Z 0403-2 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。これによってJIS Z 0401 : 1995は廃止され,JIS Z 0403-1,JIS Z 0403-2に置き換えら
れる。
JIS Z 0403の第2部には,次に示す附属書がある。
附属書(規定) 段ボール−垂直圧縮強さの測定−B法(エッジにワックスを塗布しない方法)
JIS Z 0403は,次に示す部編成になっている。
段ボール−第1部:平面圧縮強さ試験方法
段ボール−第2部:垂直圧縮強さ試験方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 0403-2 : 1999
段ボール−
第2部:垂直圧縮強さ試験方法
Corrugated fibreboard−
Part 2 : Determination of edgewise crush resistance
序文 この規格は,1994年に,第3版として発行されたISO 3037, Corrugated fibreboard−Determination of
edgewise crush resistance (Unwaxed edge method) を基に,本体には,従来,日本工業規格で規定していた段
ボールの垂直圧縮強さ試験方法をA法として規定し,附属書には,対応する国際規格を翻訳し,技術的内
容を変更することなくこれをB法として規定したが,対応国際規格には規定されていない項目(試験報告
におけるA法とB法との区別)を追加している。
1. 適用範囲 この規格は,片面,両面,複両面,複々両面段ボールの垂直圧縮強さ試験方法(A法)に
ついて規定する。
備考 この規格の対応国際規格を次に示す。
ISO 3037 : 1994, Corrugated fibreboard−Determination of edgewise crush resistance (Unwaxed edge
method)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の一部を構成する。こ
れらの引用規格は,その最新版を適用する。
JIS P 8110 試験用紙採取方法
備考 ISO 186 : 1994, Paper and board−Sampling to determine average qualityからの引用事項は,この
規格の該当事項と同等である。
JIS P 8111 紙,板紙及びパルプ−調湿及び試験のための標準状態
備考 ISO 187 : 1990, Paper, board and pulps−Standard atmosphere for conditioning and testing and
procedure for monitoring the atmosphere and conditioning of samplesからの引用事項は,この
規格の該当事項と同等である。
3. 原理 段ボール試験片を,段が圧縮盤面に対して垂直になるように圧縮試験機の圧縮盤間に置き,試
験片が座屈するまで荷重を増大させ,そのときの最大値を測定する。
4. 装置
4.1
圧縮試験機 圧縮試験機は,電動圧縮盤形試験機とする。
2
Z 0403-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.1.1
圧縮部分 圧縮部分は,平行な上下一対の圧縮盤からなり,少なくとも一方は上下に動き,その表
面は平ら(1)で堅ろうな構造とし,次の条件を満たすものとする。圧縮盤相互の平行度は,その圧縮盤寸法
の1/1000以内とし,横方向の遊びは0.05mmを超えてはならない。
なお,圧縮盤は,試験片がはみ出さない大きさとする。
注(1) 圧縮盤の表面は,試験片が滑るのを防ぐため,突起を付けるか若しくは粗さを付けるか,又は
研磨紙をはってもよい。
4.1.2
荷重部分 荷重部分は,圧縮盤の一方を毎分12.5±2.5mmの速度で移動させることができる構造と
し,次による。
a) 固定圧縮盤式(ロードセルタイプ)を使用している場合には,1N単位の精度で指示又は記録できる装
置をもち,おもり又は検力計によって正確に補正できるものとする。
b) 板ばね式の場合には,最大測定範囲の20〜80%で試験結果が得られる板ばねを使用する。また,この
板ばねは,圧縮盤が試験片と接触したときから,毎秒110±10Nの割合で圧縮力が増大するものとす
る。試験機は,圧縮時の荷重を5N又は1%のいずれか大きい方の値までを測定できるものとし,4.1.2a)
の結果と比較できるものでなければならない。
備考 4.1.2b)において,毎秒67±23Nの割合で荷重が増大する板ばねを用いた場合は,試験報告書に
明記しなければならない。
4.2
試験片切断用具 試験片切断用具は,試験片を正確な寸法と形状に切断できる鋭利な刃を取り付け
た工具又は刃物とし,刃先は清浄で段ボールの表面に直角に作用しなければならない。
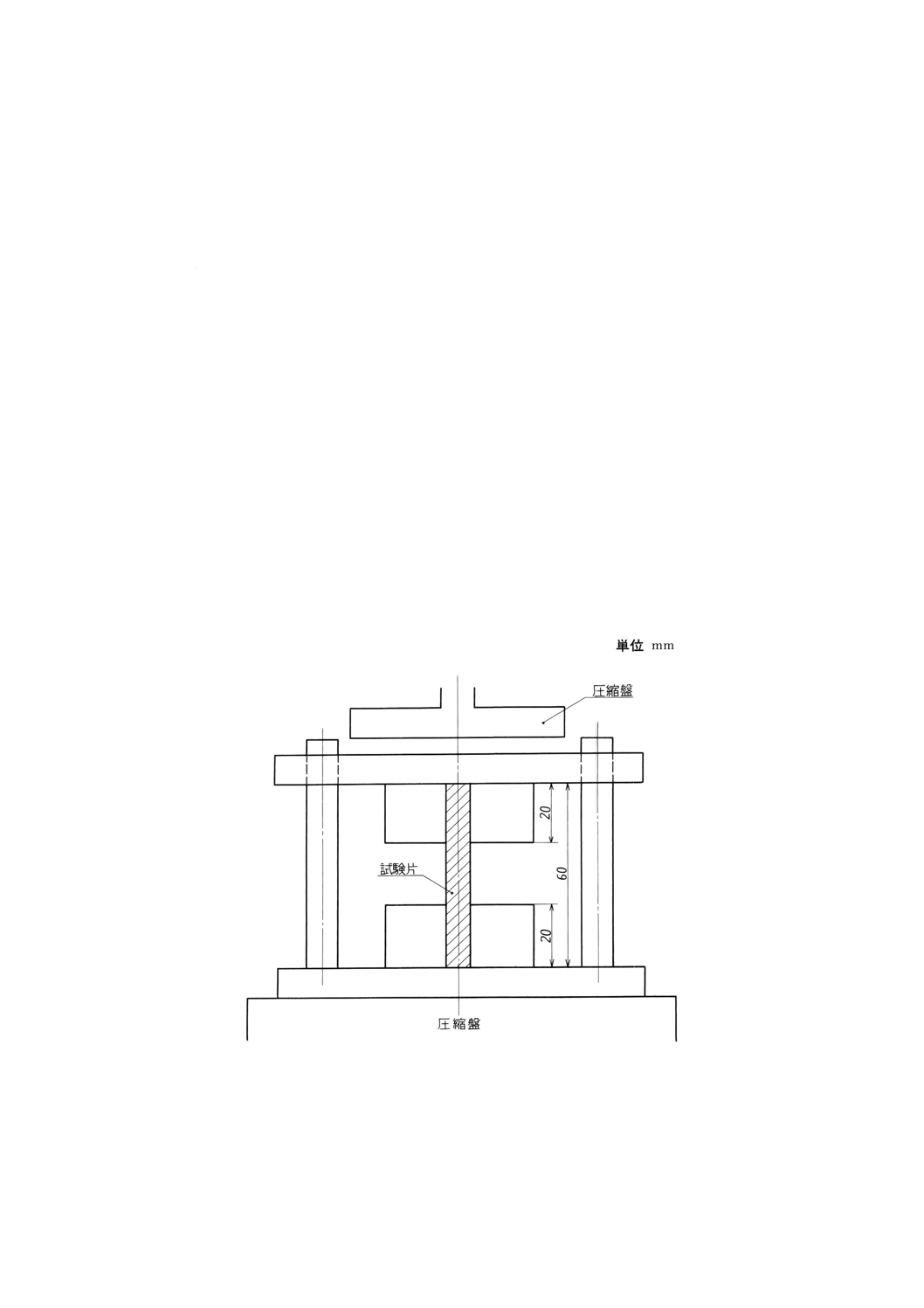
4.3
試験片支持具 試験片支持具は,試験片を垂直に上下で支持できるものとし,図1による。
図1 試験片支持具
5. 試験片
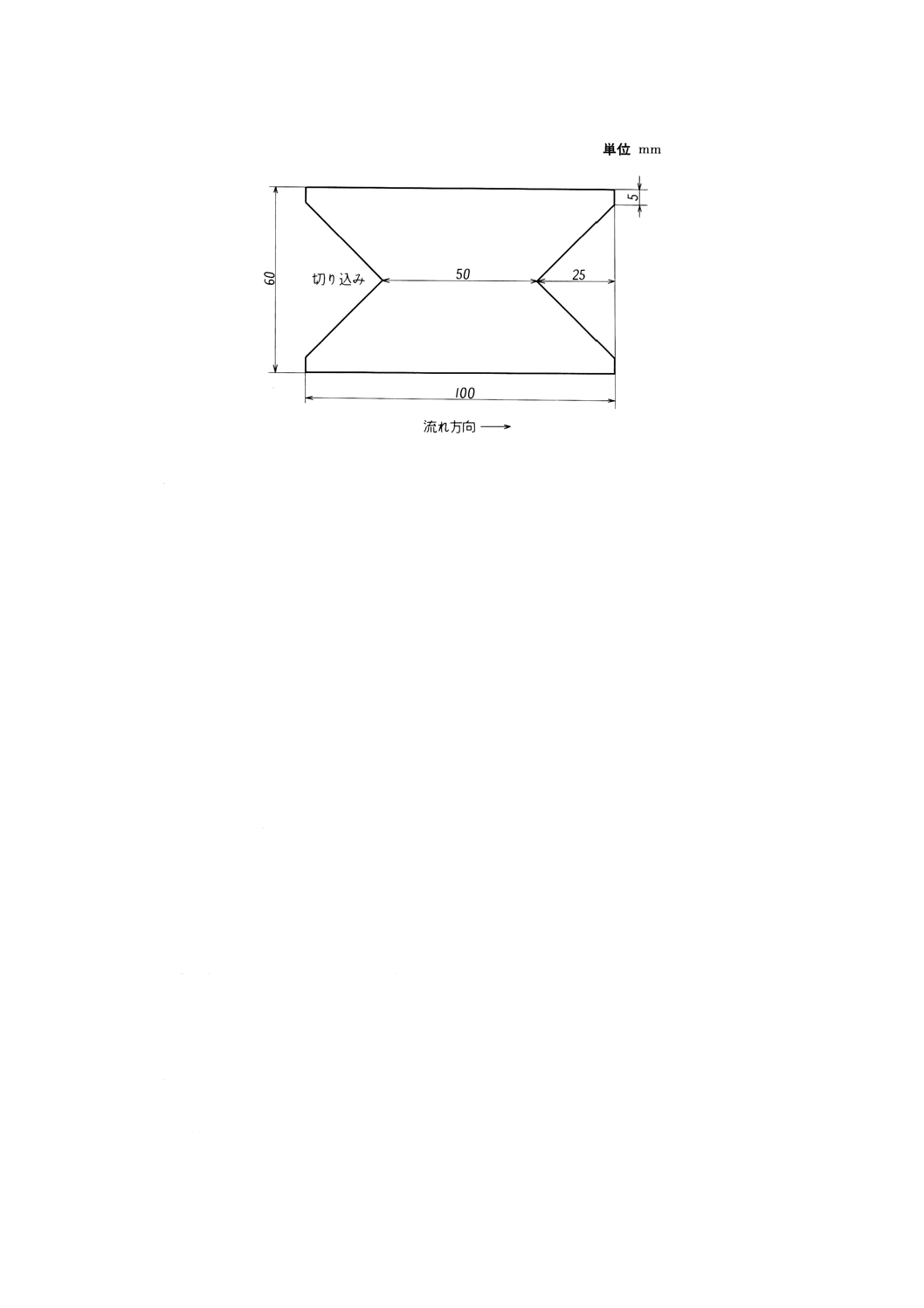
5.1
試験片の大きさ 試験片の大きさは,図2のとおりとする。
3
Z 0403-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 試験片の寸法
5.2
試験片の採取方法 試験片の採取方法は,JIS P 8110に従って実施し,その調湿はJIS P 8111によっ
て行う。また,試験片を切断するときには,波形がつぶれたり不ぞろいになったりしないよう十分に注意
する。
なお,けい線,印刷又はきずのある部分からは,試験片を採取してはならない。
6. 試験方法
6.1
試験条件 試験条件は,JIS P 8111の規定により調節された室内で,次のとおり行わなければならな
い。
6.2
試験の手順 試験の手順は,次による。
a) 試験片を締め付けないように支持具に取り付けて試験機の圧縮盤の中央に置き,荷重を加えて,試験
片の中央部が座屈するまでの最大荷重を1N単位で記録する。
b) 試験は,10個以上について行う。
7. 試験結果 垂直圧縮強さは,次の式から得られる。
R=0.02F
ここに, R: 垂直圧縮強さ (kN/m)
F: 最大荷重 (N)
8. 試験報告 試験報告には,次の事項を記載する。
a) 日本工業規格の番号及び/又は国際規格の番号
b) A法,B法の区別
c) 試験の実施日及び実施場所
d) 使用した試験機の種類(形式,荷重速度,容量など)
e) 試験製品の明細(段,ライナ,中しんの種類,坪量など)
f)
試験片の調湿及び試験条件(試験室の温度,相対湿度など)
g) 平均値の算出に使用した測定回数
h) 平均値,最大値,最小値及び標準偏差
4
Z 0403-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
i)
その他,特に記録すべき事項
5
Z 0403-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(規定) 段ボール−垂直圧縮強さの測定−B法
(エッジにワックスを塗布しない方法)
序文 垂直圧縮強さの測定方法は,世界各国でさまざまな方法が用いられている。これらの方法は,次の
三つのグループに分類できる。
a) 細心の注意を払って切断した長方形の試験片を,特殊な処理及び変形を施さずに試験を行う方法。
b) “エッジの影響”を防ぐために,力の加えられる試験片のエッジにワックスを塗布して試験を行う方
法。
c) 試験片のエッジにワックスを塗布しないが,力の加えられる試験片のエッジから離れた箇所で座屈が
起きるように,試験片の中間部の長さを大幅に縮小して試験を行う方法。
試験片の寸法は,各グループごとに異なっており,グループc)では,形状,長さの縮小方法及び加
圧中の試験片をクランプで挟むものと挟まないものなどさまざまである。これらの方法は,同じ数値
結果を与えないが,段ボールが正しく輸送箱に加工されたときの圧縮強さを予測するためには使用で
きる。
この附属書では,グループa)について記述する。この方法は,質の高い測定と仕様を目的としてお
り,最終輸送箱の圧縮強さと相関関係があり,試験回数が多い場合に特に重要で,最も簡単,かつ,
実施しやすい方法であることにより選択された。しかし,この方法は,段ボールの本質的な圧縮強さ
は測定できず,グループb)やc)のほとんどの方法に比べて低い測定結果となる。この明らかな相違は,
エッジの影響によるものである。
他の方法は,特に包装の基本構造特性を研究するための試験など,他の目的には使用できると思わ
れる。
構成原紙の圧縮強さから,垂直圧縮強さを計算する方法も幾つかある。
なお,この附属書で,点線の下線を施してある箇所は,対応国際規格には規定されていない事項で
ある。
1. 適用範囲 この附属書は,国際規格に従って段ボールの垂直圧縮強さを測定する方法(B法)につい
て規定する。この規格は,あらゆる種類の段ボールに適用する。
2. 引用規格 引用規格は,本体2.による。
3. 原理 長方形の段ボール試験片を,段が圧縮盤面に垂直になるように圧縮試験機の圧縮盤間に置き,
試験片が座屈するまで荷重をかけ,試験片が耐え得る最大値を測定する。
4. 装置
4.1
電動圧縮盤形試験機 圧縮盤は,所要の寸法の試験片(7.2参照)と試験片支持具(4.3参照)を圧
縮盤に挿入しても,試験片が圧縮盤の端からはみ出さない大きさのものとする。また,圧縮盤は平らで,
次の条件を満たすものとする。
a) 平行度は,圧縮盤寸法の1/1 000以内とする。
6
Z 0403-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 横方向の遊びは,0.05mm以下とする。
備考 他の圧縮方法の条件でもあるので,圧縮盤の表面に非常に微細な研磨紙をはってもよいが,そ
の場合には,圧縮盤の表面に求められる平面及び平行条件を維持するよう十分に配慮しなけれ
ばならない。しかし,この附属書に基づく試験では,上ばりのない,きれいな圧縮盤を使用す
る方がよいので,上ばりのないものと,微細な研磨紙をはったものと,二組の圧縮盤を用意し,
実施する試験に合わせて圧縮盤を使い分けることが望ましい。
4.1.1
一方の圧縮盤を固定し,他方の圧縮盤が均一な速度で動く試験機を使用する場合は,両圧縮盤が互
いに接近する速度を,毎分12.5±2.5mmとする。試験機は,真の最大荷重を1Nまでの範囲で測定できる
機能を備えていなければならない。
4.1.2
ビーム偏位原理に基づく試験機(板ばね式圧縮試験機)を使用する場合には,圧縮盤が試験片と接
触したときに加えられる荷重は,毎秒110±10Nの割合で増大するものとする。試験機は,真の最大荷重
を5N又は1%以内の,いずれか大きい方まで測定できる機能を備えていなければならない。
備考 毎秒67±23Nという荷重速度を採用している国もあるが,この速度で得られる試験結果は,標
準速度による試験結果と同一ではない。また,使用した速度は,試験報告書に明記しなければ
ならない。
4.2
試験片切断用具 試験片切断用具は,7.2〜7.4に規定されている条件に合わせて,試験片を切断でき
るものとする。
ビラルード形カッタ(1)を使用する場合は,平らで,まっすぐで,平行で,厚さ約0.5mmの刃をもち,片
面又は両面の刃先は,約3mmの研ぎ代で鋭利に研磨されたものとする。片面が傾斜している刃は,刃の
平面側が相互に向き合うように,すなわち内側になるように取り付け,一直線上に正しく配置する。
備考 この種の刃は,研いでから50回以上使用しない方がよい。
注(1) ビラルード形カッタ (ECT Cutter Billerud) は,市場で入手可能な製品の一例である。この情報
は,この国際規格の使用者の便宜のために挙げたもので,ISOが,この製品を推奨するもので
はない。
なお,4.2の条件を満たしていれば,その他の形式の試験片切断用具を使用することもできる。
また,ビラルード形カッタは,通常,複々両面段ボール及び高強度の複両面段ボールから試験片を切断
するには適さない。ビラルード形カッタではうまく切断できない製品の場合には,7.2〜7.4に明記された
切断品質が得られるなら,高速テーブルソーなど,各種の切断用具を使用してもよい。
4.3
試験片支持具 試験片支持具は,試験片を支持して圧縮盤面に垂直に維持するための,寸法約20×
20×100mmの,平滑に仕上げられた二つの長方形ブロックとする。試験中に安全に移動するために,試験
片支持具には取手を付けることが好ましい。
5. 試験片の採取 試験片の採取は,JIS P 8110による。
6. 試験片の調湿 試験片の調湿は,JIS P 8111による。
7. 試験片の準備
7.1
すべての切断面が平行になるように鋭利な刃(4.2参照)を使用して,試料から次の帯状片を切断す
る。
a) 段に対して直角方向の寸法を100±0.5mm
7
Z 0403-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 段に対して平行方向の寸法を70〜300mm
7.2
4.2に記述した適切な試験片切断用具を使用し,7.1で準備した帯状片から,段に対して平行方向の
寸法が25±0.5mmの試験片を,少なくとも10個以上切断する。切断された各試験片は,段に対して平行
方向の寸法が25±0.5mm,段に対して直角方向の寸法が100±0.5mmとなる。
なお,試験片の幅は,長さ方向で0.1mmを超える差があってはならない。
備考 切断した試験片の品質は,試験結果に重大な影響を及ぼすので,できる限り高い水準を維持す
る必要がある。
両面段ボールと複両面段ボールの試験片の作成に,ビラルード形カッタを使用する場合は,未切断の帯
状片をストッパにほぼ接触するまで挿入し,帯状片の長さが切断刃列の反対側に十分に伸びているか,帯
状片のエッジが直角ガイドに接触しているかを確認する。ビラルード形カッタは,複々両面段ボール及び
高強度の複両面段ボールの切断には適さないため,こうした段ボールには,別種の切断用具を使用しなけ
ればならない。
なお,切断方法とは関係なく,荷重がかかる試験片のエッジは,まっすぐで平行,かつ段ボール表面に
垂直に,きれいに切断されていなければならない。試験片には,いかなる方向のけい線及び,通常の試料
にはない製造上の欠陥があってはならない。
7.3
切断の状態は,試験片を検査して判断する。すべての段はひずみが認められず,また,切断された
エッジは,試験室の通常条件,すなわち光度を上げない室内照明のもとで検査したときに,けばだってい
たり,ほぐれた繊維が見えてはならない。切断面の状態は,正しく調整されたビラルード形カッタで実現
できる切り口と,少なくとも同じ程度でなければならない。
7.4
直線,平行及び垂直性は,次の手順により判断できる。
a) 二つの試験片を,一方の切断されたエッジを下にして,それぞれの面がほぼ接触する状態で圧縮盤面
上に立てる。完全に平らな段ボールであれば,二つの隣接面は平らで,全面にわたって互いに平行に
見える。
b) 段ボールが反っている場合には,そのようには見えないが,試験片のエッジを下にして垂直に立てた
とき,上部のエッジが平らで互いに平行で,ライナの表面に対して直角に見える場合,及び試験片の
エッジが同一平面内にあるように見える場合には,これらの試験片は合格としてよい。しかし,垂直
に立てた試験片に約1N(指でそっと押した程度)の荷重をかけたとき,どの試験片のエッジの下から
も光が見えてはならない。
c) 一方の試験片の左右を逆転し(その垂直軸線を中心に180度回転させ),次に上下を逆転させ(その水
平軸線を中心に180度回転させ),さらに他方の試験片も逆転させる。どの状態にも,この手順を実施
する。
d) その他の試験片に対しても,同様の試験を実施する。
なお,ビラルード形カッタの場合は,カッタを初めて使用するときにこれらの点検を実施し,正し
く作動しているかを確認する。その後は,カッタが良好な状態にあることを確認するため,定期的な
点検を行うだけでよい。
8. 試験手順 試験手順は,6.に規定した標準条件内で,次によって行う。
a) 圧縮試験機 4.1の両圧縮盤を適切な間隔に離し,100mmに切断されたエッジの一つを下にして試験
片を下段圧縮盤の上に置く。次に,その試験片の両側に支持具4.3を置いて試験片を支持し,支持具
を置いた状態で,読取り値がゼロであることを確認する。
8
Z 0403-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 試験片が座屈するまで,試験機を作動させる。荷重が約50Nに達したときに,試験片から支持具を取
り外すが,圧縮盤からは取り去らない。
c) なお,代替方法として,下段圧縮盤上に支持具を置く前に,ゼロ値を設定してもよい。この場合は,
試験片がしっかりと固定されたら,直ちに支持具を圧縮盤から取り外さなければならない。
備考 多くの計測器では,下段圧縮盤上に置かれている支持具の質量が測定値に加算される。
d) 試験片が座屈する瞬間に加えられた荷重を,1N単位で記録する。
なお,測定されたひずみ量から荷重を計算する場合は,ひずみ量を0.01mmの数値まで読み取る。
e) 同様に,残りの試験片に対してもこの試験を繰り返し,平均値と標準偏差などを算出する。
9. 計算 垂直圧縮強さRはキロニュートン/メートル (kN/m) で表現され,次の式を使って算出する。
R=0.01Fmax
ここに, Fmax: 平均値 (N)
10. 精度 この方法によって期待できる再現性の精度については,現在のところ,詳細に説明することは
できない。
11. 試験報告 試験報告は,本体8.による。
9
Z 0403-2 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS原案作成委員会 構成表
氏名
所属
(委員長)
越 山 了 一
社団法人日本包装技術協会
(委員)
生 田 章 一
通商産業省生活産業局
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
三 浦 美 次
株式会社日通総合研究所
長谷川 淳 英
株式会社日立物流
小 櫃 晴 雄
花王株式会社
下 川 正 明
森永製菓株式会社
桃 原 繁 樹
全国農業協同組合連合会
国 吉 淑之助
全日本紙器段ボール箱工業組合連合会
牧 村 隆 雄
レンゴー株式会社
上 月 義 二
株式会社トーモク
上 野 定
王子製紙株式会社
牧 田 茂
後藤段ボール株式会社
藤 井 定 雄
全国段ボール工業組合連合会
(事務局)
内 田 恒 彦
日本段ボール工業会
なお,新規格の素案を作成したJIS原案作成分科会の構成表を,下記に示す。
JIS原案作成分科会 構成表
氏名
所属
(委員長)
牧 村 隆 雄
レンゴー株式会社
(委員)
田 中 利 穂
工業技術院標準部
吉 澤 英 夫
財団法人日本規格協会
上 月 義 二
株式会社トーモク
上 野 定
王子製紙株式会社
※ 牧 田 茂
後藤段ボール株式会社
藤 井 定 雄
全国段ボール工業組合連合会
(事務局)
内 田 恒 彦
日本段ボール工業会
※ 解説作成者