19
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
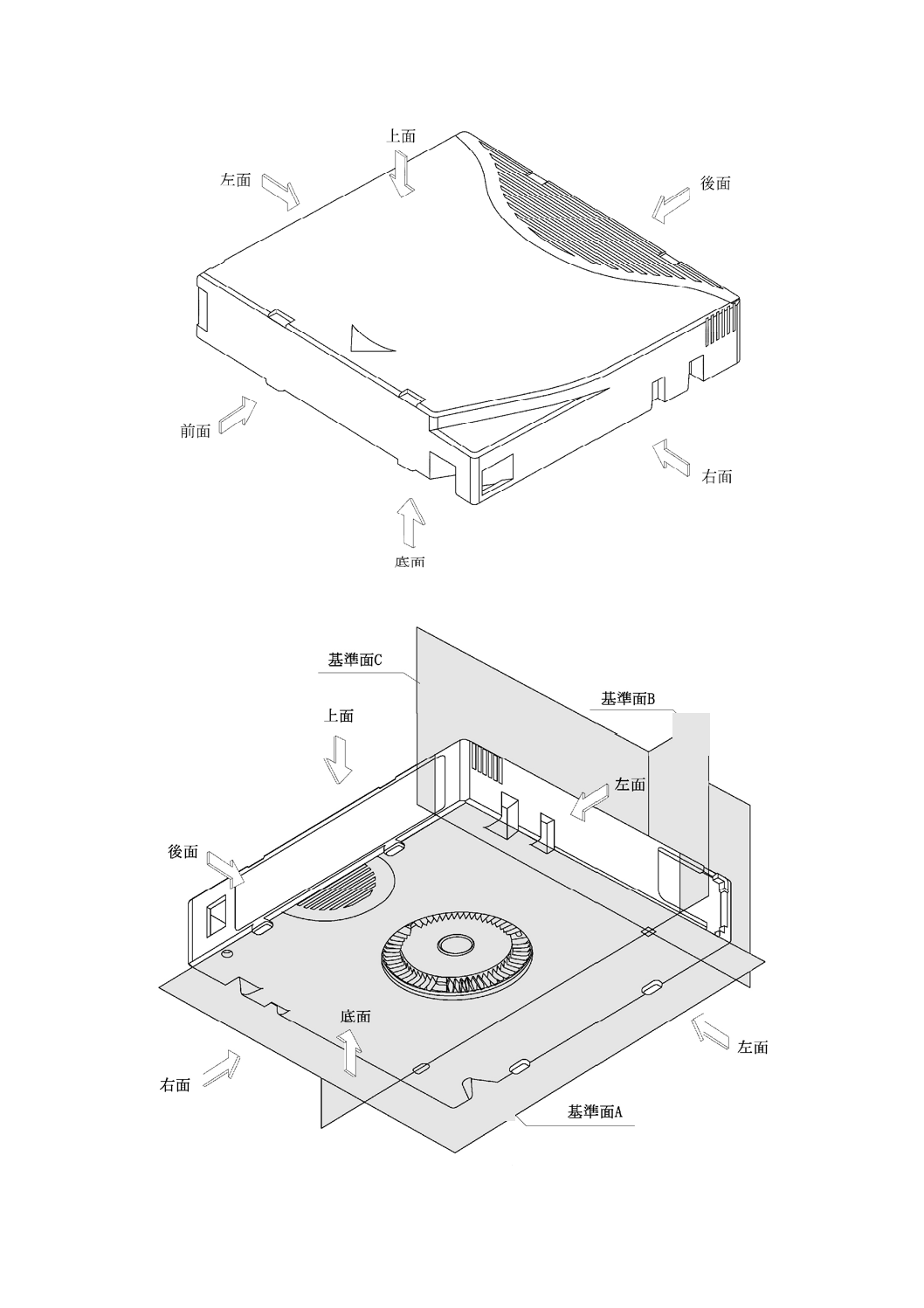
図 1 カートリッジの全体外観
図 2 基準面A,基準面B及び基準面Cの外観
・
・
・
X 6175:2006 (ISO/IEC 22050:2002)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人電子情報技術産業協会(JEITA)/
財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,
日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO/IEC 22050:2002,Information
technology−Data interchange on 12.7 mm,384-track magnetic tape cartridges−Ultrium-1 formatを基礎として用
いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任をもたない。
JIS X 6175には,次に示す附属書がある。
附属書A(規定)ビットシフトの測定
附属書B(規定)広帯域信号対雑音比測定
附属書C(規定)テープの研磨性試験方法
附属書D(規定)LTOカートリッジメモリ
附属書E(規定)テープ曲げ剛性試験
附属書F(規定)LTO CMの電気的インタフェース
附属書G(参考)輸送条件
附属書H(参考)不良テープ
附属書I(参考)ベンダコードリスト
X 6175:2006 (ISO/IEC 22050:2002) 目次
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 適合性 ··························································································································· 1
2.1 磁気テープカートリッジ ································································································· 1
2.2 生成システム ················································································································ 2
2.3 受領システム ················································································································ 2
3. 引用規格 ························································································································ 2
4. 定義 ······························································································································ 2
5. 表記法 ··························································································································· 5
5.1 数字の表現 ··················································································································· 5
5.2 寸法 ···························································································································· 5
5.3 名称 ···························································································································· 5
5.4 英数字文字列符号化 ······································································································· 5
6. 略号 ······························································································································ 5
7. 環境条件及び安全性 ········································································································· 6
7.1 カートリッジ及びテープの試験環境条件 ············································································· 6
7.2 カートリッジ使用環境条件······························································································· 6
7.3 カートリッジの保存環境条件···························································································· 6
7.4 テープ張力 ··················································································································· 6
7.5 安全性 ························································································································· 7
7.6 燃焼性 ························································································································· 7
7.7 輸送 ···························································································································· 7
8. カートリッジの寸法及び機械的特性 ···················································································· 7
8.1 カートリッジの要素 ······································································································· 7
8.2 ケースの基準面(図2) ·································································································· 8
8.3 ケースの寸法 ················································································································ 8
8.4 書込み禁止機構(図3及び図5) ····················································································· 12
8.5 ケースの柔軟性 ············································································································ 12
8.6 テープリール ··············································································································· 12
8.7 磁気テープ ·················································································································· 15
8.8 リーダピンアセンブリ ··································································································· 15
8.9 LTO CM(図18) ········································································································· 17
8.10 カートリッジ検知領域(図3) ······················································································· 17
8.11 ハンドリンググリップ及び挿入表示(図19) ···································································· 17
8.12 パッド印刷領域(図19) ······························································································ 18
X 6175:2006 (ISO/IEC 22050:2002) 目次
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
8.13 不透明性 ···················································································································· 18
9. テープの機械的・物理的特性及び寸法 ················································································ 31
9.1 材料 ··························································································································· 31
9.2 テープ長 ····················································································································· 32
9.3 テープ幅 ····················································································································· 32
9.4 テープ厚さ ·················································································································· 32
9.5 長手方向の湾曲 ············································································································ 33
9.6 縁品質 ························································································································ 33
9.7 テープ平面性 ··············································································································· 34
9.8 塗布面の接着強度 ········································································································· 34
9.9 層間の粘着 ·················································································································· 35
9.10 摩擦係数 ···················································································································· 36
9.11 表面品質 ···················································································································· 37
9.12 研磨性 ······················································································································· 37
9.13 引張り強度 ················································································································· 37
9.14 長手方向の弾力性 ········································································································ 38
9.15 残留伸び ···················································································································· 38
9.16 曲げ剛性 ···················································································································· 38
9.17 幅方向寸法安定性 ········································································································ 38
9.18 塗布面の電気抵抗 ········································································································ 38
10. 磁気記録特性 ··············································································································· 39
10.1 概要 ·························································································································· 39
10.2 試験条件 ···················································································································· 39
10.3 最適記録電流 ·············································································································· 39
10.4 信号振幅 ···················································································································· 40
10.5 分解能 ······················································································································· 40
10.6 重ね書き ···················································································································· 40
10.7 消去性能 ···················································································································· 40
10.8 広帯域信号対雑音比 ····································································································· 40
10.9 テープ品質 ················································································································· 40
11. サーボバンドの記録方法 ································································································· 40
11.1 概要 ·························································································································· 40
11.2 サーボバンド ·············································································································· 41
11.3 サーボフレーム符号化 ·································································································· 44
11.4 サーボバンド位置 ········································································································ 48
11.5 サーボバンドピッチ ····································································································· 48
11.6 公称サーボ位置 ··········································································································· 48
11.7 長周期平均サーボ位置 ·································································································· 48
12. データトラックの記録方法······························································································ 48
X 6175:2006 (ISO/IEC 22050:2002) 目次
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
12.1 物理的記録密度 ··········································································································· 48
12.2 公称ビットセル長 ········································································································ 49
12.3 長周期平均ビットセル長 ······························································································· 49
12.4 短周期平均ビットセル長(STA) ··················································································· 49
12.5 STA変化率················································································································· 49
12.6 ビットシフト ·············································································································· 49
12.7 記録特性試験条件 ········································································································ 49
12.8 トラックシーケンスアドレッシング ················································································ 49
12.9 データトラックの位置 ·································································································· 49
12.10 トラック幅 ··············································································································· 50
12.11 隣接トラックピッチ ···································································································· 50
12.12 アジマス ·················································································································· 50
12.13 全文字スキュー ········································································································· 51
12.14 チャネル配置 ············································································································ 51
13. フォーマット ··············································································································· 51
13.1 概要 ·························································································································· 51
13.2 保護レコード ·············································································································· 52
13.3 圧縮保護レコードの順序 ······························································································· 53
13.4 データセット ·············································································································· 55
13.5 データセット情報表 (DSIT)··························································································· 56
13.6 ECC ························································································································· 61
13.7 コードワードクワッド(CQ)························································································ 65
13.8 論理トラックへのCQの配置 ························································································· 68
13.9 データ乱数化 ·············································································································· 68
13.10 RLL符号化 ·············································································································· 69
14. テープ上へのデータの記録······························································································ 70
14.1 同期データセット ········································································································ 70
14.2 書込み等価ビット符号化 ······························································································· 72
14.3 テープ上への書込みセル ······························································································· 72
15. テープ上の領域 ············································································································ 72
15.1 論理箇所及び領域 ········································································································ 72
15.2 校正領域 ···················································································································· 74
15.3 使用者データ領域 ········································································································ 74
15.4 中断データセット ········································································································ 74
15.5 CQセットの再書込み ··································································································· 74
15.6 アンブルCQ ··············································································································· 75
15.7 ラップの始端 (BOW) ··································································································· 76
15.8 ラップの終端 (EOW) ··································································································· 76
15.9 追記録及び重ね書き ····································································································· 76
X 6175:2006 (ISO/IEC 22050:2002) 目次
(5)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
15.10 サーボトラッキング欠陥······························································································ 77
附属書A(規定)ビットシフトの測定 ····················································································· 78
附属書B(規定)広帯域信号対雑音比測定 ················································································ 79
附属書C(規定)テープの研磨性試験方法 ··············································································· 81
附属書D(規定)LTOカートリッジメモリ ··············································································· 83
附属書E(規定)テープ曲げ剛性試験······················································································ 97
附属書F(規定)LTO CMの電気的インタフェース ··································································· 99
附属書G(参考)輸送条件 ··································································································· 116
附属書H(参考)不良テープ ································································································ 117
附属書I(参考)ベンダコードリスト ····················································································· 118
X 6175:2006 (ISO/IEC 22050:2002) 目次
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
X 6175:2006
(ISO/IEC 22050:2002)
情報技術−情報交換用12.7 mm幅,
384 -トラック磁気テープカートリッジ−
ウルトリウム1様式
Information technology−
Data interchange on 12.7 mm, 384-track magnetic tape cartridges−
Ultrium-1 format
序文 この規格は,2002年に第1版として発行されたISO/IEC 22050:2002,Information technology−Data
interchange on 12.7 mm,384-track magnetic tape cartridges−Ultrium-1 formatを翻訳し,技術的内容及び規格
票の様式を変更することなく作成した日本工業規格である。
1. 適用範囲 この規格は,12.7 mm幅の磁気テープを用い,装置間での物理的互換性をとりデータ交換
を可能にするために磁気テープカートリッジの物理的特性, 磁気的特性, 記録信号品質,記録方式及び記録
様式について規定する。この様式は,可変長の論理レコード,高速検索及びデータ圧縮用の登録アルゴリ
ズムの使用を可能とする。
この規格は,ケースに収めたテープ長による4タイプのカートリッジを対象とする。これら4タイプは,
タイプA,タイプB,タイプC及びタイプDと呼び,公称容量は,それぞれ,100GB,50GB,30GB及び
10GBである。
備考 1GBは,1 000 000 000バイトとする。
システム間の情報交換には少なくとも,交換符号,交換カートリッジ内の情報の構造及びラベリングに
ついて,交換するグループ間の合意を必要とする。
この規格は,ISO/IEC 22091とともに使用しなければならない。
この規格は,ラベルとファイル構成の規格,例えばJIS X 0601とともにデータ処理システム間のデータ
交換について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO/IEC 22050:2002,Information technology−Data interchange on 12.7 mm,384-track magnetic tape
cartridges−Ultrium-1 format (IDT)
2. 適合性
2.1
磁気テープカートリッジ テープカートリッジは,この規格のすべての必要要求事項を満たすとき,
この規格に適合する。このテープ要求事項は,テープ全領域にわたって満たすこととする。
2
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.2
生成システム 交換用磁気テープカートリッジを生成するシステムは,作成するすべての記録がこ
の規格の必要要求事項を満たすとき,この規格に適合する。
2.3
受領システム 交換用磁気テープカートリッジを受領するシステムは,この規格に適合するテープ
上の記録を処理できるとき,この規格に適合する。
3. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年又は発行年を付記してあるものは,記載の年の版だけがこの規格
の規定を構成するものであって,その後の改正版・追補には適用しない。発効年(又は発行年)を付記し
ていない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメー
タ
備考 ISO 4287 Geometrical Product Specifications (GPS)−Surface Texture: Profile Method−Terms,
definitions and surface texture parametersが,この規格と一致している。
JIS K 7127 プラスチック−引張特性の試験方法−第3部:フィルム及びシートの試験条件
備考 ISO 527-3,Plastics−Determination of tensile properties−Part 3: Test conditions for films and sheets
が,この規格と一致している。
JIS X 0201:1997 7ビット及び8ビットの情報交換用符号化文字集合
備考 ISO/IEC 646:1991,Information technology−ISO 7-bit coded character set for information
interchangeが,この規格と一致している。
JIS X 0601 情報交換用磁気テープのラベル及びファイル構成
備考 ISO 1001,Information processing−File structure and labeling of magnetic tapes for information
interchangeからの引用事項は,この規格の該当事項と同等である。
ISO 3574:1999 Cold-reduced carbon steel sheet of commercial and drawing qualities
ISO 11576:1994 Information technology−Procedure for the registration of algorithms for the lossless
compression of data
ISO/IEC 14443-2 Identification cards−Contactless integrated circuit(s) cards−Proximity cards−Part 2:
Radio frequency power and signal interface
ISO/IEC 22091 Inforamtion technology−Streaming Lossless Data Compression algorithm (SLDC)
IEC 60950-1 Information technology equipment−Safety−Part 1:General requirements
ASTM D 4065-01:1995 Standard Practice for Plastics:Dynamic Mechanical Properties:Determination and
Report of Procedures
ASTM D 4092-01:1996 Standard Terminology:Plastics:Dynamic Mechanical Properties
4. 定義 この規格で用いる主な用語の定義は,次による。
4.1
アクセスポイント (access point) 一連の圧縮記録及び復元アルゴリズムを開始する箇所。
4.2
アルゴリズム (algorithm) データの論理表示を変換するための一連の規則。
4.3
アルゴリズム処理データ (algorithmically processed data) 定義された処理アルゴリズムで処理した
データ。
4.4
交流消去 (a.c. erase) 減衰レベルの交流磁界を用いた消去。
3
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.5
平均信号振幅 (average signal amplitude) ミッシングパルスを除いて,最低25.4 mmの1トラック長
で規定した物理記録密度の基本周波数で,読取りヘッドからの出力信号のピークツーピークの平均値。
4.6
裏面 (back surface) データの記録に使う磁性面の反対側のテープ面。
4.7
テープの始端 [beginning of tape (BOT)] リーダピンに最も近いテープ基準点。
4.8
ラップの始端 [beginning of wrap (BOW)] ラップの開始を示す論理箇所。LP3は,順方向ラップ,LP4
は,逆方向ラップを示す。
4.9
ビット (bit) “0”又は“1”で表す2進法の一けた。
4.10 ビットセル (bit cell) 隣接するRLL符号化ビット間のトラックに沿った距離。
4.11 広帯域信号対雑音比 [broad band signal-to-noise ratio (BBSNR)] 平均読取り信号出力を平均積算広帯
域(フロア)RMS雑音出力で除したdB値。
4.12 バイト (byte) 単位として取り扱う8ビット(12チャネルビット)の集合。
4.13 カートリッジ (cartridge) リーダピンアッセンブリが付いたリーダテープと磁気テープが巻かれた
シングル供給リールを収納したケース。
4.14 チャネルビット (channel bit) RLLチャネル符号化から出力した1ビット。
4.15 コードワード (codeword) データ及びデータについて計算したECCバイトを含むバイトの集合。
4.16 コードワード対 (codeword pair) コードワードの一つのインタリーブ対。
4.17 コードワードクワッド [codeword quad (CQ)] 二つのコードワード対の一組。
4.18 CQセット (CQ set) 動作中の各トラック上に同時に書き込むCQの一群。
4.19 巡回冗長検査文字 [cyclic redundancy check (CRC) character] 誤り検出用の検査バイトを生成するた
めに数学的に計算した符号。
4.20 データセット (data set) テープに書き込み又はテープから読み取った完全な情報の最小単位。
4.21 データセット情報表 [data set information table (DSIT)] データセットの内容を記述するデータセッ
トの表。
4.22 データの終端 [end of data (EOD)] テープに記録した最終有効データセットの終端にあるテープ上
の箇所。
4.23 テープの終端 [end of tape (EOT)] 記録が可能なテープ始端から最も遠いトラック上の箇所。
4.24 ラップの終端 [end of wrap (EOW)] ラップの終了を示す論理箇所。LP4は,順方向ラップ,LP3は,
逆方向ラップを示す。
4.25 誤り訂正符号 [error correction code (ECC)] 誤り検出用及び誤り修正用に検査バイト生成するため
に数学的に計算した符号。
4.26 ファイルマーク (file mark) ディレクトリ境界のような逐次ファイル構造の組織境界のマークに使
用するホストによって書き込み,(又は読み取り)が要求された記録要素。
4.27 磁束反転位置 (flux transition position) テープ表面に垂直方向の最大自由空間磁束密度を示す磁気テ
ープ上の箇所。
4.28 磁束反転間隔 (flux transition spacing) 連続する磁束反転間のトラックに沿った距離。
4.29 順方向テープ走行動作 (forward tape motion) テープをカートリッジリールからマシンリールに巻
きとる方向の動作。
4.30 ヘッダ (header) 識別及び検査のためデータ実体に前置するデータ。
4.31 ハウスキーピングデータセット (housekeeping data set) ユーザデータを含まないデータ領域の値に
よって識別できるデータセット。
4
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.32 論理順方向 (logical forward) ラップの終端へのテープ動作の方向。
4.33 論理逆方向 (logical reverse) ラップの終端から遠ざかるテープ動作の方向。
4.34 論理箇所 (logical point) テープ領域の開始又は終了の境界。
4.35 磁気テープ (magnetic tape) 情報処理用の入力,出力及び保存を目的とした磁気信号を受領し,保持
するテープ。
4.36 主基準テープ [master standard reference tape (MSRT)] 基準記録電流,信号振幅,分解能,BBSNR,
重ね書き比,サーボ信号振幅及びサーボ信号極性の基準として選定したテープ。
備考 主基準テープは,Ladas and Parryによって管理されている。
4.37 LTOカートリッジメモリ [LTO cartridge memory (LTO CM)] カートリッジ,カートリッジ内のテー
プ及びテープ上のデータについての情報を保持するのに使用するケースに内蔵した非接触保存デバイス。
4.38 最適記録電流 (optimum recording current) 密度TRD1で記録したとき,最大平均信号振幅の95 %の
平均信号振幅が生じる最小電流の1.15倍の電流。
4.39 テープの物理的終端 (physical end of tape) リーダピンアセンブリから最も離れたテープの位置。こ
れは,テープの製造時にテープを切断し,ハブに巻き付けたテープの位置である。
4.40 物理的順方向 (physical forward) BOTからEOTへのテープ動作の方向。偶数ラップは,論理順方
向となる。
4.41 物理的逆方向 (physical reverse) EOTからBOTへのテープ動作の方向。奇数ラップは,論理順方
向となる。
4.42 プリレコード状態 (pre-record condition) データ記録前に交流消去し,サーボ信号を記録してある状
態。
4.43 圧縮データ (processed data) アルゴリズムによってデータを圧縮したシンボルの列。
4.44 圧縮レコード (processed record) レコードを圧縮したシンボルの列。
4.45 圧縮 [processing (compression)] アルゴリズムを用いてホストデータをシンボルに変換する。
4.46 保護レコード (protected redord) 4バイトのCRCを終端に加えた1レコード。CRCは,フォーマッ
ト処理間にレコードが壊れていないことを検査する。
4.47 レコード (record) テープ装置システムとホストとの間でのデータを授受する最小のデータバイト
の集合。テープ装置システムは,処理,記録,再生及び復元処理をレコードで行う。
4.48 レコード要素 (record element) ファイルマーク又はレコード。
4.49 基準記録電流 (reference recording current) 主基準テープの最適記録電流。
4.50 復元 [reprocessing (decompression)] アルゴリズムを用いてホストの要求するとおりシンボルをデー
タに変換する。
4.51 逆方向テープ走行動作 (reverse tape motion) テープをマシンリールからカートリッジリールに巻き
とる方向の動作。
4.52 ランレングスリミテッド符号化 [run length limited encoding (RLL)] “1”の間の“0”を特定の最小
数及び最大数で2進数列出力を生成する任意の2進数列入力に適用するアルゴリズム処理。
4.53 二次基準テープ [secondary standard reference tape (SSRT)] テープの特性が既知であり主基準テープ
との偏差を明示しているテープ。
備考 二次基準テープは,“Ultrium Format Specification Generation 1 SSRT”として,Ladas and Parry,
5670 Wilshire Blvd.,21st Floor,Los Angels,CA 90036,U.S.A.に発注できる。このテープは,2012
年まで入手できる。SSRTの受注状況によって,この期間は,延長又は短縮することができる。
5
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
SSRTは,日常校正に使用する第三次基準テープを校正するのに用いる。
4.54 サーボ取得領域 (servo acquisition region) サーボ信号記録に使用するテープ上の領域。
4.55 基準振幅 [standard reference amplitude (SRA)] 主基準テープに密度TRD1で記録し,これを再生した
ときの出力電圧の平均値。基準振幅との偏差は,二次基準テープとともに供給する校正値表による。
4.56 シンボル (symbol) データの1バイト,データバイトの1列又は制御情報を圧縮アルゴリズムによ
って生成するビットの列。
4.57 同期コードワードクワッド [synchronized codeword quad (SCQ)] RLLで符号化するコードワードク
ワッドへ同期パターンを挿入することによって形成する直列ビットストリーム。
4.58 試験記録密度 [test recording density (TRD)] 特定の試験で実施する記録密度。試験記録密度は,TRD1,
TRD2及びTRD3の3種類がある(12.1参照)。
4.59 ラップ (wrap) 物理的順方向又は物理的逆方向に記録した一つのトラック群。
4.60 書込み等価 (write equalisation) 入力2進数の順序を別の2進数順序に線形変換するアルゴリズム処
理。
4.61 (1,7)RLL符号[(1,7)RLL code] “1”の間の“0”を1個以上7個以下で出力するランレング
スリミテッド(RLL)符号化手法。
5. 表記法
5.1
数字の表現 数字の表現は,次による。
− 測定した値は,対応する規定値の最小有効数字に対応して丸める。すなわち,規定値が1.26,正の許
容誤差が0.01,負の許容誤差が0.02である場合,測定した値は,1.235以上1.275未満を許容する。
− 各ブロック及び各フィールドのバイトは,最上位バイト(バイト0)を最初に処理する。各バイト内
のビットは,最上位ビット(ビット7)を最初に処理し,最下位ビット(ビット0)を最後に処理する。
− 16進数は,丸括弧に数字及び英文字で表す。
− ビットの設定は,“0”又は“1”で表す。
− ビットの組合せ及び2進数表現の数字は,最上位ビットを左とし,“0”及び“1”の列で表す。数列内
で,Xは,未定義ビットを示すために用いてもよい。
5.2
寸法 図の寸法は,指定しない限りミリメートル表示とし,その公差は,±0.50 mmとする。
5.3
名称 名称は,英語表記の場合の頭文字を規定しているもので,この規格では規定しない。
5.4
英数字文字列符号化 規定がない限り,英数字文字列は,すべてJIS X 0201を用いて符号化する。
6. 略号
ACN 絶対CQシーケンス数 (Absolute CQ Sequence Number)
BOT テープの始端 (Beginning of Tape)
BBSNR 広帯域信号対雑音比 (Broad Band Signal-to-Noise Ratio)
BOW ラップマークの始端 (Beginning of Wrap ark)
CRC 巡回冗長検査文字 (Cyclic Redundancy Check character)
DSIT データセット情報表 (Data Set Information Table)
ECC 誤り訂正符号 (Error-Correcting Code)
EOD データの終端 (End of Data)
EOT テープの終端 (End of Tape)
6
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
EOW ラップマークの終端 (End of Wrap mark)
FID フォーマット識別データセット (Format Identification Data Set)
LPn 論理箇所 (Logical Point),ここに,n=0〜7
LPOS 長手方向位置 (Longtitudinal Position)
lsb 最下位ビット (Least Significant Bit)
LSB 最下位バイト (Least Significant Byte)
msb 最上位ビット (Most Significant Bit)
MSB 最上位バイト (Most Significant Byte)
MSRT 主基準テープ (Master Standard reference Tape)
RLL ランレングスリミテッド (Run Length Limited)
RWW 記録時再生 (Read-While-Write)
SCQ 同期コードワードクワッド (Synchronised Codeword Quad)
SNR 信号対雑音比 (Signal-to-Noise Ratio)
SRA 基準振幅 (Standarad Reference Amplitude)
SSRT 二次基準テープ (Secondary Standard reference Tape)
TRD 試験記録密度 (Test Recording Density)
7. 環境条件及び安全性 次によって規定する条件は,装置内部のカートリッジの近傍の環境とする。
7.1
カートリッジ及びテープの試験環境条件 この規格の用件を検査するために,カートリッジ及びテ
ープの試験及び測定は,規定がない限り次の条件による。
温度
23 ℃±2 ℃
相対湿度
40 %〜60 %
試験前放置時間
24時間以上
7.2
カートリッジ使用環境条件 データ交換カートリッジは,次の条件で使用できなければならない。
温度
10 ℃〜45 ℃
相対湿度
10 %〜80 %
湿球温度
26 ℃以下
備考 52 ℃を超えるテープ周囲温度は,永久的なテープの損傷を起こすことがある。カートリッジは,
保存時又は輸送時に使用環境条件を越えた場合,使用環境条件以外の環境条件に放置した時間
と同等以上使用環境条件に放置してから使用しなければならない。ただし,最大24時間として
もよい。カートリッジの内部及び表面は,結露してはならない。
7.3
カートリッジの保存環境条件 カートリッジは,次の条件で保存しなければならない。
温度
16 ℃〜32 ℃
相対湿度
20 %〜80 %
湿球温度
26 ℃以下
周辺磁場は,テープ上のどの点でも4 000 A/mを超えてはならない。カートリッジの内部及び表面は,
結露してはならない。
7.4
テープ張力 LP1とLP6との間のテープは,いかなる環境でも2.0 Nより大きい張力を掛けてはなら
ない。これ以外の部分のテープは,6.0 Nより大きい張力を掛けてはならない。
7
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.5
安全性 カートリッジ及びその構成部品は,情報処理システムで適正使用時又は予想可能な使用時
に,IEC 60950-1の要件を満たさなければならない。
7.6
燃焼性 カートリッジ及びその構成部品の材料は,マッチなどの炎などによって着火してもよいが,
二酸化炭素中で燃焼し続けてはならない。
7.7
輸送 カートリッジの輸送環境に対する推奨条件及び損傷を最小限にするための注意事項を,附属
書Gに参考として示す。
8. カートリッジの寸法及び機械的特性
8.1
カートリッジの要素 テープカートリッジは,次の要素からなる。
− ケース
− 位置決めノッチ
− ハンドリングノッチ
− 書込み禁止機構
− 磁気テープ用リール
− リールロック機構
− リールのハブに巻かれた磁気テープ
− リーダピン
− リーダピン保持
− スライド扉
− カートリッジメモリ
− ハンドリング部
寸法特性は,カートリッジを使用するうえでの互換性及び交換性に必す(須)となるパラメータについ
て規定する。設計に自由度がある場合,その要素の機能上の特性だけを記載する。次の図面には,第三角
法で標準的な例を示している。
図1 :カートリッジの全体外観
図2 :基準面A,基準面B及び基準面Cの外観
図3 :底面
図4 :上面
図5 :後面
図6 :前面
図7 :右面
図8 :扉が開いている状態の左面
図9 :リールのロック解除パッド部
図10 :未装着時のハブ及びブレーキアセンブリの断面
図11 :図10の部分拡大図
図12 :カートリッジを装置に装着したときのハブ及びブレーキアセンブリの断面
図13 :歯を直径37.50 mmの位置で切り取り,リールの中心方向の外観の断面
図14 :歯部分の断面
図15 :側面及び上面から見たテープが付いた状態のリーダピンアセンブリ
図16 :保持位置にあるリーダピンアセンブリ及び閉じた状態の扉の詳細
8
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図17 :保持位置にあるリーダピンアセンブリ及び開いた状態の扉の左面
図18 :LTO CMの位置
図19 :ハンドリンググリップ及びカートリッジ挿入方向の表示
8.2
ケースの基準面(図2)寸法は,三つの直交する基準面A,基準面B及び基準面Cについて示す。
装置内部のカートリッジの位置に関連する寸法は,P面を基準としてもよい。
三つの位置決め領域A1,A2及びA3は,基準面Aとする。基準面Bは,基準面Aに垂直で,位置決め
孔B1の中心及び位置決めスロットB2の中心線を通る面とする。基準面Cは,基準面A及び基準面Bに垂
直で,位置決め孔B1の中心を通る面とする。
8.3
ケースの寸法 ケースの寸法は,7.1の試験環境で測定する。動作環境でのケースの寸法は,8.3で
規定する寸法にすることができる。
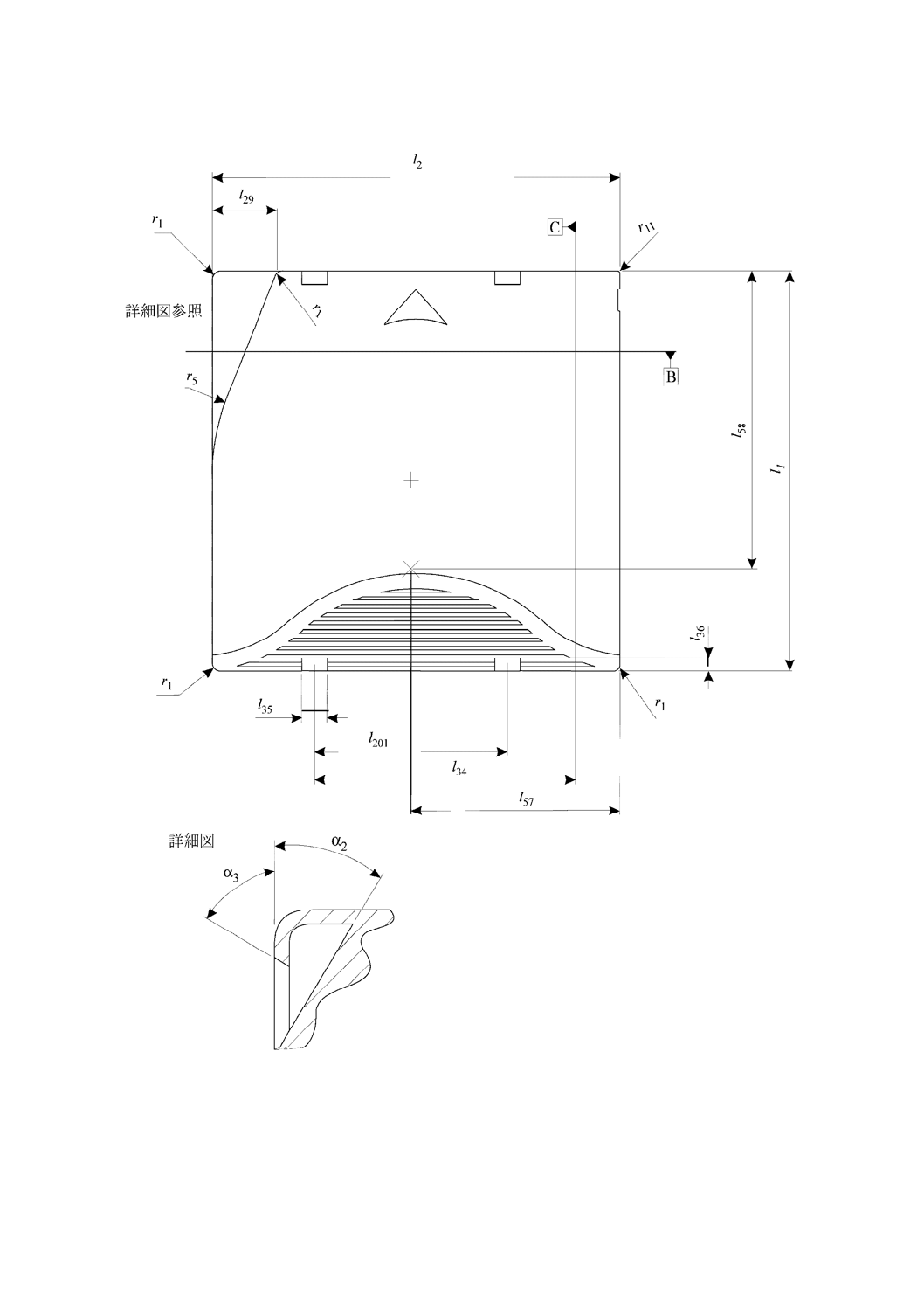
8.3.1
全体の寸法(図4,図6及び図8)
ケースの長さは,次による。
l1 = 102.00 mm±0.30 mm
ケースの幅は,次による。
l2 = 105.40 mm±0.30 mm
ケースの高さは,次による。
l3 = 21.50 mm±0.25 mm
スタック部の高さは,l3に含まない。
ケースの垂直及び水平の端には,曲面を付けることとする。
垂直方向の端の半径は,次による。
r1 = 2.00 mm±0.50 mm
水平方向の端の半径は,次による。
r2 = 1.00 mm±0.50 mm
他のすべての部分には,半径0.50 mm以下の曲面を付けることとする。
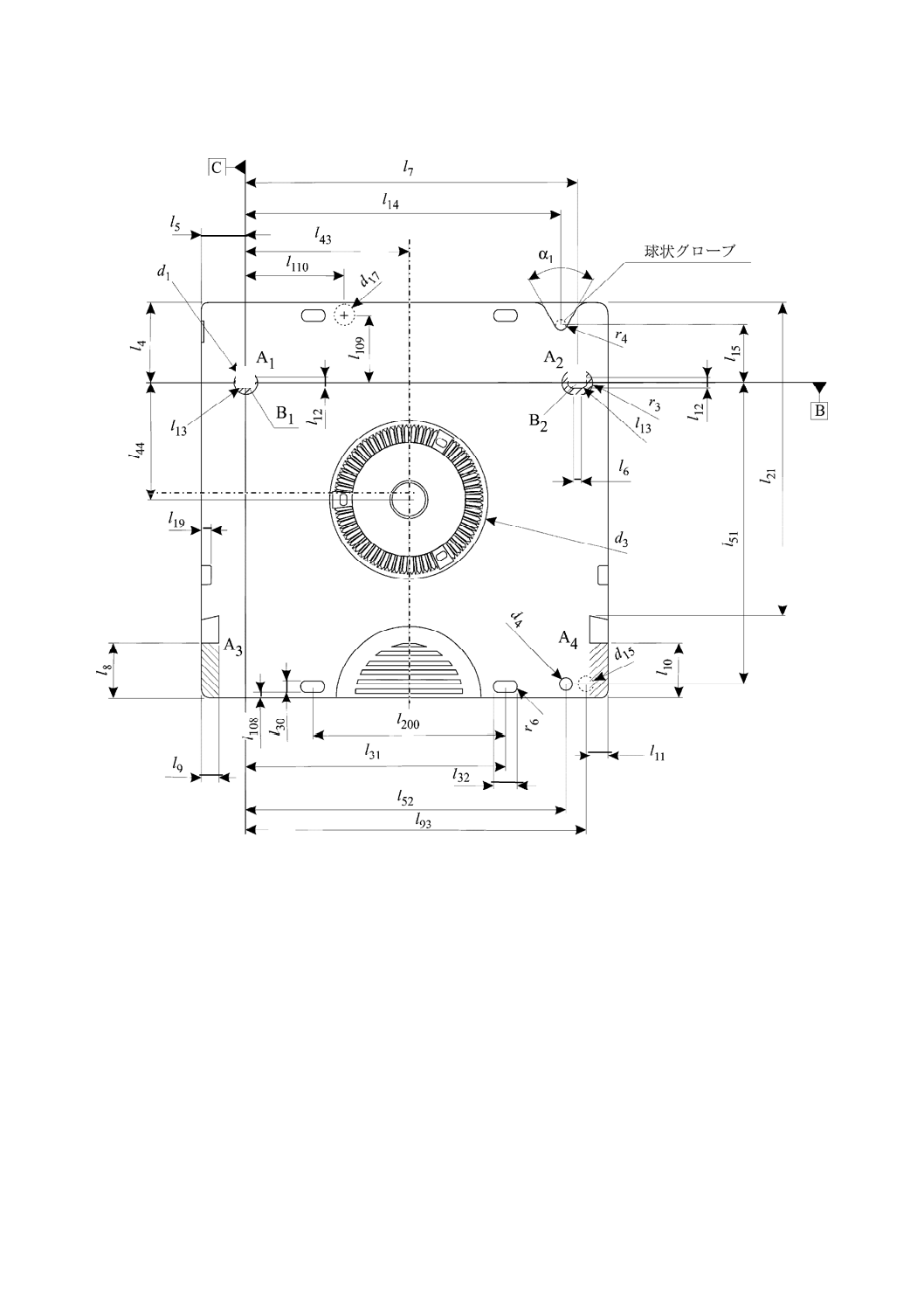
8.3.2
基準面の基準点(図3) 位置決め領域A1,A2及びA3は,カートリッジ底面と同一面とする。位
置決め領域A4は,自由状態で基準面Aから0.25 mm以内とする。これらの位置決め領域は,機構及びハ
ンドリング装置の基準点にカートリッジを正確に位置決めできるようにシボを付けてはならない。
位置決め領域A1,A2,A3及びA4の大きさ及び位置は,次による(図3参照)。
位置決め領域A1の中心は,基準面B及び基準面Cの交差する位置にあり,その位置は,次による。
l4 = 20.50 mm±0.20 mm
l5 = 11.45 mm±0.20 mm
その直径は,次による。
d1 ≧ 7.80 mm
位置決め領域A2は,だ円形で,その長さは,次による。
l6 ≧ 1.80 mm
だ円形の終端の半径は,次による。
r3 ≧ 3.80 mm
位置決め領域A2の中心は,基準面Bにあって,基準面Cからの距離は,次による。
l7 = 86.15 mm±0.25 mm
正方形の位置決め領域A3の位置は,次による。
9
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
l8 ≧ 13.75 mm
l9 ≧ 4.75 mm
正方形の位置決め領域A4の位置は,次による。
l10 ≧ 13.75 mm
l11 ≧ 4.75 mm
位置決めのB1及びB2の基準面Bに対する位置は,次による。
B1は,位置決め領域A1の中心とし,四隅が最大半径1.00 mmの円弧で正方形の一辺は,次による。
l12 = 3.00 mm±0.08 mm
B2は,位置決め領域A2の中心とし,一辺のスロットは,次による。
l12 = 3.00 mm±0.08 mm
B1及びB2の深さは,次による。
l13 ≧ 5.00 mm
8.3.3
位置決めノッチ(図3,図6及び図7) カートリッジは,底面に3か所の位置決めノッチ及び前面
に一つの二次基準領域を設けなければならない。面にこう配がある場合,寸法は,注記しない限り基準面
Aで規定することとし,こう配の角度は,0°45′公称とする。
V形ノッチの中心は,次による。
l14 = 81.95 mm±0.15 mm
l15 = 15.47 mm±0.15 mm
V形ノッチの谷の半径は,次による。
r4 ≦ 1.50 mm
開口部の角度は,次による。
α1 = 60°±1°
V形ノッチの深さは,次による。
l16 ≧ 8.90 mm
V形ノッチの位置は,基準面Aから3.0 mmの位置で,3.50 mmの球状プローブを使って測る。
2か所の位置決めノッチの寸法は,次による。
l17 = 47.50 mm±0.15 mm
ノッチの長さは,次による。
l18 = 5.00 mm±0.15 mm
ノッチの幅は,次による。
l19 ≧ 2.80 mm
ノッチの深さは,次による。
l20 ≧ 8.70 mm
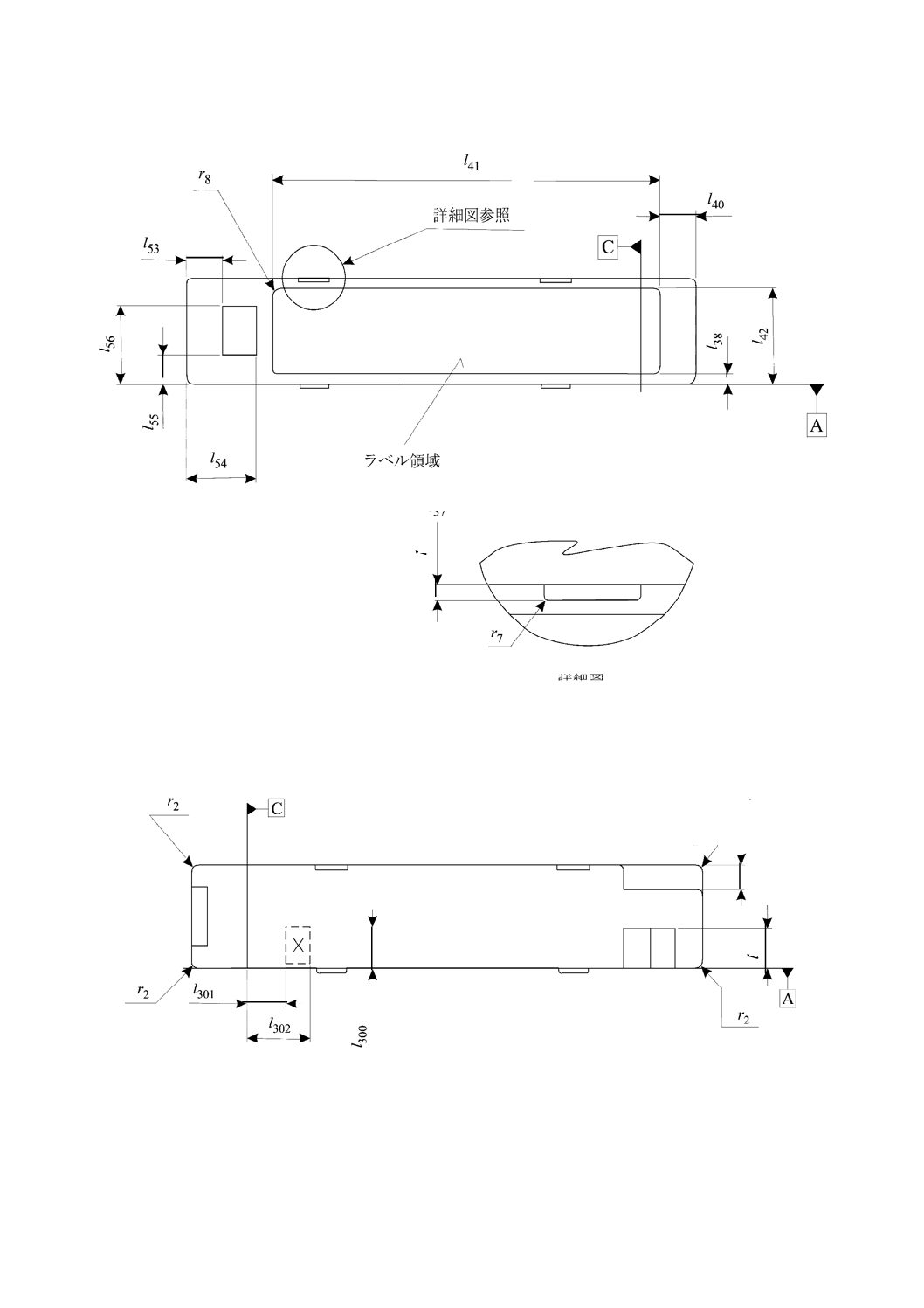
カートリッジ前面の二次基準領域は,次による。
l300 ≧ 8.00 mm
l301 ≦ 7.50 mm
l302 ≧ 13.50 mm
領域は,基準面Aからこう配が付いてもよく,基準面Aから3.0 mmの位置で球状プローブによって測
定したとき,基準面Bからの位置は,次による。
l303 = 20.36 mm±0.10 mm
10
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.3.4
ハンドリングノッチ(図3,図4及び図7) ハンドリングノッチは,3か所のノッチとし,次によ
る。
底面ノッチの寸法は,次による。
l21 = 81.00 mm±0.25 mm
l22 = 82.00 mm±0.25 mm
l23 = 6.00 mm±0.25 mm
底面ノッチの幅は,次による。
l9 ≧4.75 mm
底面ノッチの深さは,次による。
l20 ≧8.70 mm
側面ノッチの寸法は,次による。
l24 = 6.00 mm±0.50 mm
l25 = 18.00 mm±0.50 mm
α2 = 30°±2°
α3 = 60°±2°
l26 = 2.25 mm±0.50 mm
l27 = 10.75 mm±0.50 mm
8.3.5
誤挿入防止(図4及び図6) カートリッジは,間違った方向で装置内へ挿入するのを防止するた
めに,ケースの前面に切り欠きをもつ。この部分は,類似しているが同一ではない構造の不適合カートリ
ッジの使用を防止する。
ノッチの深さは,次による。
l28 = 5.00 mm±0.25 mm
面は,l29 = 16.80 mm(公称)の規定及び8.3.8の中央窓を同一中心とする半径r5 = 51.50 mm(公称)の
円弧に接する。面の寸法は,公称値に対して0.5 mm以内とする。
8.3.6
スタック部(図3,図4,図5及び図8) ケースの底面は,4か所に平行なスタックリブをもつ。
その寸法は,次による。
l30 = 3.00 mm±0.20 mm
l31 = 67.45 mm±0.20 mm
l32 = 6.00 mm±0.20 mm
l108≦1.20 mm
l200 = 50.00 mm±0.30 mm
隅の半径は,次による。
r6 ≧ 0.60 mm
高さは,次による。
l33 = 0.50 mm±0.15 mm(各スタックリブの周りを部分的に測定)
ケースの上面は,各スタックリブが入るためにへこませた領域をもつこととする。
その寸法は,次による。
l34 = 67.45 mm±0.30 mm
l35 = 6.60 mm±0.30 mm
l36 = 4.30 mm±0.30 mm
11
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
l201 = 50.00 mm±0.30 mm
へこませた領域の深さは,次による。
l37 ≧ 0.85 mm
へこませた領域の半径は,次による。
r7 ≦ 0.35 mm
8.3.7
後面のラベル領域(図5) ラベル領域は,ケース後面に1か所とする。ケース底面からラベル領
域の下縁までの距離は,次による。
l38 = 2.00 mm±0.25 mm
ラベル領域は,後面から最小0.20 mm,最大0.50 mmへこむこととする。隅の半径は,次による。
r8 ≦ 1.25 mm
ケース左面からラベル領域の縁までの距離は,次による。
l40 = 7.50 mm±0.25 mm
ラベル領域の幅は,次による。
l41 = 80.00 mm±0.35 mm
ラベル領域の上側は,次による。
l42 = 19.50 mm±0.35 mm
8.3.8
中央窓(図3) ケースの底面は,ハブに装置の駆動軸が挿入できるように1個の中央窓をもつこ
ととする。
直径は,次による。
d3 ≧ 40.00 mm
中心は,次による。
l43 = 42.45 mm±0.15 mm
l44 = 30.50 mm±0.15 mm
8.3.9
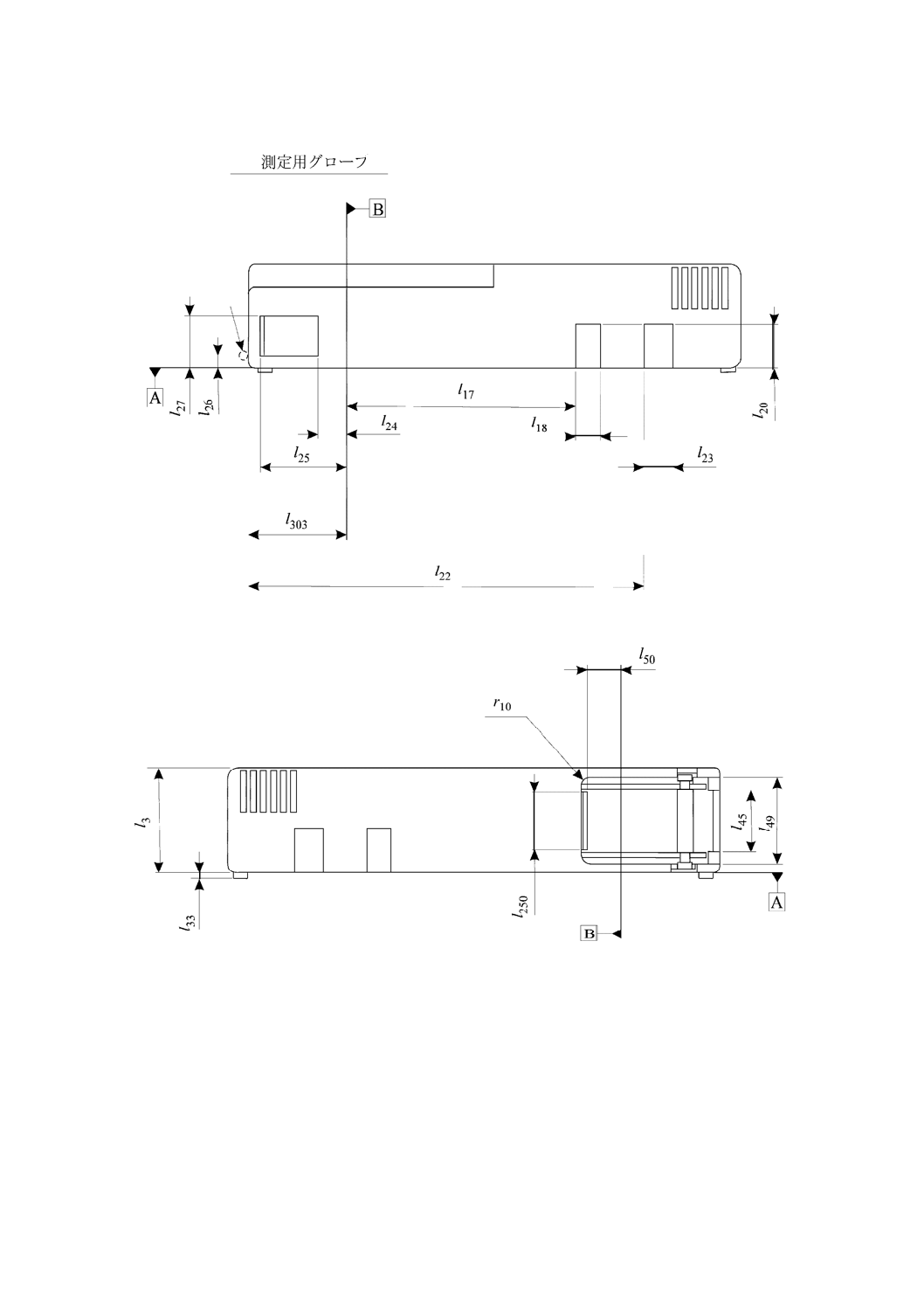
スライド扉(図8及び図16) カートリッジの左面のスライド扉は,開いたときにカートリッジの
後面方向へスライドすることとする。この扉は,ケース内面構造によって位置を保つこととする。扉をス
ライドして完全に開く力は,l50の位置で測ったとき,1.30 N以下とする。カートリッジの扉を閉じたとき
の力は,完全に閉じた位置で0.20 N以上とする。
扉の開口部寸法の詳細は,次による。
l250 ≧ 10.00 mm
r9 = 0.50 mm±0.25 mm
l46 ≦ 0.75 mm(カートリッジケースの外へ突出しない)
l47 = 0.60 mm±0.25 mm
l48 ≧ 2.95 mm
扉は,開いた状態ではカートリッジ1側面を保護することとし,8.3.10に示すように開口部を設ける。
8.3.10 ケース開口部(図8及び図16) ケースは,扉が開いた位置で内部が見える開口部をもつこととす
る。この開口部は,リーダピンアセンブリが位置する箇所にある。
開口部は,次による。
l45 = 12.50 mm±0.25 mm(図8に示す中心線に対して配置)
l49 ≧ 17.20 mm
l50 ≧ 4.00 mm
12
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
r10 ≦ 2.50 mm
r11 = 1.00 mm±0.25 mm
8.4
書込み禁止機構(図3及び図5) 書込み禁止機構は,書込み禁止位置のとき,カートリッジ後面に,
かぎ(鍵)マークのような視認可能なロックマークによって識別できる平たんな面をもつこととする。書
込み可能位置での書込み禁止機構の面は,カートリッジケース底面から0.30 mmまでの位置とする。書込
み禁止位置での書込み禁止機構は,底面から5.00 mm以上の距離とする。書込み禁止機構を動かす力は,
カートリッジ表面に平行に加えたとき,2 N〜7 Nとする。
ケース底面の検出位置は,次による。
l51 = 77.50 mm±0.20 mm
l52 = 82.95 mm±0.20 mm
ケース底面の検出領域は,次による。
d4 ≧ 4.00 mm
ケース後面の書込み禁止表示窓は,次による。
l53 = 7.50 mm±0.50 mm
l54 = 14.50 mm±0.50 mm
l55 = 5.75 mm±0.50 mm
l56 = 15.75 mm±0.50 mm
8.5
ケースの柔軟性 カートリッジのケース上面及び底面(図4参照)の柔軟性は,カートリッジを平
たんな面に置いて,これらの面に垂直に力を加えたときの観測ゆがみ量とする。
8.5.1
要求事項 ケースは,8.5.2に示すよう35.0 Nの力を加えたとき,ゆがみ量を2.50 mm以下とする。
8.5.2
試験方法 ケースの柔軟性は,試験に適したロードセルを用いて圧縮モードによる万能試験機で測
定する。
図4に示した次の点に,半径10 mm±1 mmの単一点荷重をケース上面に加える。
l57 = 53.90 mm 公称
l58 = 76.00 mm 公称
底面の同じ点に同じ方法で繰り返し測定する。
8.6
テープリール
8.6.1
ロック機構(図9) テープリールのロック機構は,許容範囲の環境条件下での輸送及び保管時に,
テープのパック張力を保持する。機能的にロック機構は,次の要求事項を満たさなければならない。
− 角度解像度は,3° 以下とする。
− リールは,0.32 Nm以下の力でテープをほどく方向に加えたとき,10° 以上回転してはならない。
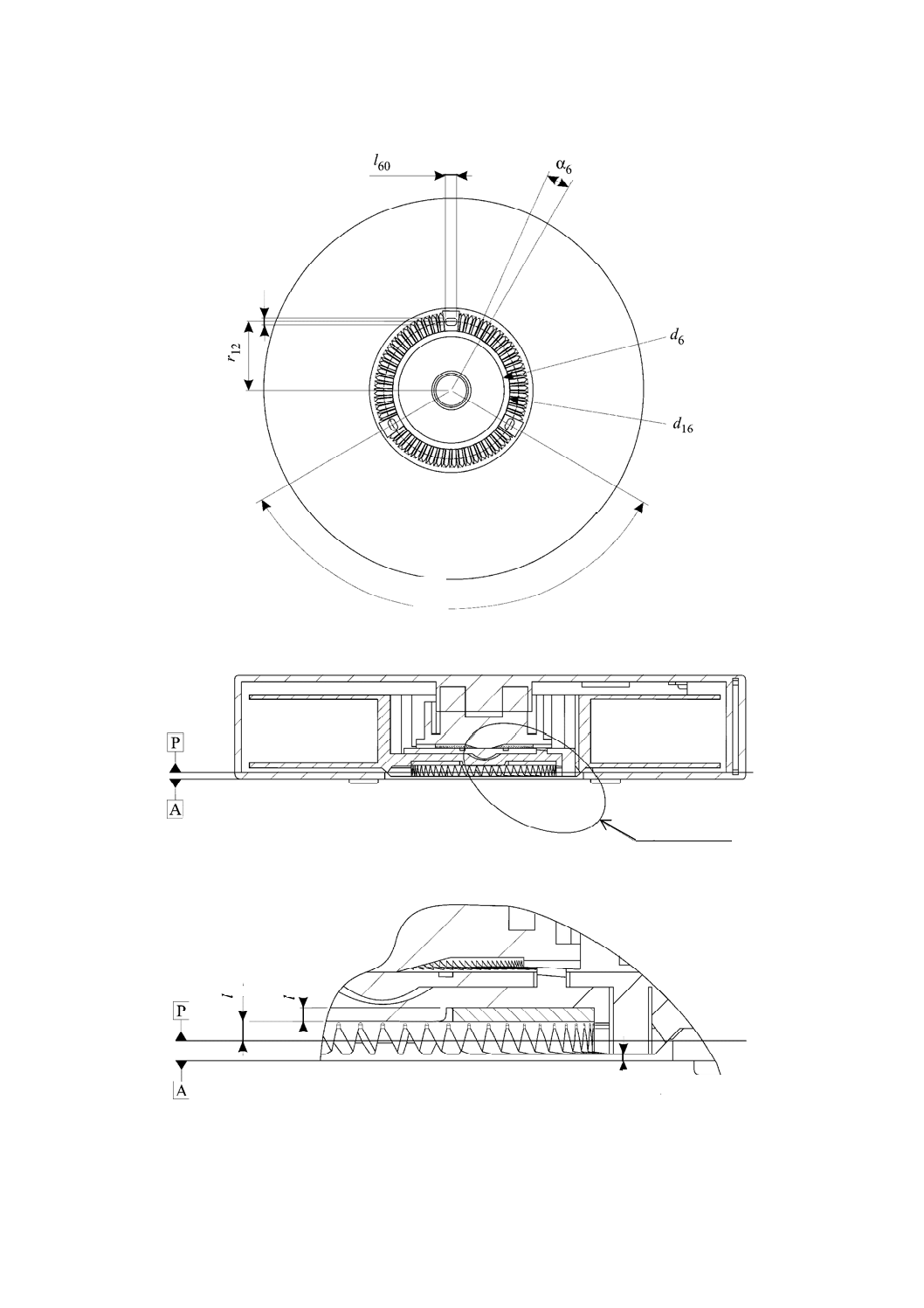
ロック機構は,歯形リム部を通って突出している三つのパッドが装置とのインタフェースをもつ。ロッ
クパッドの寸法は,次による。
r12 = 17.50 mm 公称
l59 ≧ 1.00 mm
l60 ≧ 3.00 mm
1個のロックパッドの寸法は,2個又は3個の歯を取り除いたスペース以下とする。ロックパッドは,歯
を2本取り除いたとき,両歯の中心とし,歯を3本取り除いたとき,中央の歯の中心とする。ロックパッ
ド間の角度は,次による。
α5 = 120.00° 公称
13
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
パッドは,ロック位置又は未装着中の位置で,歯形リムの平たん面から0.1 mm以内とする。装置にカ
ートリッジを挿入したとき,パッドは,歯形リムの平たん面から1.80 mm±0.15 mmへこむこととする。
ロックパッドの終端は,鋭い角,縁又は切り欠きがあってはならない。3か所のロックパッドを動かす力
は,未装着時では,2.80 N以上とし,装着時では,5.00 Nを超えてはならない。歯形リムから突出してい
る3箇所のパッドは,非金属材料を使用することとする。
8.6.2
リール回転軸(図3) リール回転軸は,基準面Pに対して垂直とし,l43とl44で規定する中央窓の
中心を通ることとする。
8.6.3
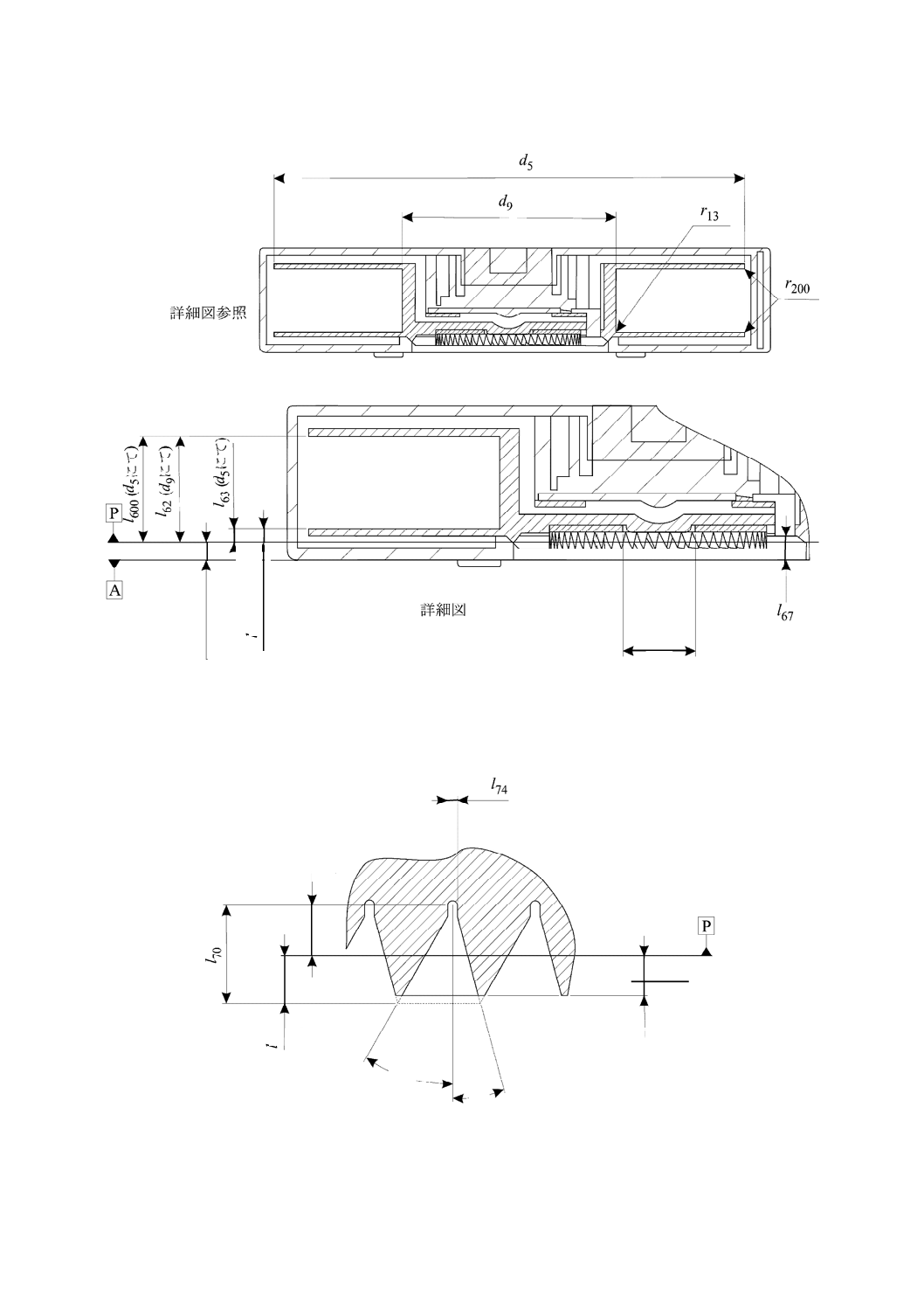
リールフランジ(図12) リールフランジの外径は,次による。
d5 ≧ 96.80 mm
外径上でフランジのテープ側にある曲面の半径は,次による。
r200 = 0.50 mm±0.25 mm
ハブ直径d9でリールの下側フランジの内側から基準面Pまでの距離は,次による。
l66 = 1.92 mm±0.10 mm
ハブ直径d9でリールの上側フランジの内側から基準面Pまでの距離は,次による。
l62 = 14.88 mm±0.10 mm
フランジの外径d5でリールの下側フランジの内側から基準面Pまでの距離は,次による。
l63 = 1.78 mm±0.12 mm
フランジの外径d5でリールの上側フランジの内側から基準面Pまでの距離は,次による。
l600 = 15.02 mm±0.12 mm
下側フランジの最大振れ幅は,テーパ状の面に沿った任意の直径位置で,0.165 mmとする。上側フラン
ジの最大振れ幅は,テーパ状の面に沿った任意の直径位置で,0.165 mmとする。テーパは,負の部分がな
く,上側及び下側フランジについて0.03 mm以下とする。テーパは,内径周辺のフランジの最小高さと外
径周辺のフランジの最大高さの差で表し,両方とも下側フランジの基準面Pに対して測定する。
最小のハブ高さ(フランジ間の距離)は,直径d9の位置で12.78 mmとする。
フランジとハブ外面との交わる位置での半径は,次による。
r13 ≦ 0.08 mm
8.6.4
金属インサート(図9,図11及び図12) リールは,低炭素鋼(AISI 1005〜1095)製で腐食防止
のためニッケルめっきを施した金属インサートをもつこととする。
その厚さは,次による。
l61 = 1.00 mm±0.06 mm
外径は,次による。
d6 = 30.00 mm±0.25 mm
内径は,回転軸と0.20 mm以内で同軸とし,次による。
d7 = 9.00 mm±0.25 mm
金属インサートは,基準面Pと0.15 mm以内で平行とし,150 N以下の引張り力に耐えることとする。
インサートと成形リールとの間の引張り力を改善するためにインサートに孔を設ける場合,孔の全面積は,
10.0 mm2を超えてはならない。
8.6.5
歯形リム(図9,図12及び図14) リールは,中央窓を通ってアクセス可能な歯形リムをもつこと
とし,その寸法は,次による。
d16 = 30.50 mm±0.75 mm
14
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d8 = 40.00 mm±0.25 mm
8.6.6
リールハブ(図12) ハブの直径は,次による。
d9 = 44.00 mm±0.10 mm
ハブは,次の要求事項を満たすこととする。
− ハブ面の直線性は,0.04 mm以内とする。
− 基準面Pに対する直角度は,0.07 mm以内とする(基準面Pの規定は,8.6.8参照)。
− 円すい状テーパは,0.4 %を超えてはならない。
− ハブ面の幅を横切る直径d9の変化率は,1 mmに対し0.025 mmを超えてはならない。
− 歯形リムの歯の円形ピッチ線に対して垂直なシリンダーのハブの全振れ幅は,0.10 mmを超えてはな
らない(TIR)。
8.6.7
ハブとケースとの相対位置(図3,図9,図10,図11及び図12) カートリッジの未装着時,歯形
リムの平たん面から基準面Aまでの距離は,次による。
l64 = 0.25 mm±0.25 mm
リールのd16の中心は,中央窓d3(図3参照)に対し,底面又は水平方向で,0.25 mm以内とし,垂直方
向で(右側面又は左側面)0.30 mm以内とする。
カートリッジの未装着時又は装着したとき,金属インサートの底面から基準面Pまでの距離は,次によ
る。
l65 = 1.40 mm±0.10 mm
カートリッジを装着したとき,三つのロックパッドは,パッドの先端から基準面Aまでの距離は,次に
よる。
l67 = 3.25 mm±0.25 mm
基準面Aから基準面Pまでの距離は,次による。
l69 = 2.35 mm±0.15 mm
リールとケース内面とのすき間は,すべての公差条件及び大きさに対して0.50 mm以下とする。
8.6.8
歯形リムの特性(図9,図13及び図14) 歯形リムは,42個以上の歯をもち,歯の角度は,次に
よる。
α6 = 6°±10′(非累積)
歯が,54個(60−3×2;1個のロックパッドに2個ずつ3セット)より少ない場合,歯は,隣接する6
組に分け,3個の歯より大きいギャップのないロックパッドに隣接して対称的に配置する。
歯は,ピッチ円直径37.50 mmで規定する。
歯の仮想先端から底までの寸法は,次による。
l70 = 2.321 4 mm
基準面Pは,直径37.50 mmでのハブ歯のピッチ線によって規定する面とし,距離l71 = 1.160 7 mm又は
歯の仮想先端から底までの寸法の1/2の位置とする。
歯の角度は,次による。
α7 = 30° 公称
α8 = 15° 公称
歯の角度α7及びα8の誤差は,10′(非累積)以内とする。
ピッチ線は,基準面Pの歯の円周とする。
歯先の平たん面は,次による。
15
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
l72 = 0.90 mm±0.05 mm
歯底の溝は,次による。
l73 ≧ 1.16 mm(半径の中心)
l74 = 0.50 mm±0.20 mm
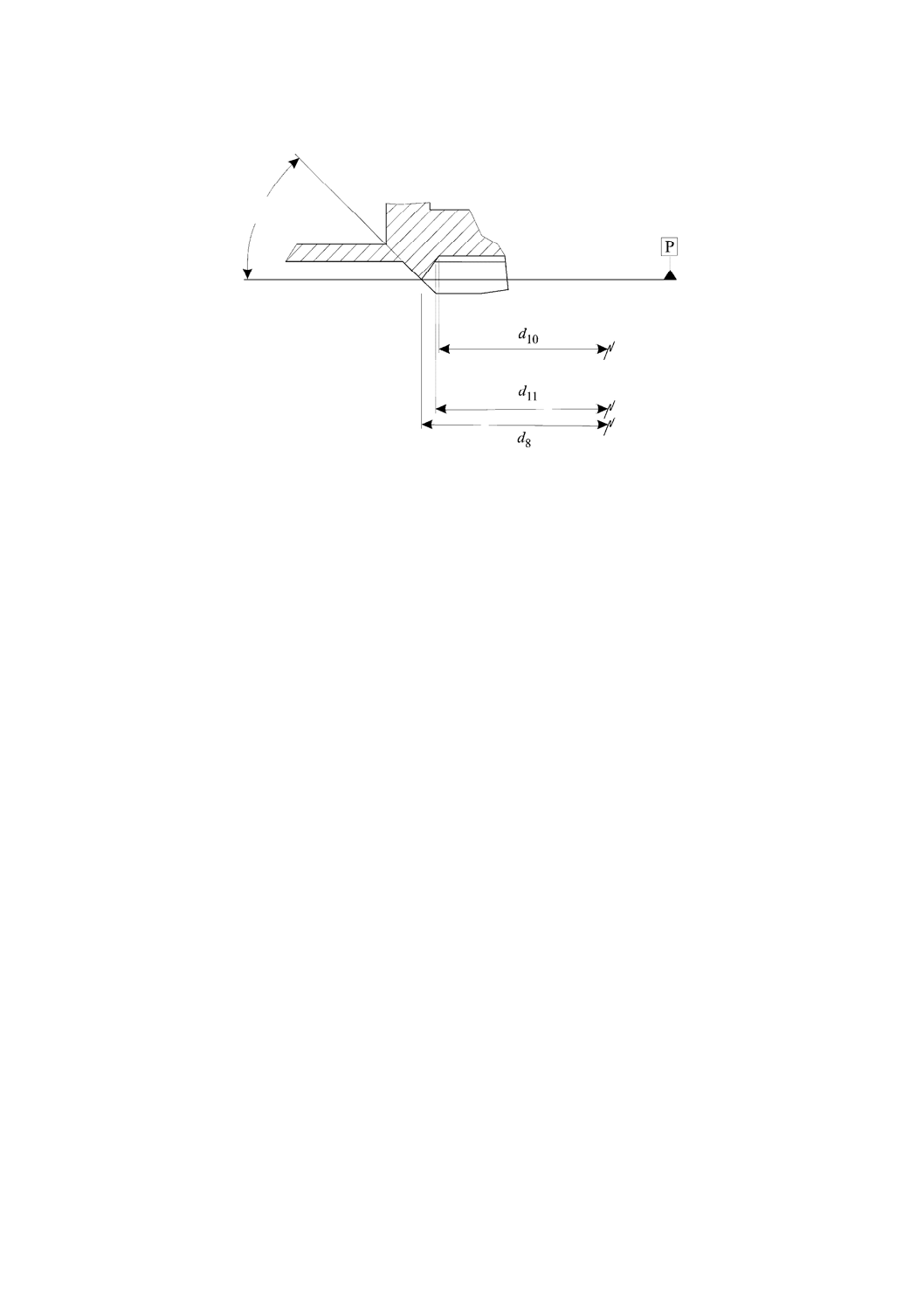
歯形リムの外径寸法は,次による(図14)。
d10 ≧ 37.85 mm
d11 = 39.00 mm±0.15 mm
α9 = 45° ± 5°
8.7
磁気テープ
8.7.1
テープの巻き方 カートリッジを上面から見たとき,テープの記録面が外側(ハブから遠い側)に
なるようにハブを反時計方向に回転させてハブに巻き付ける。
テープ終端は,ハブに固定してはならない。
8.7.2
巻き張力 テープは,1.00 N±0.40 Nの張力で巻き付ける。
8.7.3
テープリールの巻き径 9.2に示す4種類のテープ長のテープ巻き径は,次による。
タイプA 295.33 mm 公称
タイプB 234.06 mm 公称
タイプC 204.48 mm 公称
タイプD 169.82 mm 公称
8.7.4
慣性モーメント リール及びテープの慣性モーメントは,次による。
空リール 28.46×10-6 kg・m2±2.84×10-6 kg・m2
タイプ A 16.69×10-5 kg・m2±1.67×10-5 kg・m2
タイプ B 7.88×10-5 kg・m2±0.78×10-5 kg・m2
タイプ C 5.49×10-5 kg・m2±0.55×10-5 kg・m2
タイプ D 3.73×10-5 kg・m2±0.37×10-5 kg・m2
8.7.4.1
試験方法 慣性力装置でリールにねじり振動を与え,ユニバーサルカウンタによって振動周期を
測定する。振動周期を回転数に変換する。
8.8
リーダピンアセンブリ
8.8.1
リーダピンアセンブリの寸法(図15) リーダピンアセンブリの寸法は,次による。
l75 = 19.46 mm±0.04 mm
l76 = 1.480 mm±0.075 mm
l77 = 3.130 mm±0.075 mm
d12 = 2.90 mm±0.20 mm
l78 = 13.200 mm±0.075 mm
l79 = 17.980 mm±0.075 mm
d13 = 3.20 mm±0.05 mm
d14 = 1.60 mm±0.05 mm
r14 ≧ 0.05 mm
r15 = 14.75 mm±4.75 mm(突起がない。)
r16 = 0.20 mm±0.10 mm
リーダピンアセンブリは,磁気レベルが3 200A/m以内の非磁性材を用いる。
16
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.8.2
リーダピンアセンブリへのリーダテープの取付け(図15) リーダテープは,リーダピンアセンブ
リl78の中央に対して0.15 mm以内に付ける。
リーダピンアセンブリへのリーダテープの取付けは,d12を超えてはならない。
テープの下端は(図15参照),リーダピンアセンブリの軸(d14の中心)に対してテープの始端から150.0
mmにわたって0.50 mm以内の垂直度を保たなければならない。
リーダピンアセンブリは,すべての動作環境条件下で16 Nの力が垂直にリーダピンアセンブリにかかっ
てもテープが抜けてはならない(7.2参照)。
リーダピンアセンブリの直径d12の一部が開いている場合,テープは,図15に示すように開いた部分が
カートリッジの前面に向くようにして中心ピンの周りに巻くこととする。開いた部分は,シリンダの120°
を超えてはならない。リーダテープの自由端は,d12を1.50 mm以上はみ出してはならない。
8.8.3
ケース内のリーダピンアセンブリのラッチ(図16及び図17) この規格は,リーダピンアセンブ
リに関するラッチ機構の仕組みを規定するものでなく,リーダピンアセンブリの位置及びリーダピンアセ
ンブリをカートリッジから引出し又は挿入するのに要する力を規定する。
リーダピンアセンブリがケースにラッチするとき,その位置は,次による。
l80 = 13.50 mm 公称
l81 = 6.30 mm 公称
リーダピンアセンブリは,半径0.25 mmの円内に納まることとする。
基準面Aに対するリーダピンアセンブリの保持位置は,次による。
l82 = 1.00 mm±0.20 mm
リーダピンアセンブリの保持位置は,引込み案内部をもつこととし,その形状は,次による。
α10 = 20°±2°
α11 = 10°±2°
l83 = 1.00 mm 公称
l84 = 1.50 mm 公称
l304 = 3.50 mm 公称
r17 ≧ 0.20 mm(突起又はばりがない。)
l305 ≧ 0.40 mm
l306 ≧ 0.90 mm
引込み案内部は,突起又はばりがなく,ケース外側からへこんでいることとし,その寸法は,次による。
l85 = 0.50 mm±0.20 mm
リーダピンアセンブリは,l80及びl81で規定する通常の保持位置からカートリッジの前面に向かって0.60
mm以内又はカートリッジ後面に向かって1.34 mm以内にあるとき,挿入力の規格を満足しなければなら
ない。引出し力及び挿入力は,リーダピンアセンブリ及びテープをカートリッジから引き出す又は押し込
むのに要する力とし,扉開閉の基準面に対して垂直に測定したとき,0.50 Nを超え,1.50 N未満とする。
保持手段及び又は位置関係は,リーダピンアセンブリに対してカートリッジの右面方向,又はカートリ
ッジの前面方向の右面から次の任意の角度で6 Nの力を加えたとき,リーダピンアセンブリの位置を保持
することとする(図16参照)。
α14 = 85°
17
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.8.4
テープ出口の確保領域及び機構(図16及び図17) カートリッジは,機構のアクセス及びテープ
走行のために任意の部品又は材料がない空間をもつこととする。機構及びこれらを確保する全空間は,次
による。
l202 ≦ 2.10 mm
l203 ≧4.40 mm
l204 ≧ 1.90 mm
l205 ≦ 3.00 mm
l206 ≧17.25 mm
l207 ≧ 18.00 mm
l208 ≧ 18.50 mm
l209 ≧ 7.45 mm
l210 ≧ 14.70 mm(図17のカートリッジの中心線に対して)
l211 ≦ 2.30 mm
l212 ≧ 19.10 mm
8.9
LTO CM(図18)図18は,図1に示す下ケース底面の左面又は(リーダピンアセンブリ側)を上か
ら見たとき,LTO CMの配置を示す。この寸法は,次による。
l86 = 20.00 mm±0.50 mm
l87 = 10.00 mm±0.50 mm
l88 = 0.80 mm±0.20 mm
r18 = 2.50 mm±0.50 mm
ケース内でのLTO CMの配置及び位置決めの寸法は,次による。
l89 = 1.50 mm±0.25 mm
l90 = 1.50 mm±0.25 mm
l91 = 5.00 mm±0.30 mm
α12 = 45°±3°
金属製部品は,LTO CMに対して2.00 mm以内に近付けてはならない。
8.10 カートリッジ検知領域(図3)カートリッジが正しく装着したことを機構的に検知する検地領域は,
基準面Aにもつこととする。
位置1は,次による。
l51 = 77.50 mm±0.20 mm
l93 = 88.45 mm±0.20 mm
d15 ≧ 4.00 mm
位置2は,次による。
l109 = 18.00 mm±0.20 mm
l110 = 24.00 mm±0.20 mm
d17 ≦5.50 mm(カートリッジの縁内)
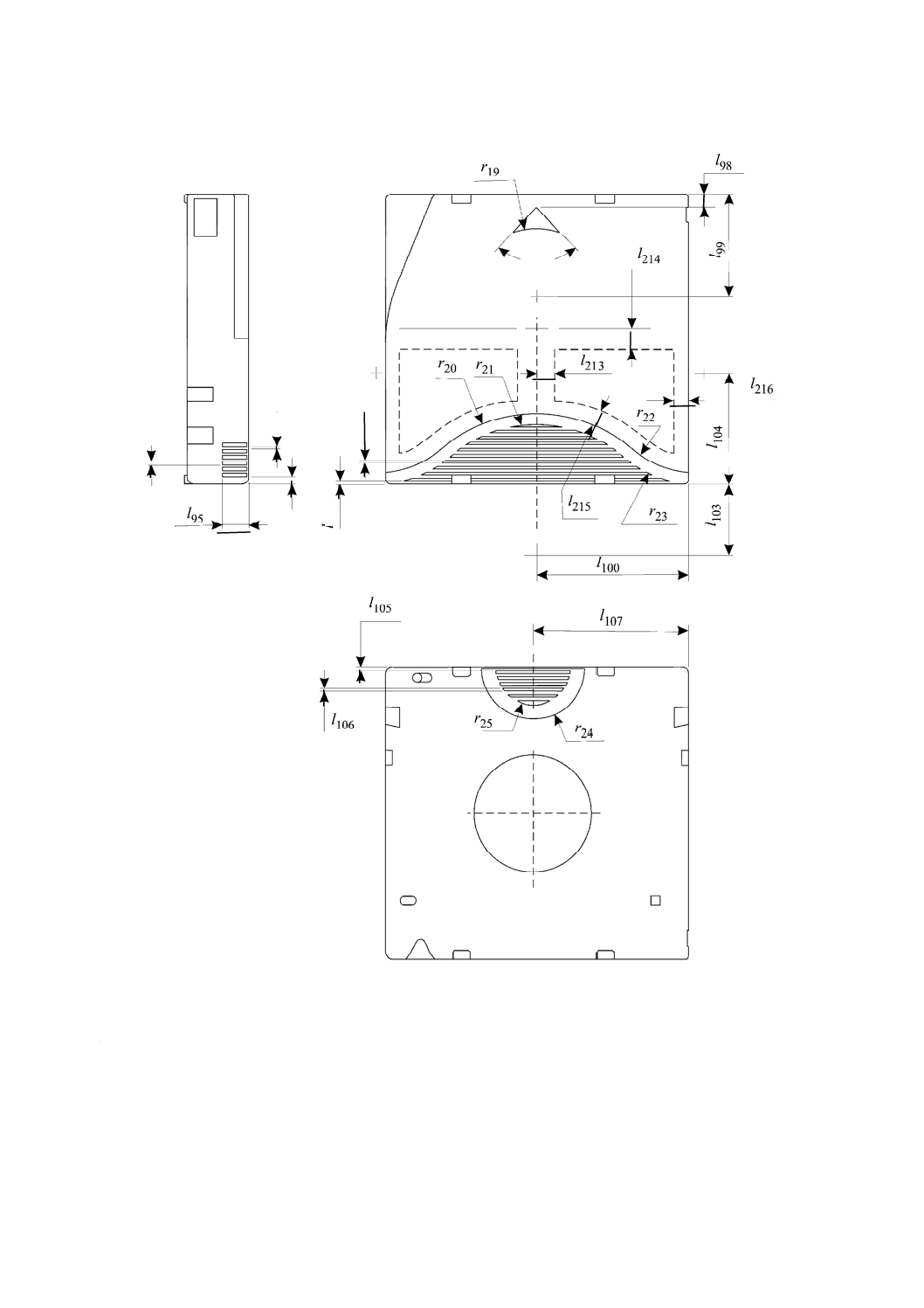
8.11 ハンドリンググリップ及び挿入表示(図19)カートリッジの上面,底面及び側面は,カートリッジ
を手で操作するためのグリップを設けることとし,機構の中へカートリッジを正しく挿入する方向を示す
矢印を設ける。これらの寸法は,深さ0.30 mm±0.10 mmで各面に成形する。
8.11.1 サイドグリップ カートリッジ各側面のグリップ寸法は,次による。
18
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
l94 = 1.20 mm±0.20 mm(6か所)
l95 = 9.00 mm±0.25 mm
l96 = 0.90 mm±0.20 mm(5か所)
l97 = 2.50 mm±0.25 mm
8.11.2 挿入表示 正しい挿入表示は,カートリッジ側面の中央側に位置し,次による。
l98 = 4.70 mm±0.30 mm
α13 = 86.0°±3.0°
円弧の中心及び半径は,次による。
l99 = 36.00 mm±0.40 mm
l100 = 52.70 mm±0.40 mm(カートリッジの中心線)
r19 = 24.0 mm±0.40 mm
8.11.3 トップグリップ カートリッジ上面のグリップ寸法は,次による。
l101 = 0.90 mm±0.20 mm(9か所)
l102 = 1.20 mm±0.20 mm(10か所)
r20 = 50.0 mm±0.40 mm
r21 = 46.0 mm±0.40 mm
r22 = 35.00 mm±0.40 mm(2か所)
r23 = 39.0 mm±0.40 mm(2か所)
r20及びr21は,次の中心からとする。
l103 = 25.00 mm±0.40 mm
l100 = 52.70 mm±0.40 mm
r22及びr23は次の中心からとし,r20及びr21に接する。
l104 = 39.00 mm±0.40 mm
8.11.4 ボトムグリップ カートリッジ底面のグリップ寸法は,次による。
l105 = 1.20 mm±0.20 mm(6か所)
l106 = 0.90 mm±0.20 mm(5か所)
r24 = 18.0 mm±0.40 mm
r25 = 13.0 mm±0.40 mm
カートリッジ後面の中心位置は,次による。
l107 = 53.90 mm±0.50 mm(ハブの中央窓の中心)
8.12 パッド印刷領域(図19) カートリッジは,パッド印刷,ロゴ成形又はラベルちょう(貼)付のた
めに2か所の領域をもつこととし,その寸法は,次による。
l213 = 15.00 mm(カートリッジの中心線からの公称)
l214 = 15.00 mm(カートリッジの中心線からの公称)
l215 = 5.00 mm(ハンドリンググリップで決まる曲線からの公称)
l216 = 5.00 mm(カートリッジの外側の縁からの公称)
第2の領域は,カートリッジの中心線で映した第1の領域の鏡像とする。
8.13 不透明性 光波長600 nm〜1 100 nmの光を照射したとき,カートリッジケースの任意の二つの壁を
通過する光透過率は,5 %以下とする。
19
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 1 カートリッジの全体外観
図 2 基準面A,基準面B及び基準面Cの外観
・
・
・
20
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 3 底面
・
・
21
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 4 上面
22
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 5 後面
図 6 前面
・
l
3
7
l
1
6
l
2
8
r2
23
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 7 右面
図 8 扉が開いている状態の左面
l303
24
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 9 リールのロック解除パッド部
図 10 未装着時のハブ及びブレーキアセンブリの断面
図 11 図10の部分拡大図
l
59
d5
図11参照
l
6
5
l
6
1
l
6
4
25
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 12 カートリッジを装置に装着したときのハブ及びブレーキアセンブリの断面
図 13 歯を直径37.50 mmの位置で切り取り,リールの中心方向の外観の断面
d7
l
7
3
l
7
1
l
7
2
α7
α8
d7
l
6
9
l
6
6
(d
9
に
て
)
26
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 14 歯部分の断面
α
2
27
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 15 側面及び上面から見たテープが付いた状態のリーダピンアセンブリ
・
l
8
2
L
7
6
28
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 16 保持位置にあるリーダピンアセンブリ及び閉じた状態の扉の詳細
l
2
02
l
2
03
α10 α11
l
8
3
l
8
5
l
8
4
l
4
6
l304
l47
r11
r9
l305
r17
α14
29
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 17 保持位置にあるリーダピンアセンブリ及び開いた状態の扉の左面の外観
l
8
2
l
2
11
30
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 18 LTO CMの位置
l
9
0
α
1
2
l88
l
9
1
31
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 19 ハンドリンググリップ及びカートリッジ挿入表示
9. テープの機械的・物理的特性及び寸法
9.1
材料 テープは,ガラス転移点が125 ℃より高いベース材料[ポリエチレン2.6−ナフタレート
(PEN) 又は同等品]からなる。ガラス転移点は,tan (δ) の極大値の温度と定義する(ASTM D 4092-01:1996
及びASTM D 4065-01:1995参照)。ベース材料は,その片面に適切なバインダに分散した強磁性体の強固
で柔軟性の層を塗布する。テープの裏面は,非強磁性体の導電性塗布液を塗布する。
l
9
4
l
9
7
l
1
02
l
1
01
l
9
6
α13
32
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
リーダテープは,ポリエチレンテレフタレート(又は同等品)のベース材料からなる。前面及び裏面に
塗布層があってもよい。
スプライシングテープは,片面にアクリル系(又は同等品)接着剤を塗布したポリエチレンテレフタレ
ート(又は同等品)からなるものとし,磁気テープの裏面側にはり付ける。
9.2
テープ長
9.2.1
磁気テープ長 接合部からハブまでのテープ長は,次による。
タイプA :609.0 m±1.0 m
タイプB :319.0 m±1.0 m
タイプC :203.0 m±1.0 m
タイプD :87.0 m±1.0 m
9.2.2
リーダテープ長 リーダテープ長は,900 mm±30 mmとする。
リーダテープ及び磁気テープは,重ねて接合してはならない。リーダテープ及び磁気テープは,スプラ
イシングテープ部でカールしたり盛り上がった隅又は縁がない平たんなものでなければならない。リーダ
テープと磁気テープの終端との間隔は,0.20 mm未満とする。
接合部でのリーダテープと磁気テープとのオフセットは,0.30 mm未満とする。リーダテープの下端は,
磁気テープの下端と1° 以内の傾きとする。
9.2.3
スプライシングテープ長 スプライシングテープ長は,14.0 mm±1.0 mmとする。
スプライシングテープは,リーダテープの端から6.0 mm〜8.0 mmの範囲とし,磁気テープ端から6.0 mm
〜8.0 mmの範囲とする。
9.3
テープ幅
9.3.1
磁気テープ幅 テープ幅は,縁から縁までテープを横切って測定することとし,12.650 mm±0.006
mmとする。テープ幅の偏差は,0.006 mm以下とする。
9.3.2
リーダテープ幅 リーダテープ幅は,12.650 mm±0.010 mmとする。
9.3.3
スプライシングテープ幅 スプライシングテープ幅は,12.20 mm±0.20 mmとする。
リーダテープ及び磁気テープの幅を横切る位置並びにスプライシングテープの幅は,スプライシングテ
ープの下端が他の二つのテープの下端から0.40 mm〜0.05 mmの範囲とし,スプライシングテープの上端
は,他の二つのテープの上端から0.40 mm〜0.05 mmの範囲とする。
9.3.4
試験方法 試験方法は,次による。
a) テープを平らに保つ。
b) テープに張力を加えないで,校正済み顕微鏡,プロファイルプロジェクタ又は同等品で1 μm以上の
精度のものを用いて,幅を測定する。
c) 測定は,100 mm離れた点で9回繰り返す。
d) テープ幅は,測定した幅の平均値とする。
e) テープ幅の偏差は,測定値の最大値と最小値との差とする。
9.4
テープ厚さ テープの総厚は,ベースフィルム,磁性層,下塗り層及び裏面塗布層からなる。テー
プの平均総厚は,8.9 μm±0.3 μmとする。
リーダテープの総厚は,17.0 μm±1.0 μmとする。
スプライシングテープの厚さは,最大24.0 μmとする。
接合した位置の総厚は,リーダテープ及びスプライシングテープからなり,42.0 μmを超えてはならな
い。
33
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.4.1
試験方法 試験方法は,次による。
a) 測定方法は,10枚以上のテープを重ねて測定し,精度0.04 μm又はそれ以上で平均厚さを求める。
b) テープ長2.0 mに沿って最低10回を測定する。
c) テープの総厚は,測定した厚さの平均値とする。
9.5
長手方向の湾曲 テープ縁の湾曲半径は,33 m以上とする。
9.5.1
試験方法 試験方法は,次による。
テープ長1.0 mを巻きほぐし,平滑面上で自然な湾曲を出すテープ長1.0 mの弦からの偏差を測定する。
偏差は,3.8 mm以下とする。この偏差値は,最低33 mの半径の湾曲に相当する。
9.6
縁品質 テープは,その縁が均一で欠陥がないように製造する。
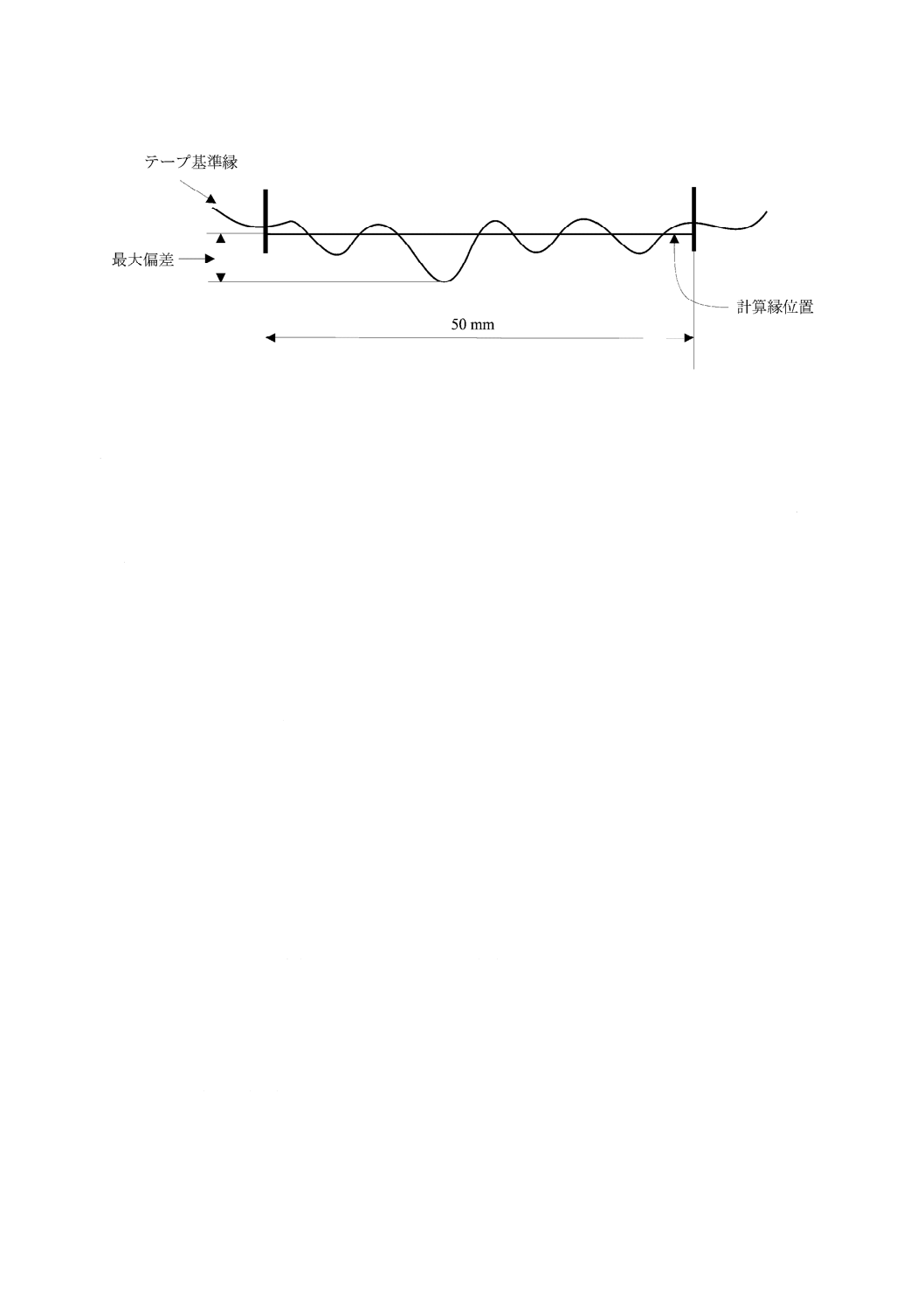
9.6.1
縁偏差 サンプル長50 mmにわたる計算縁位置からテープ基準縁までの偏差は,3.5 μm以下とす
る。この測定は,サンプルに1.00 N±0.05 Nの張力を加えて,精度0.5 μmで次の試験方法又は同等の方法
で行う。
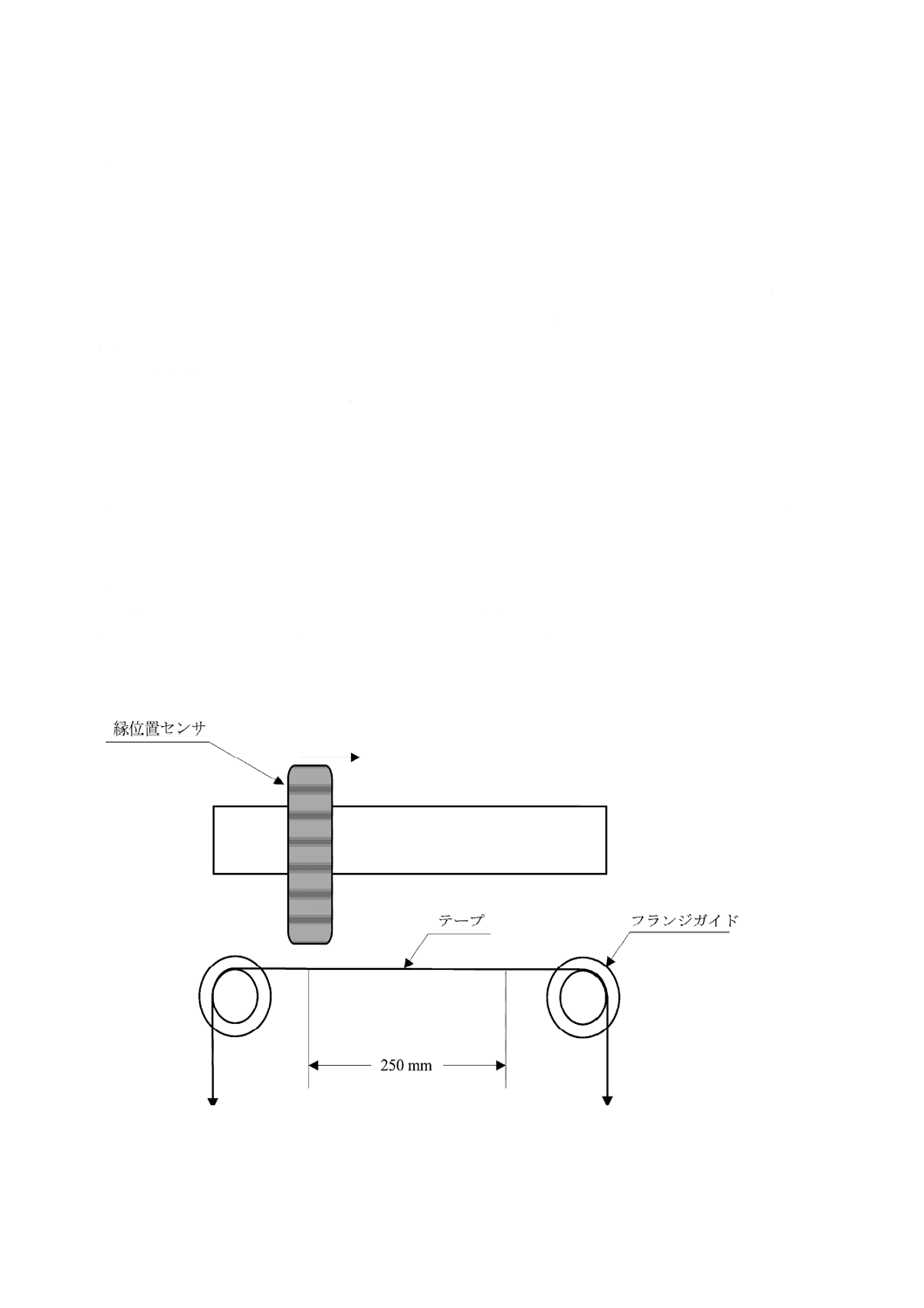
9.6.1.1
試験方法
a) 450 mmのサンプルに1.00 N±0.05 Nの張力を加える。
b) 校正済みの縁位置センサ(図20参照)を用いて,精度0.5 μm又はそれ以上でサンプルのテープ縁250
mmにわたって0.25 mm間隔で測定する。テープは,測定点で平らに保つこととする。
c) 最初の50 mm長の縁位置データを用いて,線形回帰分析で全長の縁位置を計算する(図21参照)。
d) この長さのうちで縁測定の最大偏差を計算した縁位置から決定する(図21参照)。
e) 次の50 mm長の計算の開始位置を0.25 mm間隔で移動する。
f)
c),d)及びe)を,テープ縁の250 mmにわたって50 mmずつ繰り返す。
g) 縁の偏差は,d) からの801個の値の平均とする。
図 20 縁偏差の測定
1.00 N
1.00 N
34
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 21 縁偏差
9.7
テープ平面性 テープは,自然で平らに置いた状態で測定することとし,平面性は,カッピング,
カール及びツイストを規定する。
9.7.1
カッピング テープが幅方向に平面から浮き上がる量は,負のカッピングとして0.0 mm〜1.5 mm
とする。負のカッピングは,磁気層を上向きにしてテープを平面の上に置いたとき,テープの中心縁から
の浮き上がりとする。
9.7.1.1
試験方法 試験方法は,次による。
テープを長さ1.0 m±0.1 m切り取る。これを24時間以上7.1の試験環境下につり下げ,その両面を同じ
環境下に自然に放置する。テープから長さ約300 mmの試験片を切り取る。これを磁性面を上にして光学
的な平面上に置き,テープの端が平面に着いていることを確かめる。テープの中心100 mmをカッピング
測定に用いる。精度0.01 mm以上の光学コンパレータを用い平面からの最大浮き上がり量を測定する。25
mm間隔でこの測定を4回繰り返す。カッピングは,これら5回の測定の平均値とする。
9.7.2
カール及びツイスト カールは,テープを自然に放置したとき,長手方向の湾曲とする。カールは,
テープを自然につり下げたときに生じるツイストを測定する。ツイストは,15° の精度で0°±180° を測定
する。
9.7.2.1
試験方法 試験方法は,次による。
テープの0.50 m±0.05 mの長さに切り取る。その一端に200 mgのおもりを付ける。これを24時間以上
7.1の試験環境下に一端から垂直につり下げて,両面を同じ環境下に自然に放置する。カールがないとき,
テープは,ツイストしないでまっすぐ下につり下がる。カールがあるとき,保持している端に対してテー
プの底がツイストし始める。ツイストは,保持している端に対する回転角度で測定する。
9.8
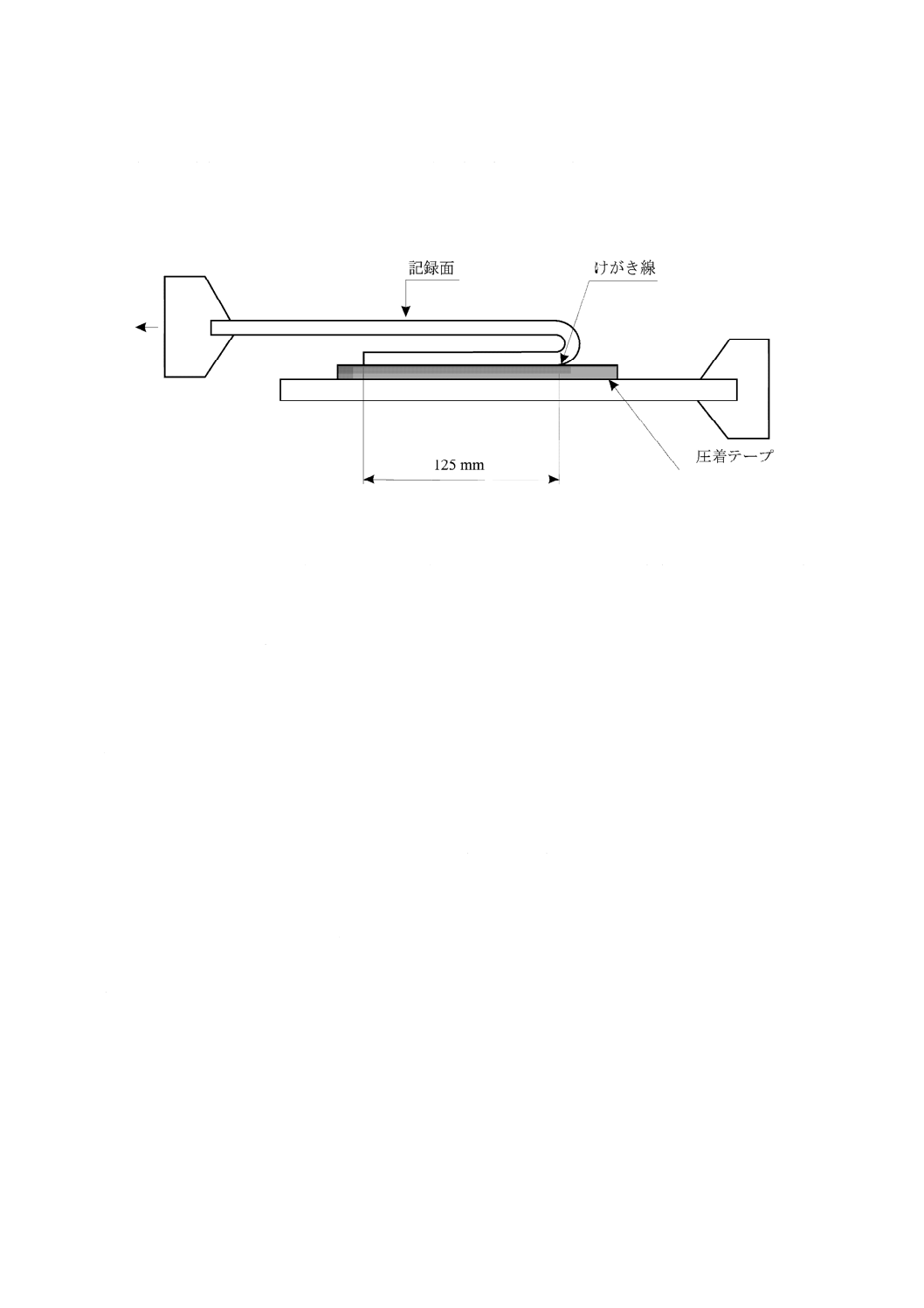
塗布面の接着強度 塗布層をベース材料からは(剥)がす力は,1.0 N以上とする。
9.8.1
試験方法
a) 長さ約380 mmのテープの試験片を取り出し,その一端から125 mmの箇所に記録層の幅を横切って
けがき線を一本引く。
b) 非アクリルベースの両面感圧テープを用いて試験片の全幅に平滑な金属板を付ける。記録面を金属板
に向ける(図22参照)。
c) 試験片をけがき線に沿って180° 折り曲げ,試験片の自由端と金属板とを万能試験機に取り付け,速
度1 000 mm/minで引っ張る。
35
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 塗布面をベース面から最初にはがすときの力の値を記録する。この値が1.0 N以下のとき,テープは,
試験に不合格とする。力が1.0 Nを超える前に試験片が両面接着テープからはがれたとき,非アクリ
ル系両面接着テープの別のタイプを使う。
e) 裏面の塗布層についてもこの試験方法で測定する。
図 22 塗布面の接合強度の測定
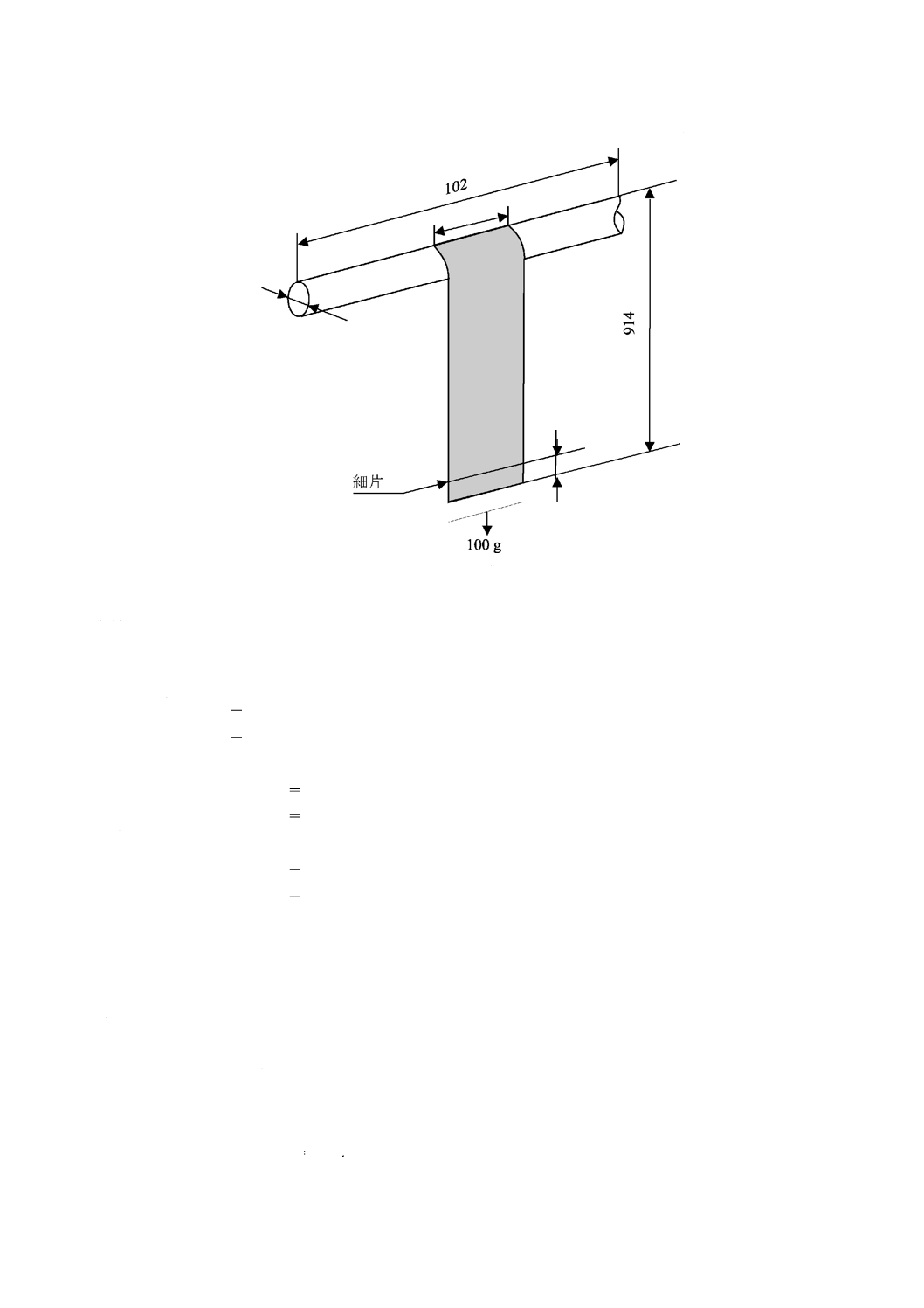
9.9
層間の粘着 層間の粘着は,隣接層と密着したとき,この隣接層にそれ自身で結合して層間が自由
及び円滑な分離を妨げる状態とする。
9.9.1
要求事項 隣接層間は,簡単に離れて,塗布面にはく離などの損傷がないこととする。
9.9.2
試験方法 試験方法は,次による。
a) 1m長のテープを磁性層を内面にして,水平に置いた直径12.7 mmのステンレス鋼シリンダに接着剤
で止める。
b) テープの端に100 gのおもりを付ける。
c) おもりの25.4 mm上の箇所に,両面接着テープを短い幅で磁性層面にはり付ける。
d) シリンダをゆっくり回転させ,テープを一様に巻く。両面接着テープで終端を止め,おもりを取り除
いたとき,テープが巻きほどけないようにする。
e) テープを巻いたシリンダを,次の温度・湿度サイクルの環境下に放置する。
時間
温度
湿度
16時間〜18時間
54 ℃
85 %
4時間
54 ℃
10 %以下
1時間〜2時間
21 ℃
45 %
f)
ロールの終端を開いて両面接着テープを除去する。
g) テープの自由端を開放する。
h) 外側の1枚又は2枚の巻きは,接着することなくほどけるようにする。
i)
シリンダからテープをほどいて検査する。
j)
テープはシリンダに直接接した箇所を除いて,塗布層のはく離がないようにする。
36
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図 23 層間の粘着力の測定
9.10 摩擦係数
9.10.1 要求事項 測定は,温度23 ℃±2 ℃及び湿度45 %±5 %の環境下で行う。
磁性面と裏面との間
− 静的摩擦係数 ≧ 0.20
− 動的摩擦係数 ≧ 0.20
磁気面と他の材料との間
− 0.10 ≦ 静的摩擦係数 ≦ 0.30
− 0.10 ≦ 動的摩擦係数 ≦ 0.30
裏面と他の材料との間
− 0.10 ≦ 静的摩擦係数 ≦ 0.25
− 0.10 ≦ 動的摩擦係数 ≦ 0.25
試験片の表面仕上げは,Ra = 70 nm±10 nmとする。
9.10.2 磁性面と裏面との動的摩擦の測定方法
a) 直径25.4 mmの
/TiC
O
Al
3
2
製シリンダにテープの第1の試験片を裏面を外側にして全巻き角度が180°
以上で巻き付ける。
b) 第2の試験片を,磁気面を内側にして第1の試験片の周りに全巻き角度が170°〜180° で巻き付ける。
c) 外側の試験片の一端にF1 = 0.64 Nの力を加える。
d) 他端に張力計を直線スライド上に付ける。
e) スライドを速度0.5 mm/sで動かすのに必要な力F2を測定する。
f)
動的摩擦係数γは,次の式による。
)
/1
)(
/
(
ln
1
2
θ
γ
F
F
=
12.7
12.7
2
5
.4
37
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,θは,ラジアン単位の巻き付け角度とする。
9.10.3 裏面とSS-310ステンレススチールとの動的摩擦の測定方法
a) テープ片をSS-310ステンレススチールの直径25.4 mmのシリンダの周りに裏面を内側にして,全巻き
角度が170°〜180° で巻き付ける。
b) 外側の試験片の一端にF1 = 0.64 Nの力を加える。
c) 他端に張力計を直線スライド上に付ける。
d) スライドを速度0.5 mm/sで動かすのに必要な力F2を測定する。
e) 動的摩擦係数γは,次の式による。
)
/1
)(
/
(
ln
1
2
θ
γ
F
F
=
ここに,θは,ラジアン単位の巻き付け角度とする。
9.10.4 磁気面と
/TiC
O
Al
3
2
セラミックとの動的摩擦の測定方法
a) 直径7.0 mmの
/TiC
O
Al
3
2
製シリンダに,テープの試験片を磁気面を内側にして全巻き角度が170°〜
180° で巻き付ける。
b) 外側の試験片の一端にF1 = 0.64 Nの力を加える。
c) 他端に張力計を直線スライド上に付ける。
d) スライドを速度0.5 mm/sで動かすのに必要な力F2を測定する。
e) 動的摩擦係数γは,次の式による。
)
/1
)(
/
(
ln
1
2
θ
γ
F
F
=
ここに,θは,ラジアン単位の巻き付け角度とする。
9.11 表面品質 記録面は,きず,ぎざぎざ及びしわがないこととする。
9.11.1 表面粗さ 表面粗さは,JIS B 0601によって測定する。
9.11.1.1 要求事項
− 記録面の算術平均表面粗さは,Ra = 6.0 nm±3.0 nmとする。
− 裏面の算術平均表面粗さは,8.0 nm<Ra<50 nmとする。
9.11.1.2 試験方法 表面粗さの測定は,長波長が最大0.8 nmの非接触測定機器を用いて行う。
9.12 研磨性 テープの研磨性は,磁性面による磁気記録ヘッドの磨耗度合いとする。
附属書Cによって測定したとき,アルフェシル磨耗バーの平均磨耗パターン長は,新しいテープを100
回繰り返し走行した後に,35 μm〜65 μmとする。テープと同じ部分で同様の測定を繰り返したとき,磨耗
パターン長は,30 %以内とする。
測定は,温度23 ℃±2 ℃及び湿度45 %±5 %の環境下で行う。
リーダテープのアルフェシル磨耗バーの平均磨耗パターン長は,100回繰り返し走行した後で最大81 μm
以内とする。
9.13 引張り強度 測定は,JIS K 7127による。試験片の長さは,最低150 mmの長さとし,引張り比率
0.1/min(テープ長の10 %/min)で測定する。
9.13.1 破断強度 試験片が破断点に達するまで負荷を加える。この点に達するのに要する最大の力をテー
プの破断強度とする。
9.13.1.1 要求事項 磁気テープの破断強度は,28 N以上とする。リーダテープの破断強度は,28 N以上
とする。リーダテープの破断強度でのリーダテープの伸びは,80 %以上とする。
9.13.2 オフセット降伏強度 オフセット降伏強度は,応力ゆがみ曲線の最初の比例部分を延長した箇所の
ゆがみが0.2 %超えた点の応力とする。
38
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.13.2.1 要求事項 磁気テープのオフセット降伏強度は,7 N以上とする。
磁気テープ,スプライステープ及びリーダテープの全体アセンブリのオフセット降伏強度は,7 N以上
とする。
7 Nの負荷を加えた後,磁気テープ,スプライステープ及びリーダテープの全体アセンブリは,9.2.2の
規格値を満たすこととする。
9.14 長手方向の弾力性 JIS K 7127によって,応力を0.4 Nから5. 0 Nの範囲でテープの長手方向に加え
たとき,テープの引張り弾力性は,テープ長100 mm当たり0.133 mm/N未満とする。これは,長手方向テ
ープ弾性率が6.9 GPaを超えることに相当する。
9.14.1 試験方法 テープの試験片180 mmを万能試験装置に固定し,装置のがく(顎)の(挟込ジグの先
端)間隔が100 mm離れるように設定する。がく(顎)の引張り比率を0.1/min(テープ長の10 %/min)に
設定する。力に対する距離を測定する。0.5 N〜1.5 Nの間の曲線のこう配を用いて弾性率及び引張り弾力
性を次の式で計算する。
弾性率(ヤング率)E = (δF/WT)×(1/(δL/L))
引張り弾力性(δL/L)δF,
ここに,
δF: 力の変化 (N)
T: 測定厚さ (mm)
W: 測定幅 (mm)
δL/L: 装置のがく(顎)間の元の長さで除したが
く(顎)間サンプル長の変化
9.15 残留伸び 残留伸びは,テープの長さ方向に張力を加え,これを除去したときに残る永久伸びとす
る。
9.15.1 要求事項 残留伸びは,元の長さの百分率で表したとき,0.03 %未満とする。
9.15.2 試験方法 約1.0 mの試験片の元の長さを引張り力,0.1 N未満を加えて測定する。2 Nの力を10
分間加える。この加えた力を除去し,3分後に試験片の長さを測定する。
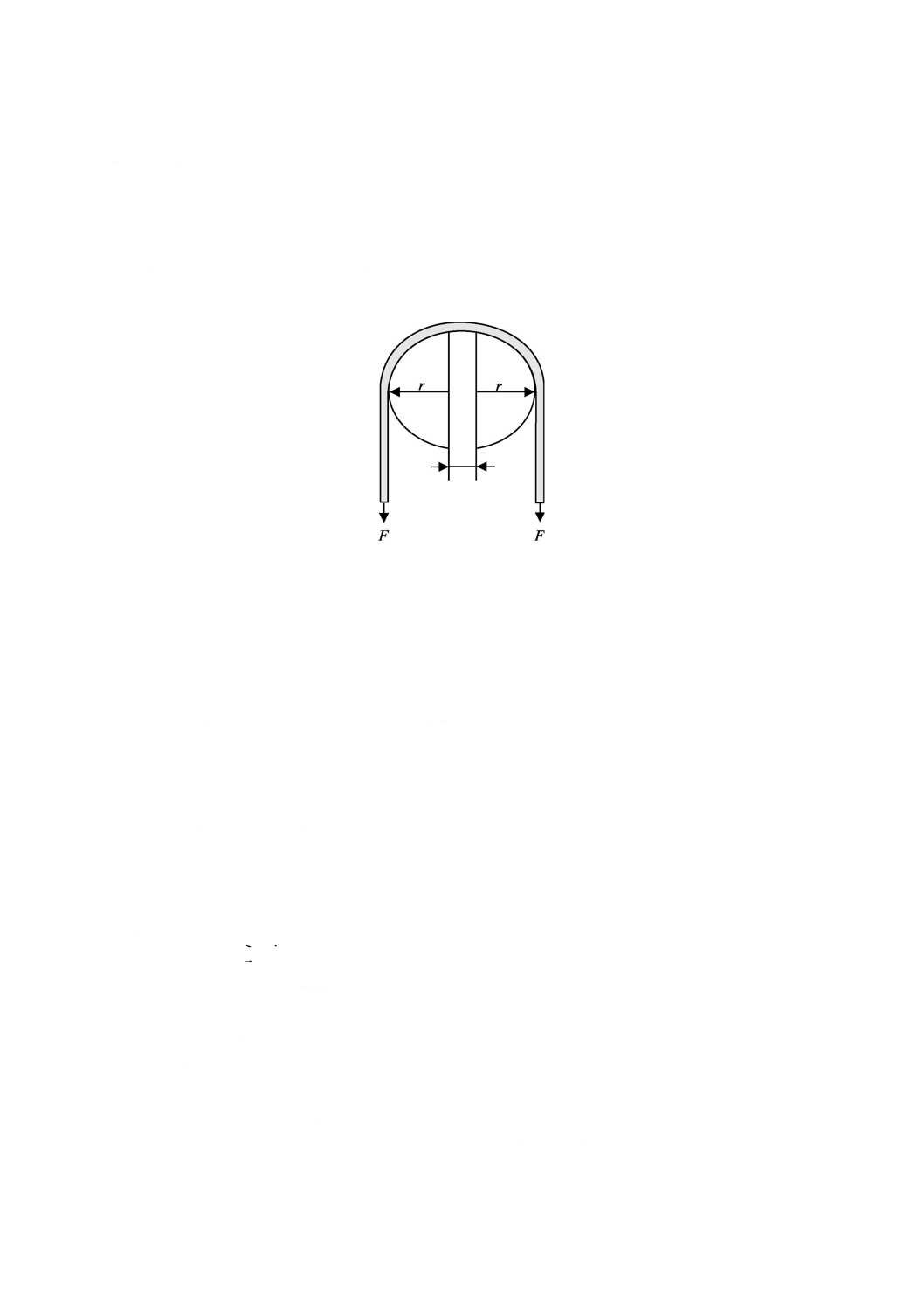
9.16 曲げ剛性 曲げ剛性は,テープを曲げたときの硬さとする。
9.16.1 要求事項 長手方向の曲げ剛性は,5 mg/μm〜9 mg/μmとする。
幅方向の曲げ剛性は,4 mg/μm〜8 mg/μmとする。
9.16.2 試験方法 曲げ剛性は,テープのループに加えた力の関数として変位量を測定して求めることとす
る(附属書E参照)。
9.17 幅方向寸法安定性 幅方向寸法安定性は,環境条件下で測定したとき,テープ幅の変化の百分率と
する。テープの幅方向寸法安定性は,テープカートリッジの寿命中の使用環境条件で0.6 N〜1.4 Nの張力
にわたって0.12 %以下とする。
9.18 塗布面の電気抵抗
9.18.1 要求事項 磁気テープ記録面の電気抵抗は,テープの任意の正方形で測定し,5×105Ω〜5×1010
Ωとする。
磁気テープ裏面の電気抵抗は,同様に測定し,2×106 Ω以下とする。
リーダテープの電気抵抗は,同様に測定し,1×1012 Ω以下とする。
39
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.18.2 試験方法 7.1の試験条件下で24時間,試験片を放置する。24カラットの金めっきした半径25.4 mm
で粗さN4(ISO 1302参照)以上に仕上げた2個の半円形の電極に記録面がこの各電極と接するよう置く
(図24参照)。これらの電極は,水平で,中心距離が12.65 mmとなるように平行に置く。試験片の両端
に1.62 Nの力を加える。電極に100 V±10 Vの直流電圧を電流値が安定するまで印加し,電流地を測定す
る。この値から電気抵抗値を求める。試験片の5か所で測定を繰り返し,読み取った5個の抵抗値を平均
する。裏面についてもこの試験方法を繰り返す。
図 24 電気抵抗の測定
試験片を固定するとき,電極間に試験以外の導電性パスがないことを確認する。
備考 表面が清浄に保たれていることに注意をする。
10. 磁気記録特性
10.1 概要 磁気テープは,メタル粒子の磁性塗膜をもつこととする。
10.2 試験条件 試験するとき,出力信号又は残留信号は,主基準テープで校正したテープ及び試験テー
プとともに同じ走行系で測定する。
磁気記録特性の試験は,特に規定がない限り,次による。
テープの条件 :サーボ信号記録済みテープ
テープ速度 :3.0 m/s
再生トラック幅 :12 μm±2 μm
ギャップアラインメント :平均書込み反転と読取りギャップとの間7′以下
書込みギャップ長 :0.9 μm±0.3 μm
書込みトラック幅 :27 μm±2 μm
シールドとシールドとの間隔 :0.4 μm未満
書込み等価 :14.2による書込み等価を適用
テープ張力 :1.0 N±0.1 N
記録電流 :1ヘッドごとに最適記録電流を設定
記録密度 :TRD1
再生増幅器のバンド幅 :15 MHz超
10.3 最適記録電流 最適記録電流は,基準記録電流の80 %〜120 %とする。
d
40
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
基準記録電流は,二次基準テープの校正値を用いる。
10.4 信号振幅 平均信号振幅は,基準信号振幅の80 %〜120 %とする。この平均値は,記録密度TRD1
のトラックの25.4 mm長以上にわたって計算し,ミッシングパルスを除く。
基準信号振幅は,二次基準テープの校正値を用いる。
10.5 分解能 分解能は,記録密度TRD1の平均信号振幅と記録密度 TRD3の平均信号振幅との比とし,
主基準テープの85 %〜115 %とする。
主基準テープの分解能は,二次基準テープの校正値を用いる。
10.6 重ね書き 重ね書きは,密度TRD1で重ね書き後の残留低周波信号(密度TRD3)とTRD3の元の信
号振幅とに対する比とする。
10.6.1 要求事項 被試験テープの重ね書き値は,主基準テープの重ね書き値に対して+2.5 dB未満とする。
主基準テープの重ね書き値は,二次基準テープの校正値を用いる。
10.7 消去性能 テープの長手方向に382 000 A/mの交流消去磁界をテープが受けたとき,残留するサーボ
信号振幅は,消去前のサーボ振幅の2 %を超えないこととする。
参考 交流消去磁界は,サーボトラックを消去し,テープを使えない状態にする。
10.8 広帯域信号対雑音比 広帯域信号対雑音比 (BBSNR) は,密度TRD2で書き込んだテープの平均信
号出力と平均積算広帯域雑音出力との比とし,dBで表す。
10.8.1 要求事項 被試験テープのBBSN (BBSNRtape) は,附属書Bによって測定したとき,主基準テープ
のBBSNRに対して,−2 dBを超えることとする。被試験テープの変調(又はスカート)雑音SNRsktape
は,主基準テープのSNRskMSRTに対して,−2 dBを超えることとする。
BBSNRMSRT及びSNRskMSRTは,二次基準テープの校正値を用いる。
10.9 テープ品質
10.9.1 ミッシングパルス ミッシングパルスは,再生信号振幅の欠損とする。ミッシングパルスは,ベー
ス対ピークの読取り信号振幅が,テープ長25.4 mmに密度TRD1で書き込んだ平均信号振幅の1/2の35 %
未満とする。
10.9.1.1 定義 短欠陥は,1個,2個又は3個の連続するミッシングパルスとする。
長欠陥は,4個以上の連続又は任意の連続する500バイト内に1個以上の短欠損のミッシングパルスと
する。
10.9.1.2 要求事項 1トラック当たりの平均短欠陥率は,メートル当たり20個未満とする。
1トラック当たりの平均長欠陥率は,メートル当たり1.5個未満とする。
平均長欠陥の長さは,3 660 RLL符号化“1”未満とする。
10.9.2 ミッシングパルス領域 ミッシングパルス領域は,1個のミッシングパルスから始まり,1個のミ
ッシングパルスがなく6 000個のパルスが連続した場合に終了する。
10.9.2.1 要求事項 ミッシングパルス領域は,20 mm長を超えてはならない。
11. サーボバンドの記録方法
11.1 概要 テープは,5本のサーボバンドをあらかじめ記録し,それぞれのサーボバンドに複数のサーボ
位置を定める。サーボ位置は,カートリッジがカートリッジ装置内で作動中にトラック追随のために用い
る。サーボバンドは,カートリッジにデータの記録及び再生に使用する前に書き込み,すべてのサーボ位
置は,テープ基準縁から特定の距離に位置する。
テープの基準縁は,テープカートリッジのハブを観察者の右側に置いてテープの記録側を見たときの底
41
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
面側の縁とする。
各サーボバンドは,18本のサーボストライプからなりサーボフレームを含む。サーボフレームは,テー
プの長さに沿って長手方向の位置を表すLPOSワードを符号化する。サーボバンドに沿ってサーボフレー
ムを長手方向に移動することによって,サーボバンドを一意に識別する。サーボバンドの詳細は,図25,
図26及び図28に示す。
図 25 サーボバンド位置
11.2 サーボバンド 5サーボバンドは,0〜4の番号とする。データトラックは,サーボバンド対の間に
記録することとする(図25参照)。サーボバンドは,記録済みのサーボストライプからなる。
11.2.1 サーボストライプ サーボストライプは,2.1 μm±0.4 μm離れた二つの磁気反転部とし,サーボス
トライプの幅は,テープ基準縁から垂直に測定し,次による。
186 μm
μm
6μm
0
+
11.2.2 サーボバースト サーボバーストは,サーボストライプ群のAバースト,Bバースト,Cバースト
及びDバーストの4種類とする。Aバースト及びBバーストは,それぞれ5ストライプとし,Cバースト
及びDバーストは,それぞれ4ストライプとする。1 LPOSワードの長さにわたって平均したとき,同一
のサーボバースト内のサーボストライプの第一の反転部は,サーボフレーム符号化(11.3参照)の場合を
除き,5.00 μm±0.05 μm間隔とする。
11.2.3 サーボフレーム サーボフレームは,Aバースト,Bバースト,Cバースト及びDバーストから構
成する。サーボサブフレーム1は,Aバースト及びBバーストとし,サーボサブフレーム2は,Cバース
ト及びDバーストとする。サーボフレーム寸法の許容幅は,サーボ書込み及びテープの寸法安定性の影響
を含み互換性を保証する(図26参照)。
バーストの第1ストライプは,次のバーストの第1ストライプに対応し,バーストの第2ストライプは,
サーボバンド幅
テープ縁バンドガード
42
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
次のバーストの第2ストライプに対応する。バーストのストライプは,次のバーストの対応するストライ
プと同じ番号とし,4本又は5本のストライプを通して連続する。
対応するストライプの相対的位置は,二つのうちのストライプの第1反転から対応する二つのうちのス
トライプの第1反転の間で測定する。
サーボバンドの中心線は,1 LPOSワードの長さにわたる5組のA-Bストライプ対と4組のC-Dストラ
イプ対の平均距離が,50.00 μmとする。
− 1 LPOSワードの長さにわたるAバーストとBバーストに対応する5ストライプ間の平均距離は,50.00
μm±0.05 μmとする。
− 1 LPOSワードの長さにわたるCバーストとDバーストに対応する4ストライプ間の平均距離は,50.00
μm±0.05 μmとする。
− 1 mの長さにわたるAバーストとC バーストの対応する4ストライプ及びCバーストとAバースト
の対応する4ストライプとの間の長周期平均距離は,100.00 μm±0.15 μmとする。任意の4個の隣接
するサブフレームAバーストとCバーストの対応するストライプ及びCバーストとAバーストの対
応するストライプの間との短周期平均距離は,長周期平均距離に対する偏差の0.20 %以内とする。
− 1 LPOSワード長をわたるCバーストとAバーストの対応する4ストライプ間との平均距離は,100.00
μm±0.25 μmとする。テープの記録面を見たとき,テープ基準縁に垂直に引いた線と目的のストライ
プとの角度は,テープ上のストライプのアジマス角とする。テープ基準縁を下側にしたとき,正のア
ジマス角は,テープ基準縁に垂直な線から時計回り方向の回転角度とする。
− Aバーストの5ストライプは,1 LPOSワード長にわたって平均したとき,アジマス角α15 = 6°±5′
によって書き込む。
Aストライプ及びBストライプ 間の相対角度とストライプの直線性は,サーボバンドを横切る箇所で
のA-Bバースト間隔の差についての要求事項によって制約される。同様の要求事項は,C-Dバーストにつ
いても適用する。間隔の測定は,サーボバンドの中心線に対して対称的に置く対のクロステープポジショ
ンによる。平均A-Bバースト間隔は,1 LPOSワード長さにわたって測定する。平均C-Dバースト間隔は,
1 LPOSワード長にわたって測定する。バースト間隔の差についての要求事項は,表1による。
表 1 バースト間隔
サーボバンド中心線に対する上下の位置
平均A-B又は平均C-Dバースト間隔の差
90.00 μm
37.90 μm±0.10 μm
68.75 μm
28.95 μm±0.10 μm
41.25 μm
17.37 μm±0.10 μm
13.75 μm
5.79 μm±0.10 μm
43
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 26 サーボフレーム
11.2.4 サーボ信号出力 情報交換用カートリッジのベースツーピークの平均サーボ信号出力は,すべての
サーボバンドの公称サーボ位置で,1 000サーボストライプにわたって平均し,その値は,サーボバンド1
の中心での主基準テープで測定した出力の70 %〜150 %とする。主基準テープのサーボ信号出力は,二
次基準テープの校正値による。
Aストライプ及びCストライプの振幅は,500本以上のストライプにわたって平均したとき,500本以
上のストライプにわたって平均したBストライプ及びDストライプの振幅の20 %以内とする。すべての
ストライプの平均振幅の測定は,同じ組のサーボフレームについて行う。
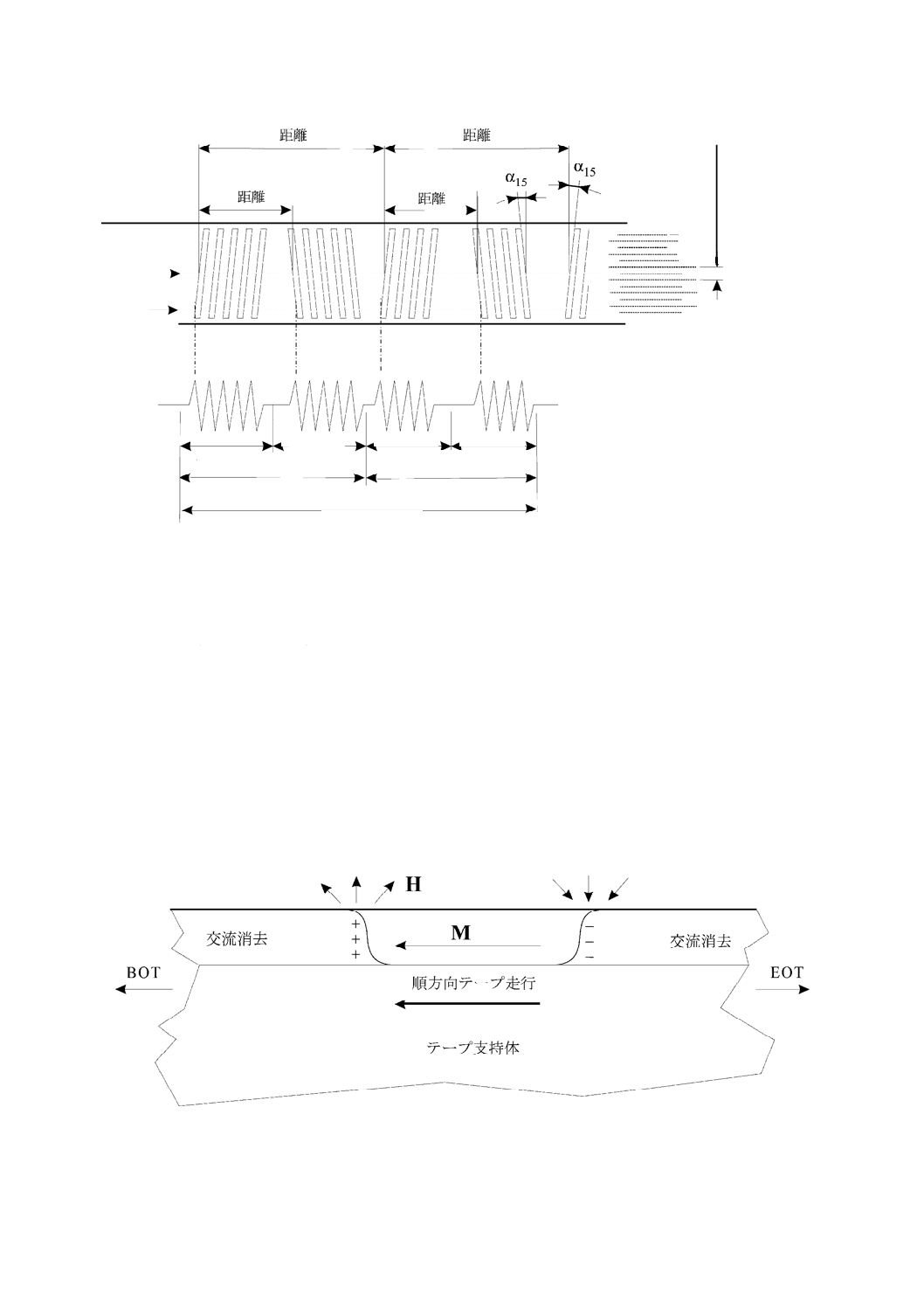
11.2.5 サーボ信号極性 テープがBOTからEOTまで走行するとき,サーボストライプの最初の反転は,
磁化ダイバージェンスが負の磁場を起源とする。第2の反転は,磁化ダイバージェンスが正の磁場となる
(図27参照)。
図 27 サーボ信号極性
ト
ラ
ッ
ク
ピ
ッ
チ
Aバースト
Bバースト
Cバースト
Dバースト
サブフレーム1
サブフレーム2
サーボフレーム
44
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11.2.6 サーボ信号欠陥 サーボフレームの欠陥は,サーボフレームに含む任意の18ストライプのピーク
ツーピークの平均ピークツーピーク信号の25 %未満とする。平均サーボ信号出力は,1 000サーボストラ
イプにわたって測定したピークツーピーク信号の平均とする。同時サーボフレーム欠陥は,同一LPOSフ
レーム内の隣接サーボバンド中のサーボ信号欠陥とする。
サーボフェード欠陥は,11以上連続するサーボフレーム(テープ上で2.2 mmに相当)のピークツーピ
ーク信号振幅が平均サーボストライプ出力振幅の25 %未満とする。
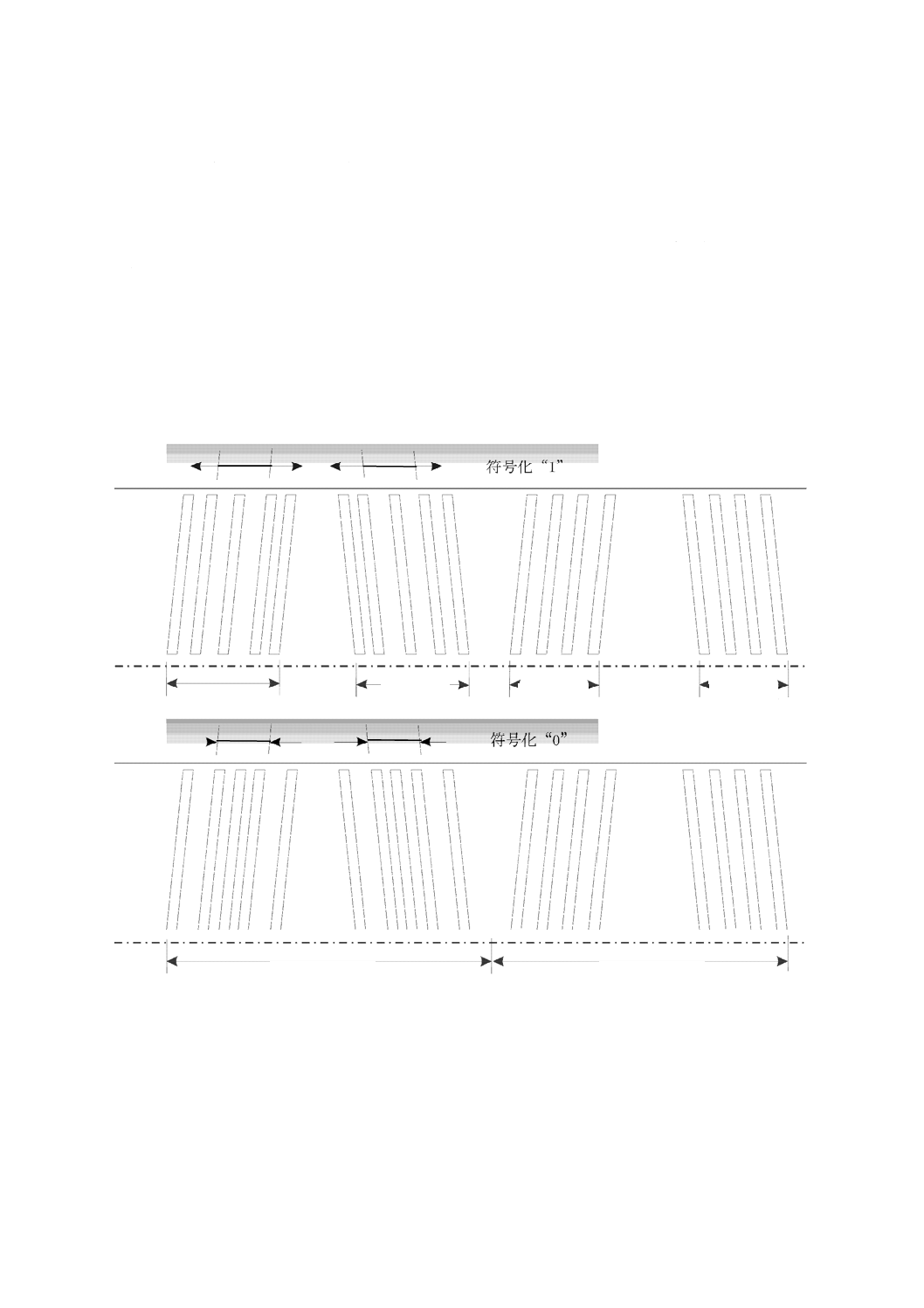
11.3 サーボフレーム符号化 サーボフレーム符号化は,テープの長手方向の絶対位置,製造業者のデー
タ及びサーボバンド識別情報とする。
11.3.1 位置及び製造業者データの符号化方法 位置及び製造業者データの符号化方法は,サーボサブフレ
ーム1のストライプの相対位置を移動して,サーボフレームの情報を符号化する(図28参照)。サーボフ
レームは,“1”又は“0”の一つのビットを符号化する。
図 28 サーボフレーム符号化
“1”は,Aバーストの第2ストライプを第1ストライプの方向へ0.25 μm移動し,Aバーストの第4ス
トライプを第5ストライプの方向へ0.25 μm移動して符号化する。Aバースト及びBバーストの対応する
ストライプ間で正しいタイミングを維持するため,同じ移動は,Bバーストの第2ストライプ及び第4ス
トライプにも適用する。
サブフレーム1
Bバースト
Cバースト
Dバースト
サブフレーム1
45
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
“0”は,Aバーストの第2ストライプを第1ストライプから遠ざかる方向へ0.25 μm移動及びAバース
トの第4ストライプを第5ストライプから遠ざかる方向へ0.25 μmだけ移動して符号化する。Aバースト
及びBバーストの対応するストライプ間で正しいタイミングを維持するために,同じ移動は,Bバースト
の第2ストライプ及び第4ストライプにも適用する。
“1”及び“0”の符号化のためのAバースト及びBバーストのストライプ間の距離並びにヌルデータ(C
バースト及びDバーストに使用)の公称距離は,表2による。
表 2 ストライプ間の距離
バースト内
ビット符号化
ストライプ1及び2
の距離 (μm)
ストライプ2及び3
の距離 (μm)
ストライプ3及び4
の距離 (μm)
ストライプ4及び5
の距離 (μm)
C及びD
5.00
5.00
5.00
なし
A及びB(“1”)
4.75
5.25
5.25
4.75
A及びB(“0”)
5.25
4.75
4.75
5.25
LPOSワードは,テープの長手方向の位置情報に加えテープ製造業者の情報も含むこととする。
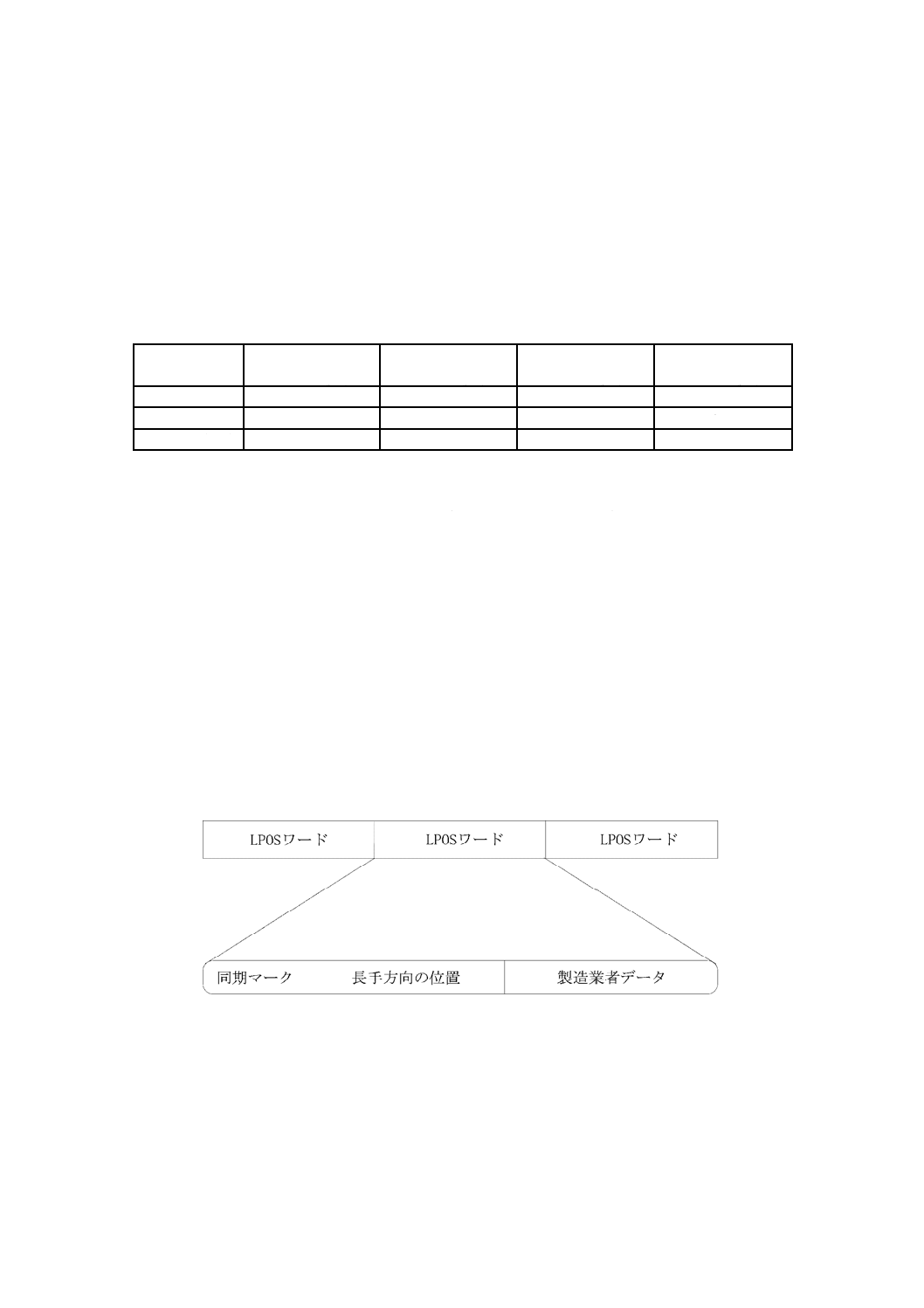
11.3.2 LPOSワードの構成 テープの長手方向の絶対位置及び製造業者データは,LPOSワードに記録す
る。LPOSワードは,36サーボフレーム (7.2 mm) とし,テープの長手方向に連続して記録する。LPOSワ
ードの配置は,図29による。LPOS値は,14基本アルファベットとし(図29及び表3参照),LPOSワー
ドの6個のLPOSシンボルによって決めることとし,次の式による。
LPOS値 = L0+L1×14+L2×142+L3×143+L4×144+L5×145
テープをカートリッジから順方向に引き出す場合,LPOS値は,増加することとし,0〜7 529 535とする。
LPOS値は,36サーボフレームごとに1ずつ増加することとし,距離7.2 mmを表す。7 529 535の次の値
は,0とする。
0への帰還は,単一のカートリッジでは発生しないこととする。LPOS値による物理位置は,BOTから
EOTへテープが走行するとき,サーボバンド2の中心線上の値を含むLPOSワードの最後のサーボフレー
ムに続く点とする。
図 29 LPOSワードの配置
46
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
順方向でのLPOSワードは,7個のシンボル及び1個の同期マークとし,次による。
LPOSワード:Sy,L0,L1,L2,L3,L4,L5,Tx
ここに, Sy: ワードの同期マーク
L0: 長手方向位置の最下位シンボル
L1: 長手方向位置の次の上位シンボル
L2: 長手方向位置の次の上位シンボル
L3: 長手方向位置の次の上位シンボル
L4: 長手方向位置の次の上位シンボル
L5: 長手方向位置の次の上位シンボル
Tx: テープ製造業者の情報の1シンボル
LPOSワードのシンボルは,ビットシーケンスの構成とし,表3による。シンボル内の最上位ビットは,
サーボフレームの最初に符号化する。
LPOSワードは,36ビットとし,36サーボフレームの長さをもつ。
表 3 LPOSワードのシンボル
シンボル
ビットシーケンス
Sy
10000000
D
0001
C
0010
B
0011
A
0100
9
0101
8
0110
7
0111
6
1001
5
1010
4
1011
3
1100
2
1101
1
1110
0
1111
11.3.3 テープ製造業者コード化 シンボルTxのシーケンスは,テープ上に製造業者ワードを形成する。
製造業者ワードは,初期の同期文字を含めて97 Txシンボルの長さをもち,次の構成とする。
製造業者ワード:D,A0,A1,A0,A1,...
製造業者情報は,LPOSワードに符号化し,表4による。表4のLPOS記録値は,LPOSワード記録値に
対応するシンボル対をLPOSワードへ記録することによって,表3から2シンボルとして符号化する。表
3の“D”のビットシーケンスは,製造業者ワードの同期文字を予約する。
47
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 4 テープ製造業者ワード文字
LPOS記録値
シンボル対A0,A1
LPOS記録値 シンボル対A0,A1
A
0.0
0
2.0
B
0.1
1
2.1
C
0.2
2
2.2
D
0.3
3
2.3
E
0.4
4
2.4
F
0.5
5
2.5
G
0.6
6
2.6
H
0.7
7
2.7
I
0.8
8
2.8
J
0.9
9
2.9
K
0.A
.
2.A
L
0.B
,
2.B
M
0.C
;
2.C
N
1.0
:
3.0
O
1.1
!
3.1
P
1.2
@
3.2
Q
1.3
#
3.3
R
1.4
/
3.4
S
1.5
%
3.5
T
1.6
&
3.6
U
1.7
空白
3.7
V
1.8
(
3.8
W
1.9
)
3.9
X
1.A
-
3.A
Y
1.B
+
3.B
Z
1.C
=
3.C
製造業者ワードの情報は,表4による文字だけを含むこととし,次による。
“D” :LPOS符号化で定義するワード同期文字
yyymmdd :サーボ情報の書込み日付
MMMMMMMM :製造業者名の8文字フィールド
備考 ベンダ識別コードリスト及び登録に関する情報は,附属書Iによる。
JJJJJJJJ :テープパンケーキ識別用8文字の英数字フィールド
SSSS :サーボライタ識別用4文字の英数字フィールド
V0〜V19 :20文字の英数字ベンダ固有フィールド
11.3.4 クロステープ識別 サーボバンドnの識別は,上下サーボエレメントで,サーボバンドn及びサー
ボバンドn+1のフレームを読み取り,テープ上の相対位置としてもよい。
テープが順方向へ走行する(BOTからEOTへ)とき,サーボバンドnに対するサーボバンドn+1の相
対移動量は,表5による。
48
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 5 クロステープ識別相対位置
サーボバンドn
サーボバンドn+1
サーボバンドn+1の相対位置
0
1
33.33 μm±4.16 μm遅い
1
2
33.33 μm±4.16 μm早い
2
3
66.67 μm±4.16 μm遅い
3
4
66.67 μm±4.16 μm早い
11.4 サーボバンド位置 サーボバンド位置は,サーボバンド4がテープ基準縁に最も近く,サーボバン
ド0がテープ基準縁から最も遠いこととする(図25参照)。
サーボバンド4の中心は,テープ基準縁から607.5 μm±20.0 μmとする。
11.5 サーボバンドピッチ サーボバンドピッチは,1サーボバンドの中心と隣接するサーボバンドの中心
との距離とし,すべてのサーボバンド間について2 858.8 μm±5.5 μmとする。
11.6 公称サーボ位置 6個の公称サーボ位置は,サーボバンド内で0〜5の番号を付け,サーボバンド内
のテープ幅方向の位置で,Bバーストに対するAバーストの開始端とDバーストに対するCバーストの
開始端との平均距離とし,表6による。
表 6 公称サーボ位置
サーボ位置
平均距離 (μm)
0
35.52
1
41.31
2
47.10
3
52.90
4
58.69
5
64.48
11.7 長周期平均サーボ位置 長周期平均サーボ位置は,2個の隣接するサーボバンドを読み込むサーボエ
レメントによって測定する平均距離とする。この平均は,5 000サーボフレームにわたるものとし(約1 m
のテープ),次による。
ここに,サーボバンドnのj番目のフレーム距離は,距離njとし,サーボバンドn+1のj番目のフレー
ム距離は,距離n+1jとする。
(
)
[
]
(
)
∑
+
+
×
×
=
j
j
1
000
5
2
/1
n
n
距離
距離
平均距離
任意のサーボ位置の長周期平均距離は,表6による値の0.1 %以内とする。
12. データトラックの記録方法 データトラック記録方法は,書込み等価(1,7)ランレングスリミテッ
ド (RLL) 符号とし,次による。
− “1”:ビットセル中心で磁束反転
− “0”:ビットセル内で磁束反転がない。
12.1 物理的記録密度 物理的記録密度は,3種類の試験記録密度とし,次による。
TRD1は,繰返しビットパターン10を14.2による書込み等価器に入力した結果の記録密度とする。記録
49
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
密度は,1 mm当たり3 660 RLL符号化データ“1”を含む最大記録密度とする。
TRD2は,繰返しビットパターン1000を14.2による書込み等価器に入力した結果の記録密度とする。記
録密度は,1 mm当たり1 830 RLL符号データ“1”を含む。
TRD3は,繰返しビットパターン10000000を14.2による書込み等価器に入力した結果の記録密度とする。
記録密度は,1 mm当たり915RLL符号化データ“1”を含む。
12.2 公称ビットセル長 公称RLLビットセル長は,0.136 6 μmとする。
12.3 長周期平均ビットセル長 長周期平均RLLビットセル長は,トラックの5 000以上の連続するサー
ボフレーム(約1 mのテープで7.32×107個の連続セル)について測定し,公称RLLビットセル長の0.50 %
以内とする。
12.4 短周期平均ビットセル長(STA)STAは,特定のRLLビットセルとし,先行する366ビット(約50
μm)にわたる平均値とし,公称ビットセル長の4 %以内とする。
12.5 STA変化率 STA変化率は,任意の二つの連続する366ビットセル長にわたり0.8 %を超えないこ
ととする。
100×|STAn−STAn+1|/STAn ≦ 0.8
12.6 ビットシフト ビットシフトは,公称値からのRLL符号化データ“1”の平均的偏位とし,公称ビ
ットセル長の20 %以下とする。この要求事項は,不適正な書込み処理によって発生する系統的ビット移
動を防止する。試験方法は,附属書Aによる。
12.7 記録特性試験条件 すべての記録特性試験条件は,10. 磁気記録特性による。
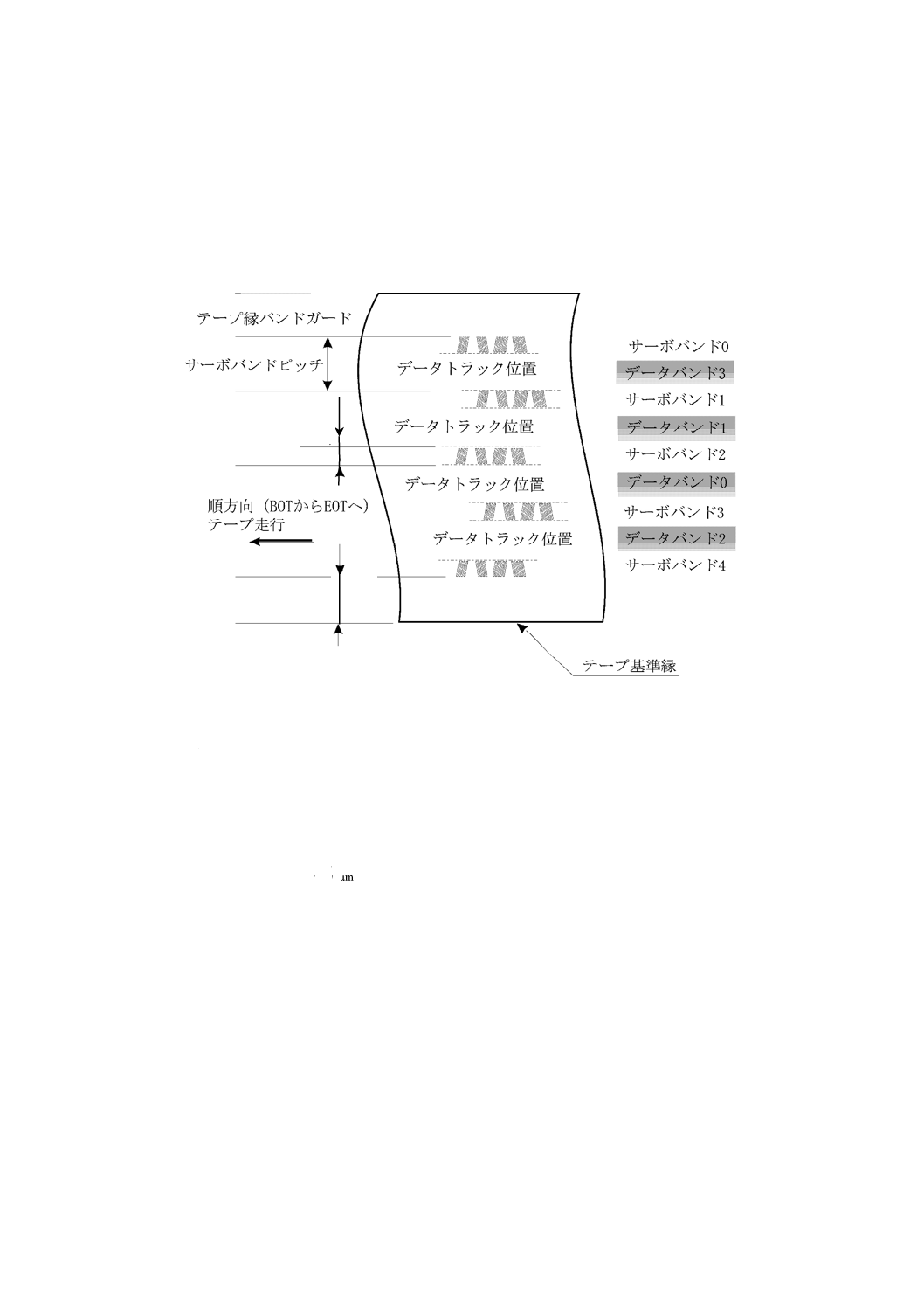
12.8 トラックシーケンスアドレッシング トラックシーケンスアドレッシングは,トラック番号0〜383
までの番号の384データトラックとし,データトラック番号383がテープ基準端に最も近いこととする。
隣接するサーボバンド間の領域は,データバンドとする。データバンドは,96データトラックごとに,
2,0,1及び3の番号を付けた4データバンドとし,データバンド2がテープの基準縁に最も近く,デー
タバンド3が最も遠いこととする。
データサブバンドは,一つのデータバンド内でら(螺)旋状に動作する12データトラックセットとし,
データバンド当たり8データサブバンドとする。
同時記録トラックのセットは,トラックグループとする。テープは,48トラックグループを含むことと
し,24トラックグループは,LP3から書込みLP4を超えることとし,残りの24トラックグループは,LP4
を超えた箇所から書き込みLP3を超えることとする。
ラップは,ラップ0から始まり処理の順番に番号を付けることとする。ラップは,データバンド0から
始まりS字状に記録し,テープがBOTからEOTへ走行する間の記録を順方向ラップとし,テープがEOT
からBOTへ走行する間の記録を逆方向ラップとする。トラックのラップは,順方向ラップ,逆方向ラップ
の順に記録する。
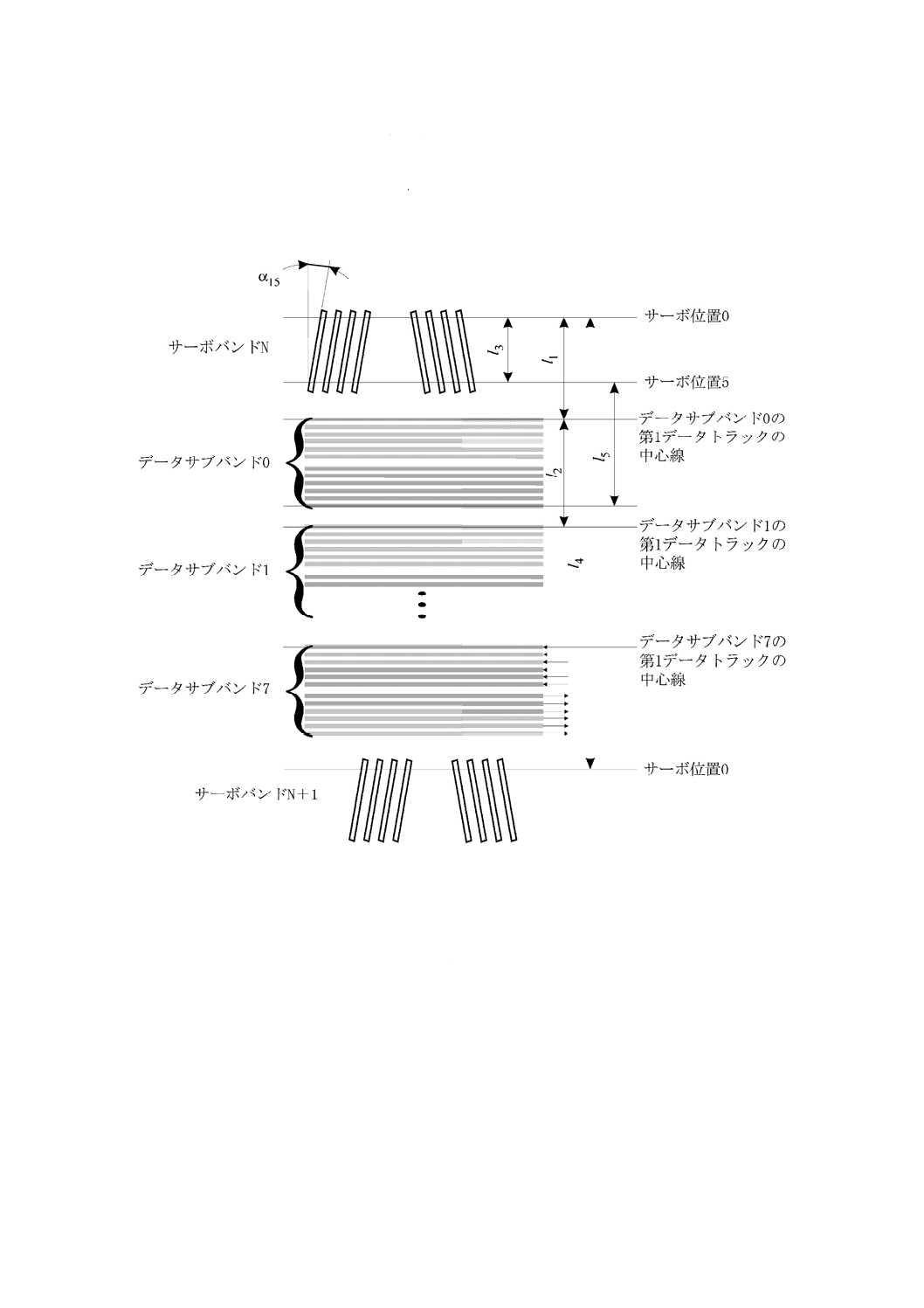
12.9 データトラックの位置 データトラックの位置は,サーボ位置0の中心線を基準とする(図30参照)。
データバンドの第1データトラックの中心線とサーボ位置0との距離l1は,次による。
l1 = 180.70 μm±0.55 μm
トラックラップ内の隣接するトラックの中心線間の距離は,次による。
l2 = 330.00 μm±0.55 μm
サーボ位置0とサーボ位置5との距離は,次による。
l3 = 137.50 μm±0.55 μm
隣接するサーボバンドのサーボ位置0の距離は,次による。
50
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
l4 =2 858.80 μm±5.50 μm
第1逆方向ラップの第1トラックの中心線とサーボ位置5との距離は,次による。
l5 = 347.2 μm±0.55 μm
角度α15は,11.2.3によるストライプアジマス角度とする。
図 30 データバンド
12.10 トラック幅 記録データトラックの公称幅は,27.5 μmとする。
書込み済みトラックの端は,公称トラック中心線から10.0 μm以上とする。
12.11 隣接トラックピッチ 同一方向にテープが走行する間に記録する任意の二つの隣接トラック中心
線間の距離は,トラック中心線に垂直に測定し,公称27.5 μmとする。
反対方向にテープが走行する間に記録する任意の二つの隣接トラックの中心線間の距離は,トラック中
心線に垂直に測定し,公称29.0 μmとする。
12.12 アジマス アジマスは,データの磁束反転とテープ基準縁に垂直な線との角度とし,±12.0′を超
えないこととする。
51
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12.13 全文字スキュー 全文字スキューは,CQセットに属するトラックのビットが同一CQセットの任
意のトラックの一つの同時記録ビットからテープ基準縁に平行な方向で測定し,50RLLのビットセル長よ
り大きく偏位しないこととする。
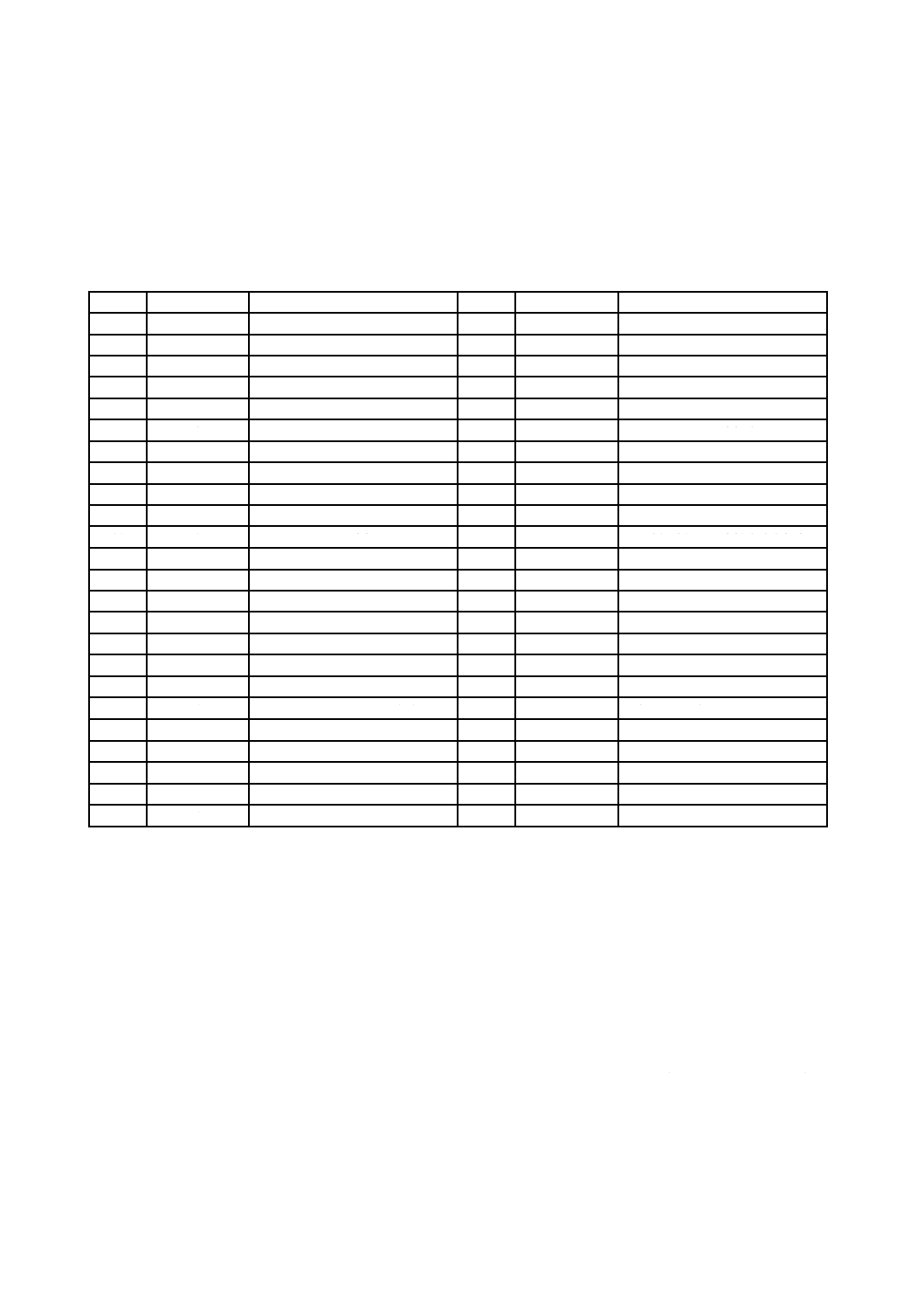
12.14 チャネル配置 論理トラックは,論理トラックが0〜7へ上昇する順に物理トラックの配置とする。
表 7 チャネル構成
ラップ データバンド
物理トラック
ラップ データバンド
物理トラック
0
0
192 204 216 228 240 252 264 276
24
2
288 300 312 324 336 348 360 372
1
0
203 215 227 239 251 263 275 287
25
2
299 311 323 335 347 359 371 383
2
0
193 205 217 229 241 253 265 277
26
2
289 301 313 325 337 346 361 373
3
0
202 214 226 238 250 262 274 286
27
2
298 310 322 334 346 358 370 282
4
0
194 206 218 230 242 254 266 278
28
2
290 302 314 326 338 350 362 374
5
0
201 213 225 237 249 261 273 285
29
2
297 309 321 333 345 357 369 381
6
0
195 207 219 231 243 255 267 279
30
2
291 303 315 327 339 351 363 375
7
0
200 212 224 236 248 260 272 284
31
2
296 308 320 332 344 356 368 380
8
0
196 208 220 232 244 256 268 280
32
2
292 304 316 328 340 352 364 376
9
0
199 211 223 235 247 259 271 283
33
2
295 307 319 331 343 355 367 379
10
0
197 209 221 233 245 257 269 281
34
2
293 305 317 329 341 353 365 377
11
0
198 210 222 234 246 258 270 282
35
2
294 306 318 330 342 354 366 378
12
1
96 108 120 132 144 156 168 180
36
3
0 12 24 36 48 60 72 84
13
1
107 119 131 143 155 167 179 191
37
3
11 23 35 47 59 71 83 95
14
1
97 109 121 133 145 157 169 181
38
3
1 13 25 37 49 61 73 85
15
1
106 118 130 142 154 166 178 190
39
3
10 22 34 46 58 70 82 94
16
1
98 110 122 134 146 158 170 182
40
3
2 14 26 38 50 62 74 86
17
1
105 117 129 141 153 165 177 189
41
3
9 21 33 45 57 69 81 93
18
1
99 111 123 135 147 159 171 183
42
3
3 15 27 39 51 63 75 87
19
1
104 116 128 140 152 164 176 188
43
3
8 20 32 44 56 68 80 92
20
1
100 112 124 136 148 160 172 184
44
3
4 16 28 40 52 64 76 88
21
1
103 115 127 139 151 163 175 187
45
3
7 19 31 43 55 67 79 91
22
1
101 113 125 137 149 161 173 185
46
3
5 17 29 41 53 65 77 89
23
1
102 114 126 138 150 162 174 186
47
3
6 18 30 42 54 66 78 90
13. フォーマット
13.1 概要 このフォーマットで規定するデータの最小収集単位は,レコードとし,最大のレコードサイ
ズは,224−1バイトとする。ホストは,構造化方式内のデータの論理的な区切りを示すファイルマークを
用いてもよい。
13. では,誤り検出符号及び誤り訂正符号の使用方法を含み,ホストコンピュータから受信したデータ
に関するすべての操作について記述し,テープへの記録方法及びテープの配置についても記述する。
図31は,データのホストから記録テープへの変換方法を示す。
4バイトCRCは,ホストから受信するレコードの終端に追加し,保護レコードを形成する。データ圧縮
アルゴリズムは,一つ以上の保護レコード及びファイルマークを処理して,シンボルストリームを生成す
る。シンボルは,使用者バイト,ファイルマーク及びコントロールシンボルから構成する。シンボルスト
リームは,403 884バイトのセットに分割し,468バイトのDSITを追加した404 352バイトのデータセッ
トを構成する。データセットは,25 272バイトの16個のサブデータセットに分割する。サブデータセット
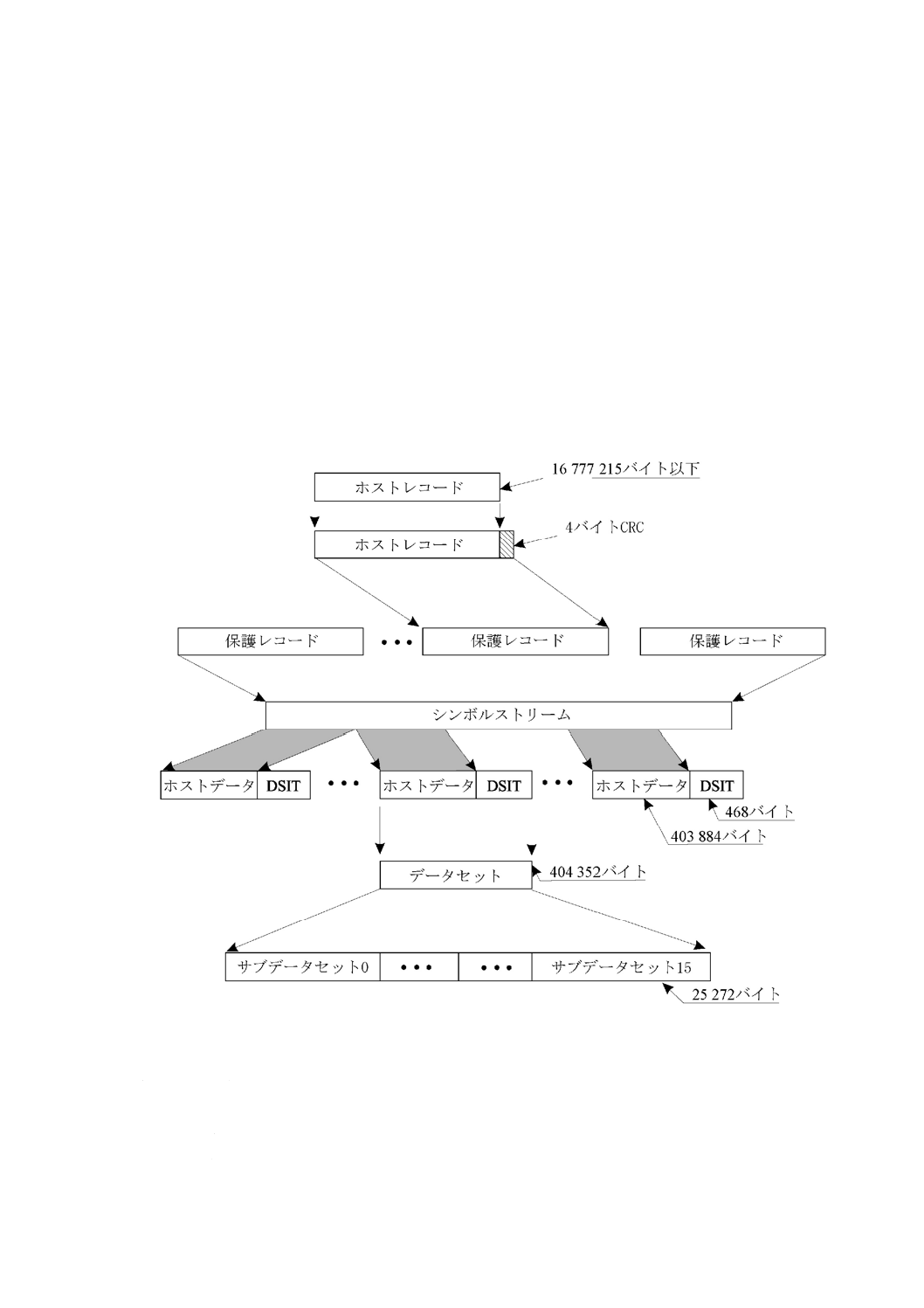
52
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は,54×468バイトのマトリックスに配置し,二つのレベルの誤り訂正符号をデータセットに追加する。
サブデータセットの468バイトの各行は,12バイトのC1 ECCを追加し,480バイトのインターリーブコ
ードワード対を形成する。54コードワード対は,54×480バイトのマトリックスに配置し,マトリックス
の54バイトの各列に10バイトのC2 ECCを追加し,10コードワード対を追加形成する。64×480バイト
のマトリックスは,64のコードワード対からなるECC符号化サブデータセットとする。
ECC符号化データセットは,64×480バイトのECC符号化サブデータセット16個からなる491 520バ
イトとする。ECC符号化サブデータセットの各行は,480バイトのECC符号化コードワード対とする。各
ECC 符号化データセットは,1 024ECC符号化コードワード対をもつ。
コードワードクワッドは,連続するECC符号化サブデータセットに対応する行のコードワード対とヘッ
ダを組み合わせて形成する。
図 31 ホストからテープへのデータの流れ
13.2 保護レコード レコードは,ホストシステムからテープ装置システムによる処理及び記録のために
受信する。ユーザデータレコードは,4バイトのCRCを追加し,保護レコードを完成する。CRCバイトは,
GF (256) のリードソロモン (N,N-4) 符号とする。
GF (256) の計算は,次の式による。

53
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
)
(
2
3
4
8
+
+
+
+
=
x
x
x
x
x
P
GF(256)の基本要素αは,次の式による。
α=(0 0 0 0 0 0 1 0)
生成多項式は,次の式による。
1
)
()
()
()
(
)
(
201
2
246
3
201
4
129
128
127
126
⊕
⊕
⊕
⊕
=
+
+
+
+
=
x
x
x
x
x
x
x
x
x
G
α
α
α
α
α
α
α
CRCバイトは,生成回路を介して必す(須)バイトの処理によって生成することにする。この回路は,
処理の開始に先立ちレジスタを0に設定する(図32参照)。レジスタR0〜R3は,8ビット幅とする。デ
ータバイトは,生成器に順番に送出する。必す(須)バイトの処理は,R3の内容をCRC3に,R2の内容
をCRC2に,R1の内容をCRC1に,R0の内容をCRC0にして完了する。CRCバイトは,データバイトに
追加又はフィールドに配置するとき,CRC3バイトを最初に追加し,その後CRC2,CRC1及びCRC0の順
に追加することとする。
図 32 CRC生成回路
13.3 圧縮保護レコードの順序 一つ以上の保護レコード及びファイルマークは,シンボルストリームを
生成するためデータ圧縮アルゴリズム(ISO/IEC 22091)によって処理する。ファイルマークは,ホストレコ
ード間にあってもよく,圧縮保護レコードの外側にあるコントロールシンボルに符号化する。圧縮保護レ
コード内のシンボルは,圧縮データシンボル又はコントロールシンボルとすることができる。ファイルマ
ーク及びエンドマークのシンボルは,圧縮保護レコード内には存在してはならない。圧縮保護レコードの
外側にあるシンボルは,コントロールシンボルだけとする。コントロールシンボルのレコード終端は,圧
縮保護レコード内だけに存在する。
13.3.1 コントロールシンボル コントロールシンボルは,データ圧縮処理の操作を制御するために使用す
ることとする。コントロールシンボルは,圧縮アルゴリズムをリセットするする箇所,現在用いている符
号化方式,レコードの境界の位置,ファイルマーク,フラッシュ箇所及びエンドマークを特定し,その内
容は,表8による。
54
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 8 データ圧縮用のコントロールシンボル
コントロールシンボル名
次の32ビット境界との調整
内容
リセット1
なし
データ圧縮履歴バッファのリセット
及びスキーム1の指示に使用
リセット2
なし
データ圧縮履歴バッファのリセット
及びスキーム2の指示に使用
スキーム1
なし
圧縮保護レコード順序の処理がスキーム1を使用
スキーム2
なし
圧縮保護レコード順序の処理がスキーム2を使用
ファイルマーク
あり
圧縮保護レコード順序内のファイルマークに使用
レコードの終端
あり
圧縮保護レコード順序内のレコードの終端に使用
フラッシュ
あり
圧縮保護レコード順序内の次のコードワード先頭
を32ビット境界の調整に使用
エンドマーク
あり
現在のデータセット内に圧縮保護レコード順序の
部分にデータがないことを指示
連続する追記録を可能にするため,追記録箇所の前にあるシンボルは,次の32ビット境界を調整し,要
求内容は,表8に示す。その調整の規則は,13.3.4による。
ファイルマーク及びエンドマークのコントロールシンボルは,32ビット境界から開始する。32ビット境
界の調整を要求するコントロールシンボル(表8参照)は,“1”又は“0”で埋めて必要な長さに拡張する。
データ圧縮アルゴリズム(ISO/IEC 22091)は,コントロールシンボルの埋め合わせに使用する値を規定する。
13.3.2 エンドマーク 保護レコード及びファイルマークの連続するストリームの一連のデータセットに
書き込むシンボルストリームは,圧縮データストリームとする。各圧縮データストリームの終端は,エン
ドマークコントロールシンボルによって指示する。エンドマークをデータセットに書き込むとき,データ
セットの残りの情報は,定義しない。継続した保護レコード又はファイルマークは,次のデータセットの
先頭から開始する。
13.3.3 アクセスポイント アクセスポイントは,データ圧縮履歴バッファをリセットする位置及びデータ
圧縮の復元を開始する位置を指定し,32ビット境界とする。アクセスポイントは,1データセット当たり
1個以上とし,その位置は,DSIT(13.5参照)に規定する。
アクセスポイントは,直前のデータセットからのデータセットにまたがる任意のレコードの終端の直後,
又はデータセットにまたがらないとき,データセットの先頭の位置とする。FIDに続く最初のデータセッ
トの場合,アクセスポイントは,データセットの先頭に置く。前のデータセットからそのデータセットに
またがるレコードが長くてデータセットを完全に埋めるか,又は次のデータセットに続く場合,データセ
ットは,アクセスポイントを置かないこととし,DSIT内のアクセスポイントフィールドの内容は,
(FFFFFFFF)に設定する。
データセットにアクセスポイントを置く条件は,次による。
− 新しい保護レコード又はファイルマークでデータセットが始まるとき,データセットの先頭にアクセ
スポイントを置く。
− 2個以上のアクセスポイントをもたない。
− アクセスポイントの前にファイルマークをもたない。
− 前記の三つの規則に違反しない場合,データセット内の最初のレコードの終端の直後にアクセスポイ
ントを置く。この条件の適用は,データセットの先頭が前のデータセットからのレコードの続きとす
る場合に限られる。この場合,データセット内に後続のレコード又はファイルマークがないとき,ア
55
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
クセスポイントは,エンドマークコントロールシンボルの箇所とする。
13.3.4 調整及び追記録箇所 アクセスポイントのシンボルが次の32ビット境界の調整を要求するとき,
シンボルは,データセットに書き込む前に32ビット境界まで拡張することとする。32ビット境界を調整
するコントロールシンボルは,表8による。
追記録点は,書込み操作でデータを追記するデータセット内の位置とし,レコードの終端,ファイルマ
ーク又はフラッシュ点に続く32ビット境界上の最初のバイト位置とする。すべての追記録点は,32ビッ
ト境界と一致しなければならない。
13.4 データセット データセットは,テープに対して書込み又は読取り情報の最小単位とし,次の四つ
のタイプとする。
− フォーマット識別データセット (FID)
− 使用者データセット
− EODデータセット
− ハウスキーピングデータセット
データセットは,二つの部分から構成する(図33参照)。最初の部分は,403 884バイトのデータ領域と
する。このデータ領域の内容は,記録中のデータセットのタイプに依存する。2番目の部分は,468バイト
のDSITとする。DSITの情報は,データ領域の内容とする。データセットのすべてのタイプについて,デ
ータは,データ領域に置くこととし,DSITは,404 352バイトのデータセットに追記する。DSITの内容は,
データ圧縮処理をしてはならない。
データ領域 403 884バイト
DSIT 468バイト
図 33 データセット
ユーザデータ領域(15.3参照)のデータセットは,序数によって識別することとする。ユーザデータ領
域内でテープに書き込む最初のデータセットFIDは,データセット番号0とし,その後テープに書き込む
データセットごとに一ずつ加算することとする。データセットの最初のバイトは,0バイトとし,最後の
バイトは,404 351バイトとする。
13.4.1 フォーマット識別データセット (FID) FIDは,テープフォーマット又はFIDを書き込む装置に関
する情報を含むこととし,ユーザデータ領域内の最初のデータセットとする。FIDのデータセット番号は,
(00000000) とする。
FIDのデータ領域は,表9による468バイトのインスタンスを863回含むこととする。これらのバイト
は,ハウスキーピング情報に使用できる領域を追加するLTO CMから抽出したデータを含む。ハウスキー
ピング情報の内容は,情報交換として規定しない。媒体製造業者の情報ページ(CMでのオプション)が
CMに存在する場合,その情報は,FIDにコピーすることとし,存在しない場合,FIDのそれぞれの64バ
イトを (00) に設定する。
56
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 9 FIDデータ領域の内容
バイト位置
バイト長
内容
0
32
LTO CM製造業者の情報
32
64
カートリッジ製造業者の情報
96
64
媒体製造業者の情報
160
64
初期化データ
224
104
予約
328
128
FIDハウスキーピング
456
12
FIDハウスキーピング C1
13.4.1.1 FIDハウスキーピングC1 FIDハウスキーピングC1領域は,バイト328〜455のFIDハウスキ
ーピング領域にわたり計算した12バイトのECCを含むこととする。FIDハウスキーピング領域がすべて
0の場合,FIDハウスキーピングC1領域は,すべて0とする。C1バイトの計算は,次による。
− FIDハウスキーピング領域の偶数バイトは,6バイトのECCを生成するC1 ECCによって処理するこ
ととし,FIDハウスキーピングC1領域の偶数バイトに置く。
− FIDハウスキーピング領域の奇数バイトは,6バイトのECCを生成するC1 ECCによって処理するこ
ととし,FIDハウスキーピング C1領域の奇数バイトに置く。
C1 ECCアルゴリズムの詳細は,13.6.2による。
13.4.2 使用者データセット 使用者データセットは,保護圧縮レコード,ファイルマーク及びコントロー
ルシンボルから生成する圧縮シンボルを含むこととし,テープ上に書き込む最初の使用者データセット番
号は, (00000001) とする。
使用者データセットのデータ領域の内容は,シンボルストリームから構成する。シンボルストリームは,
403 884バイトに分割し,その設定は,データセットのデータ領域に置く。
データセットをテープに書き込むとき及びシンボルの数がデータセットのデータ領域を埋めるには不十
分なとき,データセットは,次によって完成する。最後の有効なシンボルは,エンドマークコントロール
シンボルを後に置く。エンドマーク及びDSITの先頭の間に残るバイトの内容は,規定しない。情報交換
時には,無視する。
エンドマークコントロールシンボルを除くエンドマークコントロールシンボルまでの有効なシンボルに
よって占めるバイト数は,データセットのDSITの有効データ長領域に格納する。
13.4.3 EODデータセット EODデータセットは,書き込む使用者データの最後を示し,使用者データが
ない場合,FIDの直後とする。前回使用のテープで残っているEODデータセットの後に書き込まれた使用
者データは,アクセス不能で無効とみなす。
EODデータセットのデータ領域の内容は,規定しない。情報交換時には,無視する。データ領域内の
ECCは,有効とする。
13.4.4 ハウスキーピングデータセット ハウスキーピングデータセットは,テープの校正領域にだけに書
き込む。ハウスキーピングデータセットのデータ領域の内容は,規定しない。情報交換時には,無視する。
ハウスキーピングデータセットをテープに書き込む場合,データセット番号は,すべて (FFFFFFFF) とす
る。ハウスキーピングデータセットは,FIDを書き込んだベンダだけが記録する。
13.5 データセット情報表 (DSIT) DSITは,データセットの内容を記述し,表10に記述した領域のバ
イト数及び位置をもつ。最上位バイトは,領域の最小のバイト番号位置とし,最下位バイトは,最大のバ
イト番号の位置とする。
57
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 10 データセット情報
バイト位置
バイト長
領域名
0
228
装置製造業者用
228
12
装置製造業者用C1
240
176
予約
416
8
装置製造業者識別
424
4
データセット番号
428
4
有効データ長
432
4
アクセスポイントオフセット
436
6
レコード合計
442
6
ファイルマーク合計
448
4
レコード計数
452
4
ファイルマーク計数
456
2
スレッド計数
458
1
データセットタイプ
459
1
データセットフラグ
460
4
スレッド書込みパス
464
4
テープ書込みパス
13.5.1 装置製造業者用 装置製造業者用領域は,装置製造業者識別領域で指定する装置製造業者だけが使
用する領域とし,その内容は,この規格では規定しない。情報交換時には,無視する。
13.5.2 装置製造業者用C1 装置製造業者用C1領域は,装置製造業者用領域の228バイトにわたり計算
する12バイトECCとする。装置製造業者用領域がすべて0の場合,装置製造業者用C1領域は,すべて0
とする。C1バイトの計算は,次による。
− 装置製造業者用領域の偶数バイトは,6バイトのECCを生成するC1 ECCによって処理し,装置製造
業者用C1領域の偶数バイトに置く。
− 装置製造業者用領域の奇数バイトは,6バイトのECCを生成するC1 ECCによって処理し,装置製造
業者用C1領域の奇数バイトに置く。
C1 ECCアルゴリズムの詳細は,13.6.2による。
13.5.3 予約 この領域のすべてのバイトは, (00) に設定し,情報交換時には,無視する。
13.5.4 装置製造業者識別 装置製造業者識別領域は,現在のデータセットを書き込んだ装置製造業者を識
別することとし,その内容を,附属書Iに参考として示す。
13.5.5 データセット番号 データセット番号は,BOTからのデータセットの序数とし,1番目のデータセ
ットの番号は,0とする。後続のデータセットのデータセット番号は,書き込むデータセットごとに1ず
つ加算する。
データセット番号領域の内容は,表11による。
58
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 11 データセット番号
データセットタイプ
値
使用者
前のデータセット番号+1
EOD
前のデータセット番号+1
FID
(00000000)
ハウスキーピング
(FFFFFFFF)
13.5.6 有効データ長 有効データ長領域は,処理済みシンボルを含むデータセットのバイト計数とし,デ
ータセットに存在するエンドマークの前までとする。
有効データ長領域の内容は,表12による。
表 12 有効データ長
データセットタイプ
値
使用者
前のデータセット番号+1
EOD
(00000000)
FID
(00000000)
ハウスキーピング
(FFFFFFFF)
13.5.7 アクセスポイントオフセット アクセスポイントオフセット領域は,アクセスポイントの位置の前
までのデータセットのバイトの計数とし,アクセスポイントがデータセットの先頭にあるとき,
(00000000)に設定し,データセットにアクセスポイントがないとき,(FFFFFFFF)に設定する。
アクセスポイントオフセット領域の内容は,表13による。
表 13 アクセスポイントオフセット
データセットタイプ
値
使用者
前のデータセット番号+1
EOD
(FFFFFFFF)
FID
(FFFFFFFF)
ハウスキーピング
(FFFFFFFF)
13.5.8 レコード総数 レコード総数領域は,BOTからそのデータセットのアクセスポイントまで完全に
処理したすべてのデータセットの保護レコードの計数とする。
データセットにアクセスポイントがないとき,この領域は,BOTから最後の前のアクセスポイントまで
完全に処理したすべてのデータセットの保護レコードの計数とする。データセットがEODデータセット
のとき,その計数は,アクセスポイントを保持していることとして計算する。
レコード総数領域の内容は,表14による。
表 14 レコード総数
データセットタイプ
値
使用者
前のデータセット番号+1
EOD
(FFFFFFFF)
FID
(000000000000)
ハウスキーピング
(000000000000)
59
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13.5.9 ファイルマーク総数 ファイルマーク総数領域は,BOTからそのデータセットのアクセスポイン
トまで処理したすべてのデータセット内のファイルマークの計数とする。
データセットにアクセスポイントがないとき,BOTから最後の前のアクセスポイントまで完全に処理し
たすべてのデータセットのファイルマークの計数とする。データセットがEODデータセットのとき,そ
の計数は,アクセスポイントを保持していることとして計算する。
ファイルマーク総数領域の内容は,表15による。
表 15 ファイルマーク総数
データセットタイプ
値
使用者
前のデータセット番号+1
EOD
(FFFFFFFF)
FID
(000000000000)
ハウスキーピング
(000000000000)
13.5.10 レコード計数 レコード計数領域は,データセットのアクセスポイントから後続のデータセット
で発生する最初のアクセスポイントまでに存在する保護レコードの数を示す。
データセットにアクセスポイントがないとき,この領域は,最新の前のアクセスポイントから後続のデ
ータセットで発生する最初のアクセスポイントまでに存在する保護レコードの数を示す。
レコードが前のデータセットから始まり,現在のデータセットで終わる場合,レコードは,計数しない。
現在のデータセットにアクセスポイントがない場合,そのデータセットでのレコード開始又は終了がない
とき,レコードの計数は,前のデータセットのDSIT内のレコード計数と同じとする。
レコードがそのデータセットから始まり後続のデータセットで終了しない場合,そのレコードは,現在
のデータセットで計数する。
後続のデータセットがない場合,レコード計数は,EODデータセットにアクセスポイントが含まれてい
ることとして前記条件で計算する。
レコード計数領域の内容は,表16による。
表 16 レコード計数
データセットタイプ
値
使用者
前のデータセット番号+1
EOD
(00000000)
FID
(00000000)
ハウスキーピング
(00000000)
参考 このフォーマットのファイルマークは,レコ
ードとして計数しない。
13.5.11 ファイルマーク計数 ファイルマーク計数は,データセット内のアクセスポイントから後続のデ
ータセットで発生する最初のアクセスポイントまでに書き込むファイルマーク数を含む領域とする。
このデータセットにアクセスポイントがない場合,この領域は,最後の前のアクセスポイントから後続
のデータセットで発生する最初のアクセスポイントまでに存在するファイルマークの数を示す。
後続のデータセットがない場合,ファイルマークの計数は,EODデータセットにアクセスポイントが含
60
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まれていることとして前記条件で計算する。
ファイルマーク計数領域の内容は,表17による。
表 17 ファイルマーク計数
データセットタイプ
値
使用者
前のデータセット番号+1
EOD
(00000000)
FID
(00000000)
ハウスキーピング
(00000000)
13.5.12 スレッド計数 スレッド計数領域は,データセットを書き込むカートリッジからリーダピンを引
き出した(スレッドした)回数を示す。この値は,記録時のLTO CMのカートリッジ状況及びテープ警告
フラグページ(附属書D 2.7.2参照)のスレッド計数領域の値と同等とする。
スレッド計数領域の内容は,表18による。
表 18 スレッド計数
データセットタイプ
値
使用者
前のデータセット番号+1
EOD
(00000000)
FID
(00000000)
ハウスキーピング
(00000000)
13.5.13 データセットタイプ データセットタイプ領域は,データセットのタイプを示す。
データセットタイプ領域の内容は,表19による。
表 19 データセットタイプ
データセットタイプ
値
使用者
(00)
EOD
(01)
FID
(02)
ハウスキーピング
(0F)
13.5.14 データセットフラグ データセットフラグ領域は,特別な機能を示す。ビットが“1”の設定は,
データセットでその機能が存在することを示す。
ビット 0:
“1”に設定の場合,ラップデータセットの始端を示す。
ビット 1〜7:
“0”に,設定する。
13.5.15 スレッド書込みパス スレッド書込みパス領域は,カートリッジがスレッドするごとに“0”に
設定する,カートリッジがスレッドしている間,テープ書込みパス領域が増加するごとに一つずつ加算す
る。
スレッド書込みパスの内容は,表20による。
61
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 20 スレッド書込みパス
データセットタイプ
値
使用者
(00)
EOD
(01)
FID
前のロード 書込みパス+1
ハウスキーピング
前のロード 書込みパス+1
13.5.16 テープ書込みパス テープ書込みパス領域は,DSIT及びコードワード対ヘッダ(13.7.1参照)
の両方に存在する。この二つの領域は,中断データセット(15.4参照)が発生するとき,一致することと
する。テープ書込みパスは,テープの最初に書き込むとき,1に設定する。この値は,次の状態で1を加
算する。
− 追加処理によってEODデータセットを含むデータセットの重ね書きを行うとき。
− ラップの始端から書き込むとき。
− 中断データセットの再書込みのとき,コードワード対ヘッダ領域は,変更しなければならないが,DSIT
の領域は,変更の必要がない。コードワード対ヘッダのテープ 書込み領域は,DSITの領域以上とな
る可能性がある(15.10参照)。
テープ書込みパス領域の内容は,表21による。
表 21 テープ書込みパス
データセットタイプ
内容
使用者
(00)
EOD
(01)
FID
前のテープ 書込みパス+1
ハウスキーピング
前のロード 書込みパス+1
13.6 ECC データセットは,C1,C2の2種類の直交するリードソロモン符号によって保護する。ECC
バイトは,404 352バイトのデータセットに付加し,491 520バイトのECC符号化データセットを形成する。
13.6.1 サブデータセット サブデータセットは,ECCアルゴリズムによって処理する基本的なデータ単
位とする。サブデータセットは,54×468バイトのマトリックス構造の25 272バイトとし,1データセッ
トは,16個のサブデータセットで構成する。
最初のサブデータセットは,サブデータセットの行0/列0に置き,次の図34に示すように継続し,最
初のデータセットバイトで完成する。後続のサブデータセットは,順に同じ方法で完成する。
62
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
0
1
2
3
4
…
463
464
465
466
467
0
0
1
2
3
4
463
464
465
466
467
1
・
・
・
52
468
24803
53
24804
24805
24806
24807
24808
25267
25268
25269
25270
25271
図 34 サブデータセット
13.6.2 C1サブデータセット C1サブ データセットは,C1 ECCアルゴリズムによってサブデータセット
を生成することとし,サブデータセットの468バイトの各行に12バイトのC1 ECCを追加し,25 920バイ
トの54×480バイトのマトリックスを形成する(図35参照)。
最初に (240,234,7) リードソロモン符号は,各行の偶数234バイトに適用し,6バイトのC1 ECCを
生成する。そのバイトは,その行の偶数C1パリティの位置に置く。次に同じリードソロモンコードは,
奇数234バイトに適用し,6バイトのC1 ECCを生成する。そのバイトは,その行の奇数C1パリティの位
置に置く。
マトリックスの各行は,480バイトのインターリーブコードワード対を構成する。偶数バイトは,コー
ドワード対の第1コードワードとし,奇数バイトは,コードワード対の第2コードワードとする。
GF(256)の計算は,次の式による。
()
1
2
3
4
8
+
+
+
+
=
x
x
x
x
x
P
GF(256)の基本要素αは,次による。
α=(0 0 0 0 0 0 1 0)
生成多項式は,次の式による。
()(
)(
)(
)(
)(
)(
)
130
129
128
127
126
125
α
α
α
α
α
α
+
+
+
+
+
+
=
x
x
x
x
x
x
x
G
1
36
2
250
3
254
4
250
5
36
6
⊕
⊕
⊕
⊕
⊕
⊕
=
x
x
x
x
x
x
α
α
α
α
α
ECCバイトは,処理の開始に先立ってレジスタを (00) に設定した生成回路を通してバイトを生成する
(図36参照)。レジスタR0〜R5は,8ビット幅とし,データバイトは,符号生成器に順番に入力する。
バイトの処理が完了するとき,R5の内容は,ECC5に,R4の内容は,ECC4になり,以下同様とする。ECC
バイトのデータバイトへの追加又は領域に配置する場合,ECC5は,最初のバイトに追加し,その後ECC4,
ECC3,以下同様の順に追加する。
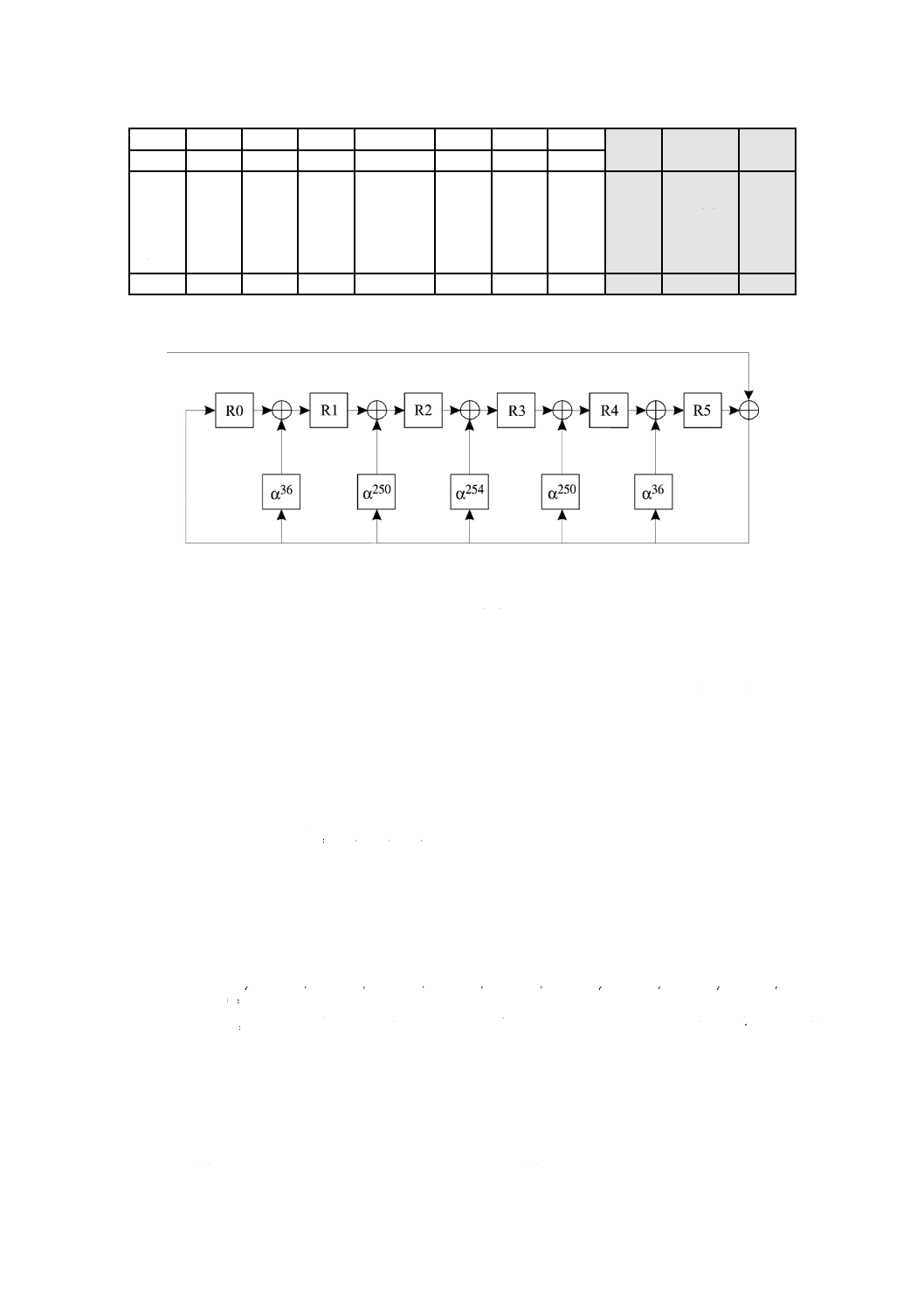
63
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
0
1
2
…
465
466
467
468
479
0
0
1
2
465
466
467
1
・
・
・
52
使用者
データ
C1 ECC
情報
53
24804
24805
24806
25269
25270
25271
図 35 C1サブデータセット
図 36 C1 ECC
13.6.3 ECC符号化サブデータセット ECC符号化サブデータセットは,C2 ECCアルゴリズムによって
C1サブデータセットを処理し,生成する。その処理は,C1サブデータセットの54バイトの各列に,10
バイトのC2 ECCを追加する(図37参照)。
(64,54,11)リードソロモン符号は,コードワード対のマトリックスの54バイトの各列に適用し,1列
ごとに10バイトのC2 ECCを生成する。追加する10バイトのC2 ECCは,10個の追加コードワード対を
形成する。生成した30 720バイトの64×480バイトマトリックスは,64コードワード対から構成するECC
符号化サブデータセットとする。
GF(256)の計算は,次の式による。
()
1
2
3
4
8
+
+
+
+
=
x
x
x
x
x
P
GF(256)の基本要素αは,次による。
α=(0 0 0 0 0 0 1 0)
生成多項式は,次の式による。
()(
)(
)(
)(
)(
)(
)(
)(
)(
)(
)
132
131
130
129
128
127
126
125
124
123
α
α
α
α
α
α
α
α
α
α
+
+
+
+
+
+
+
+
+
+
=
x
x
x
x
x
x
x
x
x
x
x
G
1
119
2
58
3
160
4
43
5
223
6
43
7
160
8
58
9
119
10
⊕
⊕
⊕
⊕
⊕
⊕
⊕
⊕
⊕
⊕
=
x
x
x
x
x
x
x
x
x
x
α
α
α
α
α
α
α
α
α
ECCバイトは,処理の開始に先立ってレジスタを (00) に設定した生成回路に通してバイトを生成する
(図38参照)。レジスタR0〜R9は,8ビット幅とし,データバイトは,符号生成器に順番に入力する。
バイトの処理が完了するとき,R9の内容は,ECC9に,R8の内容は,ECC8に,R7の内容はECC7にな
り,以下同様とする。ECCバイトのデータバイトへの追加又は領域に配置する場合,ECC9バイトは,最
初のバイトに追加し,その後ECC8,ECC7,以下同様の順に追加する。
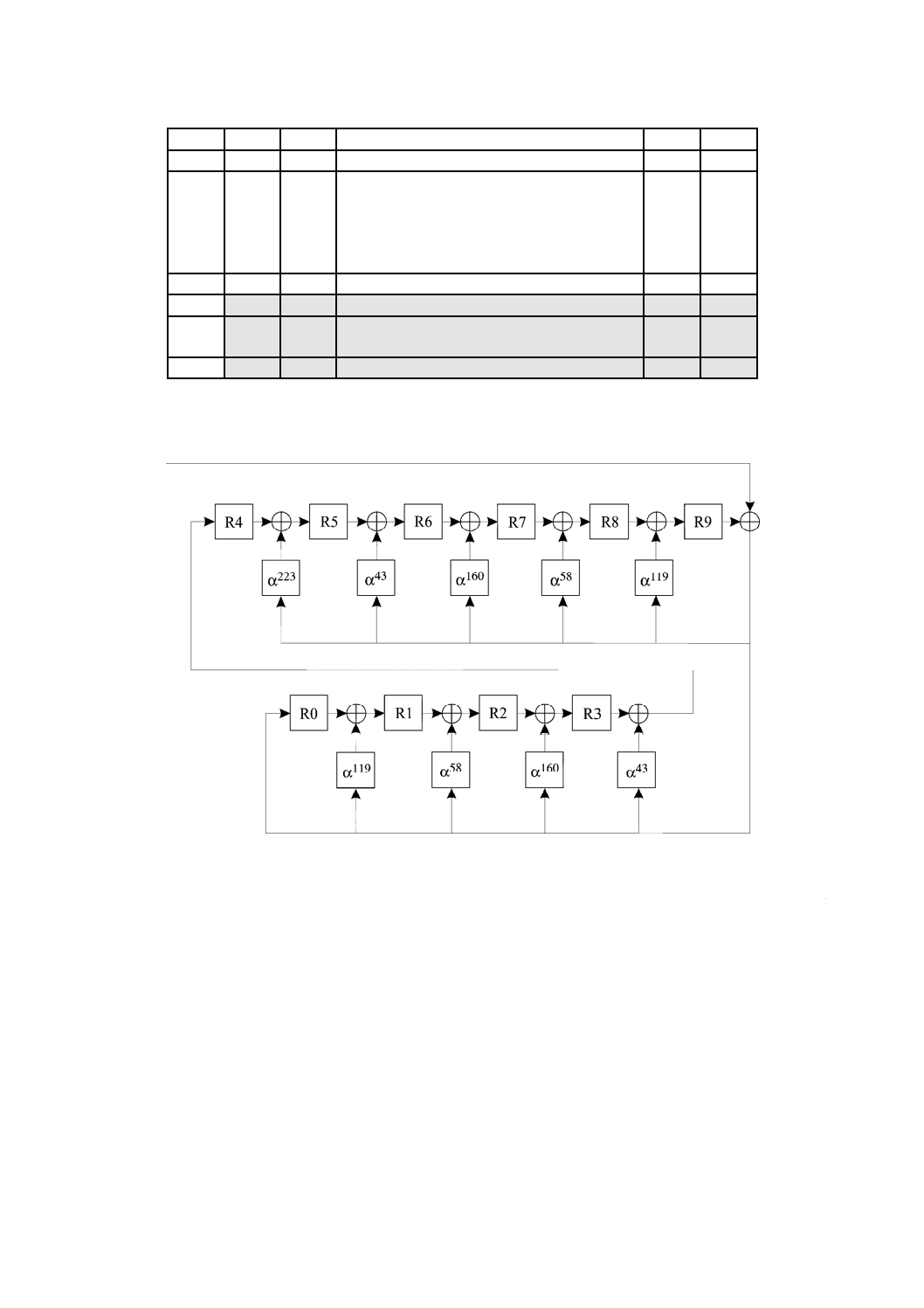
64
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
0
1
…
478
479
0
1
・
・
・
52
C1コードワード対
53
54
・
・
C2 ECC情報
63
図 37 ECC符号化サブデータセット
図 38 C2 ECC
13.6.4 コードワード対表示 ECC符号化データセットは,16個の64×480バイトのECC 符号化サブデ
ータセットとし,491 520バイトとする。ECC符号化サブデータセットの各行は,480バイトのECC符号
化コードワード対とし,ECC符号化データセットは,1 024 ECC符号化コードワード対とする。
1024コードワード対は,16サブデータセット及びサブデータセットの行番号から割り当て,その表示
方法は,表22に示す。
65
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 22 コードワード対表示
サ
ブ
データ
セット
内の行
サブ データセット番号
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
0
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
1
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
2
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
61
976
977
978
979
980
981
982
983
984
985
986
987
988
989
990
991
62
992
993
994
995
996
997
998
999
1000
1001
1002
1003
1004
1005
1006
1007
63
1008
1009
1010
1011
1012
1013
1014
1015
1016
1017
1018
1019
1020
1021
1022
1023
13.7 コードワードクワッド(CQ) コードワードクワッドは,二つのコードワード対にヘッダ情報を追
加して形成する(図39参照)。
データセットは,512 QCを生成し,16 ECC符号化サブデータセットの64行の各行は,8個のCQを構
成する。一つのCQは,サブデータセットの各行に対して構成する。
コードワード対ヘッダ
10バイト
第1コードワード対,
480バイト
コードワード対ヘッダ
10バイト
第2コードワード対,
480バイト
図 39 コードワードクワッド
13.7.1 コードワード対ヘッダ 10バイトコードワード対ヘッダは,コードワード対に前置し,表23に示
す情報とする。
表 23 コードワード対ヘッダ
バイト位置
バイト長
領域名
0
2
コードワード 識別子
2
4
書込みパス
6
2
絶対CQ 順序番号
8
2
ヘッダパリティ
13.7.1.1 コードワード識別子 コードワード識別子は,コードワード対及びコードワードクワッドの属性
を一意に識別し,4個のサブフィールドとする。その内容は,表24による。
表 24 コードワード識別子
バイト0
バイト1
7
4
3
2
1
0
7
0
データセット
IDフラグメント
AF
予約
コードワード対表示
66
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− バイト0,ビット7〜4:データセットIDフラグメント。データセット番号の下位4ビットとする。
− バイト0,ビット3:アンブルフラグ (AF)。CQがアンブルCQの場合,“1”に設定し,CQがデータ
CQの場合,“0”に設定する(15.6参照)。
− バイト0,ビット2:“0”に設定
− バイト0,ビット0及びビット1:CQがアンブルCQの場合,すべて“0”に設定し,CQがアンブル
CQでない場合,コードワード対表示の上位2ビットに設定
− バイト1:CQがアンブルCQの場合,すべて“0”に設定し,CQがアンブルCQでない場合,コード
ワード対表示の下位8ビットに設定
13.7.1.2 書込みパス識別子 書込みパス識別子は,データセットの書込みパスを識別する領域とする。こ
の領域の内容は,15.10によるサーボトラッキング誤りに続く場合を除いて,コードワード対が属するデー
タセットのDSIT内のテープ書込みパス値と同じとする。
13.7.1.3 絶対CQ順序番号 (ACN) 各CQセットは,0〜65 535のACNをもつ。この番号は,その直前に
テープに書き込んだCQセットのACNに1を加えた番号又は前に書き込んだACNが65 535のとき,0に
設定する。ACNは,CQセットのすべてのコードワード対ヘッダと同じとする。
ラップに書き込む最初のCQセットのACNは,0とする。
テープに追記録する場合,追記録箇所で書き込む最初のCQセットのACNは,追記録箇所の前のデータ
セットに書き込む最後のCQセットの番号より8〜24 mod (65 536) 大きい値とする。
13.7.1.4 ヘッダパリティ ヘッダのパリティは,GF (256) 上のリードソロモン符号とする。
GF (256) の計算は,次の式による。
()
1
2
3
4
8
+
+
+
+
=
x
x
x
x
x
P
GF (256) の基本要素αは,次による。
α=(0 0 0 0 0 0 1 0)
生成多項式は,次の式による。
()(
)(
)
1
152
2
128
127
⊕
⊕
=
+
+
=
x
x
x
x
x
G
α
α
α
CRCバイトは,処理の開始に先立ってのレジスタを (00) に設定した生成回路を通して処理することで
バイトを生成する(図40参照)。レジスタR0及びR1は,8ビット幅とする。データバイトは,符号生成
器に順番に入力する。バイトの処理が完了したとき,R1の内容は,CRC1に,R0の内容は,CRC0となる。
CRC1は,ヘッダの最初のバイトとし,CRC0は,ヘッダの2番目のバイトとする。
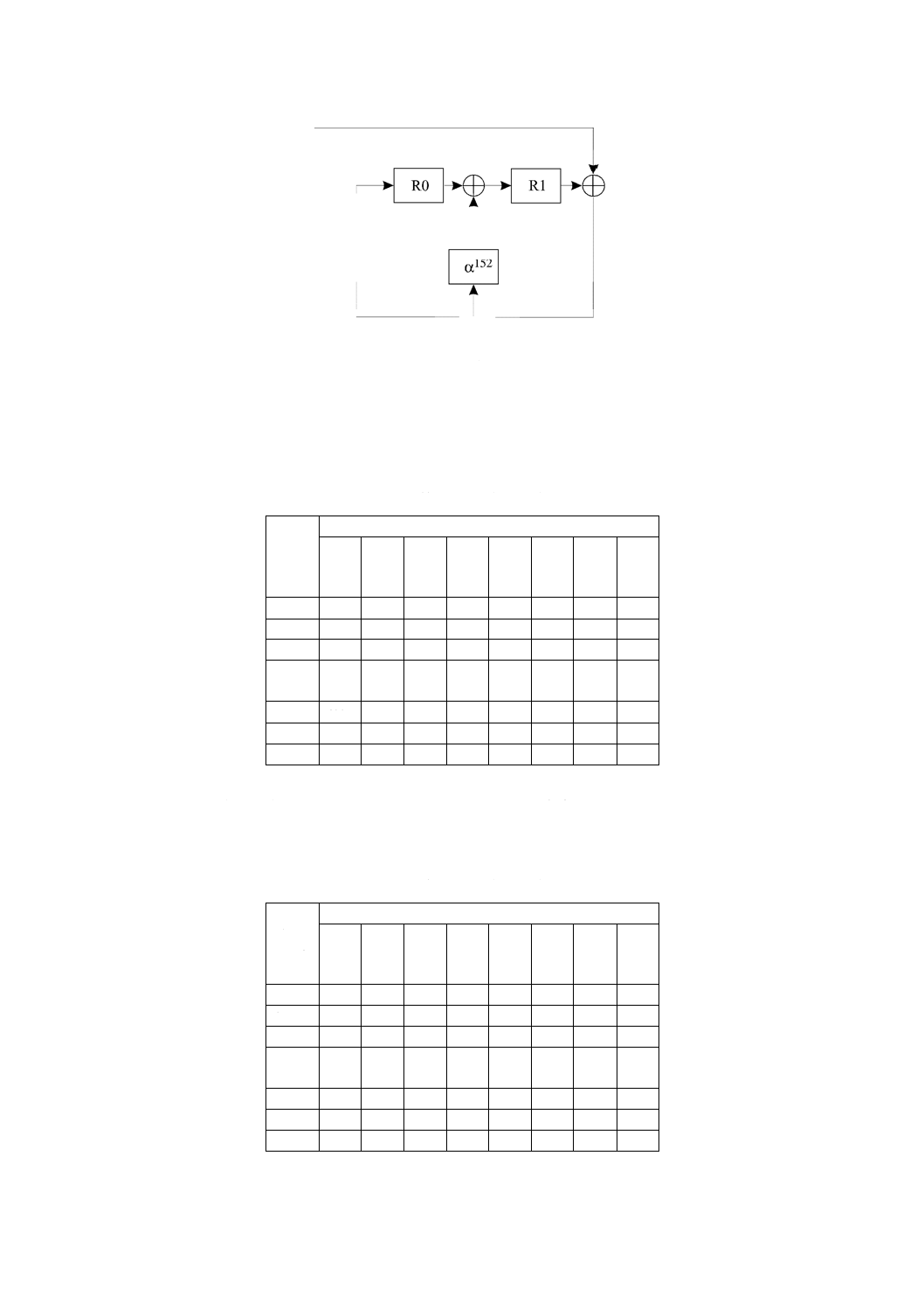
67
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 40 ヘッダパリティ
13.7.2 第1コードワード対 CQの第1コードワード対は,サブデータセット0及び行番号0で開始し,
サブデータセット及びサブデータセットの行から選択する(表25参照)。
表 25 第1コードワード対
サ
ブ
データ
セット
内の行
サブ データセット番号
0
2
4
6
8
10
12
14
0
0
1
2
3
4
5
6
7
1
8
9
10
11
12
13
14
15
2
16
17
18
19
20
21
22
23
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
61
488
489
490
491
492
493
494
495
62
496
497
498
499
500
501
502
503
63
504
505
506
507
508
509
510
511
13.7.3 第2コードワード対 CQの第2コードワード対は,サブデータセット1及び行番号0で開始し,
サブデータセット及びサブデータセットの行から選択する(表26参照)。
表 26 第2コードワード対
サ
ブ
データ
セット
内の行
サブ データセット番号
1
3
5
7
9
11
13
15
0
0
1
2
3
4
5
6
7
1
8
9
10
11
12
13
14
15
2
16
17
18
19
20
21
22
23
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
・
61
488
489
490
491
492
493
494
495
62
496
497
498
499
500
501
502
503
63
504
505
506
507
508
509
510
511
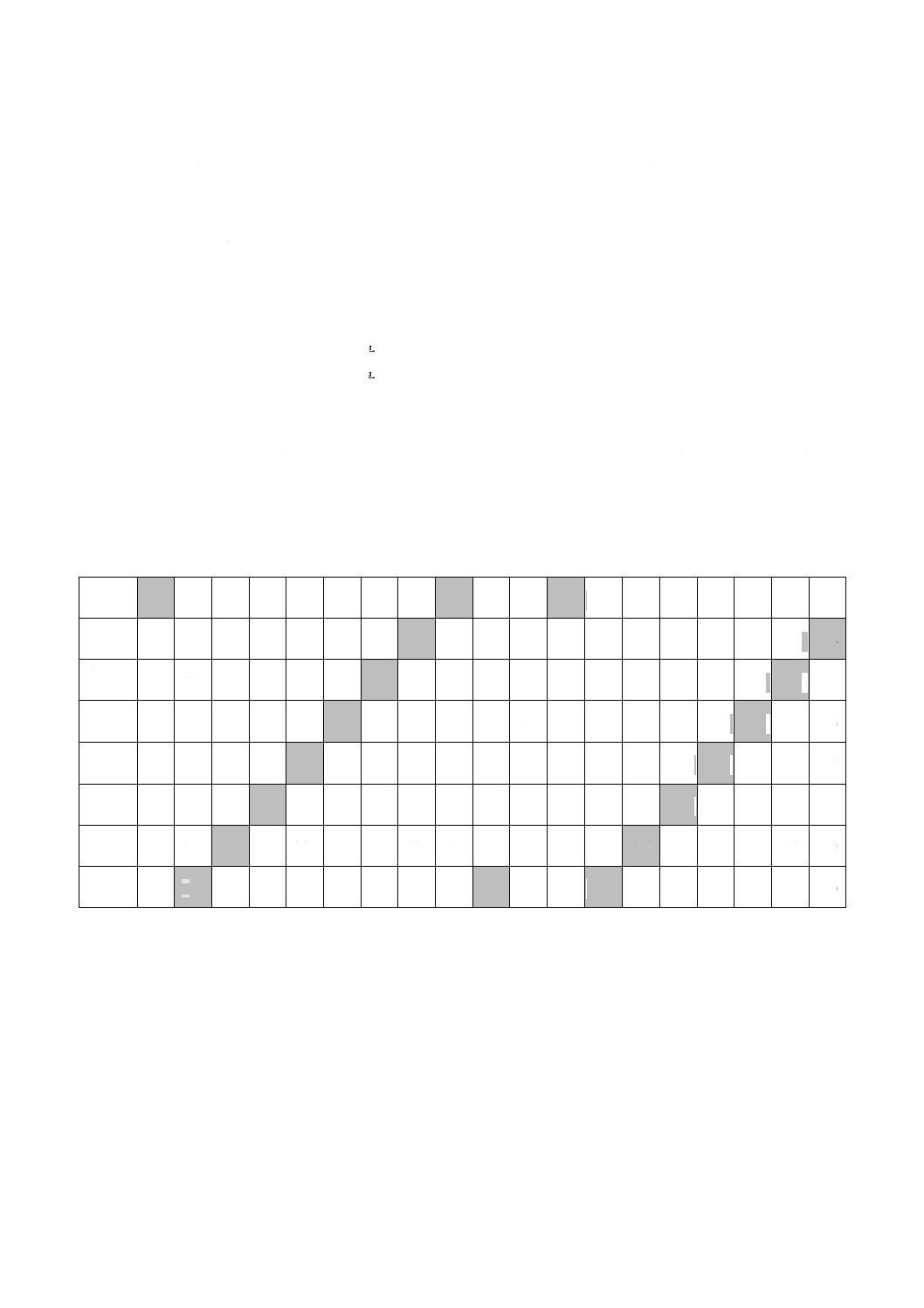
68
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13.8 論理トラックへのCQの配置 CQは,8個のCQをセットとし,同時にテープ上に書き込む。ここ
で,8は,同時動作の数とする。各セットの1CQは,8トラックのそれぞれに書き込む。トラックは,0
〜7の番号で,論理トラック0〜7の数字の降順で現在のラップの物理トラックに対応する(12.14参照)。
論理トラック0は,セットの最小番号の物理トラックに対応し,論理トラック7は,セットの最大番号の
物理トラックに対応する。CQセットの番号は,0〜63とする。
CQの設定の位置は,次の式による。
セット番号 =[CQ番号−Mod (CQ番号,8)]/8
CQを書き込むトラック番号は,次の式による。
トラック番号 = Mod ( CQ番号−セット番号,8)
トラック番号 = Mod { CQ番号−[CQ番号−Mod ( CQ番号,8)]/8,8}
備考 記録再生誤りによって再書込みするCQセットの影響は,含まれていない。CQセットの再書込
みの詳細については,15.5による。
この式は,特定のサブデータセット列のバイトを含むCQをテープを横切る垂直線ではなく,対角線に
並べる効果がある(図41参照)。
塗りつぶした欄は,サブデータセット1及びサブデータセット2のバイトを含むCQを表す。番号は,
CQの番号を示し,表22による。
トラッ
ク0
0
9
18
27
36
45
54
63
64
73
…
448 457 466 475 484 493 502 511
トラッ
ク1
1
10
19
28
37
46
55
56
65
74
…
449 458 467 476 485 494 503 504
トラッ
ク2
2
11
20
29
38
47
48
57
66
75
…
450 459 468 477 486 495 496 505
トラッ
ク3
3
12
21
30
39
40
49
58
67
76
…
451 460 469 478 487 488 497 506
トラッ
ク4
4
13
22
31
32
41
50
59
68
77
…
452 461 470 479 480 489 498 507
トラッ
ク5
5
14
23
24
33
42
51
60
69
78
…
453 462 471 472 481 490 499 508
トラッ
ク6
6
15
16
25
34
43
52
61
70
79
…
454 463 464 473 482 491 500 509
トラッ
ク7
7
8
17
26
35
44
53
62
71
72
…
455 456 465 474 483 492 501 510
図 41 対角線上のC2コードワード
13.9 データ乱数化 トラックに割り当てるデータストリームは,データ乱数化器を通す。乱数化アルゴ
リズムは,すべてのコードワード対ヘッダの先頭でプリセットする。
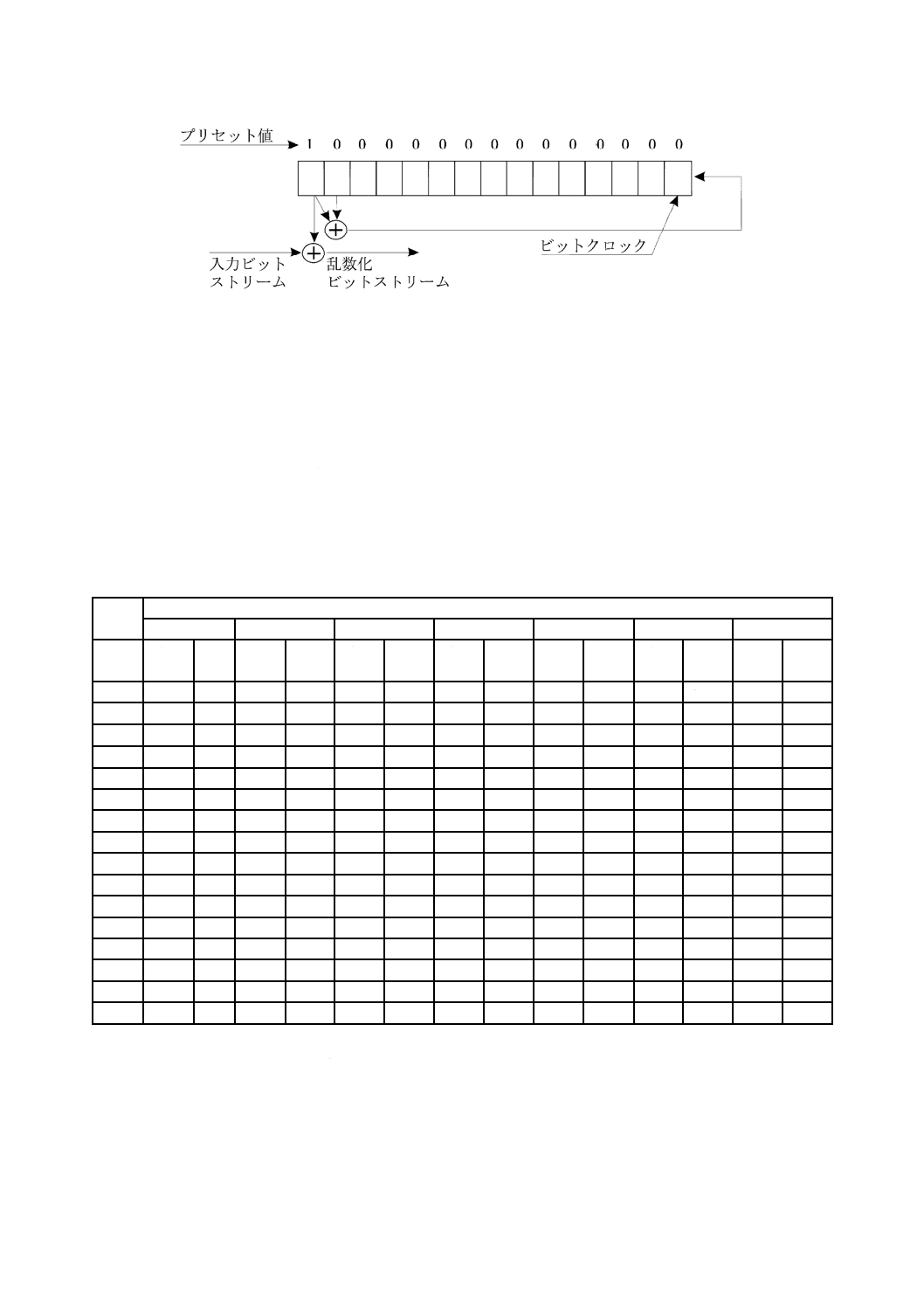
69
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 42 乱数化移動レジスタ
コードワード対ヘッダ及びデータの最上位ビット(ビット7)は,最初に入力する。論理演算子は,
Exclusive ORとする。この演算の結果は,乱数化ビットストリームとなる。
13.10 RLL符号化 乱数化ビットストリームは,(1,7)RLL変調符号生成器を通す。RLL符号化は,各
コードワード対ヘッダの第1バイト乱数化バイトのビット7〜4から開始し,第1バイトのビット3〜0を
処理し,後続のバイトを同様に最上位ビットから順に処理する。
符号生成器は,4:6(4使用者ビット対6チャネルビット)の比率で変換を行い,表27による。
表 27 RLL符号生成器
現在の状態
1
2
3
4
5
6
7
データ
入力
データ
出力
次の
状態
データ
出力
次の
状態
データ
出力
次の
状態
データ
出力
次の
状態
データ
出力
次の
状態
データ
出力
次の
状態
データ
出力
次の
状態
0000
000000
4
000000
4
000101
6
100101
6
101010
4
001000
4
010101
6
0001
000000
5
000000
5
000101
1
100101
1
101010
2
001000
5
010101
1
0010
000000
7
101000
6
000101
3
100101
3
101000
6
001000
6
010101
3
0011
010100
3
101000
7
000100
3
100100
3
101000
7
001000
7
010100
3
0100
010100
4
100000
4
000100
4
100100
4
100000
4
010000
4
010100
4
0101
010100
5
100000
5
000100
5
100100
5
100000
5
010000
5
010100
5
0110
010100
6
100000
6
000100
6
100100
6
100000
6
010000
6
010100
6
0111
010100
7
100000
7
000100
7
100100
7
100000
7
010000
7
010100
7
1000
010001
6
101001
6
000001
6
100001
6
101001
6
001001
6
010001
6
1001
010001
1
101001
1
000001
1
100001
1
101001
1
001001
1
010001
1
1010
010001
3
101001
3
000001
3
100001
3
101001
3
001001
3
010001
3
1011
010010
3
101010
3
000010
3
100010
3
101010
3
001010
3
010010
3
1100
010010
4
101000
4
000010
4
100010
4
101000
4
001010
4
010010
4
1101
010010
2
101000
5
000010
2
100010
2
101000
5
001010
2
010010
2
1110
010010
6
101010
6
000010
6
100010
6
101010
6
001010
6
010010
6
1111
010010
7
101010
7
000010
7
100010
7
101010
7
001010
7
010010
7
この表の行は,16個の可能なデータ入力値の指標とし,列は,符号生成器の7の現在の指標とする。入
力データ及び現在の状態の組合せの表は,出力データ及び次の状態を表している。データ出力値の最上位
ビットのビット5は,最初に出力する。この演算の結果は,RLL符号化ビットストリームとする。
RLL符号生成器は,コードワード対ヘッダを符号化する前に状態7とする。
70
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14. テープ上へのデータの記録 データトラックに書き込む同期ビットストリームは,RLL符号化ビット
ストリームに同期情報を追加して形成する。同期ビットストリームは,書込み等価アルゴリズムによって
処理する。
14.1 同期データセット 同期情報は,RLL符号化ビットストリームに追加した後,書込み等価によって
処理しテープのトラックに書き込む。記録トラックの同期データセットの配置は,図43による。
DSS
VFO1
SCQ
VFO2
SCQ
…
VFO2
SCQ
VFO1
DSS
図 43 テープ上の同期データセットの配置
14.1.1 データセットセパレータ (DSS) DSSは,テープに書き込むデータセットの前及びラップに書き込
む最後のデータセットの後に書き込む。DSSは,2進数パターン100 000 000の繰り返しによって構成し,
その長さは,可変とする。
14.1.1.1 ロングDSS ロングDSSは,長さが9ビットの2進数パターンを最大3 200 000回し,次の条件
で書き込む。
− サーボトラッキング誤り後に書き込む最初のデータセットの前のDSS(最小の長さについては,15.10
参照)
− ラップの始端でテープに書き込む最初のDSS(最小の長さについては,15.7参照)
− ラップの終端でテープに書き込む最後のDSS(最小の長さについては,15.8参照)
14.1.1.2 拡張DSS 拡張DSSは,長さが9ビットの2進数パターンを8 000〜160 000回繰り返し,次の
条件で書き込む。
− FIDの後
− EODデータセットの前
− EODデータセットの後
− 追記録データセットの最初のCQの前
14.1.1.3 ショートDSS ショートDSSは,長さが9ビットの2進数パターンを80〜800回し,次の条件
で書き込む。
− ストリーミング動作中にデータセットを書き込む場合のデータセットの間
− 第2CQセットのデータセット番号が第1CQセットのデータセット番号よりも大きい場合の任意のCQ
の間
14.1.2 VFOフィールド1 VFOフィールド1は,ビット順序000010の後に59回のビット順序101010を
繰り返す。VFOビットは,RLL符号化をしてはならない。VFOフィールド1は,前のDSSの直後で,次
のDSSの直前に書き込む。
14.1.3 VFOフィールド2 VFOフィールド2は,ビット順序000010の後に27回のビット順序101010が
繰り返す。VFOビットは,RLL符号化をしてはならない。VFOフィールド2は,データセット内の隣り
合ったCQの間に書き込む。
14.1.4 同期コードワードクワッド (SCQ) SCQは,RLL符号化CQバイトストリームに同期パターンを
挿入して形成する(図44参照)。
71
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
順方向同期
コードワード
対ヘッダ
第1コード
ワード対
再同期
コードワード
対ヘッダ
第2コード
ワード対
逆方向同期
図 44 同期コードワードクワッド
14.1.4.1 順方向同期 順方向同期パターンは,ビットパターン1010 0001 0010 1001 0001 0100で構成する。
14.1.4.2 再同期 再同期パターンは,RLL符号化方式を用いては通常生成できない固有のビットパターン
とする。再同期は,再同期の前のRLL符号化生成器状態の関数とする。
72
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 28 再同期
前のRLL符号生成器状態
再同期
1,7
010010 000000 010101 010101
2,5
101010 000000 010101 010101
3
000010 000000 010101 010101
4
100010 000000 010101 010101
6
001010 000000 010101 010101
14.1.4.3 逆方向同期 逆方向同期は,逆方向同期の前のRLL符号化生成器状態の関数とする。
表 29 逆方向同期
前のRLL符号生成器状態
逆方向同期
1,7
010010 001010 001001 010010
2,5
101010 001010 001001 010010
3
000010 001010 001001 010010
4
100010 001010 001001 010010
6
001010 001010 001001 010010
14.2 書込み等価ビット符号化 トラックの同期データセット及び同期ビットストリームは,ビットの連
続したストリームとして処理する。同期ビットストリームのビットは,表30による書込み等価符号化を行
い,5個の連続した書込み等価セルとして,最上位を最初にテープに書き込む。生成器は,1:5の比率で
変換する,同期ビットストリームの各ビットは,5個の書込み等価セルを生成する。
表 30 書込み等価生成表
現在の状態
入力データ=0
入力データ=1
出力
データ
次の状態
出力
データ
次の状態
0
00000
1
−
−
1
00110
1
00000
2
2
11111
3
−
−
3
11001
3
11111
0
この表の行は,符号生成器の4個の現在の指標とし,列は,2個の可能な入力ビット値の指標とする。
表は,入力ビット及び現在の状態の組合せについて,書込みセル及び次の状態を表している。
書込み等価生成器は,書込み動作の開始状態1とする。
14.3 テープ上への書込みセル 記録方法は,隣接の書込み等価セルに含むデータに変更があった場合,
磁束反転をテープに書き込む。
15. テープ上の領域
15.1 論理箇所及び領域 テープは,7個の領域とし,領域の境界は,表31に示す8個の論理箇所で指示
する。
73
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 31 論理箇所
論理箇所
説明
LP0
リーダピンでのリーダテープの物理始端
LP1
サーボ検出が始まる箇所。サーボバンドは,LP1からLP6までが有効
LP2
校正領域の開始
LP3
使用者データ領域の開始
LP4
使用者データ領域の現在の終端
LP5
使用者データ領域の最後の終端
LP6
逆方向でサーボ検出が始まる箇所。サーボバンドは,LP6からLP1までが有効
LP7
テープの物理終端
論理箇所及びテープの領域は,表32による。
表 32 テープの領域
論理箇所
説明
LP0−LP1
未使用
LP1−LP2
順方向のサーボ獲得領域
LP2−LP3
校正領域
LP3−LP4
使用者データ領域
LP4−LP5
未使用のデータ領域(長さが0でもよい。)
LP5−LP6
逆方向のサーボ獲得領域
LP6−LP7
未使用
論理箇所1〜6は,サーボフレームに書き込むテープの長手方向の絶対位置とし,LPOSワードに符号化
する(11.3.2参照)。
− LP1の位置:LP0から7.0 m±0.1 m
− LP2の位置:LP1+694 LPOSワード(約5 m)
− LP3の位置:LP2+833 LPOSワード(約6 m)
− LP6の位置:LP5+694 LPOSワード(約5 m)
− LP5の位置:LP3+最大ユーザデータLPOSワード
− LP4の位置:LP3+6 944 LPOSワード(約50 m)よりLP0に遠く,LP7よりLP5に近い位置。
表 33 最大使用者データのLPOS計数
カートリッジタイプ
最大使用者データ 長さ (m)
A
80 556
580
B
40 278
290
C
24 167
174
D
8 056
58
図45は,論理箇所の位置と論理箇所とで作る領域を示す。
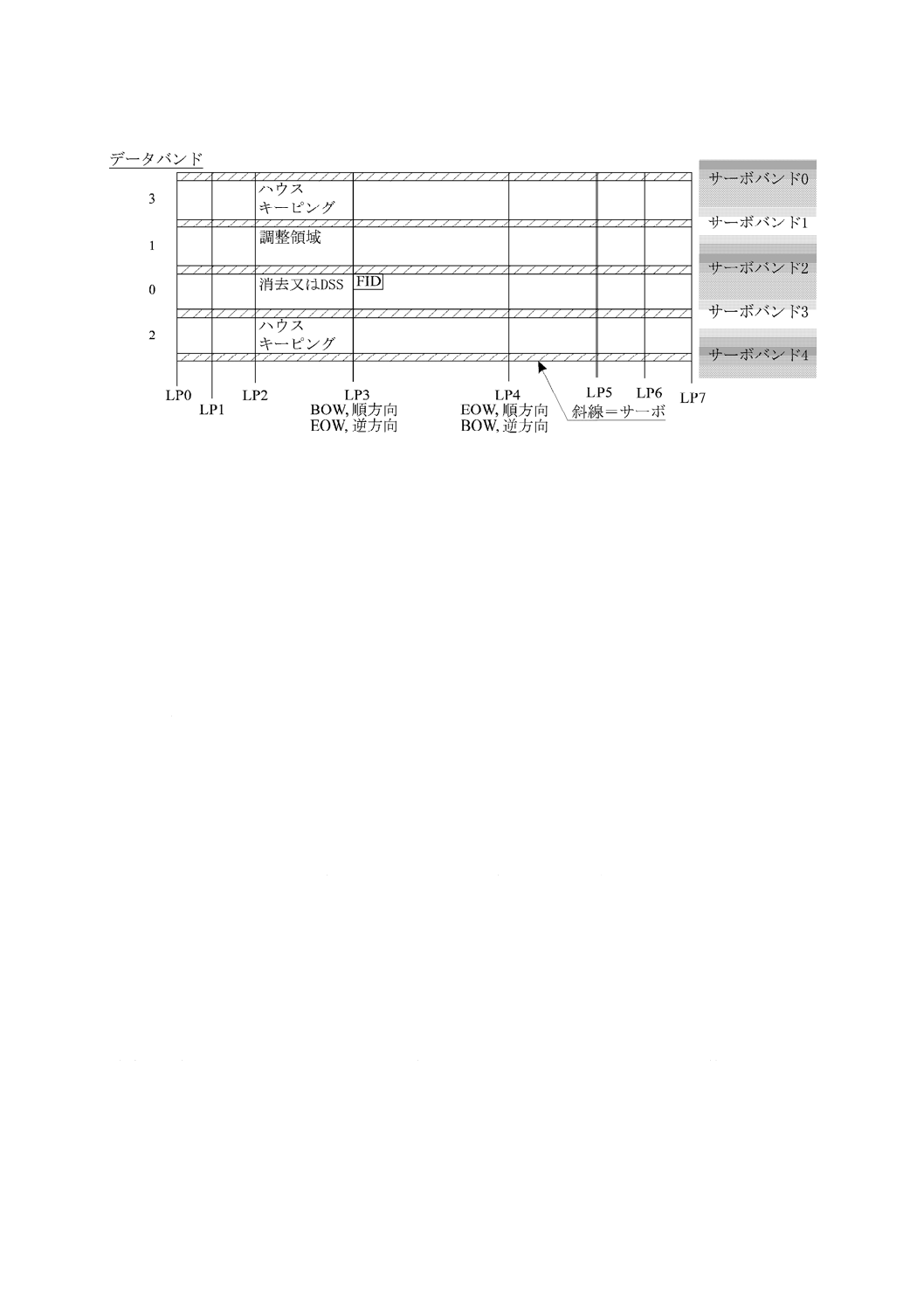
74
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 45 テープ領域
15.2 校正領域 LP2とLP3との間の領域は,ハウスキーピングデータセットの記憶及び校正用に予約し,
使用者データを記録してはならない。校正領域は,次の目的で用いてもよい。
− サーボ,再生記録校正及び調整
− ハウスキーピングデータセットの記憶
校正領域及びハウスキーピング領域に書き込む情報は,サーボバンドに依存し,サーボバンド間で次に
よって書き込むこととする。
− サーボバンド0と1の間: ハウスキーピングデータセット
− サーボバンド1と2の間: サーボ及び再生記録校正
− サーボバンド2と3の間: 消去又はDSS
− サーボバンド3と4の間: ハウスキーピングデータセット
− ハウスキーピングデータセットのフォーマットは,ISO規格の要求事項に適合する。
校正領域の内容は,この規格では規定しない。情報交換時には,無視する。
15.3 使用者データ領域 使用者データ領域は,FID,使用者データセット及びEODデータセットを含む
こととする。ハウスキーピングデータセットは,使用者データ領域に存在してはならない。
ラップに書き込むデータセットの数は,書込み処理中に発生する誤りによる再書込みCQセット数,並
びに書き込むDSSの数及び長さに依存する。ラップに書き込むデータセットの数は,規定しない。
15.4 中断データセット サーボトラッキング欠陥などで書込みが中断するとき,すべてのCQセットの
記録が未完了のデータセット及び検証を行うデータセットは,すべて中断データセットとみなす。この中
断データセットは,再書込みする。
15.5 CQセットの再書込み 記録時再生検査でCQセットに誤りを検出したとき,CQセットは,テープ
の先方に再書込みする。元のCQセットは,書き込んだテープに残す。誤りを検出した箇所と誤りのCQ
セットが再書込みした箇所との間に,他のCQセットは,7個以上書き込んではならない。
記録時再生誤りによるCQセットを再書込みするとき,CQセットのSCQは,最後の記録時と同じトラ
ック構成にならないように,回転を行う。
CQセットの各CQのトラック番号は,次の式による。
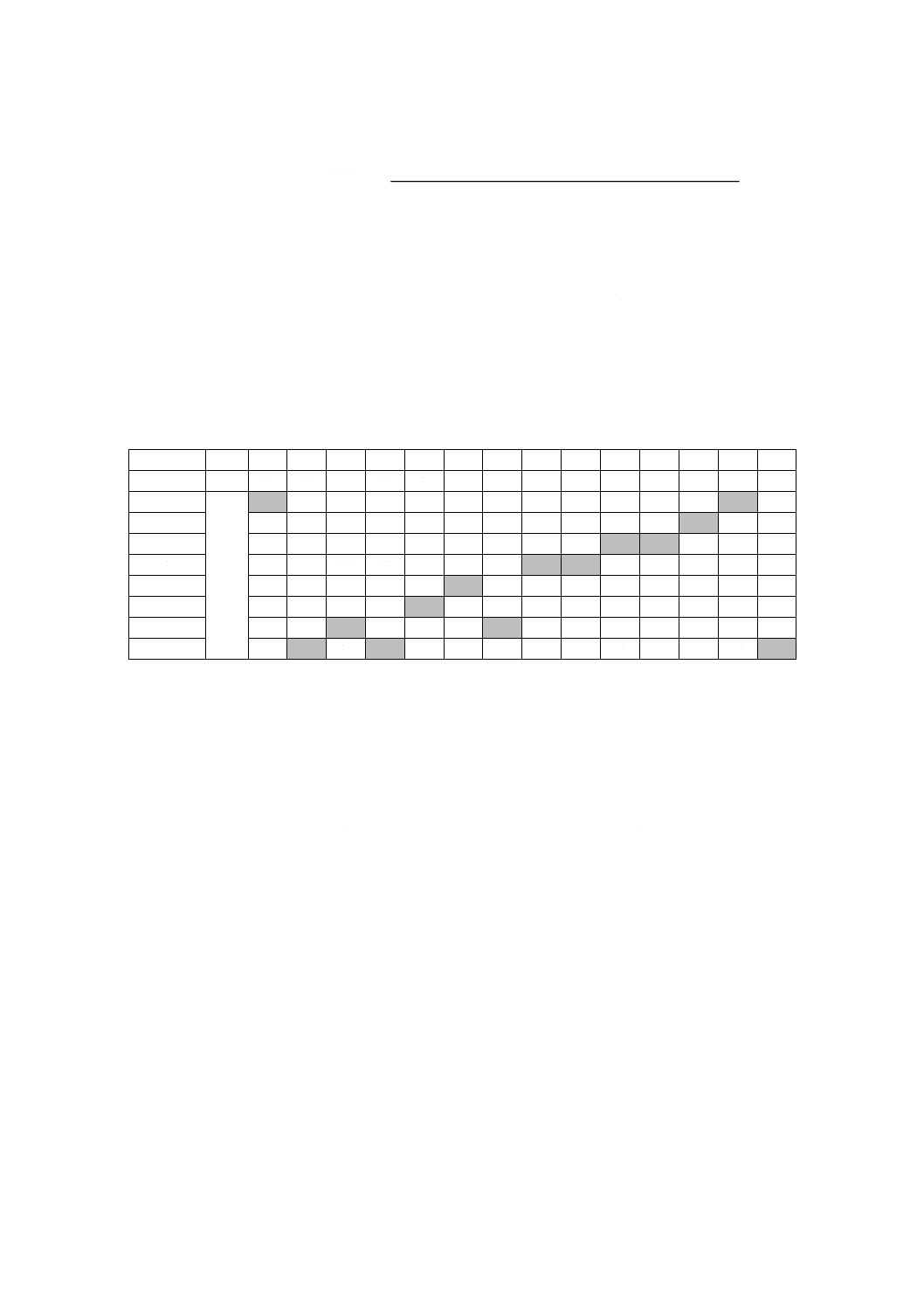
75
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(
)
[
]
{
}
8
8
8
CQ
CQ
CQ
,
−
番号,
番号−
番号−
トラック番号=
W
Mod
Mod
ここに,Wは,0〜7の任意の数字とするが,同じCQセットの連続した書込みの間では,異なる数字と
する。
書込み中に誤りを検出したため,再書込みしたCQセットの数による回転の例を表34に示す。Kxは,
CQセットKの書込み中に誤り検出したことを示す。Kʼは,CQセットKの再書込みを1回行ったことを
示す。Kʼʼは,CQセットKの再書込みが2回行ったことを示し,以下同様とする。Nは,データセットの
CQセット番号とする。
表 34 記録時再生欠陥によるSCQのトラックへの割り当て
W
0
0
0
1
1
1
2
2
2
2
3
3
3
3
トラック
N
0x
1
2
0ʼx
3x
4
0ʼʼ
3ʼx
5
6
3ʼʼ
7
8
9
0
D
0
9
18
1ʼ
27
36
2ʼʼ
29ʼ
45
54
30ʼʼ
63
64
27
1
S
1
10
19
2ʼ
28
37
3ʼʼ
30ʼ
46
55
31ʼʼ
56
65
74
2
S
2
11
20
3ʼ
29
38
4ʼʼ
31ʼ
47
48
24ʼʼ
57
66
75
3
3
12
21
4ʼ
30
39
5ʼʼ
24ʼ
40
49
25ʼʼ
58
67
76
4
4
13
22
5ʼ
31
32
6ʼʼ
25ʼ
41
50
26ʼʼ
59
68
77
5
5
14
23
6ʼ
24
33
7ʼʼ
26ʼ
42
51
27ʼʼ
60
69
78
6
6
15
16
7ʼ
25
34
0ʼʼ
27ʼ
43
52
28ʼʼ
61
70
79
7
7
8
17
0ʼ
26
35
1ʼʼ
28ʼ
44
53
29ʼʼ
62
71
72
CQセットは,複数回再書込みでき,1データセット内で再書込みできるCQ セットの最大数は,128と
する。
CQセットの再書込みは,元のCQセットと再書込みしたCQセットとの間のCQセットは,次のいずれ
かの条件の適用を除いて再書込みを不要とする。
− これらのCQセットの一つの誤りを検出
− 再書込み中のCQ セットよりデータセット番号が大きいCQ セットの存在
参考 再書込みしたCQセットは,テープ書込みパスの変更をしない。
15.6 アンブルCQ データセットの最後のCQセットをテープに書き込むとき,テープに書き込む次のデ
ータセットは,なくてもよい。記録時再生待ち時間の要求事項によって,書込み装置は,最後のCQセッ
トを検証するまで,そのデータセットの完了を判別できない。最後のCQセットの書込みと検証との間,
CQセットを書き込む。
書込み装置は,次のいずれかを実行してもよい。
− 最後のデータセットの終わりからデータセット内のすべてのCQに有効なコピーの存在を検証するま
でCQセットを繰り返す
− 検証が完了するまでアンブルCQを書き込む
アンブルCQは,使用者データを含まず,コードワードヘッダのアンブルフラグに“1”を設定すること
で識別する。その他のコードワードヘッダの領域は,次による。
− コードワード識別子:
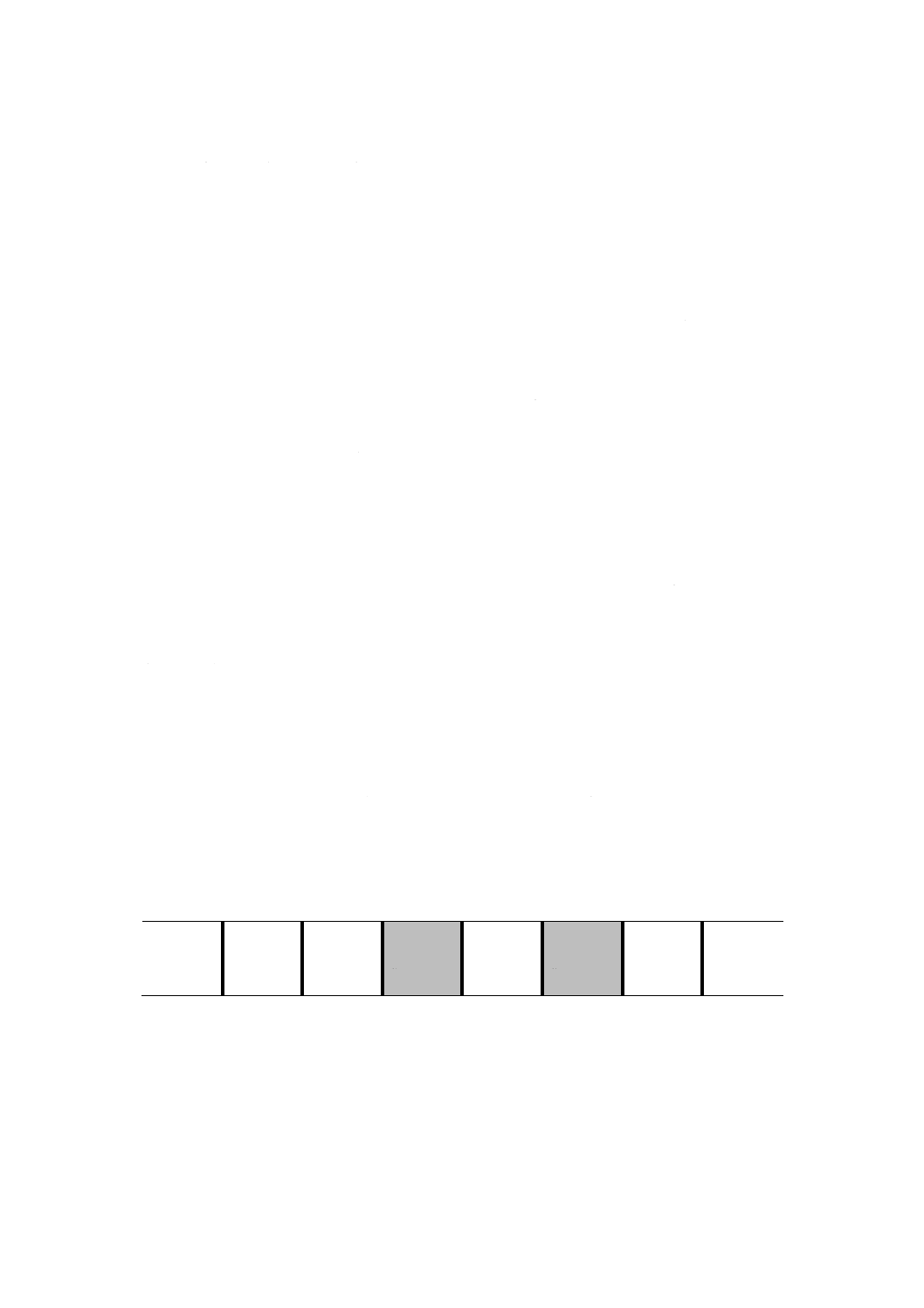
76
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− データセットIDフラグ: 最新のデータセットのデータセットIDの下位4ビット
− アンブルフラグ:“1”に設定
− コードワード対表示:“0”に設定
− 書込みパス識別子:現在のデータセットの書込みパス識別子を設定
− ACN:前のCQ+1のACNを設定
アンブルCQセットのすべてのCQは,アンブルCQとし,アンブルCQ及びデータCQは,一つのCQ
セットに混在してはならない。
アンブルCQを書込む場合,記録時再生検証が失敗したとき,アンブルCQは,データセットの終端か
らCQの再書込みをしてもよい。アンブルCQは,使用者データを含むCQセットの間に点在する。
アンブルCQは,記録時再生検証の対象外とする。
15.7 ラップの始端 (BOW) 任意のラップに書き込む最初のデータセットセパレータ (DSS) は,ロング
DSSとし,BOW箇所の前0〜100 mmで開始し,BOW箇所を越えてから100 mm以上継続する。
ラップ上で最初に正しく書き込むデータセットは,BOW箇所の後100 mm〜4 mを終端とする。
15.8 ラップの終端 (EOW) EOWに達した場合,データセットのテープへ書込み及び書込み誤り検査の
検証が終わっていないとき,データセットは,不完全なデータセットとし,有効ラップで完全に再書込み
をしなければならない。
CQセットは,EOW箇所を越えて書き込んではならない。最後のデータセットを書込み後,DSSは,EOW
箇所の少なくとも100 mm手前から開始し,EOW箇所を越えて0〜100 mm続いて書き込む。
EOWに達したとき,ラップ上で最後に正しく書き込んだデータセットは,EOW箇所の前100 mm〜4 m
を終端とする。
15.9 追記録及び重ね書き 新しいデータをテープ上に既に記録しているデータに追加又は既存のデータ
を新データによって重ね書きする場合,記録を開始する箇所は,新しいデータを追記するデータセットの
前で最後に記録したDSSとする。CQセットを再記録する場合,関連するDSSは,新しいデータを追記す
るデータセットに属する最後に再書込みしたCQセットの後とする(図46では,CQセットA)。
追記録及び重ね書きの最小単位は,データセットとする。
参考 重ね書きが始まるとき,現在の記録箇所を超えたすべてのデータは,論理的にアクセス不能と
なる。
追加記録及び重ね書きの規則は,同一とし,単純化するために追記録だけを説明する。
A
D
S
S
B
D
S
S
C
図 46 追記録の規則
CQセットAまでのCQセットAを含むCQセット(図46)は,保持すべき情報を含んでいる。
BのCQセットの情報は,残余とし,情報交換時には,無視する。
BのCQセットは,不完全又は追記録操作で損傷していることがある。BのCQセットの数は,14を超
えないこととし,0でもよい。
77
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
追記録は,DSSの後のCQセットCの新しい情報で開始する。
書込み装置は,Cで新しい1番目のCQセットの前に拡張DSSを書き込む。
15.10 サーボトラッキング欠陥 データの記録中にサーボトラックに欠陥を検出した場合,記録は,サー
ボトラックを正常に認識できるまで停止する。
欠陥がトラッキングに影響を与えなくなったとき,データの記録は,再開できる。一度トラックに戻り,
ロングDSSは,次に欠陥の検出時に完了していなかった最小データセット番号のデータセットの完全なコ
ピーを200 mm以上書き込むこととする。データセットの再書込みしたテープ書込みパスは,一つずつ加
算し,新しい値は,コードワード対ヘッダに書き込む。DSIT及びコードワード対ヘッダのテープ書込みパ
ス値は,不一致が発生してもよい。その後すべてのデータセットのDSIT及びコードワード対ヘッダのテ
ープ書込みパス値は,再書込みしたデータセットのコードワード対ヘッダの値以上とする。
ロングDSS後に書き込む最初のCQセットのコードワード対ヘッダのACNは,サーボ欠陥の検出前に
開始した最後のCQセットのコードワード対ヘッダの値より1mod (65 536) 大きくする。
データセットが完了する前に別のサーボトラッキング欠陥を検出した場合,この処理は,繰り返し,テ
ープ書込みパス値は,加算する。
同じラップ上で正常に書き込んだデータセット終端と次に正常に書き込んだデータセットの終端との間
の物理的距離は,4 mを超えてはならない。
EOWの直前でサーボトラッキング欠陥が発生した場合,EOWは,15.8による処理ができない。この場
合,他の場合と同様に記録は,停止する。
78
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定)ビットシフトの測定
短周期ビットセル長,短周期ビットセル長の変化率及びビットシフトを測定するために,テスト用読み
取りチャネルは,パルスの中心から2 TC(TCはRLLビットセル時間)とする位置0を通過し,最小のピ
ークシフトになる孤立パルス(ステップ)応答を発生しなければならない。cos4 (ωTC/3) のステップ応答
をもつチャネルは,この必要条件を満たしている。
チャネルステップ(孤立パルス)応答
cos4(TC/3)応答
附属書A図1 チャネルのステップ応答
ビットシフト テスト用読み取りチャネルを用いて,記録済みのテープから有効なデータパターンを読み
取る。ミッシングパルス(10.9参照)は,無視し,100 000個以上のピークを検出する。HPE1740A又は同
等品TIAを使用し,検出したピーク間の時間間隔のヒストグラムを表示する。ヒストグラムは,NTC (2≦
N≦8) に集中し,すべての時間間隔 (2≦N≦8) を使って,RLLビットセルの平均値,TCを計算する。
ランダム (1,7) 符号化データストリームは,2 TCの時間間隔のピークに対して,符号間相互干渉 (ISI) を
発生する種々の環境がある。2 TCの時間間隔に含むピークに対して発生するピークシフト (ISI) は,0又
はdTとする。2 TC時間間隔は,ISIによって, (0,dT,2 dT) の値のいずれかに変化する。ランダム (1,
7) 符号化データ中の各値の発生頻度は,次の式の2 TC間隔の測定平均値 (M2TC) である。
M2TC = 0.457(2TC+dT)+0.451(2TC+2dT)+0.092(2TC+0dT)
dT/TC = (M2TC−2TC)/(1.36TC)
79
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(規定)広帯域信号対雑音比測定
B.1 測定装置 広帯域信号対雑音比は,解像バンド幅が30 kHz以下,ビデオバンド幅が300 kHz以下,
走査時間が20秒以下及び測定バンド幅が0〜20 MHzの性能をもつスペクトラムアナライザを用いて測定
する。
スカート雑音の測定バンド幅は,信号周波数2 MHzを中心とする。特に規定しない限り,測定条件は,
本体10. による。ピーク検出機能をもつスペクトラムアナライザは,信号特性に対してオンとし,雑音特
性に対してはオフとする。
B.2 測定方法 スカート雑音及び広帯域信号対雑音比の測定は,次による。
a) 記録密度TRD1によって,テープに書き込み,巻き戻す。
b) 記録周波数TRD1によって記録。基本記録周波数は,f2とする。
c) プリアンプ出力のスペクトラムを測定する(単一スイープモード)。
d) スペクトラムのピーク信号は,Stapeとする。
e) プリアンプ出力のスペクトラムを再測定する(単一スイープモード,ピーク検出オフ)。測定値を
SpSkirtとする。
f)
SpSkirtによってStape×0.03増幅度降下点を上下周波数で確認し,それぞれfU及びfLとする。fU及び
fLと対応する信号振幅をAU及びALとする。
g) SpSkirtによって周波数範囲f2−1 MHz〜fL及びfU〜f2+1 MHzにわたるスペクトラムの2乗の合計の
平方根を計算し,この値をEstとする。
h) f2−1 MHz〜fL及びfU〜f2+1 MHzの周波数範囲でf2−1 MHz 〜f2−0.9 MHzの平均振幅の下方範囲及
びf2+0.9 MHz 〜f2+1 MHzの平均振幅の上方範囲の信号振幅を用いてスペクトラムの2乗の合計の
平方根を計算し,この値をEbnsとする。
i)
SNRskは,次の式による。
SNRsk=20 log (Stape/Esn) dB
ここに,
Esn= SFn (Est2−Ebns2)0.5
SFn= [(BW/Nbin)/RB]0.5
Nbin: スペクトラムがセーブしたビン数
SNRsk: 変調(又はスカート)信号対雑音比
j)
記録密度TRD1によって,テープに書き込み,巻き戻す。
k) 記録周波数TRD2によって記録する。基本記録周波数は,f1とする。
l)
スペクトラムアナライザを雑音レベル測定に設定し,周波数帯域の8か所の雑音を測定する。測定点
は,書込み信号の基本振若しくは共振又は書込み信号の基本又は共振のスカート付近の電力を含まな
い。
m) l) で測定した雑音レベルだけを用いて,全ベース雑音 (TBN) を0 MHz〜4 f1の雑音出力の実効値の平
方根を求める。
書込み信号の基本又は共振の電力は,実効値に含めないこととする。
80
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
n) BBSNRtapeは,次の式によって計算する。
BBSNRtape=20 log (Stape/TBN) dB
o) a)〜n)を5回繰り返し,BBSNRtape及びSNRsktapeの平均を求める。
p) 二次基準テープについて,a)〜n) を5回繰り返し,BBSNRMSRT及びSNRskMSRTを求める。
q) o) とp) との測定を比較し,本体10.8の要求事項に合致しなければならない。
81
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(規定)テープの研磨性試験方法
C.1 概要 テープの研磨性は,磁気コーティングによる磁気記録ヘッドの磨耗度とする。
C.2 試験器 附属書C図1に示す清浄なアルフェシル試験用バーを附属書C図2の試験用固定具に取り
付ける。試験用の刃は,上向きに取り付け,磨耗のない,かつ,1 μm以上のチップ又は欠けがないことと
する。試験用の刃の半径は,13 μm以下とする。
試験用バーの成分及び質量比は,次による。
− Al 5.4 質量 %,Si 9.6 質量 %,Fe バランス
− 熱処理
1 000 ℃
− ロックウェル硬度 46±1
− 仕上げ
バキュームメルト及びキャスト
バーの4面すべての表面仕上げは,N2(0.05 μm)以上とする。
バーは,0.05 mm以内の正方形とする。
参考 アルフェシル研磨性試験バーは,Vacuum Specialities Inc.,1005 Host Drive, Lake Geneva, WI
53147,USA.から入手できる。
C.3 試験方法 テープ長580 mの試験片は,アルフェシル試験用バー上を100パス(50サイクル),通過
させる。
試験用バーは,附属書C図1に示す4.5 mm±0.3 mm平方で,長さ18 mm以上とする。テープ速度は,
3.0 m/sとし,テープ張力は,1.0 N±0.1 Nとする。テープの巻きつけ角度は,12°とする。磨耗パターン
長は,附属書C図3に示す幅方向に3か所で測定する。
同一長のテープ及びアルフェシル試験用バーの新しいエッジを用いて測定し,測定結果は,30 %以内の
磨耗パターンを示さなければならない。
附属書C図1 アルフェシル試験用バー
4.5 mm±0.3 mm
最小18 mm
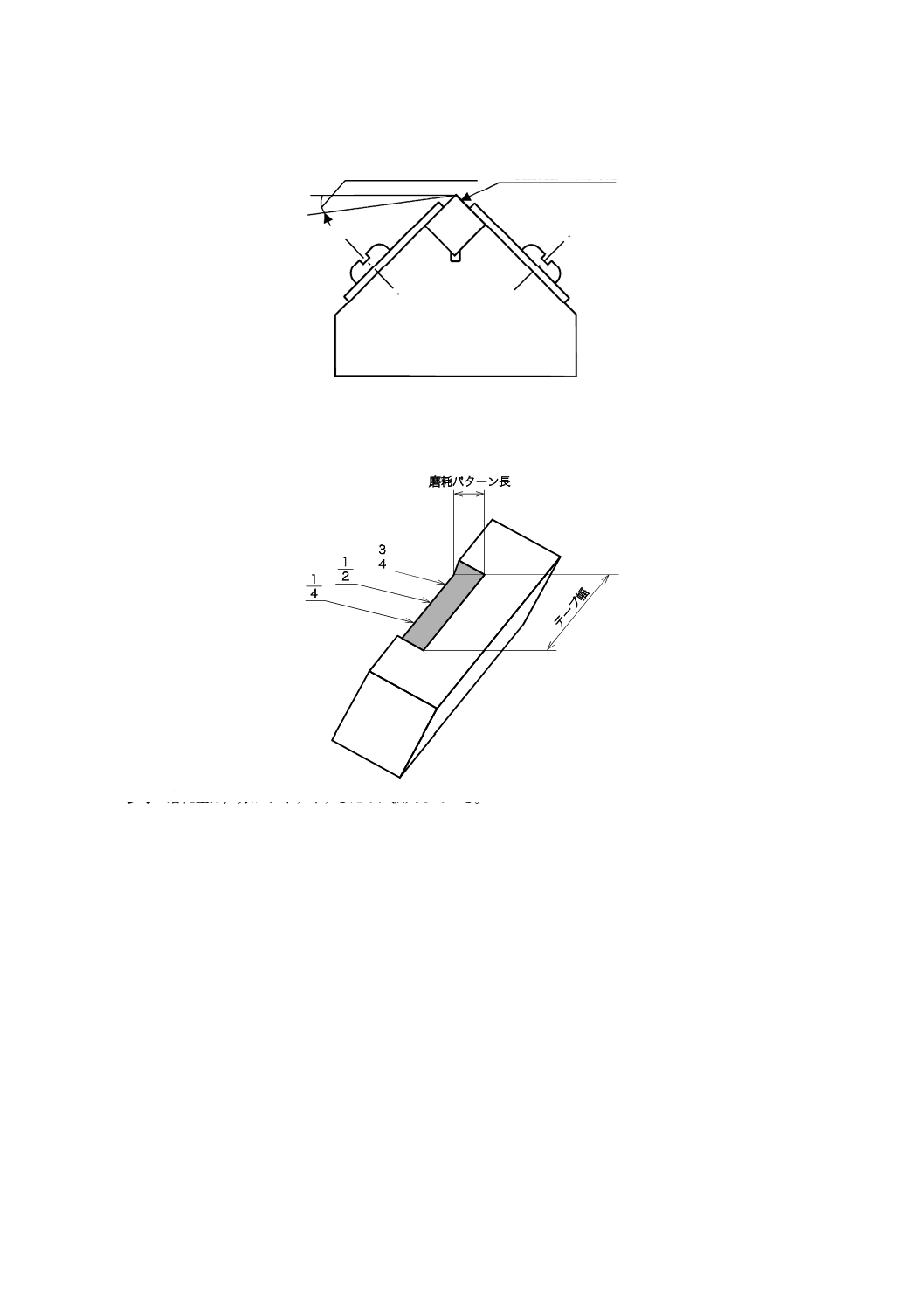
82
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C図2 試験用固定具
参考 磨耗量は,分かりやすくするために拡大している。
附属書C図3 磨耗バーの測定
片側12°のテープラップ フェライト磨耗バー
83
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D(規定)LTOカートリッジメモリ
D.1 背景 LTOカートリッジメモリ(LTO CM)転送装置は,ケースに内蔵し,非接触インタフェースに
よって制御装置との通信を可能にする。
LTO CM転送装置は,32 768ビット(4 096バイト)容量のシリアルEEPROMをもち,ブロック当たり,
32バイトの128ブロックで構成する。LTO CMは,16ビット(2バイト)又は256ビット(32バイト)の
ワード単位で書込みを行う。
転送装置への要求事項は,附属書Fによる。
D.2 内容 LTO CMは,データフィールドをもち,D.1による。LTO CMは,1ブロック32バイトでアク
セスするため,32バイト境界で調整する。LTO CMの未使用のビットは,“0”に設定する。
LTO CMの内容は,ページと呼ぶ論理領域で構成する。ページの位置は,アドレス0のバイトの数で開
始アドレスを規定する。ページ内の要素のアクセスは,開始アドレスからのバイト中のオフセットによる。
LTO CMの内容は,ブロックアドレス及びワードアドレスでアクセスする(附属書F参照)。附属書D
の開始アドレス及びオフセットからLTO CMブロックアドレス及びワードアドレスまでの変換は,次によ
る。
ブロックアドレス :B0=[(開始アドレス+オフセット)÷32]の整数部
ワードアドレス :w=mod(開始アドレス+オフセット,32)÷2
附属書D表1 LTO CMデータフィールド
セクション
操作の制限
LTO CM製造業者情報
読取り専用
LTO CM書込み禁止
読取り専用
保護ページ表
読取り専用
保護ページ
読取り専用
非保護ページ表
制限付き書込み機能
初期化ページ
制限付き書込み機能
他の非保護ページ
読取り・書込み
初期化済みのカートリッジで,読取り専用のセクションは,LTO CMの書込み禁止ブロックの書込み禁
止ブロック番号によって再プログラミングから保護する(D.2.2参照)。制限付き書込み可能のセクション
は,再プログラミングに対して保護されないが,初期化ページのフィールドの変更,又は非保護ページ表
からの非保護ページの追加若しくは削除の場合だけ,更新する。
フィールド値は,最大フィールド値を超えたとき,戻らないこととする。例えば,4バイトフィールド
が (FFFFFFFF) を超えたとき,その最大値の (FFFFFFFF) に設定する。
D.2.1 LTO CM製造業者情報 LTO CM製造業者情報は,32バイトとし,初期化済み及び未初期化カー
トリッジの双方に交換に対して必す(須)とする。初期化済み及び未初期化カートリッジは,D.2.4による。
LTO CM製造業者情報は,LTO CMのアドレス0で開始する。
84
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D表2 LTO CM製造業者情報
フィールド
オフセット バイト
説明
LTO CMシリアル番号
0
4
LTO CM転送器のシリアル番号(表D.3参照)
LTO CMシリアル番号検査バイト 4
1
LTO CMシリアル番号バイトのEXORに設定
CMサイズ
5
1
1 024バイトのLTO CMのサイズを示し,(04)に設定
タイプ
6
2
転送器のタイプを示し,(0001)に設定
製造業者情報
8
24
この規格では規定しない。情報交換時には,無視する。
D.2.1.1 LTO CMシリアル番号(バイト0〜3) LTO CMは,固有の32ビット(4バイト)のシリアル番
号をもつこととする。シリアル番号は,LTO CM製造業者が設定する。バイト0は,最下位バイトとし,
バイト3は,最上位バイトとする。バイト3のビット4〜7は,LTO CM製造業者を示す。
附属書D表3 LTO CMシリアル番号
バイト3
バイト2
バイト1
バイト0
MSB
LSB
附属書D表4 LTO CM製造業者識別子
製造業者識別子
シリアル番号部
ビット7
ビット6
ビット5
ビット4
ビット3
ビット2
ビット1
ビット0
D.2.2 LTO CM書込み禁止 LTO CM書込み禁止ページは,4バイトとし,LTO CMのアドレス32で開始
する。
附属書D表5 LTO CM書込み禁止
フィールド
オフセット バイト
説明
最後の書込み禁止ブロック番号 0
1
書込みを禁止したLTO CMの最後の32バイトブロックの番
号とし,未初期化カートリッジの非保護ページの開始に設
定。
ブロック1保護フラグ
1
1
LTO CMのブロック1が書込み禁止であることを示し,未初
期化カートリッジの場合,(00) に設定し,初期化済みの場合,
(01) に設定。
備考 ブロック1は,LTO CMのアドレス32〜63とし,
ページ及び保護ページ表をもつ。フラグを指定す
るとき,ページは変化できない。
予約
2
2
(0000) に設定
未初期化及び初期化済みカートリッジの規定は,D.2.4による。
D.2.3 ページ表 ページ表のページは,4 (N+2) バイトとし,ここにNは,ページ表によるページの総
数とする。次表は,保護ページ表及び非保護ページ表の二つのページ表について規定する。これらの表は,
二つ以上の4バイトページ記述子から構成し,最後にCRCとする。LTO CMページは,任意の項番として
もよいが,ページ記述子は,LTO CMページの順序と同じとする。
保護ページ表は,開始アドレスを36とし,非保護ページ表は,保護ページ表の直後から開始する。
ページ表のフォーマットは,附属書D表6による。
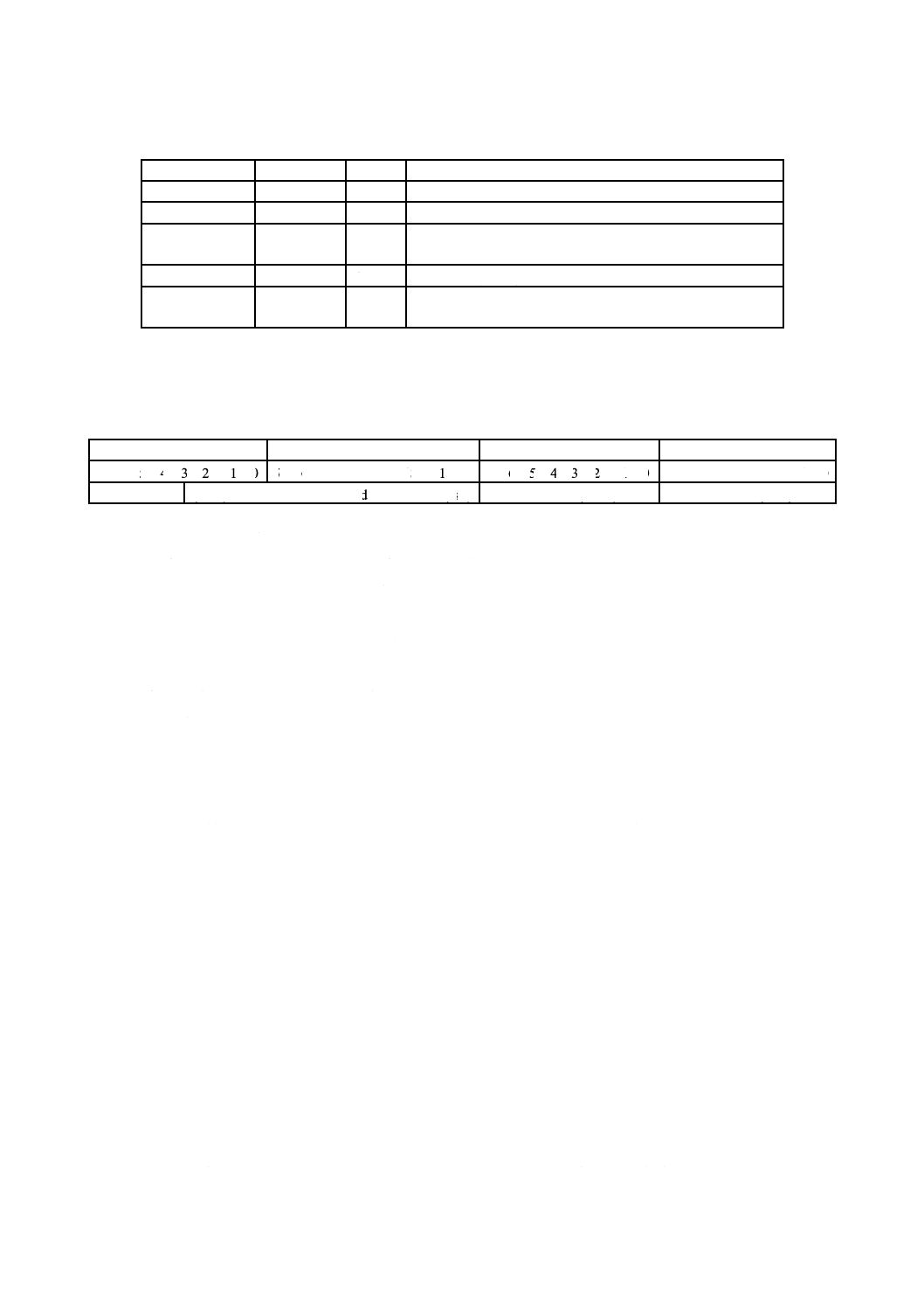
85
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D表6 ページ表
フィールド
オフセット
バイト
説明
ページ記述子1
0
4
ページ記述子
ページ記述子2
4
4
ページ記述子
・
・
・
・
ページ記述子N 4N
4
ページ表 (EOPT) の終わりページ記述子
CRC
4 (N+1)
4
ページ表の0〜4 (N+1) −1にわたる全バイトから生成す
るCRC(CRCアルゴリズムの詳細は,本体13.2参照)
ページ記述子のフォーマットは,附属書D表7による。
附属書D表7 ページ記述子フォーマット
バイト0
バイト1
バイト2
バイト3
7 6 5 4 3 2 1 0 7 6 5 4 3 2 1 0 7 6 5 4 3 2 1 0
7 6 5 4 3 2 1 0
ページ版数
(msb) ページId (lsb) 開始アドレス (MSB)
開始アドレス (LSB)
ページ版数 :すべてのLTO CMページに対して0000に設定。
ページId :12ビットとし,設定は,D.2.4参照。
開始アドレス :LTO CMに関する絶対開始アドレスをバイトに設定。未使用領域は,ページ間では
認めない。ページ長は,次のページ記述子の開始アドレスから目的のページ記述子
の開始アドレスを減算して求める。
LTO CM内のページ規則は,次の規則による。
− 保護ページは,アドレス36から開始
− テープディレクトリページ及びテープ書込みパスページは,16バイト境界で開始
− パッドページは,前のページの直後から開始し,継続するページに他の規則を採用できるよう十分な
バイトを充当
− すべての他のページは,32バイト境界で開始
ページ表は,最後の空でないページ記述子の次及びEOPTページ記述子の前に一つ以上の空のページ記
述子をもってもよい。空のページ記述子は,ページ版数を0000に設定し,ページIdを (FFE) に設定する。
開始アドレスは,ページ表のEOPTページ記述子の開始アドレス領域と同じ値とする。記述子は,次のペ
ージを移動することなしに記述子の追加ができるように,記述子表の空白部に予約してもよい。ページ表
は,次のページが32バイト境界で開始できるようにパッドする。
EOPTページ記述子の終端は,CRCに先行するぺージ表の最終エントリとする。ページ版数は,0000に
設定し,ページIdは,(FFF) に設定する。開始アドレスは,最後のLTO CMページの最終バイトより1多
いアドレスとする。保護ページ表の数値は,非保護ページ表の開始を示す。
D.2.4 ページ定義 カートリッジは,有効なFIDデータセットをもつ場合,初期化済みとし,有効なFID
データセットをもたない場合,未初期化とする。情報交換用に互換性をもつため未初期化カートリッジは,
有効保護ページ表,非保護ページ表及びLTO CMページをもち,不良カートリッジと区別できる。未初期
化カートリッジの非保護ページ表は,空及びEOPTページ記述子だけをもつ。
LTO CMページ表のR/Oフィールドは,情報交換の要求事項とし,次による。
− RU:ページ又はフィールドは,未初期化及び初期化カートリッジに必す(須)
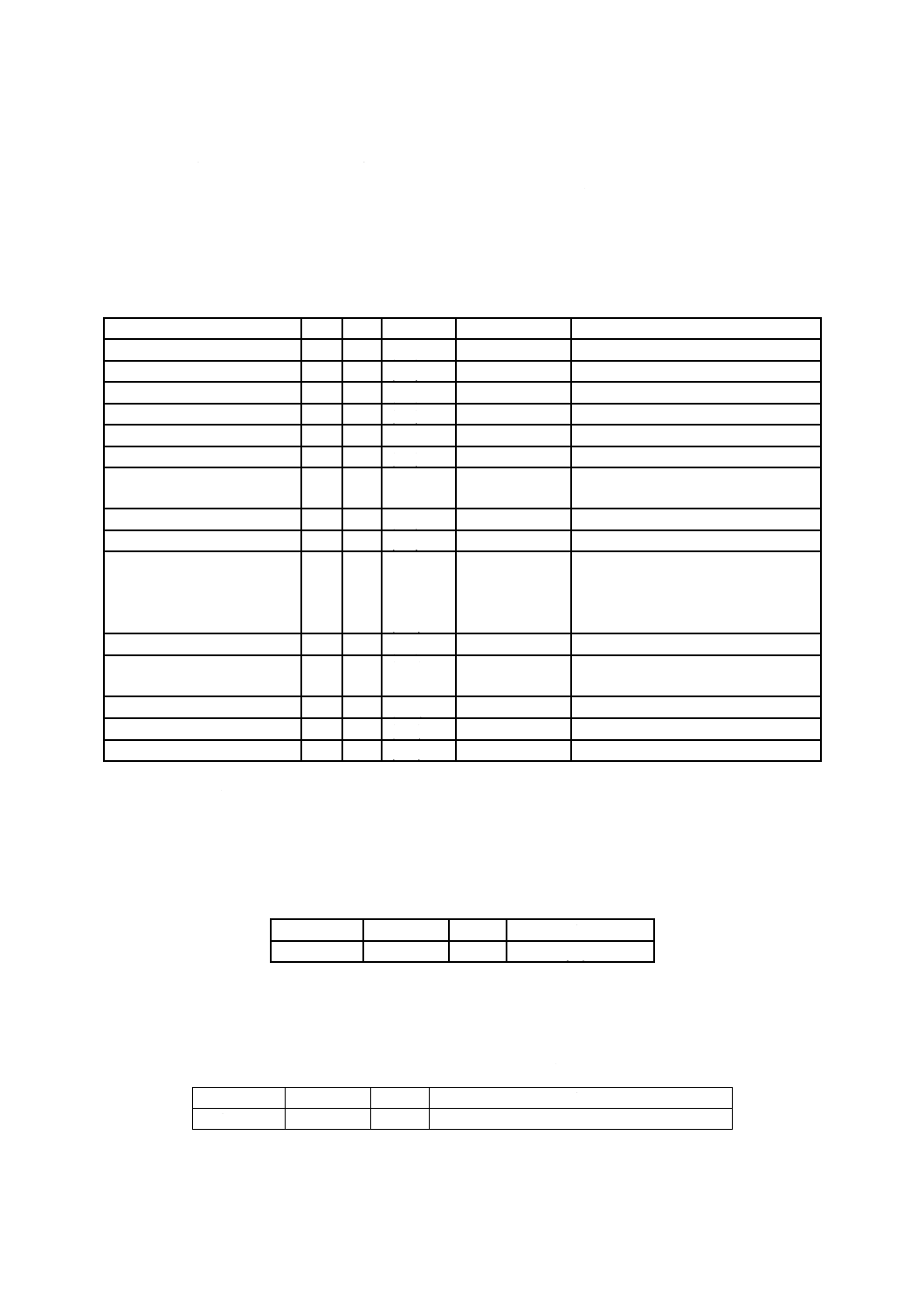
86
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− RI:ページ又はフィールドは,未初期化カートリッジだけに必す(須)
− O:ページ又はフィールドは,任意使用
保護フィールドは,保護 (P),非保護 (U) 又はページ表 (PU) が存在することを示す。ページが任意使
用しているか,存在する場合,ページのすべてのフィールドは,存在する。特に規定しない限り,オプシ
ョンフィールドは,有効,又は“0”に設定し,有効データは,無効を示す。
附属書D表8 ページの定義
名称
P/U R/O ページId 長さ(バイト)
説明
カートリッジ製造業者情報
P
RU
(001)
64
媒体製造業者情報
P
O
(002)
64
初期化データ
U
RI
(101)
64
テープ書き込みパス
U
RI
(102)
48
テープディレクトリ
U
RI
(103)
1 552
EOD情報
U
RI
(104)
64
カートリッジステータス及び
テープ警告フラグ
U
RI
(105)
32
機構関連
U
O
(106)
384
中断追記録
U
RI
(107)
128
使用情報0
使用情報1
使用情報2
使用情報3
U
O
(108)
(109)
(10A)
(10B)
64
0又は4の連続する使用情報ページ
アプリケーション仕様
U
O
(200)
1 056
パッド
PU
O
(FFC)
−
将来のページ用に予約。16バイト及
び32バイトの境界にページを調整。
欠陥
PU
O
(FFD)
−
LTO CMに欠陥メモリが存在
空
PU
O
(FFE)
0
空の表
EOPT
PU
RU
(FFF)
0
ページ表の終端
D.2.5 共通ページ
D.2.5.1 パッドページ パッドページは,将来のページ又はページを調整し32バイト境界にするために空
白を予約してもよい。パッドページは,Nバイトとし,パッドページの大きさをバイトで示す。
附属書D表9 パッドページ
フィールド
オフセット バイト
説明
パッド
0
N
すべて (00) に設定
D.2.5.2 欠陥ページ 欠陥ページは,Nバイトとし,欠陥メモリ位置を示す空白バイト数とする。
附属書D表10 欠陥ページ
フィールド
オフセット バイト
説明
欠陥
0
N
内容は規定しない。情報交換時には無視する。
D.2.6 保護ページ
87
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D.2.6.1 カートリッジ製造業者情報 カートリッジ製造業者情報は,64バイトとする。
附属書D表11 カートリッジ製造業者情報
フィールド
R/O オフセット バイト
説明
ページId
RU
0
2
カートリッジ製造業者情報ページを示し,(0001) に設定。
ページ長
RU
2
2
ページ長を示し,(0040) に設定。
カートリッジ製造業者
O
4
8
カートリッジ製造業者を示す英数字列(附属書IベンダIdに
よる。)
シリアル番号
O
12
10
カートリッジ製造業者が付与するカートリッジのシリアル番
号を示す英数字列。
カートリッジタイプ
RU
22
2
カートリッジ内のテープタイプを示す16個の1ビット領域。
このフォーマットを確認するビット。
バイト0ビット7:清掃用カートリッジ。清掃用カートリッジ
の場合,“0”に設定し,清掃用でない場合,“1”に設定。
バイト0ビット6〜0:“0”に設定
バイト1ビット7〜1:“0”に設定
バイト1ビット0:この規格によるデータの記録及び読取り又
は清掃用に使用する場合,“1”に設定。この条件に不一致の場
合,“0”に設定。
製造日
O
24
8
カートリッジのLTO CMが最初にプログラムした日を示す英
数字列,YYYYMMDD(YYYY:年,MM:月,DD:日)。
テープ長
RU
32
2
0.25 mを単位とするテープ長を示し,次による。
タイプA:2 436
タイプB:1 276
タイプC:812
タイプD:348
テープ厚
RU
34
2
1/1 024 μmを単位とするテープ厚を示し,9 114とする。
空リールの慣性力
RU
36
2
1/256×10−6 kg・m2を単位とする空リールの慣性力とし,
7 270とする。
ハブの半径
RU
38
2
1/1 024 mmを単位とするハブの半径を示し,22 528とする。
フルリールパック半径
RU
40
2
1/1 024 mmを単位とするパックの半径を示し,次による。
タイプA:48 128
タイプB:38 144
タイプC:33 321
タイプD:27 668
最大媒体速度
RU
42
2
mm/sを単位とするテープが使用できるテープの最大速度を示
し,最小値は,5 465とする。
ライセンスコード
O
44
4
ライセンスコードを示す英数字列。内容は規定しない。情報交
換時には,当事者間での合意による。
カートリッジ製造業者
使用
O
48
12
内容は規定しない。情報交換時には無視する。
CRC
RU
60
4
カートリッジ製造業者情報のバイト0〜59にわたり生成した
CRC(CRCアルゴリズムの詳細は,本体13.2参照)。
D.2.6.2 媒体製造業者情報 媒体製造業者情報は,64バイトとする。
88
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D表12 媒体製造業者情報
フィールド
R/O オフセット バイト
説明
ページId
RU
0
2
媒体製造業者情報ページを示し,(0002) に設定。
ページ長
RU
2
2
ページ長を示し,(0040) に設定。
サーボ書込み製造業者 RI
4
48
サーボトラック(本体11.3.3参照)を符号化する製造業者ワー
ドの位置の英数字列を設定。
予約
RI
52
8
内容は規定しない。情報交換時には無視する。
CRC
RI
60
4
媒体製造業者情報のバイト0〜59にわたり生成したCRC(CRC
アルゴリズムの詳細は,本体13.2参照)。
D.2.7 非保護ページ
D.2.7.1 初期化データ 初期化データは,64バイトとする。
附属書D表13 初期化データ
フィールド
R/O オフセット バイト
説明
ページId
RI
0
2
初期化データページを示し,(0101) に設定。
ページ長
RI
2
2
ページ長を示し,(0040) に設定。
初期化装置製造業者 RI
4
8
最後にFIDを書き込む装置製造業者Id(附属書I参照)。
装置Id
O
12
10
すべて“0”に設定又は最後にFIDを書き込んだ装置製造業者。
フォーマットタイプ RI
22
2
テープに書き込む情報のフォーマットを示す。初期化装置で書き
込む。
カートリッジ製造業者ページのカートリッジタイプフィールド
のバイト“0”ビット7が“1”の場合,内容は規定しない。情報
交換時には無視する。
カートリッジタイプフィールドのバイト0ビット7が“0”の場
合,次による。
バイト0ビット7:“0”に設定
バイト0ビット6:“0”に設定
バイト0ビット5〜0:“0”に設定
バイト1ビット7〜1:“0”に設定
バイト1ビット0:“1”に設定
LP1位置
RI
24
4
LP1の位置に関連するLPOS値
LP2位置
RI
28
4
LP2の位置に関連するLPOS値
LP3位置
RI
32
4
LP3の位置に関連するLPOS値
LP4位置
RI
36
4
LP4の位置に関連するLPOS値
LP5位置
RI
40
4
LP5の位置に関連するLPOS値
LP6位置
RI
44
4
LP6の位置に関連するLPOS値
予約
RI
48
12
すべて (00) に設定
CRC
RI
60
4
ページのバイト0〜59にわたり生成したCRC(CRCアルゴリズ
ムの詳細は,本体13.2参照)。
D.2.7.2 カートリッジステータス及びテープ警告フラグ カートリッジステータス及びテープ警告フラグ
は,32バイトとする。
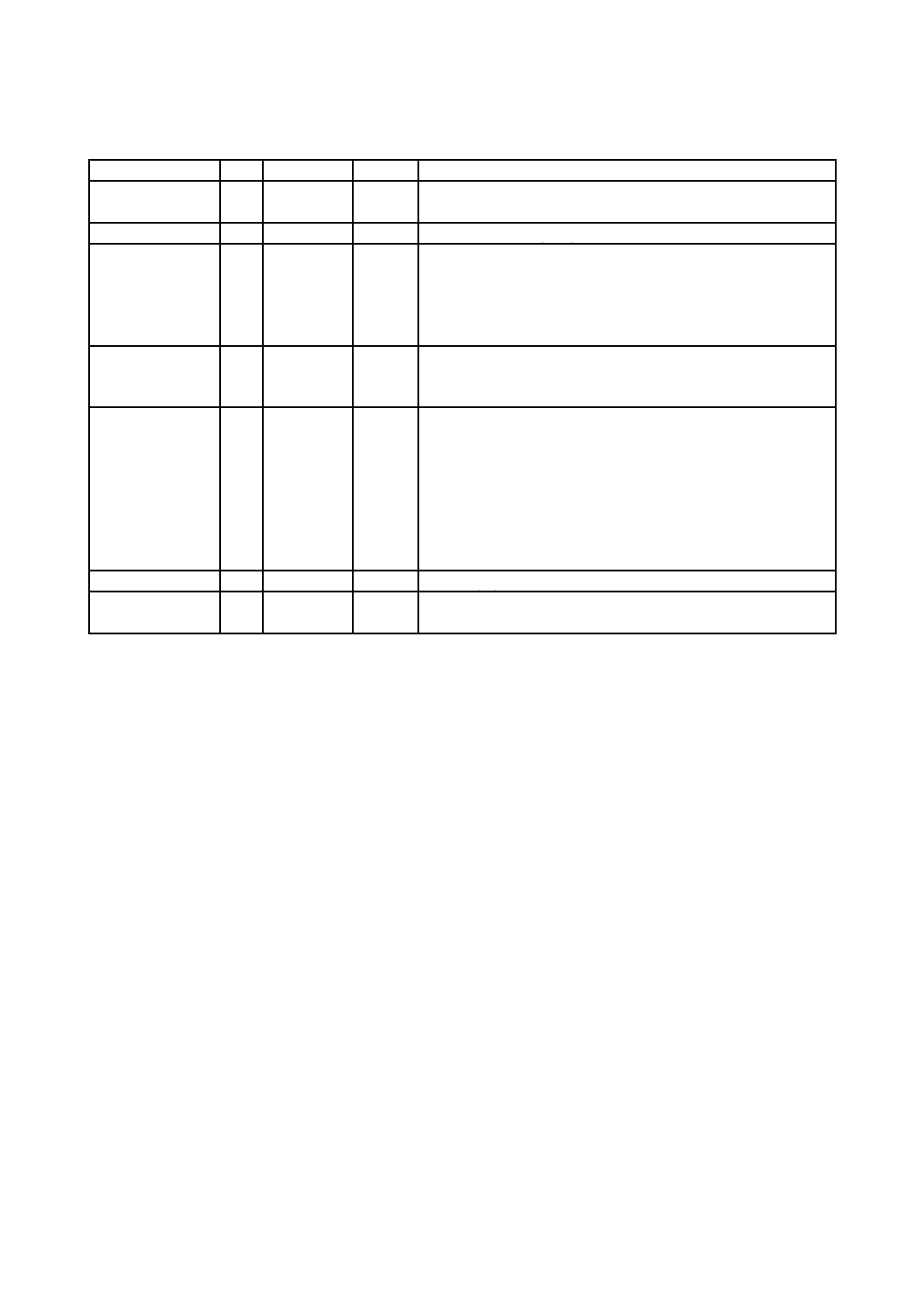
89
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D表14 カートリッジステータス及びテープ警告フラグ
フィールド
R/O
オフセット
バイト
説明
ページId
RI
0
2
カートリッジステータス及びテープ警告フラグ情報ページを示
し,(0105) に設定。
ページ長
RI
2
2
ページ長を示し,(0020) に設定。
テープ警告フラグ
O
4
8
情報交換時では使用しない。
カートリッジをスレッドするとき,すべて“0”に設定。
使用する場合,装置で決めるテープ警告フラグを設定。
テープ警告フラグは,1〜64の番号付けとし,フラグ1は,バイ
ト0ビット7とし,フラグ64は,バイト7ビット0とする。
スレッド計数
RI
12
4
カートリッジを初期化するときリーダピンをカートリッジから
引き出したときから開始するスレッドの総回数を示す。リーダピ
ンを引き出すごとに1ずつ加算する。
カートリッジステ
ータス
RI
22
2
装置から取り出したカートリッジのステータスを示し次による。
(0000):カートリッジは正常にアンロード。
(0001):装置が書き込みをしたが,カートリッジが正常にアンロ
ードしなかったことを示す。この値は,カートリッジが装置にロ
ードした直後又は書込み操作完了後に設定。
(0002):テープがカートリッジへ正常にアンロードせず,装置が
書込み中であることを示す。この値は,装置がテープに書込みを
開始する前に設定。
予約
RI
18
10
すべて (00) に設定
CRC
RI
28
4
ページのバイト0〜27にわたり生成したCRC(CRCアルゴリズ
ムの詳細は,本体13.2参照)。
D.2.7.3 使用情報 使用情報ページは,ページ当たり64バイトとし,4ページ合計で256バイトとする。
使用情報ページは,任意使用とする。使用情報ページは,4ページとし,最後の4回カートリッジをスレ
ッドした情報とする。ページの内容は,ページ番号昇順にアクセスし,カートリッジの寿命の累積とする。
このページを最初に作成するとき,ページId,ページ長及びCRCを除き,すべてのフィールドの内容
は,“0”に設定する。最初のページのアクセスのページIdは, (0108) に設定する。
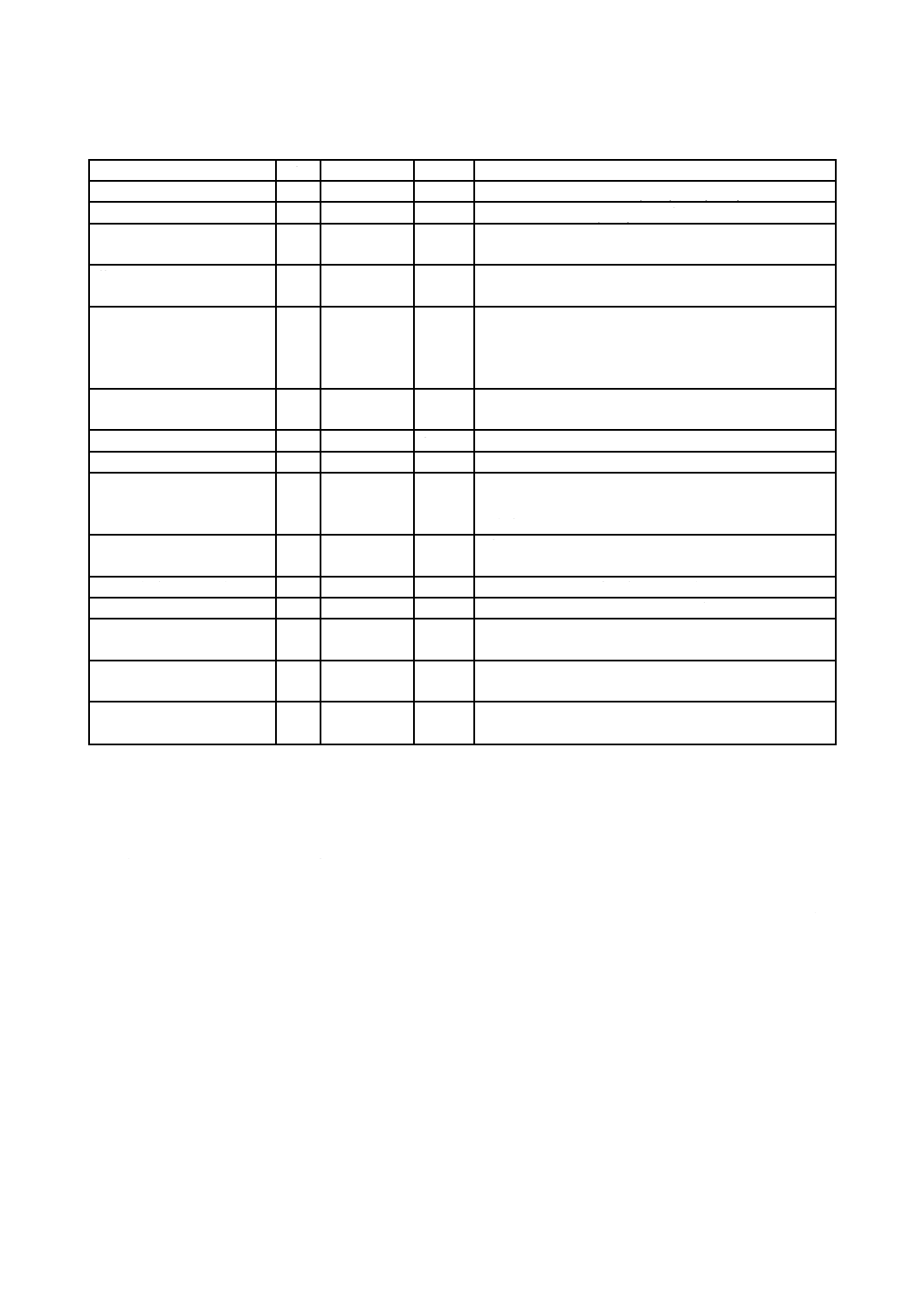
90
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D表15 使用情報
フィールド
R/O
オフセット
バイト
説明
ページId
RI
0
2
使用情報ページを示し,(0108) 〜 (010B) に設定。
ページ長
RI
2
2
ページ長を示し,(0040) に設定。
装置製造業者
O
4
8
使用情報ページを最後に更新した装置製造業者を示す
(附属書I参照)。
装置Id
O
12
10
“0”に設定又は使用情報ページを最後に更新した装置
製造業者の識別子。
追記録時の中断書込み
RI
22
2
追記録箇所で書込みが中断したサーボトラック誤り(本
体15.10参照)の総数。重ね書きを必要としたデータセ
ットを無効にするためにCQセットを書込む前に発生し
た中断を示す。
スレッド計数
RI
24
4
カートリッジステータス及びテープ警告フラグセクシ
ョンのスレッド計数と同一を設定。
書込みデータセットの総数
RI
28
8
書き込んだデータセットの総数
読取りデータセットの総数
RI
36
8
読み取ったデータセットの総数
書込み再試行総数
RI
44
4
データセットの継続した書込みが成功した場合,記録時
再生再試行によって書込み終了が失敗した書込み誤り
の総数。
読取り再試行総数
RI
48
4
データセットの継続した読取りが成功した場合,最初の
試行で読取りが成功しなかった総数。
回復不能書込み誤り総数
RI
52
2
バックアップ終了時の書込み誤り総数。
回復不能読取り誤り総数
RI
54
2
複数回の再読取りでも成功しないデータセットの総数。
中断書込み総数
RI
56
2
サーボトラック誤り(本体15.10参照)の総数(書込み
中断後,データセットの書込み開始まで)。
致命的な中断書込み総数
RI
58
2
書込み失敗のサーボトラック誤りの総数。装置は,中断
したデータセットの書込み不可。
CRC
RI
60
4
ページのバイト0〜59にわたり生成したCRC(CRCア
ルゴリズムの詳細は,本体13.2参照)。
D.2.7.4 テープ書込みパス テープ書込みパスは,48バイトとする。このページで符号化したテープ書込
みパス値は,テープに記録したCQコードワード対ヘッダに記録した書込みパスの最大値と同じとし,本
体13.7.1.2による。
8個の4バイトフィールドの合計は,テープ書込みパスと同じとし,テープ書込みパス値mod (8) が0
の場合,すべての8個の4倍とフィールドは,同じ値に設定する。その他の場合,書込みパスフィールド
0〜N−1は,書込みパスフィールドのN〜7より1多い値とする(ここに,Nは,書込みパス値mod (8) に
等しい)。書込みパスフィールド0〜7を1加算するごとに,テープ書込みパス値は,加算することとなり,
LTO CM内のこのページの有用性を広げることとなる。
このページは,CRCを含まず書込みパスを改訂するごとに更新する。このページの完全性は,この規格
で設定した8フィールドを確認し決めてもよい。
LTO CMの書込みパスフィールドの配置は,附属書D表16による。
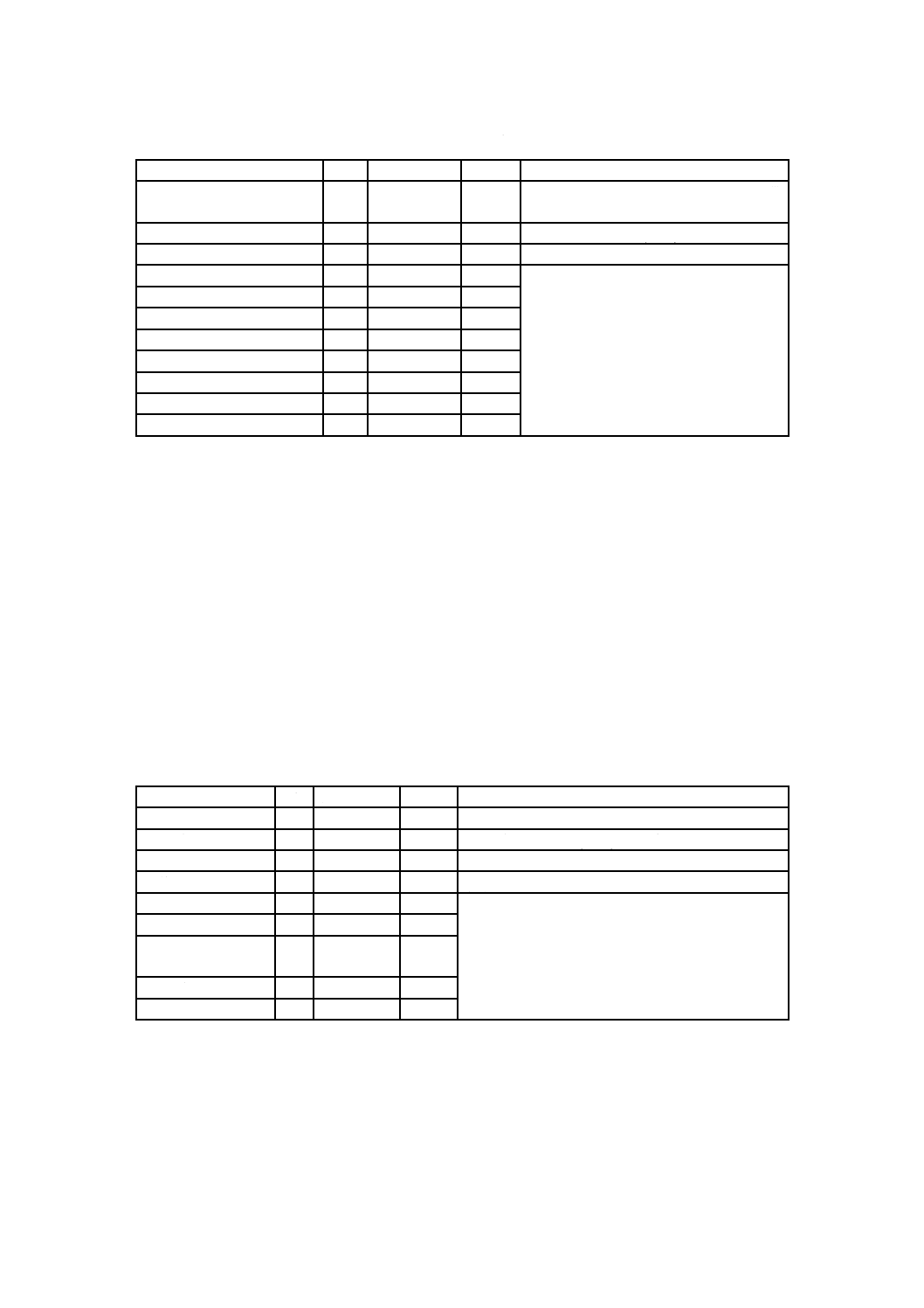
91
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D表16 テープ書込みパス
フィールド
R/O
オフセット
バイト
説明
ページId
RI
0
2
書込みパスページを示し, (0102) に設
定。
ページ長
RI
2
2
ページ長を示し,(0030) に設定。
予約
RI
4
12
(00)に設定
書込みパスフィールド0
RI
16
4
前記参照
書込みパスフィールド1
RI
20
4
書込みパスフィールド2
RI
24
4
書込みパスフィールド3
RI
28
4
書込みパスフィールド4
RI
32
4
書込みパスフィールド5
RI
36
4
書込みパスフィールド6
RI
40
4
書込みパスフィールド7
RI
44
4
D.2.7.5 テープディレクトリ テープディレクトリは,ラップセクション当たり16バイトとし,96すべ
てのラップセクションで1 536バイトとする。これらは,ラップセクションごとに16バイトのエントリと
し,ラップセクションは,1ラップの1/2とする。
同じテープ上の1ラップセクションから次のラップセクションに移る点を決める方法は,LPOS値を基
本とする。使用者データ領域長は,LPOSマークによる。すべての偶数ラップセクションの終わりは,LP3
とLP4との間の中間で計算したLPOS値による位置とする。データセットId,レコード計数及びファイル
マーク計数は,BOWとこの点との間で開始したすべてのデータセットの情報を含む。偶数ラップセクシ
ョン及び次の奇数ラップセクションの合計は,ラップでのレコード及びファイルマーク数の合計と一致す
る。
テープディレクトリページのすべてのフィールドは,上方交換時には必す(須)とする。
附属書D表17 テープディレクトリ
フィールド
R/O オフセット バイト
説明
ページId
RI
0
2
テープディレクトリページを示し,(0103) に設定。
ページ長
RI
2
2
ページ長を示し,(0610) に設定。
FID書込みパス
O
4
4
内容は規定しない。情報交換時には無視する。
予約
RU
8
8
(00) に設定
ラップセクション0 RI
16
16
次を参照
ラップセクション0 RI
32
16
・
・
・
・
・
・
・
・
ラップセクション0 RI
1520
16
ラップセクション0 RI
1536
16
ラップセクションの内容は,附属書D表18による。
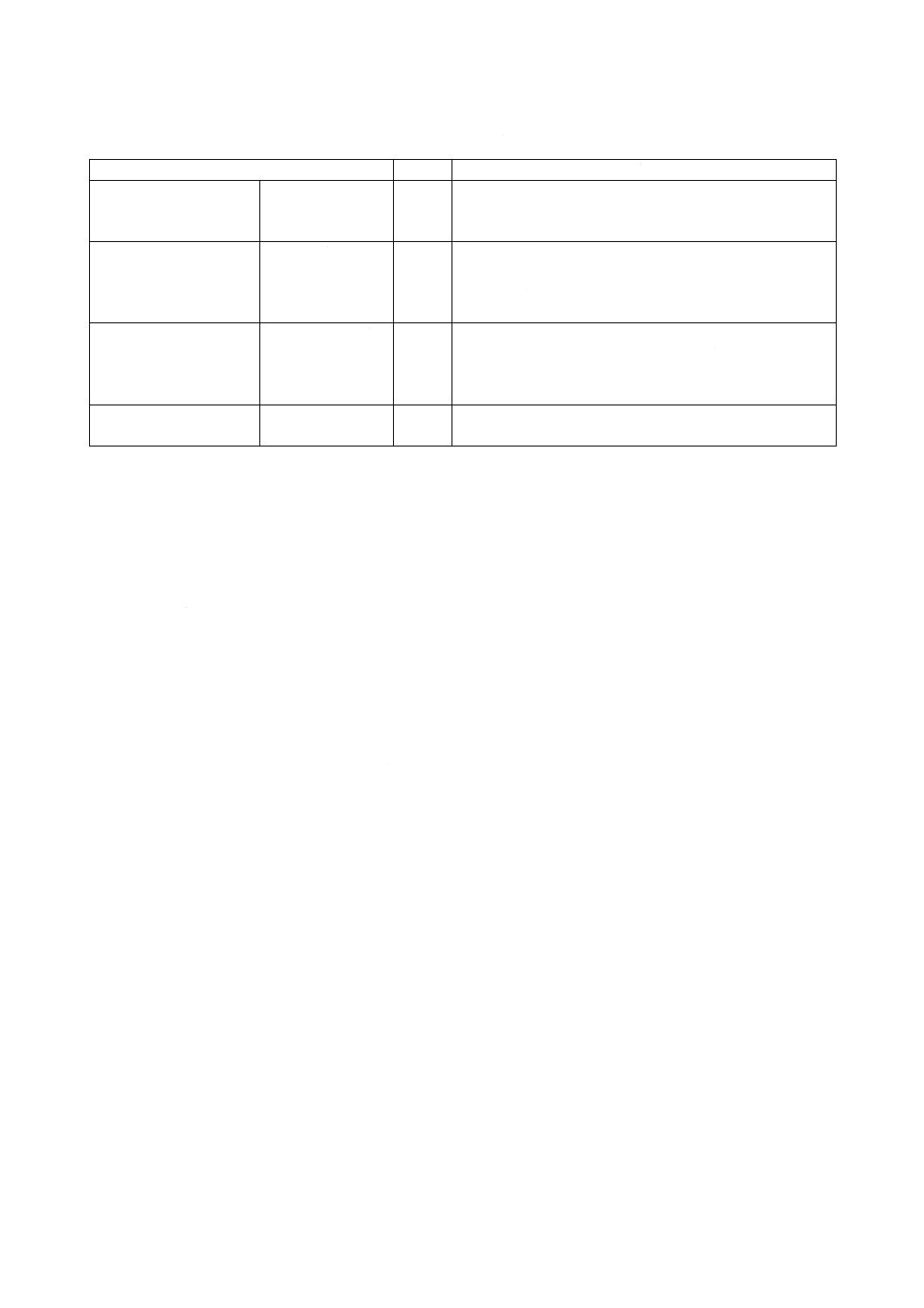
92
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D表18 ラップセクション
フィールド
バイト
説明
ラップセクション当たり データセットId
4
ラップセクションで書き込んだ最後のデータセットId。ラ
ップセクションが有効データセットを含まない場合,
(FFFFFFFF) に設定。
レコード数
4
ラップセクションが有効の場合,ラップセクションを開始
したレコード計数。ラップセクションのデータセットIdが
(FFFFFFFF) の場合(ラップセクションが無効の場合)レコ
ード計数フィールドは,情報交換では規定しない。
ファイルマーク数
4
ラップセクションが有効の場合,ラップセクションのファ
イルマーク計数。ラップセクションのデータセットIdが
(FFFFFFFF) の場合(ラップセクションが無効の場合)ファ
イルマーク計数フィールドは,情報交換では規定しない。
CRC
4
ラップセクションのバイト0〜11にわたり生成したCRC
(CRCアルゴリズムの詳細は,本体13.2参照)。
テープディレクトリの指標は,BOTからのラップセクション計数とし,0から開始する。
ラップセクションで書込み中のとき,データセットId及び次のラップセクションは,(FFFFFFFF) に設
定し,有効データセットを含まない。ラップセクションが完了後,テープディレクトリは,更新する。EOD
データを書込みEOD情報ページを更新するとき,現在のラップセクションの情報は,更新し,テープデ
ィレクトリ及びEOD情報は,変更しない。EODで書込み中のとき,ラップセクションのエントリは,
(FFFFFFFF) に設定する。EODの位置を書き込めないとき,又は書込みの途中で電力が切れたとき,EOD
の位置は,最低回数の検索で見付けることができる。
テープディレクトリの特定ラップセクションの情報を位置付けるためにオフセットは,次を用いて計算
する。
オフセット=16(ラップセクション)
ラップセクションNの情報要素のオフセットは,次による。
オフセット(データセットId)=16 N
オフセット(レコード計数)=16 N+4
オフセット(ファイルマーク計数)=16 N+8
オフセット (CRC) =16 N+12
D.2.7.6 EOD情報 EOD情報のページは,64バイトとする。
93
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D表19 EOD情報
フィールド
R/O オフセット
バイト
説明
ページId
RI
0
2
EOD情報ページを示し,(0104) に設定。
ページ長
RI
2
2
ページ長を示し,(0040) に設定。
最後に書き込んだEODのテ
ープ書込みパス
RI
4
4
テープ書込みパスの現在値
スレッド計数
RI
8
4
EODデータセットを書き込んだときのカートリッジス
テータス情報のスレッド計数フィールド値。
EODでのレコード計数
RI
12
6
BOTとEODとの間にあるレコード数。
EODでのファイルマーク計数 RI
18
6
BOTとEODとの間にあるファイルマーク計数。
EODデータセット番号
RI
24
4
EODデータセットのデータセット番号。
EODのラップセクション番号 RI
28
4
EODを含むラップセクションの識別。
EODの有効性
RI
32
2
EODについての最新情報を示し,次による。
(0000):EOD位置不明
(0001):EOD位置情報
(0002):バックアップ中でテープにはEODデータセッ
トがない。ヘッド位置のデータセットに関する詳細情
報を示す。
(0003):バックアップは実行したが,装置はEODセッ
トの書込みに失敗。バックアップ失敗のデータセット
の詳細を示す。
最初のCQセット番号
RI
34
2
EODデータセットの最初のCQセットのACN。
EODの物理位置
RI
36
4
EODを書き込んだLPOS値情報。EODデータセットに
先行するDSS内又は前にあるLPOSマークの値。
予約
RI
40
20
すべて (00) に設定
CRC
RI
60
4
ページのバイト0〜59にわたり生成したCRC(CRCア
ルゴリズムの詳細は,本体13.2参照)。
EODの有効性 :書込み開始のとき (0002) に設定し,書込みを終了したとき(例えば,バックアップが
完了)及びEODデータセットを書き込んだとき,(0001) に設定する。書込みが失敗しデータセットを書
き込めないとき(例えば,バックアップに失敗し,EODデータセットがない。),(0003) に設定する。
EODを除き書込みを開始したとき,このページの残りの情報は,最初のデータセットに書き込んだ内容
及び位置を反映し,更新する。
書込みがラップセクションから次へ進むとき,このページの残りの情報は,新しく開始したラップセク
ションに書き込んだ最初のデータセットの内容及び位置を反映し,更新する。
再生装置がEOD情報の不正を検出したとき,EOD情報は,ページが正しく再構成するまで (00) でEOD
の有効性を設定する。
D.2.7.7 機構関連 機構関連は,384バイトとする。
94
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D表20 機構関連
フィールド
R/O オフセット
バイト
説明
ページId
RI
0
2
機構関連ページを示し,(0106) に設定。
ページ長
RI
2
2
ページ長を示し,(0180) に設定。
装置製造業者識別
RI
4
8
最後に更新した装置の装置製造業者Id(ベンダIdは,附属書I
参照)。
機構関連データ
O
12
368
内容は規定しない。情報交換時には無視する。
CRC
RI
380
4
ページのバイト0〜379にわたり生成したCRC(CRCアルゴリ
ズムの詳細は,本体13.2参照)。
D.2.7.8 アプリケーション特有データ アプリケーション特有データのページは,1 056バイトとし,ア
プリケーションの代わりの装置又はアプリケーションの一部としての別のLTO CM再生器が書き込む。
附属書D表21 アプリケーション特有データ
フィールド
R/O オフセット
バイト
説明
ページId
RI
0
2
機構関連ページを示し,(0200) に設定。
ページ長
RI
2
2
ページ長を示し,(0420) に設定。
アプリケーションデータ
O
4
1 024
内容は規定しない。情報交換時には無視する。
予約
RI
1 028
24
すべて (00) に設定。
CRC
RI
1 052
4
ページのバイト0〜1 051にわたり生成したCRC(CRC
アルゴリズムの詳細は,本体13.2参照)。
D.2.7.9 中断追記録書込み 中断追記録書込みのページは,128バイトとし,追記録箇所で書込みを中断
したとき,書込み装置が書き込む。この情報は,最初に記録したデータセットを超えて4 mまでの間にテ
ープに新しい版数のデータセットの存在を示す。
附属書D表22 中断追記録書込み
フィールド
R/O オフセット
バイト
説明
ページId
RU
0
2
中断追記録書込みページを示し,(0107) に設定。
ページ長
RU
2
2
ページ長を示し,(0080) に設定。
予約
RU
4
4
すべて (00) に設定
中断追記録0
RU
8
8
次を参照
・
・
・
・
・
・
・
・
中断追記録13
RU
112
8
予約
RU
120
4
すべて (00) に設定
CRC
RU
124
4
ページのバイト0〜123にわたり生成したCRC(CRC
アルゴリズムの詳細は,本体13.2参照)。
中断追記録フィールドの内容は,附属書D表23による。
95
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D表23 中断追記録
フィールド
バイト
説明
中断追記録当たり
データセットId
4
書込みが中断したとき,書き込むデータセットのデータセ
ットIdに設定。
テープ書込みパス
4
書き込むデータセットのデータセットに適用する書込みパ
スに設定し,データセットを書込む最初の試行に適用した
書込みパス値。
このページの目的は,テープの現在の位置を示し,中断書込みが追記録箇所で発生したことを示す。書
込み装置が追記録箇所で書込みに失敗し,テープにデータセットを書込む必要があるとき,エントリは,
このページを作成する。エントリは,データセット識別に関する限り番号順とする。エントリを作るとき,
次のエントリは,すべて“0”に設定し,無効を示す。
中断書込みの場合,EODデータを超えて追記録のとき,エントリは,作成する必要はない。EOD情報
ページは,テープから読み取ったとき,EODデータセットの有効性を決めるため用いてもよい。
D.2.8 LTO CMの例 附属書D表24は,要求事項及び任意使用表を含みLTO CMの実施例を示す。
附属書D表24 LTO CMの例
フィールド
アドレス
バイト
LTO C製造業者情報
0
32
LTO CM書込み禁止
32
4
保護ページ表
36
28
カートリッジ製造業者情報ページ
64
64
媒体製造業者情報ページ
128
64
非保護ページ表
192
64
初期化データページ
256
64
テープ書込みパスページ
320
48
テープディレクトリページ
368
1 552
EOD情報ページ
1920
64
カートリッジステータス及びテープ警告フラグページ
1984
32
使用情報ページ(1)
2016
64
使用情報ページ(2)
2080
64
使用情報ページ(3)
2144
64
使用情報ページ(4)
2208
64
機構関連ページ
2272
384
アプリケーション規定ページ
2656
1 056
中断追記録書込みページ
3712
128
D.2.8.1 保護表の例 保護表の例は,28バイトをもつ。
96
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D表25 保護表の例
オフセット
ページ記述子
説明
版数 ページId 開始アドレス
0
0
(001)
64
カートリッジ製造業者情報ページ
4
0
(002)
128
媒体製造業者情報ページ
8
0
(FFE)
192
空ページ
12
0
(FFE)
192
空ページ
16
0
(FFE)
192
空ページ
20
0
(FFF)
192
EOPTページ記述子
24
CRC
ページ表のバイト0〜23にわたり生成したCRC
D.2.8.2 非保護表の例 非保護表の例は,64バイトをもつ。
附属書D表26 非保護表の例
オフセット
ページ記述子
説明
版数 ページId 開始アドレス
0
0
(101)
256
初期化データページ
4
0
(102)
320
テープ書込みパスページ
8
0
(103)
368
テープディレクトリページ
12
0
(104)
1920
EOD情報ページ
16
0
(105)
1984
カートリッジステータス及びテープ警告フラグ
20
0
(108)
2016
使用情報ページ (1)
24
0
(109)
2080
使用情報ページ (2)
28
0
(10A)
2144
使用情報ページ (3)
32
0
(10B)
2208
使用情報ページ (4)
36
0
(106)
2272
機構関連ページ
40
0
(200)
2656
アプリケーション規定ページ
44
0
(107)
3712
中断追記録書込みページ
48
0
(FFE)
3840
空ページ
52
0
(FFE)
3840
空ページ
56
0
(FFF)
3840
EOPTページ記述子
60
CRC
ページ表のバイト0〜59にわたり生成したCRC
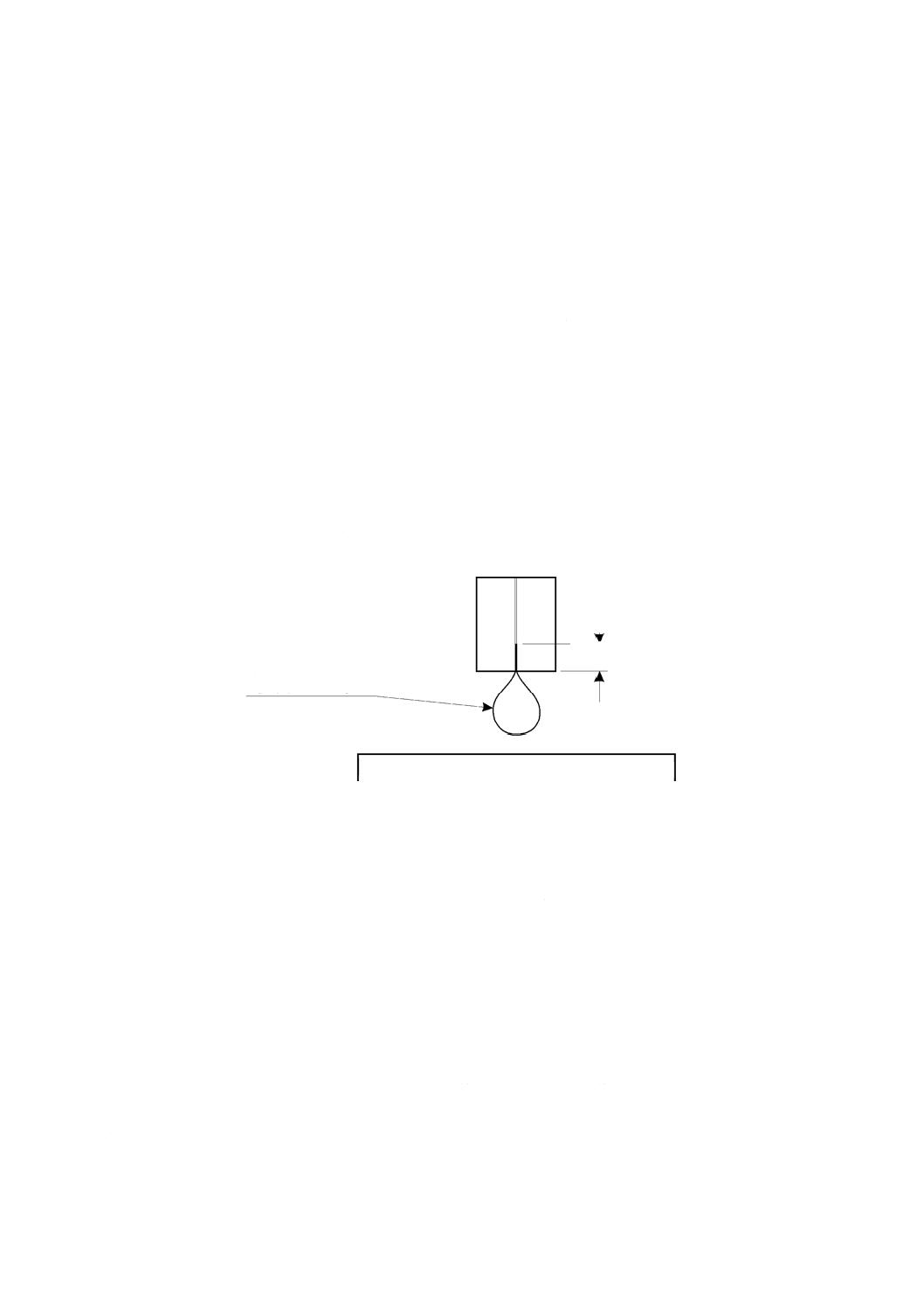
97
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E(規定)テープ曲げ剛性試験
E.1 試験装置
− 1 mgの分解能をもつ平らな台をもつはかり。
− ループ状のテープを維持するための取付け器具。
− はかりの表面にテープループを下げる1 μmの分解能をもつ直線的位置付け器具。
E.2 サンプルの準備
a) トラックの方向性を保ちながら供試テープを8.0 mmの正方形に切る。方向は,切ったエッジがテー
プの長手方向と幅方向とに平行になるようにする。
b) 取付け器具に正方形の供試テープの反対側エッジを固定することによって,テープのループを作る。
ループは,附属書E図1による周囲6.0 mmの涙滴形のループとなり固定エッジに沿って1.0 mmの固
定領域をもつこととする。ループの内側表面は,磁気面とする。
c) はかり台の表面に向かって下げ,はかりの上方にテープループを位置付ける。
附属書E図1 テープの曲げ剛性を測定する装置
E.3 試験方法
a) マイクロバランス表面に接触するまで,テープループを下げる。
b) 荷重(mg)と垂直の位置(μm)を記録する。
c) 10 μmごとにループを下げ,少なくとも6データ箇所を記録するまで,荷重及び垂直位置を記録する。
マイクロバランスの設計が表面ゆがみを許容する場合,垂直変位量は,マイクロバランス表面ゆがみ
を校正する。
E.4 計算
a) 荷重対変位量の測定箇所は,10 μm〜80 μmの直線的範囲とする。直線回帰を用いて荷重対変位量の曲
線のこう配(単位:mg/μm)を計算する。
b) 荷重対変位量の曲線のこう配(単位:mg/μm)は,曲げ剛性の測定量とする。
1
.0
m
m
テープループ
(周囲=6.0 mm)
はかり台
98
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
E.5 文献目録
William W. Scott and Bharat Bhushan,“Bending Stiffness measurements of magnetic tapes and substrate”,Thin
Solid Films,308-309 (1997) pp.323-328.
99
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F(規定)LTO CMの電気的インタフェース
F.1 LTO CMの電気的インタフェース LTO CMと外部通信装置(ここでは,LTO CMリーダと呼ぶ)と
の間のインタフェースは,非接触無線周波数インタフェースとする。無線周波数は,LTO CMへの電力供
給及び記録再生を提供する。
LTO CMは,LTO CMリーダに対し128個の32バイトのアクセス可能としたブロックで構成する4 096
バイトのEEPROMとし,16ビットCRC,パリティ,非衝突,書込み禁止,単一16ビットワードアクセ
ス及び単一ブロックアクセスなどを特徴とする(ISO 14443-2参照)。
F.2 環境条件
F.2.1 電磁耐性 LTO CMは,通常遭遇する電磁界にさらしても,壊れたり,変化したりしてはならない。
F.2.2 磁界耐性 LTO CMは,最大79 500 A/mの静的磁界にさらしても,正常に動作し続けなければなら
ない。
F.2.3 X線耐性 LTO CMは,年当たり0.1 Grayの累積被暴の70 keV〜140 keVのエネルギーをもつX線
放射に対して,カートリッジがどの方向で被暴しても,誤作動してはならない。
F.3 動作フィールド 動作フィールドは,LTO CMリーダによって生成し,LTO CMに電力を供給し及び
LTO CMリーダとLTO CM間の相互の通信を行うために変調することとする。動作フィールドの特性は,
LTO CMのアンテナ位置で測定したとき,次による。
− 周波数 (fc)
13 560 kHz±7 kHz
− 最小磁界 (Hmin)
5A/m
− 最大磁界 (Hmax)
15A/m
LTO CMリーダは,25 A/m以上の電磁場を生成してはならない。LTO CMは,最小磁界と最大磁界との
範囲内では,連続して正常に動作しなければならない。
F.4 LTO CMリーダからLTO CMへの通信
− LTO CMリーダは,動作フィールドの振幅変調によって,LTO CMと通信する。
LTO CMリーダからLTO CMに送るコマンド及びデータの符号化は,モディファイドミラー符号化と
する。
ビット周期は,動作フィールドの128サイクルとする。
LTO CMリーダからLTO CMへのメッセージは,スタートビット,続くメッセージのビット数及び1ス
トップビットで構成することとする。無変調の動作フィールドは,先行し,その後LTO CMリーダとLTO
CM間とのメッセージが続く。
論理1 :動作フィールドの64サイクル,1ポーズマーク(F.4.1参照),論理1の全体シーケンスを
動作フィールドの128サイクルとするために必要なサイクル数とで構成。
論理0 :論理1が後に続く場合動作フィールドの128個のサイクルとし,論理0が後に続く場合,1
ポーズマーク,論理0の全体シーケンスを動作フィールドの128サイクルとするために必
要なサイクル数とで構成。
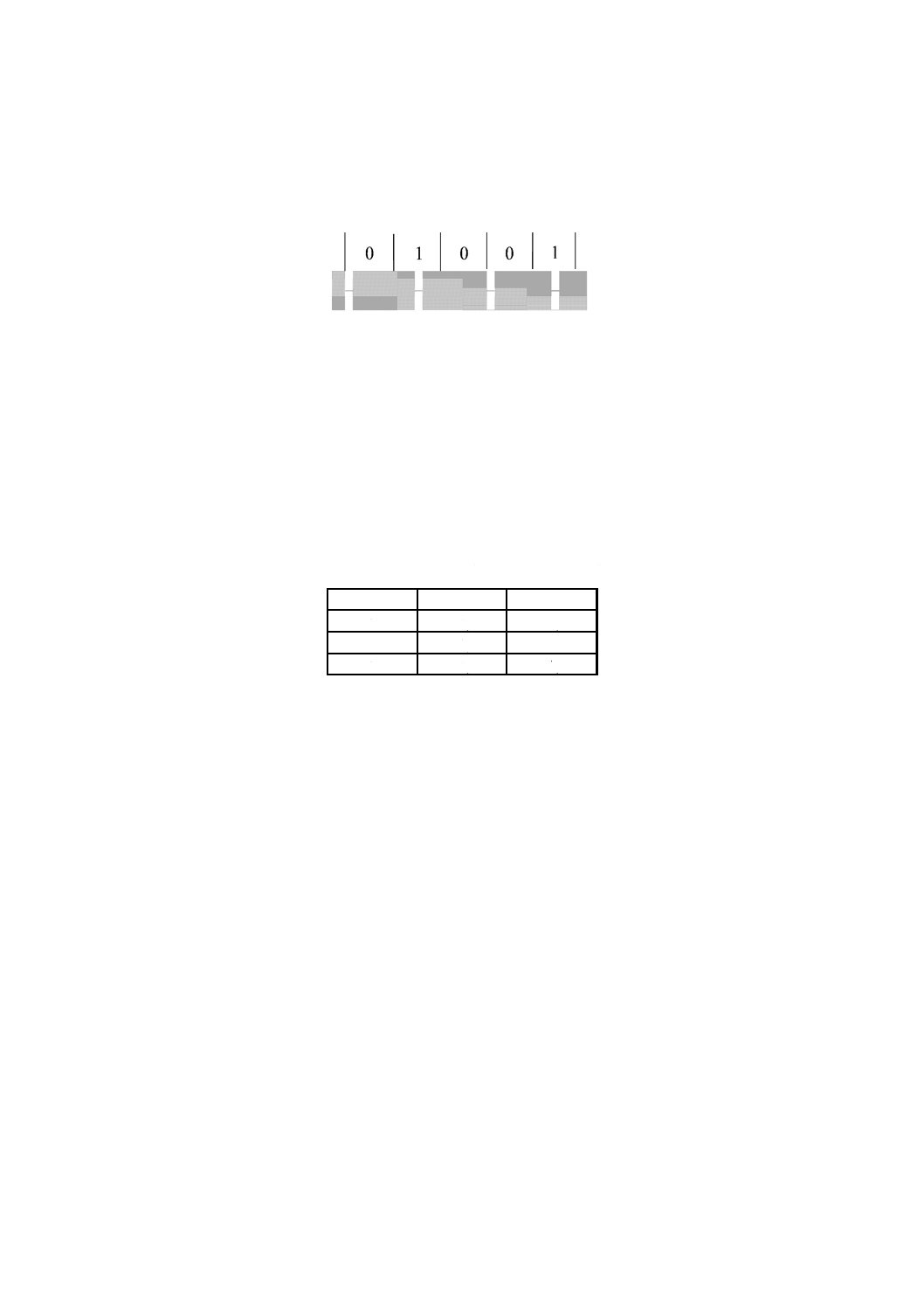
100
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
スタートビット :1ポーズマーク及びスタートビットの全体シーケンスを動作フィールドの128サ
イクルとするために必要なサイクル数とで構成。
ストップビット :論理0。
附属書F図1 モディファイドミラー符号
LTO CMリーダは,LTO CMからメッセージを受信するとき,LTO CMの送信終了後,最低20.0 μs間任
意のメッセージを送信してはならない。
F.4.1 ポーズマーク LTO CMリーダからLTO CMに送信するときに使用するポーズマークは,附属書F
表1及び附属書F図2に示す特性をもつこととする。LTO CMリーダのエンベロープは,t2までの期間内
に5 %未満に単調減少し,オーバシュート量は,通常の動作フィールドの90 %〜110 %とする。
附属書F表1 ポーズマークタイミング
最小
最大
t1
2.0 μs
3.0 μs
t2
0.7 μs
t1
t3
0.0 μs
1.5 μs
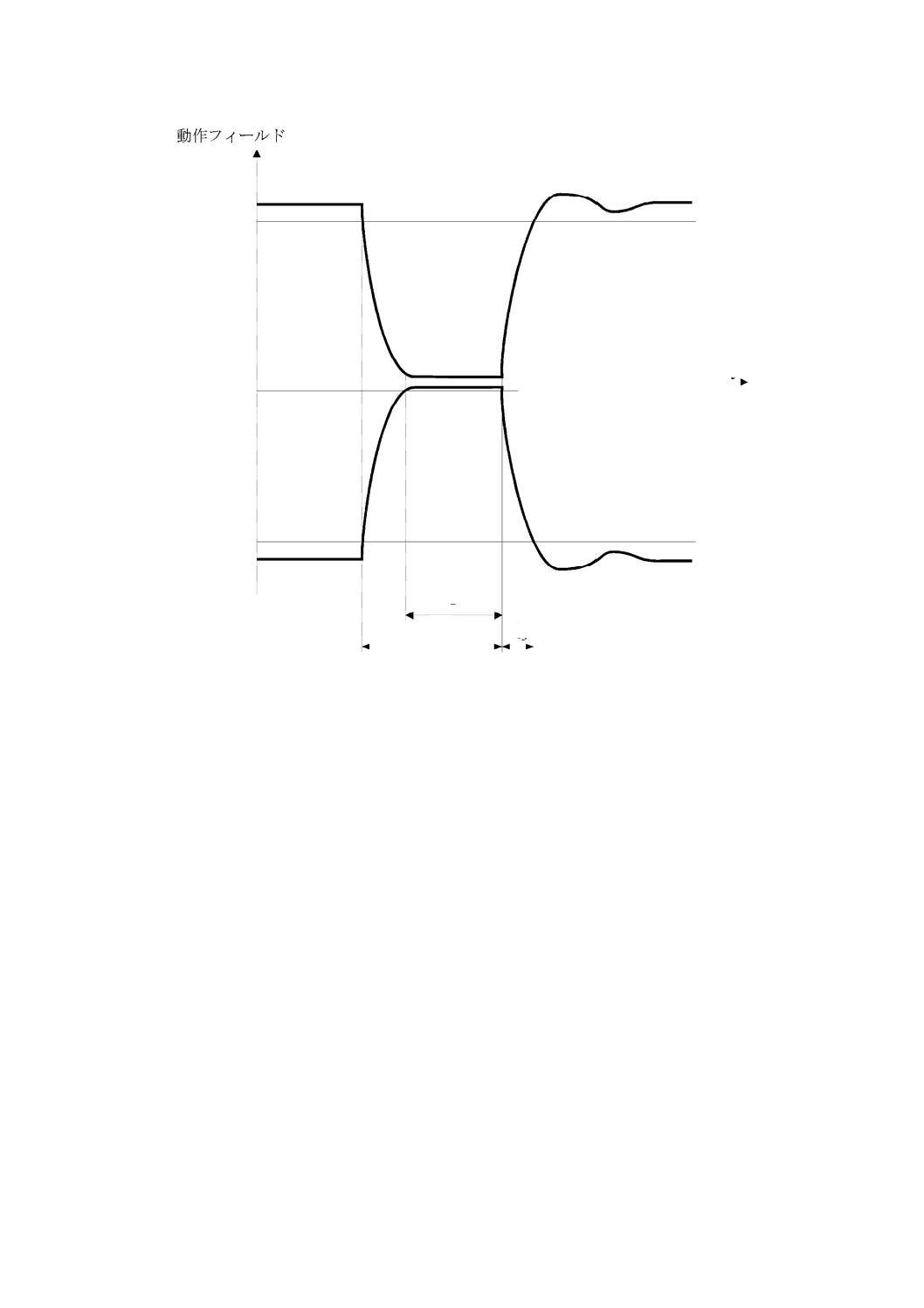
101
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F図2 ポーズマークの波形
LTO CMは,フィールドが通常動作フィールドの5 %〜60 %の範囲をポーズマークの終端として検出
する(附属書F図3参照)。時間t4は,0.4 μsを超えてはならない。
110 %
100 %
5 %
5 %
90 %
90 %
100 %
110 %
t2
t1
t3
t
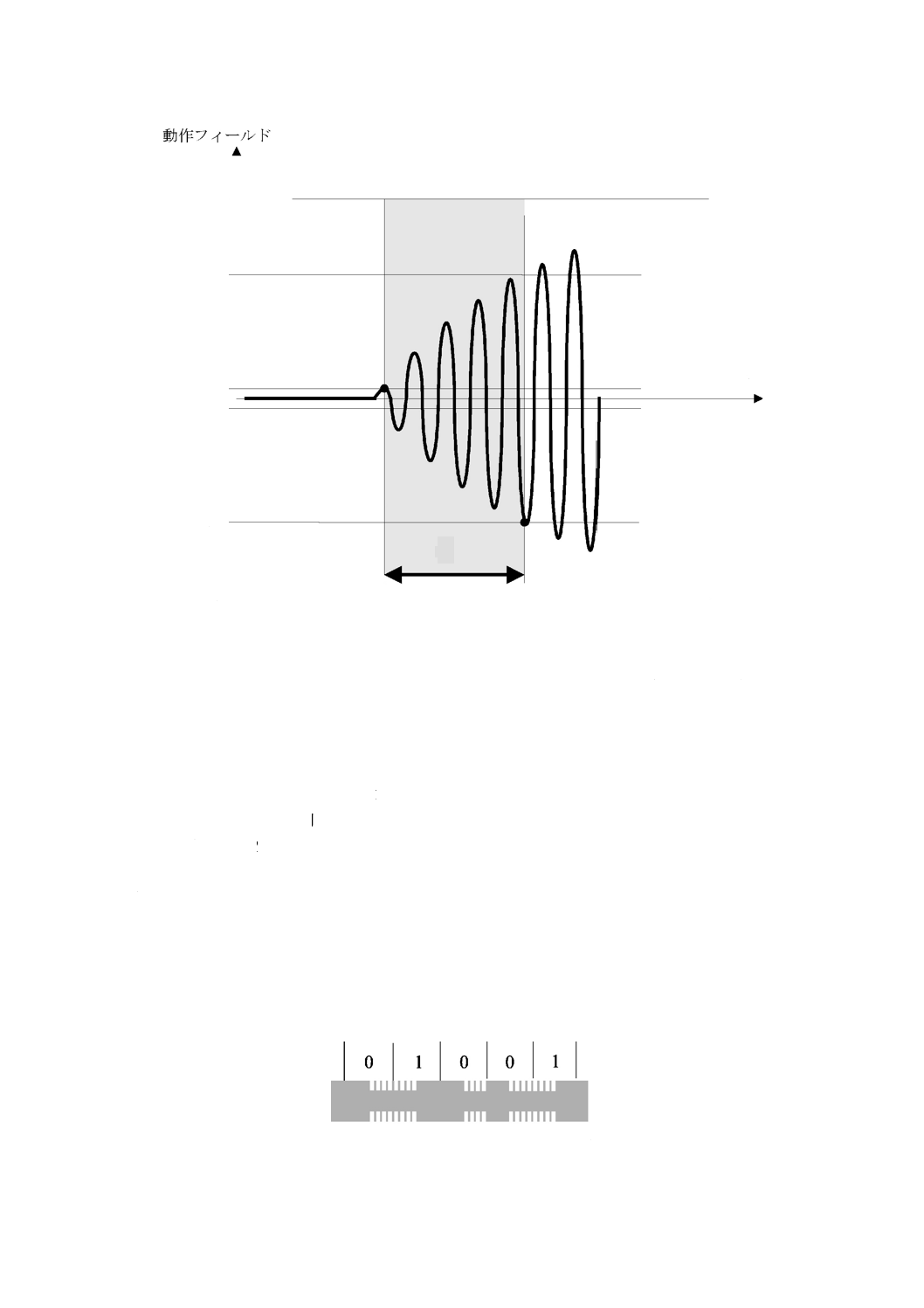
102
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F図3 ポーズマークの終端
F.5 LTO CMからLTO CMリーダへの通信 LTO CMは,動作フィールドをサブキャリヤで負荷変調する
ことによってLTO CMリーダと通信することとする。LTO CMリーダに送るコマンド及びデータのビット
符号化は,サブキャリヤのマンチェスタ符号化とする。サブキャリヤ周波数及びLTO CMからLTO CMリ
ーダへのビット周期は,次による。
サブキャリヤ周波数
fc/16
ビット周期
動作フィールドの128サイクル
LTO CMからLTO CMリーダへのメッセージは,スタートビット,続くメッセージのビット数,1ビッ
ト以上の無変調動作フィールド及びストップビットがない構成とする。
論理1 :サブキャリヤによって変調した動作フィールドの64個のサイクル及びサブキャリヤによっ
て変調しない動作フィールドの64個のサイクルが続く構成。
論理0 :サブキャリヤによって変調しない動作フィールドの64個のサイクル及びサブキャリヤによ
って変調した動作フィールドの64個のサイクルが続く構成。
スタートビット :論理1。
附属書F図4 マンチエスタバイフエーズ符号
100 %
60 %
5 %
5 %
60 %
100 %
t
t4
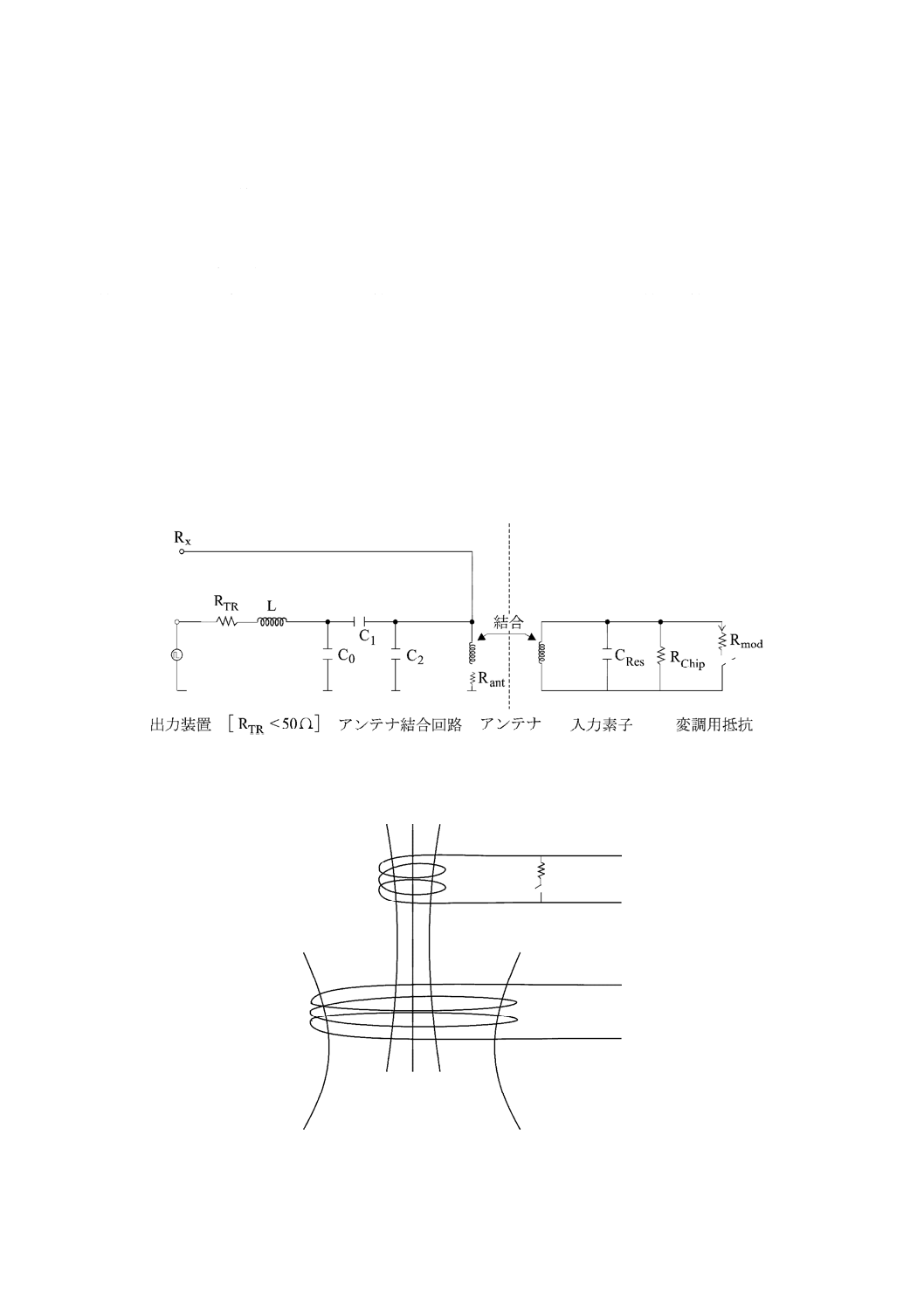
103
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
F.5.1 負荷変調 負荷変調は,無線周波数の場に置いた共振回路の特性を変化させることによって,無線
周波数を振幅変調する処理とする。附属書F図5〜附属書F図7に負荷変調の原理を図示し,附属書F図
5で抵抗負荷は,無線周波数の電磁場を発生する他のコイルと誘導結合する一つのコイルでスイッチング
し,無線周波数の電磁場を生成するコイルの無線周波数の電磁場を変調する。附属書F図7は,抵抗負荷
のスイッチングによって発生する振幅変調を示す。
LTO CMリーダと通信するとき,LTO CMは,LTO CMリーダによって生成した無線周波数の電磁場に
最小20 mVの振幅変調を発生する。この最小値は,LTO CMが動作フィールドの最小と最大の範囲のとき,
維持する。振幅変調は,サブキャリヤの4同期のFFTのサイドバンドの振幅で規定し,7.5 mm半径コー
ナで20 mm×30 mmミリコイルを使って測定することとする。測定条件は,コイルをカートリッジの後部
の表面又はカートリッジの底面の位置とする。コイルは,LTO CMの中心線に平行で中心線に沿って置く
こととする(本体図18参照)。
附属書F図5は,LTO CMリーダとLTO CMとのインタフェースに関する概念的な説明図とし,LTO CM
によって負荷変調した誘導結合の電磁場を示す。
参考 附属書F図5は,概念を示すものであり,回路設計を意図しているものではない。
附属書F図5 LTO CMインタフェースネットワーク
附属書F図6 負荷変調
スイッチ
Rmod
スイッチ
13.56 MHz
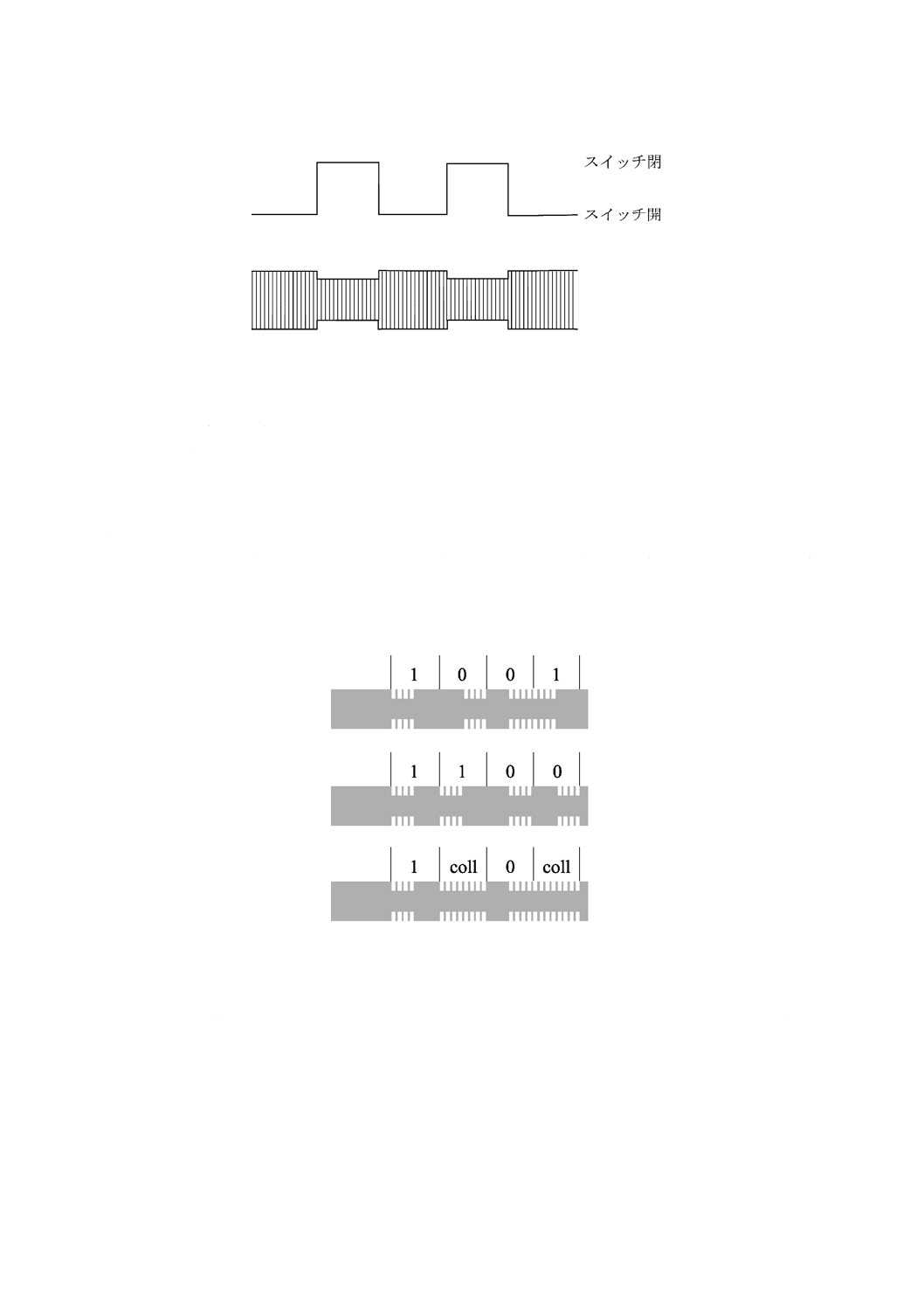
104
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F図7 負荷変調波形
F.5.2 衝突 衝突は,1個以上のLTO CMが同時に通信するとき,発生し,次のコマンドに応答するとき
に発生する可能性がある。
コマンド :Request Standard,Request All,Request Serual Number,Read Serial Number
LTO CMが同じビット情報を伝送する場合,衝突は,発生せず,LTO CMリーダは,誤りなくデータを
受けとる。LTO CMが異なるビット情報を伝送する場合,衝突は発生し,附属書F図8は,衝突の影響を
示す。上位及び中位の信号は,LTO CMによって伝送する。一番下の信号の組合せは,LTO CMリーダに
よって受信する結合メッセージとなる。
“coll”と表示するビット領域は,異なる情報の衝突を示す。
附属書F図8 衝突
F.5.3 タイミング LTO CMからLTO CMリーダへの伝送は,動作フィールドと同期をとることとする。
LTO CMリーダーのコマンドの最後のポーズマークの受信とコマンドに応答したLTO CMによる負荷変
調のスタートとの間の時間は,最後のポーズマークの終端に関連したfc周期の固定数とする。最後のポー
ズマークの終端は,附属書F図3中に,t4によって示す領域内で開始し,負荷変調の開始は,附属書F図
9による。附属書F図10は,LTO CMリーダからのコマンド又はデータの三つの可能な終了シーケンスに
対する応答時間を示す。
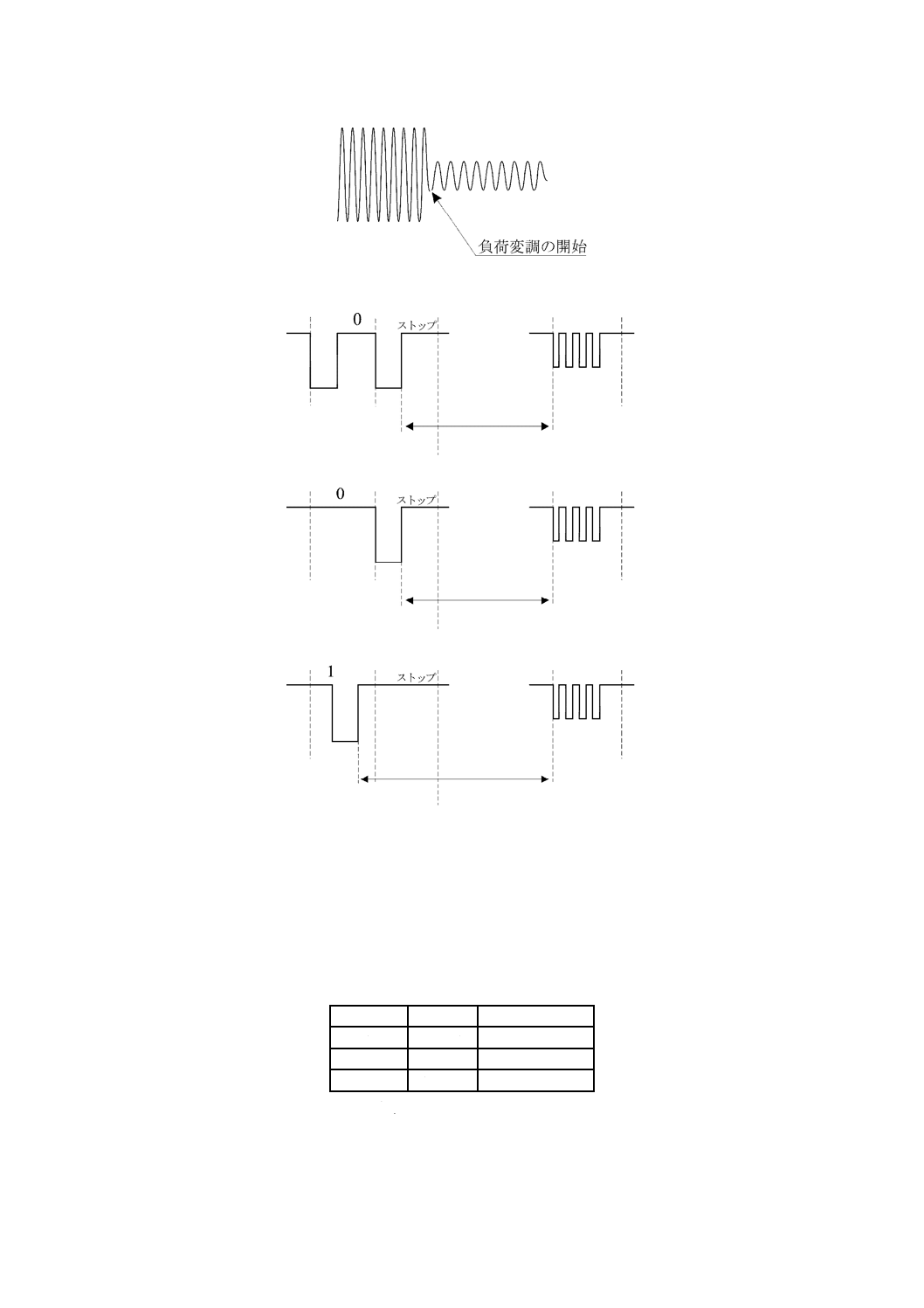
105
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F図9 負荷変調の開始
附属書F図10 LTO CMの応答時間
応答時間は,附属書F表2による。通常値は,次の例外を除き,すべてのLTO CMの応答に用いる。 拡
張値は,Write Wordコマンドでデータを受信した後のACK応答とNACK応答並びに,Write Blockコマン
ドのデータワードの第2セットの受信後のACK応答及びNACK応答に適用する。
附属書F表2 LTO CM応答時間
通常
拡張
t1
1 172 t0
135 828 t0
t2
1 172 t0
135 828 t0
t3
1 236 t0
135 892 t0
ここに,t0=1/fc.
F.6 CRC コマンド及びデータは,16ビットCRCで保護し,生成多項式は,次の式による。
t1
t2
t3

106
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
G(x)=x16+x 12+x 5+1
CRCバイトは,すべてのバイトを生成回路で処理し生成する(附属書F図11参照)。レジスタR0〜R15
は,1ビット幅とし,R0は,最下位ビット,R15は,最上位ビットとし,(6363)に初期設定する。デー
タバイトは,順番に符号化生成器に入力し,最初のビットを最下位ビットとする。バイトを処理した後,
R0の内容は,CRC0で最下位ビットとする。R15の内容は,CRC15で最上位ビットとする。
附属書F図11 CRC生成器
F.7 パリティの生成 奇数パリティは,LTO CMリーダ又はLTO CMによって送出する前に,各8ビット
のバイトについて生成し,付加する。8ビット以下のエンティティについて,パリティは,生成しない。
開始ビットは,パリティの生成に含めない。
Request All,Request Standard及びRead Serial Numberコマンドに対するパリティ生成は,次の例外があ
る。
− Request All及びRequest Standardコマンドは,パリティを生成してはならない。
− Read Serial Numberコマンドは,パリティの生成に関し特別な場合が発生する。LTO CMリーダは,8
ビットの整数倍ではない
シリアル番号をLTO CMに送ってもよい。LTO CMリーダから8ビットの整数倍でないシリアル番
号を送るとき,LTO CMリーダは,すべての8ビットバイトのシリアル番号にパリティを生成し,付
加する。8ビット以下の残りのビットは,パリティを生成しない。
LTO CMは,Read Serial Numberコマンドに応答するとき,8ビットの整数倍でない応答をLTO CM
リーダに送ってもよい。LTO CMからLTO CMリーダへ8ビットの整数倍でないシリアル番号を送ると
き,LTO CMは,すべての8ビットバイト又は8ビットバイトの端数についてパリティを生成し,付加
する。端数バイトについてのパリティは,LTO CMが全バイトを伝送したとき,全8ビットバイトにわ
たって生成する。例えば,LTO CMが伝送したシリアル番号が,バイト+3ビットの整数のとき,LTO CM
は,5ビット+パリティで応答する。パリティは,LTO CMリーダによって送る最後の3ビット及びLTO
CMの応答の最初の5ビットにわたり生成する(附属書F図12参照)。
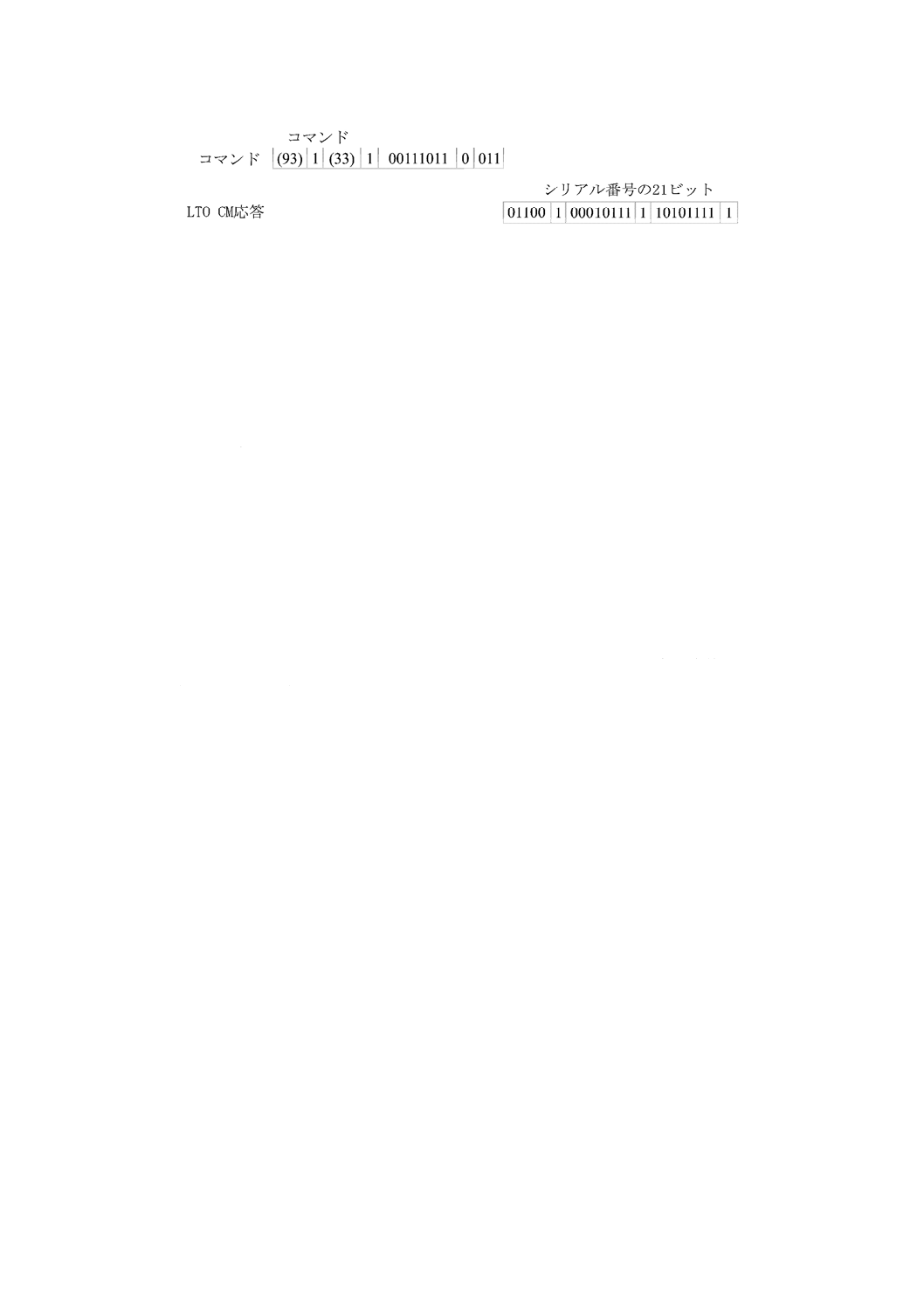
107
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. コマンドストップビットは,附属書F図12には表示していない。
2. シリアル番号の検査バイトは,附属書F図12のLTO CMの応答には,表示して
いない。
附属書F図12 端数バイトのパリティ
F.8 LTO CMの状態 LTO CMは,次の状態をもつ。
− 非動作状態
− 初期状態
− プリセレクト状態
− コマンド状態
− 停止状態
LTO CMは,動作フィールドを検出していない10.0 ms以上の後に,動作フィールドの利用を検出した
とき,初期状態に入る。
LTO CMの状態は,附属書F表3に示す。表の上側エントリは,実行する順番とし,任意の状態でその
状態の最初のエントリから始まり,下側に進む。LTO CMの動作は,この条件を満たす表の最初のエント
リとする。フレーム誤りは,定義コマンドに対し,不正な数のビットを受信すると発生する。
備考 附属書F表3は,Read Block,Write Word及びWrite Blockのコマンド部の応答を示し,コマン
ド (rb),コマンド (ww) 及びコマンド(wb1及びwb2)とする。
シリアル番号の11ビット
108
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F表3 LTO CMの状態
現在の状態
LTO CMリーダ伝送
LTO CM応答
次の状態
非動作中
動作フィールドの付加
初期化
初期
任意の状態
動作フィールドの移動
切断
非動作中
任意の状態
フレーム誤り
無応答
初期
現在の状態
LTO CMリーダ伝送
LTO CM応答
次の状態
初期
Request Standard
タイプの送出
プリセレクト
Request All
タイプの送出
プリセレクト
Test コマンド
LTO CM応答は,定義しな
い。情報交換時には無視す
る。
プリセレクト
他のコマンド又は伝送
無応答
初期
現在の状態
LTO CMリーダ伝送
LTO CM応答
次の状態
プリセレクト
不正パリティの伝送
無応答
初期
不正CRCの伝送
無応答
初期
Read Serial Number
シリアル番号送出
プリセレクト
Read Serial Number,シリア
ル番号フラグメントがLTO
CMと合致
部分シリアル番号送出
プリセレクト
Read Serial Number,シリア
ル番号フラグメントがLTO
CMと不一致
無応答
初期
Select,シリアル番号フラグ
メントがLTO CMと合致
ACK送出
コマンド
Select,シリアル番号フラグ
メントがLTO CMと不一致
無応答
初期
他のコマンド
無応答
初期
109
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F表3 LTO CMの状態(続き)
現在の状態
LTO CMリーダ伝送
LTO CM応答
次の状態
コマンド
不正パリティの伝送
NACK
初期
コマンド
不正CRCの伝送
NACK
初期
コマンド
Read Word,ワードアドレス有効
応答データの送出
コマンド
コマンド
Read Word,ワードアドレス無効
NACK
初期
コマンド
Read Block,ブロックアドレス有効
応答データの送出
コマンド (rbc)
コマンド
Read Block,ブロックアドレス無効
NACK
初期
コマンド
Write Word,書込み禁止正常,ワードアドレス有効
ACK
コマンド (ww)
コマンド
Write Word,書込み禁止異常,及び/又はワードアドレス
無効
NACK
初期
コマンド
Write Word,書込み禁止正常,ブロックアドレス有効
ACK
コマンド (wb1)
コマンド
Write Word,書込み禁止異常,及び/又はブロックアドレ
ス無効
NACK
初期
コマンド
停止
ACK
停止
コマンド
他のコマンド
NACK
初期
コマンド(rbc) Read Block Continue
応答データの送出
コマンド
コマンド(rbc) Read Block Continue,パリティ不正
無応答
初期
コマンド(rbc) 他のコマンド,パリティ有効又は無効
無応答
初期
コマンド(ww) Write Wordデータワード,パリティ,CRC正常,EEPROM
へのデータ書込みエネルギー十分
ACK
コマンド
コマンド(ww) Write Wordデータワード,パリティ及び/又はCRC異常,
及び/又はEEPROMへのデータ書込みエネルギー不足
NACK
初期
コマンド(wb1) Write Block 最初の8ワード,パリティ及びCRC正常
ACK
コマンド (wb2)
コマンド(wb1) Write Block 最初の8ワード,パリティ及び/又はCRC異
常
NACK
初期
コマンド(wb2) Write Block次の8ワード,パリティ及びCRC正常,
EEPROMへのデータ書込みエネルギー十分
ACK
コマンド
コマンド(wb2) Write Block次の8ワード,パリティ及び/又はCRC異常,
及び/又はEEPROMへのデータ書込みエネルギー不足
NACK
初期
現在の状態
LTO CMリーダ伝送
LTO CM応答
次の状態
停止
Request All
タイプの送出
プリセレクト
他のコマンド又は伝送
無応答
停止
F.9 LTO CMに対するLTO CMリーダの標準的な会話 LTO CMリーダとLTO CMとの会話は,衝突の
有無にかかわらず発生する。
F.9.1 衝突のない会話 LTO CMリーダとLTO CMとの会話は,次の動作シーケンスによって開始する。
− LTO CMリーダは,動作フィールドを伝送
− LTO CMは,動作フィールドの検出で初期状態
− LTO CMは,LTO CMリーダからのRequest Standard,又はRequest Allコマンドの受信待ち
− LTO CMリーダは,Request Standard又は,Request Allコマンドを伝送
− LTO CMは,LTO CMのタイプ情報を伝送
− LTO CMリーダは,Request Serial Numberコマンドを伝送
− LTO CMは,シリアル番号を伝送
− LTO CMリーダは,シリアル番号の伝送時に衝突の発生の有無を確認(衝突の処理は,F.9.2参照)。
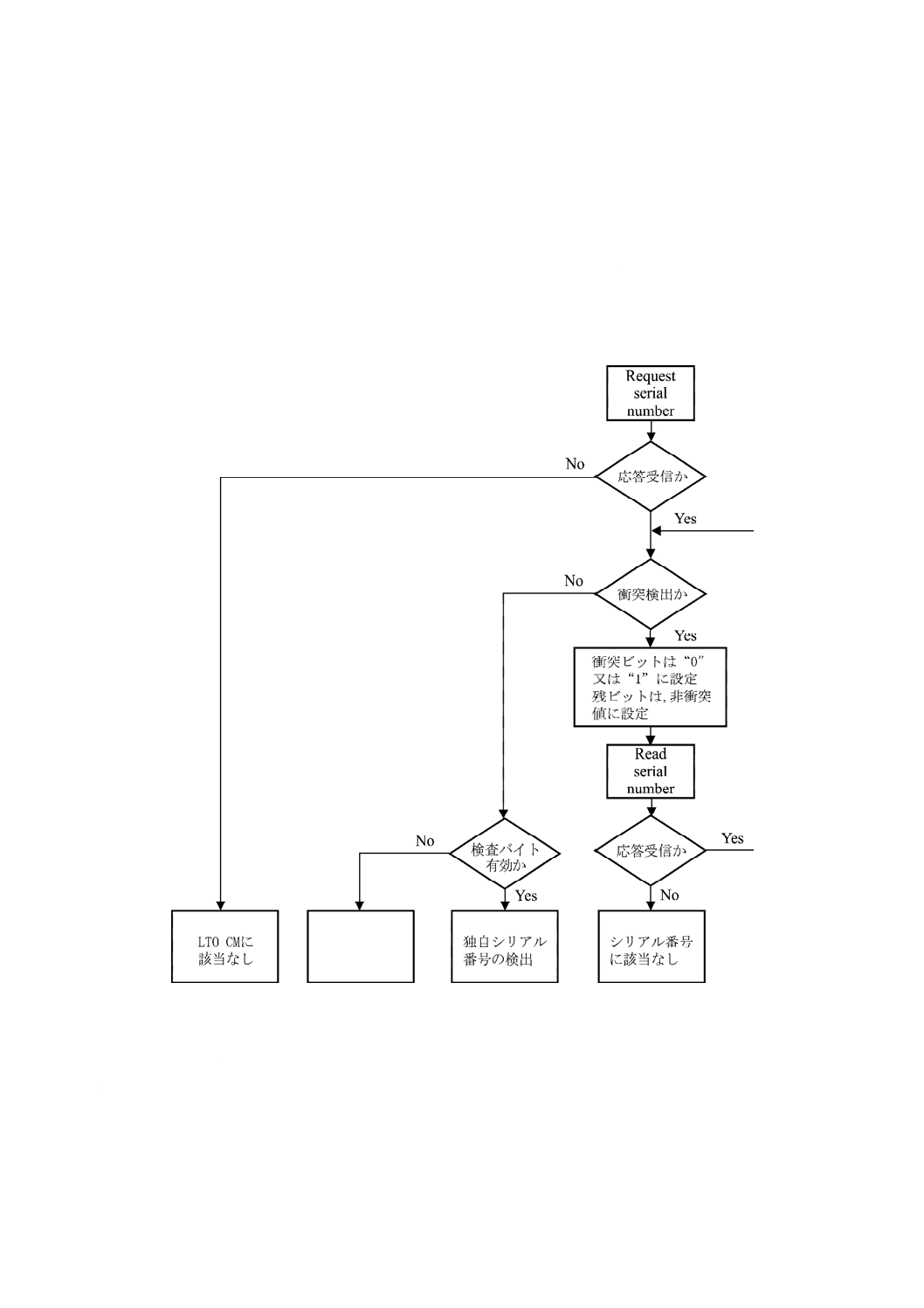
110
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− LTO CMリーダは,Selectコマンドを伝送
− LTO CMは,Selectコマンドの受信でコマンド状態
− コマンド状態中に,LTO CMは,附属書F図8によって再生,記録,停止又は初期状態
− 停止状態にあるLTO CMは,動作フィールドをオフし,オンによるスイッチ又は,Request Allコマン
ドの受信によって初期状態に設定
F.9.2 衝突の処理 LTO CMリーダは,衝突を検出するとき,LTO CMが独自に決めることができる任意の
シリアル番号によって一連のコマンドを発行してもよい。附属書F図13に,LTO CMリーダがシリアル
番号を解読するための一連のコマンドを示す。
附属書F図13 衝突の解決
F.10 メッセージ LTO CMリーダは,次に示すコマンドを発行し,LTO CMが応答する。コマンドを受
信することでLTO CMは,次に示す動作を実行し,附属書F表3による状態に入る。
バイトは,最初に最下位バイトから伝送する。バイトのビットは,最初に最下位ビットを伝送する。
すべての図の表記は,次による。
誤り
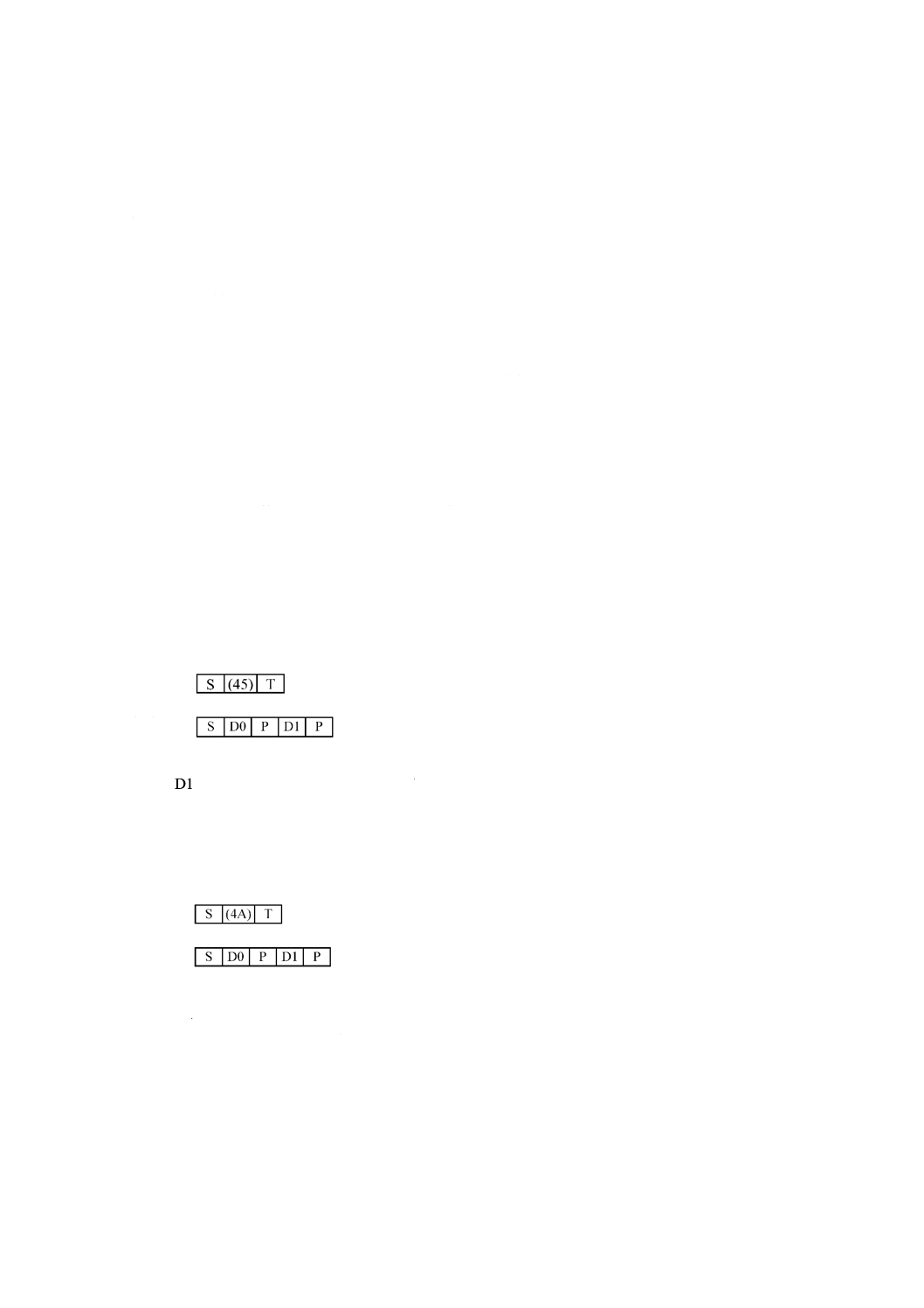
111
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− S スタートビット
− P パリティビット
− T ストップビット
− A ACKシンボル
− N NACKシンボル
− C0 CRCの最下位バイト
− C1 CRCの最上位バイト
− (xx) 8ビットの16進文字(特に注記がない限り)
この規格で未定義のコマンドは,無視する。
ACK
: ACKメッセージは,4ビットの文字 (A) とし,CRC及びパリティなしで送出する。
NACK
: NACKメッセージは,4ビットの文字 (5) とし,CRC及びパリティなしで送出する。
Testコマンド
: 二つのテストコマンドをLTO CM製造業者用に定義する。コマンドは,7ビットの文
字 (0E) 及び文字 (6C) とし,初期状態のときだけ,有効とする。コマンドに対する
応答は,情報交換時には無視する。コマンドは,情報交換時に用いてはならない。意
図的又は誤ってコマンドを受信したとき,LTO CMは,プリセレクト状態のために無
効コマンドの発行又は動作フィールドを除去若しくは,利用することによって,初期
状態とする。
Request Standard : 動作フィールドの初期状態のすべてのLTO CMは,自己のタイプ情報の応答を要求
する。Request Standardコマンドは,7ビットの文字 (45) とする。
ここに,D0 :ブロック0のバイト6
D1 :ブロック0のバイト7
Request All:動作フィールドで初期状態又は,停止状態のすべてのLTO CMは,自己のタイプ
情報の応答を要求する。LTO CMは,タイプ情報で応答する。Request Allコマンド
は,7ビットの文字 (4A) とする。
ここに,D0
: ブロック0のバイト6
D1
: ブロック0のバイト7
Request Serial Number : 動作フィールドでプリセレクト状態のすべてのLTO CMは,シリアル
番号を伝送しなければならない。LTO CMは,シリアル番号を送るこ
とによって,応答する。
コマンド
応答
コマンド
応答
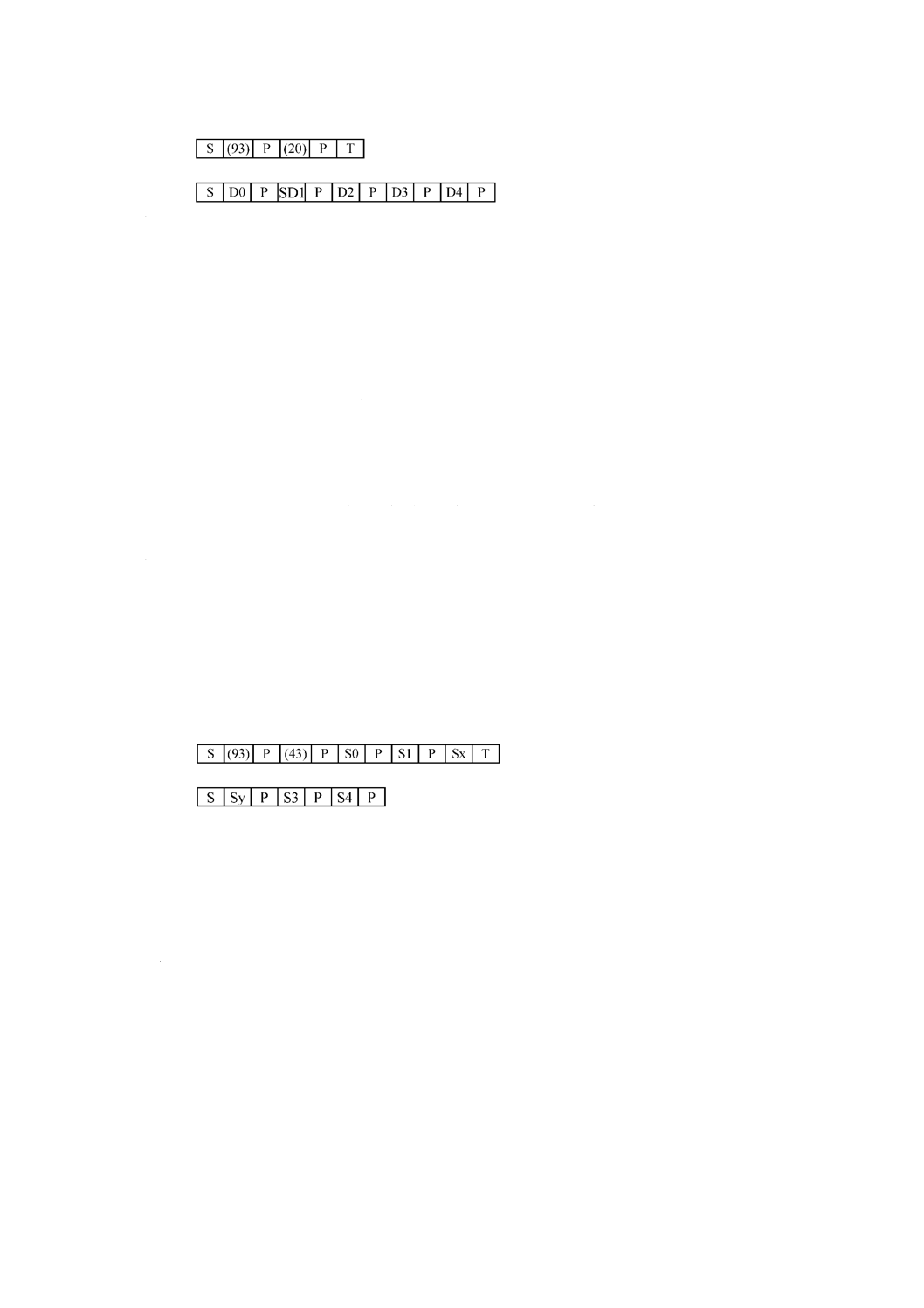
112
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
D0〜D4
: LTO CMのシリアル番号及び検査バイト(ブロック0のバイト0〜4)
Read Serial Number : 動作フィールドでプリセレクト状態のすべてのLTO CMは,シリアル番号の一部分
を受信しなければならない。受信したシリアル番号の部分とLTO CMに保持してい
る部分が一致した場合,LTO CMは,コマンド及び応答の組合せによって発生する
シリアル番号が,完全な4バイトのシリアル番号に1バイトの検査文字を付加した
構成とし,シリアル番号ビットの数を伝送する。
コマンドについて,LTO CMリーダは,1個のコマンドバイト,1個のレングスバイトの1ビット〜32
ビットで構成するシリアル番号を伝送する。シリアル番号は,最後のシンボルを形成する残ビットで8ビ
ットシンボルに分ける。
コマンドのレングスバイトのビットは,次によって設定する。
− ビット3〜0:mod (Tl,8) に設定し,伝送した全8ビットバイトの数を示す。
− ビット7〜4:整数 (Tl,8) に設定し,8ビットバイトでない数を示す。
ここに,Tl :コマンドバイト,レングスバイト及びシリアル番号の合計
コマンドに応答して,LTO CMは,シリアル番号ビットの残りの部分及び検査文字で応答する。最初の
応答シンボルは,ビット長8,mod (Tl,8) とし,シリアル番号の先頭ビットとする。シリアル番号の残ビ
ットは,8ビットシンボルに分ける。 最後に,検査文字は,4個のシリアル番号バイトの排他的論理和に
よる値に設定する。
LTO CMリーダが19ビットのシリアル番号を送出している例
ここに,
(43) :レングスバイト。コマンドが4個の8ビットバイトと8ビットバイトに含まない3
ビットで構成することを示す。
S0及びS1 :シリアル番号の最初の2バイト
Sx :シリアル番号の3番目のバイトの3ビット
Sy :シリアル番号の3番目のバイトの5ビット
S3 :シリアル番号の最後のバイト
S4 :検査バイト
Select :動作フィールドでプリセレクト状態及び特定のシリアル番号をもつLTO CMは,コマ
ンド状態に入ることとし,LTO CMリーダから受信又は送信する準備を行うことを要
求する。LTO CMは,コマンド状態に入りACKメッセージで応答する。
コマンド
応答
コマンド
応答
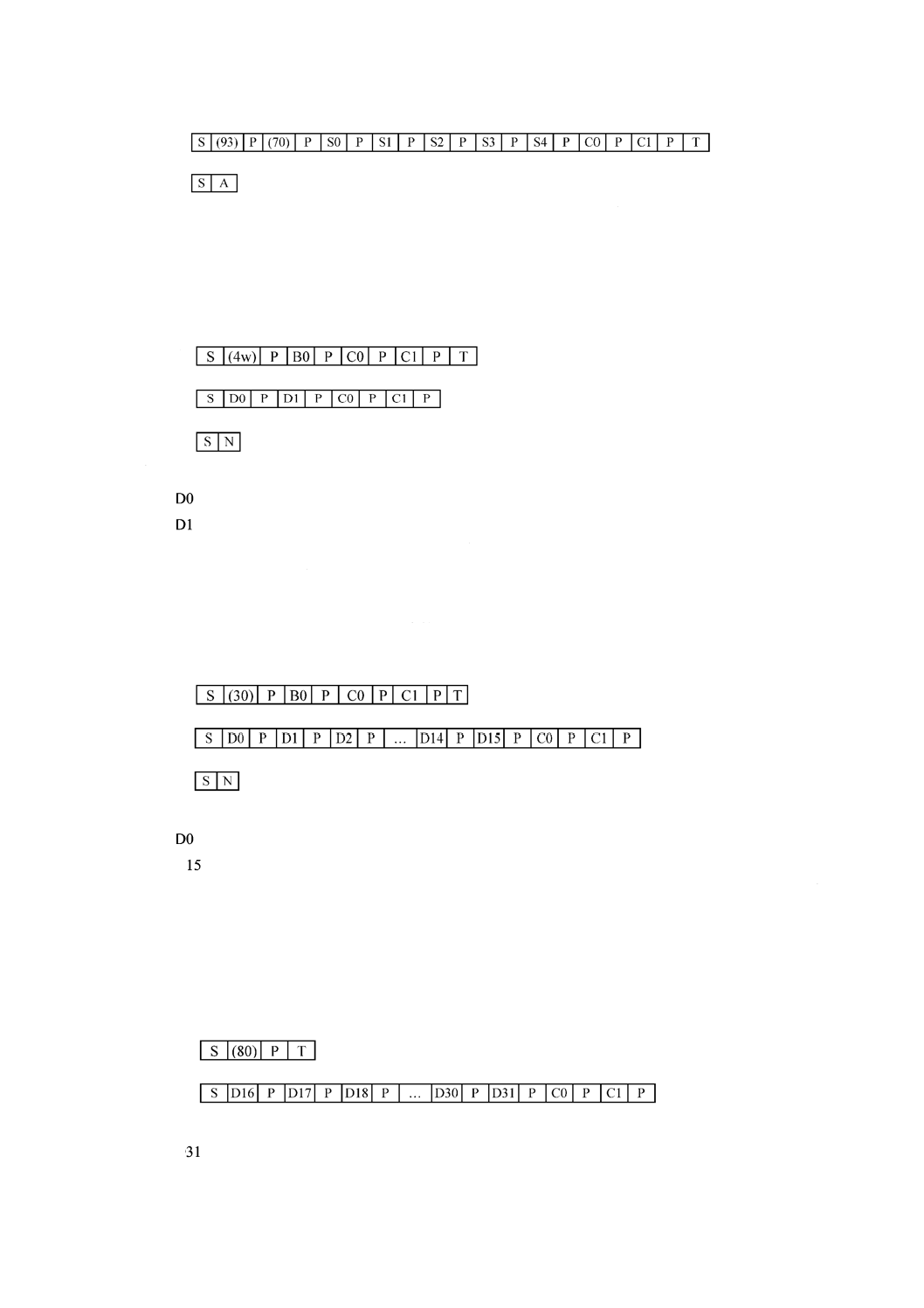
113
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Read Word:動作フィールドでコマンド状態のLTO CMは,特定したブロック及びワードアドレス
で決まるデータワードで応答する。
コマンドが正常に実行した場合,LTO CMは,特定したアドレスの2バイトワードで応答することとし,
コマンドが正常に解読できないとき,NACKで応答する。
ここに,B0 :ブロックアドレス
D0 :データワードの最下位バイト
D1 :データワードの最上位バイト
Read Block:動作フィールドでコマンド状態のLTO CMは,特定したブロックアドレスで始ま
る8データワードで応答する。コマンドが正常に実行した場合,LTO CMは,LTO
CMリーダにデータワードを伝送することで応答する。コマンドが正常に解読でき
ないとき,NACKで応答する。
ここに,B0 :ブロックアドレス
D0 :データ列の最下位バイト
D15 :データ列の最上位バイト
Read Block Continue:動作フィールドでコマンド状態のLTO CMは,Read Blockコマンドで特
定したブロックアドレスのワード8で始まる8個のデータワードで応答
する。LTO CMは,コマンドが正常に実行したとき,LTO CMリーダにデ
ータワードを伝送することで応答する。
コマンドが正常に解読できないとき,応答メッセージは,ない。
ここに,D16 :データ列の最下位バイト
D31 :データ列の最上位バイト
コマンド
応答
コマンド
応答
応答
コマンド
応答
応答
コマンド
応答
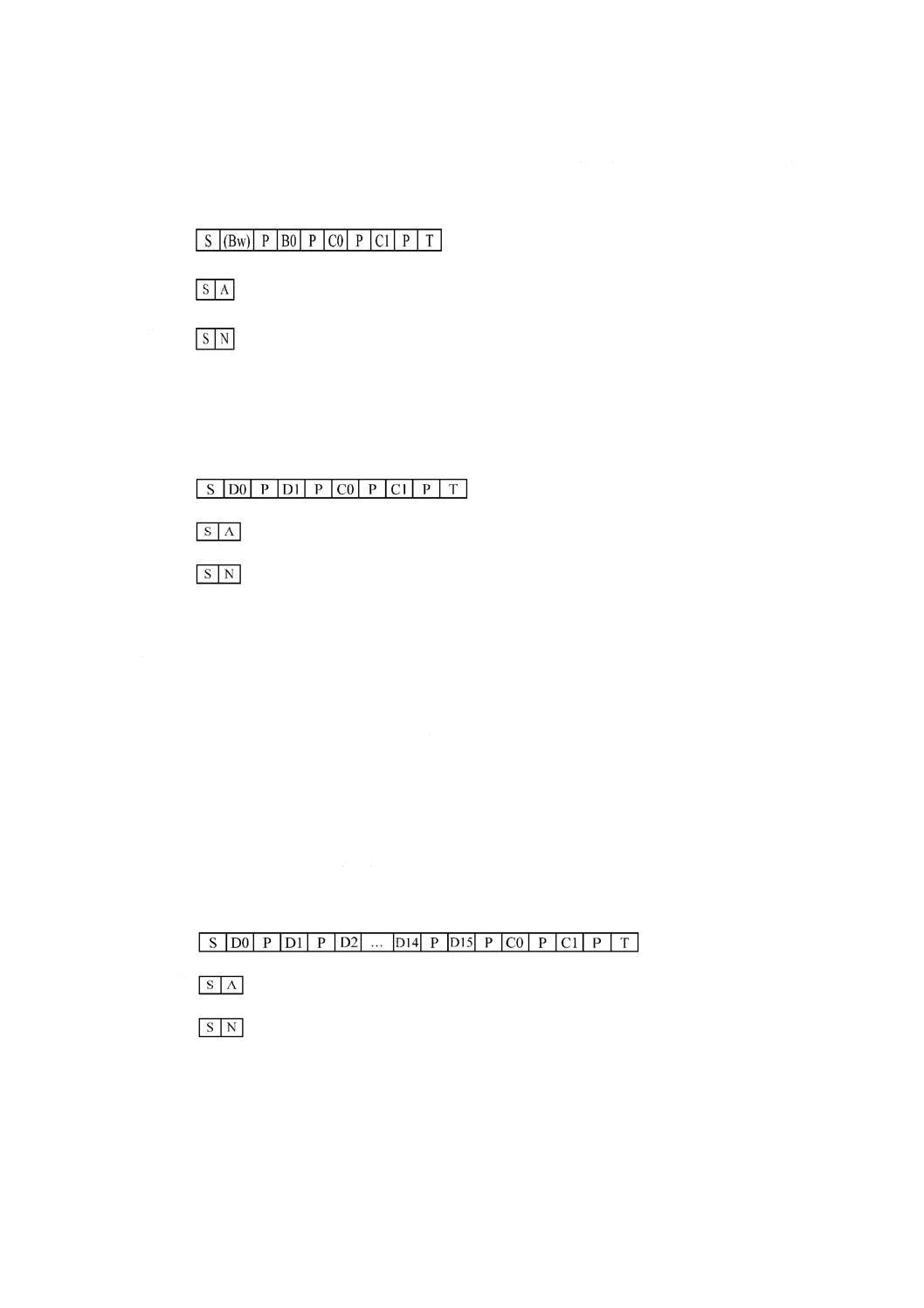
114
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Write Word:動作フィールドでコマンド状態のLTO CMは,データワードを特定した位置に記
憶の準備を行う。LTO CMは,コマンドが正常に実行したとき,ACKで応答し,
コマンドが正常に解読できないとき,NACKで応答する。
LTO CMは,データワードを受信し前に特定した場所に格納する。LTO CMは,コマンドを正常に実行
したとき,ACKで応答し,コマンドが正常に解読できないとき,NACKで応答する。
ここに,
w
: ブロックアドレスの4ビットワードアドレス
B0
: ブロックアドレス
D0
: データワードの最下位バイト
D1
: データワードの最上位バイト
Write Block : 動作フィールドでコマンド状態のLTO CMは,特定したブロックアドレスで始まるデー
タブロックを格納する準備を行う。LTO CMは,このコマンドが正常に実行したとき,
ACKで応答し,コマンドが正常に解読できないとき,NACKで応答する。
LTO CMは,最初の8データワードを受信し,一時的な場所に格納する。コマンドが正常に実行したと
き,ACKで応答し,コマンドが正常に解読できないとき,NACKで応答する。
LTO CMは,次の8データワードを受信し,一時的な場所に格納している最初の8データワードをワー
ド1で始まるEEPROMに格納し,このコマンドを受信した8データワードを前に指定したブロックアド
レスのワード8で始まる場所に格納する。LTO CMは,コマンドを正常に実行したとき,ACKで応答し,
コマンドが正常に解読できないとき,NACKで応答する。
コマンド
応答
応答
コマンド
応答
応答
コマンド
応答
応答
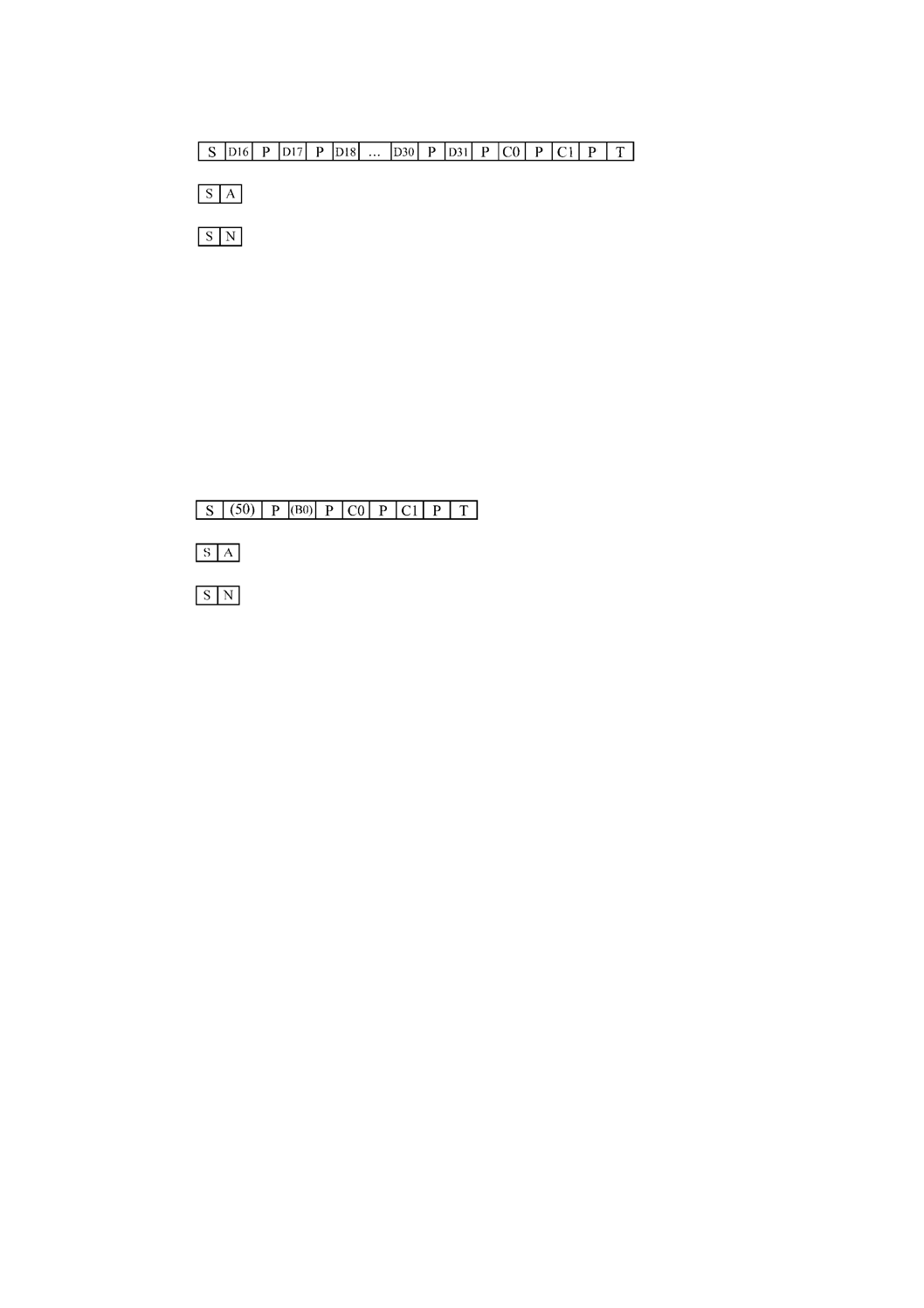
115
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,B0 : ブロックアドレス
D0 : 伝送した最初の8データワードのデータ列の最下位バイト
D15 : 伝送した最初の8データワードのデータ列の最上位バイト
D16 : 伝送した2番目の8データワードのデータ列の最下位バイト
D31 : 伝送した2番目の8データワードのデータ列の最上位バイト
停止 : 動作フィールドでコマンド状態のLTO CMは,停止状態に入ることを要求する。LTO CM
は,コマンドが正常に実行したとき,ACKで応答し,コマンドが正確に解読できない
とき,NACKで返答する。
B0の内容は,情報交換時には無視する。
コマンド
コマンド
コマンド
コマンド
応答
応答
116
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書G(参考)輸送条件
この附属書は,カートリッジの輸送条件を記載するもので,規定の一部ではない。
G.1 輸送環境 カートリッジの輸送中は,次の状態に保つことを推奨する。
温度 :
−23 ℃〜49 ℃
相対湿度 :
5 %〜80 %
湿球温度 :
26 ℃以下
カートリッジの内外は,結露してはならない。
G.2 危険性 カートリッジの輸送には,三つの基本的な危険性が考えられる。
G.2.1 衝撃荷重及び振動 輸送中の損傷を最小限にするために, 次の対策をとることが望ましい。
a) カートリッジの形状をひずませる機械的な荷重を避ける。
b) 1 mを超える高さからのカートリッジの落下を避ける。
c) カートリッジは,個々のコンテナに収納し,各コンテナは,適正にラッチすること。
d) コンテナ内のカートリッジは,十分な衝撃吸収材を用いて堅固な箱に収める。
e) 輸送箱は,清浄な内装でかつ,ほこり及び水の侵入を防止する構造とする。
f)
輸送箱中のカートリッジの方向は,ハブの軸が水平になるようにする。
g) 輸送箱は,正しい方向を示す明確な表示をする。
G.2.2 極度の温度及び湿度
a) 温度及び湿度の極度の変化は,避ける。
b) カートリッジを受領後,24時間以上使用環境で保管する。
G.2.3 誘導磁界 輸送中,カートリッジは,4 000 A/mを超える磁界にさらしてはならない。
117
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書H(参考)不良テープ
この附属書は,不良テープについて例を記載するもので,規定の一部ではない。
不良テープは,リーダテープ及びデータテープで構成する。
テープ装置又は他のテープの性能を低下させるテープを不良テープと呼ぶ。
テープの特性によっては,テープ装置の性能を悪化させる原因になることがある。
これらの特性には,高い磨耗性,テープパス部品に対して高い静的摩擦力,不良なエッジ状態,過剰な
テープ磨耗くず,テープ若しくはテープパス部品上の静電気帯電,層間スリップ,次のテープ層の裏面へ
のテープ塗布の移動,テープ接着又は他のテープの性能劣化を引き起こすテープ構成原料の分離によるた
い積物がある。
これらの特性をもつテープは,満足な性能が得られず,過剰な誤りの原因となる。
このカートリッジに使用するテープは,不良テープであってはならない。
118
X 6175:2006 (ISO/IEC 22050:2002)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書I(参考)ベンダコードリスト
この附属書は,ベンダコードについて記述するものであり,規定の一部ではない。
Accredited Standards Committee NCITSの技術委員会T10は,現在使用中のベンダIDコードの非公式のリ
ストを保持する。
ベンダIDコードは,ASCⅡコードのセット (21) から (7E) までの文字 (3B) を除外した8文字以下の
ASCII文字で構成し,空白[文字 (20)]は,ベンダコードを8文字にするために,文字列の右側に加える。
T10委員長と連絡をとることによって,コードのリストを入手でき,ベンダがコードの複製を防ぐため
に,自発的にT10にIDコードを提出する。
T10委員長の名前は,http://www.ncits.orgによって,完全なリストは,ftp://ftp.t10.org/t10/vendorid.tx
による。