Z 2277 : 2000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS Z 2277には,次に示す附属書がある。
附属書1(規定) 極低温装置の偏心負荷の検査方法
附属書2(規定) 極低温引張試験用伸び計の校正
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 2277 : 2000
金属材料の液体ヘリウム中の
引張試験方法
Method of tensile testing for metallic materials in liquid helium
1. 適用範囲 この規格は,主として,金属材料の液体ヘリウム中の極低温における引張試験方法につい
て規定する。
備考 試験は,液体ヘリウムの大気圧における沸点[おおよそ4K (−269℃)]の極低温で行われるが,
受渡当事者間の協定によって,液体ヘリウム以外の冷媒中での低温で行ってもよい。
参考 金属材料の極低温における引張試験の場合,不安定塑性流動(不連続な降伏)による応力ひず
み曲線におけるセレーションの発生,試験片の変形に伴う発熱による試験片温度の上昇,材料
特性に対するひずみ速度の影響など,特別な配慮を必要とする。この規格は,これらの点を考
慮して,試験装置,試験片,試験方法などを規定している。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの規格は,その最新版を適用する。
JIS B 7721 引張試験機−力の検証方法
JIS G 0202 鉄鋼用語(試験)
JIS G 0303 鋼材の検査通則
JIS G 0306 鍛鋼品の製造,試験及び検査の通則
JIS Z 2201 金属材料引張試験片
JIS Z 2241 金属材料引張試験方法
3. 定義 この規格で用いる主な用語の定義は,JIS G 0202によるほか,次による。
a) 試験力 試験の目的で試験片に加える力。
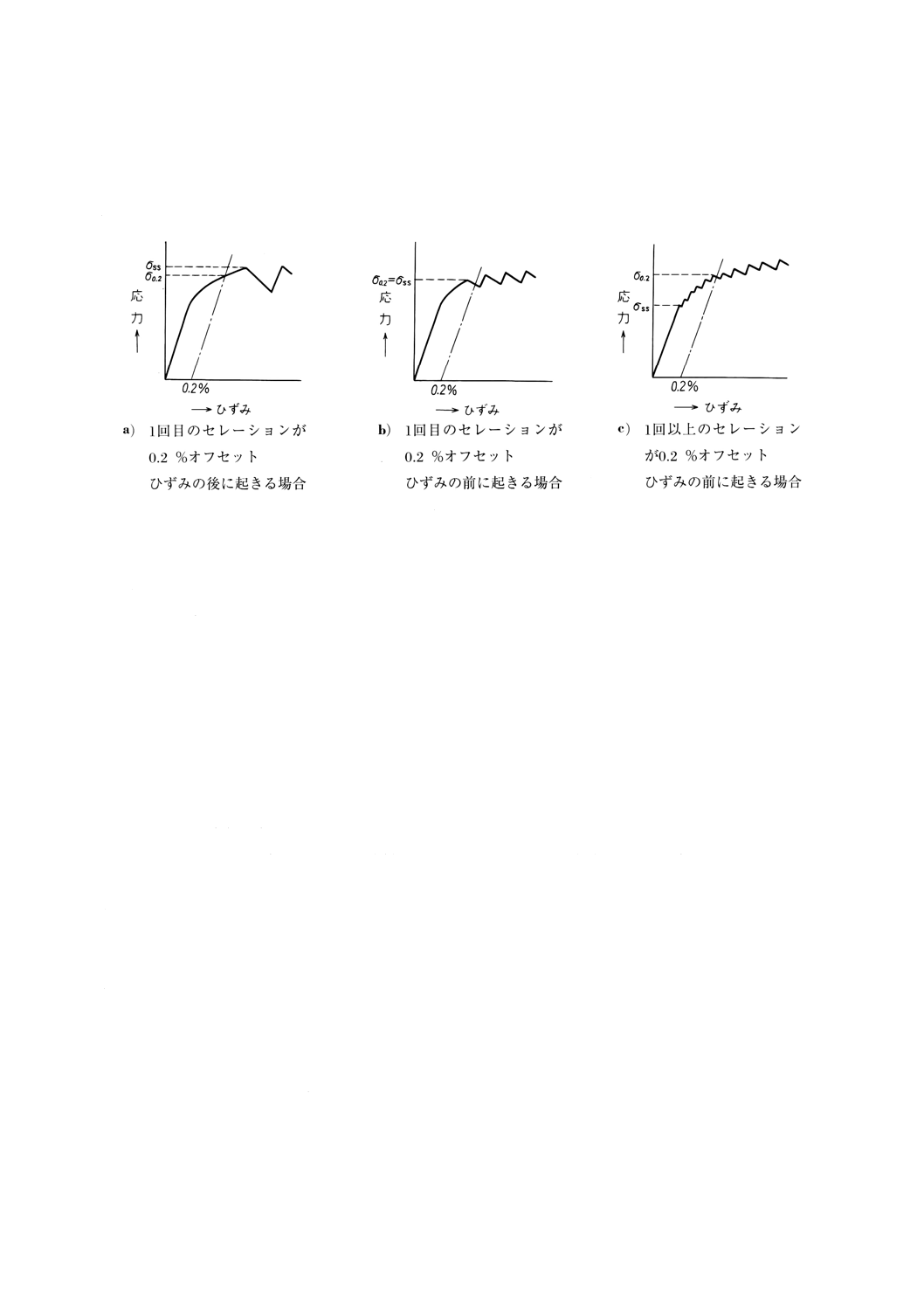
b) セレーション 引張試験の経過中,試験片の塑性変形領域での応力−ひずみ曲線がのこ(鋸)歯状に
なる現象(図1参照)。
c) セレーション開始応力σSS 引張試験の経過中,セレーションが起き始めたときの最大試験力 (N) を
平行部の原断面積で除した値 (N/mm2) (図1参照)。
d) 公称ひずみ速度 試験機のクロスヘッドの変位速度を試験片の平行部の長さで除した値で,極低温で
の引張試験において引張速度の制御の指標とする値。
e) 極低温装置 極低温での引張試験装置の一部で,極低温雰囲気中で試験片に負荷するためのデュワー,
試験片つかみ具,ロード・フレームなどで構成する装置。
f)
デュワー 液体ヘリウムなどの液体を試験片の周りに保持するための断熱層をもつ極低温恒温槽。
2
Z 2277 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 試験の原理 この試験は,極低温の液体ヘリウム中で試験片を冷却し,試験片の長手方向に引張りの
試験力を加えて試験片を破断に至るまでひずませ,耐力,引張強さ,破断伸び,絞りなどを求めるもので
ある。
図1 耐力及びセレーション開始応力
5. 試験装置 試験は,原則として,極低温装置及び伸び計を備えた変位速度制御方式の引張試験機によ
って行う。
5.1
引張試験機 引張試験機は,JIS B 7721に適合するもので,十分な剛性をもつものとする。
5.2
極低温装置 極低温雰囲気中で試験片に負荷するための装置は,次による。
a) 極低温装置は,液体ヘリウムを保持するためのデュワーと,その中で試験片を保持して負荷するため
のつかみ具とを備えた構造とする。
b) デュワーは,試験中,試験片温度を4Kに保つのに十分な断熱層をもつものとする。また,極低温装
置には,デュワーに液体ヘリウムを移送するための断熱層をもったトランスファーチューブを備える
ものとする。
c) つかみ具は,試験する試験片に適した構造と強度とをもつもので,かつ,使用する引張試験機のつか
み装置との結合に適した構造をもつものとする。また,十分な剛性をもつものとする。
備考 つかみ具は,極低温でぜい(脆)化を起こさない高じん(靱)性,高強度の低温用材料が用い
られる。一般に,オーステナイト系ステンレス鋼,チタン合金などを使用する。
d) 極低温装置は,試験中,試験片を試験機の作動中心線上に保持できるものであるとともに,引張り以
外の力が加わらないような構造とする。このため,極低温装置は心合せが容易にできるようにするこ
とが望ましい。
e) 極低温装置は,試験中に試験片に加わる曲げ応力を,附属書1によって,あらかじめ検査し,その規
定に適合しているものとする。
備考 極低温装置は,複数の試験片を同時に冷却して,順次に一つずつ試験する構造としてもよい。
この場合には,試験片に加わる試験力の心合せのため,つかみ具の構造に特に注意する。
5.3
液面計 極低温装置のデュワーは,試験中,試験片が完全に液体ヘリウム中にあることを確認する
ため,液体ヘリウムの液面を監視する適切な液面計を備えたものとする。
5.4
伸び計 伸び計は,次による。
3
Z 2277 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 伸び計は,原則として,液体ヘリウム中の試験片に直接取り付けるものとする。ただし,試験片の平
行部の外側に取り付けるものであってもよい。
b) 伸び計は,試験に先立って,あらかじめ附属書2に従って校正したものを用いる。
参考 極低温で用いる伸び計には,試験片平行部に直接ひずみゲージをはる方式,ひずみゲージを用
いたクリップ・ゲージ式伸び計,電気容量式伸び計などがある。
なお,極低温でひずみゲージを用いる場合には,そのゲージ材料,ベース材料及び接着剤の
選択・組合せに注意する。試験片の曲げの影響を打ち消すために複数個の伸び計を用いる場合
は,試験片平行部の長手方向の中央部に対向してひずみゲージをはり付ける。
6. 試験片
6.1
標準試験片
a) 標準試験片は,原則として,JIS Z 2201の14A号試験片の円形断面のもので,その径を7mmとする
が,場合によっては他の径のものを用いてもよい。
b) 薄板,線材など,a)によることが難しい素材に対しては,JIS Z 2201の他の試験片を用いることがで
きる。
6.2
試験片の採り方 試験片の採り方は,次による。
a) 供試材及び試験片の採り方は,特に指定がない限り,JIS G 0303又はJIS G 0306による。
b) 試験片の採取位置は,特に指定がない限り,次による。
1) 厚さ,直径又は対辺距離が40mm以下の素材から採取する試験片は,その中心が素材の厚さ,直径
又は対辺距離の中央となるようにする。
2) 厚さ,直径又は対辺距離が40mmを超える素材から採取する試験片は,その中心が素材の表面から
厚さ,直径又は対辺距離の1/4の位置になるようにする。
6.3
試験片の作製 試験片の作製は,次による。
a) 試験片の形状・寸法に対する許容差は,JIS Z 2201による。
b) 試験片の作製は,加工方法,表面仕上げ,偏心などに注意する。
6.4
試験片の標点 試験片の標点は,次による。
a) 標点は,原則として,試験片平行部の表面に,けがき針で軽くしるす。4Kにおいて試験片の材質が表
面きずに敏感な場合は,塗布した塗料の上に,けがき針でしるしてもよい。ただし,塗料を塗布する
範囲は,できるだけ小さくなるようにする。
b) 試験片平行部に標点をしるしにくい場合は,受渡当事者間の協定によって,試験片の肩部又はつかみ
部に標点を設けてもよい。
7. 試験方法
7.1
試験片の取付け 試験片の取付けは,試験片に試験力以外の力が加わらないように,極低温装置の
心合せを行う。
7.2
試験片の冷却 試験片の冷却は,次による。
a) 試験片の冷却に当たっては,冷却前に,試験片,極低温装置の内部,伸び計などの冷却される部分を
完全に乾燥して湿気を取り除く。
b) 試験片,つかみ具,伸び計などがデュワー内で4Kに熱平衡した後,試験を行う。
c) 試験中,試験片の温度を測定する必要はないが,試験片,つかみ具などが完全に液体ヘリウム中に浸
4
Z 2277 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
っていることを,液面計で監視する。
7.3
引張速度 引張速度は,次による。
a) 試験片に試験力を加える速度は,公称ひずみ速度で指定する。
b) 試験は,原則として,公称ひずみ速度一定で行う。
c) 試験片に試験力を加える速度は,試験片の降伏応力の1/2に相当する試験力までは適宜の速度でよい
が,その後は,公称ひずみ速度1×10−3/sを超えてはならない。
7.4
試験片平行部の断面積,長さ及び標点距離の求め方 試験片平行部の断面積,長さ及び標点距離の
求め方は,次による。
a) 試験片平行部の断面積は,JIS Z 2241によって求める。
b) 試験片平行部の長さ,標点距離など試験片各部の長さは,適切な測定器を用いて規定寸法の少なくと
も0.4%の数値まで測定する。ただし,25mm未満の寸法に対しては0.1mmまでの読取りでよい。
c) 伸び計の標点距離は,附属書2による。
7.5
耐力,引張強さ,破断伸び及び絞りの求め方 耐力,引張強さ,破断伸び及び絞りの求め方は,次
による。
a) 耐力の求め方は,JIS Z 2241の8.d)1)のオフセット法による。ただし,耐力の決め方は,セレーショ
ンとの関係において,図1による。
b) 引張強さ,破断伸び及び絞りの求め方は,JIS Z 2241による。ただし,標点を試験片平行部外に付け
た場合の破断伸びは,次の式によって求める。
ε= (L−L0) /P×100
ここに,
ε: 破断伸び (%)
L: 試験片の両破断片の破断面を突き合わせて,測定した標点間の
長さ (mm)
L0: 標点距離 (mm)
P: 平行部長さ (mm)
8. 報告
8.1
試験結果報告書には,次の項目を記載する。
a) 試験材料
1) 材料の名称
2) 種類又は種類の記号
b) 試験片の形状及び寸法
c) 試験条件
1) 引張速度
2) 冷却方法
d) 試験結果 (耐力,引張強さ,破断伸び及び絞り)
8.2
試験結果報告書には,次の項目を付記することが望ましい。
a) 試験材料
1) 製造業者名
2) 溶解番号
3) 化学成分
4) 加工条件
5
Z 2277 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5) 熱処理条件
6) 素材の結晶粒度
7) 素材からの試験片採取条件
8) 試験材料の室温における機械的性質
9) 試験材料の4Kにおけるヤング率
b) 試験片の表面仕上げの状態
c) 試験装置
1) 試験機の形式及び容量
2) 極低温装置の形式
3) 伸び計の形式及び性能
4) 試験装置(試験機及び極低温装置)の剛性(コンプライアンス)
d) 試験結果
1) 試験力-伸び曲線(曲線上における耐力に対応する位置の表示)
2) セレーション開始応力
3) 試験片の破断部位置の表示及び破断面の走査形電子顕微鏡組織
4) 同一ロットの試験材料について複数の試験片を試験した場合,試験片本数及び測定値の平均とばら
つき
6
Z 2277 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定) 極低温装置の偏心負荷の検査方法
1. 適用範囲 この附属書は,極低温装置を用いて引張試験を行う際に試験片に加わる曲げ応力について,
ひずみゲージを用いて検査する方法を規定する。
なお,極低温装置を初めて使用する際及び修理などを行った際には,この附属書に規定する検査を行う。
2. 検査用試験片 検査用試験片は,次による。
a) 試験片に加わる曲げ応力を検査するために用いる検査用試験片は,実際に試験する試験片と同一形状
寸法のものを用いる。検査用試験片は,試験片自体ができるだけ偏心がないように作製する。
検査用試験片の材料は,特に規定しないが,曲げ応力の検査を行う際の最大試験力においても検査
用試験片の平行部に塑性変形が生じないよう,十分な剛性と強度をもつものとする。
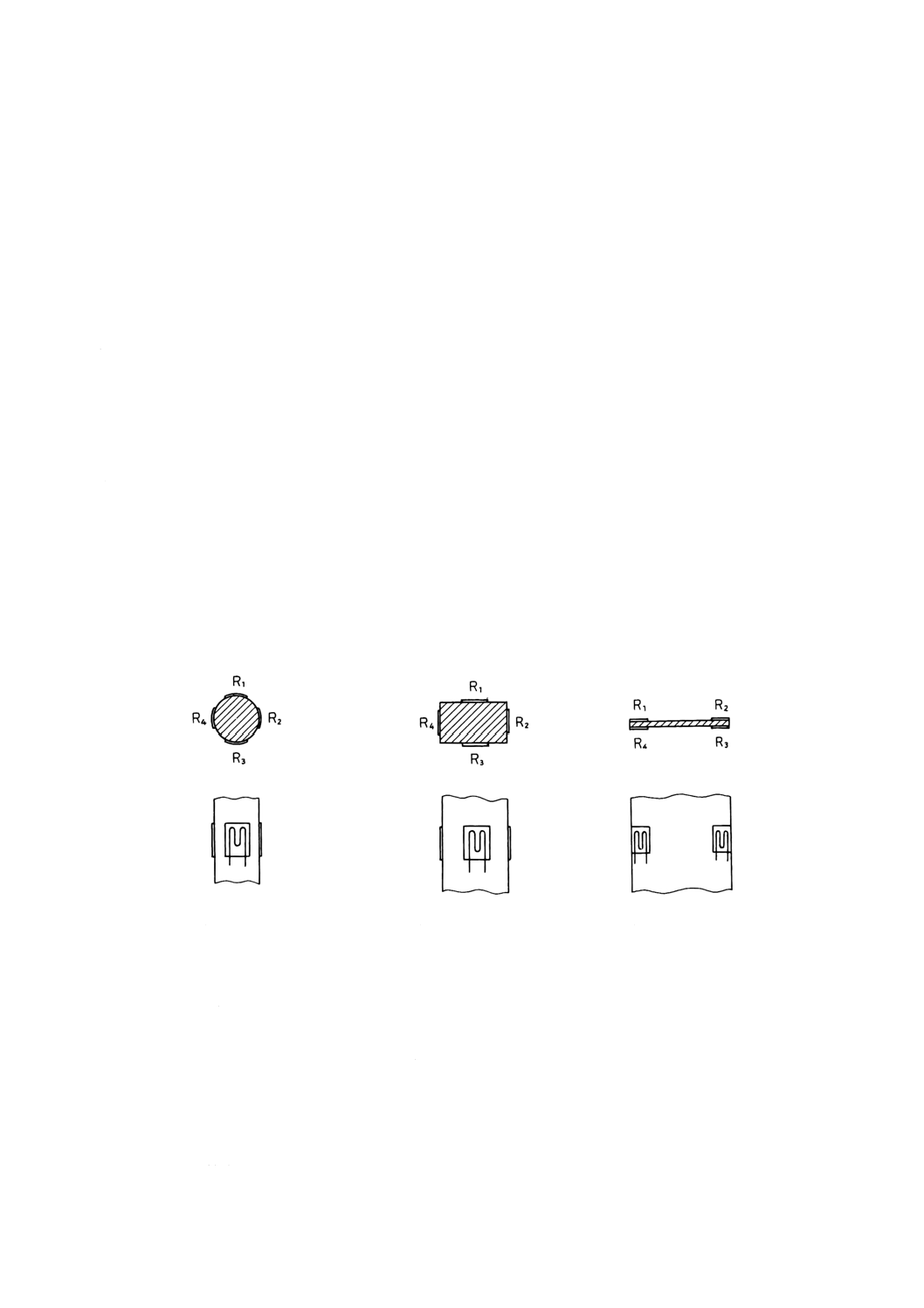
b) 検査用試験片には,次のように,ひずみゲージをはる。
1) 丸棒試験片を用いる場合 試験片平行部の長手方向の中央において,周方向に4点のひずみゲージ
を等間隔に配置し,試験片の長手方向のひずみを測定できるようにする[附属書1図1a)参照]。
2) く(矩)形断面試験片を用いる場合 試験片の各側面の中心線上において,長手方向の中央にひず
みゲージを配置し,試験片の長手方向のひずみを測定できるようにする[附属書1図1b)参照]。
3) 薄板試験片を用いる場合 試験片の両面の外縁に近い位置において,試験片の長手方向の中央にひ
ずみゲージを配置し,試験片の長手方向のひずみを測定できるようにする[附属書1図1c)参照]。
備考 R1〜R4は,試験片にはり付けられたひずみゲージを示す。
a) 丸棒試験片
b) く形試験片
c) 薄板試験片
附属書1図1 検査用試験片のひずみゲージのはり付け位置
3. 検査温度及び試験力 検査温度及び試験力は,次による。
a) 検査は室温で行う。また,4Kでも行うことが望ましい。ただし,極低温装置が,室温と4Kとで,構
造的に偏心に差異がないと認められる場合には,4Kでの検査は行わなくてもよい。
b) 曲げ応力の検査において検査用試験片に加える最大試験力は,極低温引張試験を行う際の引張試験機
のひょう量の1/5に相当する試験力とする。
4. 検査手順 検査手順は,次による。
7
Z 2277 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 極低温装置に検査用試験片を取り付け,引張試験機に装着して,十分に心合せを行った後,順次段階
的に試験力を負荷して,各段階における試験片平行部のひずみを測定する。試験力の段階は,検査す
る最大試験力を含めて,3段階以上とする。
b) 検査は,同一の試験片取付け状態で繰り返し3回行う。次に,検査用試験片自体の偏心の影響を除く
ため,試験片を180度回して取り付け直し,同様に測定を繰り返す。
この場合,極低温装置を含めて試験装置は,元の状態を保つように注意する。
5. 検査結果の評価 検査結果の評価は,次による。
a) 1回の負荷ごとに次の式によって平均ひずみεmを,各試験力段階ごとに求める。
εm= (ε1+ε2+ε3+ε4) /4
ここに,
εi: 試験片平行部にはった4か所のゲージのそれぞれのひずみ
測定値
b) 各ひずみゲージのはり付け位置ごとの偏心度ei (%) は,次の式によって求める。
ei= (εi−εm) /εm×100
c) 偏心度eiは,負荷試験力の増加に伴って減少傾向を示し,かつ,3.b)の最大試験力において10%を超
えない。
8
Z 2277 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(規定) 極低温引張試験用伸び計の校正
1. 適用範囲 この附属書は,極低温引張試験において用いられる伸び計の校正について規定する。
備考 伸び計を初めて使用する,及び修理などを行った場合には,校正を行う。また,伸び計は,定
期的に校正を行うことが望ましい。
2. ひずみゲージを直接用いる伸び計の校正 ひずみゲージを直接用いる伸び計の校正は,次による。
a) 試験片に直接ひずみゲージをはって,試験片の伸びを測定する場合は,低温での温度補償に適したゲ
ージ又はブリッジ回路を用いる。
なお,ゲージの発熱の影響を防ぐため,ゲージのブリッジ電圧は,1〜2Vと低くすることが望まし
い。
b) ひずみ測定器の校正は,標準抵抗器を用いた電気的校正とし,ゲージ抵抗の温度依存性を考慮に入れ
て,室温及び4Kについて行う。
なお,ゲージファクタは,ゲージ製造業者のデータを用いてよい。
3. 機械・電気式伸び計の校正 ひずみゲージをはったビーム形クリップゲージ式伸び計,静電容量変化
を利用したキャパシタンス式伸び計などの機械式・電気式伸び計の校正は,次による。
a) 伸び計の標点距離の精度は,±2%以内とし,伸び計の試験片への取付方法に応じて適宜に検査する。
b) 伸び計の指示値の校正は,伸び検出器とそれに使用する指示計(又は記録計)を組み合わせて行う。
なお,伸び計の指示目盛は,2μm又は指示値の1%のいずれかが読み取れるものとする。
c) 伸び計の指示値の校正装置は,原則として,伸び計を使用する際と同じ伸び計の姿勢,取付け,変位
の与え方ができるものとする。また,校正装置は,±2μm以内の変位精度をもつものであって,与え
た変位を読み取る目盛は,1μmが読み取れるものとする。
d) 伸び計の指示値の校正の手順は,次による。
1) 伸び計を校正装置に取り付けたならば,校正を行う前に,まず,伸び計の校正範囲にわたる変位を
校正装置によって繰返しを2回以上与えた後,わずかにマイナス変位を与えてから伸び計の指示値
の零点を設定する。
2) 校正は,校正範囲をほぼ均等に分割した10以上の校正点について,零点から変位を順次増加させて
行う。この校正は,2回の繰返しを行う。
3) 伸び計の指示値の校正結果から,次の式によって指示誤差 (%) を求める。
(li−lt) lt×100
ここに, li: 各校正点における伸び計の指示値
lt: 各校正点における校正装置の指示値
e) 伸び計の指示値の誤差は,伸び計と校正装置との指示値の差±6μm又は指示誤差±2%のいずれか大き
いほうを超えてはならない。
f)
d)の伸び計の指示値の校正は,原則として室温及び4Kで行う。ただし,伸び検出器の温度依存性が
あらかじめ明らかである場合は,室温での校正結果を基にして4Kでの指示値の補正を行ってもよい。
9
Z 2277 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
1) JE2分科会
氏名
所属
(主査)
西 島 敏
金属材料技術研究所
(委員)
佐 藤 四 郎
社団法人軽金属協会
田 中 千 秋
金属材料技術研究所
濱 坂 隆
工業技術院標準部
町 田 進
東京大学
高 橋 秀 明
東北大学
金 子 純 一
日本大学
永 井 聰
工業技術院計量研究所
林 央
理化学研究所
桃 木 明 和
新日本製鐵株式会社
大 野 義 信
新日本製鐵株式会社
栗 原 正 好
NKK総合材料技術研究所
丸 山 久 助
鋼管計測株式会社
三 澤 啓 典
川崎製鉄株式会社
久 保 高 宏
川崎製鉄株式会社
三 浦 一 良
住友金属工業株式会社
椹 木 義 淳
住友金属工業株式会社
橋 本 俊 一
株式会社神戸製鋼所
落 田 義 隆
株式会社コベルコ科研
吉 田 鎮 雄
大同特殊鋼株式会社
雲丹亀 泰 和
山陽特殊製鋼株式会社
管 野 久 勝
日本試験機工業会
日 野 元 和
日本試験機工業会(株式会社島津製作所)
仲 田 進 一
清峰金属工業株式会社
日下部 和 也
財団法人日本規格協会
相 馬 南海雄
日本伸銅協会
樋 田 並 照
株式会社アカシ
井 野 幸 雄
財団法人日本海事協会
田 中 淳 夫
トヨタ自動車工業株式会社
(幹事)
二 瓶 正 俊
金属材料技術研究所
(事務局)
菊 地 諄 一
社団法人日本鉄鋼連盟
2) JE2分科会 金属材料の液体ヘリウム中における引張試験方法改正WG
氏名
所属
(リーダ)
田 中 千 秋
宇宙開発事業団
(幹事)
緒 形 俊 夫
金属材料技術研究所
(委員)
柴 田 浩 司
東京大学
楠 橋 幹 雄
株式会社日本製鋼所
嶋 田 雅 生
株式会社神戸製鋼所
中 嶋 秀 夫
日本原子力研究所
山 本 章 夫
新日本製鐵株式会社
(事務局)
金 子 康 弘
社団法人日本鉄鋼連盟