Z 2345-2:2018
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 名称及び主な使用目的 ······································································································· 2
5 製造······························································································································· 2
5.1 材料 ···························································································································· 2
5.2 形状及び寸法 ················································································································ 2
5.3 熱処理,機械加工,超音波探傷試験及び表面仕上げ ······························································ 2
5.4 試験片のマーキング ······································································································· 3
6 試験片の音速 ··················································································································· 5
7 超音波測定 ······················································································································ 5
7.1 測定に用いる装置 ·········································································································· 5
7.2 測定方法及び測定条件 ···································································································· 5
8 合否の判定 ······················································································································ 5
9 表示······························································································································· 6
10 適合の証明 ···················································································································· 6
11 使用方法 ······················································································································· 6
11.1 時間軸の調整 ··············································································································· 6
11.2 感度調整及び探触子の点検 ····························································································· 8
附属書A(規定)STB-A7963の特性及び使用 ············································································ 10
附属書JA(規定)試験片の音速測定方法 ················································································· 11
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 13
Z 2345-2:2018
(2)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本非破壊検査協会(JSNDI)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによって,JIS Z 2345:2000は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS Z 2345の規格群には,次に示す部編成がある。
JIS Z 2345-1 第1部:A1形標準試験片
JIS Z 2345-2 第2部:A7963形標準試験片
JIS Z 2345-3 第3部:垂直探傷試験用標準試験片
JIS Z 2345-4 第4部:斜角探傷試験用標準試験片
日本工業規格 JIS
Z 2345-2:2018
超音波探傷試験用標準試験片−
第2部:A7963形標準試験片
Standard test blocks for ultrasonic testing-
Part 2: A7963 Standard Test Block
序文
この規格は,2006年に第2版として発行されたISO 7963を基に,技術的内容を変更して作成した日本
工業規格である。
この規格は,1973年に標準試験片を一括して制定し,その後2000年に改正したJIS Z 2345について,
対応国際規格ISO 2400:2012及び対応国際規格ISO 7963:2006との整合化を考慮して,第1部:A1形標準
試験片,第2部:A7963形標準試験片,第3部:垂直探傷試験用標準試験片及び第4部:斜角探傷試験用
標準試験片として分割して制定したうちの,第2部:A7963形標準試験片について規定したものである。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,手動探傷試験に用いる超音波試験装置を校正するためのA7963形標準試験片についての必
要事項を規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 7963:2006,Non-destructive testing−Ultrasonic testing−Specification for calibration block No.2
(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS G 3106 溶接構造用圧延鋼材
JIS G 4051 機械構造用炭素鋼鋼材
JIS K 2238 マシン油
JIS Z 2300 非破壊試験用語
JIS Z 2345-3 超音波探傷試験用標準試験片−第3部:垂直探傷試験用標準試験片
ASTM A105,Standard Specification for Carbon Steel Forgings for Piping Applications
2
Z 2345-2:2018
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 2300による。
4
名称及び主な使用目的
名称及び主な使用目的は,次による。
a) この標準試験片は,A7963形標準試験片(以下,STB-A7963という。)と称す。
b) この標準試験片は,斜角探触子の入射点・屈折角の測定,斜角探触子のその他の特性の測定,斜角探
傷の測定範囲の調整,斜角探傷の探傷感度の調整及び垂直探傷の測定範囲の調整に主に用いる。
5
製造
5.1
材料
STB-A7963に用いる材料は,a)及びb)の要件を備える材料とする。
a) 試験片は,次のいずれかから製造する。
1) JIS G 3106に規定するSM400C又はSM490C
2) JIS G 4051に規定する機械構造用炭素鋼鋼材
3) ASTM A105に規定する圧力容器用炭素鋼鍛鋼品又は配管用炭素鋼鍛鋼品
b) 材料は,超音波の伝搬特性を変化させるような音響異方性がないものとする。すなわち,材料の厚さ
方向に伝わる横波の偏波(振動)方向を主圧延方向にした場合の音速と直角方向にした場合の音速と
の差は,1 %以下とする。
5.2
形状及び寸法
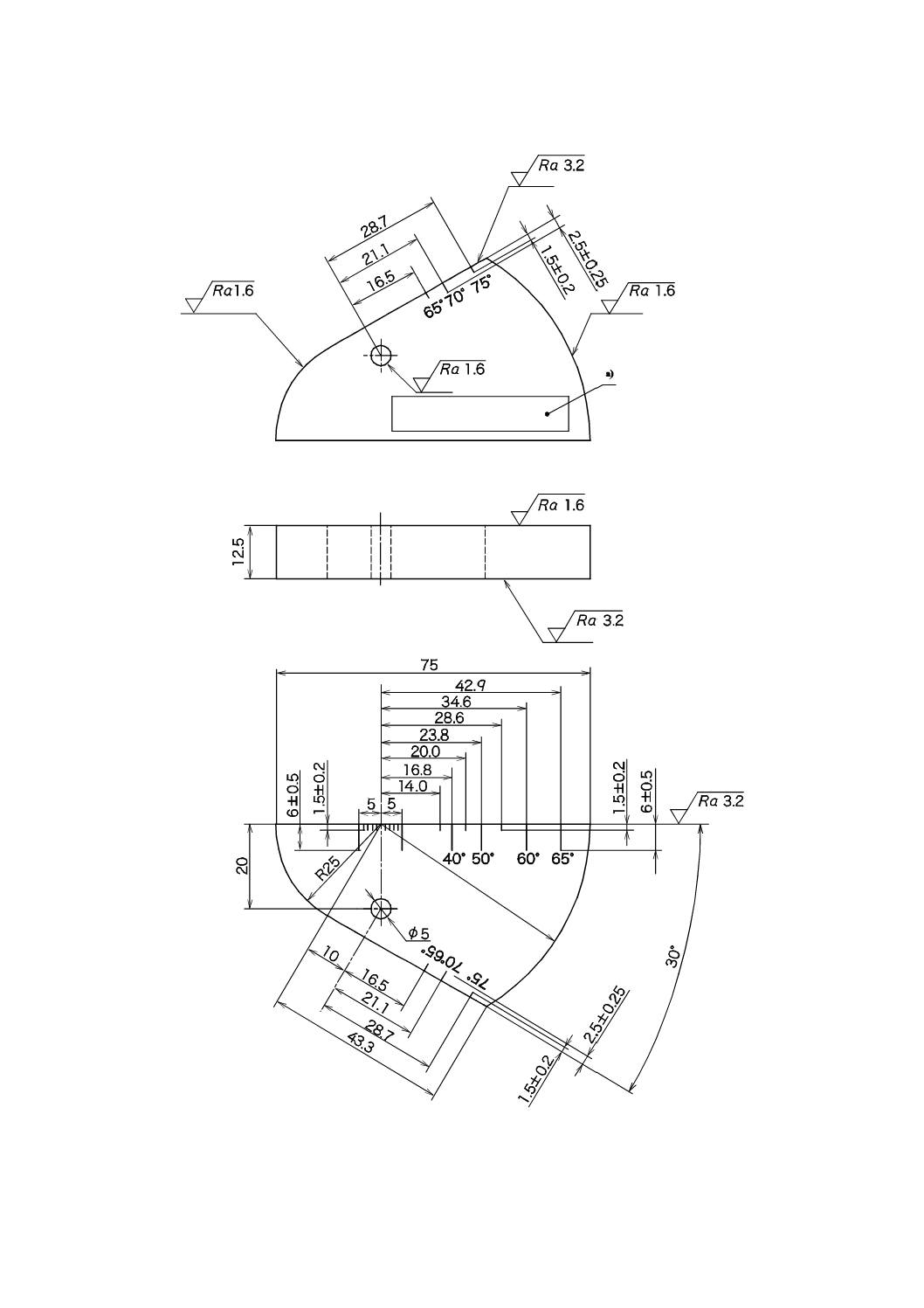
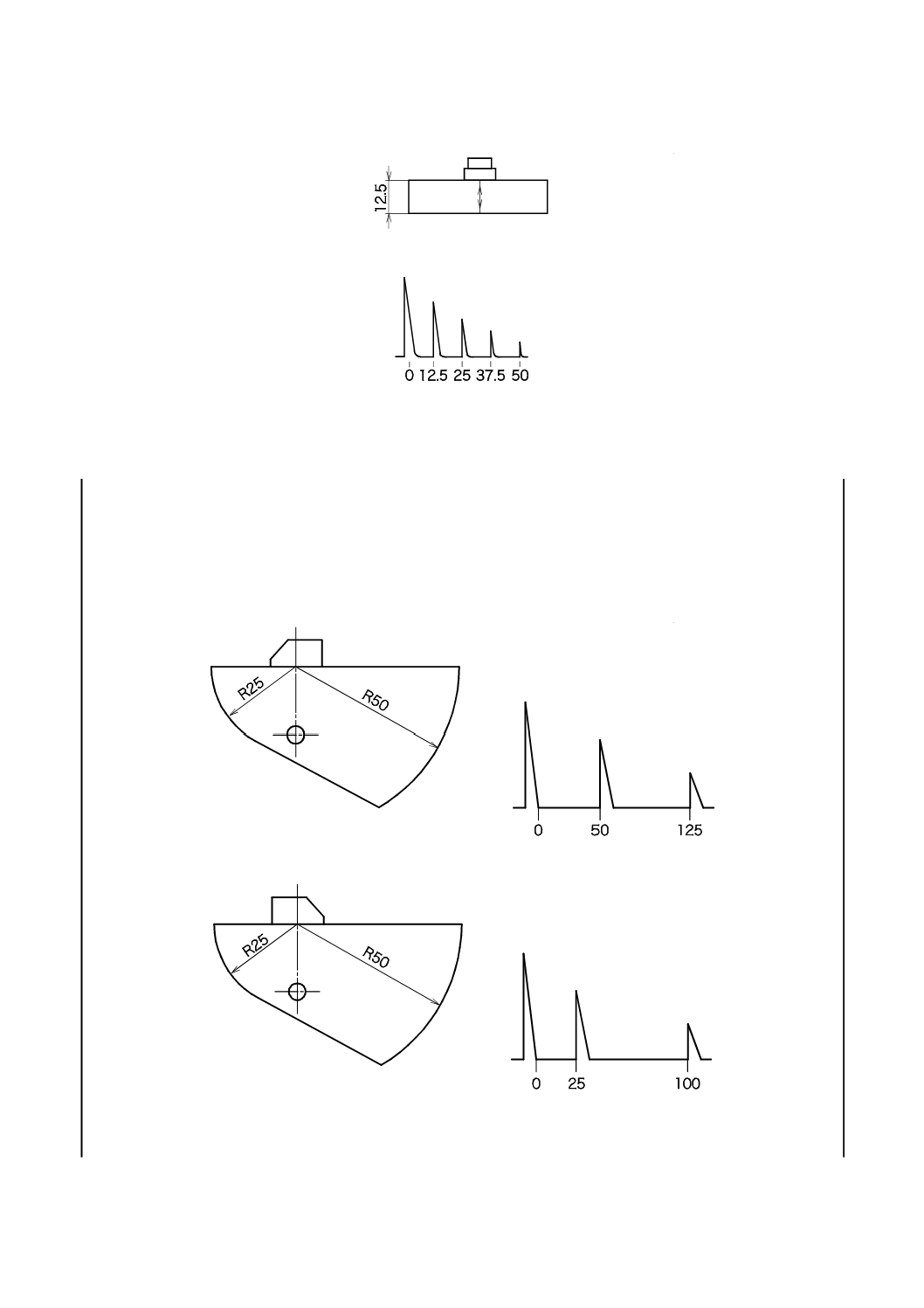
STB-A7963の形状,寸法及び目盛は,図1による。規定がない箇所の寸法許容差は,±0.1 mmとする。
5.3
熱処理,機械加工,超音波探傷試験及び表面仕上げ
熱処理,機械加工,超音波探傷試験及び表面仕上げは,次による。
a) 熱処理は,機械加工前に行う。熱処理は焼ならし及び焼入焼戻しとし,この処理を標準とする。
b) 最終加工に先立って,試験片の内部に不連続部がないことを証明するため,次に示す超音波探傷試験
を行う。
1) 熱処理後に,局部水浸法によって,周波数10 MHz,公称直径10 mmの探触子を用いて両面の全面
から垂直探傷し,JIS Z 2345-3に規定するSTB-G V2の平底穴エコー高さの1/16(−24 dB)を超え
るきずエコーがないものとする。
2) 熱処理前に超音波探傷試験を行う場合には,1) における試験と同等にきずが検出されるよう,適正
なきず検出しきい値をあらかじめ求めておく。
c) 機械加工及び表面仕上げは,次による。
1) 熱処理後,全ての表面を少なくとも2 mm,切削除去しなければならない。寸法及び表面仕上げは,
図1に示すとおりである。
2) 妨害エコーを防止するために,彫刻目盛の深さは,0.1 mm±0.05 mmとする。
3) 目盛線の長さの許容差は次に示すとおりとし,目盛線の位置の許容差は,±0.2 mmとする。
− 長さ6 mmの目盛線:±0.5 mmとする。
− 長さ2.5 mmの目盛線:±0.25 mmとする。
− 長さ1.5 mmの目盛線:±0.2 mmとする。
4) 全ての外表面を,機械仕上げによって図1に示した算術平均粗さ値(Ra)となるよう仕上げる。
3
Z 2345-2:2018
5) 表面粗さのパラメータ(算術平均粗さ)は,ロットごとの代表試験片について,表面粗さ測定機を
用いて測定する。
5.4
試験片のマーキング
試験片のマーキングは,次による。
STB-A7963の目盛及び角度数値は,図1のとおり付与する。
4
Z 2345-2:2018
単位 mm
注a) 箇条9に規定する表示事項を刻印又は彫刻する。
図1−STB-A7963の形状,寸法及び目盛
5
Z 2345-2:2018
6
試験片の音速
試験片の音速測定方法及び音速の許容値は,次による。
a) 試験片の縦波及び横波の音速を,附属書JAに規定する方法によって測定する。
b) 試験片の縦波及び横波の音速の測定頻度は,製造ロットごとに1回以上とする。
c) 音速測定の最大許容誤差は,±0.2 %とする。すなわち,測定値の誤差は,縦波について±12 m/s,横
波について±6 m/sである。
d) STB-A7963の縦波の音速は,5 920 m/s±30 m/s,横波音速は,3 245 m/s±15 m/sとする。
7
超音波測定
7.1
測定に用いる装置
試験片の測定に用いる装置は,表1による。
表1−測定装置
装置
仕様
超音波
探傷器
周波数
必要とする周波数範囲を含む周波数切替え機能をもつ探傷器
リジェクション
使用不可
超音波
探触子
種類
斜角探触子
振動子材料
セラミックス
周波数 MHz
5
振動子寸法 mm
10×10
屈折角 °
70
接触媒質
JIS K 2238に規定するマシン油ISO VG10
探触子安定用おもり
測定精度を保つための適切な押付圧を与えるおもり
測定用基準片
性能が証明されているSTB-A7963
7.2
測定方法及び測定条件
試験片の測定方法及び測定条件は,表2による(以下,測定される試験片を単に“試験片”という。)。
表2−測定方法及び測定条件
項目
内容
反射源
R50面(半径が50 mmの円筒面)
基準感度
測定用基準片の反射面からのエコー高さを60 %〜80 %に調整
入射点位置
R50面のエコー高さが最大となるように探触子を前後走査し,最大エコー高さ
の位置に探触子を止め,探触子の入射点とR50面の中心との偏差測定。偏差符
号は,R50面の中心から前方(R50面に向かう方向)をプラス,後方をマイナ
ス。
測定回数
試験片及び測定用基準片について,それぞれ2回測定
読取りの単位 mm
0.2
再測定を必要とする2回の測定値
の差 mm
0.4
8
合否の判定
a)〜c)の条件を満足する試験片をSTB-A7963とする。ただし,入射点の測定値は,2回の測定値の平均
値とする。
6
Z 2345-2:2018
なお,2回の測定値に,表2の“再測定を必要とする2回の測定値の差”の欄に規定した値を超える差
がある場合には,再測定を行い,上記の規定値を超えない二つの測定値を用いる。
a) 試験片のR50面による入射点測定位置の測定値が,測定用基準片を基にして定めた基準値に対して±
1.0 mmである。
b) 試験片の寸法及び表面粗さが図1に示す値以内である。
c) 測定した音速が,箇条6 d)に示す値の範囲内である。
9
表示
測定値に基づく合否判定に合格した試験片には,図1に示す位置に刻印又は彫刻によって,次の内容を
表示する。
a) 製造業者の略称及びSTB-A7963記号
b) 試験片ごとの製造番号
例
XXXX-STB-A7963 No.0000
試験片ごとの製造番号
STB-A7963記号
製造業者の略称
10 適合の証明
製造業者は,それぞれの試験片に製造番号を付した上で,試験片ごとに文書によって次の証明をしなけ
ればならない。
a) STB-A7963が,この規格に適合していることの証明
b) 測定された縦波速度の値(箇条6参照)
c) 測定された横波速度の値(箇条6参照)
11 使用方法
11.1 時間軸の調整
時間軸を調整するには,繰返しエコーの立上り(左端)が,測定装置表示器の適切な目盛に一致するよ
うに調整を行う。
ビーム路程は,試験される材料における超音波の音速に依存する。
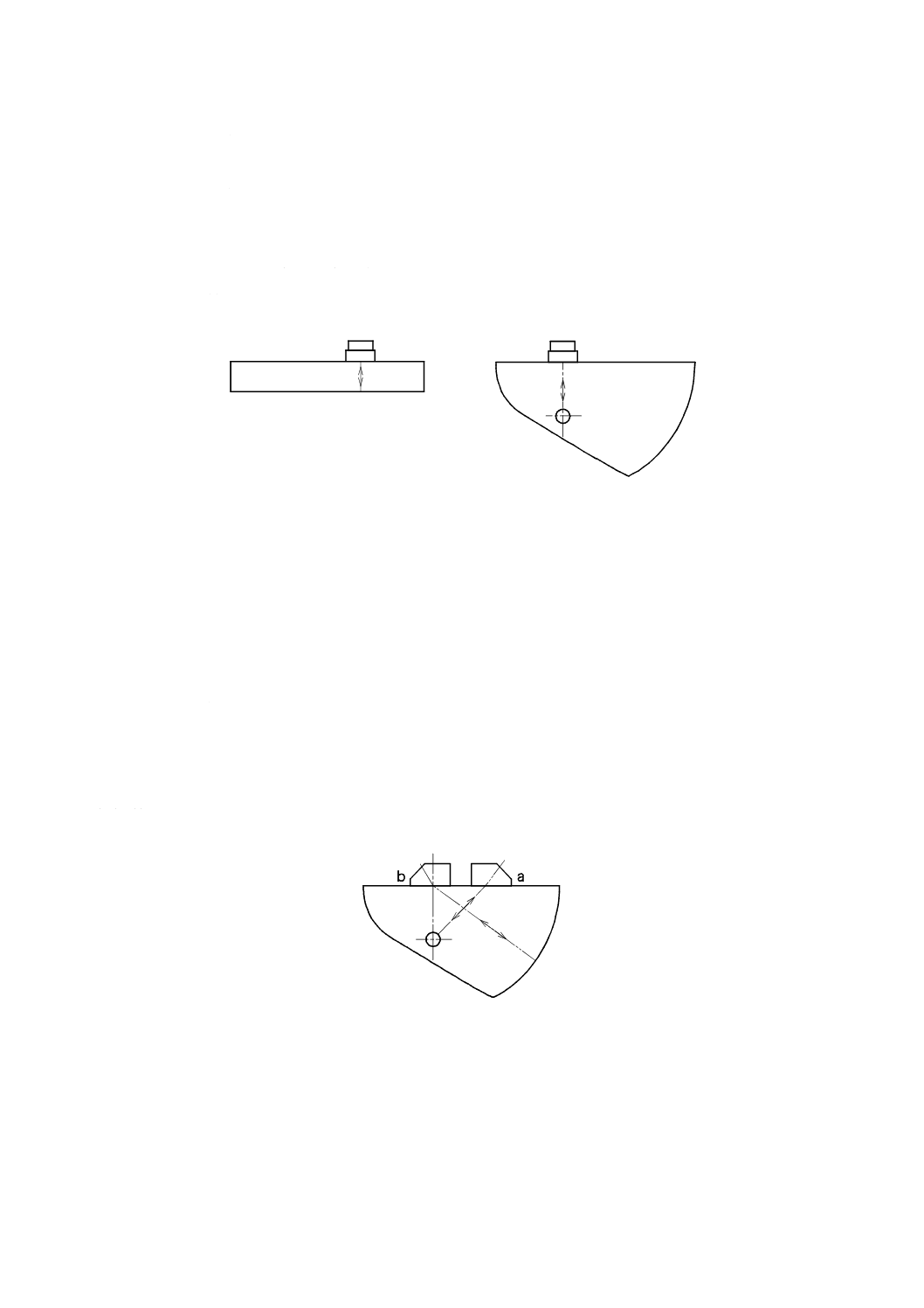
11.1.1 縦波垂直探触子による測定範囲50 mmまでの調整
探触子を,繰返しエコーが観察可能な面へ図2 a)のように配置する。図2 b)は,装置の測定範囲を50 mm
に調整するためのAスコープ表示を示している。
注記 使用する探触子の振動子寸法と周波数との組合せによって,試験片板厚の10倍以上の距離を校
正する場合,困難が生じることがある。
7
Z 2345-2:2018
単位 mm
a) 試験片上の探触子位置
b) 測定範囲を50 mmに校正するときのAスコープ表示
図2−縦波垂直探触子を用いた測定範囲50 mmの時間軸の調整
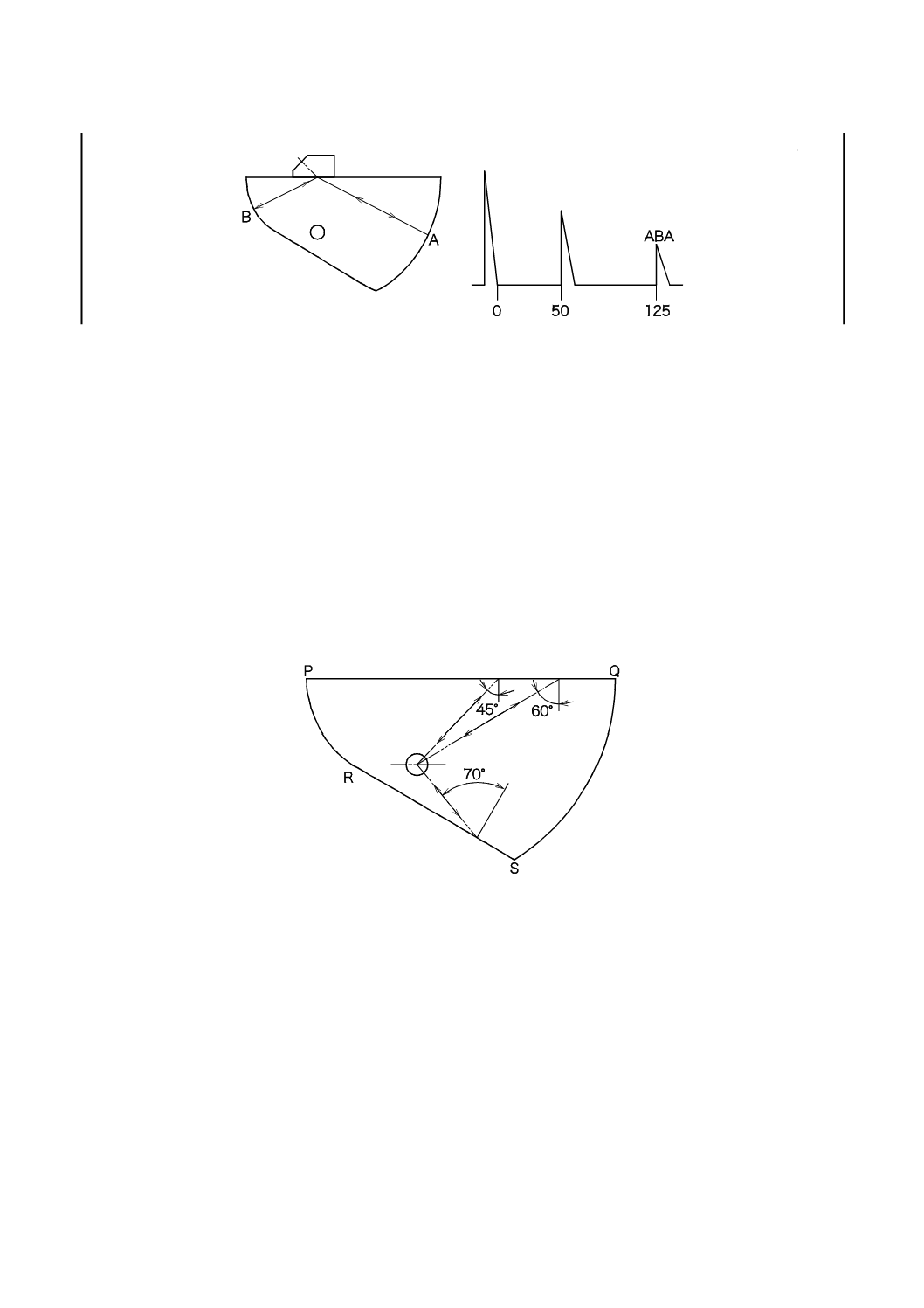
11.1.2 小型斜角探触子を用いた測定範囲100 mm又は125 mmの調整
測定範囲を125 mmに調整する場合には,小型横波斜角探触子を図3 a)の位置に配置し,また測定範囲
を100 mmに調整する場合には,探触子を図3 b)の位置に配置する。これらの二つの測定範囲調整におけ
るAスコープ表示を概略的に図3のa)及びb)に示す。
単位 mm
a) 測定範囲125 mm
b) 測定範囲100 mm
図3−小型斜角探触子の標準試験片上の位置
8
Z 2345-2:2018
11.2 感度調整及び探触子の点検
11.2.1 一般
感度調整には,多くの因子が影響を与える(A.2参照)。
11.2.2 縦波垂直探触子の感度調整
探触子を図4 a)の位置“a”に置き,繰返しエコーのAスコープ表示を感度調整の基準として用いる。
直径5 mmの穴からの反射も感度調整の基準として用いてよい。図4 b)の位置“b”のように,探触子を
エコーの振幅が最大になる位置に置く。
a) 位置“a”
b) 位置“b”
図4−垂直探触子の感度調整
11.2.3 小型斜角探触子
11.2.3.1 感度調整
直径5 mmの穴からの最大エコーを感度調整の基準として用いる(図5の位置“a”参照)。
代わりに,円筒面からの反射を利用することも可能である。利用可能な円筒面の半径は,50 mm及び25
mmである。その場合,次の二つの方法が可能である。
a) はじめに円筒面エコーの振幅を表示器の80 %に合わせ,その後,望ましいレベルに調整する(図5の
位置“b”参照)。
b) 円筒面からの繰返しエコーを用いることもできる(図6参照)。
探触子を点検するときには,音響結合が重要な因子である。また,探触子を比較するときには,同じ接
触媒質を使用する。
図5−小型斜角探触子の感度調整
9
Z 2345-2:2018
単位 mm
図6−円筒面反射を利用した小型斜角探触子の感度調整
11.2.3.2 探触子入射点位置の決定
小型斜角探触子を図3のa)又はb)に示す位置に配置して,前後に移動させ,円筒面エコーが最大となる
位置に止めれば,探触子入射点は,試験片のミリメートル目盛の中央目盛と一致する。
11.2.3.3 屈折角の測定
直径5 mmの穴から得られるエコーを用いて,屈折角を決定する。
小型横波斜角探触子を,標準試験片の平たんな側面部分(図7に示すP-Q面又はR-S面)に沿って前後
に移動させ,直径5 mmの穴からのエコーが最大となる位置に止め,屈折角をa)又はb)によって求める。
a) 探触子の入射点と合致している目盛がある場合:標準試験片に彫られた目盛から直接読み取る。
b) 探触子の入射点がどの目盛とも合致しない場合:補間法によって読み取る。
図7に示した位置において,屈折角45°,60°及び70°の探触子の屈折角を測定できる。
図7−小型斜角探触子の屈折角の測定方法
10
Z 2345-2:2018
附属書A
(規定)
STB-A7963の特性及び使用
A.1 大型探触子校正のための試験片の厚さ
大型探触子を使用する場合,例えば,厚さ20 mm又は25 mmの試験片を使用することができる。
A.2 感度調整において考慮する因子
感度調整において,次に示すa)〜d)の四つにグループ分けされる因子を考慮する。
a) 装置:パルスエネルギー,周波数,パルス波形,増幅度など
b) 使用探触子:型式,寸法,音響インピーダンス,ダンパー,分極など
c) 試験材:表面状態(音響結合に関して),材料の種類(その減衰)など
d) 欠陥分析:形状,方向,性状など
11
Z 2345-2:2018
附属書JA
(規定)
試験片の音速測定方法
JA.1 一般
この附属書は,試験片の12.5 mm厚さ方向の縦波及び横波の音速を測定する方法について規定する。
JA.2 音速測定の一般事項
試験片の音速測定は,次による。
a) 最初に,音速測定部の試験片の寸法を0.01 mmの精度で機械的に測定する。
b) 測定を行う部位には,探触子面の範囲に厚さ0.01 mm以上の変動がないことを確認する。
c) 垂直探触子と計測機器とを用いて,伝搬時間を測定する(伝搬時間の測定誤差は,±0.2 %)。
d) 測定した伝搬時間と厚さを用いて音速を計算する(音速=伝搬距離/時間)。
e) 伝搬時間は,12.5 mm厚さを通過する方向について測定する。
f)
測定時の室温は,20 ℃〜26 ℃の温度範囲とする。
JA.3 縦波音速の測定
使用する垂直探触子は,公称周波数が5 MHz以上,広帯域パルスで,振動子直径が6 mm〜15 mmとす
る。第1回底面エコーと第2回底面エコーとの時間差を測定する。
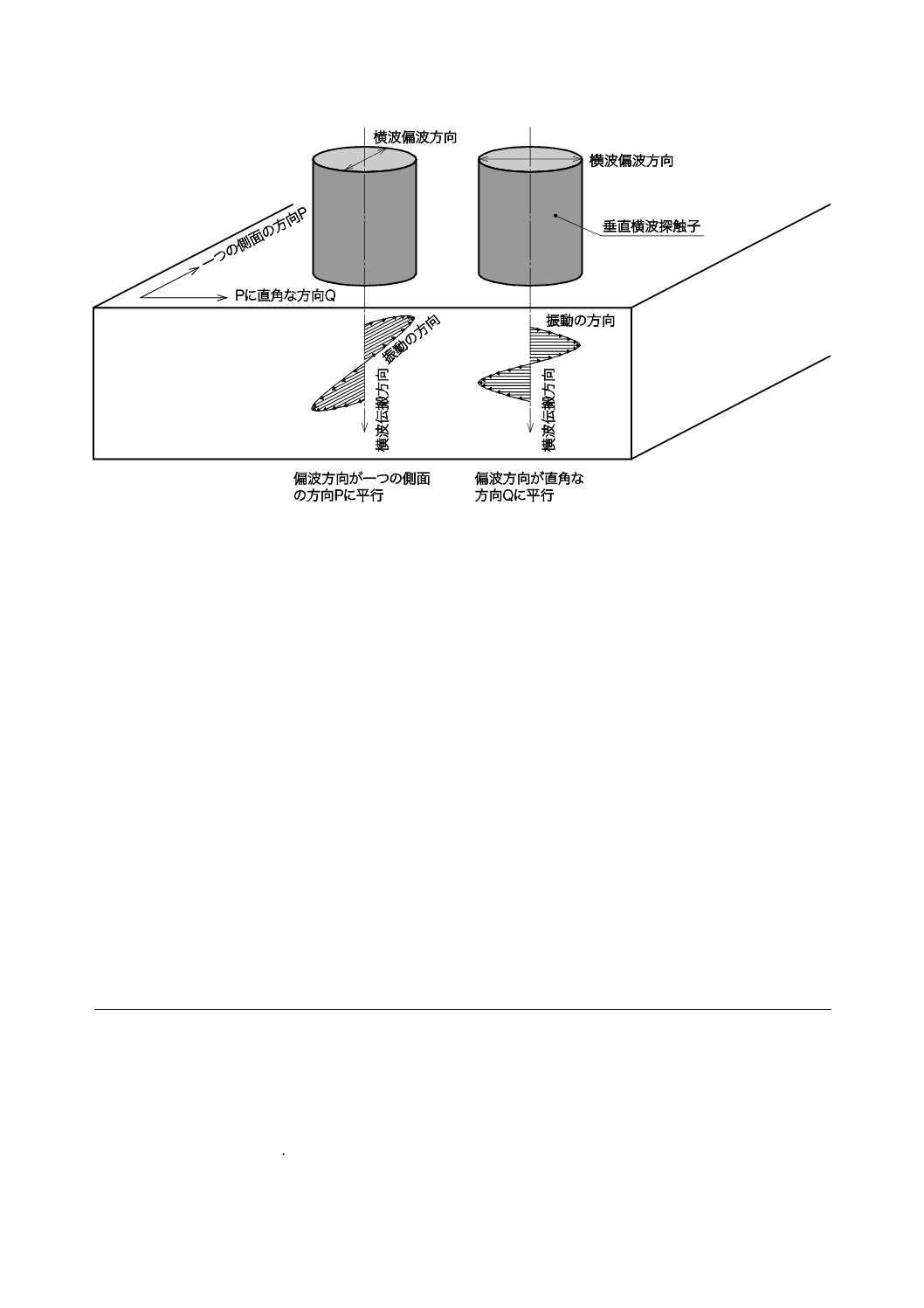
JA.4 横波音速の測定
使用する垂直横波探触子は,公称周波数4 MHz〜5 MHz,広帯域パルスで,振動子直径が6 mm〜15 mm
とする。第1回底面エコーと第2回底面エコーとの時間差を測定する。
横波は偏波しているので,二つの測定を行う(図JA.1参照)。1回目の測定における偏波方向は,試験
片の一つの側面の方向Pに平行になるようにし,2回目の測定における偏波方向は,Pに直角な方向Qに
平行になるようにする。したがって,試験片ごとに少なくとも2個の横波速度測定値が得られる。
12
Z 2345-2:2018
図JA.1−横波音速測定時の横波の偏波方向説明図
参考文献 JIS Z 2344 金属材料のパルス反射法による超音波探傷試験方法通則
JIS Z 2350 超音波探触子の性能測定方法
JIS Z 2352 超音波探傷装置の性能測定方法
ISO 2400,Non-destructive testing−Ultrasonic testing−Specification for calibration block No. 1
ASTM E 428,Standard Practice for Fabrication and Control of Metal, Other than Aluminum, Reference
Block Used in Ultrasonic Testing
13
Z 2345-2:2018
附属書JB
(参考)
JISと対応国際規格との対比表
JIS Z 2345-2:2018 超音波探傷試験用標準試験片−第2部:A7963形標準試験片 ISO 7963:2006,Non-destructive testing−Ultrasonic testing−Specification for calibration
block No.2
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1
寸法,材料,製造及び
超音波試験機器の校正
及び点検への使用方法
についての必要事項を
規定
変更
JISは,A7963形標準試験片と試験
片の呼称を適用範囲に記載してい
る。ISO規格は,規格の名称に
calibration block No. 2と記載してい
る。
国内では,従来からの呼称である
A7963形標準試験片が一般的にな
っており,混乱を招かないため,
従来の呼称を継続する。
2 引用規格
2
用語規格としてISO
5577及びEN 1330-4を
引用,並びに構造用鋼
としてEN 10025-2を引
用
変更
JISは用語規格としてJIS Z 2300を
引用。構造用鋼としてJIS G 3106
及びJIS G 4051を引用した。
国内での事情を考慮した。
3 用語及び
定義
3
ISO 5577:2000に規定の
用語及び定義を適用
変更
JISは,JIS Z 2300非破壊試験用語
を適用した。
国内での事情を考慮した。
4 名称及び
主な使用目
的
−
−
追加
JISは,名称及び使用目的を明記し
た。
国内での事情を考慮した。
5 製造
5.1 材料
5
材
料
は
,
EN
10025-1:2005に規定の
S355J0又は同等の鋼と
規定
変更
EN 10025-1のS355J0に相当する
JISの材料を規定し,超音波特性が
同等の材料を追加した。
国内での事情を考慮した。
5
−
追加
JISは,音響異方性について測定し,
一定レベル以下と規定した。
国内での事情を考慮した。
ISOに提案を検討。
2
Z
2
3
4
5
-2
:
2
0
1
8
14
Z 2345-2:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 製造
(続き)
5.3 熱処理,機械
加工,超音波探
傷試験及び表面
仕上げ
6
機械加工,熱処理,超
音波探傷試験及び表面
仕上げについて規定
変更
JISは,熱処理条件を従来の条件と
した。
国内での事情を考慮した。
変更
JISは,超音波探傷試験をSTB-G V2
のエコー高さの1/16(−24 dB)を
超えるきずエコーがないものとし
た。
国内での事情を考慮した。
6 試験片の
音速
6
音速測定方法及び音速
の許容値を規定
横波音速を3 255 m/s±
15 m/sと規定
変更
横波音速は,ISO規格の3 255 m/s
±15 m/sに対し,JISは3 245 m/s
±15 m/sとした。
国内での事情を考慮した。
7 超音波測
定
7.1 測定に用い
る装置
−
−
追加
試験片の入射点の測定のための装
置について追加した。
国内での事情を考慮した。
7.2 測定方法及
び測定条件
−
追加
試験片の入射点の測定のための測
定方法について追加した。
国内での事情を考慮した。
8 合否の判
定
合否の判定
−
−
追加
試験片の合否判定要領について追
加した。
国内での事情を考慮した。
9 表示
表示
7
次を表示すると規定
a) 製造業者のトレード
マーク
b) 規格番号(ISO 7963)
c) 製造番号
変更
JISは,規格番号の代わりに試験片
名称を表示している。
国内での事情を考慮した。
11 使用方
法
11.1.1 縦波垂直
探触子による時
間軸の調整
8.1.1
縦波垂直探触子による
250 mmまでの時間軸の
調整
変更
JISは,測定範囲を50 mmまでとし
た。
国内での事情を考慮した。
2
Z
2
3
4
5
-2
:
2
0
1
8
15
Z 2345-2:2018
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
附属書A
(規定)
STB-A7963の特
性及び使用
Annex A
校正試験片の厚さ,素
材検査及び感度調整に
おいて考慮すべき因子
について規定
削除
JISは,素材検査を削除した(JIS
は,5.3に規定)。
国内での事情を考慮した。
附属書JA
(規定)
試験片の音速測
定方法
−
−
追加
JISは,A7963形標準試験片の音速
測定方法について規定した。
国内での事情を考慮した。
JISと国際規格との対応の程度の全体評価:ISO 7963:2006,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
Z
2
3
4
5
-2
:
2
0
1
8