Z 0313:2004
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本防錆
技術協会(JACC)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS Z 0313:1998は改正され,この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 8501-1:1988,Preparation of steel
substrates before application of paints and related products−Visual assessment of surface cleanliness−Part 1:Rust
grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous
coatings,ISO 8501-1:1988/Suppl:1994,Preparation of steel substrates before application of paints and related
products−Visual assessment of surface cleanliness−Part 1:Rust grades and preparation grades of uncoated steel
substrates and of steel substrates after overall removal of previous coatings,ISO 8502-2:1992,Preparation of steel
substrates before application of paints and related products−Tests for the assessment of surface cleanliness−Part
2:Laboratory determination of chloride on cleaned surfaces,ISO 8502-3:1992,Preparation of steel substrates before
application of paints and related products−Tests for the assessment of surface cleanliness−Part 3:Assessment of
dust on steel surfaces prepared for painting (pressure-sensitive tape method),ISO 8502-4:1993,Preparation of steel
substrates before application of paints and related products−Tests for the assessment of surface cleanliness−Part
4:Guidance on the estimation of the probability of condensation prior to paint application,ISO 8502-5:1998,
Preparation of steel substrates before application of paints and related products−Tests for the assessment of surface
cleanliness−Part 5:Measurement of chloride on steel surfaces prepared for painting (ion detection tube method),
ISO 8502-6:1995,Preparation of steel substrates before application of paints and related products−Tests for the
assessment of surface cleanliness−Part 6:Extraction of soluble contaminants for analysis−The Bresle method,ISO
8502-8:2001,Preparation of steel substrates before application of paints and related products−Tests for the
assessment of surface cleanliness−Part 8:Field method for the refractometric determination of moisture,ISO
8502-9:1998,Preparation of steel substrates before application of paints and related products−Tests for the
assessment of surface cleanliness−Part 9:Field method for the conductometric determination of water-soluble salts,
ISO 8502-10:1999,Preparation of steel substrates before application of paints and related products−Tests for the
assessment of surface cleanliness−Part 10:Field method for the titrimetric determination of water-soluble chloride,
ISO 8503-2:1988,Preparation of steel substrates before application of paints and related products−Surface
roughness characteristics of blast-cleaned steel substrates−Part 2:Method for the grading of surface profile of
abrasive blast-cleaned steel−Comparator procedure,ISO 8503-3:1988,Preparation of steel substrates before
application of paints and related products−Surface roughness characteristics of blast-cleaned steel substrates−Part
3:Method for the calibration of ISO surface profile comparators and for the determination of surface profile−
Focusting microscope procedure及びISO 8503-4:1988,Preparation of steel substrates before application of paints
and related products−Surface roughness characteristics of blast-cleaned steel substrates−Part 4:Method for the
calibration of ISO surface profile comparators and for the determination of surface profile−Stylus instrument
procedureを基礎として用いた。
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS Z 0313には,次に示す附属書がある。
附属書1(規定)結露の可能性を判断するための指針
附属書2(参考)JISと対応する国際規格との対比表
Z 0313:2004
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 2
2. 引用規格 ························································································································ 3
3. 定義 ······························································································································ 3
4. 目視による清浄度の評価 ··································································································· 3
5. 測定器具による清浄度の試験評価 ······················································································· 4
5.1 表面付着塩類 ················································································································ 4
5.2 表面付着湿分の測定 ······································································································· 9
5.3 表面付着粉じんの測定 ··································································································· 11
6. 結露の可能性の評価 ········································································································ 13
7. 表面粗さの試験評価 ········································································································ 14
8. 記録 ····························································································································· 16
附属書1(規定)結露の可能性を判断するための指針 ································································· 17
附属書2(参考)JISと対応する国際規格との対比表 ·································································· 24
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 0313:2004
素地調整用ブラスト処理面の試験及び評価方法
Test and assessment of abrasive blast-cleaned substrates
before application of paints
序文 この規格は,1988年に第1版として発行されたISO 8501-1:1988,Preparation of steel substrates before
application of paints and related products−Visual assessment of surface cleanliness−Part 1:Rust grades and
preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings,ISO
8501-1:1988/Suppl:1994,Preparation of steel substrates before application of paints and related products−Visual
assessment of surface cleanliness−Part 1:Rust grades and preparation grades of uncoated steel substrates and of
steel substrates after overall removal of previous coatings,ISO 8502-2:1992,Preparation of steel substrates before
application of paints and related products−Tests for the assessment of surface cleanliness−Part 2:Laboratory
determination of chloride on cleaned surfaces,ISO 8502-3:1992,Preparation of steel substrates before application of
paints and related products−Tests for the assessment of surface cleanliness−Part 3:Assessment of dust on steel
surfaces prepared for painting (pressure-sensitive tape method),ISO 8502-4:1993,Preparation of steel substrates
before application of paints and related products−Tests for the assessment of surface cleanliness−Part 4:Guidance
on the estimation of the probability of condensation prior to paint application,ISO 8502-5:1998,Preparation of steel
substrates before application of paints and related products−Tests for the assessment of surface cleanliness−Part
5:Measurement of chloride on steel surfaces prepared for painting (ion detection tube method),ISO 8502-6:1995,
Preparation of steel substrates before application of paints and related products−Tests for the assessment of surface
cleanliness−Part 6:Extraction of soluble contaminants for analysis−The Bresle method,ISO 8502-8:2001,
Preparation of steel substrates before application of paints and related products−Tests for the assessment of surface
cleanliness−Part 8:Field method for the refractometric determination of moisture,ISO 8502-9:1998,Preparation of
steel substrates before application of paints and related products−Tests for the assessment of surface cleanliness−
Part 9:Field method for the conductometric determination of water-soluble salts,ISO 8502-10:1999,Preparation of
steel substrates before application of paints and related products−Tests for the assessment of surface cleanliness−
Part 10:Field method for the titrimetric determination of water-soluble chloride,ISO 8503-2:1988,Preparation of
steel substrates before application of paints and related products−Surface roughness characteristics of blast-cleaned
steel substrates−Part 2:Method for the grading of surface profile of abrasive blast-cleaned steel−Comparator
procedure,ISO 8503-3:1988,Preparation of steel substrates before application of paints and related products−
Surface roughness characteristics of blast-cleaned steel substrates−Part 3:Method for the calibration of ISO surface
profile comparators and for the determination of surface profile−Focusting microscope procedure及びISO
8503-4:1988,Preparation of steel substrates before application of paints and related products−Surface roughness
characteristics of blast-cleaned steel substrates−Part 4:Method for the calibration of ISO surface profile comparators
and for the determination of surface profile−Stylus instrument procedureを翻訳し,技術的内容を変更して作成
2
Z 0313:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,原国際規格を変更している事項である。変
更の一覧表をその説明を付けて,附属書2(参考)に示す。
1. 適用範囲 この規格は,防せい(錆)防食用として鋼材に塗料及び関連製品を被覆する前に,ブラス
ト処理による素地調整を行った鋼材表面の清浄度及び結露の可能性並びに表面粗さを,目視又は測定器具
によって,試験及び評価する方法について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 8501-1:1988,Preparation of steel substrates before application of paints and related products−
Visual assessment of surface cleanliness−Part 1:Rust grades and preparation grades of uncoated
steel substrates and of steel substrates after overall removal of previous coatings (MOD)
ISO 8501-1:1988/Suppl:1994,Preparation of steel substrates before application of paints and related
products−Visual assessment of surface cleanliness−Part 1:Rust grades and preparation grades of
uncoated steel substrates and of steel substrates after overall removal of previous coatings (MOD)
ISO 8502-2:1992,Preparation of steel substrates before application of paints and related products−
Tests for the assessment of surface cleanliness−Part 2:Laboratory determination of chloride on
cleaned surfaces (MOD)
ISO 8502-3:1992,Preparation of steel substrates before application of paints and related products−
Tests for the assessment of surface cleanliness−Part 3:Assessment of dust on steel surfaces
prepared for painting (pressure-sensitive tape method) (MOD)
ISO 8502-4:1993,Preparation of steel substrates before application of paints and related products−
Tests for the assessment of surface cleanliness−Part 4:Guidance on the estimation of the
probability of condensation prior to paint application (MOD)
ISO 8502-5:1998,Preparation of steel substrates before application of paints and related products−
Tests for the assessment of surface cleanliness−Part 5:Measurement of chloride on steel surfaces
prepared for painting (ion detection tube method) (MOD)
ISO 8502-6:1995,Preparation of steel substrates before application of paints and related products−
Tests for the assessment of surface cleanliness−Part 6:Extraction of soluble contaminants for
analysis−The Bresle method (MOD)
ISO 8502-8:2001,Preparation of steel substrates before application of paints and related products−
Tests for the assessment of surface cleanliness−Part 8:Field method for the refractometric
determination of moisture (MOD)
ISO 8502-9:1998,Preparation of steel substrates before application of paints and related products−
Tests for the assessment of surface cleanliness−Part 9:Field method for the conductometric
determination of water-soluble salts (MOD)
ISO 8502-10:1999,Preparation of steel substrates before application of paints and related products−
Tests for the assessment of surface cleanliness−Part 10:Field method for the titrimetric
determination of water-soluble chloride (MOD)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 8503-2:1988,Preparation of steel substrates before application of paints and related products−
Surface roughness characteristics of blast-cleaned steel substrates−Part 2:Method for the grading
of surface profile of abrasive blast-cleaned steel−Comparator procedure (MOD)
ISO 8503-3:1988,Preparation of steel substrates before application of paints and related products−
Surface roughness characteristics of blast-cleaned steel substrates−Part 3:Method for the
calibration of ISO surface profile comparators and for the determination of surface profile−
Focusting microscope procedure (MOD)
ISO 8503-4:1988,Preparation of steel substrates before application of paints and related products−
Surface roughness characteristics of blast-cleaned steel substrates−Part 4:Method for the
calibration of ISO surface profile comparators and for the determination of surface profile−Stylus
instrument procedure (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年又は発行年を付記してあるものは,記載の年の版だけがこの規格
の規定を構成するものであって,その後の改正版・追補には適用しない。
JIS B 0601:1982 表面粗さの定義と表示
JIS B 0651 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−触針式表面粗さ測定機の特性
備考 ISO 3274:1996, Rules and procedures for the measurement of surfaces roughness using stylus
instrumentsが,この規格と一致している。
JIS K 0101 工業用水試験方法
JIS K 0557 用水・排水の試験に用いる水
JIS Z 0103 防せい防食用語
JIS Z 0310 素地調整用ブラスト処理方法通則
JIS Z 0311 ブラスト処理用金属系研削材
JIS Z 0312 ブラスト処理用非金属系研削材
JIS Z 1522 セロハン粘着テープ
JIS Z 8806 湿度−測定方法
ISO 8503-1:1988,Preparation of steel substrates before application of paints and related products−Surface
roughness characteristics of blast-cleaned steel substrates−Part 1:Specifications and definitions for ISO
surface profile comparators for the assessment of abrasive blast-cleaned surfaces
3. 定義 この規格で用いる主な用語の定義は,JIS Z 0103及びJIS Z 0310による。
4. 目視による清浄度の評価 ブラストによる素地調整を行う前の鋼材表面のさび度及びブラスト処理を
行った鋼材表面の清浄度のうち,除せい度について,その程度を目視によって評価する基準について規定
する。
なお,ブラスト処理前に,目視で認められる油分及び塗装に有害な鋼材表面きずがないことを確認する。
a) さび度の評価 ブラスト処理する前に,鋼材表面におけるミルスケールの付着又はさびの発生程度を
目視によって表1に示す4段階に評価する。
評価に際しては,ISO 8501-1の代表写真例と比較する。
4
Z 0313:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 さび度
さび度
鋼材表面の状態
A
大部分が固いミルスケールで覆われ,さびは,あってもごくわずかである。
B
さびが発生し始めており,ミルスケールは,はく離し始めている。
C
全面がさびに覆われ,ミルスケールは,あっても容易にかき落とせる。
D
全面がさびに覆われるとともに,鋼材素地面にかなりの孔食が認められる。
b) 除せい度の評価 鋼材表面のブラスト処理による仕上げ程度を,目視によって表2に示す4段階で評
価する。評価に際しては,ISO 8501-1及びISO 8501-1 Supplement(追補)の代表写真例と比較する。
備考 ISO 8501-1 Supplement は,異種の研削材で Sa 3 に仕上げた写真の例である。
表 2 除せい度
除せい度
鋼材表面の状態
Sa 1
拡大鏡なしで,表面には,弱く付着(1) したミルスケール,さび,塗膜,異物,目に見え
る油,グリース及び泥土がない。
Sa 2
拡大鏡なしで,表面には,ほとんどのミルスケール,さび,塗膜,異物,目に見える油,
グリース及び泥土がない。残存する汚れのすべては,固着(2)している。
Sa 221
拡大鏡なしで,表面には,目に見えるミルスケール,さび,塗膜,異物,油,グリース及
び泥土がない。残存するすべての汚れは,そのこん跡がはん(斑)点又はすじ状のわずか
な染みだけとなって認められる程度である。
Sa 3
拡大鏡なしで,表面には,目に見えるミルスケール,さび,塗膜,異物,油,グリース及
び泥土がなく,均一な金属色を呈している。
注(1) 刃の付いていないパテナイフで,はく離させることができる程度の付着。
(2) 刃の付いていないパテナイフでは,はく離させることができない程度の付着。
5. 測定器具による清浄度の試験評価
5.1
表面付着塩類
5.1.1
付着塩類の採取方法 付着塩類の採取方法は,次による。
鋼材表面に付着していることが予想される付着塩類の形態に応じ,受渡当事者間の協定によって,局部
的な面からの採取又は広範囲の面からの採取のいずれかの方法で行う。ただし,5.1.3のB法によって電気
伝導率を測定する場合は,使用する塩類濃度計の測定容器に覆われる面で直接測定が行われるので,別個
に試料を採取する必要はない。この場合の面積は,局部からの試料採取に相当する。
a) 局部的測定用試料採取方法 局部的測定用試料採取方法は,次による。
1) 要旨 ブラスト処理面にはった小形のゴム製パッチの中に水を入れて,塩類を溶解し,その水溶液
を取り出し,試料とする。
2) 器具及び試薬 器具及び試薬は,次による。
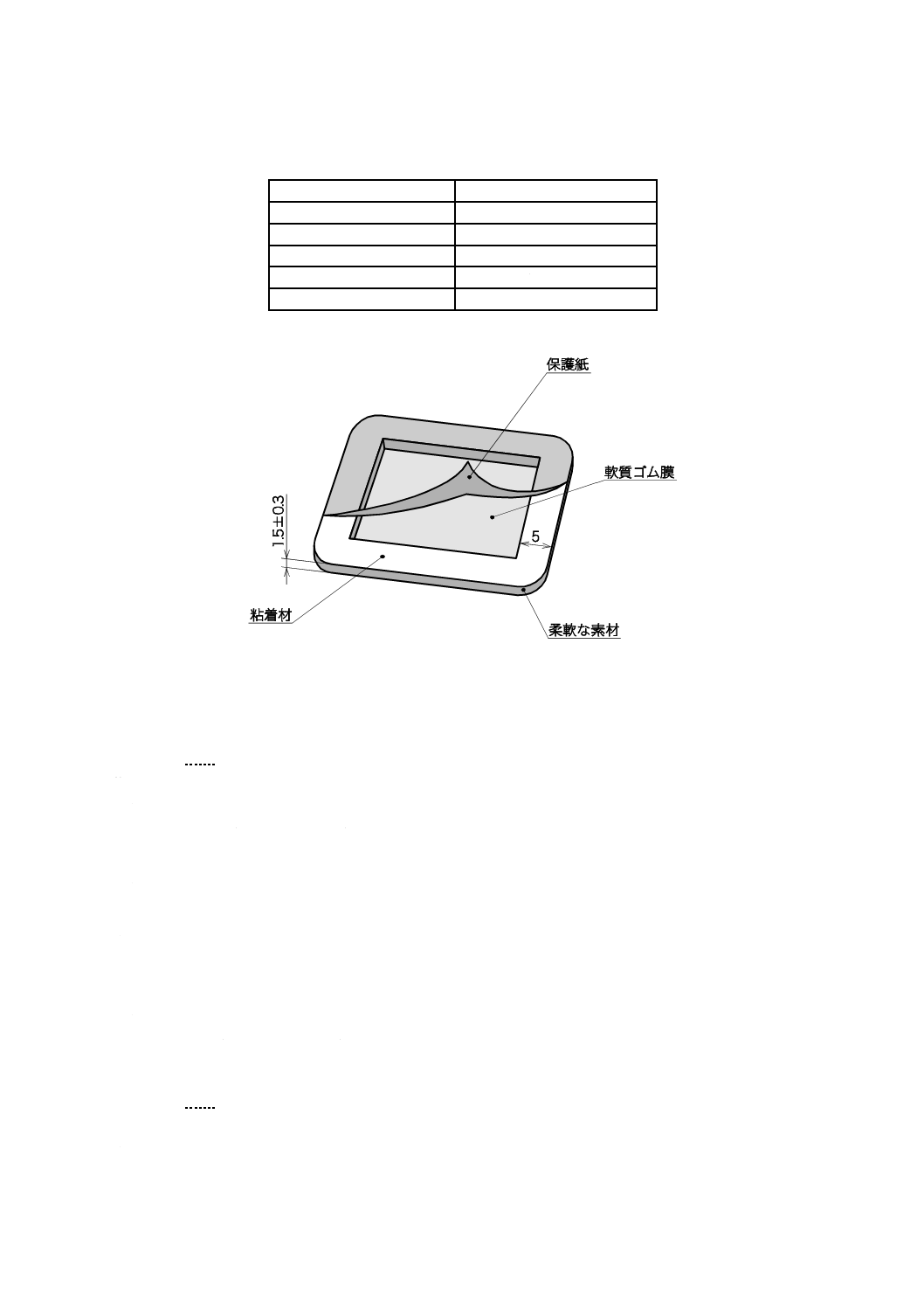
2.1) ゴム製パッチ 耐久性のある柔軟な素材(例えば,ポリエチレンフォーム)でできたもので,中
央をくりぬくことができる形状のもの。パッチは,片面に薄いゴムの膜がはられており,もう一
方の面はのり付きで,取外しのできる保護紙がはられている(図1参照)。ゴム製パッチの標準的
な寸法を,表3に示す。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 3 ゴム製パッチの標準的な寸法
単位 mm2
パッチタイプ
パッチの内側面積
A-0155
155±2
A-0310
310±3
A-0625
625±6
A-1250
1 250±13
A-2500
2 500±25
単位 mm
図 1 ゴム製パッチの例
2.2) 注射器 ゴム製パッチの空間体積の2倍程度の容量をもつもの。
2.3) 水 JIS K 0557に規定する水。
3) 操作 操作は,次による。
3.1) ブラスト処理面に,ゴム製パッチをはる。
3.2) パッチに注射針を通し,注射器で内部に水を入れる。
3.3) 注射器のシリンダーを往復させて,パッチの内部をかくはんする。
3.4) 注射器でパッチ内の水を吸い出し,これを分析用試料とする。
b) 広範囲の平均的測定用試料採取方法 広範囲の平均的測定用試料採取方法は,次による。
1) 要旨 50 cm四方に区切ったブラスト処理面を,水を浸した布でふき取り,布に含まれた水溶液を
試料とする。
2) 器具及び試薬 器具及び試薬は,次による。
2.1) 粘着テ−プ 水ぬれに強く,はく離後ブラスト処理面に粘着剤が残りにくいもの。
2.2) ふき取り布 清浄なガーゼ又は不織布。
2.3) 手袋 薄手のゴム又はプラスチック製で,清浄なもの。
2.4) 水 JIS K 0557に規定する水。
2.5) 容器 使用した水及び布を満たしてもゆとりのある清浄なもの。
3) 操作 操作は,次による。
6
Z 0313:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1) 水150 mlを準備する。
3.2) ブラスト処理面を粘着テープで50 cm四方に区切り,その範囲の全体を試料採取の対象面とする。
備考 形鋼など,一辺が50 cmの四角が取れない場合は,できるだけそれに近い面積の範囲を対象面
とし,その面積を算出する。
3.3) 手袋をした手にふき取り布(以下,布という。)を持ち,布からしたたらない程度に水を浸して,
対象面を丁寧にふき取り,布を容器に入れる。
3.4) 布を取り替えて2回目のふき取りを行い,その布も容器に入れる。
3.5) ふき取り作業で残った水を用いて,使用した手袋を容器の上で洗い,流れる水をこぼさないよう
に容器の中に入れる。
3.6) 残った水を容器の中に入れてかくはんし,この容器内の水を分析用試料とする。
3.7) ブランクテストのために,使用した布と同量の新しい布を,新たな水150 ml中に浸し,その水を
分析する。
5.1.2 付着塩化物の分析方法 採取した付着塩類中の塩化物の定量分析は,受渡当事者間の協定によって,
現場での簡易分析A法,B法又は実験室での分析のいずれかで行う。また,簡易分析を行った場合,その
精度に疑問があれば実験室での分析を行う。
a) 検知管による現場での簡易分析方法(A法) 検知管による現場での簡易分析方法は,次による。
1) 要旨 試料水溶液中の塩化物イオン濃度を塩化物イオン検知管によって測定する。
2) 器具 器具は,次による。
2.1) 塩化物イオン検知管 内径2〜3 mmのガラス細管内に充てんした,粒径0.2 mm程度のけい砂に
含浸させた分析試薬級のクロム酸銀による塩化物イオンの呈色反応を利用し,ガラス細管の下端
から毛細管現象で吸い上げた水分中の塩化物イオン濃度を,クロマトグラフィーによって定量す
るもの。
参考 塩化物イオン検知管は,国内では塩化物イオン用水質検知管として,広く現場で用いられてい
る。
3) 操作 操作は,次による。
3.1) 塩化物イオン検知管の上下端を切り落とし,下端を採取した試料水溶液中に浸せきする。
3.2) 塩化物イオン検知管内部の充てん剤の変色部の上端の数値を読み取る。
3.3) 同一試料に対し3本の塩化物イオン検知管を用い,その平均値を測定値とする。
4) 塩化物の表面濃度の決定 測定対象の単位表面積当たりの塩化物濃度は,試料水溶液の塩化物イオ
ン濃度から試料全量中に含まれる塩化物の質量を塩化ナトリウム換算で計算し,採取対象面積で除
して,mg/m2の単位で表す。5.1.1.b) の方法による場合は,新しい布に含まれていた塩分の質量を差
し引いた残量を試料の塩分の質量とする。
備考 5.1.1.b) の方法で採取対象面積を50 cm四方とし,使用する水の全量を150 mlとした場合は,
ppm で表した数値が,そのまま塩化ナトリウム換算でのmg/m2の数値となる。
b) 滴定による現場での簡易分析方法(B法) 滴定による現場での簡易分析方法は,次による。
警告 作業現場で,ふっ化水素及び硝酸水銀溶液を取り扱う際は,その現場及び周辺にいる作業者な
どの安全に十分に注意するとともに,廃液処理を関係法令に基づき確実に行い,環境を保持するよう
に注意する。水銀を吸収した亜鉛の廃棄は,関係法令の定めるところによる。
1) 要旨 試料水溶液に,試薬瓶の細い口から試薬を順次滴下し,その滴下数から概略の塩化物濃度を
測定する。試薬は,ふっ化ナトリウム及びふっ化水素を加えた溶剤としての水,指示薬としてのジ
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
フェニルカルバゾン及びブロモフェノールブルー,並びに滴定用の硝酸水銀溶液である。
2) 器具及び試薬 器具及び試薬は,次による。
2.1) プラスチックビーカー 試料水溶液を受けられる容量のプラスチック製ビーカー。
2.2) 溶剤 ふっ化ナトリウム質量分率0.1%,ふっ化水素質量分率0.08%を含む蒸留水又は脱イオン水。
2.3) 試薬瓶A 体積分率95 %エチルアルコール75 mlに,ジフェニルカルバゾンの結晶0.5 g,及びブ
ロモフェノールブルーの結晶0.05 gを加えた後,体積分率95 %エチルアルコールを加えて全量が
100 mlとなるように調製した原液の体積分率1 %溶液を約20 ml入れた,約0.04 mlずつ滴下でき
る茶色の瓶。この指示薬は,年に1回,塩化物濃度の滴定に使えることを,例えば水道水を用い
て確認する。
2.4) 試薬瓶B 0.5 mol/L硝酸溶液を約20 ml入れた,約0.05 mlずつ滴下できる瓶。
2.5) 試薬瓶C 0.036 mol/L硝酸水銀溶液を約20 ml入れた,0.050±0.002 mlずつ滴下できる瓶。
2.6) 試薬瓶D 0.007 2 mol/L硝酸水銀溶液を約20 ml入れた,0.050±0.002 mlずつ滴下できる瓶。
2.7) 廃液受け容器 容量約250 mlの容器。水銀を吸収させるために,中に約5 gの純亜鉛の粒を入れ
ておく。
3) 操作 操作は,次による。
3.1) 2.2) の溶剤を用いて採取した試料水溶液を,プラスチックビーカーに入れる。
3.2) プラスチックビーカーに,試薬瓶Aから2滴の試薬を滴下し,均一に青くなるまで,注意深く揺
する。
3.3) 次に,試薬瓶Bから2滴の試薬を滴下する。試料水溶液は,黄色に変色する。
3.4) さらに,試薬瓶Cから試薬を1滴ずつ滴下し,その度にプラスチックビーカーを注意深く揺する。
試料水溶液の色が,黄色から青に変化するまで,滴下を続け,色が変わるまでに要した滴数を,
滴下数として記録する。もし,最初の1 滴で色が青くなった場合,より正確な塩化物イオン濃度
が必要であれば,試薬瓶Cの代わりに試薬瓶Dを用いて,一連の操作を繰り返す。
3.5) 滴定終了後,プラスチックビーカーの内容物を,廃液受け容器に捨てる。
4) 塩化物の表面濃度の決定 試薬瓶C及び試薬瓶Dの試薬滴下数に対応する試料水溶液の塩化物の表
面濃度は,採取した試料水溶液の量によって決まる。5.1.1 a) 2.1) に規定のブレスルパッチ又はその
同等品を使用し,そのパッチの覆う有効面積が1 250 mm2であり,採取した全量を対象として滴定
したとすれば,滴下数に対応する塩化物の表面濃度は,塩化ナトリウム換算で,表4に示す数値と
なる。
8
Z 0313:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 4 滴下数に対応する塩化物の表面濃度
単位 mg/m2
滴下数
試薬瓶C
試薬瓶D
最小
最大
最小
最大
1
0
100
0
20
2
100
200
20
40
3
200
300
40
60
4
300
400
60
80
5
400
500
80
100
c) 実験室での分析方法 実験室での分析方法は,JIS K 0101の32.〔塩化物イオン(Cl-)〕による。
5.1.3
電気伝導率測定による表面付着塩類の評価法 電気伝導率測定による表面付着塩類の評価は,次に
よる。
a) 電気伝導率測定法の種類 ブラスト処理表面に付着した塩化物や硫酸化合物などの水可溶性化合物の
全体量を,それらを溶解させた水溶液の電気伝導率として評価する方法であり,処理表面から採取し
た水溶液を別個の電気伝導率計で測定する方法(A法)と,処理表面に電磁石などで固着させた器具
に水を入れ,その水の電気伝導率を器具に備えた電気伝導率計で測定する方法(B法)とがある。い
ずれの方法も,塩化物,硫酸化合物など個々の化合物の量を直接測定することはできないが,水可溶
性化合物のすべてが塩化ナトリウムであると仮定し,測定結果を塩化ナトリウムの表面濃度に換算し
表現する。
b) 別に採取した水溶液の電気伝導率測定方法(A法) 別に採取した水溶液の電気伝導率測定方法(A
法)は,次による。
1) 器具 器具は,次による。
1.1) 電気伝導率計 温度補償された測定範囲が,例えば0 mS/mから2 000 mS/mの電気伝導率計。
1.2) ガラスビーカー 測定時に,1.1)の電気伝導率計の電極部を入れられる大きさのガラス製ビーカー。
2) 試料水溶液の採取 5.1.1 a) 又は 5.1.1 b) のいずれかによって,試料水溶液を採取する。
3) 操作 操作は,次による。
3.1) ブランクテスト 試料採取に使用するものと同質の水をガラスビーカーに入れ,電気伝導率計の
電極を十分に深く差し入れてから静かにかくはんする。電気伝導率(γ1)を測定し,その結果を
記録する。
3.2) 試料水溶液の測定 試料水溶液をガラスビーカーに入れ,電気伝導率計の電極を十分に深く差し
入れて電気伝導率(γ2)を測定し,その結果を記録する。
4) 結果の表示 単位面積当たりの水可溶性塩化物の総質量ρAは,試料採取対象面積をAとし,そこ
に存在する水可溶性塩化物の質量をmとすれば,
ρA=m / A ················································································ (1)
試料採取に用意した水量をVとし,Δγ=γ2−γ1とすれば,
m=c・V・Δγ ························································· (2)
備考 ここに,cは,経験的な定数で,5 kg・m-2・S-1 である。この数値は,表面に存在する塩類の
種類及び構成比によって異なるが,ここでは,さびた鋼板10枚の実測値を採用しており,
そのばらつきは約+12〜−12%である。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
式 (1) 及び式 (2) から,
ρA=c・V・Δγ / A ································································· (3)
仮に局部的測定用試料採取を行った場合,V=10 ml,A=1 250 mm2 とすれば,
ρA=Δγ・40・10-3(kg/m2) ················································ (4)
で表される。
c) センサ固定による直接電気伝導率測定方法(B法) センサ固定による直接的な電気伝導率測定方法
は,次による。
1) 器具及び試薬 器具及び試薬は,次による。
1.1) 表面塩類濃度計 鋼材表面に固着できる磁石などのジグ及びガスケットをもち,水注入口を備え
た測定容器の内部に,付着塩類を溶解させるためのかき混ぜ具及び電気伝導率検出用セルを装着
した表面塩類濃度計。
1.2) 水 JIS K 0557に規定する水。
2) 操作 操作は,次による。
2.1) 測定対象面に,ガスケットを介して,測定容器を固定する。
2.2) 測定容器の注入口から,容器の内部を満たすのに十分な量の水を注入する。測定容器に内部の空
気の逃げ孔が付いている場合は,逃げ孔から注入している水ができるだけ出ないように注意する。
かき混ぜ具を動かし,付着塩類を溶解させる。かき混ぜながら電気伝導率の数値を読み,数値
の上昇が停止した時点の読みを,測定値として記録する。
3) 記録の表示 測定した電気伝導率から,5.1.3 b) 4) に従って,表面付着塩類濃度を算出する。表面
塩類濃度計の読みが,既に電気伝導率を表面付着塩類濃度に換算して表示されている計器の場合は,
その測定値を表面付着塩類濃度とする。
5.2
表面付着湿分の測定 表面付着湿分の測定は,次による。
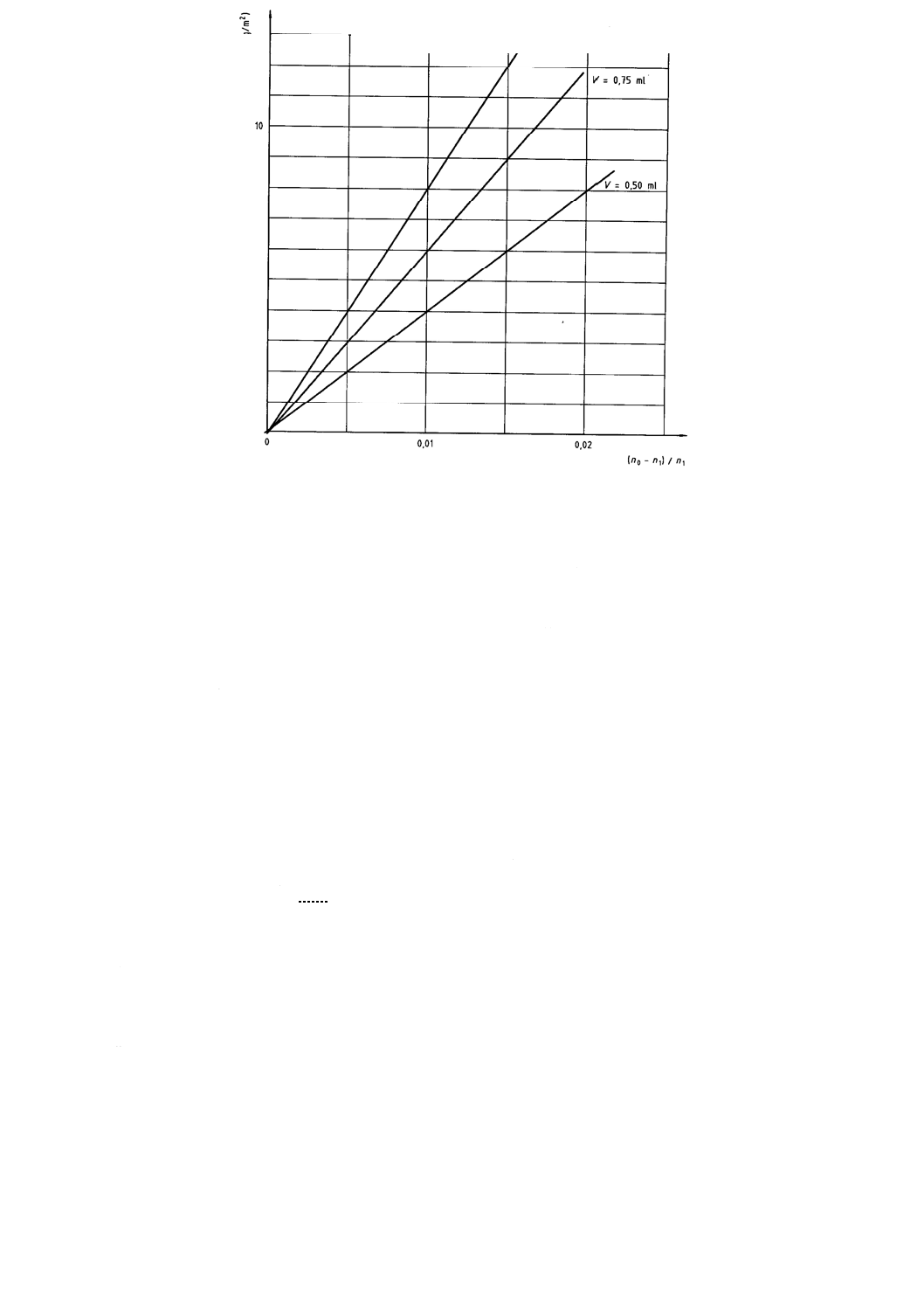
a) 要旨 ゴム製パッチを用い,エチレングリコール水溶液を溶剤としてブラスト処理表面から採取した
試料水溶液について,屈折率を測定し,この屈折率と試料採取に使用する前の溶剤の屈折率との差か
ら,処理表面に付着していた単位面積当たりの遊離湿分量を算出する(図2参照)。
b) 器具及び試薬 器具及び試薬は,次による。
1) ガラス瓶 ガラス製の栓をもつガラス瓶で,容量50 mlのもの。
2) ゴム製パッチ 5.1.1 a) 2.1) に規定するゴム製パッチで,特に指定がなければ試料採取対象面積が,
1 250 mm2のもの。
3) 永久磁石板 使用するゴム製パッチと同一形状で,試料採取対象面積の20 %程度を占めるような
縁がある,永久磁石の板。
4) プラスチック製ブラシ つめブラシ,又はそれに類似のプラスチック製ブラシ。
5) 注射器 とくに指定がなければ容積1 mlで,目盛がついた注射器。
6) 携帯式屈折計 水溶液中のしょ糖の濃度測定用に設計されたブリックスメータ(Brix-meter)で,少
なくともしょ糖の濃度が30 %から50 %の範囲で測定が可能であり,最小目盛が0.2 %以下である
もの。
参考 ブリックスメータの読みは,エチレングリコール水溶液のようにしょ糖以外の溶液を測定する
場合,溶液の濃度に比例する。ブリックスメータの目盛が,ブリックス単位となっている場合
が多いが,ブリックス単位の1は,しょ糖水溶液の1 %と等しい。このブリックス単位は,SI
10
Z 0313:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位ではない。
7) 溶剤 5.1.1 2.3) に規定する水10 mlと,分析用のエチレングリコール20 mlとを,1) のガラス瓶に
入れ,栓をして振った溶剤。
c) 操作 操作は,次による。
1) ブランクテスト ブリックスメータのプリズムが清浄で乾燥していることを確認してから,ガラス
瓶に入っている使用前の溶剤3滴を屈折計に入れ,測定値n0(%)を記録する。
2) 永久磁石による試料採取対象面の保護 試料採取対象面に永久磁石の板をはり,その周辺約12 mm
の範囲のちりをプラスチック製ブラシで清掃する。
3) 試料の採取 永久磁石を取り除き,そこにゴム製パッチをはり付け,5.1.2 a) 3) に準じた操作を行
う。このとき,水ではなく,溶剤を注射器でパッチ内に注入する。また,注入した溶剤は,5分間
入れたままとし,その間,毎分2回ずつ注射器のシリンダーを往復させて,パッチ内部をかくはん
する。
4) 測定 採取した試料3滴をブリックスメータに入れ,測定値n1(%)を記録する。
d) 結果の表示 単位面積当たりの湿分の質量ρAは,試料採取対象面積をAとし,そこに存在する湿分
の質量をmとすると,
ρA= m / A ················································································· (5)
また,湿分(水)の密度を
O
H2
ρ
とし,湿分(水)の容積をΔVとすると,
m=
O
H2
ρ
×ΔV ············································································ (6)
ブリックスメータの読みは,エチレングリコール水溶液の濃度に比例するので,溶剤の容積をVと
すると,
n0 / n1=(V+ΔV)/ V
すなわち,
ΔV=V ×(n0−n1)/ n1 ············································· (7)
したがって,ρAをm2当たりのkgで表示するには,
ρA=1 000 V / A ×(n0−n1)/ n1 ·································· (8)
試料採取対象面積 A が 1 250 mm2 で,パッチへの溶剤の注入量が 1 ml であれば,
ρA=0.8 ×(n0−n1)/ n1 ············································ (9)
で表される。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 2 溶剤注入量に対応する表面付着湿分
備考 この測定値の精度は,温度,不純物など数種の因子に左右される。不溶性の不純物は,
顕著な影響を与えない。この件に関する文献は少ないが,実績上,ほとんどの因子が
無視できる。n0及びn1の目盛が±0.1 %又はそれ以下で読めれば,n0−n1の誤差は±
0.2 %又はそれ以下となる。通常の表面付着湿分は,60 g/m2以下であり,経験上n1 は
40程度であった。式(8)から,ρAは,±4 g/m2以内と計算される。この精度は,確実
に定めうる最小の表面付着湿分の密度は,試料採取対象面積が1 250 mm2,パッチ
への溶剤の注入量が1 mlの場合,4 g/m2であることを示している。試料採取対象
面積が2 500 mm2,パッチへの溶剤の注入量が0.5 mlの場合,確定可能な最小密度
は1 g/m2である。密度が更に低い場合は,より高精度の屈折計を使用するか,又
は別の溶剤を使用することができる。
5.3
表面付着粉じんの測定 表面付着粉じんの測定は,次による。
a) 要旨 表面に粉じんが付着したブラスト処理面にセロハン粘着テープをはり付けた後,テープをはが
し,テープへの粉じんの付着量を標準図と比較する。
b) 器具 器具は,次による。ただし,2) は使用しない場合もある。
1) セロハン粘着テ−プ JIS Z 1522に規定する,幅24 mmのもの。
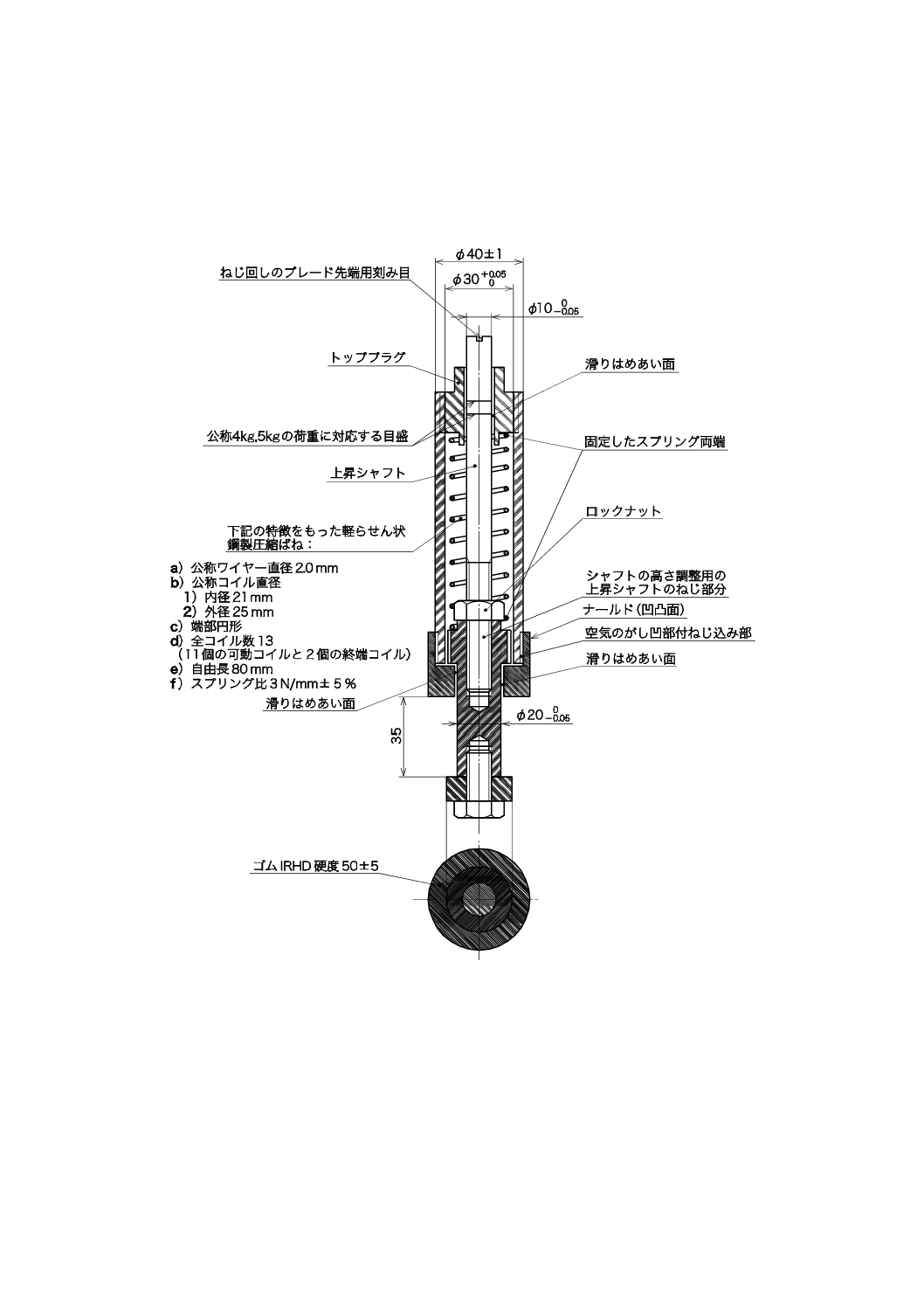
2) テ−プ圧着用ロ−ラ− 39.2 N〜49.0 Nの荷重が加えられるように設計されたもの。一例を,図3
に示す。
3) 粉じん付着標準図 図4に規定するもの。
4) 判定用板 セロハン粘着テープに付着した粉じんが明りょうに見える板。
c) 操作 操作は,次による。
1) セロハン粘着テープを長さ200 mmに切り取り,ブラスト処理面にはり付ける。
2) はり付けたテープの表面を,親指で強く3回こすって押し付けるか,又は圧着用のローラーを用い
て,39.2 N〜49.0 Nの力で3往復押し付ける。
3) テープをはがし,判定用板にはり付け,付着した粉じんの粒子の大きさ及び粉じん付着標準図と比
較した粉じんの量を評価する。
12
Z 0313:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 テープの粘着力及びブラスト処理面への押し付け強さは,比較するすべてのテープについて同
一となるよう注意する。
単位 mm
図 3 テ−プ圧着用ロ−ラ−の例
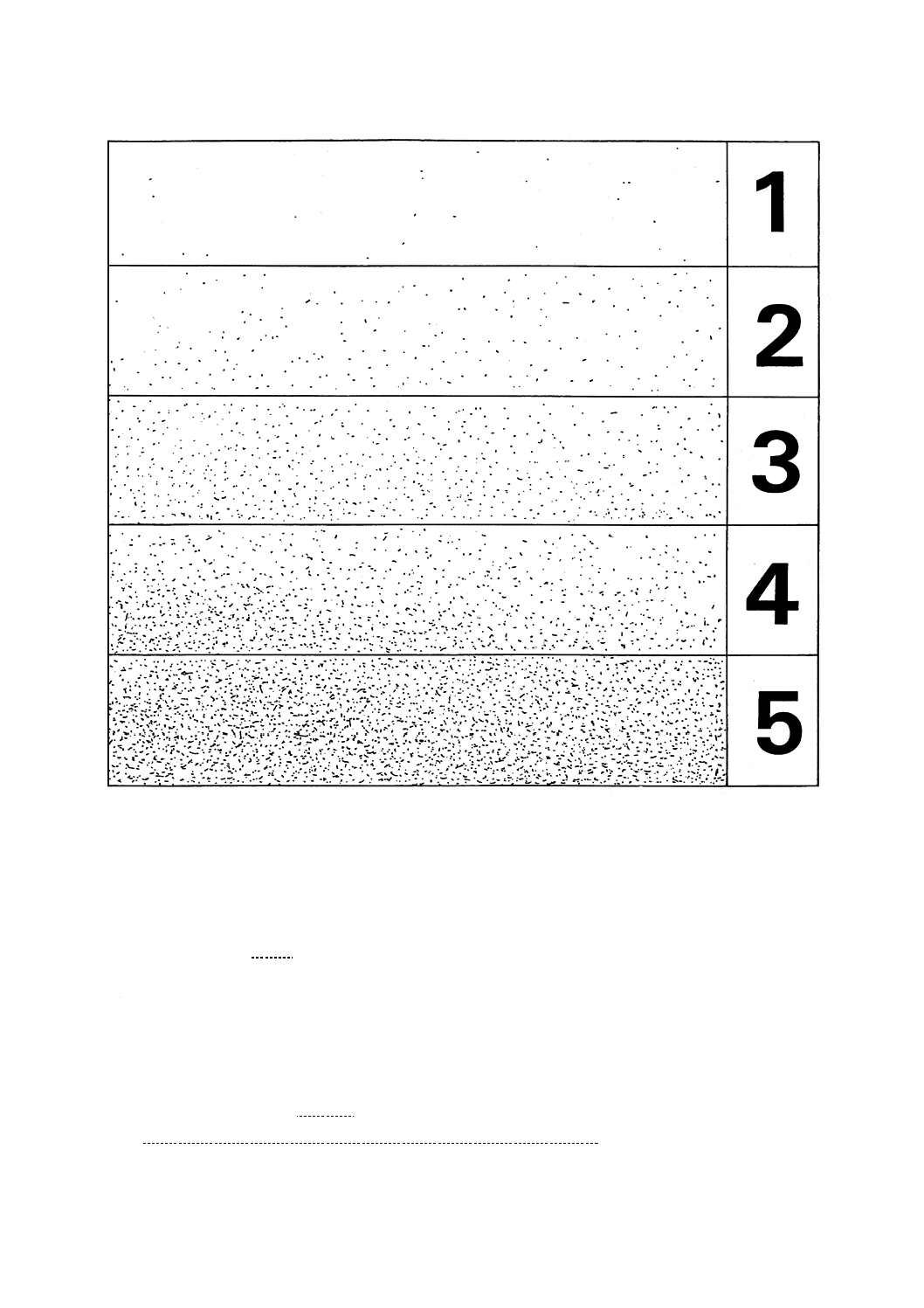
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 4 粉じん付着標準図
6. 結露の可能性の評価 結露の可能性の評価は,次による。
a) 要旨 現場大気の相対湿度又は露点及び鋼材表面温度を測定し,鋼材表面が結露する可能性を評価す
る。
b) 器具 器具は,次による。
1) 乾湿球湿度計 JIS Z 8806に規定するもの。
2) 表面温度計 精度±0.5 ℃で測定できるもの。
3) 電子式湿度計 高分子膜のキャパシタンス変化,又は塩橋の抵抗変化を利用したディジタルの電子
式湿度計。前者は,精度±3 %,測定可能相対湿度0%〜100 %,測定可能環境温度−40 ℃〜+80 ℃
のもの。後者は,精度±2 %,測定可能相対湿度0%〜97 %,測定可能環境温度0 ℃〜+70 ℃の
もの。
4) 結露計 環境温度−40 ℃〜80 ℃,相対湿度1 %〜100 %の範囲で測定ができ,環境温度20 ℃,
相対湿度25 %〜85 %の場合の相対湿度の精度が±2 %のもの。
5) 露点計算図表 環境温度及び相対湿度から露点を算定する図又は表。
14
Z 0313:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 操作 操作は,次のA法又はB法のいずれかによる。
1) A法 相対湿度を測定する。
2) B法 露点及び鋼材表面温度を測定する。露点の測定は,JIS Z 8806に規定する方法又は結露計に
よる。
d) 評価 操作(A法又はB法)に応じて,附属書1によって次のように評価する。
1) A法 相対湿度が高い場合は,結露の可能性が高いと評価する。
2) B法 露点と鋼材表面温度の差を比較して,差が小さいときは結露の可能性が高いと評価する。
7. 表面粗さの試験評価 表面粗さの試験評価は,次による。
a) 粗さ測定方法の原理及び特徴 表面粗さ測定方法の原理及び特徴を,表5に示す。
ブラスト処理面の表面粗さを,対象物の形状,寸法などを考慮して,受渡当事者間で協定した,次に示
すいずれかの方法によって評価する。
備考 粗さの測定は,粗さ測定方法固有の最大高さ(hy),若しくは JIS B 0601に規定する最大高さ
(Rz)又は十点平均粗さ(Rz JIS 82)のいずれかで行う。その値は測定方法によって異なる。
表 5 表面粗さの測定・評価方法の原理及び特徴
評価・測定方法
原理
特徴
比較板との比較方法
比較板をブラスト処理面に当て,目視又は
7倍以下の拡大鏡によって,相互の粗さを
比較する。
簡便であるが,粗さの概略の範囲を知るこ
としかできない。
顕微鏡焦点移動方法
ブラスト処理面の多数の山谷に顕微鏡の焦
点を合わせ,そのときの顕微鏡鏡胴の移動
距離によって粗さを測定する。
正確であるが,測定が面倒である。小形ピ
ースを実験室で測定するのに適している。
断面顕微鏡観察方法
切断した断面の凹凸を顕微鏡で観察し,粗
さを測定する。
正確だが,測定が面倒である。
極小ピースを実験室で測定することしか
できない。
触針式測定方法
表面に微細な先端をもつ針を走らせ,その
上下動から山谷の高さを測定する。
ブラスト面のように複雑な形状には,針が
追随しにくい。
可搬式の装置は粗い面での誤差が大きい。
テープ転写方法
可塑性の発泡体でできたレプリカテープ
を,ブラスト処理面に押しつける。テープ
の上から,硬質フィルムを介して発泡体を
こすりつけて,素地の一番高い山の頂上が
基板に達するまで,素地の山谷に発泡体を
押し込む。その後で,テープを外して,テ
ープの厚さを測定する。全体の厚さから,
既知の基板の厚さを引けば,素地の最大粗
さを求めることができる。
実際の素地の立体的な形状を転写して保
存できる。
しかし,発泡体の特性によっては,谷間の
底まで発泡体が入り込まない場合もあり
うるので注意を要する。
b) 比較板との比較方法 比較板との比較方法は,次による。
1) 器具及び装置
1.1) 比較板 粗さの実測による平均値及びばらつきが明示されたもの。特に受渡当事者間の協定がな
い場合は,ISO 8503-1に規定する比較板を用いる。
2) 操作方法 操作及び評価は,次による。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.1) 均一な光線の下で,検査対象のブラスト処理面に比較板を密着させる。
2.2) ブラスト処理面と比較板との表面粗さを比較し,評価する。
ISO 8503-1に規定する比較板を用いる場合は,次の方法で評価する。
2.2.1) ブラスト処理に用いた研削材の形状に応じた,損傷のない比較板を用意する。
2.2.2) 比較板中央の孔から見える検査対象面の粗さが,比較板の4段階に区分けされた粗さと比べて,
区分のうちのいずれの2段階の間にあるかを調べる。
2.2.3) 検査対象面が,比較板の4段階区分の粗いほうから1番目と2番目の間又は2番目と同等であれ
ば粗,2番目と3番目の間又は3番目と同等であれば中,3番目と4番目の間又は4番目と同等
であれば細と評価する。
c) 顕微鏡焦点移動方法 測定は,次による。
1) 器具及び装置
1.1) 焦点移動法用顕微鏡 反射式光学顕微鏡又は共焦点式自動顕微鏡であって,その倍率及び鏡胴移
動距離の精度が,合焦点の位置を1 μm以下の精度で読み取れるもの。
2) 操作方法 操作及び評価は,次による。
2.1) 鏡胴を下ろしながら視野内で最も高い部分に焦点を合わせ,鏡胴の高さを読み取る。
2.2) 次に,視野内で最も低い部分が焦点から外れるまで一度鏡胴を下げ,引き続き鏡胴を上げながら
視野内で最も低い部分に焦点を合わせ,鏡胴の高さを読み取る。
2.3) 両者の鏡胴の高さの差をμm単位で算出し,測定値とする。
2.4) 異なる視野での20回以上の測定値の平均値を最大高さ(hy)とする。
d)
断面顕微鏡観察方法 断面の顕微鏡による観察方法は,次による。
1) 器具及び装置
1.1) 断面観察用顕微鏡 倍率50〜400倍で観察可能な反射式光学顕微鏡。
1.2) 操作方法 操作及び評価は,次による。
1.3) ブラスト処理材の小部分2個を,樹脂中に断面が処理面と直角になるよう埋め込む。
1.4) 試料を鏡面研磨する。
1.5) 顕微鏡を用いて,視野内の最高の山と最低の谷との,それぞれの処理面に平行な直線の間隔をμm
単位で測定する。
1.6) この測定を,各小部分ごとの異なる10視野について繰り返し,全測定視野の測定値の平均値を最
大高さ(hy)とする。
e) 触針式測定方法 触針式測定方法は,次による。
1) 器具及び装置
1.1) 触針式表面粗さ測定器 JIS B 0651に規定するもの。針の先端は,半径5±1 μmのダイヤモンド
を用いる。
2) 操作方法 操作及び評価は,次による。
2.1) 測定器の針の走査距離及び回数を,あらかじめ受渡当事者間で協定する。
2.2) JIS B 0601:1982による十点平均粗さ(Rz JIS 82)を測定する。
f)
テープ転写方法 テープ転写による測定は,次による。
1) 器具及び装置
1.1) レプリカテープ 弾力がなく,押しつぶしやすく可塑性がある,微細気泡からなる薄板状の発泡
体で,測定対象のブラスト処理面の粗さよりも少し厚目のテープ。片面に基板として硬質の薄い
16
Z 0313:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
フィルムが張ってあり,そのフィルムの中央部が透明なもの。
参考 レプリカテープは,アメリカで市販されており,発泡体の厚さは,ブラスト処理面の粗さが20
〜50 μm用の“coarse”,33〜85 μm用の“paint”及び40〜115 μm用の“X-coarse”の3種類が
ある。また,基板には,厚さ50±2 μmのポリエステルフィルムを用いている。基板の反対側
(外側)は,中央部約10 mmを除いて,紙が張られ,テープの仕様が記載されている。
1.2) マイクロメータ 押しつけ面の片面の直径6.3 mm,締めつけ力1.5 Nで,測定精度が±5 μm以内
のマイクロメータ。
1.3) こすりつけ棒 片側が直径9 mmの球状となっている硬質プラスチック製の棒。
2) 操作方法 操作方法及び評価は,次による。
2.1) レプリカテープを,発泡体を下側にして,ブラスト処理面の上に置く。テープの基板中央の丸い
透明部を,透明部の範囲で最も高い素地の山の頂上の幾つかが,基板直下に達する(山頂が黒い
点として見える)まで,こすりつけ棒の球状の頭でこすりつける。テープを外し,テープの厚さ
を,マイクロメータで測定する。全体の厚さから,既知である基板の厚さを引いて,素地の最大
粗さを求める。
8. 記録
a) 清浄度の記録 ブラスト処理面の清浄度の評価について,次の項目を測定方法及び評価方法とともに
記録する。
1) ブラスト処理前の鋼材表面の状態(さび度並びに旧塗膜の種類及び付着状態)
2) 除せい度
3) 受渡当事者間で協定したその他の評価項目の評価結果
参考 ブラスト処理面に残存する塩分の影響については,ISO/TC35/SC12の調査結果(TR 15275)を
参考に紹介する。
4) 1)〜3)の検査対象箇所数又は検査頻度
5) 受渡当事者間で協定した事項
b) 表面粗さの記録 ブラスト処理面の粗さについて,次の項目を記録する。
1) 除せい度
2) 試験評価方法の種類
3) 使用した測定器の製造業者及び形式
4) 最大高さ(hy),最大高さ(Rz)又は十点平均粗さ(Rz JIS 82)の別
5) 検査対象箇所数又は検査頻度
6) 測定値又は試験評価結果
7) 受渡当事者間で協定した事項
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定)結露の可能性を判断するための指針
1. 適用範囲 この附属書は,塗料及び関連製品を被覆する前に鋼材表面の結露の可能性を評価する方法
について規定する。この方法は,現場の条件が塗装に適しているかどうかの判断に使用される。
2. 原理 鋼材表面の結露の可能性は,鋼材表面温度と雰囲気の露点との比較によって判断される。露点
と比較して鋼材表面の温度が高いほど結露しにくい。塗装現場の他の条件と関連して,この二つの温度の
違いが結露の可能性判断の尺度となる。この結露の可能性は,概略の表現として“高い”又は“低い”で
示され,これ以上の正確な表現はしない。
3. 結露の可能性
3.1
相対湿度による判断基準 大気中の相対湿度が高い場合には,露点を計算するまでもなく,相対湿
度だけの数値から,気温がわずかでも低下すれば結露する可能性があり,注意すべきである。附属書1表
1は,所定の期間中に,ある相対湿度の環境において,結露するのに必要な気温低下の数値を示したもの
である。
附属書1表 1 相対湿度に応じ結露に必要な温度低下
相対湿度 %
98
95
92
90
85
80
温度低下 ℃
0.3
0.8
1.3
1.6
2.5
3.4
もちろん露点は,環境温度と相対湿度との双方で決まるが,この表は,気温0 ℃〜35 ℃の間の平均値
が規定されており,正確には,附属書1表2で計算する必要がある。この附属書1表1についての考え方
を,次に示す。
a) 相対湿度92 %又は気温と露点との差1.3 ℃のとき,通常,以後6時間は,気象条件が不変又は好転
するとの確信がある場合にだけ,ブラスト処理を行う。
b) 相対湿度85 %では,気温が2.5 ℃下がると結露するので,塗装の可否を厳密に判断するのがよい。
c) 相対湿度が明らかに満足できる状態(例えば,相対湿度80 %,気温と露点との差3.4 ℃)でも,少
なくとも以後6時間は,環境条件が結露に至らないことを確かめておくのがよい。
3.2
鋼材表面温度も加味した判断 相対湿度だけでなく,他の因子(鋼材表面温度)も測定して露点を
計算した場合,溶剤型塗料を塗装するときには,特別な取決めがない限り,鋼材表面温度が露点よりも3 ℃
以上高いことを確認する。ただし,表面の水分と親和性のある塗料を塗装するときには,この限りではな
い。
4. 結露減少に関する留意事項 結露の可能性の判断の前提として,結露現象に関しては次の事項に留意
する。
結露は,露点及び鋼材表面温度だけの関係で発生するものではなく,次の要因が関係する。
a) 構造物の熱容量。
b) 鋼材表面への太陽光線の照射。
18
Z 0313:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 構造物周囲の空気の流れ。
d) 吸湿性物質による鋼材表面の汚染。
これらの要因によって,突然,鋼材表面が湿ったり又は部分的に乾燥しにくかったりする。したがって,
測定結果は,十分に注意して理解する必要がある。もっとも注意すべきことは,作業期間中に気温が低下
することである。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表 2
相対湿度,
φ(%)
温度, t(℃)
0
1
2
3
4
5
6
7
8
9
51
-8.9
-8.0
-7.0
-6.1
-5.2
-4.3
-3.3
-2.4
-1.5
-0.6
52
-8.6
-7.7
-6.8
-5.9
-4.9
-4.0
-3.1
-2.1
-1.2
-0.3
53
-8.4
-7.5
-6.5
-5.6
-4.7
-3.7
-2.8
-1.9
-1.0
0.0
54
-8.2
-7.2
-6.3
-5.4
-4.4
-3.5
-2.6
-1.6
-0.7
0.2
55
-7.9
-7.0
-6.1
-5.1
-4.2
-3.3
-2.3
-1.4
-0.5
0.5
56
-7.7
-6.8
-5.8
-4.9
-3.9
-3.0
-2.1
-1.1
-0.2
0.7
57
-7.5
-6.5
-5.6
-4.7
-3.7
-2.8
-1.8
-0.9
0.0
1.0
58
-7.2
-6.3
-5.4
-4.4
-3.5
-2.5
-1.6
-0.7
0.3
1.2
59
-7.0
-6.1
-5.1
-4.2
-3.3
-2.3
-1.4
-0.4
0.5
1.4
60
-6.8
-5.9
-4.9
-4.0
-3.0
-2.1
-1.1
-0.2
0.7
1.7
61
-6.6
-5.6
-4.7
-3.8
-2.8
-1.9
-0.9
0.0
1.0
1.9
62
-6.4
-5.4
-4.5
-3.5
-2.6
-1.6
-0.7
0.2
1.2
2.1
63
-6.2
-5.2
-4.3
-3.3
-2.4
-1.4
-0.5
0.5
1.4
2.4
64
-6.0
-5.0
-4.1
-3.1
-2.2
-1.2
-0.3
0.7
1.6
2.6
65
-5.8
-4.8
-3.9
-2.9
-2.0
-1.0
-0.1
0.9
1.8
2.8
66
-5.6
-4.6
-3.7
-2.7
-1.8
-0.8
0.2
1.1
2.1
3.0
67
-5.4
-4.4
-3.5
-2.5
-1.5
-0.6
0.4
1.3
2.3
3.2
68
-5.2
-4.2
-3.3
-2.3
-1.3
-0.4
0.6
1.5
2.5
3.4
69
-5.0
-4.0
-3.1
-2.1
-1.1
-0.2
0.8
1.7
2.7
3.6
70
-4.8
-3.8
-2.9
-1.9
-1.0
0.0
1.0
1.9
2.9
3.8
71
-4.6
-3.6
-2.7
-1.7
-0.8
0.2
1.2
2.1
3.1
4.0
72
-4.4
-3.5
-2.5
-1.5
-0.6
0.4
1.4
2.3
3.3
4.2
73
-4.2
-3.3
-2.3
-1.3
-0.4
0.6
1.5
2.5
3.5
4.4
74
-4.1
-3.1
-2.1
-1.2
-0.2
0.8
1.7
2.7
3.7
4.6
75
-3.9
-2.9
-1.9
-1.0
0.0
1.0
1.9
2.9
3.9
4.8
76
-3.7
-2.7
-1.8
-0.8
0.2
1.1
2.1
3.1
4.0
5.0
77
-3.5
-2.6
-1.6
-0.6
0.4
1.3
2.3
3.3
4.2
5.2
78
-3.4
-2.4
-1.4
-0.4
0.5
1.5
2.5
3.4
4.4
5.4
79
-3.2
-2.2
-1.2
-0.3
0.7
1.7
2.6
3.6
4.6
5.6
80
-3.0
-2.0
-1.1
-0.1
0.9
1.9
2.8
3.8
4.8
5.4
81
-2.9
-1.9
-0.9
0.1
1.0
2.0
3.0
4.0
4.9
5.9
82
-2.7
-1.7
-0.7
0.2
1.2
2.2
3.2
4.1
5.1
6.1
83
-2.5
-1.5
-0.6
0.4
1.4
2.4
3.3
4.3
5.3
6.3
84
-2.4
-1.4
-0.4
0.6
1.6
2.5
3.5
4.5
5.5
6.4
85
-2.2
-1.2
-0.2
0.7
1.7
2.7
3.7
4.7
5.6
6.6
86
-2.0
-1.1
-0.1
0.9
1.9
2.9
3.8
4.8
5.8
6.8
87
-1.9
-0.9
0.1
1.0
2.0
3.0
4.0
5.0
6.0
7.0
88
-1.7
-0.8
0.2
1.2
2.2
3.2
4.2
5.2
6.1
7.1
89
-1.6
-0.6
0.4
1.4
2.4
3.3
4.3
5.3
6.3
7.3
90
-1.4
-0.4
0.5
1.5
2.5
3.5
4.5
5.5
6.5
7.5
91
-1.3
-0.3
0.7
1.7
2.7
3.7
4.6
5.6
6.6
7.6
92
-1.1
-0.1
0.8
1.8
2.8
3.8
4.8
5.8
6.8
7.8
93
-1.0
0.0
1.0
2.0
3.0
4.0
5.0
5.9
6.9
7.9
94
-0.8
0.1
1.1
2.1
3.1
4.1
5.1
6.1
7.1
8.1
95
-0.7
0.3
1.3
2.3
3.3
4.3
5.3
6.3
7.3
8.2
96
-0.6
0.4
1.4
2.4
3.4
4.4
5.4
6.4
7.4
8.4
97
-0.4
0.6
1.6
2.6
3.6
4.6
5.6
6.6
7.6
8.6
98
-0.3
0.7
1.7
2.7
3.7
4.7
5.7
6.7
7.7
8.7
99
-0.1
0.9
1.9
2.9
3.9
4.9
5.9
6.9
7.9
8.9
100
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
20
Z 0313:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表 2(続き)
相対湿度,
φ(%)
温度, t(℃)
10
11
12
13
14
15
16
17
18
19
51
0.4
1.3
2.2
3.1
4.0
5.0
5.9
6.8
7.7
8.7
52
0.6
1.6
2.5
3.4
4.3
5.2
6.2
7.1
8.0
8.9
53
0.9
1.8
2.7
3.7
4.6
5.5
6.4
7.4
8.3
9.2
54
1.1
2.1
3.0
3.9
4.9
5.8
6.7
7.6
8.6
9.5
55
1.4
2.3
3.3
4.2
5.1
6.1
7.0
7.9
8.8
9.8
56
1.7
2.6
3.5
4.5
5.4
6.3
7.2
8.2
9.1
10.0
57
1.9
2.8
3.8
4.7
5.6
6.6
7.5
8.4
9.4
10.3
58
2.1
3.1
4.0
5.0
5.9
6.8
7.8
8.7
9.6
10.6
59
2.4
3.3
4.3
5.2
6.1
7.1
8.0
8.9
9.9
10.8
60
2.6
3.6
4.5
5.4
6.4
7.3
8.3
9.2
10.1
11.1
61
2.8
3.8
4.7
5.7
6.6
7.6
8.5
9.4
10.4
11.3
62
3.1
4.0
5.0
5.9
6.9
7.8
8.7
9.7
10.6
11.6
63
3.3
4.2
5.2
6.1
7.1
8.0
9.0
9.9
10.9
11.8
64
3.5
4.5
5.4
6.4
7.3
8.3
9.2
10.2
11.1
12.0
65
3.7
4.7
5.6
6.6
7.5
8.5
9.4
10.4
11.3
12.3
66
4.0
4.9
5.9
6.8
7.8
8.7
9.7
10.6
11.6
12.5
67
4.2
5.1
6.1
7.0
8.0
8.9
9.9
10.8
11.8
12.7
68
4.4
5.3
6.3
7.2
8.2
9.2
10.1
11.1
12.0
13.0
69
4.6
5.5
6.5
7.5
8.4
9.4
10.3
11.3
12.2
13.2
70
4.8
5.8
6.7
7.7
8.6
9.6
10.5
11.5
12.5
13.4
71
5.0
6.0
6.9
7.9
8.8
9.8
10.8
11.7
12.7
13.6
72
5.2
6.2
7.1
8.1
9.0
10.0
11.0
11.9
12.9
13.8
73
5.4
6.4
7.3
8.3
9.2
10.2
11.2
12.1
13.1
14.1
74
5.6
6.6
7.5
8.5
9.4
10.4
11.4
12.3
13.3
14.3
75
5.8
6.8
7.7
8.7
9.6
10.6
11.6
12.5
13.5
14.5
76
6.0
6.9
7.9
8.9
9.8
10.8
11.8
12.7
13.7
14.7
77
6.2
7.1
8.1
9.1
10.0
11.0
12.0
12.9
13.9
14.9
78
6.4
7.3
8.3
9.3
10.2
11.2
12.2
13.1
14.1
15.1
79
6.5
7.5
8.5
9.5
10.4
11.4
12.4
13.3
14.3
15.3
80
6.7
7.7
8.7
9.6
10.6
11.6
12.6
13.5
14.5
15.5
81
6.9
7.9
8.8
9.8
10.8
11.8
12.7
13.7
14.7
15.7
82
7.1
8.1
9.0
10.0
11.0
12.0
12.9
13.9
14.9
15.9
83
7.3
8.2
9.2
10.2
11.2
12.1
13.1
14.1
15.1
16.0
84
7.4
8.4
9.4
10.4
11.3
12.3
13.3
14.3
15.3
16.2
85
7.6
8.6
9.6
10.5
11.5
12.5
13.5
14.5
15.4
16.4
86
7.8
8.8
9.7
10.7
11.7
12.7
13.7
14.6
15.6
16.6
87
7.9
8.9
9.9
10.9
11.9
12.9
13.8
14.8
15.8
16.8
88
8.1
9.1
10.1
11.1
12.0
13.0
14.0
15.0
16.0
17.0
89
8.3
9.3
10.2
11.2
12.2
13.2
14.2
15.2
16.2
17.1
90
8.4
9.4
10.4
11.4
12.4
13.4
14.4
15.3
16.3
17.3
91
8.6
9.6
10.6
11.6
12.6
13.5
14.5
15.5
16.5
17.5
92
8.8
9.8
10.7
11.7
12.7
13.7
14.7
15.7
16.7
17.7
93
8.9
9.9
10.9
11.9
12.9
13.9
14.9
15.9
16.9
17.8
94
9.1
10.1
11.1
12.1
13.1
14.0
15.0
16.0
17.0
18.0
95
9.2
10.2
11.2
12.2
13.2
14.2
15.2
16.2
17.2
18.2
96
9.4
10.4
11.4
12.4
13.4
14.4
15.4
16.4
17.4
18.3
97
9.5
10.5
11.5
12.5
13.5
14.5
15.5
16.5
17.5
18.5
98
9.7
10.7
11.7
12.7
13.7
14.7
15.7
16.7
17.7
18.7
99
9.9
10.8
11.8
12.8
13.8
14.8
15.8
16.8
17.8
18.8
100
10.0
11.0
12.0
13.0
14.0
15.0
16.0
17.0
18.0
19.0
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表 2(続き)
相対湿度,
φ(%)
温度, t(℃)
20
21
22
23
24
25
26
27
28
29
51
9.6
10.5
11.4
12.3
13.2
14.2
15.1
16.0
16.9
17.8
52
9.9
10.8
11.7
12.6
13.5
14.5
15.4
16.3
17.2
18.1
53
10.1
11.1
12.0
12.9
13.8
14.8
15.7
16.6
17.5
18.4
54
10.4
11.3
12.3
13.2
14.1
15.0
16.0
16.9
17.8
18.7
55
10.7
11.6
12.6
13.5
14.4
15.3
16.3
17.2
18.1
19.0
56
11.0
11.9
12.8
13.8
14.7
15.6
16.5
17.5
18.4
19.3
57
11.2
12.2
13.1
14.0
15.0
15.9
16.8
17.8
18.7
19.6
58
11.5
12.4
13.4
14.3
15.2
16.2
17.1
18.0
19.0
19.9
59
11.8
12.7
13.6
14.6
15.5
16.4
17.4
18.3
19.2
20.2
60
12.0
12.9
13.9
14.8
15.8
16.7
17.6
18.6
19.5
20.4
61
12.3
13.2
14.1
15.1
16.0
17.0
17.9
18.8
19.8
20.7
62
12.5
13.4
14.4
15.3
16.3
17.2
18.2
19.1
20.0
21.0
63
12.8
13.7
14.6
15.6
16.5
17.5
18.4
19.4
20.3
21.2
64
13.0
13.9
14.9
15.8
16.8
17.7
18.7
19.6
20.5
21.5
65
13.2
14.2
15.1
16.1
17.0
18.0
18.9
19.9
20.8
21.7
66
13.5
14.4
15.4
16.3
17.3
18.2
19.2
20.1
21.0
22.0
67
13.7
14.6
15.6
16.5
17.5
18.4
19.4
20.3
21.3
22.2
68
13.9
14.9
15.8
16.8
17.7
18.7
19.6
20.6
21.5
22.5
69
14.1
15.1
16.1
17.0
18.0
18.9
19.9
20.8
21.8
22.7
70
14.4
15.3
16.3
17.2
18.2
19.1
20.1
21.1
22.0
23.0
71
14.6
15.5
16.5
17.5
18.4
19.4
20.3
21.3
22.2
23.2
72
14.8
15.8
16.7
17.7
18.6
19.6
20.6
21.5
22.5
23.4
73
15.0
16.0
16.9
17.9
18.9
19.8
20.8
21.7
22.7
23.7
74
15.2
16.2
17.2
18.1
19.1
20.0
21.0
22.0
22.9
23.9
75
15.4
16.4
17.4
18.3
19.3
20.3
21.2
22.2
23.1
24.1
76
15.6
16.6
17.6
18.5
19.5
20.5
21.4
22.4
23.4
24.3
77
15.8
16.8
17.8
18.7
19.7
20.7
21.7
22.6
23.6
24.6
78
16.0
17.0
18.0
19.0
19.9
20.9
21.9
22.8
23.8
24.8
79
16.2
17.2
18.2
19.2
20.1
21.1
22.1
23.0
24.0
25.0
80
16.4
17.4
18.4
19.4
20.3
21.3
22.3
23.2
24.2
25.2
81
16.6
17.6
18.6
19.6
20.5
21.5
22.5
23.5
24.4
25.4
82
16.8
17.8
18.8
19.8
20.7
21.7
22.7
23.7
24.6
25.6
83
17.0
18.0
19.0
20.0
20.9
21.9
22.9
23.9
24.8
25.8
84
17.2
18.2
19.2
20.1
21.1
22.1
23.1
24.1
25.0
26.0
85
17.4
18.4
19.4
20.3
21.3
22.3
23.3
24.3
25.2
26.2
86
17.6
18.6
19.5
20.5
21.5
22.5
23.5
24.5
25.4
26.4
87
17.8
18.8
19.7
20.7
21.7
22.7
23.7
24.6
25.6
26.6
88
18.0
18.9
19.9
20.9
21.9
22.9
23.9
24.8
25.8
26.8
89
18.1
19.1
20.1
21.1
22.1
23.1
24.0
25.0
26.0
27.0
90
18.3
19.3
20.3
21.3
22.3
23.2
24.2
25.2
26.2
27.2
91
18.5
19.5
20.5
21.4
22.4
23.4
24.4
25.4
26.4
27.4
92
18.7
19.6
20.6
21.6
22.6
23.6
24.6
25.6
26.6
27.6
93
18.8
19.8
20.8
21.8
22.8
23.8
24.8
25.8
26.8
27.7
94
19.0
20.0
21.0
22.0
23.0
24.0
25.0
25.9
26.9
27.9
95
19.2
20.2
21.2
22.2
23.1
24.1
25.1
26.1
27.1
28.1
96
19.3
20.3
21.3
22.3
23.3
24.3
25.3
26.3
27.3
28.3
97
19.5
20.5
21.5
22.5
23.5
24.5
25.5
26.5
27.5
28.5
98
19.7
20.7
21.7
22.7
23.7
24.7
25.7
26.7
27.7
28.7
99
19.8
20.8
21.8
22.8
23.8
24.8
25.8
26.8
27.8
28.8
100
20.0
21.0
22.0
23.0
24.0
25.0
26.0
27.0
28.0
29.0
22
Z 0313:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表 2 (続き)
相対湿度,
φ(%)
温度, t(℃)
30
31
32
33
34
35
36
37
38
39
51
18.8
19.7
20.6
21.5
22.4
23.3
24.4
25.2
26.1
27.0
52
19.1
20.0
20.9
21.8
22.7
23.7
24.6
25.5
26.4
27.3
53
19.4
20.3
21.2
22.1
23.1
24.0
24.9
25.8
26.7
27.6
54
19.7
20.6
21.5
22.4
23.4
24.3
25.2
26.1
27.0
28.0
55
20.0
20.9
21.8
22.7
23.7
24.6
25.5
26.4
27.4
28.3
56
20.3
21.2
22.1
23.0
24.0
24.9
25.8
26.7
27.7
28.6
57
20.5
21.5
22.4
23.3
24.3
25.2
26.1
27.0
28.0
28.9
58
20.8
21.8
22.7
23.6
24.6
25.0
26.4
27.3
28.3
29.2
59
21.1
22.0
23.0
23.9
24.8
25.8
26.7
27.6
28.6
29.5
60
21.4
22.3
23.2
24.2
25.1
26.1
27.0
27.9
28.9
29.8
61
21.6
22.6
23.5
24.5
25.4
26.3
27.3
28.2
29.1
30.1
62
21.9
22.9
23.8
24.7
25.7
26.6
27.5
28.5
29.4
30.4
63
22.2
23.1
24.1
25.0
25.9
26.9
27.8
28.8
29.7
30.6
64
22.4
23.4
24.3
25.3
26.2
27.2
28.1
29.0
30.0
30.9
65
22.7
23.6
24.6
25.5
26.5
27.4
28.4
29.3
30.2
31.2
66
22.9
23.9
24.8
25.8
26.7
27.7
28.6
29.6
30.5
31.5
67
23.2
24.1
25.1
26.0
27.0
27.9
28.9
29.8
30.8
31.7
68
23.4
24.4
25.3
26.3
27.2
28.2
29.1
30.1
31.0
32.0
69
23.7
24.6
25.6
26.5
27.5
28.4
29.4
30.3
31.3
32.2
70
23.9
24.9
25.8
26.8
27.7
28.7
29.0
30.6
31.6
32.5
71
24.2
25.1
26.1
27.0
28.0
28.9
29.9
30.8
31.8
32.8
72
24.4
25.3
26.3
27.3
28.2
29.2
30.1
31.1
32.0
33.0
73
24.6
25.6
26.5
27.5
28.5
29.4
30.4
31.3
32.3
33.3
74
24.8
25.8
26.8
27.7
28.7
29.7
30.6
31.6
32.5
33.5
75
25.1
26.0
27.0
28.0
28.9
29.9
30.9
31.8
32.8
33.7
76
25.3
26.3
27.2
28.2
29.2
30.1
31.1
32.0
33.0
34.0
77
25.5
26.5
27.4
28.4
29.4
30.3
31.3
32.3
33.2
34.2
78
25.7
26.7
27.7
28.6
29.6
30.6
31.5
32.5
33.5
34.4
79
26.0
26.9
27.9
28.9
29.8
30.8
31.8
32.7
33.7
34.7
80
26.2
27.1
28.1
29.1
30.0
31.0
32.0
33.0
33.9
34.9
81
26.4
27.3
28.3
29.3
30.3
31.2
32.2
33.2
34.2
35.1
82
26.6
27.6
28.5
29.5
30.5
31.5
32.4
33.4
34.4
35.3
83
26.8
27.8
28.7
29.7
30.7
31.7
32.6
33.6
34.6
35.6
84
27.0
28.0
28.9
29.9
30.9
31.9
32.9
33.8
34.8
35.8
85
27.2
28.2
29.2
30.1
31.1
32.1
33.1
34.0
35.0
36.0
86
27.4
28.4
29.4
30.3
31.3
32.3
33.3
34.3
35.2
36.2
87
27.6
28.6
29.6
30.5
31.5
32.5
33.5
34.5
35.4
36.4
88
27.8
28.0
29.8
30.7
31.7
32.7
33.7
34.7
35.7
36.6
89
28.0
29.0
30.0
30.9
31.9
32.9
33.9
34.9
35.9
36.8
90
28.2
29.2
30.1
31.1
32.1
33.1
34.1
35.1
36.1
37.0
91
28.4
29.4
30.3
31.3
32.3
33.3
34.3
35.3
36.3
37.3
92
28.6
29.5
30.5
31.5
32.5
33.5
34.5
35.5
36.5
37.5
93
28.7
29.7
30.7
31.1
32.1
33.7
34.7
35.7
36.7
37.7
94
28.9
29.9
30.9
31.9
32.9
33.9
34.9
35.9
36.9
37.9
95
29.1
30.1
31.1
32.1
33.1
34.1
35.1
36.1
37.1
38.0
96
29.3
30.3
31.3
32.3
33.3
34.3
35.3
36.3
37.2
38.2
97
29.5
30.5
31.5
32.5
33.5
34.4
35.4
36.4
37.4
38.4
98
29.6
30.6
31.6
32.6
33.6
34.6
35.6
36.6
37.6
38.6
99
29.8
30.8
31.8
32.8
33.8
34.8
35.8
36.8
37.8
38.8
100
30.0
31.0
32.0
33.0
34.0
35.0
36.0
37.0
38.0
39.0
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
関連規格 ISO DIS 8502-13 Preparation of steel substrates before application of paints and related products−
Tests for the assessment of surface cleanliness−Part 13:Field method for the conductometric in situ
determination of water-soluble salts (rigid cell method)
24
Z 0313:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考)JISと対応する国際規格との対比表
JIS Z 0313:2004 素地調整用ブラスト処理面の試
験及び評価方法
ISO 8501-1:1988 塗料及びその関連製品の施工前の鋼材の素地調整―表面清浄度の目視評価 第1部 未塗
装鋼材及び旧塗膜全面剥離後の原板のさび度及び素地の仕上げ等級
ISO 8501-1:1988/Suppl:1994 塗料及びその関連製品の施工前の鋼材の素地調整―表面清浄度の目視評価
第1部 未塗装鋼材及び旧塗膜全面剥離後の原板のさび度及び素地の仕上げ等級 第1部の補遺情報 異な
る研削材による外観変化の代表写真例
ISO 8502-2:1992 塗料及びその関連製品の施工前の鋼材の素地調整―表面清浄度の評価試験方法 第2部
清浄化表面の塩化物の実験室的定量法
ISO 8502-3:1992 塗料及びその関連製品の施工前の鋼材の素地調整―表面清浄度の評価試験方法 第3部
塗装用に処理した鋼材表面の粉塵の評価
ISO 8502-4:1993 塗料及びその関連製品の施工前の鋼材の素地調整―表面清浄度の評価試験方法 第4部
塗装前の結露の可能性の評価
ISO 8502-5:1998 塗料及びその関連製品の施工前の鋼材の素地調整―表面清浄度の評価試験方法 第5部
塗装用素地調整鋼材の塩化物の測定(イオン検知管法)
ISO 8502-6:1995 塗料及びその関連製品の施工前の鋼材の素地調整―表面清浄度の評価試験方法 第6部
分析のための溶解性の汚染物質の抽出(ブレッスル法)
ISO 8502-8:2001 塗料及びその関連製品の施工前の鋼材の素地調整―表面清浄度の評価試験方法 第8部 表
面付着湿分の現場的測定法
ISO 8502-9:1998 塗料及びその関連製品の施工前の鋼材の素地調整―表面清浄度の評価試験方法 第9部
電気伝導度による表面付着塩分評価法
ISO 8502-10:1999 塗料及びその関連製品の施工前の鋼材の素地調整―表面清浄度の評価試験方法 第10部
塩化物イオンの滴定法
ISO 8503-2:1988 塗料及び関連製品の施工前鋼材の素地調整―ブラスト処理した鋼材の素地の表面粗さ特性 第2
部 ブラスト処理鋼の表面プロファイルの等級付けの方法−比較板方式
ISO 8503-3:1988 塗料及び関連製品の施工前鋼材の素地調整―ブラスト処理した鋼材の素地の表面粗さ特性 第3
部 ISO表面プロファイル比較板の較正方法及び表面プロファイルの決定方法―顕微鏡焦点合わせ法
ISO 8503-4:1988 塗料及び関連製品の施工前鋼材の素地調整―ブラスト処理した鋼材の素地の表面粗さ特性 第4
部 ISO表面プロファイル比較板の較正方法及びプロファイル決定方法―触針式測定器法
2
4
Z
0
3
1
3
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際規格番
号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線又は実線の側線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範
囲
清浄度,結露の可能性及び
粗さの試験評価方法
ISO 8501-1
ISO 8502-2〜-10
ISO 8503-2〜-4
1.
1.
1.
清浄度,結露の可能性及
び粗さの試験評価方法
IDT
IDT
IDT
2.引用規
格
JIS B 0601:1982
JIS B 0651
JIS K 0101
JIS K 0557
JIS Z 0103
JIS Z 0310
JIS Z 0311
JIS Z 0312
JIS Z 1522
JIS Z 8806
ISO 8503-1
ISO 3274
IEC 60454-2
ISO 4677-1
ISO 4677-2
MOD/追加
IDT
MOD/追加
MOD/追加
MOD/追加
MOD/追加
MOD/追加
MOD/追加
MOD/追加
MOD/追加
IDT
MOD/削除
MOD/削除
MOD/削除
ISO 4288と同等なため
追加。
JIS Z 1522を採用。
JIS Z 8806を採用。
JIS Z 8806を採用。
技術的差異はない。
技術的差異はない。
技術的差異はない。
技術的差異はない。
3.定義
用語の定義
MOD/追加
JISとして必要のため,
追加。
今後,ISOに提案予定。
4.目視に
よる清
浄度の
評価
さび度の評価
除せい度の評価
ISO 8501-1
3.
4.
さび度
仕上げ等級
IDT
IDT
2
5
Z
0
3
1
3
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
26
Z 0313:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際規格番
号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線又は実線の側線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
5.測定器
具によ
る清浄
度の試
験評価
局部的試料採取方法
広範囲の平均的試料採取
検知管による現場での簡
易分析方法(A法)
滴定による現場での分析
方法(B法)
実験室での分析方法
別に採取した水溶液の電
気伝導率測定方法(A法)
電磁石固定器具による
電気伝導率測定方法(B法)
表面付着湿分の測定
表面付着粉じんの測定
ISO 8502-6
ISO 8502-5
ISO 8502-5
ISO 8502-10
ISO 8502-2
ISO 8502-9
ISO 8502-8
ISO 8502-3
4.〜5.
4.〜5.
パッチを用いた採取
拭き取りによる採取
検知管による測定
塩化物イオンの滴定
仕上げ面の塩化物の実
験室的検出法
電気伝導度による表面
付着塩分評価法
電気伝導度による表面
付着塩分の測定法
表面付着湿分の測定
仕上げ面のダストの評
価
IDT
IDT
IDT
MOD/変更
MOD/変更
IDT
MOD/追加
IDT
IDT
簡易分析方法のみ記載。
JISの方法に変更。
硝酸水銀を使用した測
定法のためJISを採用。
ISO CD 8502 -13として日本提
案している。
ISO CD 8502 -13として日本提
案している。
6.結露の
可能性
の評価
ISO 8502-4
1.〜6.
結露の可能性の評価
(ISO 4677を引用)
MOD/変更
MOD/追加
ISO 4677をJIS Z 8806
に変更。同一目的のJIS
を採用。
JISでは,結露計を追加。
技術的差異はない。
2
6
Z
0
3
1
3
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)国際規格番
号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線又は実線の側線
(Ⅴ)JISと国際規格との技術的
差異の理由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
7.表面粗
さの試
験評価
比較板との比較方法
顕微鏡焦点移動方法
断面顕微鏡観察方法
触針式測定方法
ISO 8503-1
ISO 8503-2
ISO 8503-3
ISO 8503-4
1.〜6.
1.〜7.
1.〜8.
1.〜8.
比較板の仕様,使用法,
較正法
焦点移動長さで粗さ校
正
触針式表面粗さ計で校
正
IDT
MOD/変更
MOD/追加
MOD/変更
校正法としてだけでな
く,実表面の粗さ測定用
に認定。
最も正確なため,実験室
的だが追加。
測定器及び粗さの測定
方法は,JISによる。
技術的差異はないが,適用対象
を広げた。今後,ISOに提案す
る。
8.記録
清浄度の記録
表面粗さの記録
ISO 8502-3〜10
ISO 8503-3,4
7.
試験報告
試験報告
MOD/変更
最も重要な除せい度
(ISO 8501相当)だけ必
すとした。表面粗さは,
記載項目を明確化した。
技術的差異はない。
附属書1 結露の可能性を判断する
ための指針
ISO 8502-4
1.〜5.
IDT
−
JISと国際規格との対応の程度の全体評価:MOD(ISO 8501-1:1988;MOD,ISO8501-1:1988/ Suppl:1994;MOD,ISO 8502-2:1992;MOD,ISO 8502-3:1992;MOD,
ISO 8502-4:1993;MOD,ISO 8502-5:1998;MOD,ISO 8502-6:1995;MOD,ISO 8502-8:2001;MOD,ISO 8502-9:1998;MOD,ISO 8502-10:1999;MOD,ISO 8503-2:1988;
MOD,ISO 8503-3:1988;MOD,ISO 8503-4:1988;MOD)
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
― MOD/変更……… 国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD……………国際規格を修正している。
2
7
Z
0
3
1
3
:
2
0
0
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。