2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
X 6101-1991
情報交換用磁気テープ
Magnetic tape for information interchange
1. 適用範囲 この規格は,計数形電子計算機及び類似の機械相互間で交換する情報の記録媒体として用
いる磁気テープ(以下,テープという。)について規定する。
備考1. この規格の引用規格を,次に示す。
JIS B 7502 外側マイクロメータ
JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
JIS X 6102 情報交換用磁気テープリール
JIS X 6201 200mmフレキシブルディスクカートリッジ
2. この規格の対応国際規格を,次に示す。
ISO 1864 Information processing−Unrecorded 12, 7mm (0.5in) wide magnetic tape for information
interchange-8 and 32 rpmm (200 and 800 rpi) NRZI, and 63 rpmm (1600 rpi) phase-encoded
2. 用語の定義 この規格で用いる用語の定義は,次のとおりとする。
(1) 巻取り余裕 テープの巻上がり半径とリール半径との差。
(2) セルフローディングカートリッジ 磁気テープリールの外周に着脱可能な環状のカートリッジ。自動
装てん機構付きの磁気テープ駆動装置にテープと組み合わせて使用することによって自動装てんがよ
り容易になり,併せてテープの保管・保護に役立つ。
(3) テープの始端及び終端 テープの巻心より遠い末端及び巻心に近い末端。
(4) 標準テープ テープの電磁変換特性の標準として用いられ,その特性値が国際標準化機構 (ISO) によ
って規定されるテープ。
(5) 副標準テープ テープの電磁変換特性を標準テープのそれと比較するために用いられ,その特性と標
準テープの特性との偏差が明示されて,実測値の偏差を補正することによって,間接的に供試テープ
と標準テープとの特性の比較を行うことを可能にするテープ。
(6) 基準ピーク出力電圧 標準テープに表12に定める記録電流及び記録密度によって,相連続する磁束反
転を記録し,これを再生する(1)ときに得られるピーク出力電圧 (P−P) の平均値。
(7) 基準磁界 標準テープに相連続する磁束反転を規定された記録密度で記録して,これを再生するとき,
その再生出力電圧が最大出力電圧(飽和値)の95%となるような最小印加磁界。
(8) 基準縁 テープの磁性面を鉛直にして,これに面して,正常の走行方向が左から右に向かうように見
たとき,上の方にある縁。
(9) 磁束反転 テープの1トラックに一連の2進符号を逐時記録する場合,記録電流の方向反転に対応し
たテープ磁性面上の磁化の極性反転による磁束反転。
(10) 列 テープの幅方向に配列され,記録又は再生が同時に行われるべきビットの一組。
2
X 6101-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(11) ドロップアウト テープの全トラックに表12に定める記録電流によって相連続する磁束反転を記録
し,これを再生する(1)とき,個々のパルスの出力振幅に表1に示す状態の箇所が存在する場合の信号
誤り。
表1 ドロップアウトに該当する状態
記録密度の呼び
列/mm
ドロップアウトに該当する状態
8
基準ピーク出力電圧の21の50%に満たない。
32
128
同一トラックで相続く2個の出力パルスのピーク電圧が,い
ずれも基準ピーク出力電圧の35%に満たない。
356
ARA信号の平均出力振幅の25%に満たない。
注(1) この際供試テープと副標準テープは,記録と再生とを同一の手順で行うこと。例えば,同一の
走行中に記録直後の再生を行う方法,記録後巻き戻して再生を行う方法など,両テープで同一
の方法を用いなければならない。
(12) ドロップイン テープの全トラックに表12に定める記録電流によって相連続する磁束反転を記録し,
このテープの長手方向に直流磁界を加え,信号を十分に消去した後,これを再生する(1)場合,その出
力振幅がその密度での基準ピーク出力電圧の21の10%を超える箇所が存在する場合の信号誤り。
(13) 欠陥箇所 相連続する3回の試験で,8列/mm,32列/mm及び128列/mmの場合には1トラック
以上,356列/mmの場合には2トラック以上にまたがるドロップアウト又はドロップインの発生を
示した箇所を含み,テープの全幅にわたり,かつ,長手方向に10mmにわたる範囲。
(14) ARA信号 テープに書き込まれた情報の再生に際して信号の出力レベルによって再生増幅器の利得
を調整する目的で磁気テープのBOTの後に,一定の長さで,かつ,規定された内容で書き込まれた信
号。
3. 構造,材料及び外観
3.1
構造及び材料 テープは,ベース及び磁性(層)又はベース,磁性(層)及び裏面(層)からなり,
全長にわたり継目がなく,各層は相互にはがれにくく,燃えにくいものとする。
ベース材は,ポリエチレンテレフタレート又はこれと同等品,磁性(層)は均質な磁性材料とバインダ,
裏面(層)は非磁性材料からなる。
3.2
外観 テープの表面は,平滑できずがなく,全長にわたってカール及び片伸びがあってはならない。
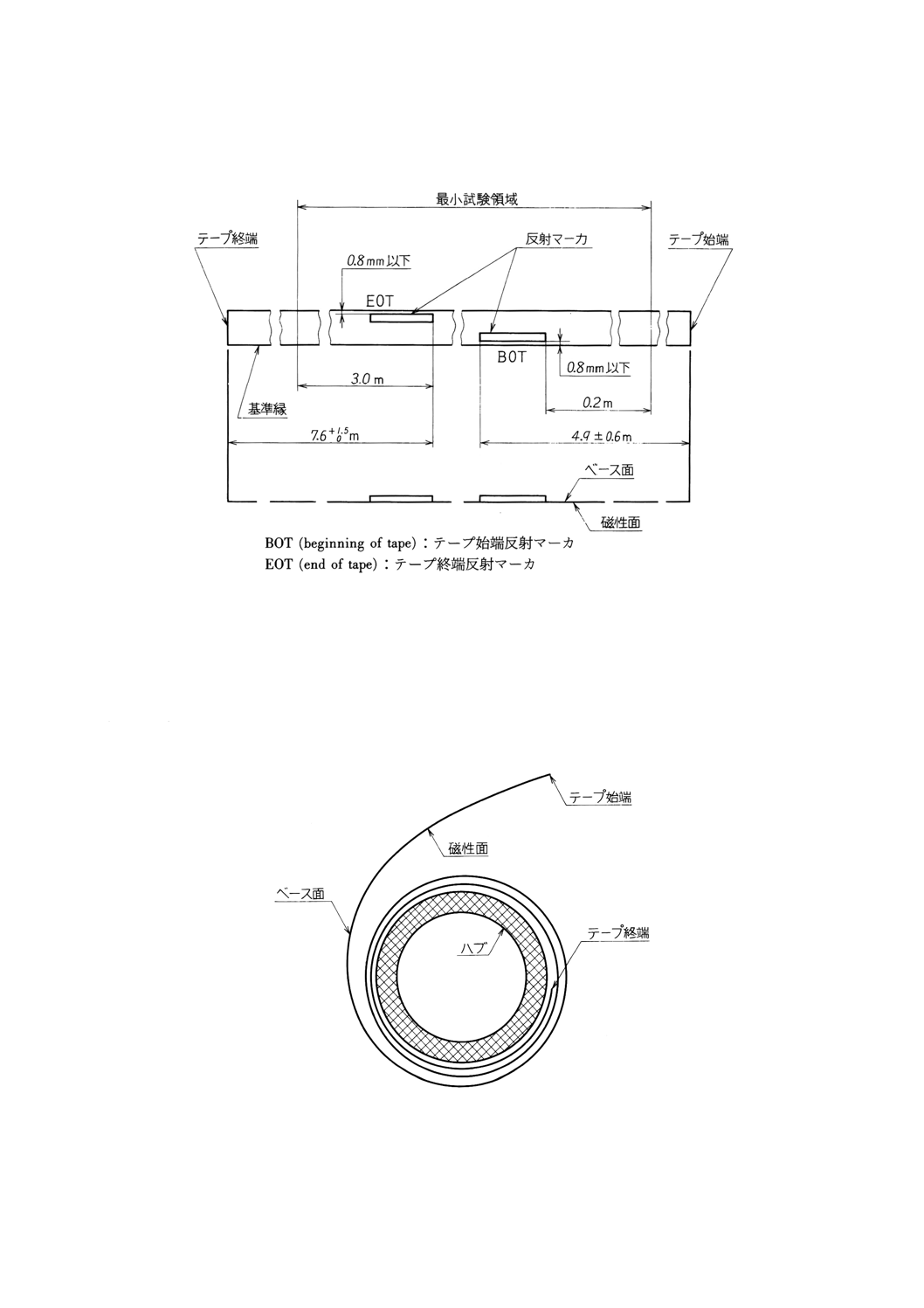
3.3
テープの末端 テープの始端及び終端には,テープの末端検出のために,それぞれの末端に反射マ
ーカをはり付ける。
反射マーカをはり付ける位置は,図1に示すとおりで,テープのベース面(磁性材が塗布されていない
面)とする。反射マーカの外側の縁は,テープの縁から0.8mmを超えてはならない。
また,テープの縁から飛び出してはならない。
反射マーカの幅及び長さは,それぞれ4.8±0.5mm及び28±5mmとし,厚さは,テープにはり付けた後
の状態で0.020mmを超えてはならない。
反射マーカは,透明なプラスチックベースの片面に光を反射する金属の薄膜を接着又は蒸着し,さらに,
その上に熱硬化性接着剤を薄く塗布したもの又はこれと同等品とする。接着剤はテープに使用したとき,
時間の経過とともにマーカの縁からはみ出してはならない。
なお,反射マーカは,テープにはり付けたとき,しわがあってはならない。
3
X 6101-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
また,反射マーカの表面は,電気的良導体であってはならない。
図1 テープの末端
3.4
巻き方 テープは,JIS X 6102に規定するリール(以下,リールという。)に整然と巻かれているも
のとし,巻く際の張力は,2〜3.6Nとする。
巻く方向は,図2による。テープの終端は,ハブに接着してはならない。
また,運搬中ほぐれないような処置を講じることとする。
3.5
巻取り余裕 テープの巻取り余裕は,3.2mm以上とする。ただし,セルフローディングカートリッ
ジの使用時には,6.3〜15.9mmとする。
図2 リールの表面から見た巻き方
4. 寸法
4.1
幅 テープの幅は,12.70
10
.0
0
−
mmとする。幅の測定方法は,9.2.1(1)による。
4
X 6101-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
厚さ テープの厚さは,テープのいずれの点においても0.048±0.008mmとする。このうちベース材
の厚さは公称0.038mmとし,磁性材料の厚さは0.015mmを超えないこととする。厚さの測定方法は,9.2.1(2)
による。
4.3
長さ テープの長さは,始端から終端までとし,表2のとおりとする。リール記号は,JIS X 6102
による。
表2 長さ
リール記号
テープの長さm
F
732以上
H
366以上
5. 機械的特性及び光学的特性
5.1
残留伸び 9.2.2の試験方法による残留伸びは,1%未満とする。これは温度10〜50℃,相対湿度20
〜80%の範囲で,温度と湿度のあらゆる組合せについて満足するものでなければならない。
5.2
粘着性 9.2.3の試験方法によって試験した場合,角度αが60°を超えてはならない。
5.3
長手方向の湾曲 9.2.4の試験方法による長手方向の湾曲は,テープの湾曲の曲率半径で33m以上で
なければならない。
5.4
カッピング 9.2.5の試験方法によるカッピングは,0.25mmを超えてはならない。
5.5
光透過率 9.2.6の試験方法による光透過率は,波長0.4〜1.5μmの光に対して5%以下でなければな
らない。
5.6
光反射率
5.6.1
反射マーカの光反射率 9.2.7の試験方法による光反射率は,標準反射板(2)と比較して,90%以上で
なければならない。
注(2) 標準反射板は5×30mmの大きさ,表面粗さが0.008〜0.016μmである平面のアルミニウム合金
6061号合金(JIS H 4000の合金番号6061-記号A6061P)とする。
5.6.2
テープ裏面の光反射率 9.2.7の試験方法による光反射率は,標準反射板(2)と比較して25%を超え
てはならない。
6. 電磁変換特性
6.1
再生出力 テープの全トラックに表12に定める記録電流によって相連続する磁束反転を記録し,こ
れを再生したとき,テープの長さ76mm以上にわたるピーク出力電圧の平均値は,基準ピーク出力電圧に
対して表3の範囲内になければならない。規定された記録密度で表3の値を満足するテープは,それ以下
の記録密度でも表3の値を満足しなければならない。
表3 再生出力の許容範囲
記録密度の呼び
列/mm
許容範囲%
8
±10
32
128
+25
−10
356
+25
−30
5
X 6101-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
欠陥箇所 テープは,1巻中表4の値を超える欠陥箇所があってはならない。
表4 欠陥箇所
記録密度の呼び
列/mm
リール記号が
Fの場合
リール記号が
Hの場合
8
5
3
32
128
7
4
356
10
5
6.3
消去効果 9.3.5に規定する試験方法によって消磁された部分の76mm以上の長さにわたるピーク出
力電圧の平均値(雑音出力も含む。)は,表5の基準ピーク出力電圧の4%を超えてはならない。
表5 消去効果
記録密度の呼び
列/mm
基準ピーク出力電圧の記録密度の呼び
列/mm
8又は32
128
8, 32又は128
356
6.4
転写 9.3.6に規定する試験方法による原信号と最大転写信号のピーク値との比は,40dB以上でなけ
ればならない。
7. 耐候性及び耐久性
7.1
耐候性 9.5.1の試験方法によって,3.2について異常がなく,表3を満足しなければならない。
また,この試験前に存在した信号誤りを除いて,新たに表6に示す信号誤りが発生してはならない。
7.2
耐久性 耐久性は,次のとおりとする。
(1) 9.5.2(1)の試験によって反復再生回数が4万回以内に,8列/mm,32列/mm及び128列/mmではい
かなるトラックのいかなる再生信号でも,356列/mmでは二つ以上のトラックにまたがるいかなる
再生信号でも,表6に示す信号誤りを生じてはならない。
表6 信号誤りの内容(1)
記録密度の呼び
列/mm
信号誤りの内容
8
再生出力の振幅が基準ピーク出力電圧の21の35%に満たず,同一
箇所を繰返し再生すること20回に及んでもなお回復しない。
32
128
再生出力の振幅が基準ピーク出力電圧の21の15%に満たず,同一
箇所を繰返し再生すること20回に及んでもなお回復しない。
356
再生出力の振幅がARA信号の平均出力振幅の15%に満たず,同
一箇所を繰返し再生すること20回に及んでもなお回復しない。
(2) 9.5.2(2)の試験によって反復再生回数が100回以内に,この試験前に存在した信号誤りを除いて,8列
/mm,32列/mm及び128列/mmではいかなるトラックのいかなる再生信号でも,356列/mmで
は二つ以上のトラックにまたがるいかなる再生信号でも,表7に示す信号誤りの箇所が,テープ走行
1回当たり表8に示す個数を超えて生じてはならない。
6
X 6101-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7 信号誤りの内容(2)
記録密度の呼び
列/mm
信号誤りの内容
8
再生出力の振幅が基準ピーク出力電圧の21の40%に満たない。
32
128
再生出力の振幅が基準ピーク出力電圧の21の25%に満たない。
356
再生出力の振幅がARA信号の平均出力振幅の20%に満たない。
表8 信号誤りの数
リール記号
発生を許される信号誤りの数
平均
最大
F
3
10
H
1.5
5
8. 電気的特性
表面固有抵抗 9.4に規定の方法によって試験を行ったとき,5×105〜5×108Ωの範囲内でなければなら
ない。
9. 試験
9.1
試験条件
9.1.1
温度及び湿度 標準試験状態は温度20±2℃,相対湿度 (65±5) %とし,この状態に24時間以上放
置した後に試験を行うこととする。ただし,特に判定に疑義を生じない場合は,温度5〜35℃,相対湿度
45〜85%の範囲内で試験しても差し支えない。
9.1.2
測定用機械器具 テープの電磁変換特性の測定に用いる機械器具は,次の仕様,又はこれに準じる
が,その詳細は受渡当事者間の協定による。
また,ほこりはできるだけ少なくし,走行系は測定の都度磁気ヘッド及びガイドの表面を清掃しなけれ
ばならない。
(1) テープ駆動装置 計数形電子計算機の補助記憶装置として用いられているものを使用する。
(2) トラックの数,幅及び位置 9又は7トラックとし,各トラックの幅及びその中心線と基準縁との間
隔は,それぞれ表9及び表10のとおりとする。
(3) テープ走行速度 テープの電磁変換特性の測定試験でのテープの走行速度は,200cm/s以上とする。
表9 トラックの幅
トラック数
トラック幅mm
記録ヘッド
再生ヘッド
9
1.09以上
1.0160.02
0
−
7
1.19以上
0.762±0.10
7
X 6101-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10 トラックの位置
トラック番号
トラック中心線と基準縁との間隔mm
9トラックの場合
7トラックの場合
1
0.74±0.08
1.02±0.11
2
2.13±0.08
2.79±0.11
3
3.53±0.08
4.57±0.11
4
4.93±0.08
6.35±0.11
5
6.32±0.08
8.13±0.11
6
7.72±0.08
9.91±0.11
7
9.12±0.08
11.68±0.11
8
10.52±0.08
−
9
11.91±0.08
−
9.2
機械的特性及び光学的特性
9.2.1
幅及び厚さ 幅及び厚さは,次による。
(1) 幅は,テープの長手方向の任意の5か所を測定する。測定器は,000
1
1mm以上の精度で測定可能なもの
とする。
(2) 厚さは,試験片を10枚折り重ね,マイクロメータで5か所測定し,1枚当たりの平均値を求める。使
用するマイクロメータは,JIS B 7502の1級品又はこれと同等以上のもので,毎秒0.05mmずつ進ま
せ,測定面が試験片の面に軽く接触した後,ラチェットが3回音をたてたときの目盛を読む。
9.2.2
残留伸び 温度10〜50℃,相対湿度20〜80%の範囲で60cm以上の長さのテープに30Nの張力を3
分間加え,張力を除いてさらに3分間放置した後,微弱な張力を加えて測定する。
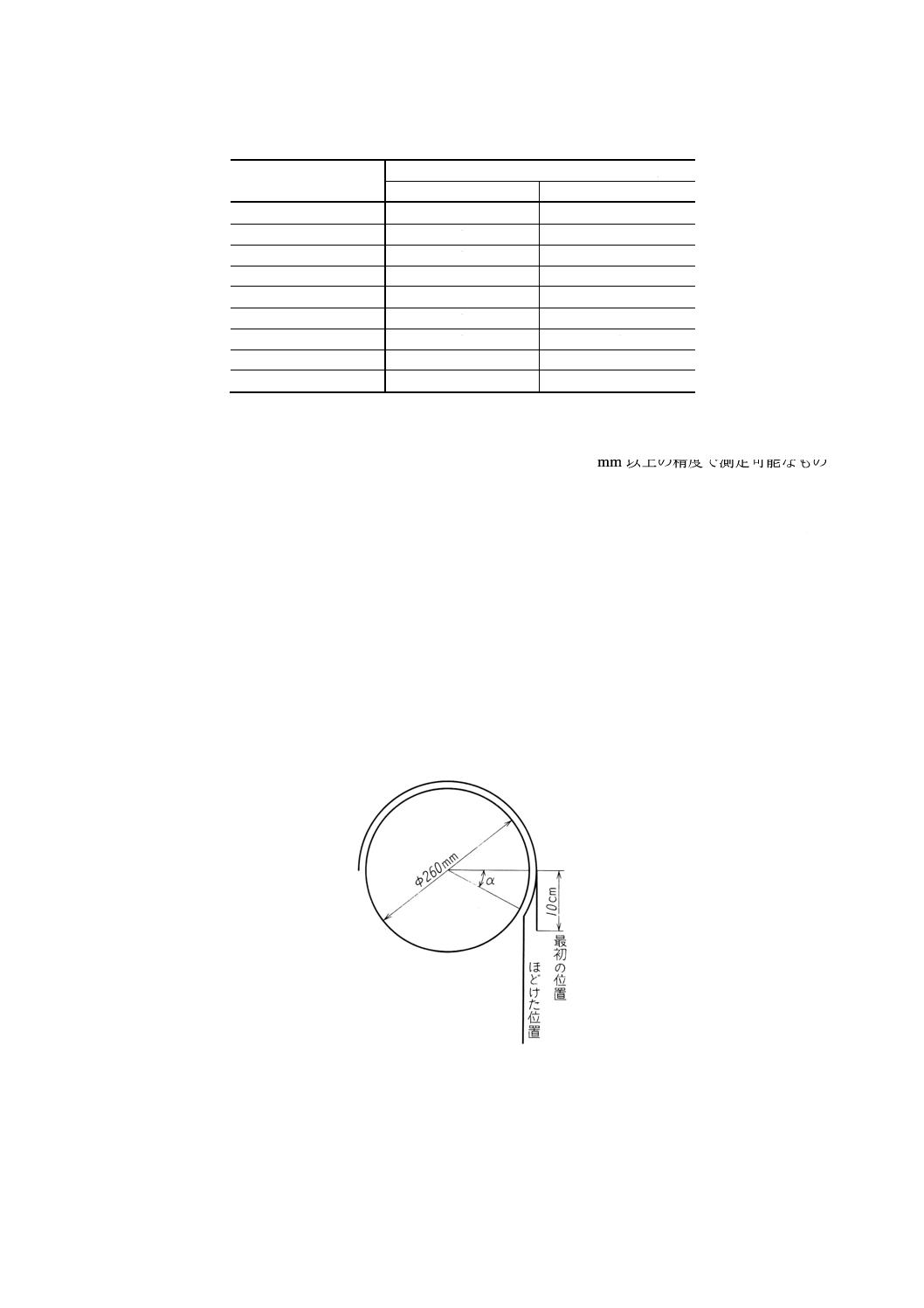
9.2.3
粘着性 長さ約5m以上のテープを直径260mmの円筒の管をしん(芯)として2.5N張力で重ね巻
きし,ほどけないように固定し,これを温度50±3℃,相対湿度約80%で24時間保存する。その後さらに
9.1.1に示す標準試験状態に24時間放置した後,テープを静かに10cm巻き戻してからテープを垂らして静
かに回転したとき,粘着状態から初めて離れる角度α(図3)を測定する。
図3 粘着性の試験
9.2.4
長手方向の湾曲 長さ1m以上のテープを平面上に自然の状態に置き,その縁線上に縁線に沿って
1m離れた2点を定めて,これらを結ぶ直線を引くとき,縁線上のこれら2点の間の曲率半径を測定する。
8
X 6101-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9.2.5
カッピング 長さ約6mmの方形テープ試験片を滑らかな平面上にくぼんだ面を下にして置き,平
面からのテープ試験片の浮き上がり量を測定する。ただし,浮き上がり量は,テープ試験片を置いた平面
とテープ試験片湾曲面との最大距離をいう。
なお,試験はテープを切断後,1時間以内に行うこととする。
9.2.6
光透過率 波長0.4〜1.5μmの光を用いて,JIS X 6201の附属書3の方法によって測定する。
9.2.7
光反射率 波長0.4〜1.5μmの光を入射角度45〜60°範囲で被試験物に当て,反射した光の量と,
標準反射板の光の反射量とを比較する。
なお,標準反射板は,酸化による反射量の変化を防止するため,必要に応じて面を研磨する。
9.3
電磁変換特性
9.3.1
試験領域 テープの電磁変換特性の試験領域は,テープ始端反射マーカの始端からテープ始端に向
けて0.2mの位置から,テープ終端反射マーカの始端を越えてテープ終端に向けて3.0mの位置にわたる領
域を下まわらないこととする(図1参照)。
9.3.2
記録方法 テープの電磁変換特性の試験での記録は,飽和形の水平磁化とする。記録時及び再生時
には,テープとヘッドとは直接に接触した状態で使用する。
9.3.3
記録密度 テープの電磁変換特性の試験での信号の記録密度は,表11による。表11に示す値は,
テープ上の長さ3.8m以上にわたる区間についての平均値とする。
表11 記録密度
記録密度の呼び
列/mm
相隣る列の間隔
標準値μm
許容差%
8
127
±5
32
31.75
128
7.935
356
2.809
9.3.4
記録電流 テープに情報を記録する際の記録電流値は,表12による。
表12 記録電流
記録密度の呼び
列/mm
記録電流と基準磁界を
生ずべき電流との比
8
2.0〜2.2
32
128
1.75〜1.85
356
1.3〜1.5
9.3.5
消去効果 テープの全トラックに表12に規定の記録電流で表5による信号を記録し,これをその
長手方向の79 500A/mのほぼ均一な直流磁界中に通して信号を消去した後これを再生し,ピーク出力電圧
の平均値を測定する。
9.3.6
転写 テープの全トラックに表12に規定の記録電流によって相連続する磁束反転を4〜6m間隔で
40cmずつ数回記録し,温度30℃で48時間放置した後これを再生し,原信号と最大転写信号のピーク値と
の比を求める。
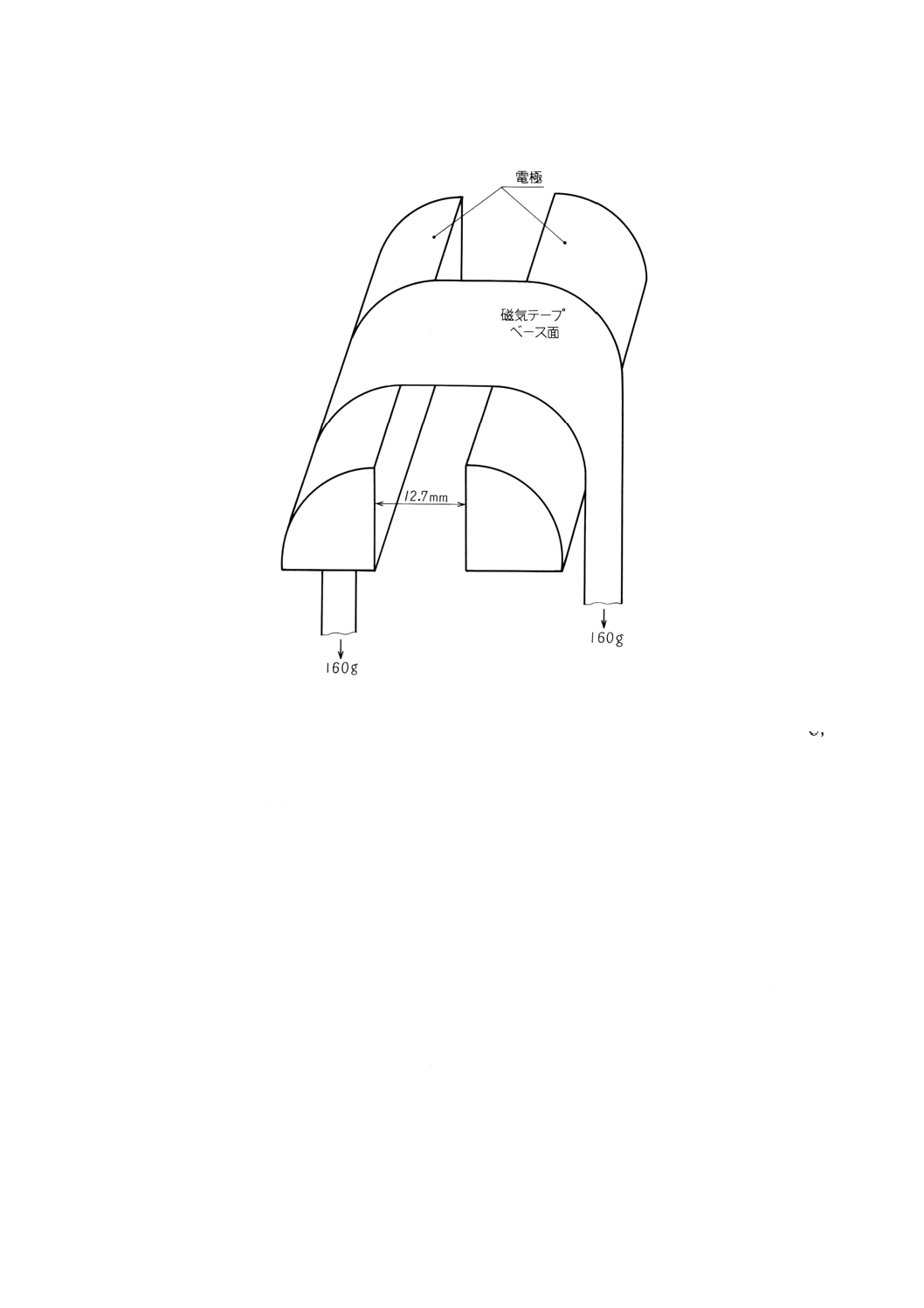
9.4
電気的特性
表面固有抵抗 図4に示すように,断面が半径約1cmの4分円の2本の棒状金属製電極を12.7mm離し
て置き,これらの上に直角にテープの磁性面を接して置いてテープの両端に各160gの分銅をつるし,1×
105〜2×109Ωの測定範囲をもつ絶縁抵抗計を用いて測定した抵抗値から表面固有抵抗値を算出する。
9
X 6101-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 表面固有抵抗測定用電極
9.5
耐候性及び耐久性
9.5.1
耐候性 テープを温度50±3℃,相対湿度約80%の室内に72時間放置した後,直ちに温度530
−℃,
相対湿度20%以下の室内に72時間放置する。さらにその後9.1.1に示す試験状態にして,3.2に示す外観,
6.1に示す再生出力及び7.1に示す条件を満足するかどうかを調べる。
9.5.2
耐久性 耐久性試験は,次による。
(1) テープ上の欠陥箇所のない部分に,表12に規定の記録電流によって,全トラックが磁束反転の列2000
又は2048個からなるブロック25個を記録し,これを4万回反復して再生し(3),その間の信号誤りの
発生の有無を試験する。
注(3) これらの記録及び再生に際して,テープの走行はブロックごとに完全に停止しなければならな
い。
(2) テープの全長にわたって,表12に規定の記録電流で,全トラックが磁束反転の列2000又は2048個か
らなるブロックを多数記録しながら再生し,この操作を途中清掃することなく100回反復し(3),その
間の信号誤りの発生の有無を試験する。
10. 形名の構成 形名は,次の配列によって構成する。
[記録密度の呼び]
[リールの大きさを表す記号]
[トラック数]
例
32
F
(9)
(1) 記録密度の呼びは,表3による。
10
X 6101-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(2) リールの大きさを表す記号は,4.3による。
(3) トラック数は9トラック又は7トラックについてそれぞれ(9)又は(7)とし,両者を兼ねるものは (9+
7) とする。
11. 表示 リールの表面に次の事項を明りょうに表示しなければならない。
(1) テープの製造業者名又は登録商標
(2) 形名
12. 製品の呼び名 呼び名は,情報交換用磁気テープ又は電子計算機用磁気テープとし,詳細に示す場合
には次の例による。
例 情報交換用磁気テープ32F(9)
11
X 6101-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 保存条件
この参考は,情報交換用磁気テープの保存条件について示すものであって,規定の一部ではない。
(1) 未記録テープ 温度5〜48℃,相対湿度20〜80%及び湿球温度26℃以下の環境に保存されることが望
ましい。
(2) 記録ずみテープ 温度5〜32℃,相対湿度20〜80%及び湿球温度25℃以下の環境に保存されることが
望ましい。
磁気テープ規格改正原案作成委員会 構成表
氏名
所属
(主査)
喜 安 善 市
足利工業大学
(幹事)
富 田 正 典
日本電信電話公社
横 山 克 哉
日本放送協会
(委員)
鈴 木 芳 雄
総理府統計局
中 村 方 士
郵政省電気通信監理官室
山 村 修 蔵
工業技術院標準部
中 村 洌
日本国有鉄道
蓼 沼 康 次
国際電信電話株式会社
多羅尾 悌 三
富士通株式会社
倉 根 是 昭
株式会社日立製作所
杉 山 俊
日本電気株式会社
吉 田 久 志
三菱電機株式会社
徳 永 賢 次
住友スリーエム株式会社
平 川 卓
富士写真フィルム株式会社
松 橋 杲
東芝アンペックス株式会社
(事務局)
楡 木 武 久
社団法人日本電子工業振興協会