X 9206-1 : 2000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
JIS X 9206-1には,次に示す附属書がある。
附属書A(参考) 規格化のねらい及び応用分野
附属書B(参考) AMPAC共通辞書の例
附属書C(参考) AMPAC単位定義の例
附属書D(参考) AMPACデータベースの例
附属書E(参考) AMPACデータベース構築を支援するユーティリティプログラム
附属書F(参考) 構造モデルの階層構造の例
附属書G(参考) 関連規格
この規格の技術内容は,ISO/TC130/WG2の支援及び調整の下で,画像処理技術標準化調査研究委員会に
おける構造モデル/符号化 (AMPAC) 分科会及びAMPAC JIS化原案作成WGがまとめた。様々な分野の
専門家,技術者及び研究者からの意見も,インターネットを介して収集した。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
X 9206-1 : 2000
印刷工程管理のための
データベース構造モデル及び
制御パラメタの符号化−
第1部:構造モデル及びデータベース記述書式
Database architecture model and control parameter coding
for process control and workflow
Part 1:Architecture model and database format
序文 この規格は,ISO/TC130/WG2に提案中の国際規格案 (ISO/WD 16044-1) を翻訳し,技術的内容及び
規格票の様式を変更することなく作成した日本工業規格である。
なお,基になる国際規格案作成に当たっては,日本が中心的役割を果たしている。
設計,プリプレス,印刷,印刷物加工などで使う材料及びデータ,機械及びオペレータへの作業指示など,
印刷関連の生産工程では,様々な種類の制御パラメタが存在し,制御パラメタ間を関連付ける必要がある。
生産工程の中で,これらの制御パラメタを正確に定義でき,自由に交換できれば,効率的かつ知的な生産
工程を構築できる。
この規格は,世界的規模での共通情報交換の基盤を提供する。この規格の利用者は,AMPAC (Architecture
Model and PArameter Codingの略称) と呼ぶ分散型データベース上のあらゆる情報に自由にアクセスでき,
アクセスした情報を生産工程の制御に利用できる。
このJIS X 9206規格群は,印刷関連産業において,ワークフロー表現及び工程制御を目的とした構造モデ
ル,データベース記述書式及び制御パラメタ表現を規定する。この規格群は,印刷に関連する仕様,工程,
機械,材料など,すべての制御パラメタを図1に示す階層構造に従って分類する。この規格群は,次の要
件を規定する。
1) 印刷システムの全情報を包含する標準構造モデル
2) 構造モデルに従った標準符号化規則
3) 制御パラメタの値及び制御パラメタ間の関連を記述する標準書式
4) 仕様,工程などを構成する制御セット(制御パラメタの組合せ)
5) データベースを生成し,操作し,応用する非公式なユーティリティ
JIS X 9206規格群の中でこの規格は,構造モデル及びデータベース記述書式を規定する。この規格の概念
は,印刷関連以外の産業にも適用してよい。第2部の規格は,印刷関連産業の要求に特化した制御パラメ
タ表現を規定する。
この規格群を作成するねら(狙)い及び応用分野について,附属書A(参考)に解説する。
2
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1. 適用範囲 この規格群は,印刷関連産業において,ワークフロー表現及び工程制御を目的とした構造
モデル,データベース記述書式及び制御パラメタ表現を規定するが,この規格は,構造モデル及びデータ
ベース記述書式を規定する。この規格の概念は,印刷関連以外の産業にも適用してよい。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を示す記号は,ISO/IEC Guide21に基づき,IDT(一致している)とする。
ISO/WD 16044-1 : 1999, Database architecture model and control parameter coding for process control
and workflow Part 1:Architecture model and database format
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS Z 8123 印刷用語−基本用語
JIS X 0201 7ビット及び8ビットの情報交換用符号化文字集合
備考 ISO/IEC 646, Information technology−ISO 7-bit coded character set for information interchangeか
らの引用事項は,この規格の該当事項と同等である。
JIS Z 8203 国際単位系 (SI) 及びその使い方
備考 ISO 1000, SI units and recommendations for the use of their multiples and of certain other unitsから
の引用事項は,この規格の該当事項と同等である。
JIS Z 8202の規格群 量及び単位
参考 JIS Z 8202-0〜JIS Z 8202-10及びJIS Z 8202-12,JIS Z 8202-13
備考 ISO 31の規格群(ISO 31-0〜ISO 31-10及びISO 31-12,ISO 31-13),Quantities and unitsから
の引用事項は,この規格の該当事項と同等である。
3. 定義 この規格で用いる主な用語の定義は,次による。このほかに,この規格で用いる用語の定義は,
JIS Z 8123の規定による。
a) 設計 (design) 最終製品の仕様決定にかかわる一連の作業。印刷関連産業においては,編集内容の企
画,レイアウトの作成,原稿要素の決定,受発注(校正形態,印刷数量,加工方法,納入要件など)
の指示などを示す。
b) ワークフロー (workflow) 従業員,材料及び設備について,予定及び関係を関連付けた仕事の流れ
及び/又は仕事の組合せ。
c) 制御パラメタ (control parameter) オブジェクトの状態及び各種の値を定義する変数。制御パラメタ
を用途別に分類すると,製品の設計仕様を表す指示パラメタ,製造工程における機械制御のための設
定値を表す設定パラメタ,材料及び機械の特性を表す特性パラメタがある。また,この規格は,物理
パラメタ及び非物理パラメタの二種類の制御パラメタを使用する。物理パラメタは,MKSA系で与え
られる物理的な単位をもった数値で表す変数である。非物理パラメタは,条件又は記号の一覧から選
ばれる非数値を使って,オブジェクトの状態を特定する変数である。
d) 制御セット (control subset) この規格群が定義するすべての制御パラメタから抽出した制御パラメ
タの部分集合。印刷関連の生産工程の中で,設計,製造,材料,機械などを具体的に表現するための
制御パラメタの組合せ。
e) 関連パラメタ (related parameter) 指定された制御パラメタの値を決定するに際して,影響を及ぼす
3
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
パラメタ。
4. 要求事項
4.1
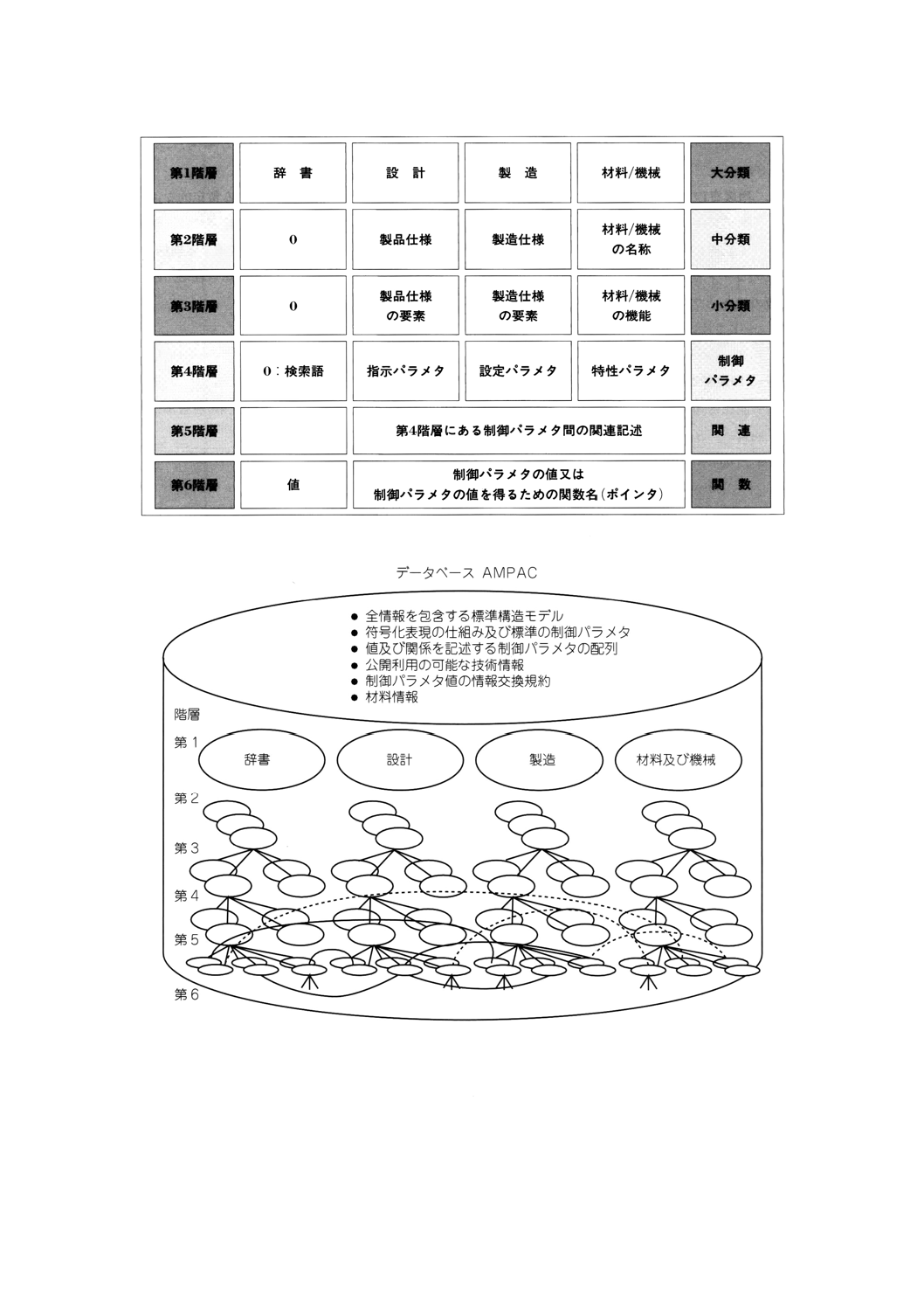
構造モデルの階層構造 この構造モデルは,仕様の設計,工程の制御,機械特性の調査などに利用
する様々な種類の制御パラメタを包含する。これらの制御パラメタを各階層での区分が等しくなるように,
系統的に4段階の階層構造に分類する(図1参照)。
この構造モデルは,最も広い範囲の区分を第1階層に表し,設計,製造,材料/機械及び辞書の四つの
区分に定義する。下位の階層に分類される項目は,上位の階層に分類されている項目の詳細を表す。第2
階層には,設計内容を詳述する製品仕様,製造手順を詳述する製造仕様及び材料/機械の名称を定義する。
第3階層には,製品仕様の要素,製造仕様の要素及び材料/機械の機能を定義する。第4階層には,JIS Z
8203及びJIS Z 8202の規格群で規定する物理的な意味及び単位をもつ制御パラメタを定義する。
第4階層より下の階層では,第5階層に制御パラメタ間の関連付けを記述する。また,第5階層には,
第6階層で指定される関数の変数が含まれる。さらに,個々の制御パラメタの値を算出する方法もこの構
造モデルに含まれ,第6階層に現れる。第6階層は,制御パラメタの値を算出するアルゴリズムの格納場
所(ポインタ)であり,アルゴリズムは,数値,表,解析関数,メンバシップ関数などの中から選択する。
これら第1階層から第6階層までの階層構造を図2に示す。
構造モデルの大まかな特徴が分かるように,印刷関連産業を例とした各階層の定義例を附属書F図1に
示す。さらに,印刷関連産業を例とした第1,第2階層の項目の詳細を附属書F表1に示す。
利用者は,この構造モデルから,適切な制御パラメタを組み合わせて工程を表現する。制御パラメタの
組合せは,システム全体の中で一つの制御セットを生成する。生産工程及び機械要素は,個々の制御セッ
トから構成される。また,製品を記述する制御パラメタの組合せも,一つの制御セットであり,この構造
モデルが包含するすべての制御パラメタから抽出される。制御セットは,ここに示す構造モデルに基づい
て,各作業現場で構築されることが望ましい。さらに,各制御セットの制御パラメタを同じ書式で記述す
ることで,各制御セットを簡単に組み合わせることができる。生産作業を開始し,運営するには,この制
御セットを構成するすべての制御パラメタを最初に定義する必要がある。各制御セットの制御パラメタは,
この構造モデルの第4階層に列挙され,この規格群の第2部で規定する。
各階層の個々の要素,機能及び制御パラメタは,それぞれ10進数のコード番号で表現する(現在のコー
ド番号は,暫定値とするが,規格コード番号として規定する予定)。下位階層のコード番号は,制御パラメ
タの用途を特定するために,上位階層のコード番号と組み合わせて表現する。組合せの詳細及びその利用
法は,4.2による。
第1階層から第4階層までのコード番号がすべて “0” の制御パラメタは,辞書を定義する。この辞書に
は,数値で指定できない特殊な制御パラメタ(単語)を登録する。特殊な制御パラメタは,検索語[4.2.2
の “reference” 及び附属書B(参考)を参照]を指定して,文字列のデータ形式で辞書に登録する。辞書
に登録された特殊な制御パラメタは,この構造モデルの第6階層に位置付けられる。生産工程を構成する
各制御セットは,個別に辞書をもてる。この辞書は,最優先の参照順位をもつ特別な辞書に位置付けられ
る。一方,この規格群の第2部では,通常使用での便宜のために,標準の共通辞書を用意する。
また,この規格は,制御パラメタに付随する単位も辞書と類似した方法で定義する[4.2.2の “Q (name)”
及び附属書C(参考)を参照]。各制御セットは,個別に単位を定義できるが,JIS Z 8203及びJIS Z 8202
の規格群が規定する単位以外を使用する場合は,単位定義についての詳細を記したファイルを付加する。
4
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 制御パラメタを分類した構造モデル
図2 構造モデルの階層構造
4.2
データベースの符号化規約
4.2.1
制御パラメタの表記 各作業現場で構築するデータベースにおいて,個々の制御パラメタは,コー
ド番号で指定する。ただし,この規格群の第2部が,規格として成立するまでの間,暫定的に英文字を制
御パラメタの表記に使ってよい。
5
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. 制御パラメタを英文字で書いた場合,データの交換及び検索を容易にするために,外部の作
業現場への送信前に,英文字を対応するコード番号に変換する必要がある。英文字からコー
ド番号への変換辞書は,第2部の規格制定時に準備する。ただし,暫定的な変換辞書(対応表)
は,附属書E(参考)に示すホームページアドレスから参照できる。
2. 附属書E(参考)に示すホームページアドレスでは,データベースの構築を支援する暫定的
なユーティリティプログラムを提供する。このユーティリティプログラムは,この規格の成
立時点では,制御パラメタを英文字で表記しているが,第2部の規格制定時には,英文字を
コード番号に変換する機能を備える。
それぞれのコード番号は,各階層の項目がピリオド “.” (JIS X 0201定義の符号2E)で区切られた,四
つの単精度10進整数の組合せで構成される。四つの10進数のコード番号は,次のように階層順に並ぶ。
第1階層コード番号 . 第2階層コード番号 . 第3階層コード番号 . 第4階層コード番号
例 1 . 23 . 456 . 7890
4.2.2
データ記述書式の規約 データベースのデータ記述書式を,次のように定める。
なお,この記述書式には,制御パラメタの値を操作する関数表現(図1の構造モデルにおける第5階層
及び第6階層)も含まれている。
manufacturer ; [model identifier] ; [information group] ; parameter name [:reference:] ;
[identifier in parameter ] ; n1 ; [PR1, PR2, …, PRn1] ; [Q (name) ] ;
DIM ; [DIMN] ; [DIML, DIMM, DIMT, DIMA, DIMK, DIMMOL, DIMCD] ; [DIM10] ;
[n2] ; [DATA1, DATA2, …, DATAn2](改行)
要素の並び順は,上のとおりとし,並び替えることはできない。上の書式は,文書表記上,途中で改行
されているが,実際にデータを記述する場合には,最後にだけ改行(JIS Z 0201定義の符号0D)を入れる。
ここで,各要素の意味及び内容は,次のとおりとする。
[…]
: この要素は,省略可能とする。
;
: 要素の区切り記号(JIS X 0201定義の符号2B)。この区切り記号は,要素を省略するとき
も必要とする。
:
: referenceを使用する場合の要素の区切り記号(JIS X 0201定義の符号3A)。
,
: PRが複数個ある場合,DATAが複数個ある場合又はDIML〜DIMCDの基本単位の指数を
記述する場合に,要素を区切る記号(JIS X 0201定義の符号2C)。
manufacturer : 機械,材料などの製造者の名前。設計者又は創作者の名前。
model identifier :データベース内に,一つのmanufacturerに対して二つ以上の製品がある場合,製品を区
別するために指定する名称。
information group :関連する複数のparameter nameをグループ化し,保持することを目的とした,データベ
ースのテーブル(表)名又はオブジェクト指向データベースのクラス名。
parameter name :制御パラメタの名称。4.2.1で定義した,ピリオドで区切られる四つの単精度10進整数
を組み合わせたコード番号又は英文字(1)。
6
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
reference
:他のinformation group,parameter name及び/又はidentifier in parameterを参照又は関連
付ける要素。parameter nameが “0.0.0.0” のコード番号をもつ場合,referenceには,辞書
の検索語(コード番号又は英文字)を指定する[附属書B(参考)参照]。referenceは,
次に示すように,三つの要素を “,” ”で区切って記述する。
: information group : parameter name : identifier in parameter :
要素の並び順は,上のとおりとし,並び順を替えることはできない。第2項以降の二つ
の要素又は第3項の要素は,不要であれば省略できる。
identifier in parameter :一つのinformation group内で,同一のparameter nameをもつ制御パラメタが複数個
ある場合に,ある制御パラメタを他の制御パラメタと区別するための識別ID。
n1
:関連パラメタPRの個数(0を含む)。
PR1,PR2,…,PRn1: 関連パラメタ。制御パラメタの値を決定するに際して,影響を及ぼす要素。要素が
n1個ある場合,1番目からn1番目までを “,” で区切って記述する。
Q (name)
:制御パラメタの値を記述する書式。書式の種類は,Qに指定する文字列で表現する。次
の(e)〜(g)のいずれかが該当する場合,nameは,関数,辞書,単位一覧表などの使用法
を示すファイルの名称を示す。
(a) 単一数値の場合:Q (name) にVI ( ) (整数)又はVR ( ) (実数)を指定する。こ
の場合,n2に “1” を指定し,DATAに値を入れる。
(b) 表の場合:Q (name) にTI ( ) (整数)又はTR ( ) (実数)を指定する。この場合,
次の式で計算される値をn2に指定し,DATAにn2個の値を入れる。
n2=2+Li*2
(n1=1の場合)
n2=n1+ΣLi+Li
(n1>1の場合)
ただし,Liは,i番目の行における列の個数とする。
DATAは,関連パラメタの個数に相当する値の配列を指定する。値の配列は,関連パ
ラメタと同じ順序で並ぶ。関連パラメタの単位は,(g)に示す方法で与える。
例 n1=1の場合及びn1=2の場合におけるDATAの記述例を,次に示す。
n1=1の場合:制御パラメタa1が,次に示す関連パラメタb1の表形式の関数として与
えられる場合,DATAの配列は,表1のようになる。
7
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 一次元配列の例
a1
b1
b11
b12
b13
b14
DATA
D1
D2
D3
D4
$ISO;$example;;a1;;1;b1;TI
( ) ;0;;0;10;1,4,b11,b12,b13,b14,D1,D2,D3,D4
DATAは,行数,列数,b1の数列,データの数列の順に
並ぶ。
・n1=2の場合:制御パラメタa1が,次に示す二つの関
連パラメタb1,b2の表形式の関数として与えられる
場合,DATAの配列は,表2のようになる。
表2 二次元配列の例
a1
b2
b21
b22
b23
b24
DATA
b1
b11
D1
D2
D3
D4
b12
D5
D6
D7
D8
$ISO;$example;;a1;;2;b1, b2;TI ( ) ;0;;0;16;2,4,b11,b12,b21,b22,b23,b24,D1,
D2,D3,D4,D5,D6,D7,D8
DATAは,行数,列数,b1の数列,b2の数列,データの数列の順に
並ぶ。
(c) 文字列の場合:Q (name) にCH ( ) を指定する。DATAに文字列を指定する。
(d) 日時の場合:Q (name) にDAY ( ) を指定する。DATAは,yyyy-mm-dd-hh.mm.ss.nnnnnn
の形式で記述する。
例 1998-09-12-15.25.33.000000
(e) parameter nameに “0.0.0.0” が指定されている場合:Q (name) にCDIC (name) を指
定する。referenceに記述された辞書の検索語が選ぶ値として,文字列(単語)の一
覧をDATAに指定する。文字列の仕様詳細を説明する必要がある場合,nameに仕様
詳細を説明するファイルの名称を指定する。
(f) 関数によって制御パラメタの値又は状態を決める場合:Q (name) にF (name) を指
定する。ここでnameは,関数(2)の処理内容を説明するファイルの名称とする。
(g) 制御パラメタの単位を定義する場合:Q (name) にDDIC (name) を指定する[附属書
C(参考)参照]。ここでnameは,単位の意味及び定義を説明するファイルの名称
とする。
(a)〜(g)以外の機能を定義する場合,Q (name) のQには,VI,VR,TI,TR,CH,DAY,
CDIC,F及びDDIC以外の記号を指定する。nameには,機能の詳細を記述するファイル
の名称を指定しなければならない。
DIM
: 制御パラメタの単位を表記する方法。表記方法は,数値で指定する。Q (name) がCDIC
(name) に等しい場合を除いて省略できない。Q (name) がCDIC (name) に等しい場合,
値が指定されていても無視される。
DIM=0 : Q (name) がDDIC (name) に等しく,制御パラメタの単位を定義する場合だけ
に指定する。この場合,DIMNに単位名称を記述し,nameで指定されるファ
イルに,その内容を記述する必要がある[Q (name) の(g)参照]。
8
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
DIM=1 : 基本単位DIML〜DIMCDの指数で単位を表記する。
DIM=2 : 単位名称でDIMNに単位を表記する。
DIM=3 : 単位記述を省略する。この場合,共通単位定義ファイル又は制御セット(3)内
で,単位が定義されている必要がある。共通単位定義ファイルと制御セット
内での単位定義とが異なる場合,制御セット内の単位定義を優先する。
DIMN(4)
: JIS Z 8203及びJIS Z 8202の規格群,共通単位定義ファイル又は利用者が定義する単位
の名称。JIS Z 8203及びJIS Z 8202の規格群が定義する範囲外の単位を指定した場合,
DDIC (name) のnameで指定されるファイルに,その内容を記述し,DIM=0を指定する。
Q (name) がCDIC (name) に等しい場合,単位が指定されていても無視される。
例 N,Pa,J,V,F,dpi(利用者定義)など。
DIML,DIMM,DIMT,DIMA,DIMK,DIMMOL,DIMCD(5):JIS Z 8203及びJIS Z 8202の規格群によ
る基
本単位に対する指数。DIML(長さ:m),DIMM(質量:kg),DIMT(時間:sec),
DIMA(電流:A),DIMK(温度:K),DIMMOL (mol),DIMCD (cd) の七つの指数を
“,” で区切って記述する。指数の並び順は,上のとおりとし,並び順を替えることはで
きない。
なお,制御パラメタが単位をもたない場合,すべての指数に “0” を指定する。
例 DIML=1,DIMT=−1 速度を表す。
DIMT=1,DIMA=1 電荷を表す。
DIM10(6)
: DATAの乗数
例 k (103) は3,M (106) では6,μ (10-6) では−6など。
備考 DDIC (name) で制御パラメタの単位を定義する際,DIMNに与えた単位名を
DIML〜DIMCDのJIS Z 8203及びJIS Z 8202の規格群による基本単位で表記で
きない場合,DATAの乗数DIM10も表記できない。この場合,単位の詳細を
DDIC (name) のnameで指定されるファイルに記述し,利用者にそのファイル
を参照することを促すためDIM10=*を与える。
例 DIMN=ml/minは,JIS Z 8203及びJIS Z 8202の規格群による基本単位に従うと
DIML=3,DIMT=−1,DIM10=−6と定義される。しかし,DIMTは,secで定
義するので,minを表すには,DATAを60倍しなければならない。このように,
DIM10の乗数及びDATAの値を正確に定義できない場合,その詳細をnameで指
定されるファイルに記述し,DIM10=*とする。
n2
: DATAの個数
DATA1,DATA2,…,DATAn2:制御パラメタの値。この値は,Q (name) の(a)〜(e)に指定した書式に
従って記述する。値がn2個ある場合,1番目からn2番目までを “,” で区切って記述す
る。
注(1) データ型の表現は,4.4.2の規則に従う。
(2) 関数定義は,プログラミングのアルゴリズムのように,入力,出力及び処理のために与えられ
る変数及び処理の記述をもつ。
(3) 制御セット内に同じ制御パラメタが何回も現れる場合,この定義を使うことによって,データ
ベースの冗長性を減らすことができる。
9
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) この項は,DIMの値が0又は2のときだけ使用される。1又は3の場合は,無視される。
(5) この項は,DIMの値が0又は1のときだけ使用される。2又は3の場合は,無視される。
(6) そのデータが数値で与えられている場合,10を底としたべき指数が示されなければならない。
4.3
データベースにおけるオブジェクトの表現 製品,材料,機械,ワークフローなどのオブジェクト
は,制御パラメタを使って特定することができる。オブジェクトを特定する制御パラメタのグループは,
前述の制御セットとする。制御セットは,同一の “manufacturer” 及び “model identifier” のコード番号を
もつ,複数の制御パラメタからなる。印刷関連産業における,標準用紙,標準インキなどの制御セットの
例を,附属書D(参考)に示す。
4.4
制御セットファイルの構造
4.4.1
符号化文字集合 (Character Code Set) 次に示すように,制御セットを定義するファイルは,その
第1行目にAMPAC版及び符号化文字集合の名称を指定し,ファイルの最終行に “End of data” を指定する。
AMPAC Ver.xx.xx;Used Character Code Set [;user option]
Parameter code expressions
End of data
第1行目は,ファイル内で使用される符号化文字集合を検出するために,ASCIIコード(JIS X 0201定
義の符合)で書く。
例 AMPAC Ver.03.10;Uni Code;Japanese
.................... (AMPAC parameter expressions)
End of data
4.4.2
データ型の表現 “ ; ”, “ : ” 又は “,” で区切られている最初の記号が,次の記号のいずれかであ
れば,それに続く文字は,次のデータ型とする。
“$”
:文字列
例 …;$ampac;……
none
:10進数
例 …;12345;……
この規則を4.2.2で定義する “manufacturer”, “model identifier”, “information group”, “parameter name”,
“reference”, “identifier in parameter” 及び “PR” に適用する。
なお, “n1”, “n2”, “DIM”, “DIML...DIMCD” 及び “DIM10” は,10進数で指定する。 “Q (name)”
及び “DIMN” は,文字列で指定する。 “DATA” のデータ型は, “Q (name)”で定義する。
10
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考) 規格化のねらい及び応用分野
この附属書(参考)は,規格化のねらい及び応用分野について記述するものであり,規定の一部ではな
い。
規格化のねらい 設計,プリプレス,印刷,印刷物加工などで使う材料及びデータ,機械及びオペレー
タへの作業指示など,印刷関連の生産工程では,様々な種類の制御パラメタが存在し,制御パラメタ間を
関連付ける必要がある。生産工程の中で,これらの制御パラメタを正確に記述でき,自由に交換できれば,
効率的かつ知的な生産工程を構築できる。
制御パラメタを正確に記述するためには,最適化された構造モデルが必要である。この構造モデルは,
全工程を網羅し,あらかじめ関連性が明示された制御パラメタ群から構成される。この構造モデルを
AMPAC(Architecture Model and PArameter Codingの略称)データベースと呼ぶ。この規格は,印刷関連の
生産工程で利用する符号化された制御パラメタを定義する。すべての制御パラメタは,標準の構造モデル
に基づく分類に従って,符号化された同一の構造をもつ。また,制御パラメタの符号化のほかに,この規
格は,制御パラメタ間の関連付け及び制御パラメタ値の算出方法を包含する。
印刷物生産に関係するすべての顧客,印刷業者及び販売業者は,この規格が定義する制御パラメタを設
計から印刷物加工までの生産工程に利用すれば,相互の情報交換の利便性が向上する。また,個々の工程
段階,個々の機器,機器間,材料,中間製品,作業及び管理情報で発生する誤り,誤解及び冗長性を排除
できる。これらの結果,印刷生産に関連する全工程の効率は,最大レベルに到達する。
この規格が定義するAMPACデータベースは,唯一性のあるコード番号(英文字)及び書式をもってい
るので,分散する計算機の独立したファイルとして生成できる。これは,別会社間又は異国間において,
開放型(誰でも使用できる)生産システムの構築を可能にする。一つの例として,世界的に広がった様々
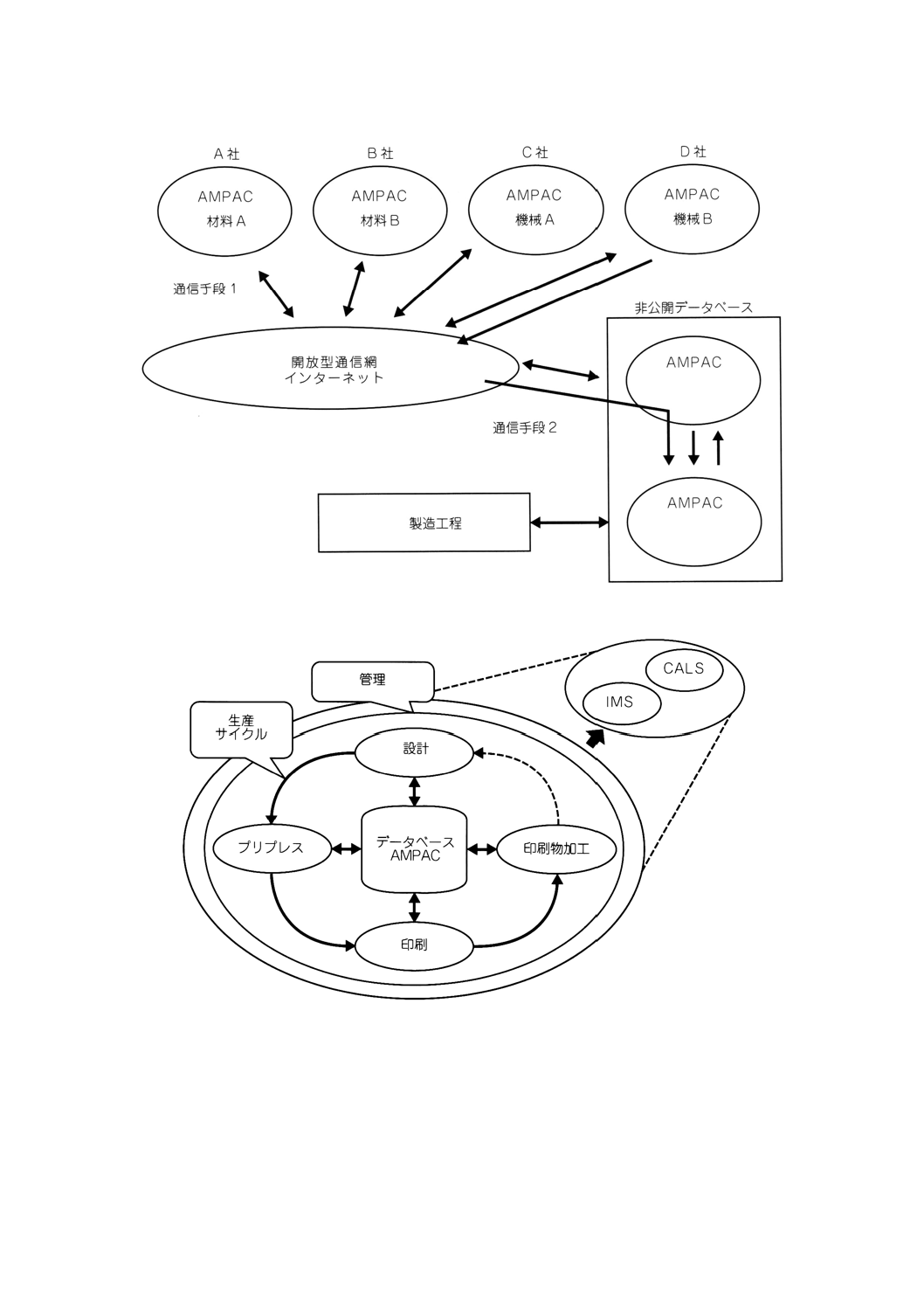
な作業現場から,インターネット技術を使ったAMPACデータベースのアクセスが挙げられる。開放型シ
ステムを構築する際に,このデータベースは,二種類の情報公開手段をとることができる(附属書A図1
参照)。一つは,知識データベースとして制御パラメタの情報を世界のあらゆる顧客,印刷業者及び販売業
者に公開する手段である。他の一つは,限定された利用者だけがアクセスできるように,情報を制限する
手段である。
この規格は,仕様,評価,工程制御,環境及び材料に関する情報を統合して管理する。そして,印刷関
連の各工程の制御に利用できるので,ワークフロー管理システム,デジタルネットワーク生産システム
(DNPS) など,別の規格の確立に寄与できる。さらに,高度な知的データベースへ拡張できる発展性をも
っているので,巨大な開放型システムを構築しているCALS (Commerce at Light Speed) 又はIMS (Intelligent
Manufacturing System) と結び付き,これらの中で利用できる(附属書A図2参照)。
11
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A図1 AMPACデータベースにおける二種類の通信手段
附属書A図2 印刷関連産業を例としたAMPACデータベースの構想
応用分野 この規格は,唯一性のある制御パラメタを提供するので,異分野,異業種又は異国の間にお
ける制御パラメタの不整合又は誤解に起因する問題を解決する。この規格を用いることによって,顧客,
設計者,材料供給者,プリントショップ,製版操作員,印刷・印刷物加工機の操作員,機械製造業者,機
械保守業者などを含めた各産業分野で,個々のデータベースを構築できる。そのデータベースは,交換可
能なデータ記述書式をもち,インターネットのような統一された情報伝達システムを介した情報交換を実
12
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
現する。これは,生産設備又はシステムを他のものと接続したり,異分野間の協力の下で,加工作業又は
材料特性の利用方法に関する知識を交換したり,蓄積したりすることを容易にする。
このように,各産業分野でこの規格に基づいたシステムを構築すれば,広範囲の応用展開を見いだせる。
次にこれらの例を示す。
a) 材料特性及び機械仕様の制御パラメタ記述 AMPACデータベースは,印刷関連の生産工程で用いる
あらゆる材料の特性を制御パラメタで記述する。ISO 12647-1で規定された紙は,坪量 (115.0g/m2),
ISO白色度 (85.0%),鏡面光沢度 (65.0) 及び色 (L*a*b*:93.5, 0.0, -3.0) からなる。この紙を特定する
制御パラメタの値は,附属書D(参考)のD-1に示すように表現できる。また,インキ,フィルム,
ブランケット,湿し水などの他の材料も,同様に表現できる[附属書D(参考)のD-2参照]。さら
に,印刷機,入力スキャナなど,あらゆる機械の仕様も,制御パラメタの組合せで記述できる[附属
書D(参考)のD-4参照]。
b) 制御パラメタの障壁のない伝達 AMPACデータベースの制御パラメタは,生産工程の至る所で利用
できるように,工程間の障壁を越えて伝達できる。例えば,AMPACデータベースの制御パラメタで
記述された印刷機の仕様及びタイムスケジュールの値は,設計者のワークステーションから参照され,
設計者は,最適な印刷機を選択できるようになる。この設計者の作業は,将来,ワークフロー管理シ
ステムで自動化される可能性が高い。このような障壁のないデータ伝達は,ワークフロー管理システ
ムにとっての基本的な要求事項である。
c) 関連パラメタによる制御パラメタの検索 AMPACデータベースは,制御パラメタに従属する変数と
して,関連パラメタを定義している。これは,関連パラメタの値が変わった際に,影響を受ける制御
パラメタを検索できることを意味する。例えば,操作中に温度が変わった場合,温度を含む関連パラ
メタを検索すれば,温度が影響する制御パラメタを抽出できる。印刷用紙が変わった場合も,同様に
抽出できる。JIS B 9620-2が規定するトーンバリューインクリースの例を附属書D(参考)のD-3に
示す。
d) 印刷工程シミュレーションシステムの構築 AMPACデータベースは,印刷システムを構成する制御
パラメタをすべてもっている。これによって,異分野の技術者の協力の下で,仮想的な生産システム
を容易に構築できる。この仮想生産システムは,印刷関連の生産工程のシミュレーションを通して,
作業及び材料の設計に利用できる。さらに,このシミュレータを印刷初心者の教育にも利用できる。
e) 故障原因の究明 AMPACデータベースでは,制御パラメタ間の関連を記述しているので,故障原因
を究明する制御パラメタで,個々の故障を表現できる。これは,制御パラメタ間の関連記述を検索す
れば,AMPACデータベースが故障の解決を支援できることを意味する。個々の故障は,AMPACデー
タベースのコード番号で同一に表現できるので,故障に関する知識を国際規模にわたって,同じ方法
で容易に蓄積及び共有できる。
f)
機械及び機器の互換性及び保守 AMPACデータベースは,機械及び機器を制御するソフトウェア群
を用意することによって,機械及び機器間の互換性を保証する。なぜならば,AMPACデータベース
は,すべての機械及び機器で,制御パラメタを同一に記述するからである。これは,通信による機械
及び機器の遠隔保守を容易にする。
13
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考) AMPAC共通辞書の例
この附属書(参考)は,AMPAC共通辞書による制御パラメタ値の定義例を記述するものであり,規定
の一部ではない。
データベースの符号化規約は,数値で指定できない特殊な制御パラメタ(単語)を定義する辞書を提供
する。parameter nameが “0.0.0.0” のコード番号をもつ制御パラメタは,それに続くreferenceを辞書の検
索語として,二つ下の階層に制御パラメタの値を特定する辞書をもつ。これは,コード番号 “0.0.0.0” を
もつ第4階層の制御パラメタが,第6階層の中から値を選ぶことを意味する。
次の簡単な例は,コード番号 “0.0.0.0” をもつ制御パラメタ及び検索語 “type of stitch” が,製本におけ
るステッチ(とじ)の種類を定義している。sewing(かがりとじ),saddle̲stitch(中とじ),side̲stitch(平
とじ),perfect̲binding(無線とじ),Ajiro̲binding(あじろとじ)の五種類のステッチ方法が表されている。
AMPAC Ver.01.00;ISO/IEC 646IRV
$IPTS̲WG4;$COM̲DIC;$Design̲bookbinding;0.0.0.0:$type̲of̲stitch:;;0;;CDIC ( ) ;1;;;0;
5;sewing, saddle̲stitch, side̲stitch, perfect̲binding, Ajiro̲binding
End of data
さらに,設計工程において作業の指示に使用される共通辞書の例を,附属書B表1に示す。
附属書B表1 設計工程における制御パラメタの共通辞書
第4階層 (REFERENCE)
第6階層
final̲products(最終製品)
newspaper(新聞),magazine(雑誌),book(書籍),text̲book(教科書),
catalog(カタログ),pamphlet(パンフレット),poster(ポスター),leaflet
(チラシ),map(地図),business̲form(ビジネスフォーム),bond(証券),
bag(袋),carton(紙容器),flexible̲packaging(軟包装),
interier̲decorative̲sheet(建材)
type̲of̲manuscript(テキスト原稿種別) text(テキスト),heading(ヘッダ),caption(説明文)
type̲of̲geometric̲object(図形種別) triangle(三角形),square(四角形),round(円形),ellipsoid(だ円形)
type̲of̲folding(折り種類)
right̲angle(直回し折り),letter̲fold(巻折り),parallel̲fold(平行折り),
accordion̲fold(経本折り),gate̲fold(観音折り)
type̲of̲cover̲feature(表紙形態の種類) glue-on̲cover(くるみ表紙),two-piece̲cover(ツーピース表紙),
three-piece̲cover(スリーピース表紙),cut̲flash̲cover(切りつけ表紙),
creasing̲cover(筋付け表紙)
type̲of̲cover̲paper(表紙の種類)
stiff̲cover(厚表紙),flexible̲cover(薄表紙)
type̲of̲back(背の種類)
round̲back(丸背),square̲back(角背),hollow̲back(フォローバック),
tight̲back(タイトバック)
type̲of̲case(函の種類)
slip̲case(外函),folding̲case(帙:ちつ)
type̲of̲feature(形態種別)
case̲bound(函付き),non-case̲bound(函無し)
type̲of̲bound(表紙形態)
full̲bound(まる表紙),guarter̲bound(継ぎ表紙),half̲bound (=corner̲cover)
(角革表紙)
これらをデータベースの符号化規約に従って記述すると,次のようになる。
AMPAC Ver.01.00;ISO/IEC 646IRV
$IPTS̲WG4;$COM̲DIC;$Design̲outline̲of̲products;0.0.0.0:$final̲products:;;0;;CDIC ( ) ;1;;;0;
15;newspaper,magazine,book,text̲book,catalog,pamphlet,poster,leaflet,map,
14
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
business̲form,bond,bag,carton,flexible̲packaging,interier̲decorative̲sheet
$IPTS̲WG4;$COM̲DIC;$Design̲object̲manuscript;0.0.0.0:$type̲of̲manuscript:;;0;;CDIC ( ) ;1;;;0;
3;text,heading,caption
$IPTS̲WG4;$COM̲DIC;$Design̲object̲vector;0.0.0.0:$type̲of̲geometric̲object:;;0;;CDIC ( ) ;1;;;
0;4;triangle,square,round,ellipsoid
$IPTS̲WG4;$COM̲DIC;$Design̲bookbinding;0.0.0.0:$type̲of̲folding:;;0;;CDIC ( ) ;1;;;0;
5;right̲angle, etter̲fold,parallel̲fold, accordion̲fold,gate̲fold
$IPTS̲WG4;$COM̲DIC;$Design̲bookbinding;0.0.0.0:$type̲of̲cover̲feature:;;0;;CDIC ( ) ;1;;;0;
5;glue-on̲cover, wo-piece̲cover,three-piece̲cover,cut̲flash̲cover,creasing̲cover
$IPTS̲WG4;$COM̲DIC;$Design̲bookbinding;0.0.0.0: $type̲of̲cover̲paper:;;0;;CDIC ( ) ;1;;;0;
2;stiff̲cover,flexible̲cover
$IPTS̲WG4;$COM̲DIC;$Design̲bookbinding;0.0.0.0:$type̲of̲back:;;0;;CDIC ( ) ;1;;;0;
4;round̲back, square̲back,hollow̲back,tight̲back
$IPTS̲WG4;$COM̲DIC;$Design̲bookbinding;0.0.0.0:$type̲of̲case:;;0;;CDIC ( ) ;1;;;0;
2;slip̲case, olding̲case
$IPTS̲WG4;$COM̲DIC;$Design̲bookbinding;0.0.0.0:$type̲of̲feature:;;0;;CDIC ( ) ;1;;;0;
2;case̲bound,non-case̲bounde
$IPTS̲WG4;$COM̲DIC;$Design̲bookbinding;0.0.0.0:$type̲of̲bound:;;0;;CDIC ( ) ;1;;;0;
3;full̲bound, guarter̲bound, half̲bound (=corner̲cover)
End of data
15
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(参考) AMPAC単位定義の例
この附属書(参考)は,制御パラメタの単位定義の例を記述するものであり,規定の一部ではない。
データベースの符号化規約は,共通単位の定義(共通単位定義ファイル)を提供する。この定義は,附
属書B(参考)に示す共通辞書とともに提供する。共通単位定義ファイル及び共通辞書を利用すれば,
AMPACデータベースから冗長な表現を減らすことができる。また,共通単位定義ファイルとは別に,作
業環境ごとに単位を定義することができる。DDIC (name) のnameには,単位の内容を説明した定義ファ
イルの名称を指定する。単位定義だけからなる制御セットを作る場合,制御セットを格納したファイルは,
通常の制御セットと同一の作業環境に置くこととする。一方,別の作業環境からは,制御セットに付され
たファイル名を指定して参照できる。
ここでは,用紙の制御パラメタにおける単位定義の例を示す。制御パラメタは,物理的及び/又は非物
理的な単位名をもつ。
なお,用紙の制御パラメタは,第2部で規定する。次の例における第1項目の
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲genera1;$basis̲weight=grammage;;0;;;DDIC
( ) ;0;g/m**2;-2,1,0,0,0,0,0;-3;;
は,坪量 (basis̲weight=grammage) の単位がg/m2であることを示す。また,最終項目の
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲structure;$porosity;;0;;DDIC ( ) ;2;%;;0;;
は,空げき率 (porosity) の単位が,%であることを示す。
AMPAC Ver.03.10;Uni Code;Japanese
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲general;$basis̲weight=grammage;;0;;DDIC ( ) ;0;g/m**2;-2,1,0,0,0,0,
0;-3;;
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲general;$ca1iper̲thickness;;0;;DDIC ( ) ;0;μm;1,0,0,0,0,0,0;-6;;
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲general;$apparent̲sheet̲density;;0;;DDIC
( ) ;0;g/cm**3;-3,1,0,0,0,0,0;-3;;;
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲general;$moisture̲content;;0;;DDIC ( ) ;2;%;;0;;
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲general;$ash̲content;;0;;DDIC ( ) ;2;%;;0;;
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲optical;$Hunter̲brightness;;0;;DDIC ( ) ;2;%;;0;;
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲optical;$ISO̲brightness;;0;;DDIC ( ) ;2;%;;0;;
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲optical;$CIE̲whiteness;;0;;DDIC ( ) ;1;;0,0,0,0,0,0,0;0;;
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲optical;$spectral refrectance factor;;0;;DDIC ( ) ;1;;0,0,0,0,0,0,0;0;;
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲optical;$CIE̲1931̲standard̲colorimetric̲value;;0;;
DDIC ( ) ;1;;0,0,0,0,0,0,0;0;;
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲optical;$CIE̲supplementary̲standard̲colorimetric̲value̲X10;;0;;
DDIC ( ) ;1;;0,0,0,0,0,0,0;0;;
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲optical;$CIE̲supplementary̲standard̲colorimetric̲value̲Y10;;0;;
DDIC ( ) ;1;;0,0,0,0,0,0,0;0;;
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲optical;$CIE̲supplementary̲standard̲colorimetric̲value̲Z10;;0;;
16
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
DDIC ( ) ;1;;0,0,0,0,0,0,0;0;;
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲optical;$CIE̲L*;;0;;DDIC ( );1;;0,0,0,0,0,0,0;0;;
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲optical;$CIE̲a*;;0;;DDIC ( ) ;1;;0,0,0,0,0,0,0;0;;
$IPTS̲WG4;$COM̲DIC;$Paper̲CH̲optical;$CIE̲b*;;0;;DDIC ( ) ;1;;0,0,0,0,0,0,0;0;;
$IPTS̲WG4;$COM̲DIC; $Paper̲CH̲optical; $opacity;;0;;DDIC ( ) ;2; %;;0;;
$IPTS̲WG4;
$COM̲DIC;
$Paper̲CH̲structure;
$mean̲diameter̲of̲porous;;0;;DDIC
(
)
;0;
μm;1,0,0,0,0,0,0;-6;;
$IPTS̲WG4; $COM̲DIC; $Paper̲CH̲structure; $porosity;;0;;DDIC ( ) ;2;%;;0;;
End of data
17
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D(参考) AMPACデータベースの例
この附属書(参考)は,AMPACデータベースの制御パラメタの記述例を示すものであり,規定の一部
ではない。ここでの記述例は,動作方法,生成方法など,AMPACデータベースに関する有益な情報を提
供する。また,AMPACデータベースの用途についてのアイデアも示唆する。
D-1 ISO標準用紙の制御パラメタのAMPAC符号化 ISO/TC 130は,ISO 12647-1で標準用紙(アート紙)
を定義している。このなかで,アート紙の仕様は,坪量 (115.0g/m2),ISO白色度 (85.0%),鏡面光沢度 (65.0)
及び色 (L*a*b*:93.5, 0.0, -3.0) からなる制御パラメタを与えられている。
AMPAC Ver.03.10;Uni Code;Japanese
$ISO12647-1;$Standard̲paper;;$basis̲weight;;0;;VR ( ) ;1;g/m**2;-2,1,0,0,0,0,0;-3;1;115.0
$ISO12647-1;$Standard̲paper;;$ISO̲brightness;;0;;VR ( ) ;2;%;0,0,0,0,0,0,0;0;1;85.0
$ISO12647-1;$Standard̲paper;;$specular̲gloss;;0;;VR ( ) ;2;unit;0,0,0,0,0,0,0;0;1;65.0
$ISO12647-1;$Standard̲paper;;$CIE̲L*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;93.5
$ISO12647-1;$Standard̲paper;;$CIE̲a*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;0.0
$ISO12647-1;$Standard̲paper;;$CIE̲b*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;-3.0
End of data
D-2 JIS K 5701-2オフセットインキ色特性の制御パラメタのAMPAC符号化 JIS K 5701-2は,オフセッ
トインキの色特性を定義している。対象となるプロセスインキは,酸化重合タイプ(枚葉インキ),ラジエ
ーションキュアリングタイプ(UV,EBインキ)及びヒートセットオフ輪インキとしており,測色法,用
紙,転色機,環境温度,展色条件,シリンダ,インキ練り時間と展色時間,展色刷のインキ膜厚及びイン
キの透明性の作成条件が定義されている。JIS K 5701-2は,これらの条件の下で,展色されたインキの1
次色 (CMYK) のL*a*b*空間での色座標を標準値とし,この値に対する許容値を規格化している。
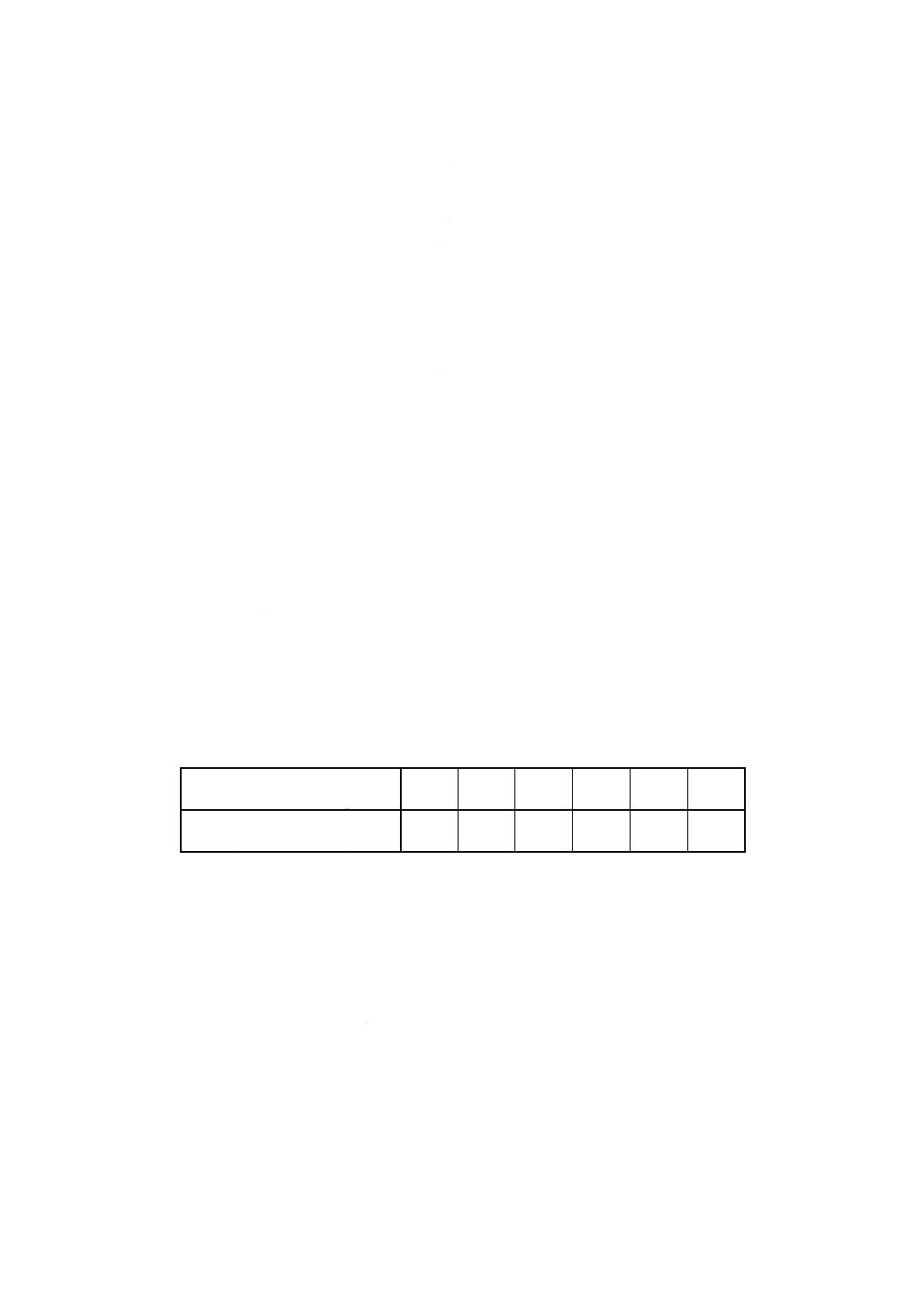
次に示すデータベースの記述例は,附属書D表1のL*a*b*空間におけるプロセス4色の標準値を表す。
なお,データベースの記述例及び附属書D表1にあるWhiteは,用紙表面の色座標を示す。
附属書D表1 JIS K 5701-2が定義するオフセットインキの色特性
L*
a*
b*
L*
a*
b*
Cyan
56.98
−39.23 −45.99 White
95.45 −0.42
4.73
Magenta
49.98
75.98
−2.97 Black
18.01
0.72 −0.52
Yellow
91.01
−5.11
94.96
AMPAC Ver.03.10;Uni Code;Japanese
$JISK5701-2;$Standard̲ink;;$Cyan̲L*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;56.98
$JISK5701-2;$Standard̲ink;;$Cyan̲a*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;-39.23
$JISK5701-2;$Standard̲ink;;$Cyan̲b*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;-45.99
$JISK5701-2;$Standard̲ink;;$Magenta̲L*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;49.98
$JISK5701-2;$Standard̲ink;;$Magenta̲a*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;75.98
18
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
$JISK5701-2;$Standard̲ink;;$Magenta̲b*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;-2.97
$JISK5701-2;$Standard̲ink;;$Yellow̲L*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;91.01
$JISK5701-2;$Standard̲ink;;$Yellow̲a*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;-5.11
$JISK5701-2;$Standard̲ink;;$Yellow̲b*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;94.96
$JISK5701-2;$Standard̲ink;;$White̲L*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;95.45
$JISK5701-2;$Standard̲ink;;$White̲a*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;-0.42
$JISK5701-2;$Standard̲ink;;$White̲b*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;4.73
$JISK5701-2;$Standard̲ink;;$Black̲L*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;18.01
$JISK5701-2;$Standard̲ink;;$Black̲a*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;0.72
$JISK5701-2;$Standard̲ink;;$Black̲b*;;0;;VR ( ) ;1;;0,0,0,0,0,0,0;0;1;-0.52
End of data
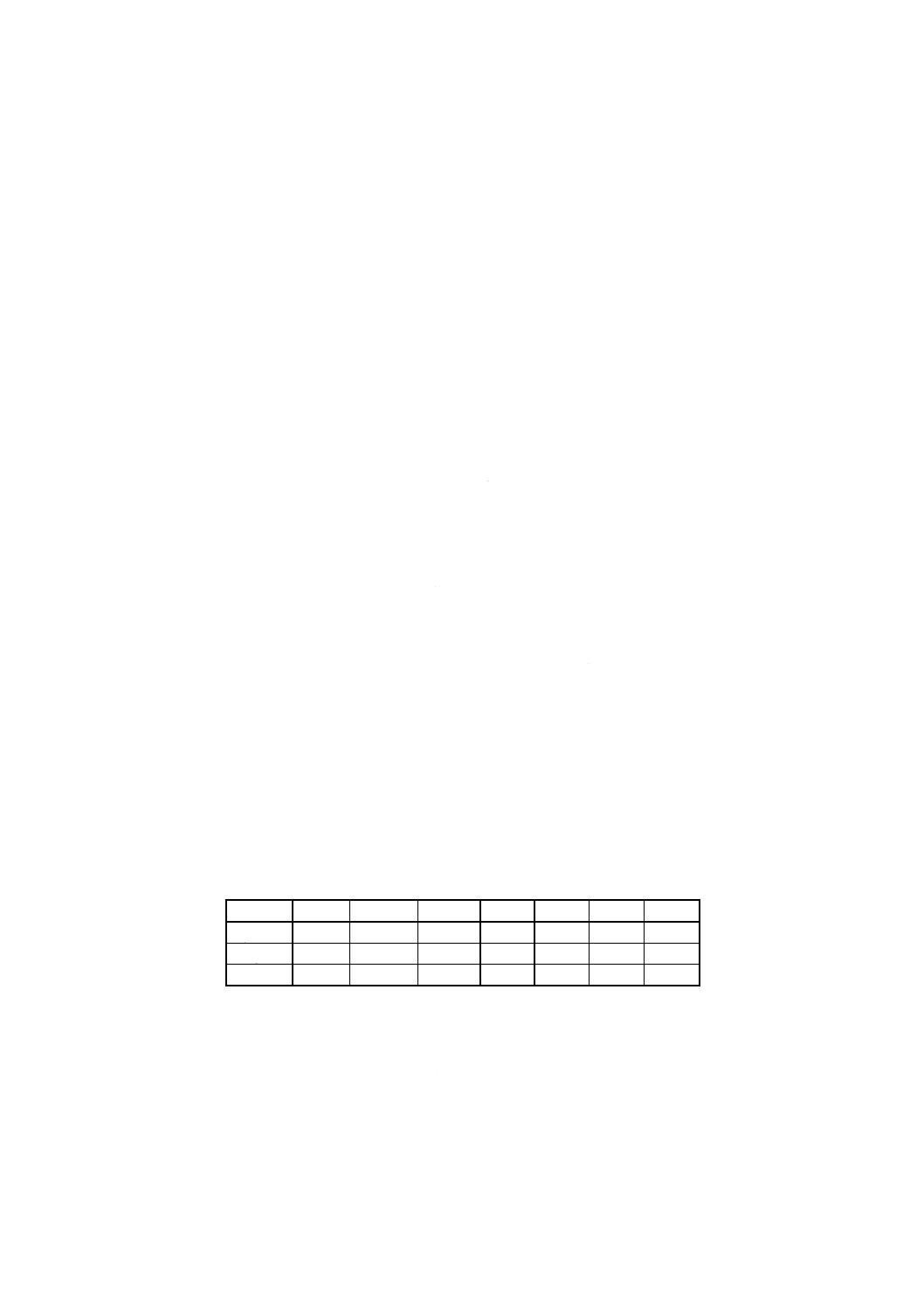
D-3 JIS B 9620-2が定義するトーンバリューインクリース(ドットゲイン)のAMPAC符号化 JIS B 9620-2
は,フィルム上のトーンバリュー25%,40%,50%,70%,75%,80%に対して,それぞれ9%,13%,15%,
14%,13%,12%の標準のトーンバリューインクリースを与えている。トーンバリューのトーンバリューイ
ンクリースに対する関係は,次のように表せる。
AMPAC Ver.03.10;Uni Code;Japanese
$JISB9620-2;$Offsetlithographicprocess;$TypeA;$Tone̲value̲increase;;1;tone̲value̲on̲control̲strip̲film;
TI ( ) ;2;%;;0;14;1,6,25,40,50,70,75,80,9,13,15,14,13,12
$JISB9620-2;$Offsetlithographicprocess;$TypeA;$Tone̲value̲on̲control̲strip̲film;;0;;DDIC();2;%;;0;;
End of data
上の記述例における関連パラメタの内容を附属書D表2に示す。
附属書D表2 JIS B 9620-2が定義するトーンバリューインクリース(カテゴリーA)
フィルム上のトーンバリュー
(Tone value on control strip film)
25%
40%
50%
70%
75%
80%
トーンバリューインクリース
(Tone value increase)
9%
13%
15%
14%
13%
12%
上の記述例は,フィルム上のトーンバリュー及びトーンバリューインクリースの関係を表形式で表して
いる。この関係は,関連パラメタを個々に区分けして,次のようにも表せる。
AMPAC Ver.03.10;Uni Code;Japanese
$JISB9620-2;$Offsetlithographicprocess;$TypeA;$Tone̲value̲increase;;1;tone̲value̲on̲control̲strip̲film;
TI ( ) ;2;%;;0;4;1,1,25,9
$JISB9620-2;$Offsetlithographicprocess;$TypeA;$Tone̲value̲increase;;1;tone̲value̲on̲control̲strip̲film;
TI ( ) ;2;%;;0;4;1,1,40,13
$JISB9620-2;$Offsetlithographicprocess;$TypeA;$Tone̲value̲increase;;1;tone̲value̲on̲control̲strip̲film;
TI ( ) ;2;%;;0;4;1, 1, 50, 15
$JISB9620-2;$Offsetlithographicprocess;$TypeA;$Tone̲value̲increase;;1;tone̲value̲on̲control̲strip̲film;
TI ( ) ;2;%;;0;4;1,1,70,14
$JISB9620-2;$Offsetlithographicprocess;$TypeA;$Tone̲value̲increase;;1;tone̲value̲on̲control̲strip̲film;
19
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
TI ( ) ;2;%;;0;4;1,1,75,13
$JISB9620-2;$Offsetlithographicprocess;$TypeA;$Tone̲value̲increase;;1;tone̲value̲on̲control̲strip̲film;
TI ( ) ;2;%;;0;4;1,1,80,12
$JISB9620-2;$Offsetlithographicprocess;$TypeA;$Tone̲value̲on̲control̲strip̲film;;0;;DDIC ( ) ;2;%;;0;;
End of data
D-4 印刷機仕様のAMPAC符号化 AMPACデータベースは,制御パラメタを使って材料,機械,機械要
素などの仕様を明確に記述できるので,材料供給業者,機械製造業者,販売業者,利用者などの間で,こ
れらの情報を共有化できる。例えば,印刷機の仕様が,次のような場合,
メーカー:
A Co. Ltd
モデル:
Type A
情報グループ:
機械仕様
制御パラメタ: 最大紙寸法
375.0mm×520.0mm
最小紙寸法
100.0mm×150.0mm
最大印刷寸法
350.0mm×500.0mm
最小紙厚寸法
0.04mm
最大紙厚寸法
0.5mm
最高印刷速度
13 000sph (sheet per hour)
版寸法
400.0mm×520.0mm
版厚寸法
0.4mm
最小印刷ユニット数
2
最大印刷ユニット数
8
これらをデータベースの符号化規約に従って記述すると,次のようになる。
AMPAC Ver.03.10;Uni Code;Japanese
$A̲Co.Ltd;$Type̲A;$Machine̲specification;$Max̲Paper̲Size̲L;;0;;VR ( ) ;1;;1,0,0,0,0,0,0;-3;1;-375.0
$A̲Co.Ltd;$Type̲A;$Machine̲specification;$Max̲Paper̲Size̲W;;0;;VR ( ) ;1;;1,0,0,0,0,0,0;-3;1;520.0
$A̲Co.Ltd;$Type̲A;$Machine̲specification;$Min̲Paper̲Size̲L;;0;;VR ( ) ;1;;1,0,0,0,0,0,0;-3;1;100.0
$A̲Co.Ltd;$Type̲A;$Machine̲specification;$Min̲Paper̲Size̲W;;0;;VR ( ) ;1;;1,0,0,0,0,0,0;-3;1;150.0
$A̲Co.Ltd;$Type̲A;$Machine̲specification;$Max̲Print̲Area̲L;;0;;VR ( ) ;1;;1,0,0,0,0,0,0;-3;1;350.0
$A̲Co.Ltd;$Type̲A;$Machine̲specification;$Max̲Print̲Area̲W;;0;;VR ( ) ;1;;1,0,0,0,0,0,0;-3;1;500.0
$A̲Co.Ltd;$Type̲A;$Machine̲specification;$Min̲Paper̲thickness;;0;;VR ( ) ;1;;1,0,0,0,0,0,0;-3;1;0.04
$A̲Co.Ltd;$Type̲A;$Machine̲specification;$Max̲Paper̲thickness;;0;;VR ( ) ;1;;1,0,0,0,0,0,0;-3;1;0.5
$A̲Co.Ltd;$Type̲A;$Machine̲specification;$Max̲Print̲Speed;;0;;VI ( ) ;2;sph;;0;1;13000
$A̲Co.Ltd;$Type̲A;$Machine̲specification;$Plate̲Size̲L;;0;;VR ( ) ;1;;1,0,0,0,0,0,0;-3;1;350.0
$A̲Co.Ltd;$Type̲A;$Machine̲specification;$Plate̲Size̲W;;0;;VR ( ) ;1;;1,0,0,0,0,0,0;-3;1;520.0
$A̲Co.Ltd;$Type̲A;$Machine̲specification;$Plate̲thickness;;0;;VR ( ) ;1;;1,0,0,0,0,0,0;-3;1;0.4
$A̲Co.Ltd;$Type̲A;$Machine̲specification;$Min̲Number̲of̲Unit;;0;;VI ( ) ;2;unit (s) ;;0;1;2
$A̲Co.Ltd;$Type̲A;$Machine̲specification;$Max̲Number̲of̲Unit;;0;;VI ( ) ;2;unit (s) ;;0;1;8
$A̲Co.Ltd;$Type̲A;$Machine̲specification;$Max̲Print̲Speed;;0;;
DDIC (c:¥work¥ACoLtd̲TypeA̲Max̲Print̲Speed.doc) ;0;sph;0,0,-1,0,0,0,0;0;;
20
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
End of data
この例の最終行は,制御パラメタ “$Max̲Print̲Speed” の単位として,SI単位系とは異なる1時間当た
りの印刷枚数 (sph) を使っている。単位の意味は,ファイル “c:¥work¥CoLtd̲TypeA̲Max̲Print̲Speed.doc”
で明確に定義している。
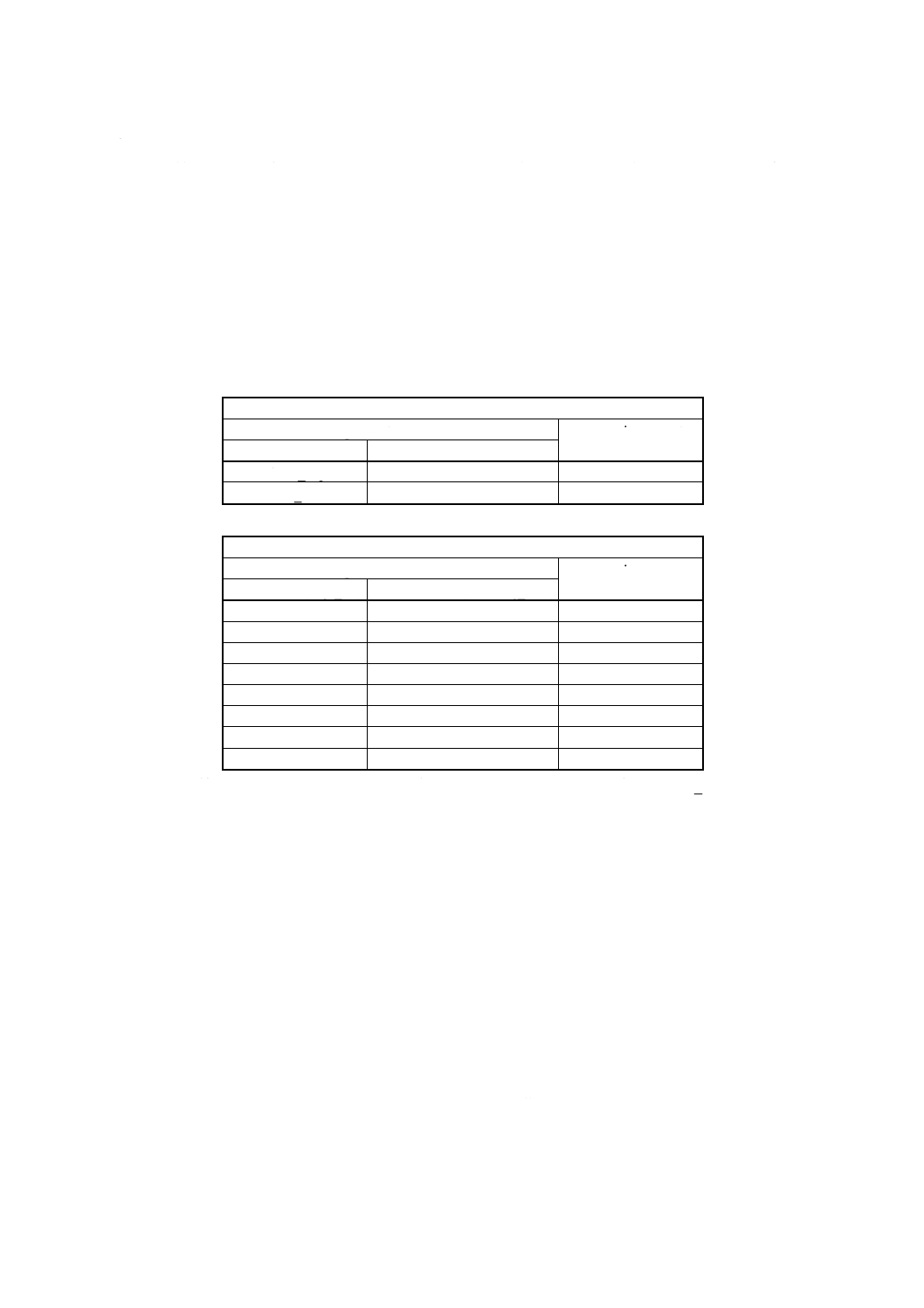
D-5 “reference” 部を用いたワークフロー記述のAMPAC符号化 この例は,印刷版と印刷版に面付けす
るページとの関係及びそれぞれの完了予定日時の関係を説明する。各印刷版は,完了予定日時が異なって
おり,面付けする各ページの完了予定日時も異なっている。印刷版の名称と完了予定日時との関係及びペ
ージの番号と完了予定日時との関係を附属書D表3及び附属書D表4に示す。
附属書D表3 印刷版の名称と完了予定日時との関係
information group:印刷版 (Plate)
parameter name
identifier in parameter
印刷版名 (Plate̲Name) 完了予定日時 (Finishing̲Date)
Plate1̲Top
1998年9月19日12:00
1
Plate1̲Back
1998年9月19日16:00
2
附属書D表4 ページの番号と完了予定日時との関係
information group:ページ (Page)
parameter name
identifier in parameter
ページ番号 (Page̲No) 完了予定日時 (Finishing̲Date)
1
1998年9月18日19:00
1
4
1998年9月19日09:00
2
5
1998年9月18日19:00
3
8
1998年9月18日19:00
4
2
1998年9月19日10:00
5
3
1998年9月19日11:00
6
6
1998年9月18日19:00
7
7
1998年9月18日19:00
8
ここで,印刷版の “Plate1̲Top” には,ページ番号が1,4,5,8の4ページ, “Plate1̲Back” には2,3,
6,7の4ページを面付けすることにする。これらをデータベースの符号化規約に従い, “reference” 部を
用いて記述すると,次のようになる。
AMPAC Ver.03.10;Uni Code;Japanese
$JNC;$SampleBook;$Plate;$Plate̲Name;1;0;;CH ( ) ;1;;0,0,0,0,0,0,0;0;1;Plate1̲Top
$JNC;$SampleBook;$Plate;$Plate̲Name;2;0;;CH ( ) ;1;;0,0,0,0,0,0,0;0;1;Plate1̲Back
$JNC;$SampleBook;$Plate;$Finishing̲Date;1;0;;DAY ( ) ;1;;0,0,0,0,0,0,0;0;1;1998-09-19-12.00.00.000000
$JNC;$SampleBook;$Plate;$Finishing̲Date;2;0;;DAY ( ) ;1;;0,0,0,0,0,0,0;0;1;1998-09-19-16.00.00.000000
$JNC;$SampleBook;$Page;$Page̲No:$Plate:$Plate̲Name:1:;1;0;;VI ( ) ;2;page;;0;1;1
$JNC;$SampleBook;$Page;$Page̲No:$Plate:$Plate̲Name:1:;2;0;;VI ( ) ;2;page;;0;1;4
$JNC;$SampleBook;$Page;$Page̲No:$Plate:$Plate̲Name:1:;3;0;;VI ( ) ;2;page;;0;1;5
$JNC;$SampleBook;$Page;$Page̲No:$Plate:$Plate̲Name:1:;4;0;;VI ( ) ;2;page;;0;1;8
$JNC;$SampleBook;$Page;$Page̲No:$Plate:$Plate̲Name:2:;5;0;;VI ( ) ;2;page;;0;1;2
$JNC;$SampleBook;$Page;$Page̲No:$Plate:$Plate̲Name:2:;6;0;;VI ( ) ;2;page;;0;1;3
$JNC;$SampleBook;$Page;$Page̲No:$Plate:$Plate̲Name:2:;7;0;;VI ( ) ;2;page;;0;1;6
21
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
$JNC;$SampleBook;$Page;$Page̲No:$Plate:$Plate̲Name:2:;8;0;;VI ( ) ;2;page;;0;1;7
$JNC;$SampleBook;$Page;$Finishing̲Date:$Page:$Page̲No:1:;1;0;;DAY ( ) ;1;;0,0,0,0,0,0,0;0;1;
1998-09-18-19.00.00.000000
$JNC;$SampleBook;$Page;$Finishing̲Date:$Page:$Page̲No:2:;2;0;;DAY ( ) ;1;;0,0,0,0,0,0,0;0;1;
1998-09-19-09.00.00.000000
$JNC;$SampleBook;$Page;$Finishing̲Date:$Page:$Page̲No:3:;3;0;;DAY ( ) ;1;;0,0,0,0,0,0,0;0;1;
1998-09-18-19.00.00.000000
$JNC;$SampleBook;$Page;$Finishing̲Date:$Page:$Page̲No:4:;4;0;;DAY ( ) ;1;;0,0,0,0,0,0,0;0;1;
1998-09-18-19.00.00.000000
$JNC;$SampleBook;$Page;$Finishing̲Date:$Page:$Page̲No:5:;5;0;;DAY ( ) ;1;;0,0,0,0,0,0,0;0;1;
1998-09-19-10.00.00.000000
$JNC;$SampleBook;$Page;$Finishing̲Date:$Page:$Page̲No:6:;6;0;;DAY ( ) ;1;;0,0,0,0,0,0,0;0;1;
1998-09-19-11.00.00.000000
$JNC;$SampleBook;$Page;$Finishing̲Date:$Page:$Page̲No:7:;7;0;;DAY ( ) ;1;;0,0,0,0,0,0,0;0;1;
1998-09-18-19.00.00.000000
$JNC;$SampleBook;$Page;$Finishing̲Date:$Page:$Page̲No:8:;8;0;;DAY ( ) ;1;;0,0,0,0,0,0,0;0;1;
1998-09-18-19.00.00.000000
End of data
上の記述例において,6行目の “reference” 部をみると,information group=$Page,parameter name=
$Page̲No,identifier in parameter=1の項目(附属書D表4におけるページ番号が1の項目)には,information
group=$Plate,parameter name=$Plate̲Name,identifier in parameter=1である項目(附属書D表3におけ
る印刷版名がPlate1̲Topの項目)が,対応付けられていることが分かる。同様の記述が13行目まで続き,
印刷版と印刷版に面付けするページの関係が記述されている。また,印刷版名及びページ番号にそれぞれ
付随する形態で,完了予定日時の関係も記述されている。
22
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E(参考)
AMPACデータベース構築を支援するユーティリティプログラム
この附属書(参考)は,AMPACデータベース構築を支援するユーティリティプログラムについて記述
するものであり,規定の一部ではない。
このデータベースファイルの計算機内での表現は,データベースの第1行及び最終行を除いて,基本的
には,Excel,Accessなどのはん(汎)用データベースソフトの “ ; ” (JIS X 0201定義の符号2B)を区切
り記号としたCSVファイル又はテキストファイルと同じものとする。したがって,はん用データベースに
保存されたデータは,区切り記号 “ ; ” をもつCSV又はテキストファイルに出力し,第1行及び最終行を
追加すれば,AMPACデータベースの記述に変換できる。逆に,この形式からはん用データベースに読み
込むことも可能とする。
各利用者のデータベースからAMPACデータベースへの変換は,表の記述が個々に存在するので,個別
に変換ソフトを用意する必要がある。
はん用データベースソフトを使用せず,制御パラメタの値を直接入力,作成したい利用者のために,暫
定的な支援ソフトを準備している。次のホームページアドレスにアクセスすると,暫定的な支援ソフトに
関する情報が得られる。
http://www.d-ampac.com/

23
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
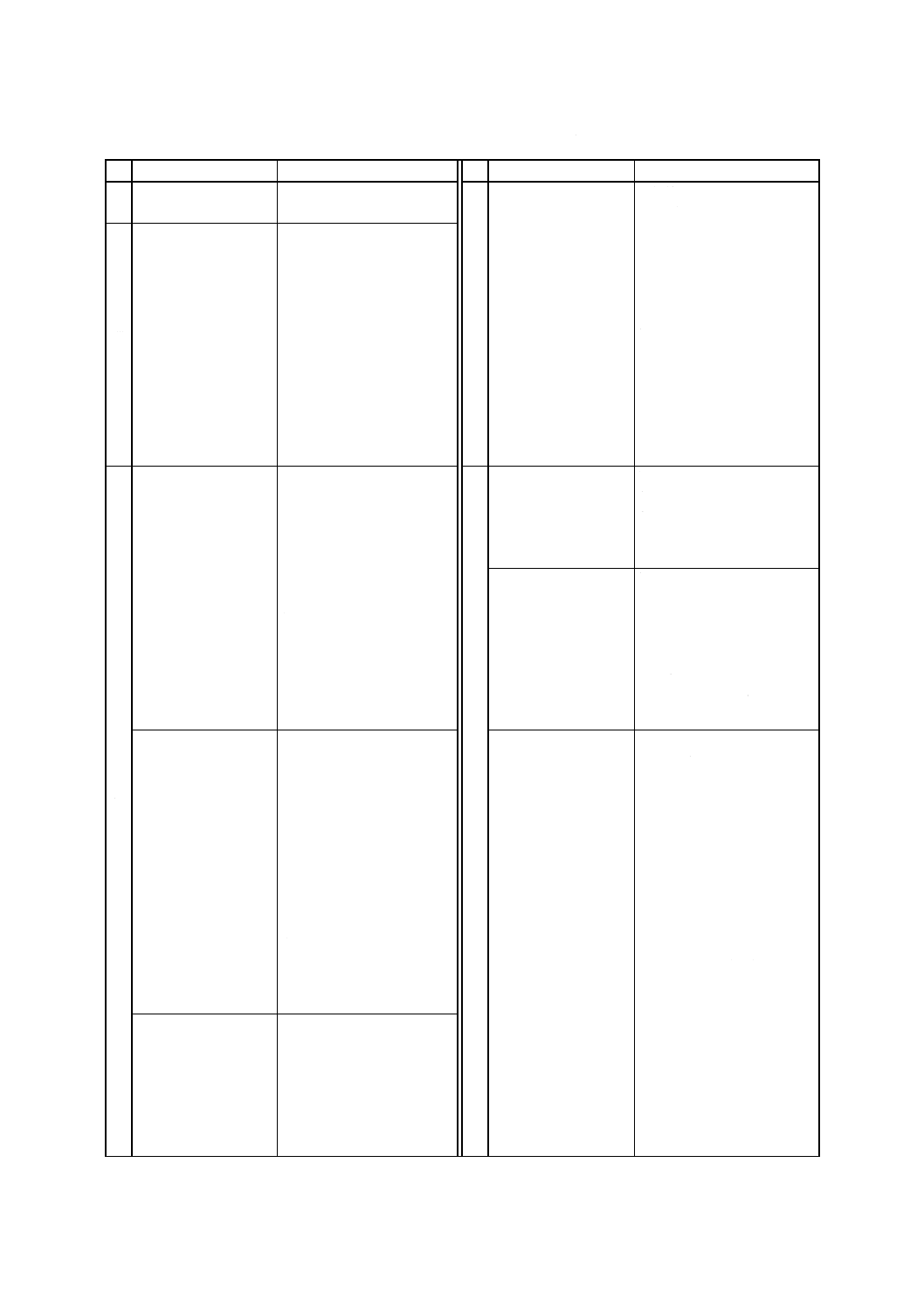
附属書F(参考) 構造モデルの階層構造の例
この附属書(参考)は,構造モデルの階層構造の例について記述するものであり,規定の一部ではない。
この規格の構造モデルの大まかな特徴が分かるように,印刷関連産業を例とした各階層の定義例を附属
書F図1に示す。さらに,印刷関連産業を例とした第1,第2階層の項目の詳細を附属書F表1に示す。
附属書F図1 印刷関連産業を例に制御パラメタを分類した構造モデル
24
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F表1 印刷関連産業を例とした構造モデルの上位2階層
第1階層
第2階層
第1階層
第2階層
辞
書
制御パラメタ値の仕様
製
造
平無線とじ機
封入/封かん(緘)
設
計
設計仕様
受発注情報
コレーター
ラフデザイン指定
ラミネート
割付指定
押出しラミネート
製品ページ構成
巻出し/巻取り
版作成仕様
スリッター
校正指定
製袋
印刷仕様
紙器打ち抜き
製本仕様
サックは(貼)り
スリッター仕様
製函
製袋仕様
エンボス
製函仕様
塗工
…
…
製
造
プリプレス工程
文字入力
材
料
/
機
械
被印刷材料
紙
文字組版
布
画像入力
金属
画像加工・編集
樹脂シート
線画・図形入力
…
画像編集
印刷関連材料
製版フィルム
面付け
刷版
色校正
樹脂版
出力準備
ブランケット
校正刷り
インキ
フィルム原板作成
湿し水
印刷版作成
グラビアシリンダ
…
…
印刷工程
工程管理情報
プリプレスシステム
写植機
オフセット枚葉印刷
ワードプロセッサ
オフセット輪転印刷
文字組版システム
凸版枚葉印刷
ドラムスキャナ
凸版輪転印刷
平面スキャナ
グラビア枚葉印刷
デジタルカメラ
グラビア輪転印刷
画像加工システム
フレキソ輪転印刷
線画加工システム
スクリーン印刷
集版システム
熱転写印刷
DTPシステム
静電印刷
面付けシステム
磁気印刷
出力演算装置 (RIP)
電子印刷
校正印刷機
…
フィルム合成プリンタ
印刷物加工工程
断裁
プリンタ
ウェブ折り
イメージセッタ
枚葉折り
現像機
ウェブスタッカーパンドラー
殖版機
は(貼)り込み
CTP
丁合
CTC
中とじ機
検査装置
25
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
第1階層
第2階層
第1階層
第2階層
材
料
/
機
械
データ保存装置
材
料
/
機
械
枚葉折り機
シリンダ研磨装置
ウェブスタッカーパンドラー
シリンダメッキ装置
は(貼)り込み機
…
丁合機
印刷機械
オフセット枚葉印刷機
中とじ機
オフセット輪転印刷
平無線とじ機
凸版枚葉印刷
封入/封かん(緘)
凸版輪転印刷
コレーター
グラビア枚葉印刷
ラミネート
グラビア輪転印刷
押出しラミネート
フレキソ輪転印刷
巻出し/巻取り
スクリーン印刷
スリッター
熱転写印刷
製袋
静電印刷
紙器打ち抜き
磁気印刷
サックは(貼)り
電子印刷
製函
…
エンボス
印刷物加工機械
断裁機
塗工
ウェブ折り機
…
26
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書G(参考) 関連規格
この附属書(参考)は,参照するほうがよい関連規格について記述するものであり,規定の一部ではな
い。
JIS K 5701-2 平版インキ−第2部:プロセスインキの色及び透明性
備考 ISO 2846-1, Graphic technology−Colour and transparency of ink sets for four-colour-printing−Part
1:Sheet-fed and heat-set web offset lithographic printingが,この規格に一致している。
JIS B 9620-1 印刷技術−カラー印刷における工程管理−第1部:パラメータ及びその測定方法
備考 ISO 12647-1, Graphic technology−Process control for the manufacture of half-tone colour
separations, proof and production prints−Part 1:Parameters and measurement methodsが,こ
の規格に一致している。
JIS B 9620-2 印刷技術−カラー印刷における工程管理−第2部:オフセット印刷
備考 ISO 12647-2, Graphic technology−Process control for the manufacture of half-tone colour
separations, proof and production prints−Part 2:Offset lithographic processesが,この規格に
一致している。
prEN 1010 SAFETY OF MACHINERY-SAFETY REQUIREMENTS FOR THE DESIGN AND
CONSTRUCTION OF PRINTING AND PAPER CONVERTING MACHINES
ANSI B65.1 Safty standard−Printing press systems
ISO/IEC 14750 Information technology−Open Distributed Processing−Interface Definition
Language
JIS B 9611 ブランケット及びブランケット金具
備考 ISO 12636, Graphic technology−Blankets for offset printingが,この規格に一致している。
ISO/IEC 10175-1 Information technology−Text and office systems−Document Printing Application
(DPA) −Part 1:Abstract service definition and procedures
27
X 9206-1 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
画像処理技術標準化調査研究委員会 構造モデル/符号化 (AMPAC) 分科会 構成表
氏名
所属
(主査)
三 品 博 達
室蘭工業大学
綱 島 一 也
大日本印刷株式会社
磯 崎 浩 幸
日本電気オフィスシステム株式会社
磯 野 仁
三菱重工業株式会社
稲 毛 達 也
大日本印刷株式会社
岩 崎 吉 夫
株式会社明治ゴム化成
小 泉 勝
凸版印刷株式会社
三 枝 尚 一
大日本インキ化学工業株式会社
崎 谷 正 信
大阪酸素工業株式会社
静 谷 文 雄
株式会社小森コーポレーション
杉 本 博
リョービ株式会社
細 井 功
東洋インキ製造株式会社
眞 島 修
ソニー株式会社
宮 川 正
富士写真フイルム株式会社
宮 崎 龍 一
大日本スクリーン製造株式会社
武留井 隆 夫
株式会社日立製作所
山 内 亮 一
社団法人日本印刷技術協会
吉 田 芳 夫
王子製紙株式会社
中 島 知 行
通商産業省工業技術院
(事務局)
川中子 肇
財団法人日本規格協会
画像処理技術標準化調査研究委員会 AMPAC JIS化原案作成WG 構成表
氏名
所属
(主査)
綱 島 一 也
大日本印刷株式会社
磯 野 仁
三菱重工業株式会社
稲 毛 達 也
大日本印刷株式会社
小 泉 勝
凸版印刷株式会社
静 谷 文 雄
株式会社小森コーポレーション
細 井 功
東洋インキ製造株式会社
宮 川 正
富士写真フイルム株式会社
宮 崎 龍 一
大日本スクリーン製造株式会社
森 宗 正
規格調整専門委員
山 内 亮 一
社団法人日本印刷技術協会
湯 浅 友 典
室蘭工業大学
中 島 知 行
通商産業省工業技術院
(事務局)
川中子 肇
財団法人日本規格協会