Z 0310:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 4
4 ブラスト処理方法の種類 ···································································································· 5
5 ブラスト処理方法の原理 ···································································································· 5
5.1 乾式ブラスト処理方法 ···································································································· 5
5.2 湿式ブラスト処理方法 ···································································································· 7
6 研削材···························································································································· 9
6.1 材料及び種類 ················································································································ 9
6.2 健康及び安全 ················································································································ 9
6.3 研削材の選択及び検討 ··································································································· 10
7 ブラスト処理前の検討事項 ································································································ 10
8 施工方法························································································································ 11
8.1 ブラスト処理前の検査及び処置 ······················································································· 11
8.2 ブラスト処理 ··············································································································· 11
8.3 ブラスト処理後の処置及び検査 ······················································································· 12
8.4 施工管理者 ·················································································································· 12
9 ブラスト処理面の評価 ······································································································ 12
10 ブラスト処理の表示 ······································································································· 12
附属書JA(規定)ブラスト処理方法の応用 ·············································································· 13
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 14
Z 0310:2016
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
防錆技術協会(JACC)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格
を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格
である。
これによって,JIS Z 0310:2004は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
Z 0310:2016
素地調整用ブラスト処理方法通則
Abrasive blast-cleaning methods for surface preparation
序文
この規格は,2000年に第2版として発行されたISO 8504-1及び2000年に第2版として発行されたISO
8504-2を基とし,技術的内容を変更して作成した日本工業規格である。
この規格では,旧規格に対して,附属書JA(ブラスト処理方法の応用)を新たに追加している。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,防せい(錆)防食を目的として鋼材に塗料及び関連製品を被覆する場合に,それらの被覆
前に鋼材の素地調整をするために行うブラスト処理方法について規定するとともに,使用する研削材,並
びに処理面の試験及び評価方法に関する基本的事項を規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 8504-1:2000,Preparation of steel substrates before application of paints and related products−
Surface preparation methods−Part 1: General principles
ISO 8504-2:2000,Preparation of steel substrates before application of paints and related products−
Surface preparation methods−Part 2: Abrasive blast-cleaning(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
警告 ブラスト処理に用いる機材は不注意に扱うと作業者に危険を生じる場合がある。特に作業者が
直接ブラスト作業を行うエアーブラスト装置に関しては,ブラスト処理中における作業者の安
全に問題が生じたときには,作業者の意思と無関係に,エアーブラスト装置が停止する安全装
置などの対策を講じる必要がある。また,圧力容器本体,接続継手,接続ホース,接続ノズル
及び研削材流量調整バルブの日常点検,並びに長期間使用しない場合の保管場所にも十分留意
しなければならない。ブラスト処理作業によって発生する粉じん(塵),剝離物,及び混合され
た水分から作業者及び周辺環境に関しての安全衛生面及び環境汚染に留意する必要がある。し
たがって,実施に当たっては,適切な準備及び管理が必要である。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 0103 防せい防食用語
2
Z 0310:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 0311 ブラスト処理用金属系研削材
注記 対応国際規格:ISO 11124-1,Preparation of steel substrates before application of paints and related
products−Specifications for metallic blast-cleaning abrasives−Part 1: General introduction and
classification,ISO 11124-2,Preparation of steel substrates before application of paints and related
products−Specifications for metallic blast-cleaning abrasives−Part 2: Chilled-iron grit,ISO
11124-3,Preparation of steel substrates before application of paints and related products−
Specifications for metallic blast-cleaning abrasives−Part 3: High-carbon cast-steel shot and grit,ISO
11124-4,Preparation of steel substrates before application of paints and related products−
Specifications for metallic blast-cleaning abrasives−Part 4: Low-carbon cast-steel shot,ISO 11125-1,
Preparation of steel substrates before application of paints and related products−Test methods for
metallic blast-cleaning abrasives−Part 1: Sampling,ISO 11125-2,Preparation of steel substrates
before application of paints and related products−Test methods for metallic blast-cleaning abrasives
−Part 2: Determination of particle size distribution,ISO 11125-3,Preparation of steel substrates
before application of paints and related products−Test methods for metallic blast-cleaning abrasives
−Part 3: Determination of hardness,ISO 11125-4,Preparation of steel substrates before application
of paints and related products−Test methods for metallic blast-cleaning abrasives−Part 4:
Determination of apparent density,ISO 11125-5,Preparation of steel substrates before application of
paints and related products−Test methods for metallic blast-cleaning abrasives−Part 5:
Determination of percentage defective particles and of microstructure,ISO 11125-6,Preparation of
steel substrates before application of paints and related products−Test methods for metallic
blast-cleaning abrasives−Part 6: Determination of foreign matter及びISO 11125-7,Preparation of
steel substrates before application of paints and related products−Test methods for metallic
blast-cleaning abrasives−Part 7: Determination of moisture(全体評価:MOD)
JIS Z 0312 ブラスト処理用非金属系研削材
注記 対応国際規格:ISO 11126-1,Preparation of steel substrates before application of paints and related
products−Specifications for non-metallic blast-cleaning abrasives−Part 1: General introduction and
classification,ISO 11126-3,Preparation of steel substrates before application of paints and related
products−Specifications for non-metallic blast-cleaning abrasives−Part 3: Copper refinery slag,
ISO 11126-4,Preparation of steel substrates before application of paints and related products−
Specifications for non-metallic blast-cleaning abrasives−Part 4: Coal furnace slag,ISO 11126-5,
Preparation of steel substrates before application of paints and related products−Specifications for
non-metallic blast-cleaning abrasives−Part 5: Nickel refinery slag,ISO 11126-6,Preparation of steel
substrates before application of paints and related products−Specifications for non-metallic
blast-cleaning abrasives−Part 6: Iron furnace slag,ISO 11126-7,Preparation of steel substrates
before application of paints and related products−Specifications for non-metallic blast-cleaning
abrasives−Part 7: Fused aluminium oxide,ISO 11126-8,Preparation of steel substrates before
application of paints and related products−Specifications for non-metallic blast-cleaning abrasives−
Part 8: Olivine sand,ISO 11126-9,Preparation of steel substrates before application of paints and
related products−Specifications for non-metallic blast-cleaning abrasives−Part 9: Staurolite,ISO
11126-10,Preparation of steel substrates before application of paints and related products−
3
Z 0310:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Specifications for non-metallic blast-cleaning abrasives−Part 10: Almandite garnet,ISO 11127-1,
Preparation of steel substrates before application of paints and related products−Test methods for
non-metallic blast-cleaning abrasives−Part 1: Sampling,ISO 11127-2,Preparation of steel substrates
before application of paints and related products−Test methods for non-metallic blast-cleaning
abrasives−Part 2: Determination of particle size distribution,ISO 11127-3,Preparation of steel
substrates before application of paints and related products−Test methods for non-metallic
blast-cleaning abrasives−Part 3: Determination of apparent density,ISO 11127-4,Preparation of
steel substrates before application of paints and related products−Test methods for non-metallic
blast-cleaning abrasives−Part 4: Assessment of hardness by a glass slide test,ISO 11127-5,
Preparation of steel substrates before application of paints and related products−Test methods for
non-metallic blast-cleaning abrasives−Part 5: Determination of moisture,ISO 11127-6,Preparation
of steel substrates before application of paints and related products−Test methods for non-metallic
blast-cleaning abrasives−Part 6: Determination of water-soluble contaminants by conductivity
measurement及びISO 11127-7,Preparation of steel substrates before application of paints and
related products−Test methods for non-metallic blast-cleaning abrasives−Part 7: Determination of
water-soluble chlorides(全体評価:MOD)
JIS Z 0313 素地調整用ブラスト処理面の試験及び評価方法
注記 対応国際規格:ISO 8501-1,Preparation of steel substrates before application of paints and related
products−Visual assessment of surface cleanliness−Part 1: Rust grades and preparation grades of
uncoated steel substrates and of steel substrates after overall removal of previous coatings,ISO
8502-2,Preparation of steel substrates before application of paints and related products−Tests for the
assessment of surface cleanliness−Part 2: Laboratory determination of chloride on cleaned surfaces,
ISO 8502-3,Preparation of steel substrates before application of paints and related products−Tests
for the assessment of surface cleanliness−Part 3: Assessment of dust on steel surfaces prepared for
painting (pressure-sensitive tape method),ISO 8502-4,Preparation of steel substrates before
application of paints and related products−Tests for the assessment of surface cleanliness−Part 4:
Guidance on the estimation of the probability of condensation prior to paint application,ISO 8502-5,
Preparation of steel substrates before application of paints and related products−Tests for the
assessment of surface cleanliness−Part 5: Measurement of chloride on steel surfaces prepared for
painting (ion detection tube method),ISO 8502-6,Preparation of steel substrates before application
of paints and related products−Tests for the assessment of surface cleanliness−Part 6: Extraction of
soluble contaminants for analysisi−The Bresle method,ISO 8502-8,Preparation of steel substrates
before application of paints and related products−Tests for the assessment of surface cleanliness−
Part 8: Field method for the refractometric determination of moisture,ISO 8502-9,Preparation of
steel substrates before application of paints and related products−Tests for the assessment of surface
cleanliness−Part 9: Field method for the conductometric determination of water-soluble salts,ISO
8502-10,Preparation of steel substrates before application of paints and related products−Tests for
the assessment of surface cleanliness−Part 10: Field method for the titrimetric determination of
water-soluble chloride,ISO 8503-2,Preparation of steel substrates before application of paints and
related products−Surface roughness characteristics of blast-cleaned steel substrates−Part 2: Method
4
Z 0310:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
for the grading of surface profile of abrasive blast-cleaned steel−Comparator procedure,ISO 8503-3,
Preparation of steel substrates before application of paints and related products−Surface roughness
characteristics of blast-cleaned steel substrates−Part 3: Method for the calibration of ISO surface
profile comparators and for the determination of surface profile−Focusing microscope procedure及
びISO 8503-4,Preparation of steel substrates before application of paints and related products−
Surface roughness characteristics of blast-cleaned steel substrates−Part 4: Method for the calibration
of ISO surface profile comparators and for the determination of surface profile−Stylus instrument
procedure(全体評価:MOD)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 0103によるほか,次による。
3.1
関連製品
鋼材の防せい防食を目的とする被覆のうち,有機ライニング,金属の溶射,セラミックの溶射などの初
層の被覆材料が,液状,溶融状態,ペースト状などのときに鋼材に接するもので,鋼材表面が清浄化され,
粗面化されていることが必要なもの。
3.2
素地調整
鋼材の表面に防食を目的とする被覆が良好に付着するように鋼材表面のミルスケール,さびなどの付着
に有害な物質を除去し,かつ,表面に適切な粗さを与える処理。
3.3
ブラスト処理(abrasive blast-cleaning)
処理する鋼材表面に研削材を大きな運動エネルギーを与えて衝突させ,鋼材表面を細かく切削及び打撃
することによって,鋼材表面の酸化物又は付着物を除去して鋼材表面を清浄化及び粗面化する方法。
3.4
手工具仕上げ(hand-tool cleaning)
動力の助けなしに,手工具を用いて鋼材素地を処理する方法。
3.5
動力工具仕上げ(power-tool cleaning)
動力を使用した手工具を用い,鋼材素地を処理する方法。ただし,ブラスト処理を除く。
3.6
研削材(blast-cleaning abrasive)
ブラスト処理に使用し,鋼材表面を細かく切削及び打撃する効果をもっている固体の粒子。
3.7
グリット(grit)
使用前の状態で,りょう(稜)角をもつ角ばった形状であり,かつ,丸い部分がその形状の1/2未満の
粒子。
3.8
ショット(shot)
使用前の状態で,りょう(稜)角,破砕面又は他の鋭い表面欠陥がなく,直径が短径の2倍以内の球形
5
Z 0310:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
粒子。
3.9
さび度
鋼材表面を処理する前のミルスケールの付着又はさびの発生程度。さび度はA〜Dの4段階で示される。
さび度の評価はJIS Z 0313による。
3.10
清浄度
鋼材表面を処理した後の,被覆の付着を阻害するミルスケール及びさび,並びに塩類,油分などの汚れ
の除去程度。
3.11
除せい(錆)度
清浄度の中で,ミルスケール及びさびの除去程度。除せい度はSa 1〜3の4段階で示す。除せい度の評
価はJIS Z 0313による。
3.12
表面粗さ
除せい度がSa 2以上に仕上げられたブラスト処理表面の粗さ。
4
ブラスト処理方法の種類
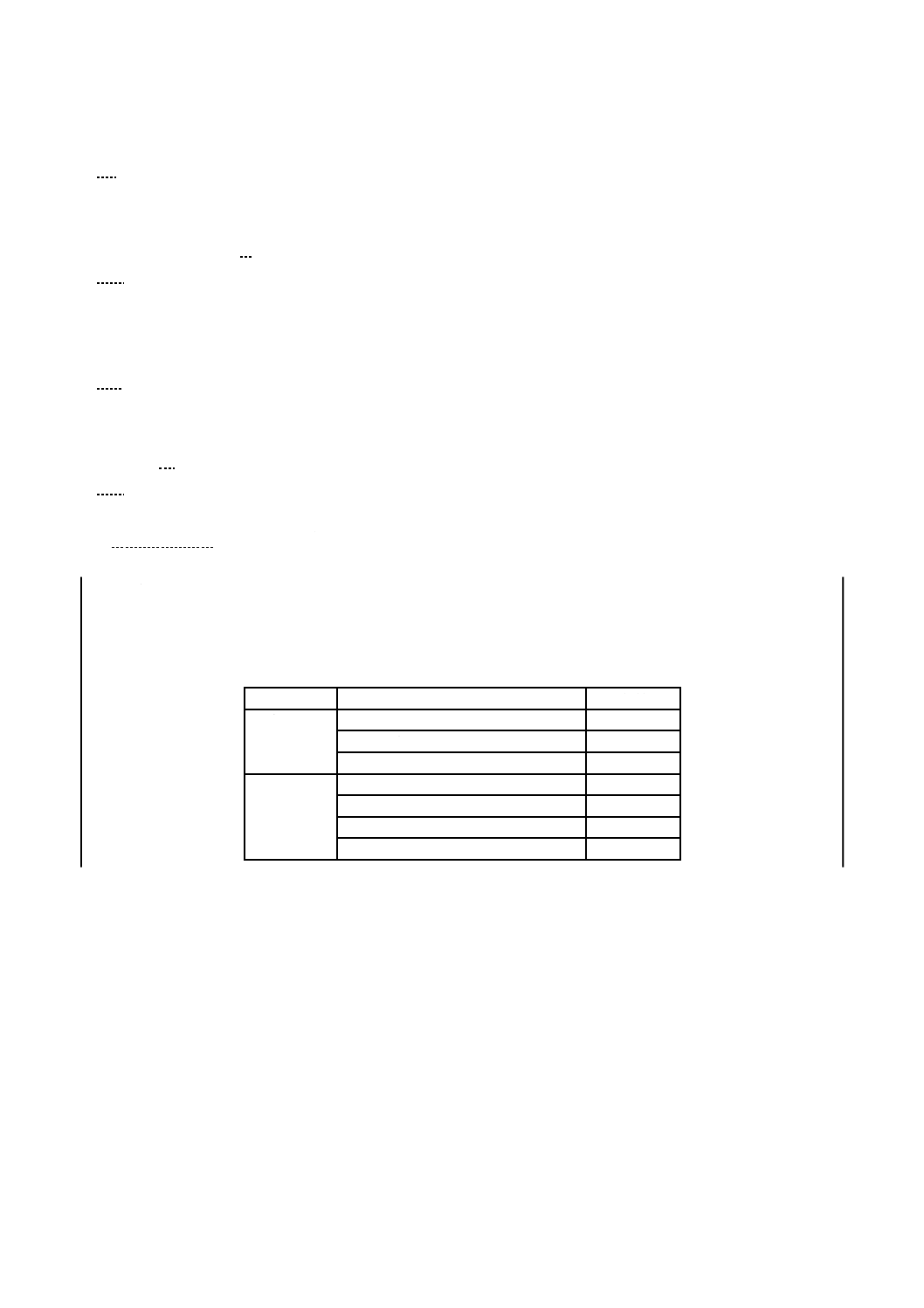
ブラスト処理方法の種類は,表1による。
表1−ブラスト処理方法の種類
分類
ブラスト処理方法の種類
記号
乾式
遠心式ブラスト
DC
エアーブラスト
DA
バキュームブラスト
DV
湿式
モイスチュアブラスト
MA
湿式エアーブラスト
WF
スラリーブラスト
WS
ウォータージェットブラスト
WJ
5
ブラスト処理方法の原理
5.1
乾式ブラスト処理方法
5.1.1
遠心式ブラスト方法
5.1.1.1
原理
遠心式ブラスト方法は,回転しているホイールに研削材を供給し,遠心力によって被ブラスト処理面に
均一に高速で掃射し,ブラスト処理を行う方法である。
5.1.1.2
処理対象物及び処理効果
遠心式ブラスト方法は,研削材の投射方向に対し当たりやすい平板,H鋼などの被ブラスト処理面をも
つ場合などの連続運転に適している。全てのさび度に対して,除せい度Sa 3を得ることが可能である。
5.1.1.3
留意及び限定事項
多くの遠心式ブラスト装置は,固定設置型であり,研削材は,装置内で繰り返し循環使用する。ブラス
6
Z 0310:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ト処理される鋼材は,装置内に送り込まれ通過するか,又は回転しながら送り出されていく。移動型は,
被ブラスト処理面上に障害物がなく,装置が移動するのに問題がない場合に有効である。
注記 遠心式ブラスト装置は,投射の条件変更が難しいため,形状が同一な鋼材で流し処理が可能な
もの及び同一条件でのブラスト処理が可能なものに限定される。遠心式ブラスト方法では鋼材
表面の塩類,油分などの汚染物質の除去はできない。均一な表面の粗さが必要な金属,セラミ
ックなどの溶射には適さない。
5.1.2
エアーブラスト方法
5.1.2.1
原理
エアーブラスト方法は,研削材をエアー流の中に供給し,エアーと研削材との混合流体を最終的にノズ
ルで加速させ,高速で噴射し,表面に研削材を衝突させることによってブラスト処理する方法である。
注記 エアーブラスト装置には,JIS H 8200に規定される2種類の方式,すなわち,研削材が加圧さ
れた圧力容器からエアー流に供給される加圧式ブラスト装置(JIS H 8200の2025)と,加圧さ
れていない容器から吸引力によってエアー流に引き込まれる吸引式ブラスト装置(JIS H 8200
の2024)とがある。
5.1.2.2
処理対象物及び処理効果
大きな構造物を含む,全ての形状に対してのブラスト処理に対応できる。また,様々な処理前のさびの
状態に対しても対応できる。また,屋内で使う場合,装置を自動化することによって連続処理及び1個単
位処理の両方のブラスト処理にも対応できる。遠心式ブラスト装置では対応できない複雑な形状に対して
も,このブラスト処理方法は対応できる。この方法は,工場内自動ブラスト処理装置での処理,ブラスト
ルーム内での処理,屋外での現場処理などのあらゆる作業環境に対応する。全てのさび度に対して除せい
度Sa 3の処理を達成できる。
5.1.2.3
留意及び限定事項
粉じん(塵)が発生するため,環境に対する許容範囲を超える場合は,粉じん(塵)が拡散しないよう
にし,集じん(塵)機などの設備を設けなければならない。一般的には,鋼材表面の塩類,油分などの汚
染物質は,エアーブラスト方法で除去できない。
5.1.3
バキュームブラスト方法
5.1.3.1
原理
バキュームブラスト方法の原理は,エアーブラスト方法とほぼ同じである。ただし,ブラストノズルが
内蔵され研削材を真空回収するホースが接続されたバキュームヘッドを使って,処理対象物表面に押し当
て,その中でブラスト処理を行い,使用する研削材及び剝離物の回収を同時に行うという点が,エアーブ
ラスト方法とは異なる。
注記 バキュームヘッドにノズルから加速し噴射された圧縮空気と研削材との混合流体のブラストの
勢いをブラスト処理面及びバキュームヘッド内で減少させ,吸い込む原理である。バキューム
ヘッドの周囲には,研削材飛散防止及び負圧の調整目的でブラシが装着されている。
5.1.3.2
処理対象物及び処理効果
バキュームヘッドが適切に鋼材表面に押し当てられている状態の場合,他のブラスト処理方法で対応で
きないような粉じん(塵)及び研削材を含む粒子の拡散を抑えながら同時に回収できるため,作業環境の
粉じん(塵)濃度を低く抑えるのに適している。この方法は,少量の粉じん(塵)しか出さないためブラ
スト作業環境は良い状態であり,除せい度Sa 21/2を得ることが可能である。
注記 ブラスト時間を更に延長することによって,除せい度Sa 3を得ることが可能である。
7
Z 0310:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1.3.3
留意及び限定事項
バキュームブラスト方法に用いる装置には,エアーブラスト方法の装置に加えて研削材を同時に吸引回
収する装置が必要である。研削材を回収,選別及び再使用することができるため,鉄系研削材なども屋外
ブラスト現場で使用できるが,研削材自体の化学系汚染に留意しなければならない。
注記 バキュームブラスト方法は,他のブラスト処理方法に比べて処理に時間がかかる。また,バキ
ュームブラスト方法では鋼材表面の塩類及び油分は除去できないため,さび度がかなり進んで
いるさび度D鋼に対する場合,又は処理面上に突起などの障害物がある場合は,向かない。
5.2
湿式ブラスト処理方法
5.2.1
モイスチュアブラスト方法
5.2.1.1
原理
モイスチュアブラスト方法の原理は,エアーブラスト方法とほぼ同じである。ただし,ブラストノズル
より上流からエアーブラスト流に非常に少量の水をエアーブラスト流より高い圧力で加圧注入して,水霧
状態でエアーブラストする点は,エアーブラスト方法とは異なる。この方法によって,50 μm未満の粉じ
ん(塵)などが抑えられブラスト処理ができる。また,水の吐出量が少なく制御できるため,通常15〜25
リットル/時間の水吐出に抑えることができる。
注記 金属,セラミックなどの溶射においては,表面が乾燥していること及び汚染物質がないことが
必要なため,モイスチュアブラスト方法は適さない。
5.2.1.2
処理対象物及び処理効果
粉じん(塵)の発生量に応じて,水の注入量を制御することが可能である。この方法は,現場でのブラ
スト処理における粉じん(塵)及び大量に廃棄される水の発生を抑えることができる。ノズルから液体が
垂れないように水の注入量を調整し,粉じん(塵)と水とを結合させる。粉じん(塵)と水とが結合して
いない場合,各研削材の粒子が水の被膜に包まれ,水被膜によって研削材が粉砕したときに粉じん(塵)
が発生するのを阻害する。全てのさび度に対して除せい度Sa 3の処理を達成できる。
5.2.1.3
留意及び限定事項
水の中に腐食抑制剤を入れて使用する場合,廃棄物処理としてその地域の環境に対する法律に従い処理
しなければならない。この方法は,エアーブラスト方法と異なり処理直後は,処理面に湿気がある。周囲
の状況によるが,処理面に付着した水が消えるまでには数分かかるため,戻りさびが発生した箇所にはそ
れに対応した工程が必要である。研削材は,一般的には非金属系研削材を使う。
5.2.2
湿式エアーブラスト方法
5.2.2.1
原理
湿式エアーブラスト方法の原理は,エアーブラスト方法とほぼ同じである。ただし,ブラストノズル先
端出口側又はブラストノズル中間からブラスト流に水を吸引させ,研削材,エアー及び水の混合流体にし
てブラスト処理する点は,エアーブラスト方法とは異なる。
注記 モイスチュアブラスト方法との違いは,水をエアーブラスト流の圧力よりも低い圧力で供給し
吸引させる方法であることである。そのため,使用する水の量も多い。金属,セラミックなど
の溶射においては,表面が乾燥し汚染物質がないことが必要なため,湿式エアーブラスト方法
は適さない。
5.2.2.2
処理対象物及び処理効果
大きな構造物を含む,全ての形状に対してのブラスト処理に対応できる。特に,孔食による穴,化学的
汚染物の付着した鋼板,水が残っていても問題とならない処理面などに適している。ブラスト処理中に,
8
Z 0310:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
研削材,エアー,水の混合比などを変え,選択的にブラスト処理を行うことが可能である。全てのさび度
に対して除せい度Sa 3の処理を達成できる。この方法は,水溶性の汚染物除去,粉じん(塵)の発生を抑
制するのに向いている。ブラストノズルの出口後の下流から水を加えるため,化学的汚染物除去に対して
の効果は劣る。
5.2.2.3
留意及び限定事項
水の中に腐食抑制剤を入れて使用する場合,廃棄物処理としてその地域の環境に対する法律に従い処理
しなければならない。この方法でブラスト処理された表面は,研削材,水,剝離物の混ざった泥状の物で
覆われており,作業者の目視検査上の妨げになる。戻りさびが発生した箇所にはそれに対応した工程が必
要である。研削材は,一般的には非金属系研削材を使う。
5.2.3
スラリーブラスト方法
5.2.3.1
原理
スラリーと呼ばれる水などの液体に細かい研削材をあらかじめ混合したものを,ポンプ及び圧縮空気に
よって加圧し,ブラスト処理を行う方法。
5.2.3.2
処理対象物及び処理効果
微細で均一な表面粗さを得るのに向いているため,工場内で箱型装置での小物部品の処理などに多く採
用されている。塩類などの水溶性汚染物質を低減することができる。
注記 スラリーブラスト装置によっては,屋外現場の湿式ブラスト処理及び乾式ブラスト処理の両方
が切換えできるものがある。ただし,日本国内において乾式エアーブラスト装置として使用す
る場合は,労働安全衛生法の第二種圧力容器の検査の確認が必要である。金属,セラミックな
どの溶射においては,表面が乾燥し汚染物質がないことが必要なため,スラリーブラスト方法
は適さない。
5.2.3.3
留意及び限定事項
水の中に腐食抑制剤を入れて使用する場合,廃棄物処理としてその地域の環境に対する法律に従い,処
理しなければならない。研削材は,一般的には非金属系研削材を使う。
5.2.4
ウォータージェットブラスト方法
5.2.4.1
原理
研削材は乾燥状態又は,液体と研削材との混合物の湿潤状態のものを,高圧に加圧された液体の流れに
先端ノズル又はノズル近傍で合流させ,ブラスト処理を行う方法。液体は水を加圧した高圧水が一般的で
研削材を加える量は湿式エアーブラストよりも少ない量とする。
注記 装置によって研削材が乾燥状態,湿潤状態のいずれでも使用できるような様々な種類のウォー
タージェットブラスト装置がある。金属,セラミックなどの溶射においては,表面が乾燥し汚
染物質がないことが必要なため,ウォータージェットブラスト方法は適さない。
5.2.4.2
処理対象物及び処理効果
大きな構造物を含む,全ての形状に対してのブラスト処理に対応できる。特に,孔食による穴,化学的
汚染物の付着した鋼板,水が残っていても問題とならない処理面などに適している。さび度A,B及びC
に対して除せい度Sa 3の処理を達成できる。さび度Dに対してはSa 21/2を得ることができる。水溶性の
汚染物質の除去には効果がある。
警告 湿式エアーブラストのように簡単な操作でブラスト処理ができるものでなく,高圧水の扱いに
は,危険が伴い安全対策などの注意を要する方法である。
9
Z 0310:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.4.3
留意及び限定事項
水の中に腐食抑制剤を入れて使用する場合,廃棄物処理として,その地域の環境に対する法律に従い処
理しなければならない。この方法でブラスト処理された表面は,研削材,水,剝離物の混ざった泥状の物
で覆われており,作業者の目視検査上の妨げになる。戻りさびが発生した箇所にはそれに対応した工程が
必要である。研削材は,一般的には非金属系研削材を使う。
6
研削材
6.1
材料及び種類
天然及び人工による様々な材料は,金属表面の素地調整をするために行うブラスト処理に使用すること
ができる。それらの材料を,表2に示す。ただし,材料の違いによって,ブラスト処理には特徴が出る。
なお,JIS Z 0311又はJIS Z 0312で規定された条件を満たし,腐食性成分及び密着を損なう汚染物質が
あってはならない。ブラスト処理後の鋼の表面に有害な影響を及ぼすため,初めから汚染された研削材は
使用できない。リサイクル研削材において使用前に洗浄処理することができないもの又は冷却のために塩
水,すなわち,海水を使用することによって造粒されたスラグから製造されたものは,用いてはならない。
表2−ブラスト処理用研削材の材料及び種類
分類
形状の
略号a)
記号
比較板b)
用途
金属系
鋳鉄
鋳鉄グリット
G
M/CI
G
主としてエアー
ブラスト用
鋳鋼
高炭素鋳鋼
ショット/グリット
S又はG M/HCS-S/HCS-G
Sc)
主として遠心式
ブラスト用
低炭素鋳鋼ショット
S
M/LCS
S
非金属系 天然鉱物 スタウロライト
S
N/ST
G
主としてエアー
ブラスト用
アルマンダイトガーネット
G
N/GA
G
造鉱物
鉄鋼スラグ
高炉スラグ
G
N/FE
G
主としてエアー
ブラスト用
製鋼スラグ
S又はG
N/SS
S/G
銅スラグ
G
N/CU
G
ニッケルスラグ ニッケル精錬
スラグ
G
N/NI
G
フェロニッケ
ルスラグ
S又はG
N/FN
S/G
石炭灰スラグ
G
N/CS
G
溶融アルミナ
褐色アルミナ
G
N/FA/A
G
ホワイトアル
ミナ
G
N/FA/WA
G
注a) G及びSは,粒子の初期形状を示す記号で,Gは角張った形状(グリット状)を,Sは角張りが少ない形状(シ
ョット状)を示す。
b) 比較板によって表面形状を評価する場合に使用する比較板の種類を示す(JIS Z 0313参照)。
c) 初期形状がGでも,繰返し使用によってSに近くなることがある。
6.2
健康及び安全
素地調整のために使用される装置,研削材及び剝離物は,使用中,又は管理する場合,身体に危険を及
ぼすことがある。
10
Z 0310:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
警告 ブラスト処理に関しては,常に適切な指示が与えられ,危険性に留意することが重要である。
対策としては,安全に作業するために,作業環境に移動可能な集じん(塵)機を設置する,剝
離物が舞い上がらないようにするなどの工夫が必要である。ブラスト作業者及び周辺作業者は,
有害物質が体内に取り込まれないように国内及び国外製品を問わず,各国の安全性確認テスト
を通過した防じん(塵)面,及び防じん(塵)面に送り込むための清浄エアーの確保をしなけ
ればならない。また,清浄エアーの確保のために,防じん(塵)面用エアーラインフィルター,
及び一酸化炭素監視モニターを設置することが必要である。
6.3
研削材の選択及び検討
研削材の選択及び検討は,次による。
a) 適切なブラスト処理方法及び条件とともに最適な研削材を選定することが,表面処理の規格を実現す
ることにおいて重要である。
b) ブラスト処理用研削材の種類において,粒度分布,形状,硬度,密度及び衝撃挙動(変形又は破砕性)
は,被ブラスト面の除せい度,ブラスト処理速度及びブラスト処理面の表面状態(表面粗さなどを含
む形体及びプロフィール)の基準を決定するのに重要である。研削材の粒度分布は,それぞれJIS Z
0311又はJIS Z 0312で規定する方法を用いて決定しなければならない。
c) あらかじめブラスト処理テスト施工を行った後に,現地でブラスト処理を行った方が,結果的には,
要求される除せい度を達成しやすいため,ブラスト処理テスト施工を行うことが望ましい。研削材を
循環して使う場合には,粉砕などによって形状及び粒径が変わり,未使用の研削材を使用した場合と
は結果が異なるため,同じ試験片に対してあらかじめ試験をしておく必要がある。
d) 研削材粒子径を特定した場合,処理面の表面粗さ及び形状は,非金属系研削材を使用するよりも,金
属系研削材を使用する方が通常大きい。
注記 同条件でブラスト処理した場合,金属系研削材の方が非金属系研削材に比べて処理面の表面
粗さ及び形状が大きくなる理由は,金属系研削材の方が,比重が高いため運動エネルギーが
大きくなること及び衝撃破砕性が低いためである。
e) 研削材の粒子サイズを調整することで,除せい度,ブラスト処理速度,処理面の表面粗さ及び形状を
変えることができる。
f)
研削材が繰り返し使われるブラスト工場(ブラストルーム)では,研削材選別機などを用いて研削材
を再使用する前に,粉じん(塵)及び不純物を除去しなければならない。ブラスト処理された鋼材に
残留し,ブラスト工場から持ち出されることによる減量,及び摩耗した研削材などに関しては,残っ
ている研削材との粒度分布,偏った堆積に注意しながら管理し,未使用の研削材を補給する。
なお,研削材の管理をせず,研削材選別機を用いて繰り返し研削材を使用していると,研削材の摩
耗などによって,投入した研削材全体の粒度分布が設定した粒度分布とは異なるものになってしまう。
その場合は,投入している研削材全体の入替えが必要となることがある。
7
ブラスト処理前の検討事項
ブラスト処理に当たっては,次の事項を確認して実施可能な方法を検討し,それらの検討結果に基づい
た適切な施工を行わなければならない。
なお,検討の結果,ブラスト処理方法を応用しなければならないときは,附属書JAによる。
a) 処理前の鋼材に関する,角,及び隅の形状,溶接部の形状,死角部の状況,鋼材のきずの状況,塗膜
などの有無,腐食の種類及び程度,汚染物質の種類及び付着程度,並びにそれらが不適切な場合の補
11
Z 0310:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
修及び修正の方法。
b) 要求される鋼材の仕上げ程度(表面粗さ及び清浄度)。
c) 処理対象物の形状(施工しやすさ及び大きさ)並びに作業条件(換気,温度・湿度対策など)。
d) 施工場所及び時期(気候条件)。
e) 採用できるブラスト処理方法。
f)
使用する研削材(材質,形状,硬さ,粒度分布,汚れ及び繰返し使用時の変化)。
g) 処理範囲(全面仕上げか又は部分仕上げか)。
h) ブラスト処理条件。
i)
処理後の処置(研削材の回収,鋼材表面の清掃,塗装及び廃棄物の処理)。
j)
施工期間及びコスト。
k) 粉じん(塵),酸欠及び研削材噴流に対する安全衛生対策(適切な管理者,防護措置など)並びに周辺
設備への影響。
l)
バグフィルター式集じん機の火災などに対する災害対策。
8
施工方法
8.1
ブラスト処理前の検査及び処置
ブラスト処理前の検査及び処理は,次による。
a) 箇条7 a) に規定する鋼材の状態を目視などで検査する。受渡当事者間の協定によって,目視だけでは
なく,測定器などによる適切な検査方法を採用してもよい。
b) 不具合があれば,適切に補修及び修正を行う。
c) 処置終了後の状態をa) に従って検査し,問題のないことを確認する。
8.2
ブラスト処理
ブラスト処理は,次による。
a) 選定した仕様のブラスト処理設備が,適切に設置され,作動することを確認する。
b) 安全衛生対策及び災害防止対策が,それらのための設備も含めて適切であることを確認し,作業中,
それらの対策を確実に実施する。
c) 研削材が選定されたとおりの仕様であり,良好に保管されており,その状態を保持したまま供給でき
ることを確認する。乾式ブラストに用いる研削材は,十分乾燥していなければならない。
d) 遠心式ブラストを採用する場合においては,次の条件を適切に設定・維持管理してブラスト処理を行
う。
1) 研削材を投射するディスクの直径及び回転数。
2) 研削材の投射口と被処理物との距離,角度(中心角度及び広がり)及び相対速度。
3) 研削材の供給量。
e) エアーブラストを基本とする圧縮空気で研削材を噴射するブラスト処理方法を採用する場合は,次の
条件を適切に設定及び維持管理しながら,ブラスト処理を行う。
1) コンプレッサーの吐出圧力及び流量。
2) ブラストホースの長さ及び内径。
3) ブラストホース先端,又はブラストノズル直前での圧力。
4) コンプレッサーによって圧縮された圧縮空気の水及び油分の除去管理。
5) ブラストノズルの材質,長さ,内面形状及び内径並びにそれらの損耗度。
12
Z 0310:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6) ブラストノズルとブラスト処理面との距離及び角度。
7) 研削材と圧縮空気との混合比。
8) ブラスト装置の圧力容器としての検査,安全性,保管方法の確認及び日常点検の実行。
9) ブラスト装置の緊急時の安全停止装置の有無及び作動状態の確認。
10) ブラスト作業者の防じん(塵)面,手袋,防護服,防じん(塵)面用エアーラインフィルター,防
じん(塵)面供給エアー用一酸化炭素監視モニター,ブラスト装置内圧排気時の消音装置など安全
衛生品の確認。
f)
ブラスト処理作業に適切な気温及び相対湿度の確認。
8.3
ブラスト処理後の処置及び検査
ブラスト処理後の処置及び検査は,次による。
a) ブラスト処理後,研削材を回収し,表面の残留物を真空掃除機,清浄な圧縮空気などによって清掃す
る。有機溶剤,水,水蒸気などで洗浄する方法を採用する場合には,それによるさびの再発生又は腐
食抑制剤の残留のために被覆の付着に障害が生じないよう,事前に十分な検討をしておかなければな
らない。
b) 受渡当事者間の協定によって,ブラスト処理面を速やかに検査し,その程度を評価する。
8.4
施工管理者
施工に関する作業を適切に実施するため,施工企業は,素地調整の技術的な専門知識及び経験をもつ管
理者(例えば,防せい管理士)を任命して,その管理者に必要な権限を与え,適切な管理を行わせなけれ
ばならない。
9
ブラスト処理面の評価
ブラスト処理面は,JIS Z 0313に従って評価するか,又はその中から受渡当事者間の協定によって,適
切な方法を採用する。
10 ブラスト処理の表示
ブラスト処理した鋼材については,送り状などの適切な書類に次の事項を表示する。
a) ブラスト処理方法の種類及び条件。
b) 研削材の種類及び粒度。
c) ブラスト処理面の除せい度。
d) ブラスト処理面の表面粗さ。
13
Z 0310:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
ブラスト処理方法の応用
ブラスト処理方法の応用
ブラスト処理方法の応用は,次による。
a) スィープブラスト処理 スィープブラスト処理は,塗料及び金属コーティングされている表面層だけ
の素地調整を行う処理方法であり,付着が不十分なものだけを除去し,十分にコーティングされてい
る塗料及び金属コーティングの下の鋼材まで露出させずに,研削材を食い込ませないように行う。要
求される表面処理状態を得るために,ブラスト試験施工エリアを区切り,研削材の種類,研削材の粒
子径,ブラスト掃射角度,距離,空気圧力などを調整し決定する。一般的には,細かい研削材を使用
し,低い空気圧力で行う。
b) スポットブラスト処理 スポットブラスト処理は,エアーブラスト方法及びモイスチュアブラスト方
法と同じ処理方法であり,完全な状態で塗膜及び金属コーティングされている場合において,一部目
視できる部分的なさび及び溶接部だけをブラスト処理する。スポットブラスト処理とスィープブラス
ト処理とを併用してもよい。これらの処理を行った場所は,再塗装処理などを行う前に洗浄処理が必
要である。
c) ウォーターブラスト処理 ウォーターブラスト処理は,加圧された清浄な水の噴流を洗浄及び剝離す
る対象物へ噴射し,除去する処理方法である。水の圧力は,付着汚染物の溶解度,薄いさび度及び劣
化塗膜の度合いによって決まる。洗浄工程上,洗剤を使用した場合は,清浄水で洗い流す必要がある。
一般的には,高圧ウォーターブラスト処理は70〜170 MPaに,超高圧ウォーターブラスト処理は170
MPa以上に使用され,70 MPa以下は水洗浄として使われる。
注記 5.2.4のウォータージェットブラスト方法とは違い,研削材を混合しない。
参考文献
JIS H 8200 溶射用語
附属書JB
(参考)
JISと対応国際規格との対比表
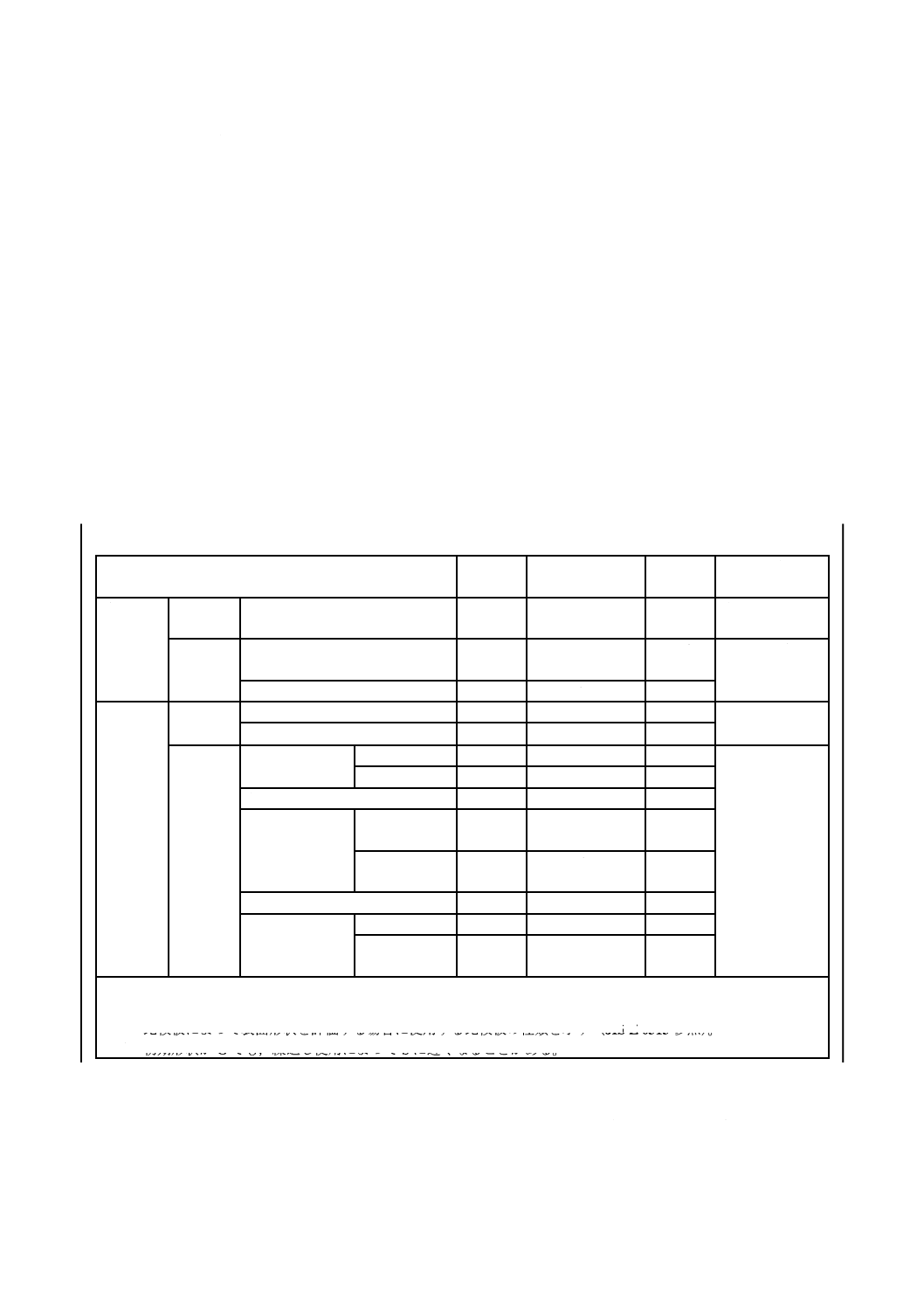
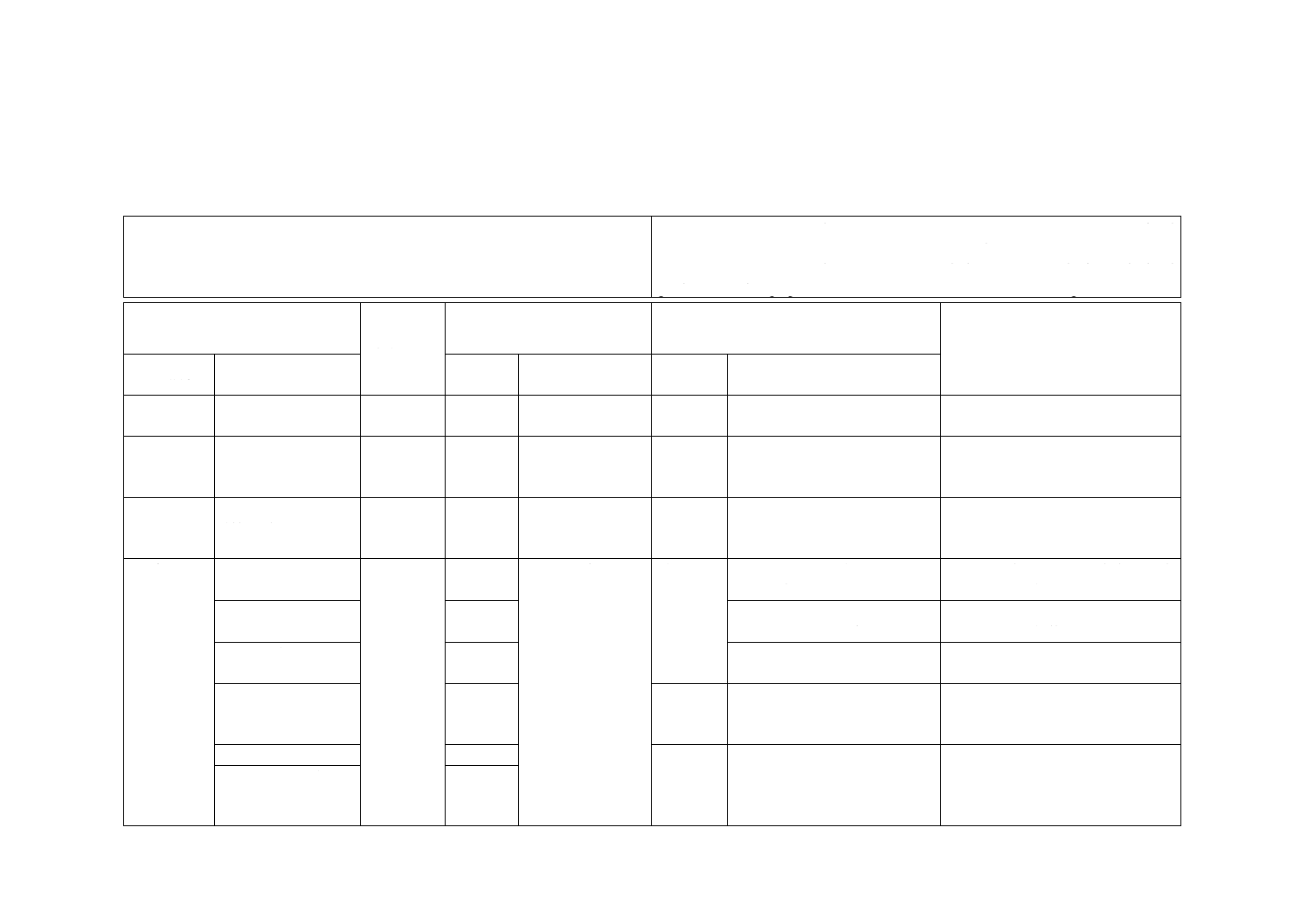
JIS Z 0310:2016 素地調整用ブラスト処理方法通則
ISO 8504-1:2000,Preparation of steel substrates before application of paints and related
products−Surface preparation methods−Part 1: General principles
ISO 8504-2:2000,Preparation of steel substrates before application of paints and related
products−Surface preparation methods−Part 2: Abrasive blast-cleaning
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
警告
ISO 8504-1
ISO 8504-2
1
追加
具体的な安全対策方法と留意
事項とを追加した。
国際的常識だが国内ではまだ浸透
していないため,対策を追記した。
3 用語及び
定義
研削材,ブラスト処
理
ISO 8504-2 3
用語及び定義
追加
“さび度”,“清浄度”,“除せい
(錆)度”及び“表面粗さ”を
追加した。
規格使用者の利便性を考慮した追
加であり,技術的差異はない。
4 ブラスト
処理方法の
種類
ブラスト処理方法の
種類 表1
ISO 8504-2 5
追加
記号を追加した。
規格使用者の利便性を考慮した追
加であり,技術的差異はない。
5 ブラスト
処理方法の
原理
5.1.2.1 原理
ISO 8504-2 5.1.2.1
JISとほぼ同じ
追加
原理について具体的説明及び
注記を追加した。
規格使用者の利便性を考慮した追
加であり,技術的差異はない。
5.1.2.2 処理対象物
及び処理効果
5.1.2.2
連続処理の意味が屋内での自
動化であることを追加した。
規格使用者の利便性を考慮した追
加であり,技術的差異はない。
5.1.3.1 原理
5.1.3.1
原理について具体的説明及び
注記を追加した。
規格使用者の利便性を考慮した追
加であり,技術的差異はない。
5.1.3.3 留意及び限
定事項
5.1.3.4
変更
機器の構成及び化学汚染に関
する事項を追加し,ISO規格の
規定文を注記にした。
規格使用者の利便性を考慮した追
加であり,技術的差異はない。
5.2.1.1 原理
5.2.1
追加
5.2.1.1及び5.2.2.1にモイスチュ
アブラスト方法とエアーブラ
スト方法との違いを具体的に
追加した。
規格使用者の利便性を考慮した追
加であり,技術的差異はない。
5.2.2.1 原理 注記
5.3.1.1
2
Z
0
3
1
0
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
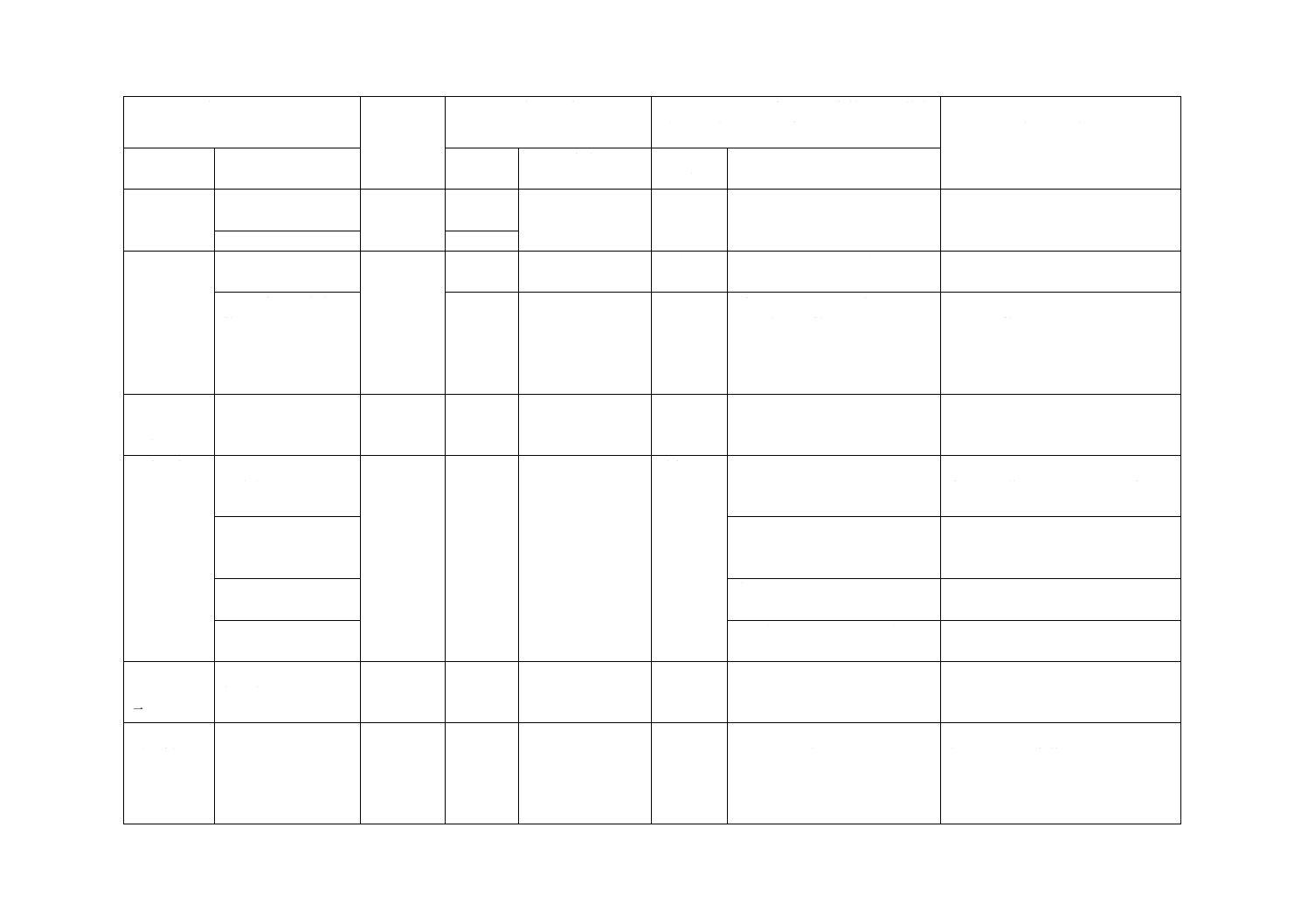
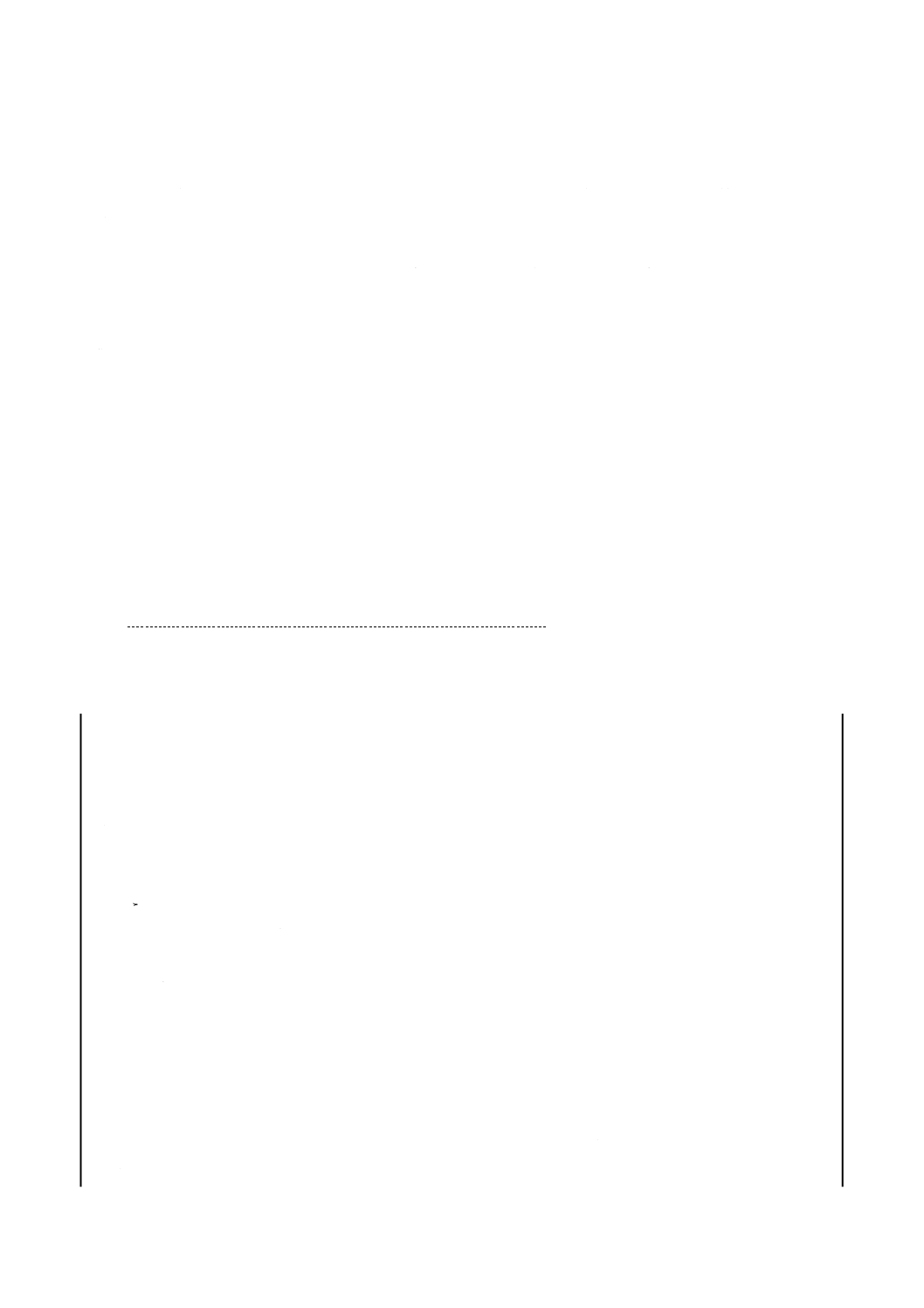
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 ブラスト
処理方法の
原理(続き)
5.2.3.2 処理対象物
及び処理効果 注記
5.3.1.2
追加
装置構造上における法規的な
注意点を追加した。
国内法規に合わせるため。
5.2.4.1 原理 注記
5.3.3.1
6 研削材
6.1 材料及び種類
ISO 8504-2 4.1表1
削除
オリビンサンドを削除した。
オリビンサンドは国内では研削材
として使われていないため。
6.2 健康及び安全
警告
4.2.2
変更
ブラスト処理の危険性に関す
る規定文を警告にするととも
に,ブラスト処理後に発生する
研削材及び剝離物による危険
性及び対策を追加した。
健康被害に関する規定であるため,
JISでは警告とした。
また,国際的常識だが国内ではまだ
浸透していないため,対策を追記し
た。
7 ブラスト
処理前の検
討事項
ブラスト処理前の検
討事項
ISO 8504-2 6.1
汚染物質の除去方
法は,ISO 12944-4
によると規定。
変更
附属書JAにISO 12944-4の規
定内容の一部を規定し,それに
よるとした。
規格使用者の利便性を考慮した追
加であり,技術的差異はない。
8 施工方法
8.1 ブラスト処理前
の検査及び処置
ISO 8504-2 3
6.2
6.3
ブラスト処理
ブラスト処理後の
処置及び検査
追加
測定器による検査方法を追加
した。
検査後の対処を追加した。
ISO 8502-2では測定器による検査
方法を記載していないが,国内では
浸透しているので追加した。
8.2 ブラスト処理
ブラスト処理において重要な
装置及び条件の管理方法を追
加した。
規格使用者の利便性を考慮した追
加であり,技術的差異はない。
8.3 ブラスト処理後
の処置及び検査 a)
腐食抑制剤を使用する場合の
検討事項を追加した。
規格使用者の利便性を考慮した追
加であり,技術的差異はない。
8.4 施工管理者
施工管理者の具体的な資格の
例を追加した。
国際的には常識だが,国内では規定
の必要があるため。
10 ブラス
ト処理の表
示
ブラスト処理鋼材の
処理表示
追加
ブラスト処理の表示の箇条を
追加した。
国内商慣習では,必要なため。
附属書JA
(規定)
ブラスト処理方法の
応用
追加
ブラスト処理方法の応用につ
いて対応規格は,ISO 12944-4
を引用しているが,この規格で
は,附属書JAを設けて,その
内容について規定した。
規格使用者の利便性を考慮した追
加であり,技術的差異はない。
2
Z
0
3
1
0
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:(ISO 8504-1:2000,ISO 8504-2:2000,MOD)
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
Z
0
3
1
0
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。