2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 1709-1995
収縮包装用フィルム
Heat shrinkable plastic films for packaging
1. 適用範囲 この規格は,輸送包装に,又は集合包装に用いる収縮包装用フィルム(以下,フィルムと
いう。)について規定する。
備考1. この規格の引用規格を,次に示す。
JIS B 7524 すきまゲージ
JIS Z 0108 包装用語
JIS Z 1702 包装用ポリエチレンフィルム
2. この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって,
参考として併記したものである。
2. 用語の定義 この規格で用いる主な用語の定義は,次による。
(1) 集合包装 複数の包装貨物をパレット又はスキッドなどの上にまとめて,1個の大形貨物にユニット
化することをいう。
備考 JIS Z 0108参照。
(2) 収縮包装用フィルム 延伸加工したプラスチックフィルムで,包装作業時に加熱することによって収
縮して物を固定するために用いる。
(3) フィルムの縦と横 フィルム加工の流れに平行な方向を縦方向(記号M.D.),それに垂直の方向を横
方向(記号T.D.)という。
備考 JIS Z 1702参照。
(4) 収縮比 縦方向と横方向の収縮率の比をいう。
(5) 収縮率 フィルムを拘束せず,加熱によって自由に収縮させたときの寸法変化をいい,一般に百分率
で表す。
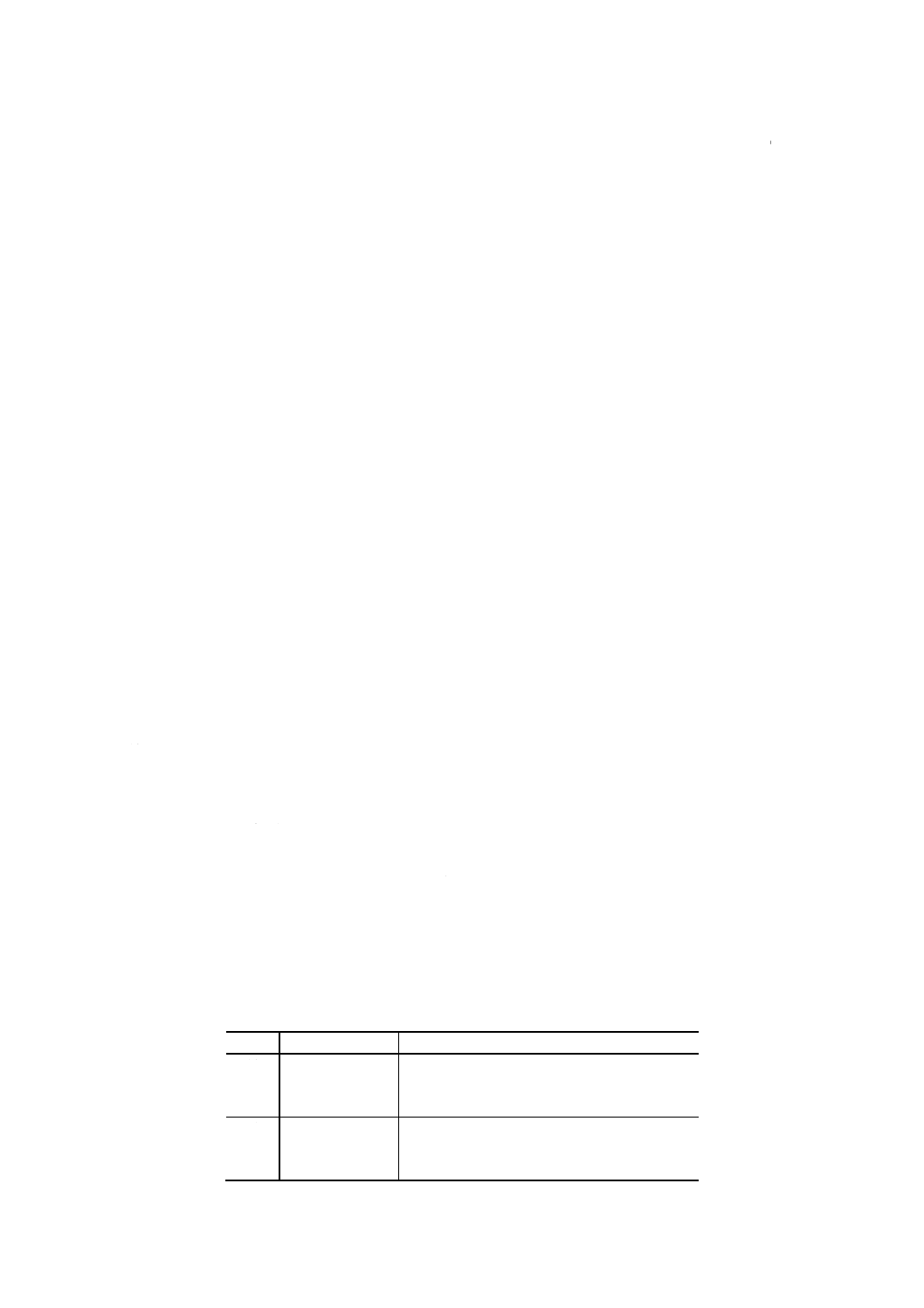
3. 種類 フィルムは,収縮比によって表1のとおり2種類に区分し,更に収縮率によって表2のとおり
分類する。
表1 収縮比による区分
種類
収縮比
特徴・用途
1種
2.0を超えるもの 縦方向に一軸延伸したもの。主としてスリー
ブ状に周辺をまいて,両端は開放にして収縮
固定するために用いる。
2種
2.0以下
縦横の二軸延伸したもの。主として包装貨物
又は集合包装の各面を包んで収縮固定するた
めに用いる。
2
Z 1709-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
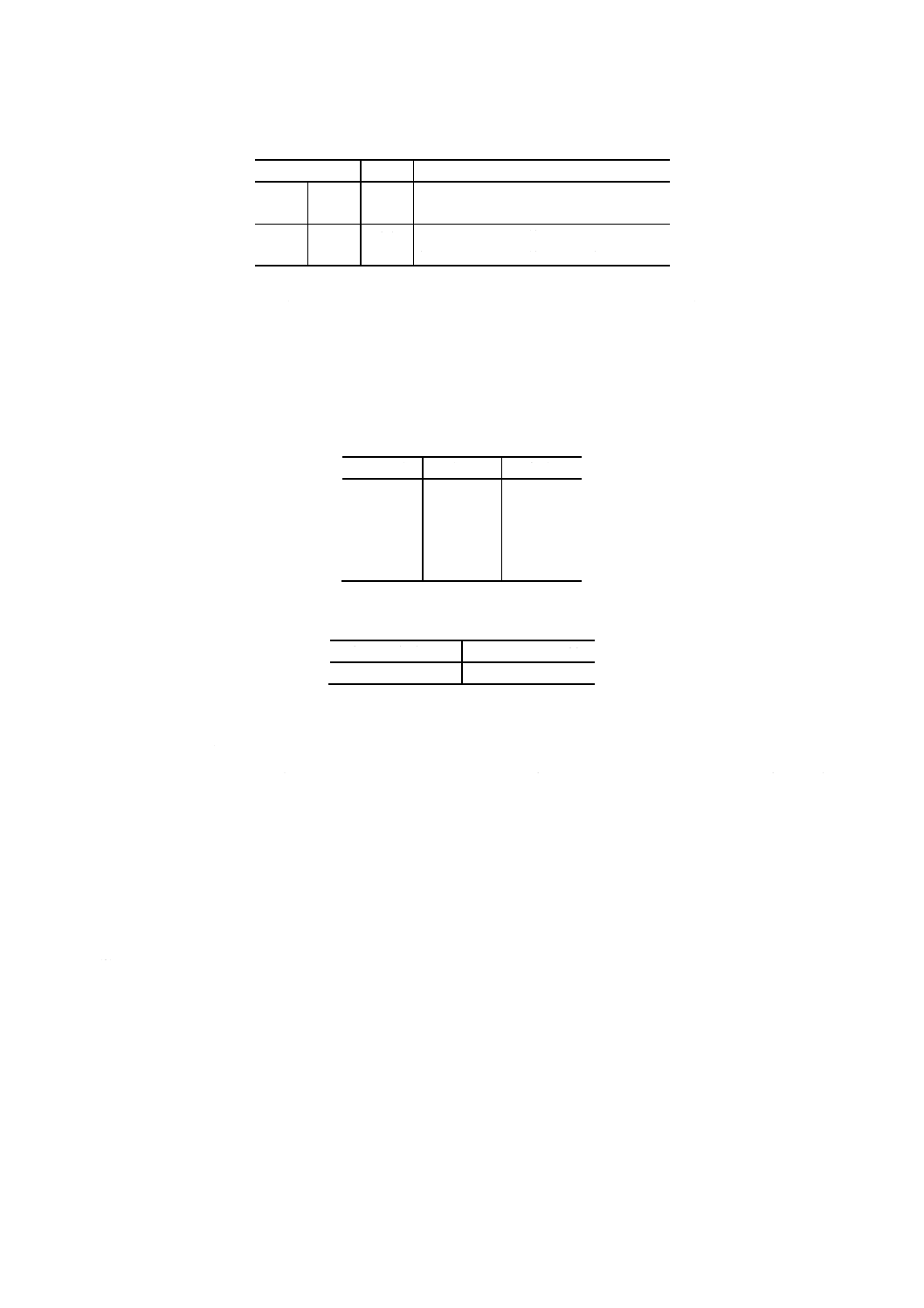
表2 収縮率による区分
種類
記号
収縮率 %
1種
1号
1-1
方向にかかわらず収縮の大きい方が20〜40
2号
1-2
方向にかかわらず収縮の大きい方が41以上
2種
1号
2-1
方向にかかわらず収縮の大きい方が20〜40
2号
2-2
方向にかかわらず収縮の大きい方が41以上
4. 品質 品質は均質で,泡,むら,穴,しわ,フィシュアイ,異物混入など,使用上有害な欠点がなく,
かつ表1〜2の規定に適合しなければならない。
5. 寸法
5.1
厚さ及び許容差 厚さ及び許容差は,表3による。
表3 厚さ及び許容差
呼び厚さ
厚さ mm
許容差 %
50
0.05
±20
75
0.075
100
0.10
150
0.15
200
0.20
5.2
幅及び長さの許容差 幅及び長さの許容差は,表4による。
表4 幅及び長さの許容差
幅の許容差 %
長さの許容差 %
呼び幅寸法の±2.0
呼び長さの31
+−
6. 試験
6.1
収縮率及び収縮比
6.1.1
試料の採り方 供試フィルムから,一辺がフィルムの縦方向に平行する100×100mmの正方形の試
料を切りとる。
試験片にはM.D.又はT.D.を示す目印をつける。このとき用いるインキは試験の熱媒液に溶けないものを
選ぶ。
6.1.2
試験装置 装置及び器具は,次のとおりとする。
(1) 恒温浴槽 フィルム支持具を容易につけこめる大きさで,測定温度80〜160℃の範囲で±1℃の恒温に
保てるものであること。
(2) 浴液 恒温浴槽内に熱媒液を満たす。液体はフィルムを可塑化したり,反応したりするものを避け,
一般にエチレングリコール又はグリセリンなどを用いる。
(3) フィルム支持具 ステンレス製金網などで,熱媒液が自由に還流でき,かつ試験片が浮き上がらない
ように軽く押さえる構造のものであること。
6.1.3
試験方法 試料をフィルム支持具内にその側面に触れないような位置に平らにおく。次いで所定の
温度(1)に保った熱媒液中に手早く浸せきし,所定時間(2)加熱し,自由に収縮させた後取り出して,別に用
意した常温の浴液に浸し,約5秒間冷却した後取り出し,平らに静置して30分以内に縦,横の寸法を測る。
浸せき操作は,複数の試料について同時に行ってもよいが,試料が重なり合ったり,ひずみを生じるよ
3
Z 1709-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
うな外力がかからないよう注意する。
注(1) 最大収縮を生じる温度は,フィルムによって異なるが,この規格では120℃を基準とする。
(2) 最大収縮を生じる浸せき時間は,フィルムの種類,加工条件及び厚さなどによって差異がある
が,この規格では20秒を基準とする。
6.1.4
報告 報告は,次による。
(1) 収縮率は,次の式によって算出する。
収縮率 (%)
100
0
0
×
−
=
L
L
L
ここに, L0: 試験片の一辺の長さ (100mm)
L: 収縮した後の長さ (mm)
試料は,試料の幅方向に4等分した位置より3個をとり,試験の結果は,その平均値をもって表す。
(2) 収縮比は,次の式によって算出する。
収縮比
S
S0
=
ここに, S0: 縦,横いずれか収縮の大きい方の収縮率
S: 縦,横いずれか収縮の小さい方の収縮率
6.2
厚さ測定
6.2.1
試料の採り方 供試フィルムから縦方向に150mm以上の試料を3個切りとる。
6.2.2
試験方法 フィルムの厚さ試験方法は,次による。
なお,ここでいうフィルムの厚さとは,測定器具の2枚の平行円板の間にフィルムを挟んで一定の圧力
の下に置いたときの厚さとする。
(1) 測定器具 2個の平面をもち,その小さい方の直径は5±0.01mmとし,かつその2面は0.001mm以内
の精度で平行で,その平面に垂直な方向に離れるような構造をもつものであること。
試験片が前記の平面に挟まれているときは1 226±147mN {125±15gf} の一定圧力のもとにあるこ
と。
ダイヤルゲージを使用する場合は,その目盛が少なくとも0.001mmの厚さまで読むことができるも
のとする。
(2) 補正 測定平面の平行度を調べるには,取手の役をするような薄い1枚の金属板にしっかり固定した
直径1〜1.5mmの硬い鋼球を測定器具の平行円板の間に挟み,違った点に移動してその読みを記録す
る。読みの正確さは,装置の零点を合わせた後,JIS B 7524に規定するすきまゲージを挟んで,相当
する目盛を読みとる。測定平面間の圧力は,適当な補助装置を付けてラフバランスによって測定する
か,又は補正したばねによって測定する。
(3) 操作 厚さの測定は,6.2.1によって切りとった3個の試料のそれぞれ一方の切り口をほぼ等間隔に8
か所,計24か所について行う。
測定箇所は各切り口から少なくとも5mm以上内側とする。可動測定面の移動は,試料に達する前
約0.1mmの位置から静かに行う。
(4) 報告 厚さはミリメートルで表し,小数点以下3けたまで求めて,平均値及び最大・最小の読みを報
告する。表3のフィルムの厚さの許容差は,呼び厚さに対して最大値及び最小値を比較する。
7. 検査 検査は,品質及び寸法について行い,4.及び5.の規定を満足していなければならない。
4
Z 1709-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 製品の呼び方 フィルムの呼び方は,名称及び種類又は種類の記号による。
例 収縮包装用フィルム1種1号
又は収縮包装用フイルム1-1
9. 表示 包装に次の事項を表示する。
(1) 種類又はその記号
(2) 寸法(厚さ,幅,長さ)
(3) 製造業者名又は略号
(4) 製造年月日又は略号
関連規格 JIS Z 8203 国際単位系 (SI) 及びその使い方