Z 0312:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 用語及び定義 ··················································································································· 2
4 種類······························································································································· 4
5 品質······························································································································· 5
6 試験方法························································································································· 6
6.1 一般事項 ······················································································································ 6
6.2 遊離けい酸 ··················································································································· 6
6.3 粒度 ···························································································································· 7
6.4 見掛け密度 ··················································································································· 7
6.5 モース硬さ ··················································································································· 7
6.6 遊離湿分 ······················································································································ 8
6.7 抽出水の電気伝導率 ······································································································· 8
6.8 水可溶性塩分 ················································································································ 9
7 表示······························································································································· 9
8 試験報告書 ····················································································································· 10
附属書A(参考)非金属系研削材の試料採取方法 ······································································ 11
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 14
Z 0312:2016
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
防錆技術協会(JACC)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格
を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格
である。
これによって,JIS Z 0312:2004は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 0312:2016
ブラスト処理用非金属系研削材
Non-metallic blast-cleaning abrasives
序文
この規格は,1993年に第1版として発行されたISO 11126-1,ISO 11126-3,ISO 11126-4,ISO 11126-5,
及びISO 11126-6,1995年に第1版として発行されたISO 11126-7,1999年に第1版として発行されたISO
11126-9,2000年に第1版として発行されたISO 11126-10,並びに2011年に第2版として発行されたISO
11127-1,ISO 11127-2,ISO 11127-3,ISO 11127-4,ISO 11127-5,ISO 11127-6及びISO 11127-7を基とし,
技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,防せい(錆)防食を目的として,鋼材に塗料及び関連製品を被覆する場合に,それらの被
覆前に,鋼材の素地調整をするために行う,ブラスト処理に用いる非金属系研削材(以下,研削材という。)
について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 11126-1:1993,Preparation of steel substrates before application of paints and related products−
Specifications for non-metallic blast-cleaning abrasives−Part 1: General introduction and
classification
ISO 11126-3:1993,Preparation of steel substrates before application of paints and related products−
Specifications for non-metallic blast-cleaning abrasives−Part 3: Copper refinery slag
ISO 11126-4:1993,Preparation of steel substrates before application of paints and related products−
Specifications for non-metallic blast-cleaning abrasives−Part 4: Coal furnace slag
ISO 11126-5:1993,Preparation of steel substrates before application of paints and related products−
Specifications for non-metallic blast-cleaning abrasives−Part 5: Nickel refinery slag
ISO 11126-6:1993,Preparation of steel substrates before application of paints and related products−
Specifications for non-metallic blast-cleaning abrasives−Part 6: Iron furnace slag
ISO 11126-7:1995,Preparation of steel substrates before application of paints and related products−
Specifications for non-metallic blast-cleaning abrasives−Part 7: Fused aluminium oxide
ISO 11126-9:1999,Preparation of steel substrates before application of paints and related products−
Specifications for non-metallic blast-cleaning abrasives−Part 9: Staurolite
ISO 11126-10:2000,Preparation of steel substrates before application of paints and related products−
Specifications for non-metallic blast-cleaning abrasives−Part 10: Almandite garnet
2
Z 0312:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 11127-1:2011,Preparation of steel substrates before application of paints and related products−
Test methods for non-metallic blast-cleaning abrasives−Part 1: Sampling
ISO 11127-2:2011,Preparation of steel substrates before application of paints and related products−
Test methods for non-metallic blast-cleaning abrasives−Part 2: Determination of particle size
distribution
ISO 11127-3:2011,Preparation of steel substrates before application of paints and related products−
Test methods for non-metallic blast-cleaning abrasives−Part 3: Determination of apparent density
ISO 11127-4:2011,Preparation of steel substrates before application of paints and related products−
Test methods for non-metallic blast-cleaning abrasives−Part 4: Assessment of hardness by a glass
slide test
ISO 11127-5:2011,Preparation of steel substrates before application of paints and related products−
Test methods for non-metallic blast-cleaning abrasives−Part 5: Determination of moisture
ISO 11127-6:2011,Preparation of steel substrates before application of paints and related products−
Test methods for non-metallic blast-cleaning abrasives−Part 6: Determination of water-soluble
contaminants by conductivity measurement
ISO 11127-7:2011,Preparation of steel substrates before application of paints and related products−
Test methods for non-metallic blast-cleaning abrasives−Part 7: Determination of water-soluble
chlorides(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS K 0050 化学分析方法通則
JIS K 0101 工業用水試験方法
JIS R 3503 化学分析用ガラス器具
JIS R 3505 ガラス製体積計
JIS R 3703 顕微鏡用スライドガラス
JIS Z 0103 防せい防食用語
JIS Z 0310 素地調整用ブラスト処理方法通則
JIS Z 8401 数値の丸め方
JIS Z 8402-1 測定方法及び測定結果の精確さ(真度及び精度)−第1部:一般的な原理及び定義
JIS Z 8801-1 試験用ふるい−第1部:金属製網ふるい
JIS Z 8815 ふるい分け試験方法通則
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 0103及びJIS Z 0310によるほか,次による。
3.1
アルマンダイトガーネット(almandite garnet)
3
Z 0312:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
天然の鉄ばん(礬)ざくろ(石榴)石[Fe3Al2(SiO4)3]を破砕したグリット状のブラスト処理用研削材。
3.2
スタウロライト(staurolite)
天然のスタウロライト(おおよそFeAl5SiO12OH)からなるショット状のブラスト処理用研削材。
3.3
溶融アルミナ(fused aluminium oxide)
褐色アルミナ及びホワイトアルミナの総称で,次の2種類がある。
− 褐色アルミナ:二酸化チタン及びボーキサイトを溶融した後,粉砕した,94 %以上の酸化アルミ
ニウム及び最大で4 %の二酸化チタンを含む,褐色を呈したグリット状のブラスト処理用研削材。
− ホワイトアルミナ:純アルミニウムを溶融し,精錬した,99 %以上の酸化アルミニウムを含む,
白色を呈したグリット状のブラスト処理用研削材。
3.4
銅スラグ(copper refinery slag)
酸化鉄−けい酸系である銅製錬時のスラグを水中で粉砕(水砕)した,グリット状のブラスト処理用研
削材。
3.5
ニッケルスラグ
ニッケル精錬スラグ研削材及びフェロニッケルスラグ研削材の総称で,次の2種類がある。
− ニッケル精錬スラグ(nickel refinery slag):酸化鉄−けい酸系であるニッケル精錬時のスラグを
水砕した,グリット状のブラスト処理用研削材。
− フェロニッケルスラグ:けい酸−マグネシア−酸化鉄系であるフェロニッケル製錬時のスラグを,
水中で粉砕(水砕)又は空気中で粉砕(風砕)した,ショット状又はグリット状のブラスト処理
用研削材。
3.6
鉄鋼スラグ
高炉スラグ研削材及び製鋼スラグ研削材の総称で,次の2種類がある。
− 高炉スラグ(iron furnace slag):石灰−けい酸系である製せん(銑)時のスラグを水砕した,グ
リット状のブラスト処理用研削材。
− 製鋼スラグ:石灰−酸化鉄系である製鋼時のスラグを,破砕又は空気中で粒化した,ショット状
又はグリット状のブラスト処理用研削材。
3.7
石炭灰スラグ(coal furnace slag)
アルミナ−けい酸系である石炭だ(焚)きボイラーの燃焼灰を水砕した,グリット状のブラスト処理用
研削材。
3.8
見掛け密度(apparent density)
研削材粒子の不均質部及び内部に存在する(表面に口を開かない),欠陥としての空隙部を含む粒子全体
の平均密度。
3.9
モース硬さ(hardness on Mohs' scale)
4
Z 0312:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
一般に行われるモース硬さ測定法に代わり,現場測定の必要上導入する便法として,JIS R 3703に規定
する顕微鏡用スライドガラスを,研削材でこすって,きずが付くかどうかで評価した硬さ。ガラスにきず
が付けば,モース硬さが6以上あるとする。
3.10
遊離湿分(moisture)
研削材粒子の表面に付着した水分。結晶水は,含まない。
3.11
全体量
非金属系研削材の試料採取方法で,代表すると考えられる試験対象の研削材の全量(例えば,コンサイ
ンメントの量)。
3.12
試料単位
単一試料が採取される,販売包装(袋,ドラムなど)単位。
3.13
単一試料
全体量から1回の採取操作で得られる試料。それが,直ちに試験に用いられるわけではない。
3.14
混合試料
複数の単一試料を混合して得た試料。
3.15
縮分試料
混合試料を縮分して得た試料。
3.16
試験試料
試験に十分な質量又は体積の縮分試料であり,直ちに試験に供することができるもの。
4
種類
研削材の種類は,表1による。
5
Z 0312:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
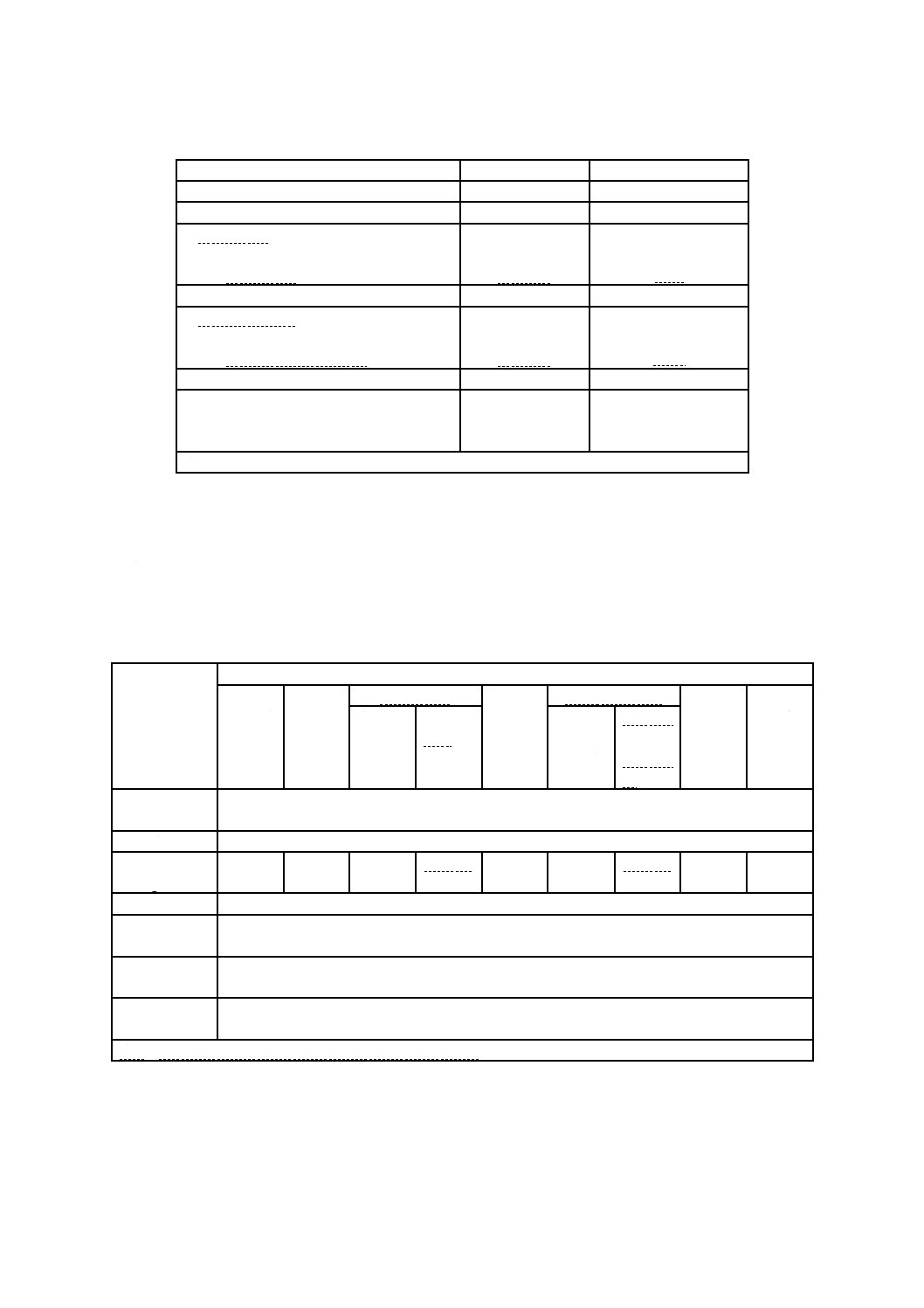
表1−種類,形状及び記号
種類
形状の略号
記号
スタウロライト
S
N/ST
アルマンダイトガーネット
G
N/GA
鉄鋼スラグ
高炉スラグ
製鋼スラグ
−
G
S又はG
−
N/FE
N/SS
銅スラグ
G
N/CU
ニッケルスラグ
ニッケル精錬スラグ
フェロニッケルスラグ
−
G
S又はG
−
N/NI
N/FN
石炭灰スラグ
G
N/CS
溶融アルミナ
褐色アルミナ
ホワイトアルミナ
−
G
G
−
N/FA/A
N/FA/WA
注記 形状の略号Gはグリット状,Sはショット状を示す。
5
品質
品質は,箇条6によって試験したとき,表2による。
注記 研削材は,労働安全衛生及び産業廃棄物関連の法規の定めに従って,適切な管理を行うことが
必要である。
表2−品質
項目
種類
スタウ
ロライ
ト
アルマ
ンダイ
トガー
ネット
鉄鋼スラグ
銅スラ
グa)
ニッケルスラグ
石炭灰
スラグ
溶融ア
ルミナ
高炉ス
ラグ
製鋼ス
ラグ
ニッケ
ル精錬
スラグ
フェロ
ニッケ
ルスラ
グ
遊離けい酸
(質量分率)
1 %以下
粒度分布
粒度分布は,表3及び表4による。
見掛け密度
kg/dm3
3.6〜
3.7
4.0〜
4.2
3.0〜3.3 3.0〜3.7 3.3〜3.9 3.3〜3.9 2.8〜3.2 2.4〜3.2
3.94〜
3.99
モース硬さ
6 以上
遊離湿分
(質量分率)
0.2 %以下
抽出水の
電気伝導率
25 mS/m以下
水可溶性塩分
(質量分率)
0.002 5 %以下
注a) 銅スラグについては,受渡当事者間の協定による。
6
Z 0312:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
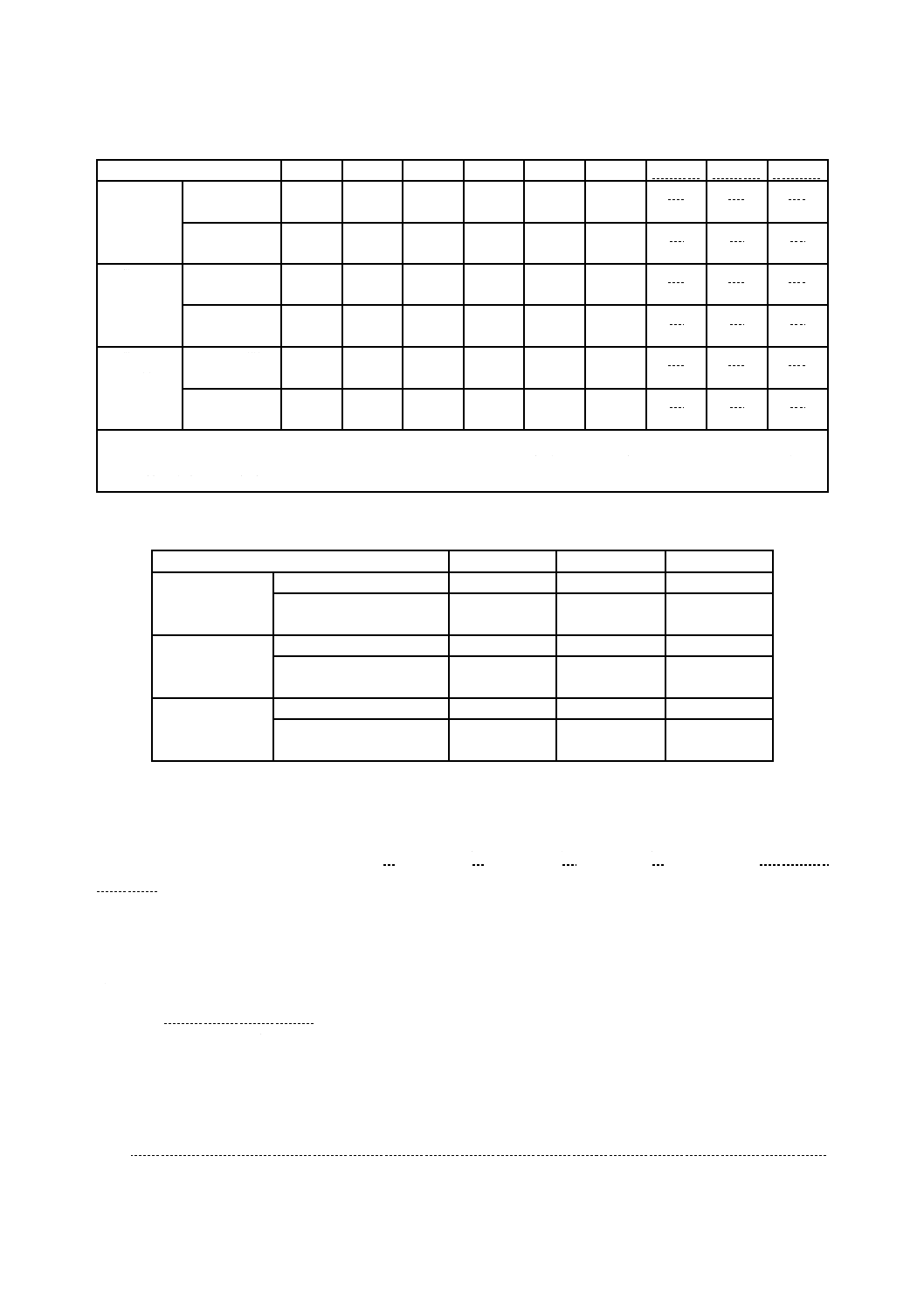
表3−スタウロライト以外の研削材の粒度分布a)
粒度範囲 mm
0.2〜0.5 0.2〜1.0 0.2〜1.4 0.2〜2.0 0.2〜2.8 0.5〜1.0 0.5〜1.4 1.0〜2.0 1.4〜2.8
上段ふるい
上量
ふるい目開き
mm
0.5
1.0
1.4
2.0
2.8
1.0
1.4
2.0
2.8
最大残留量
質量分率 %
10
10
10
10
10
10
10
10
10
下段ふるい
上量
ふるい目開き
mm
0.2
0.2
0.2
0.2
0.2
0.5
0.5
1.0
1.4
最小残留量
質量分率 %
85
85
85
85
85
80
80
80
80
下段ふるい
下量
ふるい目開き
mm
0.2
0.2
0.2
0.2
0.2
0.5
0.5
1.0
1.4
最大残留量
質量分率 %
5
5
5
5
5
10
10
10
10
注a) この表以外の粒度分布を採用する場合には,受渡当事者間で,上段ふるい上量,下段ふるい上量,及び下段ふ
るい下量について取り決める。ただし,最大粒径が3.15 mmを超えてはならず,また,0.1 mm以下の粒径が,
質量分率5 %を超えてはならない。
表4−スタウロライトの粒度分布
粒度範囲 mm
0.1〜0.3
0.1〜0.4
0.2〜0.6
上段ふるい上量
ふるい目開き mm
0.3
0.4
0.6
最大残留量
質量分率 %
10
10
10
下段ふるい上量
ふるい目開き mm
0.1
0.1
0.2
最小残留量
質量分率 %
85
85
85
下段ふるい下量
ふるい目開き mm
0.1
0.1
0.2
最大残留量
質量分率 %
5
5
5
6
試験方法
6.1
一般事項
試験において共通する一般事項は,JIS K 0050,JIS R 3503,JIS R 3505,JIS Z 8401及びJIS Z 8402-1
による。
なお,試料採取方法は,附属書Aを参照する。
6.2
遊離けい酸
遊離けい酸の測定は,次による。
a) 概要 微粉砕した試料中の遊離けい酸を,X線回折法によって同定し,定量する。
b) 装置 装置は,次による。
1) X線回折装置 適切なもの。
c) 操作 操作は,次による。
1) 研削材を粉砕し,粉末とした試験試料1 g〜2 gをとる。
2) X線回折装置によって,X線回析を行う。
3) 石英若しくはその熱変成物質であるクリストバライト又はトリジマイトの回折線が,検出された場
合には,妨害物質の存在に注意し,標準物質の回折強度との比較によって,遊離けい酸の定量を行
7
Z 0312:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
う。
注記 粉末中の遊離けい酸測定法の詳細は,公益社団法人日本作業環境測定協会編・作業環境測定ガ
イドブック1 鉱物性粉じん・石綿(第5版)に記載されている。
6.3
粒度
粒度は,JIS Z 8801-1に規定する網ふるいを用い,試料約300 gを取り,JIS Z 8815によって測定する。
6.4
見掛け密度
見掛け密度の測定は,次による。
a) 概要 試料の質量及びその試料で排除される水の質量から求めた体積を,比重瓶法によって測定し,
見掛け密度を計算する。
b) 装置及び器具 装置及び器具は,次による。
1) 乾燥器 110±5 ℃に調整できるもの。
2) ゲーリュサック形比重瓶 JIS R 3503に規定する50 mlのもの。
c) 操作 操作は次によって,これを2回行う。
1) 清浄なゲーリュサック形比重瓶の質量を,10 mgの桁まではかる(m1)。
2) あらかじめ,110±5 ℃の乾燥器で1時間乾燥し,デシケーター中で室温に冷却した試料約10 gを,
その比重瓶に入れ,質量を10 mgの桁まではかる(m2)。
3) 比重瓶に蒸留水を満たす。
4) 比重瓶に栓をし,付着している気泡を除くために比重瓶を静かに振る。
5) 比重瓶の栓を取り,内部に蒸留水を満たし,過剰な水を栓の毛細管から押し出すように,注意深く
比重瓶に栓をする。
6) 内部に気泡がないことを確認しながら,比重瓶の外面の水分を拭って乾かし,内容物とともに質量
を10 mgの桁まではかる(m3)。
7) 空にした比重瓶に対し,5) 及び6) と同じ操作を行う(m4)。
d) 計算 見掛け密度は,次の式(1)によって算出し,JIS Z 8401によって小数点以下1桁に丸める。
W
2
3
1
4
1
2
A
)
(
)
(
ρ
ρ
×
−
−
−
−
=
m
m
m
m
m
m
······················································ (1)
ここに,
A
ρ: 見掛け密度(kg/dm3)
m1: 比重瓶の質量(g)
m2: 比重瓶及び試料の合計の質量(g)
m3: 比重瓶,試料及び水の合計の質量(g)
m4: 比重瓶及び水の合計の質量(g)
W
ρ: 水の密度(kg/dm3)
e) 試験結果の表し方 2回の試験において,数値の高い方の算出結果に対して,低い方の算出結果の比
率が90 %以上であれば,それらの平均値を測定結果とする。その比率が90 %未満の場合には,c),d)
及びe) を繰り返す。
6.5
モース硬さ
モース硬さの評価は,次による。
a) 概要 顕微鏡用スライドガラスに,試料をこすり付け,ガラス表面に擦りきずが付くか又は擦りきず
が付かないかを調べる。
8
Z 0312:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 器具 器具は,次による。
1) 顕微鏡用スライドガラス JIS R 3703に規定するもの。
2) 拡大鏡 倍率10倍のもの。
c) 操作 操作は,次による。
1) 少量の試料を,2枚の光学顕微鏡用スライドガラスの間に挟む。
2) ガラスを押さえながら,約10秒間ゆっくりと動かす。
3) ガラスの表面を,拡大鏡で観察する。
d) 試験結果の表し方 ガラスの表面に試料による擦りきずを認めたとき,その研削材のモース硬さが,6
以上であると評価する。
6.6
遊離湿分
遊離湿分の測定は,次による。
a) 概要 試料の乾燥前後の質量を測定し,遊離湿分を求める。
b) 装置及び器具 装置及び器具は,次による。
1) 乾燥器又はホットプレート 110±5 ℃に調整できるもの。
2) 平底蒸発皿 JIS R 3503に規定するもの。
3) デシケーター JIS R 3503に規定するもの。
c) 操作 操作は次によって,これを2回行う。
1) 室温で100±5 gの試料の質量を,10 mgの桁まではかる。
2) 試料を開放した平底蒸発皿に入れ,110±5 ℃の乾燥器又はホットプレートで,1時間乾燥する。
3) 試料を平底蒸発皿に入れたまま,デシケーター中で室温に冷却する。
4) 試料を平底蒸発皿から取り出し,質量を10 mgの桁まではかる。
d) 計算 遊離湿分は,次の式(2)によって算出し,JIS Z 8401によって小数点以下2桁に丸める。
100
0
1
0
×
−
=
m
m
m
M
······································································ (2)
ここに,
M: 遊離湿分(質量分率%)
m0: 乾燥前の試料の質量(g)
m1: 乾燥後の試料の質量(g)
e) 試験結果の表し方 2回の試験の算出結果の数値の差が,0.05 %未満であれば,それらの平均値を測
定結果とする。その差が0.05 %以上の場合には,c),d)及びe) を繰り返す。
6.7
抽出水の電気伝導率
抽出水の電気伝導率の測定は,次による。
a) 概要 試料表面の付着塩類を水中に溶解させ,その水溶液の電気伝導率を測定する。
b) 装置及び器具 装置及び器具は,次による。
1) 電気伝導率計 1 mS/m〜100 mS/mの測定範囲で,0.1 mS/mの桁まではかれるもの。
2) フラスコ JIS R 3503に規定する250 mlのもの。
c) 操作 操作は次によって,これを2回行う。
1) 100±0.1 gの試料をフラスコに入れる。
9
Z 0312:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) フラスコに電気伝導率が,1 mS/m以下の水100±1 mlを注ぐ。
3) フラスコを5分間振った後,1時間静置する。
4) 再び5分間振った後,試料が沈降するまで静置する。
5) フラスコ上部の水溶液の電気伝導率を測定し,20 ℃の数値に補正する。
d) 試験結果の表し方 2回の試験において,高い方の数値に対して,低い方の数値の比率が90 %以上で
あれば,それらの平均値を測定結果とする。その比率が90 %未満の場合には,c)及びd) を繰り返す。
6.8
水可溶性塩分
水可溶性塩分の測定は,次による。
a) 概要 試料表面の付着塩化物を,水中に溶解させ,その水溶液の塩化物イオン量を分析し,水可溶性
塩分(%)を計算する。
b) 器具 器具は,次による。
1) フラスコ JIS R 3503に規定する250 mlのもの。
c) 操作 操作は次によって,これを2回行う。
1) 100±0.1 gの試料を,フラスコに入れる。
2) フラスコに,JIS K 0050に規定する分析用の水100±1 mlを注ぐ。
3) フラスコを5分間振った後,1時間静置する。
4) 再び5分間振った後,試料が沈降するまで放置する。
5) フラスコ上部の水溶液について,JIS K 0101の32.[塩化物イオン(Cl-)]に規定する方法によって
分析し,水可溶性塩化物イオン量(g)を算出する。
d) 計算 水可溶性塩分は,次の式(3)によって算出し,JIS Z 8401によって小数点以下4桁に丸める。
100
2
1×
=m
m
W
············································································ (3)
ここに,
W: 水可溶性塩分(質量分率%)
m1: 水可溶性塩化物イオン量(g)
m2: 試料の質量(g)
e) 試験結果の表し方 2回の試験において,数値の高い方の算出結果に対して,低い方の算出結果の比
率が90 %以上であれば,それらの平均値を測定結果とする。その比率が90 %未満の場合には,c),d)
及びe)を繰り返す。
7
表示
研削材は,その包装又は送り状に次の表示をする。
a) この規格の番号
b) 種類又はその記号
c) 粒度範囲
d) 正味質量
e) 製造番号又はロット番号
f)
製造年月又はその略号
10
Z 0312:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) 製造業者名又はその略号
8
試験報告書
製造業者又は供給者は,購入者から要求があった場合には,箇条5で規定した品質に関し,試験報告書
を提出しなければならない。
11
Z 0312:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
非金属系研削材の試料採取方法
A.1 概要
この附属書は,非金属系研削材の試験に用いる,試料の採取方法について記載する。
注記 ここに記載する方法は,3 t以上の多量の研削材の中から,試料を採取する場合に適しており,
それより少ない量の研削材を対象とする場合には,受渡当事者間の協定によって,JIS R 6003
に規定する,試料採取方法を採用してもよい。
A.2 器具
器具は,次による。
A.2.1 サンプルシーフ 内径25 mm,長さ800 mmの継目無鋼管で,一端は斜めに切り落としてあり,他
の端にT型ハンドルを設け,管の縦一列に50 mm間隔で孔をあけたもの。孔の直径は,採取する研削材粒
子の最大径の約3倍の大きさとする。
注記 通常,孔の直径は10 mmあれば十分である。
A.2.2 試料縮分器 混合試料を縮分するのに適切なもの。
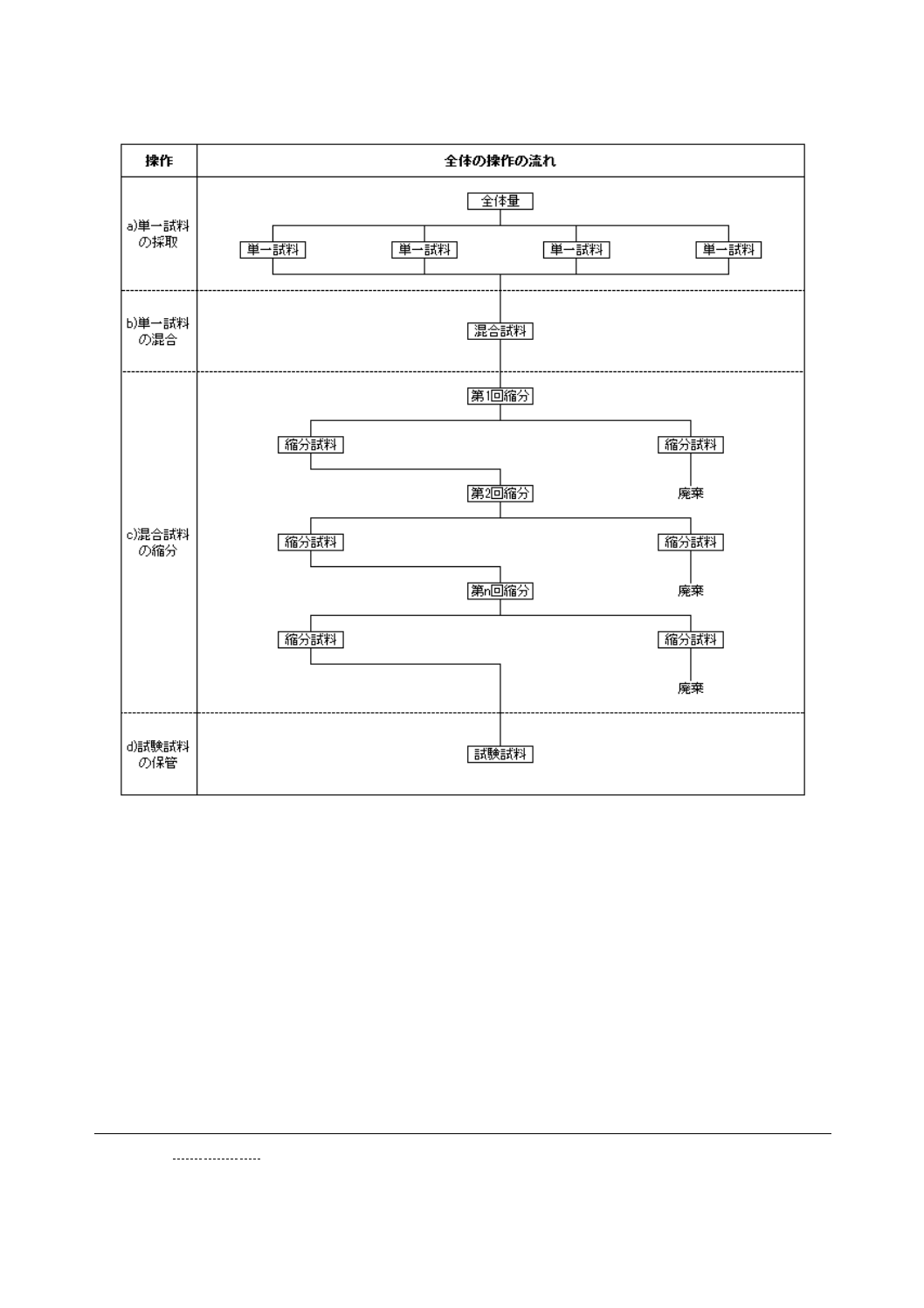
A.3 試料採取の操作
試料採取の操作は,次による。全体の操作の流れを,図A.1に示す。
a) 単一試料の採取 全体量から採取する単一試料の個数は,全体量の大きさに応じ,表A.1に示す個数
とし,全体量からできるだけ均一に単一試料を採取する。
なお,全体量の大きさ及び状態によって,単一試料の採取は,人手(サンプルシーフなど)又は機
械で行うとよい。
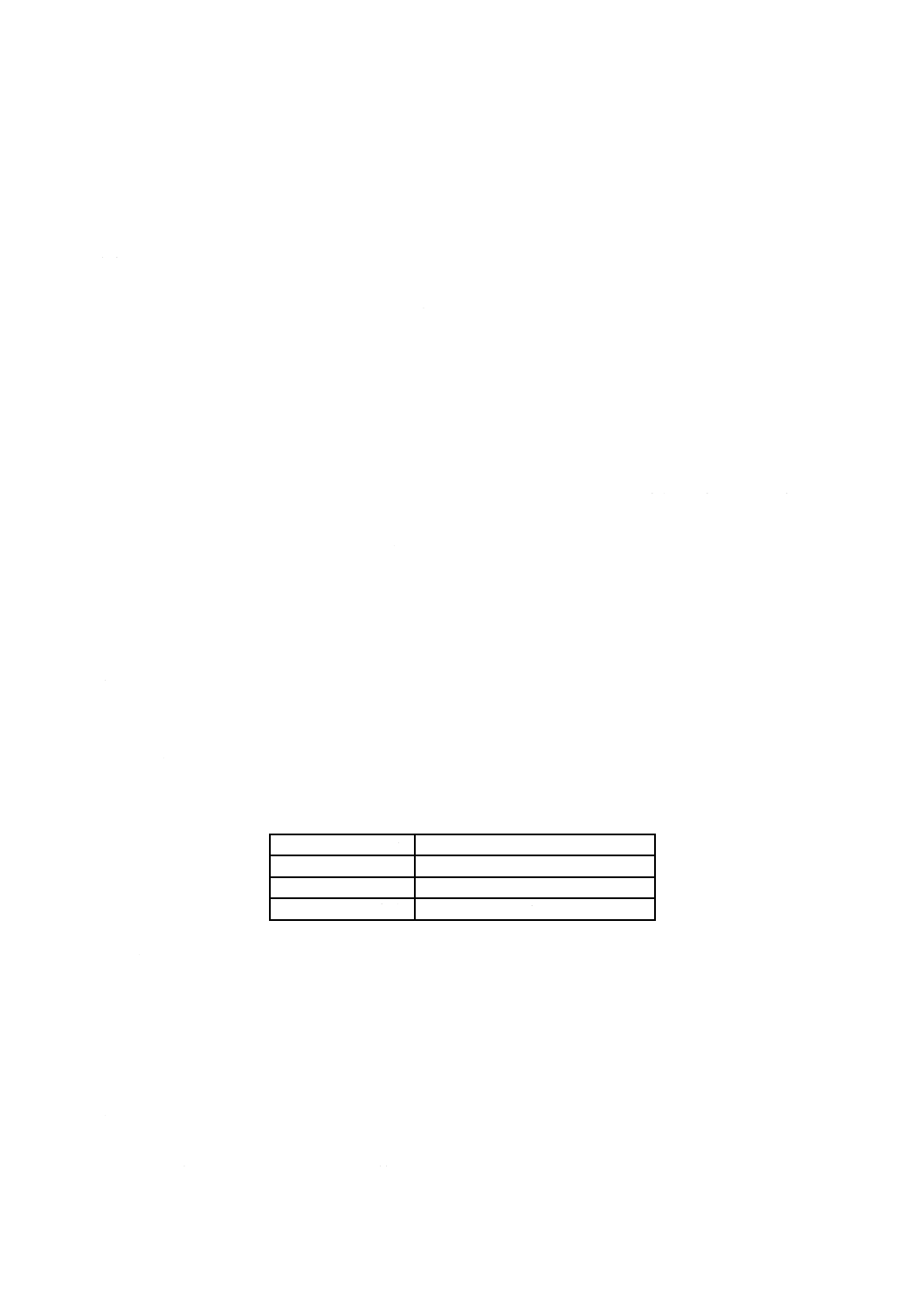
表A.1−全体量から採取する単一試料の個数
全体量の大きさ t
単一試料の個数
50未満
5
50以上100以下
10
100を超え
15
b) 単一試料の混合 採取した単一試料の全部を適切な容器に入れ,均一となるように混合し,混合試料
とする。
c) 混合試料の縮分 混合試料を,試料縮分器又は手作業によって縮分する。縮分は,個々の試験に必要
とする適切な量の試験試料を得るために,必要に応じて繰り返す。
なお,繰返しの都度,一つの縮分試料だけを残し,その他の縮分試料は廃棄し,最後の縮分で得ら
れた縮分試料の一つを試験試料とし,その他の縮分試料は廃棄する。
d) 試験試料の保管 採取した試験試料は,適切に封じ,それぞれの包装に対象全体量の製造番号又はロ
ット番号,製造年月又はその略号,及び製造業者名又はその略号,並びに採取した試験試料の試料単
位を,追跡し得るように記録し,保管する。
12
Z 0312:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.4 特別な考慮を払う必要がある試料採取
次の場合における試料採取は,特別な考慮を払う必要がある。
a) 山積み備蓄からの試料採取 全体量が山積み備蓄されている場合,粗い粒子は山裾へ転がり落ち,粒
度偏析が生じ,粒度偏析のない縮分試料を確実に得ることが,非常に難しいため,次の考慮を払う必
要がある。
1) 全体量に対して,偏析のない縮分試料とする必要があるため,全体量からの単一試料の採取は,動
力器具などを使用し,山積み内の様々な位置から,採取することが望ましい。
2) 動力器具などが使用できない場合,全体量を体積比で高さ方向に3等分し,3等分した各々の複数
位置から,単一試料を採取することが望ましい。
3) 単一試料を採取するに当たって,試料採取位置の真上に板を垂直に差し込み,粗い粒子の転がり落
ちを防ぐことで,それ以上の偏析を防止することができる。
4) 研削材の粒度が細かい場合,単一試料の採取は,偏析が生じる可能性がある外層を,除去した内層
に,直径30 mm以上,長さ2 m以上の試料採取管を,差し込む方法が望ましい。
b) 輸送ユニットからの試料採取 輸送ユニットから試料を採取する場合,次の考慮を払う必要がある。
1) 貨車又ははしけから,単一試料を採取する場合,貨車又ははしけの,様々な高さの複数位置におい
て,動力器具などを使用し,試料採取表面を露出させ,露出した箇所から,単一試料を採取するこ
とが望ましい。
2) 動力器具などが使用できない場合,全体量に対し,3本以上の溝(溝は,幅及び表面からの深さが
約0.3 mであることが望ましい。)を掘り,各溝の3か所以上の位置から,単一試料を採取するとよ
い。
3) トラックから単一試料を採取する場合,トラックの大きさに応じ,単一試料の数を調節する。
なお,単一試料の採取は,貨車又ははしけと同様の方法が望ましい。
4) 研削材の粒度が細かい場合,サンプルシーフを用いるとよい。
13
Z 0312:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A.1−試料採取方法フローシート
参考文献 JIS R 6003 研磨材のサンプリング方法
附属書JA
(参考)
JISと対応国際規格との対比表
JIS Z 0312:2016 ブラスト処理用非金属系研削材
対応国際規格の番号及び英文名称は,この表の注記3による。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 ブラスト処理に用
いる非金属系研削
材
ISO 11126-1
ISO 11126-3
ISO 11126-4
ISO 11126-5
ISO 11126-6
ISO 11126-7
ISO 11126-9
ISO 11126-10
ISO 11127-1
ISO 11127-2
ISO 11127-3
ISO 11127-4
ISO 11127-5
ISO 11127-6
ISO 11127-7
1
ブラスト処理に用い
る非金属系研削材を
規定。
ISO規格は,ブラス
ト処理に用いる非金
属系研削材規格が複
数に分割されている
が,JISでは,それら
を一つにまとめてい
る。
一致
5
Z
0
3
1
2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義
ISO 11126-3
ISO 11126-4
ISO 11126-5
ISO 11126-6
ISO 11126-7
ISO 11126-9
ISO 11126-10
ISO 11127-3
ISO 11127-4
ISO 11127-5
3
3
3
3
3
3
3
3
5
1
定義
定義
定義
定義
定義
定義
定義
用語及び定義
手順
適用範囲
一致
一致
一致
一致
一致
一致
一致
一致
一致
一致
追加
−
−
−
−
−
−
−
−
−
−
フェロニッケルスラグ及び製鋼ス
ラグを追加。
ニッケル精錬スラグ及び高炉スラ
グのISO改正を提案予定。
4 種類
ISO 11126-1
ISO 11126-3
ISO 11126-4
ISO 11126-5
ISO 11126-6
ISO 11126-7
ISO 11126-9
ISO 11126-10
3
4
4
4
4
4
4
4
分類
銅スラグ
石炭灰スラグ
ニッケル精錬スラグ
高炉スラグ
溶融アルミナ
スタウロライト
アルマンダイトガー
ネット
一致
一致
一致
一致
一致
一致
一致
一致
追加
各論記載事項を表にまとめた。
フェロニッケルスラグ及び製鋼ス
ラグを追加。
ニッケル精錬スラグ及び高炉スラ
グのISO改正を提案予定。
5
Z
0
3
1
2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 品質
ISO 11126-3
ISO 11126-4
ISO 11126-5
ISO 11126-6
ISO 11126-7
ISO 11126-9
ISO 11126-10
6
6
6
6
6
6
6
銅スラグ
石炭灰スラグ
ニッケル精錬スラグ
高炉スラグ
溶融アルミナ
スタウロライト
アルマンダイトガー
ネット
一致
一致
一致
一致
一致
一致
一致
追加
各論記載事項を表にまとめた。
フェロニッケルスラグ及び製鋼ス
ラグを追加。
ニッケル精錬スラグ及び高炉スラ
グのISO改正を提案予定。
6 試験方法 6.2 遊離けい酸
6.3 粒度
6.4 見掛け密度
6.5 モース硬さ
6.6 遊離湿分
6.7 抽出水の電気伝
導率
6.8 水可溶性塩分
−
ISO 11127-2
ISO 11127-3
ISO 11127-4
ISO 11127-5
ISO 11127-6
ISO 11127-7
−
3〜6
3〜8
3〜5
3〜6
3〜7
3〜7
遊離けい酸の測定
粒度分布の測定
見掛け密度の測定
スライドガラス試験
による硬さの評価
湿分の測定
電気伝導率測定によ
る水可溶性汚染物質
の測定
水可溶性塩分の測定
追加
変更
変更
変更
変更
変更
変更
ISO規格に測定方法が規定されて
いない。JISでは作業環境測定ガイ
ドブック1を使用。
JISを採用。
今後,国際的測定法を調査する。
時期をみてISOに提案予定。
技術的差異はない。
7 表示
ISO 11126-1
ISO 11126-3
ISO 11126-4
ISO 11126-5
ISO 11126-6
ISO 11126-7
ISO 11126-9
ISO 11126-10
5
7
7
7
7
7
7
7
こん(梱)包の同定
及び製品の追跡性
一致
一致
一致
一致
一致
一致
一致
一致
5
Z
0
3
1
2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
8 試験報告
書
ISO 11126-3
ISO 11126-4
ISO 11126-5
ISO 11126-6
ISO 11126-7
ISO 11126-9
ISO 11126-10
8
8
8
8
8
8
8
製造業者又は供給者
が提供する情報
変更
箇条名称を修正した。
JISで一般的な箇条名称とした。
技術的差異はない。
附属書A
(参考)
試料採取方法
ISO 11127-1
1〜5
非金属系研削材の試
料採取方法
変更
JISでは附属書(参考)とした。
試料採取は,製造段階でしか行わ
れないことが多いため。必要に応
じてISOに提案予定。
JISと国際規格との対応の程度の全体評価:(ISO 11126-1:1993,ISO 11126-3:1993,ISO 11126-4:1993,ISO 11126-5:1993,ISO 11126-6:1993,ISO 11126-7:1995,ISO
11126-9:1999,ISO 11126-10:2000,ISO 11127-1:2011,ISO 11127-2:2011,ISO 11127-3:2011,ISO 11127-4:2011,ISO 11127-5:2011,ISO 11127-6:2011,ISO 11127-7:2011,
MOD)
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
注記3 この規格の対応国際規格は,次による。
ISO 11126-1:1993,Preparation of steel substrates before application of paints and related products−Specifications for non-metallic blast-cleaning abrasives−Part 1:
General introduction and classification
ISO 11126-3:1993,Preparation of steel substrates before application of paints and related products−Specifications for non-metallic blast-cleaning abrasives−Part 3:
Copper refinery slag
ISO 11126-4:1993,Preparation of steel substrates before application of paints and related products−Specifications for non-metallic blast-cleaning abrasives−Part 4: Coal
furnace slag
ISO 11126-5:1993,Preparation of steel substrates before application of paints and related products−Specifications for non-metallic blast-cleaning abrasives−Part 5:
Nickel refinery slag
ISO 11126-6:1993,Preparation of steel substrates before application of paints and related products−Specifications for non-metallic blast-cleaning abrasives−Part 6: Iron
furnace slag
5
Z
0
3
1
2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 11126-7:1995,Preparation of steel substrates before application of paints and related products−Specifications for non-metallic blast-cleaning abrasives−Part 7:
Fused aluminium oxide
ISO 11126-9:1999,Preparation of steel substrates before application of paints and related products−Specifications for non-metallic blast-cleaning abrasives−Part 9:
Staurolite
ISO 11126-10:2000,Preparation of steel substrates before application of paints and related products−Specifications for non-metallic blast-cleaning abrasives−Part 10:
Almandite garnet
ISO 11127-1:2011,Preparation of steel substrates before application of paints and related products−Test methods for non-metallic blast-cleaning abrasives−Part 1:
Sampling
ISO 11127-2:2011,Preparation of steel substrates before application of paints and related products−Test methods for non-metallic blast-cleaning abrasives−Part 2:
Determination of particle size distribution
ISO 11127-3:2011,Preparation of steel substrates before application of paints and related products−Test methods for non-metallic blast-cleaning abrasives−Part 3:
Determination of apparent density
ISO 11127-4:2011,Preparation of steel substrates before application of paints and related products−Test methods for non-metallic blast-cleaning abrasives−Part 4:
Assessment of hardness by a glass slide test
ISO 11127-5:2011,Preparation of steel substrates before application of paints and related products−Test methods for non-metallic blast-cleaning abrasives−Part 5:
Determination of moisture
ISO 11127-6:2011,Preparation of steel substrates before application of paints and related products−Test methods for non-metallic blast-cleaning abrasives−Part 6:
Determination of water-soluble contaminants by conductivity measurement
ISO 11127-7:2011,Preparation of steel substrates before application of paints and related products−Test methods for non-metallic blast-cleaning abrasives−Part 7:
Determination of water-soluble chlorides
5
Z
0
3
1
2
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。