Z 2288:2003
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が制定した日
本工業規格である。
Z 2288:2003
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 2288:2003
薄板クラッド鋼の引張せん断試験方法及び曲げ試験方法
Methds of tensile shear test and bend test for thin clad steel sheets
序文 全板厚8mm未満の薄板クラッド鋼の接合状態を知るには基礎的な機械的性質である引張せん断強
さ及び曲げ性質を測定する必要がある.標準的な引張試験機を用いて接合の良否を知るために両者の試験
法を定める.
1. 適用範囲 この規格は,板厚1.7mm以上8mm未満の薄板クラッド鋼の引張せん断強さ試験方法及び
曲げ試験方法について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7721 引張試験機−力の検証方法
JIS G 0202 鉄鋼用語(試験)
JIS G 0203 鉄鋼用語(製品及び品質)
JIS G 0601 クラッド鋼の試験方法
JIS Z 2204 金属材料曲げ試験片
JIS Z 2248 金属材料曲げ試験方法
3. 定義 この規格で用いる主な用語の定義は、JIS G 0202,JIS G 0203及びJIS G 0601によるほか,次
による。
a) 引張りせん断強さ 最大引張せん断力を試験片の試験部の接合面積で除した値。
4. 原理 薄板クラッド鋼の接合強さは,接合部に,せん断力の分布が均一になるせん断面積の範囲内で,
せん断力を作用させたときのせん断力を受けた単位面積当たりの最大せん断応力として求める。
薄板クラッド鋼の接合の良否は,曲げ変形を与え,最も変形の大きいわん曲部の外側,及び接合部での
欠陥の有無を判定する。
5. 試験片
5.1
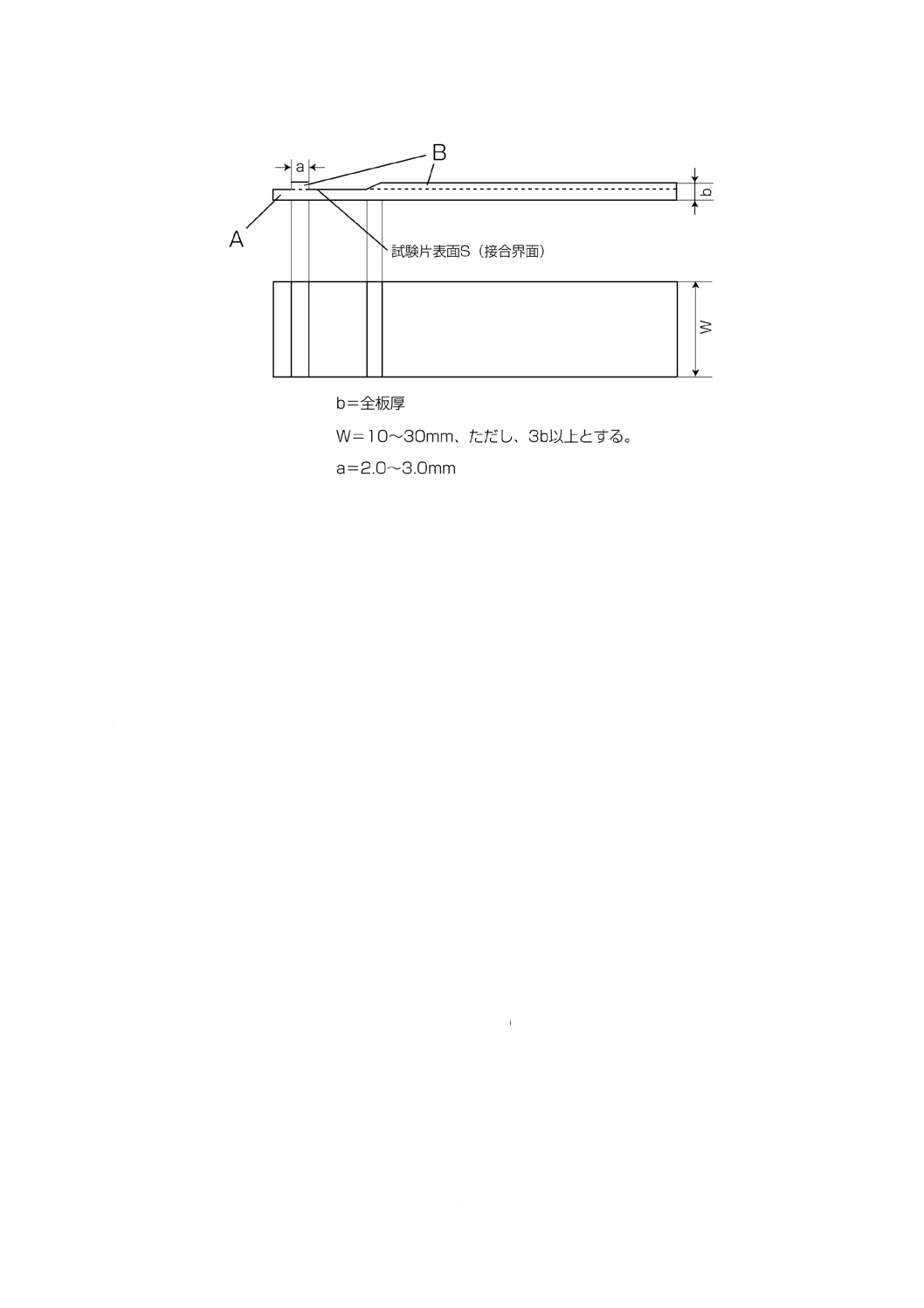
引張りせん断強さ試験片 図1に示す形状とし,試験片表面(S)が高強度材(A)と低強度材(B)
との接合界面に位置するように,かつ,突起部(a)ができるように加工を行う。
4
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 1 引張せん断試験片の形状
5.2
曲げ試験片 JIS Z 2204に規定する3号試験片とする。
6. 試験機 引張せん断強さ試験及び曲げ試験に用いる試験機は,JIS B 7721に規定する等級1級以上と
する。
7. 試験
7.1
引張りせん断試験 引張せん断試験は,次による。
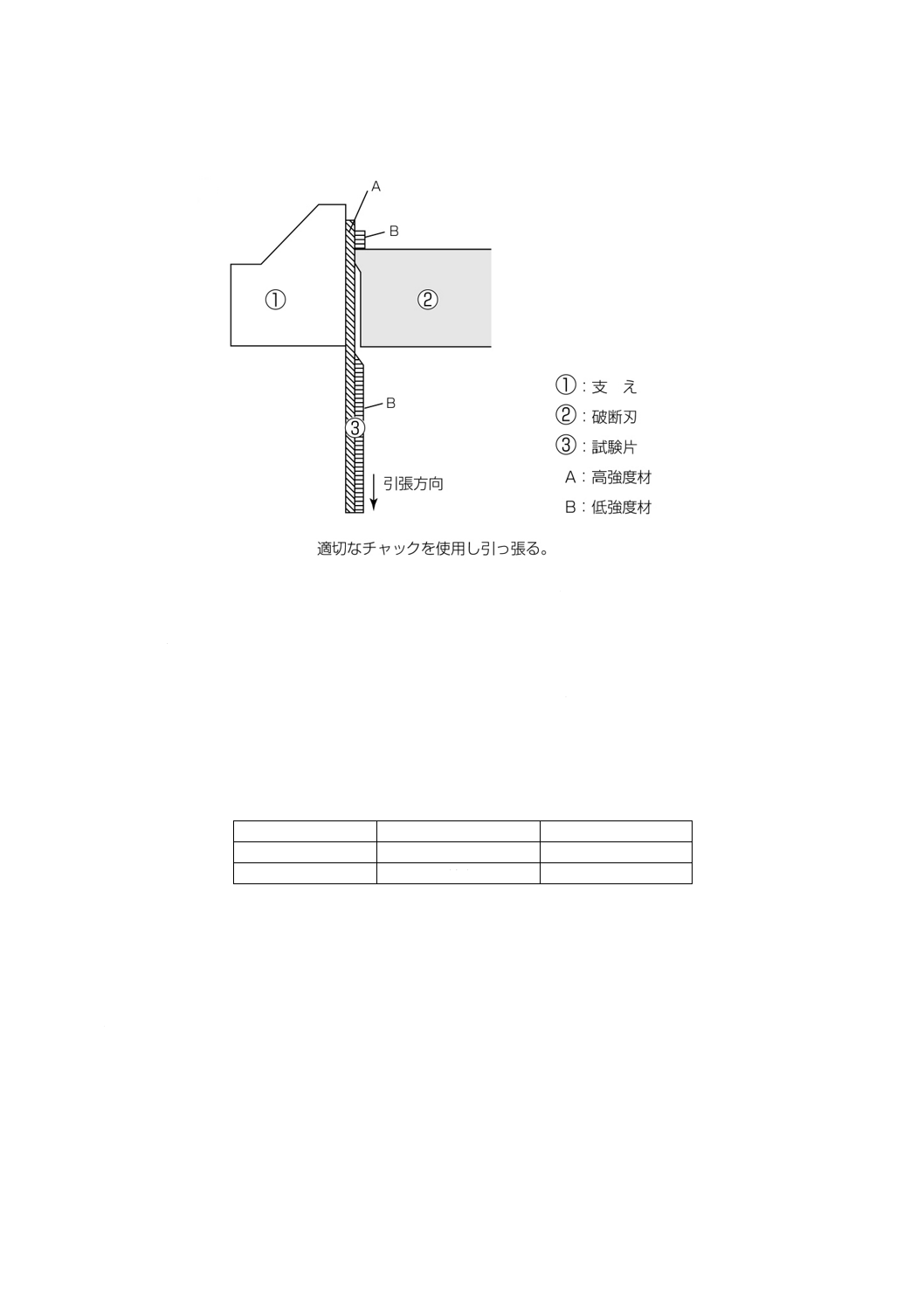
a) 図2に示す支え①に試験片③を固定し,③を適切なチャックで固定接続し,破断刃②を低強度材Bの
突起部に90度に当て,引張試験機によって図2に示す方向に定速度で引っ張り,突起部の接合部を破
断させる。
b) 試験温度は,10〜35℃の範囲内とし,必要があれば試験温度を記録する.特に,温度管理が必要なと
きは,23±5℃とする。
c) 引張速度は1〜5mm/minとする。
d) 引張せん断強さを次の式によって求める。
ここに,τ:引張せん断強さ(N/mm2)
P:最大引張りせん断力(N)
a:試験片の突起部の幅(図1)(mm)
w:試験片の幅(図1)(mm)
w
a
P
×
=
τ
P
τ a×W
5
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 2 引張りせん断強さ試験用ジグの構成
7.2
曲げ試験 曲げ試験は次による。
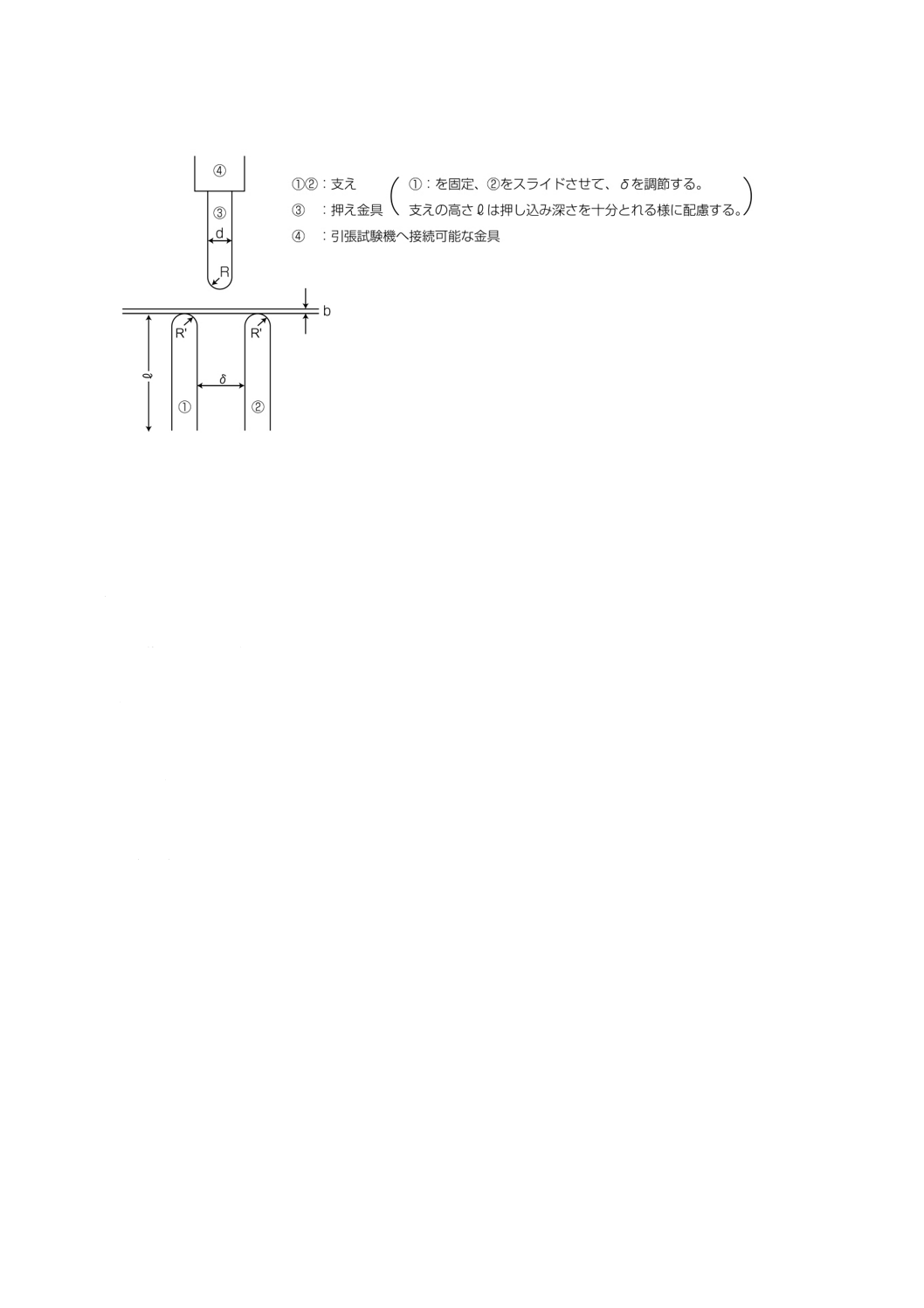
a) 図3に示すジグを用い(1),支え①と支え②の間隔δを調整し固定する。試験片を図の位置に置き,押
金具③(厚さd,先端曲率半径R)を①と②の間隔δの中央に押込み,試験片を曲げる.その際,間
隔δは,δ=2b+d+α(ここで,αは1mm)を標準とする。押込み量は30mm以上(スプリン
グバックしないように配慮する。)とする。d及びRは試験片の厚さに応じて,表1による。
表 1 d及びRの寸法
単位 mm
b
d
R
1.7≦b≦4.0
6.0
3.0
4.0<b<8.0
10.0
5.0
b) 支え(図3の①及び②)が試験片と接触する先端部の曲率半径Rʼは,押込みの邪魔にならない程度,
例えば,10mm程度とする.
c) 押込み速度は10mm/minを標準とする。
d) 試験温度は引張りせん断強さ試験と同じとする。
e) 試験片を試験機から取り外し,わん曲部の外側及び接合部の欠陥の有無を観察する。
注(1) JIS Z 2248に規定する試験ジグを使用してもよい。
6
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 3 曲げ試験用ジグの構成
8. 報告 試験結果報告書には次の項目を記載する.
a) 試験材料
1) 製造業者名
2) 薄板クラッド鋼の種類又は名称
3) 薄板クラッド鋼の構成材の名称又は規格名
4) 全板厚及び構成材の板厚
b) 試験機の名称及び型式
c) 試験片の寸法
d) 試験条件
1) 引張速度
2) 曲げ押込み速度
e) 試験結果
1) 引張せん断強さ
2) 曲げ試験終了後の試験片外観観察結果
・試験片わん曲部外側の割れの有無
・接合部の欠陥の有無