Z 2307:2017
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 複線形像質計 ··················································································································· 2
4.1 形状,寸法及び構造並びに線対の材質················································································ 2
4.2 線対の番号,対応する像の不鮮鋭度,針金の径及び針金と針金との間隔並びにそれらの径及び
間隔の許容差 ················································································································ 2
4.3 記号表示 ······················································································································ 3
5 像の不鮮鋭度の決定 ·········································································································· 3
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 4
Z 2307:2017
(2)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本非破壊検査協会(JSNDI)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
Z 2307:2017
放射線透過試験用複線形像質計による
像の不鮮鋭度の決定
Determination of the image unsharpness value using duplex wire-type
image quality indicators
序文
この規格は,2013年に第2版として発行されたISO 19232-5を基とし,我が国の実情を反映し,技術的
内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,放射線透過画像の像の不鮮鋭度を決定する方法について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 19232-5:2013,Non-destructive testing−Image quality of radiographs−Part 5: Determination of
the image unsharpness value using duplex wire-type image quality indicators(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 2300 非破壊試験用語
JIS Z 2306 放射線透過試験用透過度計
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 2300によるほか,次による。
3.1
複線形像質計(duplex wire-type image quality indicator)
像の不鮮鋭度を評価するために用いられる,高密度の金属で作られた線対の系列から成る像質計。
3.2
像の不鮮鋭度(image unsharpness value)
透過画像の識別性に影響する因子。分離して識別できない最小の線対の番号で表す。
注記 像の不鮮鋭度に対応する線対の番号は,表1を参照。
2
Z 2307:2017
4
複線形像質計
4.1
形状,寸法及び構造並びに線対の材質
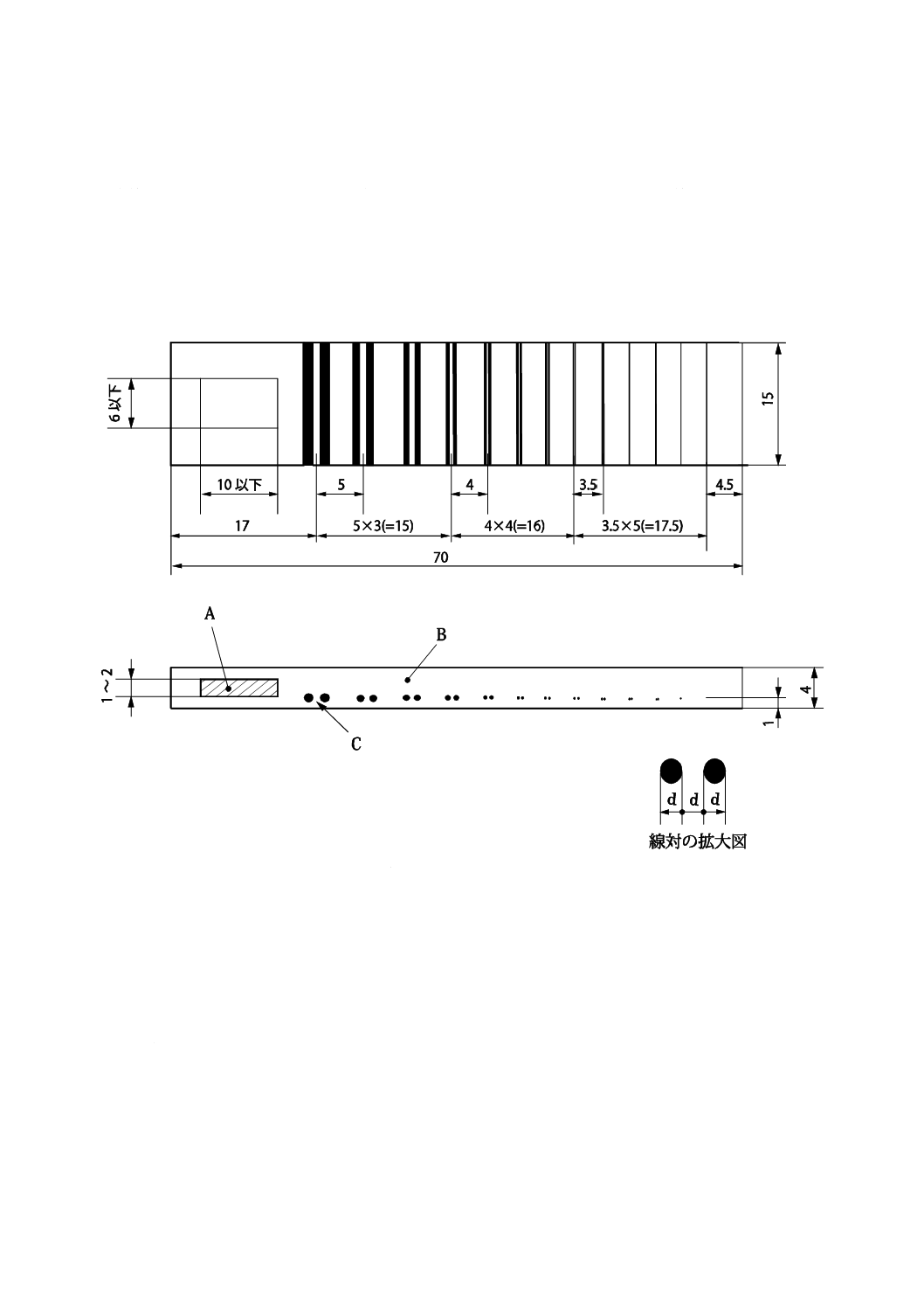
複線形像質計は,図1に示すように透けて見える固形の樹脂のホルダーに13組の線対からなる系列を埋
め込んだ構造とする。それぞれの線対は,円形断面をもった同径の針金で構成する。D1〜D3の線対(表1
参照)の材質はタングステンとし,その他の線対は白金とする。
寸法は,図1による。
単位 mm
A:識別できる記号の表示される領域
B:固形の樹脂のホルダー
C:線対(最も太い針金径の対をD1とし,小さい対をD13とする。)
d:針金の径及び針金と針金との間隔
図1−複線形像質計の形状,寸法及び構造
4.2
線対の番号,対応する像の不鮮鋭度,針金の径及び針金と針金との間隔並びにそれらの径及び間隔
の許容差
線対の番号,対応する像の不鮮鋭度,針金の径及び針金と針金との間隔並びにそれらの径及び間隔の許
容差は,表1による。
3
Z 2307:2017
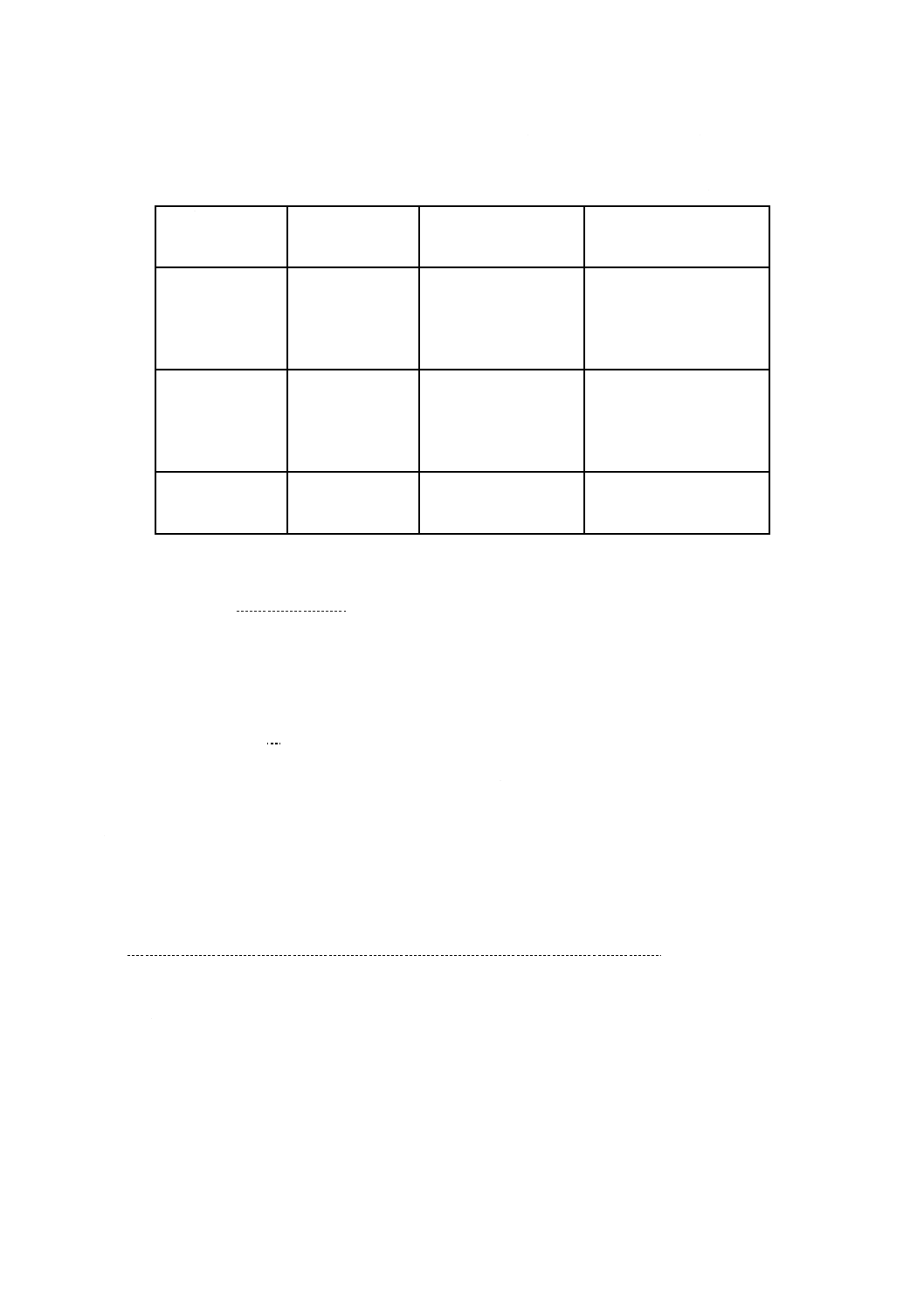
表1−線対の番号,対応する像の不鮮鋭度,針金の径及び針金と針金との間隔並びにそれらの径
及び間隔の許容差
単位 mm
線対の番号
対応する
像の不鮮鋭度
u
針金の径及び
針金と針金との間隔
d
針金の径及び
針金と針金との間隔の
許容差
D13
D12
D11
D10
D9
0.10
0.13
0.16
0.20
0.26
0.050
0.063
0.080
0.100
0.130
±0.005
D8
D7
D6
D5
D4
0.32
0.40
0.50
0.64
0.80
0.160
0.200
0.250
0.320
0.400
±0.01
D3
D2
D1
1.00
1.26
1.60
0.500
0.630
0.800
±0.02
4.3
記号表示
複線形像質計は,識別できる記号が表示された像質計を使用する(図1参照)。
なお,像質計の番号に限っては,表示する領域を図1の表示領域に限定しない。
5
像の不鮮鋭度の決定
像質計による像の不鮮鋭度の決定方法は,次による。
a) 複線形像質計は,JIS Z 2306に規定する針金形透過度計,有孔形透過度計又は有孔階段形透過度計と
ともに使用することが望ましい。
なお,検出器固有の不鮮鋭度を測定する場合は,複線形像質計だけを直接,検出器の上に配置する。
b) 複線形像質計の配置は,試験対象物の線源側とし,放射線束の中心軸にできるだけ直角とする。
c) 複線形像質計の像の評価は,デジタルラジオグラフィのプロファイル機能又はフィルム上では4倍ま
での拡大鏡によって行う。
d) 線対で2本の離れた針金の像から,隙間のない1本の状態となっている線対のうち像の最も大きい線
対を分離識別できない上限とする。デジタルラジオグラフィの場合,プロファイル機能を使用し,二
つのピークの大きさに対するディップが20 %以下となる最初の線対とする。対応する針金(像)の径
及び針金と針金との間隔(図1及び表1参照)をdとした場合,その値は像の基本空間分解能とみな
すことができ,像の不鮮鋭度の値(u)は2dで与える。
注記 複線形像質計は,像の不鮮鋭度だけに関わるもので,針金形透過度計,有孔形透過度計又は
有孔階段形透過度計の代用とはならない。
4
Z 2307:2017
附属書JA
(参考)
JISと対応国際規格との対比表
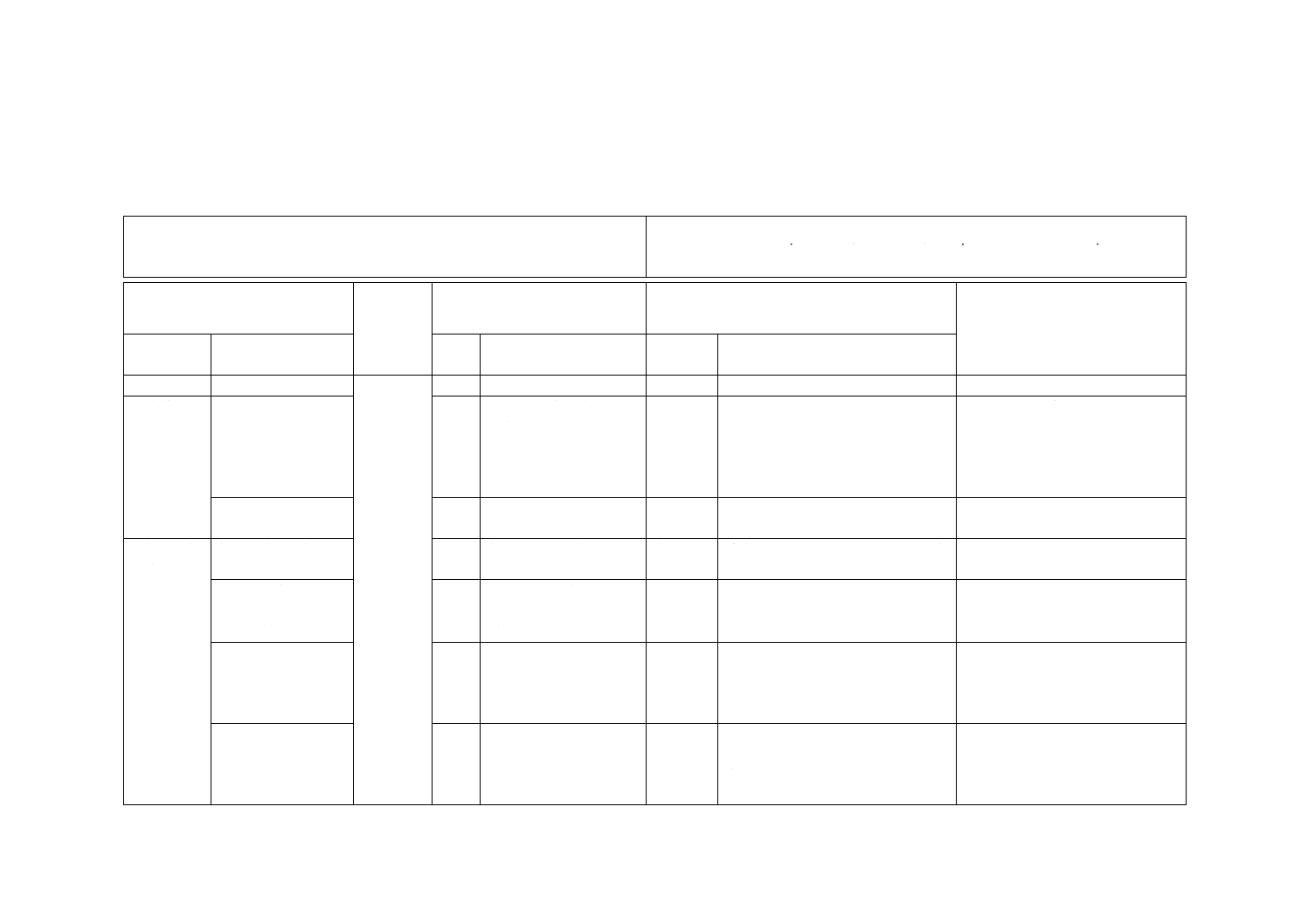
JIS Z 2307:2017 放射線透過試験用複線形像質計による像の不鮮鋭度の決定
ISO 19232-5:2013,Non-destructive testing−Image quality of radiographs−Part 5:
Determination of the image unsharpness value using duplex wire-type image quality
indicators
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規格
4 複線形像
質計
4.3 記号表示
4.1.3
ISOの文字と製造番号
を表示
変更
識別できる記号及び像質計の番号
を表示するとした。像質計の番号に
限っては,表示する領域を図1の表
示領域に限定しないことに変更し
た。
国内の実情を考慮して変更した。
−
4.2
適合宣言の内容及び方
法を規定
削除
方法規格として制定するため適合
宣言の内容及び方法を削除した。
実質的な差異はない。
5 像の不鮮
鋭度の決定
像の不鮮鋭度の決
定方法
5
像質計の使用方法
変更
箇条タイトルを規格タイトルに合
わせて変更した。
今後,ISOへ提案を検討する。
針金形,有孔形又は
有孔階段形透過度
計との併用を推奨
針金形又は有孔階段形
透過度計との併用を推
奨
追加
JIS Z 2306に規定されている有孔
形透過度計を追加した。
使用実績がある有孔形透過度計の
国内事情を考慮した。
検出器固有の不鮮
鋭度測定の場合の
複線形像質計の配
置を規定
検出器固有の不鮮鋭度
測定の場合の複線形像
質計の配置を注記
変更
検出器固有の不鮮鋭度測定の場合
の複線形像質計の配置を規定に変
更した。
重要な事項であり,また,撮影対
象及び撮影方法によらない事項で
あるため,この規格において注記
から規定へ変更した。
デジタルラジオグ
ラフィの場合の像
の不鮮鋭度の決定
方法詳細を規定
−
追加
デジタルラジオグラフィの場合の
像の不鮮鋭度の決定方法詳細を規
定した。
主として適用されると思われる試
験方法への適用方法を追加した。
2
Z
2
3
0
7
:
2
0
1
7
5
Z 2307:2017
JISと国際規格との対応の程度の全体評価:ISO 19232-5:2013,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
Z
2
3
0
7
:
2
0
1
7