の少ない広帯域パルス波を送信できるものを使用する。
c) 減衰測定に規定したそれぞれの測定方法に従って,対比測定片,測定片,又は実体(これらを総称し
て,以下,測定体という。)に広帯域パルス波を入射する。
d) 測定に使用するエコーのうち,最も振幅が大きいものを基準として,その振幅の大きさが表示器上で
80〜100 %になるように感度を調整する。
なお,対比測定片を用いる方法の場合は,対比測定片及び測定片のいずれも同じ感度で測定を行う。
e) 受信したエコーをコンピュータにデジタル信号として収録する。それぞれの測定方法ごとに,減衰係
数測定に使用するエコーを表A.1に示す。
f)
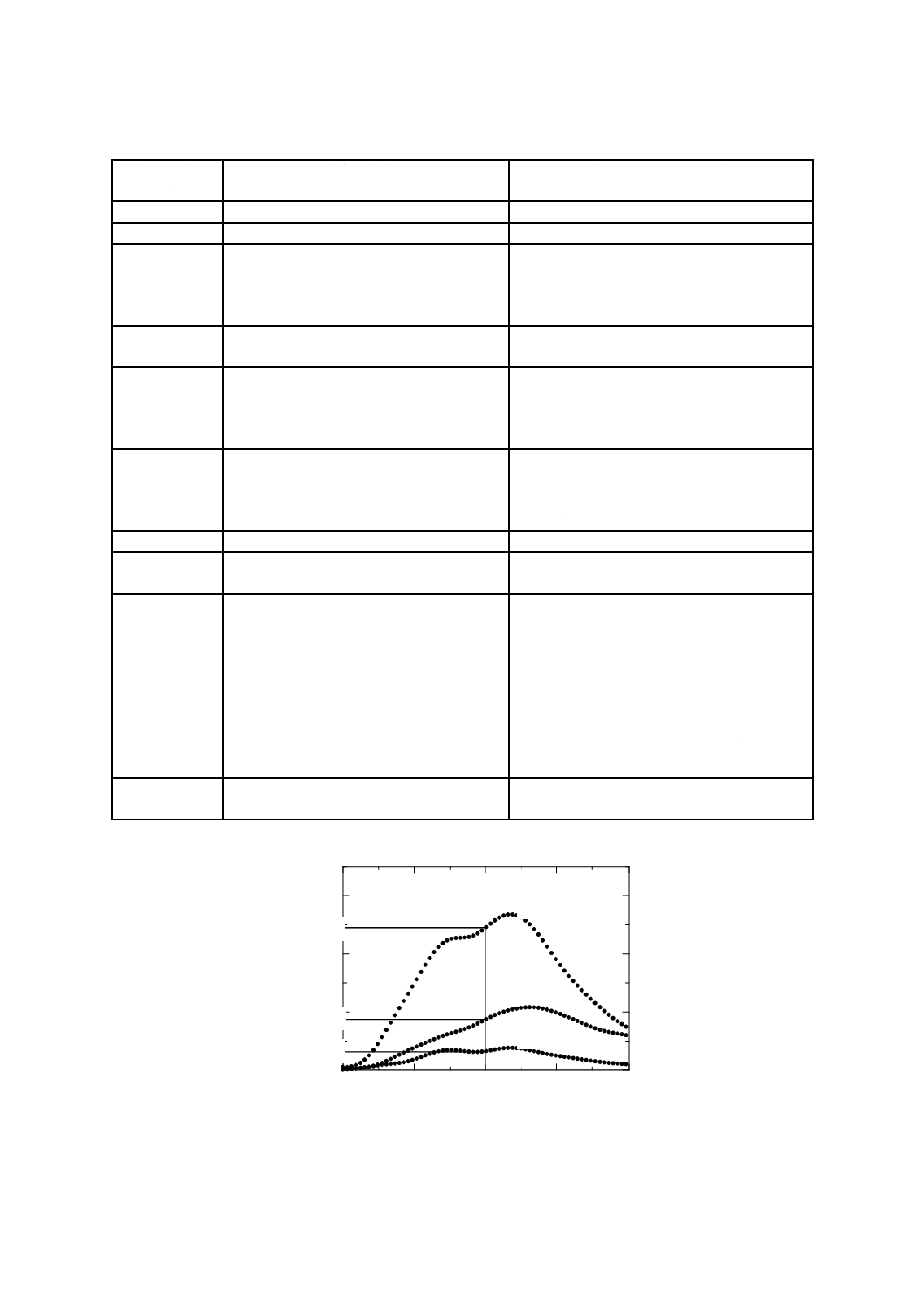
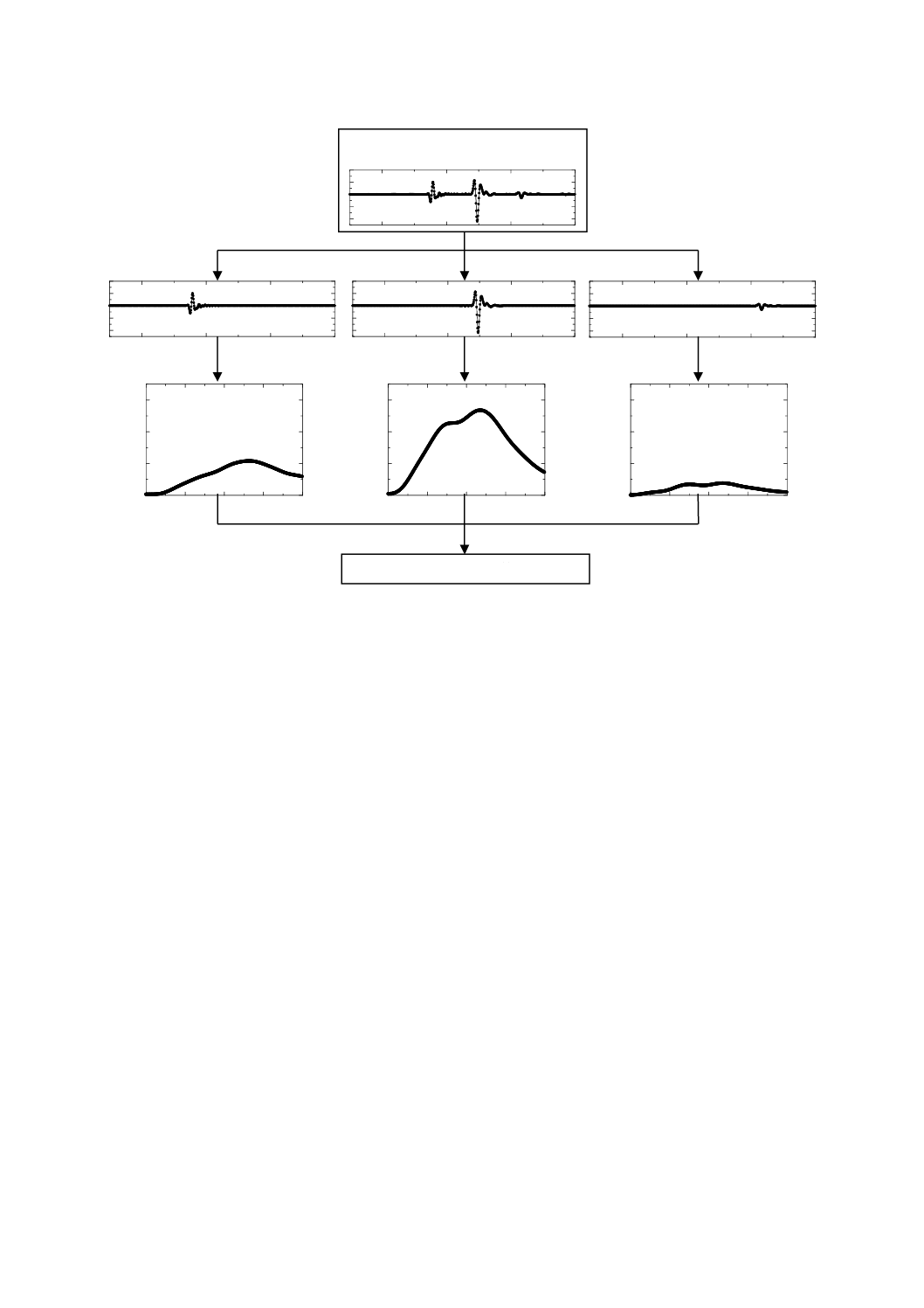
A.4に規定する方法に従って,各エコーの振幅スペクトルを周波数の関数として求める(図A.1参照)。
この手順を模式的に図A.2に示す。
なお,図A.1及び図A.2は,測定体がプラスチック,FRPなど比較的音響インピーダンスが小さい
場合の例で,VAエコーよりもVBエコーの方が大きくなっている。これに対して,測定体が鋼材など
の金属のように比較的音響インピーダンスが大きい場合は,VAエコーの方がVBエコーよりも大きく
なる。
g) 減衰係数を求めたい周波数における振幅スペクトルの値を,それぞれのエコーの高さ値として用い,
減衰測定に規定した方法に従って減衰係数を計算する。また,選定した周波数に対応する波長によっ
て,減衰測定に規定した方法に従って拡散損失の補正も行う。
h) 測定結果には,A.4に規定する振幅スペクトルのデータを添付する。
15
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
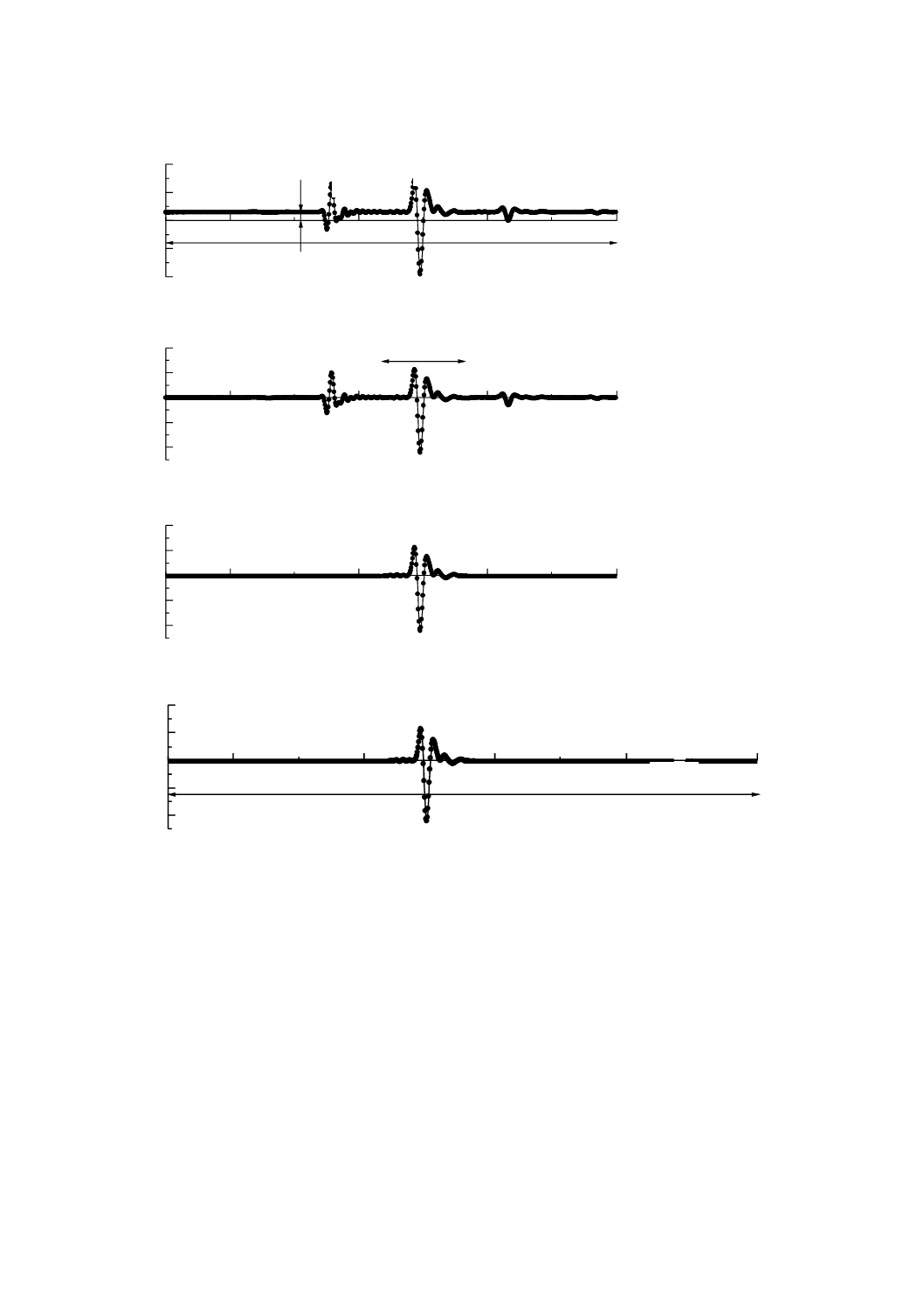
A.4 振幅スペクトルの算出
各エコーに対する振幅スペクトルの算出は,次の方法による(図A.3参照)。
a) コンピュータに収録されたデジタル信号(データ数:Ns)を図A.3のa)に示す。ここで,デジタル信
号のサンプリング周波数fsは,減衰係数を求める周波数範囲の上限fmaxの2倍よりも十分に大きくと
っておく。
b) 静止状態(エコー信号のない時刻)に対するデータが0からずれた値[図A.3のa)のd]となってい
る場合,この値をNs個のデータ全てから減じることによって,静止状態が0に対応するようにしてお
く。この状態を,図A.3のb)に示す。
c) 図A.3のb)のNs個のデータのうち,対象とするエコーに相当する部分以外のデータを全て0で置き換
える。この状態を,図A.3のc)に示す。
d) Ns個のデータの末尾に,0のデータを適切な数だけ追加することによって,全体のデータ数が2のm
乗個(2m,mは,正の整数)とする。このとき,得られる振幅スペクトルにおける周波数間隔がfs/2m
で与えられることを考慮して,全データ数2mを十分に大きく取る。この状態を図A.3のd)に示す。
e) 2m個からなるデジタルデータに対して高速フーリエ変換(FFT)を行い,周波数ごとに得られた複素
数値の絶対値を振幅スペクトルとする。
16
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−パルス波による減衰係数の測定に用いるエコー
箇条,又は細分
箇条
減衰測定方法
測定に用いるエコーの高さ
8
測定片の減衰係数の測定
−
8.2
対比測定片を用いる場合
−
8.2.1
直接接触多重反射法による方法
① 対比測定片のB1
② 対比測定片のBm
③ 測定片のB1
④ 測定片のBm
8.2.2
B1だけを用いる方法
① 対比測定片のB1
② 測定片のB1
8.2.3
水浸多重反射法による方法
① 対比測定片のB1
② 対比測定片のBm
③ 測定片のB1
④ 測定片のBm
8.2.4
遅延体付垂直探触子を使用する直接接触多
重反射法による方法
① 対比測定片のB1
② 対比測定片のBm
③ 測定片のB1
④ 測定片のBm
8.3
対比測定片を用いない場合
−
8.3.1
水浸多重反射法による方法
① 測定片のB1
② 測定片のBm
8.3.2
遅延体付垂直探触子を使用する直接接触法
による方法
測定方法Aの場合
① 遅延体−測定片界面からのエコーhA
② 測定片の第1回底面エコーhB
③ 測定片の第2回底面エコーhC
測定方法Bの場合
① 遅延体−測定片界面からのエコーhA
② 測定片の底面エコーhB
③ 遅延体だけに同じパルスを入射したとき
の遅延体の底面エコーhA0
9
実体に対する直接接触法による減衰係数の
直接測定方法
① 実体のB1
② 実体のB2
周波数
振幅スペクトル
f
AA( f )
AB( f )
AC( f )
VA
VB
VC
図A.1−振幅スペクトル算出のためのデータ処理
(例 8.3.2の測定方法Aの図5に示す3個のエコーの場合)
17
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A.2−各エコーの振幅スペクトルを求める手順
(例 8.3.2の測定方法Aの図5に示す3個のエコーの場合)
コンピュータによる波形の収録
各エコー信号の切り出し
0点の追加及び高速フーリエ変換
減衰係数の計算
VB
VA
VC
18
Z 2354:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a)
b)
c)
d)
図A.3−振幅スペクトル算出のためのデータ処理
(例 8.3.2の測定方法Aの図5に示す3個のエコーのうち,VBの振幅スペクトルを求める場合)
対象とするエコー
d
データ数:Ns
VA
VB
VC
データ数:2m
~~