X 0527:2018
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語,定義及び記号 ·········································································································· 2
3.1 用語及び定義 ················································································································ 2
3.2 記号 ···························································································································· 4
4 バーコードプリンタ及び消耗品 ··························································································· 5
4.1 バーコードプリンタ ······································································································· 5
4.2 消耗品(受容紙,ラベル及びインクリボン) ······································································ 17
4.3 試験結果報告書 ············································································································ 21
5 バーコードリーダ ············································································································ 22
5.1 一般 ··························································································································· 22
5.2 性能評価項目及び試験方法 ····························································································· 22
5.3 性能のランク付け ········································································································· 34
5.4 試験結果報告書 ············································································································ 38
附属書A(規定)公称dpiに応じた標準画像構成要素 ································································· 39
附属書B(参考)読取記録フォーム ························································································ 43
附属書C(参考)JIS X 0520のE.3の概要 ················································································ 45
附属書D(参考)試験結果報告書 ··························································································· 46
附属書E(規定)バーコードリーダ読取性能試験用テストチャート ··············································· 48
X 0527:2018
(2)
まえがき
この規格は,工業標準化法に基づき,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本
工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
X 0527:2018
自動認識及びデータ取得技術−
バーコードプリンタ及びバーコードリーダの
性能評価仕様
Automatic identification and data capture techniques-
Bar code printer and bar code reader performance testing
1
適用範囲
この規格は,バーコードシステムで用いる熱転写式プリンタ(以下,バーコードプリンタという。),消
耗品及びバーコードリーダ(読取方式は問わない。)の性能評価仕様について規定する。また,評価項目に
よって,性能のランクも規定する。
この規格は,バーコードシンボルの印刷品質について規定しているJIS X 0520とJIS X 0526とを組み合
わせて用い,次の評価試験に適用できる。
注記 この規格が感熱紙を用いる感熱式プリンタ,及び“普通紙又は専用紙”を用いるプリンタ(商
用印刷,インクジェット式プリンタ,電子写真式プリンタなど。)の評価に引用されることは妨
げない。
a) バーコードプリンタ(消耗品を含む。)の印字性能
b) 受容紙又はラベルの白色度及び平滑度並びにラベルの粘着性
c) バーコードが印字された受容紙又はラベルの堅ろう性
d) バーコードリーダの読取性能
e) バーコードプリンタ・バーコードリーダの電気特性,機械特性及び環境特性
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS C 0920 電気機械器具の外郭による保護等級(IPコード)
JIS C 1102-2 直動式指示電気計器 第2部:電流計及び電圧計に対する要求事項
JIS C 1102-3 直動式指示電気計器 第3部:電力計及び無効電力計に対する要求事項
JIS C 60068-2-1 環境試験方法−電気・電子−第2-1部:低温(耐寒性)試験方法(試験記号:A)
JIS C 60068-2-6 環境試験方法−電気・電子−第2-6部:正弦波振動試験方法(試験記号:Fc)
JIS C 60068-2-78 環境試験方法−電気・電子−第2-78部:高温高湿(定常)試験方法(試験記号:
Cab)
JIS C 61000-4-2 電磁両立性−第4-2部:試験及び測定技術−静電気放電イミュニティ試験
JIS C 61000-4-3 電磁両立性−第4-3部:試験及び測定技術−放射無線周波電磁界イミュニティ試験
2
X 0527:2018
JIS C 61000-4-4 電磁両立性−第4-4部:試験及び測定技術−電気的ファストトランジェント/バー
ストイミュニティ試験
JIS K 0557 用水・排水の試験に用いる水
JIS K 8101 エタノール(99.5)(試薬)
JIS L 0803 染色堅ろう度試験用添付白布
JIS L 0805 汚染用グレースケール
JIS L 0844 洗濯に対する染色堅ろう度試験方法
JIS L 0849 摩擦に対する染色堅ろう度試験方法
JIS L 0850 ホットプレッシングに対する染色堅ろう度試験方法
JIS P 8148 紙,板紙及びパルプ−拡散青色光反射率の測定方法−室内昼光条件(ISO白色度)
JIS P 8155 紙及び板紙−平滑度試験方法−王研法
JIS X 0500-1 自動認識及びデータ取得技術−用語−第1部:一般
JIS X 0500-2 自動認識及びデータ取得技術−用語−第2部:光学的読取媒体
JIS X 0503 自動認識及びデータ取得技術−バーコードシンボル体系仕様−コード39
JIS X 0504 自動認識及びデータ取得技術−バーコードシンボル体系仕様−コード128
JIS X 0510 情報技術−自動認識及びデータ取得技術−QRコード バーコードシンボル体系仕様
JIS X 0512 情報技術−自動認識及びデータ取得技術−バーコードシンボル体系仕様−データマトリ
ックス
JIS X 0520 自動認識及びデータ取得技術−バーコードシンボル印刷品質の評価仕様−一次元シンボ
ル
JIS X 0521-1 バーコード検証器の適合仕様−第1部:1次元シンボル
JIS X 0526 情報技術−自動認識及びデータ取得技術−バーコードシンボル印刷品質の評価仕様−二
次元シンボル
JIS Z 1516 外装用段ボール
JIS Z 1529 印刷用粘着フィルム
JIS Z 1538 印刷用粘着紙
ISO/IEC 15426-2,Information technology−Automatic identification and data capture techniques−Bar code
verifier conformance specification−Part 2: Two-dimensional symbols
CISPR 32,Electromagnetic compatibility of multimedia equipment−Emission requirements
3
用語,定義及び記号
3.1
用語及び定義
この規格で用いる主な用語及び定義は,JIS X 0500-1及びJIS X 0500-2によるほか,次による。
3.1.1
印字(print)
熱転写式プリンタを用いてインクリボンのインクを受容紙又はラベルに転写し,バーコードなどを表示
すること。
3.1.2
印刷(printing, graphic arts)
印刷版とインクとを用いてバーコードなどを刷り上げること。
3
X 0527:2018
3.1.3
熱転写式プリンタ,バーコードプリンタ(thermal transfer printer,dedicated bar code printer)
データをバーコード画像に変換する機能を内蔵し,インクリボンのインクを熱を利用して転写印字する
装置(熱転写の方式は問わない。)。
3.1.4
インクリボン(ink ribbon)
フィルムの片面に熱溶融インクを塗布したものをロール状に巻いたもの。
3.1.5
受容紙(reception paper)
インク受容層をもつ紙又はフィルム。
3.1.6
ラベル(label)
裏面に粘着剤が塗布された受容紙。
3.1.7
白色度(diffuse blue reflectance factor)
受容紙又はラベルの印字面の白色度合い。
3.1.8
平滑度(smoothness)
受容紙又はラベル表面の平たん(坦)性を表す尺度。
3.1.9
粘着性(adhesion characteristics)
被粘着基材に貼付したラベルの粘着性能。
3.1.10
消耗品(consumables)
必要に応じてユーザが補充しなければならない受容紙,ラベル及びインクリボン。
3.1.11
サーマルプリントヘッド(thermal print head)
複数の微小な発熱抵抗体を直線状に並べた構造をもつ電子部品であり,インクリボンに熱を加える働き
をするもの。
3.1.12
柵状印字(picket fence print)
被印字媒体の移動方向に対して,バーの高さ方向が水平方向になるような印字状態。
3.1.13
はし(梯)子状印字(ladder type print)
被印字媒体の移動方向に対して,バーの高さ方向が垂直方向になるような印字状態。
3.1.14
評価ランク(performance rank)
対象となる評価項目ごとに,性能を等級付けしたランク。
3.1.15
剝離紙(release liner)
4
X 0527:2018
表面に離型処理を施した紙又はフィルム(台紙ともいう。)。
3.1.16
テストチャート(test chart)
高精密なバーコードシンボルを印画紙に表示したもので,バーコードリーダの読取性能試験に用いるも
の。
3.1.17
移動体読取速度(lateral motion reading speed)
一次元シンボル又はバーコードリーダが,一次元シンボルのエレメントに対して直角方向に移動しなが
ら読み取れる最大移動速度。
3.1.18
公称dpi(nominal dpi)
mm当たりのドット数を25.4倍した値を,慣例的に整数になるように丸めた1インチ当たりのドット数。
3.1.19
定置式リーダ(fixed mount reader)
特定の場所に固定して用いるバーコードリーダ(固定式リーダともいう。)。
3.1.20
セラミックラベル(ceramic label)
焼成前のセラミック材表面にバーコードシンボルを印字後,焼成してセラミック化したラベル。
3.2
記号
この規格では,他の指定がない限り,次の記号を用いる。
AV:
軸の非均一性試験における印字品質グレード間の読取時間の変量
B:
インタフェースケーブル強度試験における屈曲回数
DV:
欠陥試験における印字品質グレード間の読取時間の変量
DCV: 復号容易度試験における印字品質グレード間の読取時間の変量
F:
受容紙の平滑度
FV:
固定パターン損傷試験における印字品質グレード間の読取時間の変量
GV:
格子の非均一性試験における印字品質グレード間の読取時間の変量
H:
非こん(梱)包落下試験における落下距離
L:
周囲照度試験における最大照度
MV:
モジュレーション試験における印字品質グレード間の読取時間の変量
Ms:
移動体読取速度の移動速度
N:
トリガスイッチ耐久試験における押下回数
PSmax: 最大印字速度
Re:
最小印字分解能
RT:
読取速度試験における読取時間を読取回数(100)で除した値
RTV: シンボルコントラスト試験における最大読取時間から最小読取時間を減じた時間
T:
標準画像を50組連続印字する時間
Tmps: 標準画像を印字品質総合グレード1.5で50組連続印字する時間
UV:
未使用誤り訂正能力試験における印字品質グレード間の読取時間の変量
Va:
気中放電試験における静電耐力
5
X 0527:2018
Vc:
接触放電試験における静電耐力
4
バーコードプリンタ及び消耗品
4.1
バーコードプリンタ
4.1.1
一般要件
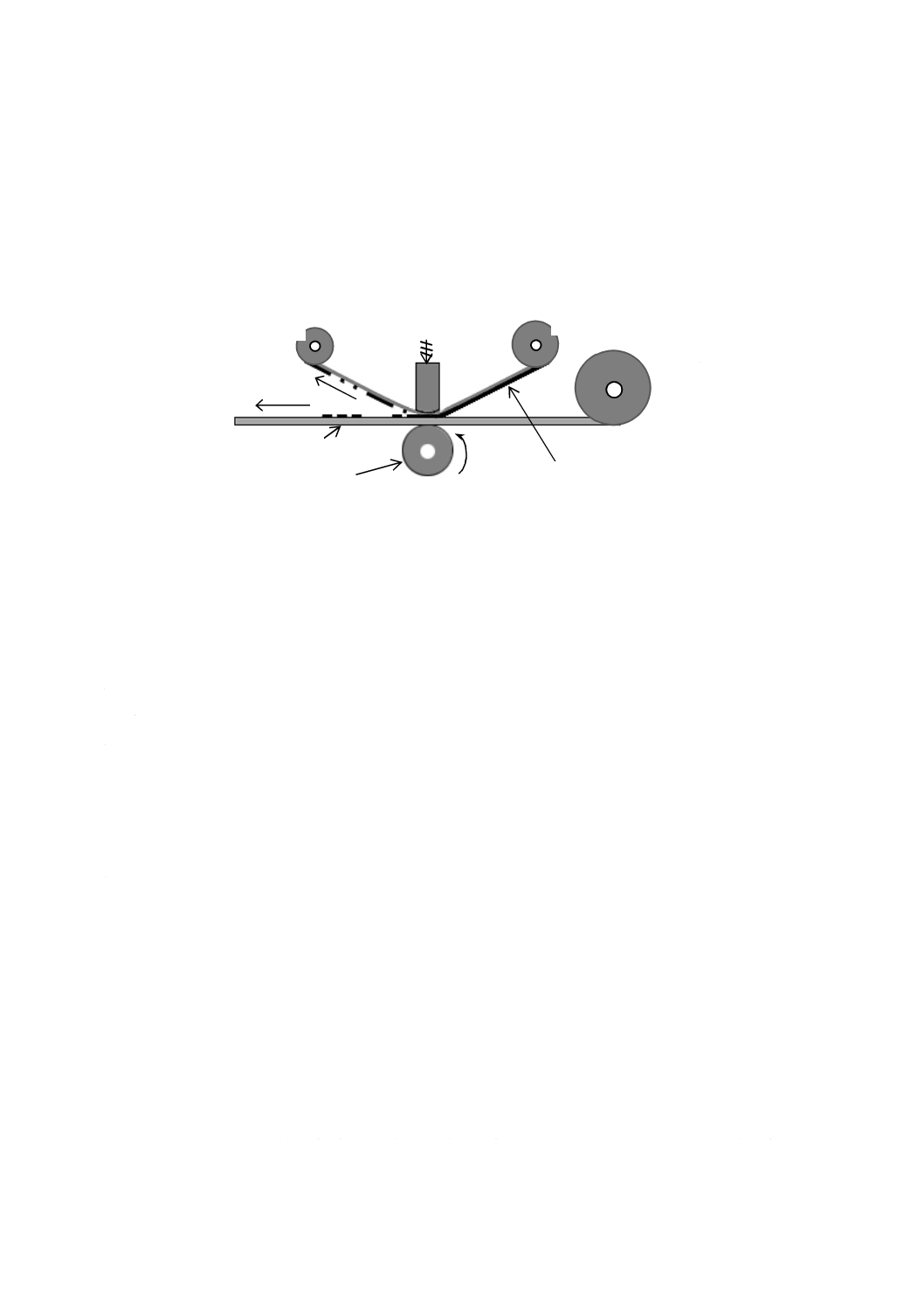
一般的な熱転写式の基本印字機構を,図1に示す。
プラテンローラ
図1−熱転写式の基本印字機構
図1に示すように,プラテンローラとサーマルプリントヘッドとの間に“受容紙又はラベル”及びイン
クリボンを通し,適切な印字圧が得られるように,通常は,サーマルプリントヘッドを押し下げて固定す
る。プラテンローラが矢印方向に回転すると,“受容紙又はラベル”及びインクリボンが搬送方向へ移動す
る。この移動に同期させて,サーマルプリントヘッドの発熱素子を熱することによってインクリボンのイ
ンクが溶融し,受容紙又はラベルに転写される。このとき,熱する発熱素子は,印字する画像に対応した
素子だけである。
印字設定及び環境条件は,次による。
a) 評価対象バーコードプリンタの印字条件設定 この規格で評価対象とする熱転写式の印字設定は,試
験に用いる“受容紙又はラベル”及びインクリボンに最適と推定される条件にすることが望ましい。
この印字設定は,評価対象バーコードプリンタがもつ印字性能を最大に近づけるのに役立つ。
注記 熱転写式では,“受容紙又はラベル”及びインクリボンの組合せによって印字品質が異なるこ
とが知られている。
b) 周囲環境条件 熱によってインクを溶融させて受容紙又はラベルに転写する方式のバーコードプリン
タは,周囲温度が印字品質に影響を与えるが,受容紙又はラベル,インクリボン,プラテンなどの熱
伝導率,比熱なども印字品質に影響を与える。また,サーマルプリントヘッドに結露が生じると故障
する場合がある。高印字品質を維持しながらバーコードを印字するためには,周囲環境にも注意が必
要である。
バーコードプリンタの性能評価試験は,次の環境条件下で実施しなければならない。ただし,各性
能評価試験項目で周囲環境条件を個別に規定している場合は,その規定を優先しなければならない。
さらに,試験中は,温度及び/又は湿度を,結露が生じる条件まで急激に変化させてはならない。
− 温度 18〜28 ℃
− 湿度 30〜70 %Rh
− 環境慣らし条件 性能評価試験を開始する前に,試験に用いるバーコードプリンタ本体(無通電状
態),“受容紙又はラベル”及びインクリボンを,上記の温度及び湿度の環境に6時間以上放置しな
受容紙又はラベル
インクリボン
搬送方向
巻取り
供給
ロール紙
供給
サーマル
プリントヘッド
6
X 0527:2018
ければならない。
試験時の周囲環境条件は,試験結果と合わせて4.3の試験結果報告書に記録する。
4.1.2
性能評価項目及び試験方法
4.1.2.1
印字性能評価用標準画像
印字性能評価用標準画像(以下,標準画像という。)を用い,指定された条件で評価しなければならない。
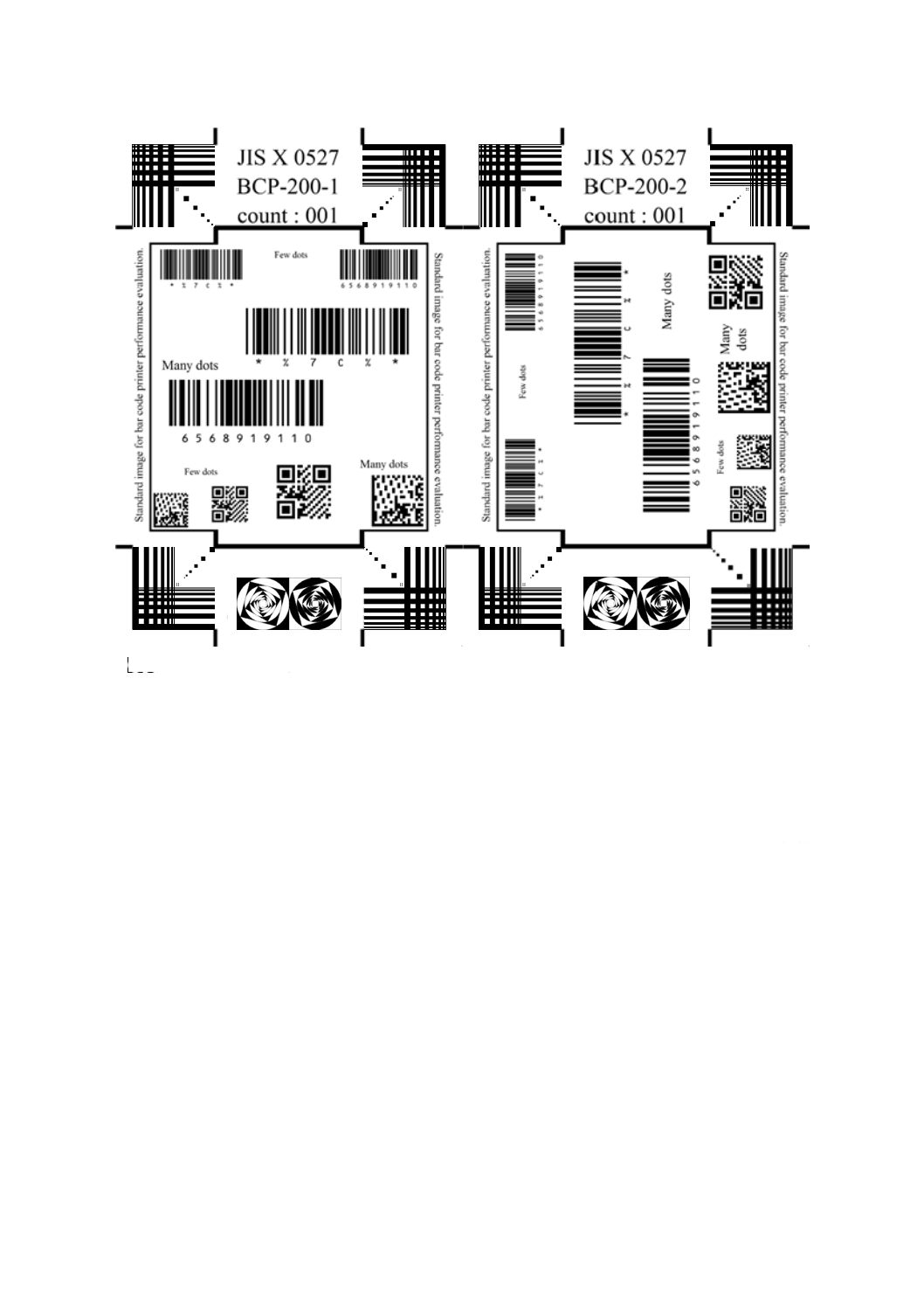
標準画像は,BCP-nnn-1(nnnは,公称dpiである。以下も同様。)及びBCP-nnn-2(図2参照)を基準と
し,受容紙又はラベル幅に合わせて図4の組合せをそれぞれ一組とし,基準となる画像は,次による(附
属書A参照)。
− バーコード印字品質を評価するための一次元シンボル及び二次元シンボル
− 目視で印字品質を調べるのに役立つコーナマーク(図5参照)
− サーマルプリントヘッド発熱素子の故障検知を可能にする発熱素子の全てを用いた画像パターン
− はし(梯)子状印字及び柵状印字での印字品質を知るための90°反転バーコード
− 小さな文字の読みやすさを判断するための文字列
− 印字枚数(一組で1枚とする。)をカウントするカウンタ
− 画像モードで印字するためのロゴマーク
コーナマークは,A.1.1に規定するビットマップ画像を用いる。それ以外の画像は,評価対象バーコード
プリンタの専用コマンドによって作画しなければならない。一次元シンボル及び二次元シンボルを印字す
る位置は,図2の配置を基本とするが,各図の基点は規定しない。ただし,シンボルのクワイエットゾー
ンを侵害するような配置にしてはならない。
BCP-nnn-1及びBCP-nnn-2のそれぞれの大きさは,50.8 mm×76.2 mm{2 in×3 in}であり,組み合わせ
て用いることによって,公称200,300,400及び600 dpiのバーコードプリンタで,2〜8インチ幅及び10
インチ幅のラベル又は受容紙に共通して用いることができる(図4参照)。
注記1 dpiとは,解像度であり25.4 mm{1 in}当たりのドット数である。
注記2 標準画像は,主に,最大印字速度,最小印字分解能,受容紙又はラベルとインクリボンとの
適合性(相性)などを評価するときに用いる。
7
X 0527:2018
□□ にロゴマークが入る。
図2−バーコードプリンタ性能評価用標準画像の画像要素配置例
− 標準画像に表示するJIS番号(“JIS X 0527”),標準画像番号(“BCP-200-1”及び“BCP-200-2”),枚
数カウント(“count: 001”)及び“Standard image for bar code printer performance evaluation.”は,バーコ
ードプリンタが備えているフォント及びサイズとする。
注記3 フォント及びサイズは,全体のバランスを崩さないように配慮するのがよい。
− バーコードシンボルの周囲を囲んでいる枠線幅は,一次元シンボルのメニードット(Many dots)最小
エレメントを構成するドット数を用いる(表1参照)。
− 枚数カウントの値は,図4に規定する標準画像一組の中でいずれか一つだけ(又は,全て)の標準画
像に印字する。表1にバーコードプリンタのdpiに応じた一次元シンボル及び二次元シンボルの最小
エレメントを構成するドット数を示す。
8
X 0527:2018
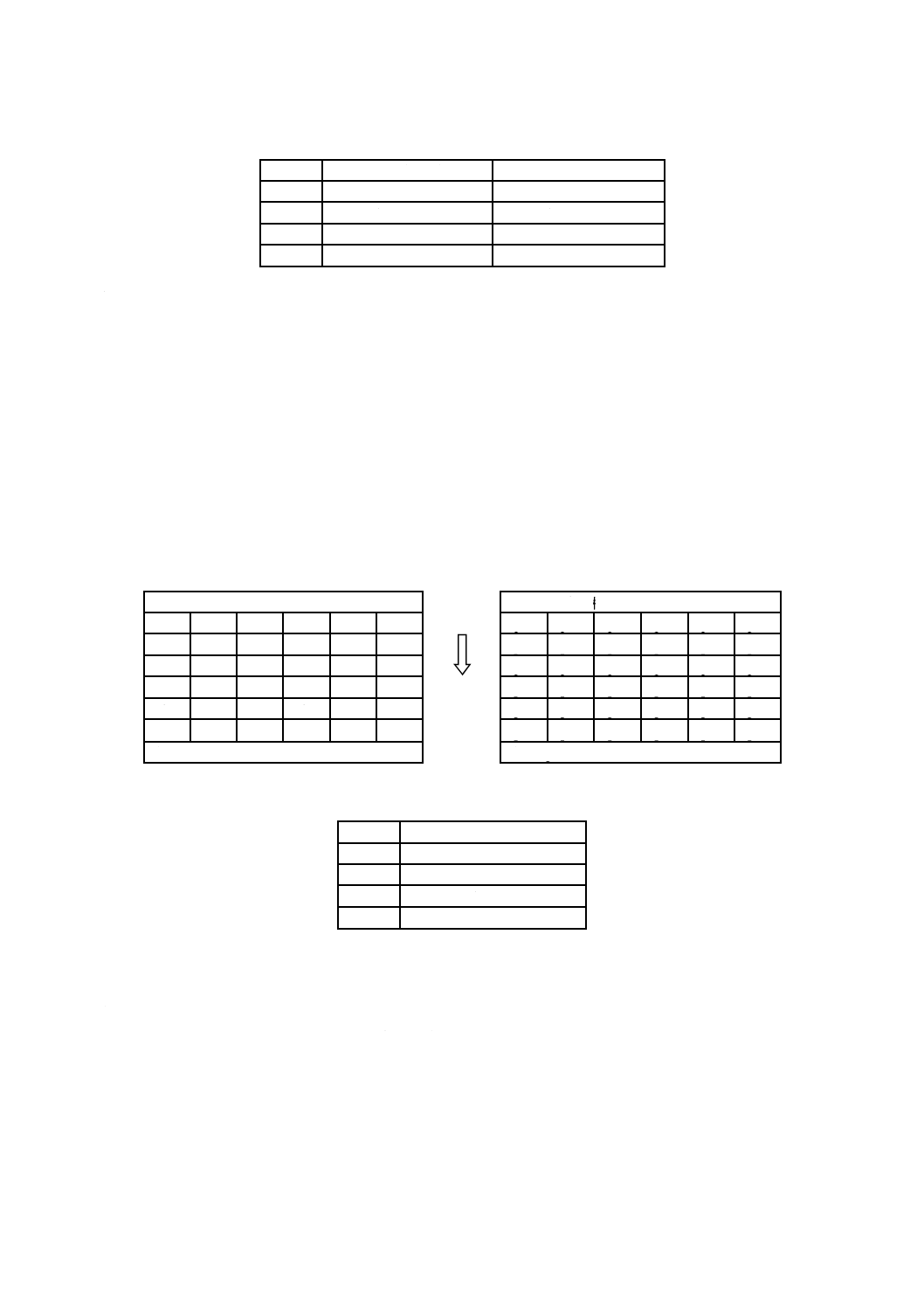
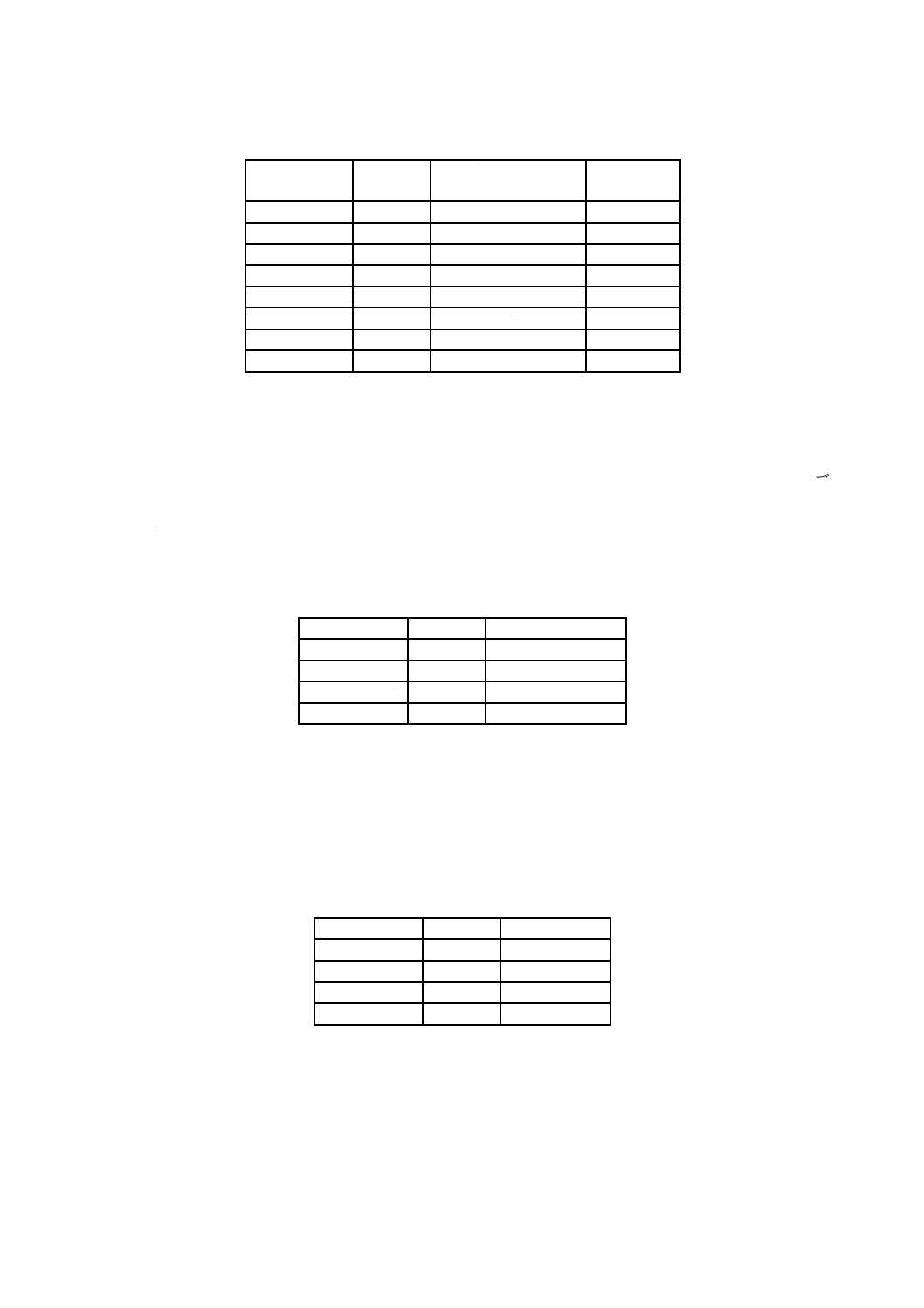
表1−公称dpiにおける最小エレメントを構成するドット数
公称dpi
一次元シンボル
二次元シンボル
フュードット
(Few dots)
メニードット
(Many dots)
フュードット
(Few dots)
メニードット
(Many dots)
180
1(0.143 mm) 2(0.286 mm) 2(0.286 mm) 3(0.429 mm)
200
1(0.125 mm) 2(0.250 mm) 2(0.250 mm) 3(0.375 mm)
300
2(0.167 mm) 3(0.250 mm) 3(0.250 mm) 4(0.333 mm)
360
2(0.143 mm) 3(0.214 mm) 3(0.214 mm) 5(0.357 mm)
400
2(0.125 mm) 4(0.250 mm) 3(0.188 mm) 6(0.375 mm)
600
2(0.083 mm) 6(0.250 mm) 3(0.125 mm) 8(0.333 mm)
注記 ( )内の数字は,ドット数をmmに換算した参考値である。
標準画像で印字する一次元シンボル及び二次元シンボルの仕様は,表2による。
表2−標準画像で印字するバーコードの仕様
項目
コード39
(JIS X 0503参照)
コード128
(JIS X 0504参照)
データマトリックス
(JIS X 0512参照)
QRコード
(JIS X 0510参照)
データ
*%7C%*
STC 65 68 91 91 10
“0”を40個
“0”を41個
細太比(N)
1:3
−
−
−
キャラクタ間ギャップ
1X
−
−
−
チェックキャラクタ
なし
66(STX)
−
−
バー高さ
フュードット(Few
dots),メニードット
(Many dots)
(180 dpi)a)
200 dpi
300 dpi
(360 dpi)a)
400 dpi
600 dpi
[35ドット(5 mm)以上]
40ドット(5 mm)以上
60ドット(5 mm)以上
[70ドット(5 mm)以上]
80ドット(5 mm)以上
120ドット(5 mm)以上
−
−
型番,誤り訂正レベル
−
−
20×20,自動
1型,L
併記文字,ポイント
OCR B,指定なし
OCR B,指定なし
なし
なし
注記 コード128のデータで先頭の“STC”は,スタートCを表す。
注a) 2インチ幅未満の受容紙又はラベル幅(テープ状)では,適切に印字できない場合があるので,バー高さを
変更してもよい。
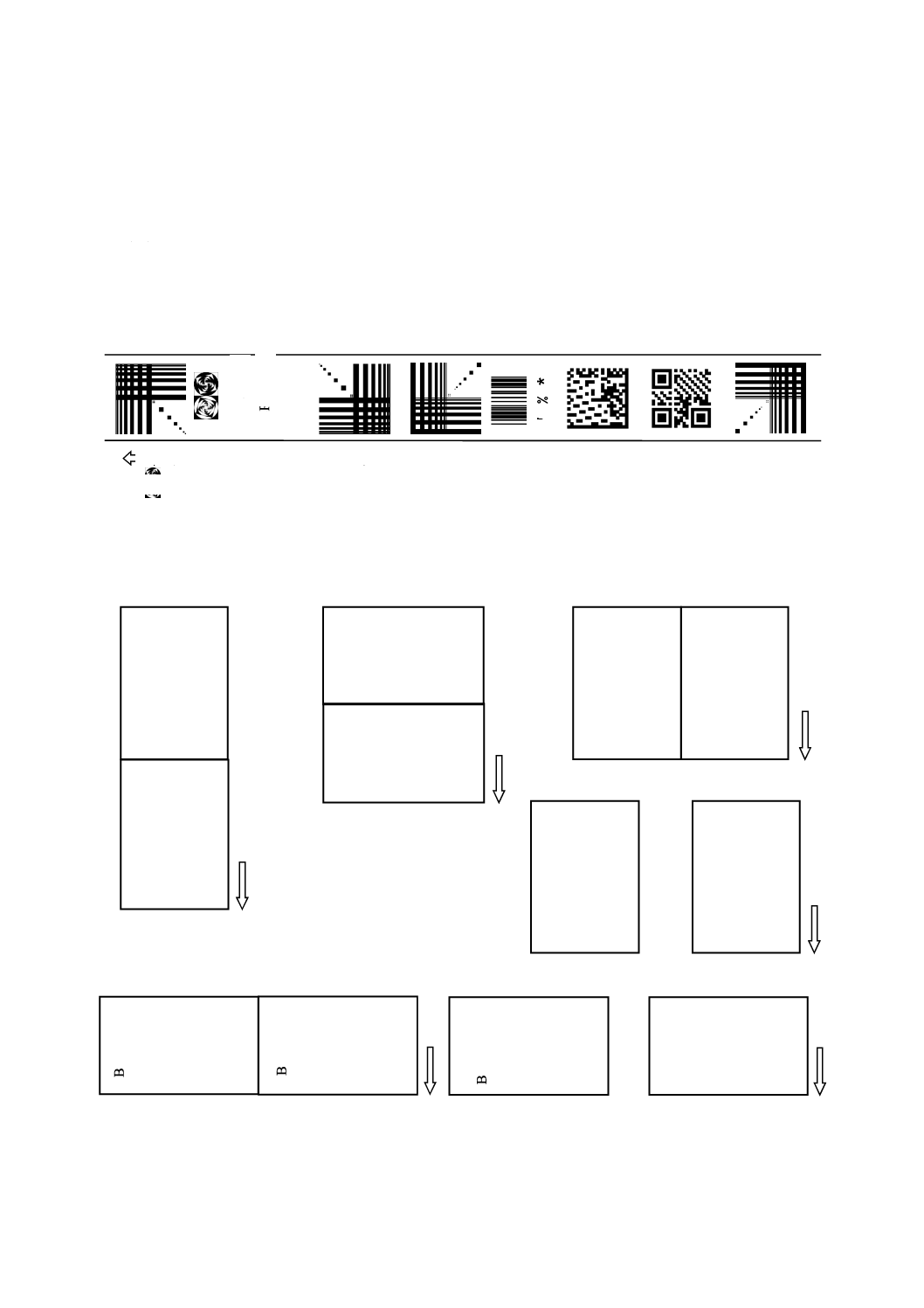
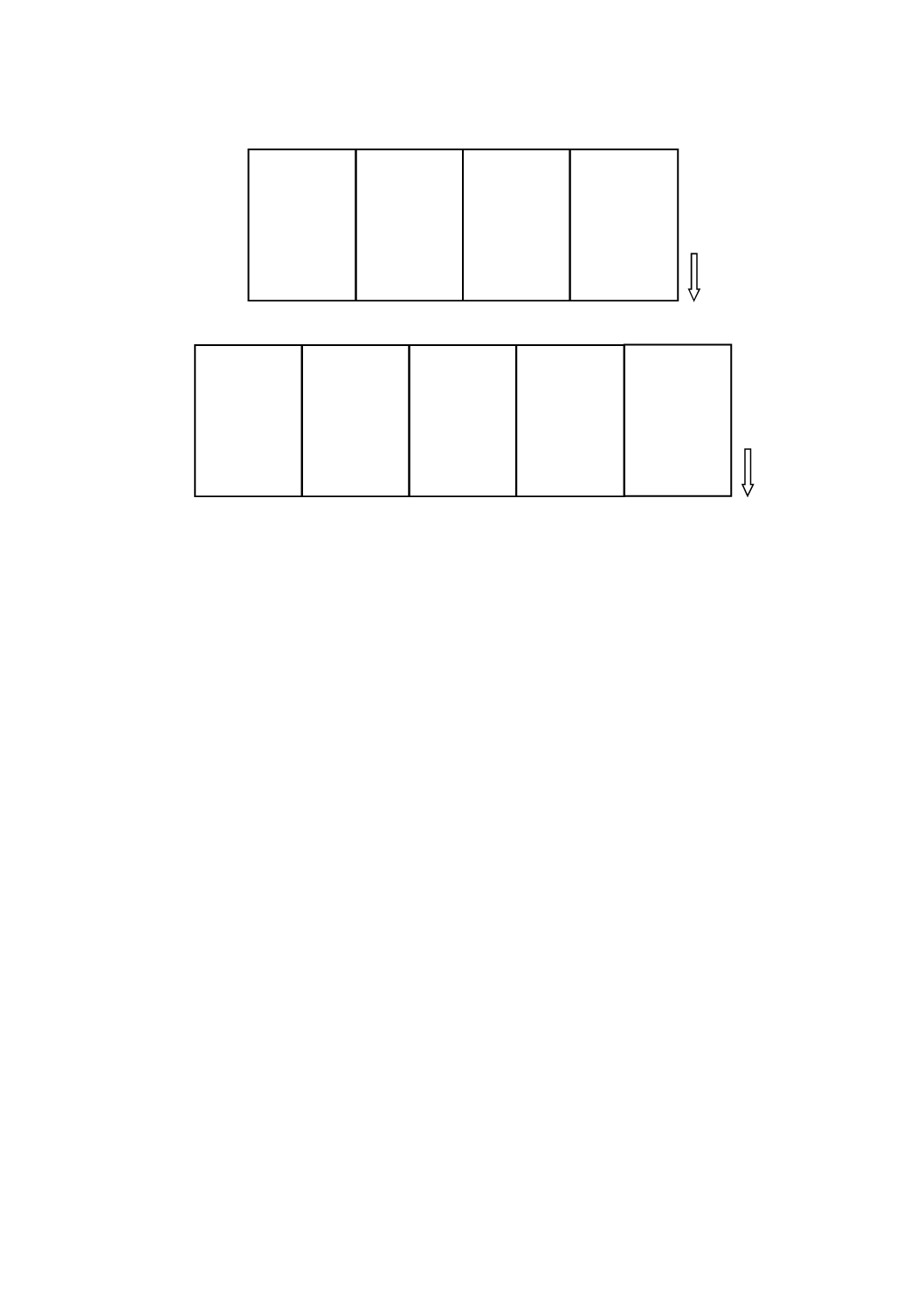
受容紙又はラベル幅に応じた標準画像の印字組合せは,図4による。下向きの矢印は,“受容紙又はラベ
ル”及びインクリボンの搬送方向である。図4で,5インチ幅及び7インチ幅は,BCP-nnn-1とBCP-nnn-2
との間に,25.4 mm{1 in}(5インチ幅及び7インチ幅に変動がある場合は,適切な値でもよい。)の空白
を設けて印字する。このとき,相対するコーナマークの二つの飛出しバーを延長して接続しなければなら
ない。“受容紙又はラベル”及びインクリボンには,標準画像が十分に印字できるサイズのものを用いなけ
ればならない。
図4に示した幅以外(例えば,2インチ幅未満のテープ状)の受容紙又はラベルを用いるバーコードプ
リンタは,標準画像を構成する要素画像を分解して,直列に並べて印字してもよい。その場合は,次によ
って印字してもよい。
− 四つのコーナマーク(外側に飛び出した2本のバーがなくてもよい。)
9
X 0527:2018
− 印字可能なドット数及び印字可能な文字数に変更したコード39
− 印字可能な表2の二次元シンボル(十分なクワイエットゾーンを設けなければならない。)
− JIS番号
− 標準画像番号
− 枚数カウント
さらに,バーコード印字品質検証の対象シンボルは,印字できたシンボルだけで評価してもよい。
2インチ幅未満のテープ状の受容紙又はラベルを用いる場合の例を,図3に示す。
印字方向はいずれからでもよい。
にロゴマークが入る。
図3−2インチ幅未満の例
【2インチ幅】
【3インチ幅】
【4インチ幅】
【6インチ幅】
【7インチ幅】
図4−受容紙又はラベル幅の違いによる標準画像印字構成
B
C
P
-n
n
n-
1
B
C
P
-n
n
n-
2
B
C
P
-n
n
n-
1
B
C
P
-n
n
n-
2
B
C
P
-n
n
n-
1
B
C
P
-n
n
n-
2
BCP-nnn-1
BCP-nnn-2
BCP-nnn-1
BCP-nnn-2
BCP-nnn-1
BCP-nnn-2
【5インチ幅】
JI
S
X
0
5
2
7
B
C
P
-2
0
0-
1
co
u
nt
:0
0
1
* % *
10
X 0527:2018
【8インチ幅】
【10インチ幅】
図4−受容紙又はラベル幅の違いによる標準画像印字構成(続き)
BCP-nnn-1
BCP-nnn-2
BCP-nnn-1
BCP-nnn-2
BCP-nnn-1
BCP-nnn-1
BCP-nnn-2
BCP-nnn-1
BCP-nnn-2
11
X 0527:2018
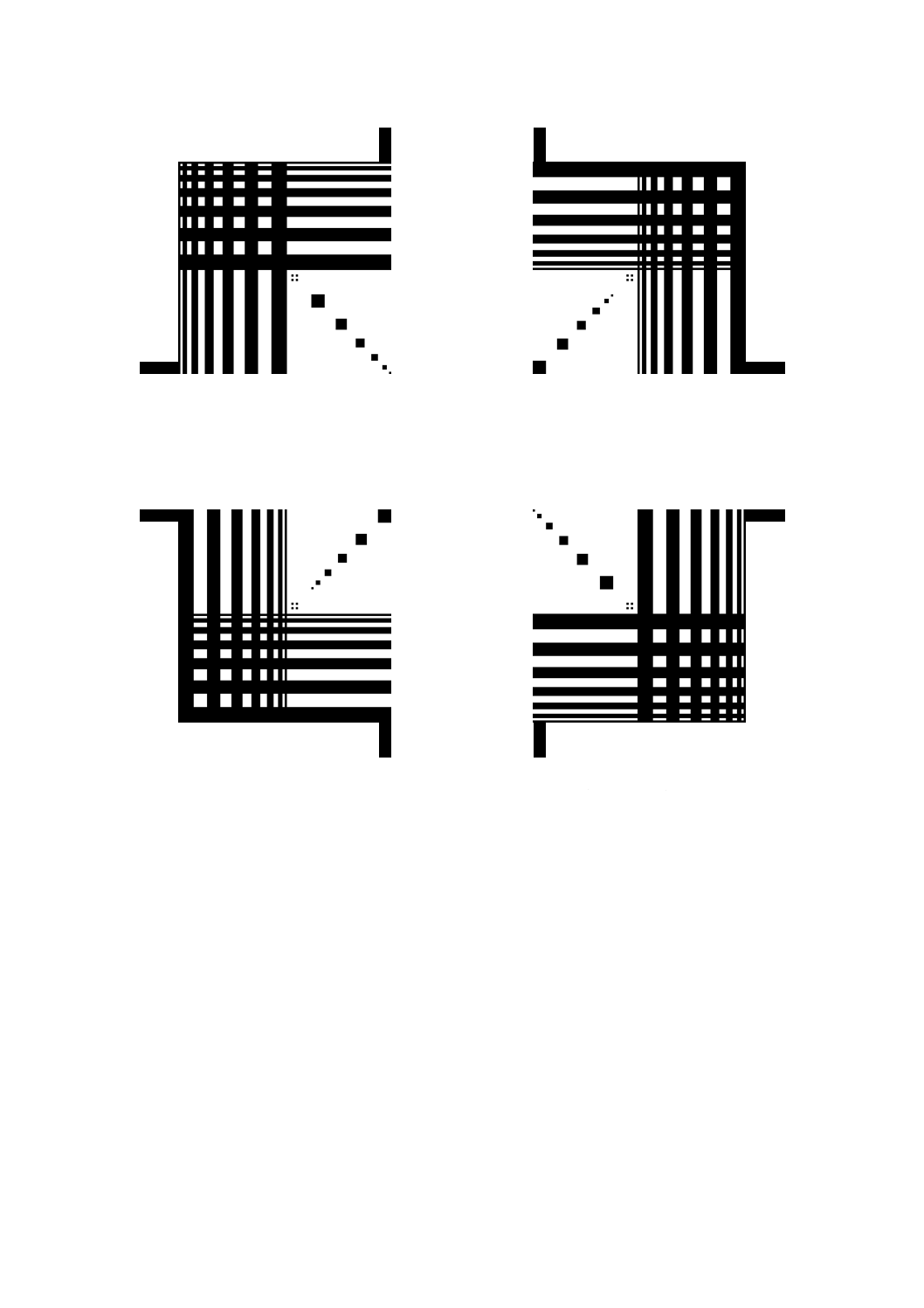
C3
C4
図5−コーナマークの拡大図(公称200,400及び600 dpi用)
C1
C2
12
X 0527:2018
表3−コーナマークの印字
項目
構成
コーナマーク
バーコードプリンタのdpi(公称200,300,400及び600 dpi)に応じたビットマップ画像(A.1.1
参照)を,拡大又は縮小することなく,指定の位置及び指定の向きで印字する。印字位置は,
図2による。
飛出しバー
コーナマークには,全体を形作る正方形の外側に飛び出した2本のバー(突起)がある。この
バーは,サーマルプリントヘッド発熱素子の故障を検知するのに役立つ。受容紙又はラベル幅
が5インチ及び7インチの場合は,BCP-nnn-1及びBCP-nnn-2の間隙を埋めるだけのバーの長
さを必要とする。このバーの幅は,公称200 dpiでは4ドット,公称300 dpiでは6ドットとす
る。公称400 dpiでは,公称200 dpiの2倍のドット,公称600 dpiでは,公称200 dpiの3倍の
ドットを用いる。
コーナマークの
内側に続くバー
四つのコーナマークそれぞれの内側の角にある1ドット又は6×6ドットの■から,更に1ドッ
ト内側に入ったドットから,各dpiに応じたバーを水平及び垂直に印字する。このバーの長さ
は,柵状印字とはし(梯)子状印字とでは異なるため,注意が必要である。
バーの幅は,公称200 dpiでは5ドット,公称300 dpiでは7ドットとする。公称400 dpiでは公
称200 dpiの2倍のドット,公称600 dpiでは公称200 dpiの3倍のドットを用いる。
バーコードを囲
む枠線
コーナマークの一部ではないが,一次元シンボル及び二次元シンボルを印字する領域を囲むよ
うに配置する“[状”及び“]状”の枠線(図2参照)に用いるドット数は,上記の“コーナマ
ークの内側に続くバー”に準じる。この枠線は,シンボルのクワイエットゾーンに進入しては
ならない。
注記 2インチ幅未満の受容紙又はラベルには適用しない。
4.1.2.2
印字性能
ここでは,印字品質総合グレード,最大印字速度及び最小印字分解能の評価試験方法を規定する。評価
対象は,図4によって,受容紙又はラベル幅に応じて標準画像を配置し,連続印字した1組目,25組目及
び50組目の合計3組とする。評価対象バーコードシンボル及びコーナマークは,表4による。
表4−評価対象バーコードシンボル及びコーナマーク
受容紙又はラベルの公称幅
印字品質評価対象バーコードシンボル
2インチ幅,4インチ幅,
5インチ幅,8インチ幅
及び10インチ幅
BCP-nnn-1のメニードット(Many dots)一次元シンボル,二次
元シンボル及びコーナマーク4個
8インチ幅及び10インチ幅は,左端のBCP-nnn-1内の一次元
シンボル,二次元シンボル及びコーナマーク4個
3インチ幅,6インチ幅
及び7インチ幅
BCP-nnn-2内のメニードット(Many dots)一次元シンボル,二
次元シンボル及びコーナマーク4個
2インチ幅未満
コード39,二次元シンボル及びコーナマーク4個
バーコードプリンタは,受容紙又はラベルの搬送速度を一定に保ちながら試験をしなければならない。
バーコードプリンタの印字性能の評価項目及びそれらの試験方法は,次による。
a) 印字品質総合グレード 標準画像を印字した受容紙又はラベルの評価対象3組を,一次元シンボルは
JIS X 0521-1に,二次元シンボルはISO/IEC 15426-2に適合した検証器を用いて測定し,一次元シン
ボルはJIS X 0520に,二次元シンボルはJIS X 0526に規定された方法で評価する。上記3枚の印字品
質総合グレード(数値で表すグレード)の中で最低のグレードを求め,評価グレードとする。
b) 最大印字速度 バーコードプリンタの最大印字速度の評価は,表4に規定する印字品質評価対象シン
ボルの印字品質総合グレード(数値で表すグレード)が1.5以上で1.5に最も近い値になる条件で印字
したときの標準画像で評価する。
最大印字速度は,標準画像一組を印字するのに要する時間で求める。その方法は,次による。
13
X 0527:2018
1) 最大印字速度評価試験に適した“受容紙又はラベル”及びインクリボンを選び,バーコードプリン
タにセットする。
2) バーコードプリンタの搬送速度を,目標とする速度付近に設定し,連続印字モードで標準画像を50
組印字するときの時間Tを計測し仮記録する。
3) 表4の印字品質評価対象バーコードシンボルの印字品質総合グレードが1.5以上であるかを確認す
る。
注記1 印字品質総合グレードは,数値で表すグレードであり,バーコード検証器の測定開口は,
0.8Xとすることが望ましい。
4) 1.5以上の場合は,バーコードプリンタの搬送速度を更に“早く”に設定し,2)及び3)を繰り返す。
1.5未満の場合には,バーコードプリンタの搬送速度を更に“遅く”に設定し,2)及び3)を繰り返す。
搬送速度を細かく設定できないバーコードプリンタの場合は,1.5以上で1.5に最も近い値にする。
5) 1.5(又は1.5に最も近い値)が得られたときのTを50で除した値が標準画像一組を印字する時間
(1枚の受容紙又はラベルを印字する時間)であり,これをTmpsとする。
6) 図4の各図が示す搬送方向の長さ(mm)をTmpsで除した値(小数点以下を切り捨てる。)を,最大
印字速度PSmax(mm/s)とする。
注記2 この評価試験では,試験対象バーコードプリンタが能力としてもっている最大搬送速度
が,そのまま最大印字速度にならない場合がある。
c) 最小印字分解能 最小印字分解能は,次による。
1) バーコードプリンタの最小印字分解能は,サーマルプリントヘッドのdpi数だけで決まるものでは
なく,バーコード印字品質総合グレードが1.5以上を確保しながら印字するときに,どれだけ細い
エレメントまで印字できるかによって求める。
2) この規格では,バーコードプリンタのdpiに適合した標準画像を用い,表4の印字品質評価対象バ
ーコードシンボルの印字品質総合グレードを1.5以上で印字したときの,表5に規定する四つのコ
ーナマーク内にある小さな空白域の数を識別することで求める。
注記3 一般に,最初に空白域が識別できなくなるのは,1×1の空白域である。最小印字分解能
は,柵状印字される部分及びはし(梯)子状印字される部分によって異なる場合が多い。
3) 最小印字分解能の評価試験で用いる“受容紙又はラベル”及びインクリボンは,高密度印字に適し
たものを選択することが望ましい。また,バーコードプリンタの印字に関する設定は,最小印字分
解能評価試験に最適な値にすることが望ましい。
4) 最小印字分解能の評価は,四つのコーナマークにある異なる大きさの正方形(合計24個)及び辺の
長さが異なる長方形(合計120個)の空白域が目視で幾つ識別できるかで求める。このとき,明瞭
に識別できるように,拡大して観測することが望ましい。
図5の各コーナマークに存在する閉じられた空白域の構成比率は,表5による。
14
X 0527:2018
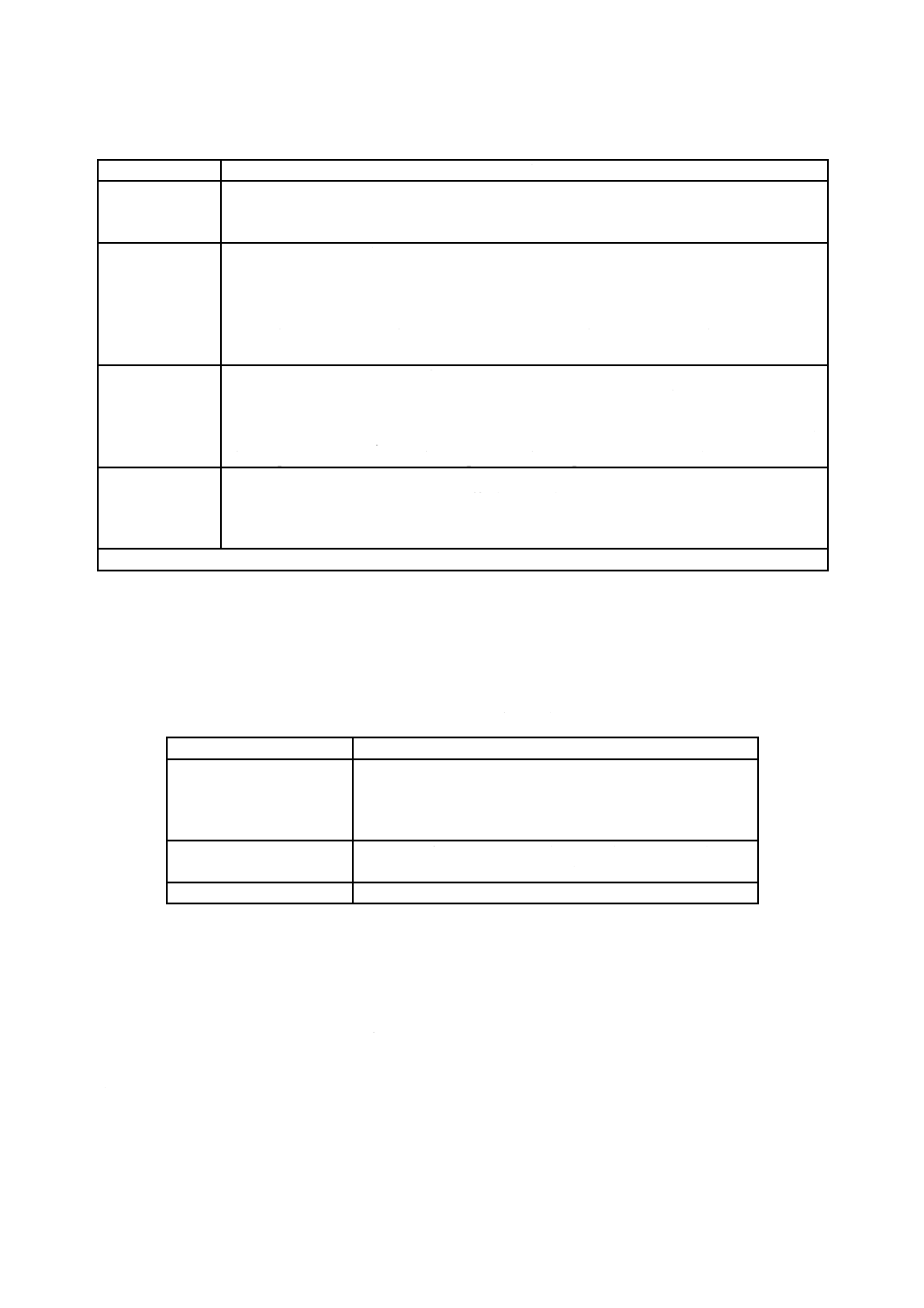
表5−コーナマークに存在する空白域(正方形及び長方形)の構成比率
C1コーナマーク
C2コーナマーク
1×1
1×2
1×3
1×4
1×5
1×6
6×1
6×2
6×3
6×4
6×5
6×6
2×1
2×2
2×3
2×4
2×5
2×6
5×1
5×2
5×3
5×4
5×5
5×6
3×1
3×2
3×3
3×4
3×5
3×6
4×1
4×2
4×3
4×4
4×5
4×6
4×1
4×2
4×3
4×4
4×5
4×6
3×1
3×2
3×3
3×4
3×5
3×6
5×1
5×2
5×3
5×4
5×5
5×6
2×1
2×2
2×3
2×4
2×5
2×6
6×1
6×2
6×3
6×4
6×5
6×6
1×1
1×2
1×3
1×4
1×5
1×6
C3コーナマーク
C4コーナマーク
1×6
1×5
1×4
1×3
1×2
1×1
6×6
6×5
6×4
6×3
6×2
6×1
2×6
2×5
2×4
2×3
2×2
2×1
5×6
5×5
5×4
5×3
5×2
5×1
3×6
3×5
3×4
3×3
3×2
3×1
4×6
4×5
4×4
4×3
4×2
4×1
4×6
4×5
4×4
4×3
4×2
4×1
3×6
3×5
3×4
3×3
3×2
3×1
5×6
5×5
5×4
5×3
5×2
5×1
2×6
2×5
2×4
2×3
2×2
2×1
6×6
6×5
6×4
6×3
6×2
6×1
1×6
1×5
1×4
1×3
1×2
1×1
5) “バーの太りによって押し潰されて識別できない空白域及び複数に分断された空白域[図6 b)]”及
び“閉じられなければならない空白域を構成する四辺のうちで,一部でも閉じられていない空白域
[図6 c)]”は,識別可能な空白域の個数に加えてはならない。
a) 正しい空白域
b) 押し潰された空白域
(1×1〜1×5)
複数に分断された空白域
(1×6)
c) 閉じられていない空白域
(1×3〜1×6)
図6−識別可能な空白域に加えてはならない例
4.1.2.3
電気特性
電気特性の性能評価項目及び試験方法は,次による。
a) 動作電源電圧範囲(V) JIS C 1102-2に規定する電圧計又はそれと同等以上の電圧計を用いて,バー
コードプリンタの機能が正常に動作する電源電圧の上限値及び下限値を,電源ケーブルの入力端で測
定する。
b) 最大動作電力(W又はVA) バーコード印字品質総合グレードが1.5以上の標準画像を100枚以上連
続印字している状態における最大消費電力を,JIS C 1102-3に規定する電力計又はそれと同等以上の
電力計を用いて電源ケーブルの入力端で測定する。
c) 最大待機電力(W又はVA) バーコードプリンタがスリープ状態(定格電源電圧の範囲において,無
15
X 0527:2018
通信,各種表示機の明るさを最小,及び印字指令があれば直ちに印字開始できる状態)における最大
消費電力を,JIS C 1102-3に規定する電力計又はそれと同等以上の電力計を用いて電源ケーブルの入
力端で測定する。
d) 静電耐力(kV) JIS C 61000-4-2に規定する“気中放電”及び“接触放電”の両方をバーコードプリ
ンタに適用した後,いずれの場合も正常動作が維持できる最大試験レベル電圧を測定する。
e) 耐電源ノイズ(kV) バーコードプリンタの電源ラインから流入する電磁ノイズ(繰返し周波数を100
kHzとする。)に対する,バーコードプリンタの耐性であり,JIS C 61000-4-4によって試験を行い,正
常に動作する最大試験レベル電圧を測定する。
f)
不要ふく(輻)射ノイズ CISPR 32に準拠した方法1)によって,周囲の装置(電子機器)に悪影響を
与える可能性があるバーコードプリンタからの電磁ふく(輻)射ノイズ及び接続されている電源ケー
ブル,信号ケーブルなどを伝搬するノイズを測定する。
注1) 我が国における代表的な規定としては,一般財団法人VCCI協会が規定するVCCI規制があ
る。表D.1は,VCCI規制の試験結果を記入する場合の様式例となっている。
g) イミュニティ 周囲から到来する電磁ノイズに対するバーコードプリンタの耐性(EMC)である。JIS
C 61000-4-3によって試験を行い,試験中もバーコードプリンタが正常に動作することができる最大試
験レベル電界強度を測定する。
4.1.2.4
環境特性
環境特性の性能評価項目及び試験方法は,次による。
a) 低温動作(℃) JIS C 60068-2-1の“試験Ad”をバーコードプリンタに適用し,正常に動作すること
ができる最低温度を測定する。
b) 高温及び高湿動作(℃及び%) JIS C 60068-2-78の試験をバーコードプリンタに適用し,正常に動作
することができる最も厳しい温度及び湿度を測定する。
4.1.2.5
機械特性[こん(梱)包耐振動特性]
JIS C 60068-2-6の試験をバーコードプリンタに適用し,次の条件で試験を実施した後も正常に動作する
ことを確認する。
− 周波数 10〜55 Hz
− 加速度 20 m/sec2/X,Y,Z軸
− サイクル数 各方向100サイクル
4.1.3
性能のランク付け
4.1.3.1
一般
対象となる評価試験項目ごとに,性能評価結果に応じた性能のランク付けを行う。ランクは,上位から
ランクS,ランクI,ランクII及びランクIIIとする。
注記 ランクSは,この規格を制定する時点で,現存のバーコードプリンタが達成できていない性能
ランクであり,今後の技術開発を促すための目標として設定している。
4.1.3.2
印字性能
ランク付けは,次による。
a) 印字品質総合グレード ランク付けは行わない。
b) 最大印字速度 PSmax(mm/s)4.1.2.2 b)によって試験を行い,試験結果を基にして表6からランクを選
ぶ。
16
X 0527:2018
表6−最大印字速度のランク
ランク
PSmax(mm/s)
PSmax(in/s)(参考)
S
PSmax>355
PSmax>14
I
355≧PSmax>203
14≧PSmax>8
II
203≧PSmax>76
8≧PSmax>3
III
76≧PSmax
3≧PSmax
c) 最小印字分解能 4.1.2.2 c)によって試験を行い,試験結果(識別できた空白域の数)を基にして表8
からランクを選ぶ。
例えば,図5のC1コーナマークを印字したとき,表7の“はし(梯)子状印字されるバーの方向
の網掛け部分ではl11〜l14まで,柵状印字されるバーの方向ではp21”が識別できなかったとすると,
他の三つのコーナマークでも同じ状態になっていると想定されるので,はし(梯)子状印字されるバ
ーの方向では4個×4=16個の空白域がなくなるため,144−16=128となり,表8からランクIIとな
る。柵状印字されるバーの方向では,1個×4=4個の空白域がなくなることから144−4=140となり,
表8からランクIとなる。はし(梯)子状印字で失われた空白域及び柵状印字で失われた空白域を合
わせると,144−(16+4)=124となり,表8からランクIIIとなる(一般には,こちらの値を用いるこ
とが望ましい。)。
表7−空白域が識別できなくなる印字方向
→ はし(梯)子状印字のバー方向
↓ 柵状印字のバー方向
l11
l12
l13
l14
l15
l16
p11
p12
p13
p14
p15
p16
l21
l22
l23
l24
l25
l26
p21
p22
p23
p24
p25
p26
l31
l32
l33
l34
l35
l36
p31
p32
p33
p34
p35
p36
l41
l42
l43
l44
l45
l46
受容紙
p41
p42
p43
p44
p45
p46
l51
l52
l53
l54
l55
l56
搬送方向
p51
p52
p53
p54
p55
p56
l61
l62
l63
l64
l65
l66
p61
p62
p63
p64
p65
p66
注記 l11は,表5の1×1に相当する。
注記 p21は,表5の2×1に相当する。
表8−最小印字分解能のランク
ランク
識別できた空白域の数 Re
S
Re=144
I
143≧Re>131
II
131≧Re>124
III
124≧Re
4.1.3.3
電気特性
ランク付けは,次による。
a) 動作電源電圧範囲(V) ランク付けは行わない。
b) 最大動作電力(W又はVA) ランク付けは行わない。
c) 最大待機電力(W又はVA) ランク付けは行わない。
d) 静電耐力(kV) 4.1.2.3 d)によって試験を行い,試験結果を基にして表9からランクを選ぶ。
17
X 0527:2018
表9−静電耐力のランク
ランク
試験電圧(kV)
接触放電 Vc
気中放電 Va
S
12 以上
20 以上
I
8
15
II
6
8
III
4 以下
4 以下
注記 4.1.2.3 d)で引用しているJIS C 61000-4-2ではステップ
状の試験電圧で規定しているため,中間値でランクを求
めることはない。
e) 耐電源ノイズ(kV) 4.1.2.3 e)によって試験を行い,試験結果を基にして表10からランクを選ぶ。
表10−耐電源ノイズのランク
ランク
試験電圧(kV)
S
6
I
4
II
2
III
1 以下
注記 4.1.2.3 e)で引用しているJIS C 61000-4-4ではステップ状
の試験電圧で規定しているため,中間値でランクを求め
ることはない。
f)
不要ふく(輻)射ノイズ ランク付けは行わない。
g) イミュニティ(EMC) 4.1.2.3 g) によって試験を行い,試験結果を基にして表11からランクを選ぶ。
表11−イミュニティのランク
ランク
試験電界強度(V/m)
S
30
I
10
II
3
III
1
4.1.3.4
環境特性
ランク付けは行わない。
4.1.3.5
機械特性[こん(梱)包耐振動特性]
ランク付けは行わない。
4.2
消耗品(受容紙,ラベル及びインクリボン)
4.2.1
一般要件
性能を評価するための試験の条件は,次による。
注記 インクリボンの特性を単独で求めることは,特殊な試験装置が必要であり,一般では困難であ
るため,この規格では,ラベルにバーコードを印字した後の特性によって性能を求めている。
a) 周囲環境条件 性能評価のための試験は,次の環境条件下で実施しなければならない。ただし,各性
能評価項目で周囲環境条件を個別に規定している場合,又は各性能評価項目に引用規格がある場合は,
その規定又は規格を優先しなければならない。
試験時の周囲環境条件は,試験結果と合わせて4.3の試験結果報告書に記録する。
18
X 0527:2018
− 温度 23±2 ℃
− 湿度 (50±5)%Rh
b) 受容紙又はラベル 白色度及び平滑度の試験には,何も印字していない受容紙又はラベルを試料にし
なければならない。
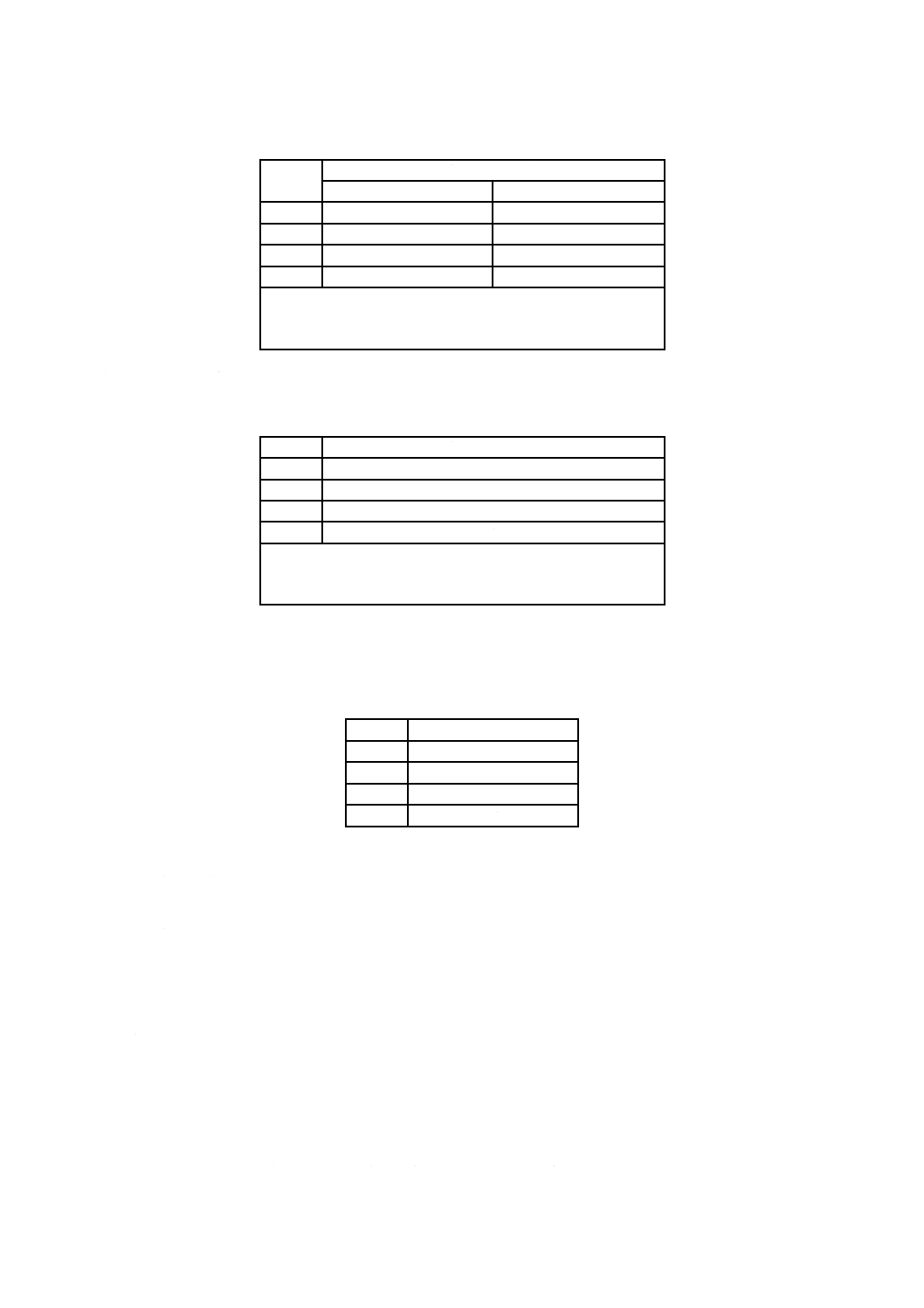
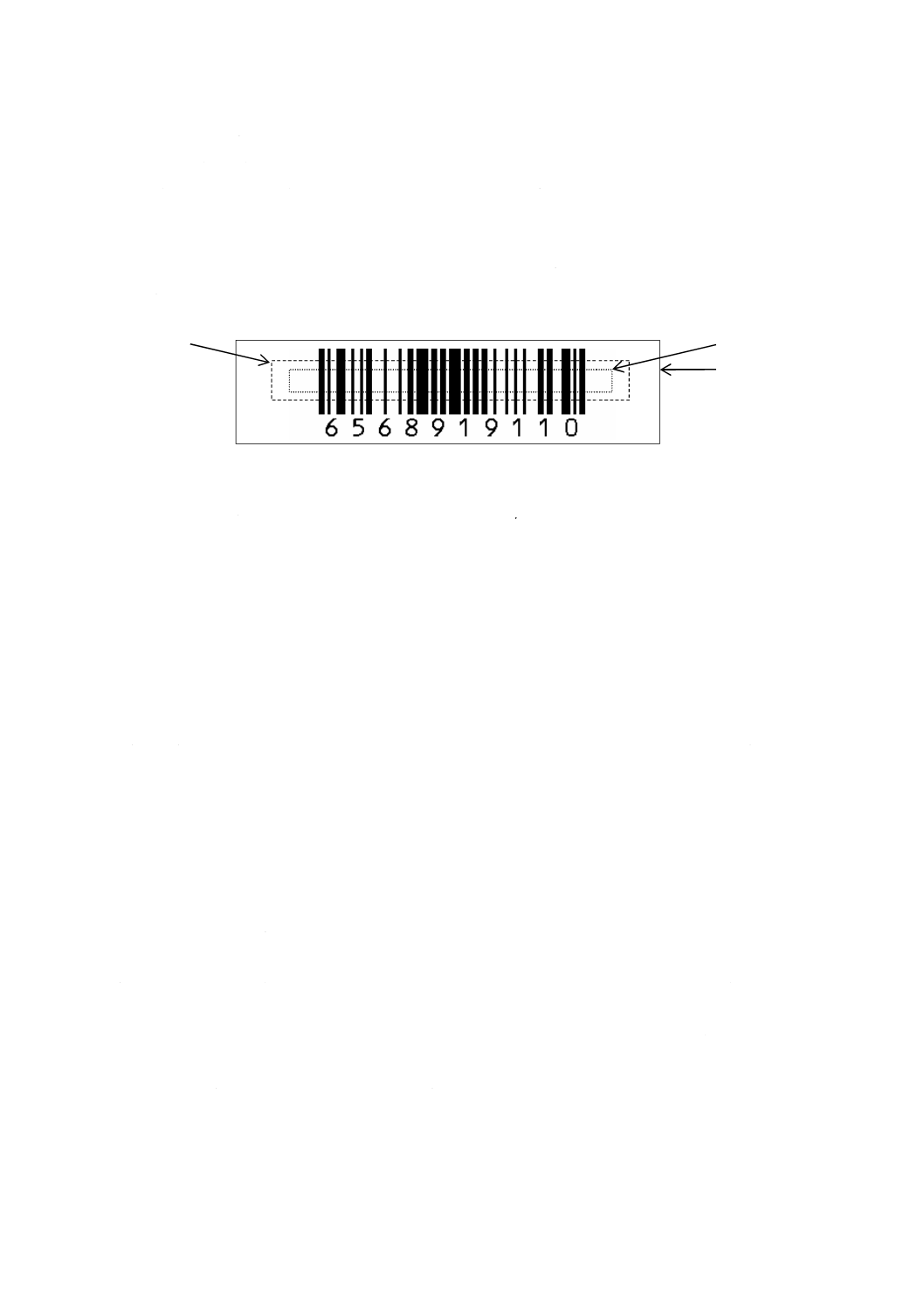
c) その他 耐擦過性,耐水性,耐薬品性,耐熱性などの試験には,受容紙又はラベルの種類に適したイ
ンクリボンを用い,図7に規定するバーコードシンボルを印字した受容紙又はラベルを試料にしなけ
ればならない。
受容紙又はラベルの寸法:約(120 mm×30 mm)
− バーコードシンボルは,受容紙又はラベルの中央部に印字することが望ましい。
− バーコードシンボルは,併記文字がなくてもよい。
バーコードシンボル:Code128 X寸法=0.5 mm,高さ=約15 mm
データ:6568919110(キャラクタセットC)
図7−評価試験用印字ラベル仕様
4.2.2
性能評価項目及び試験方法
4.2.2.1
基本特性
消耗品試験方法は,次による。
a) 白色度(%) 試験片は,透通しを防ぐために,JIS P 8148の箇条7(試験片の調製)に規定する寸法
の受容紙又はラベルを100枚用意し,受容紙の場合は10枚重ねて1組とし,ラベルの場合は9枚の剝
離紙を剝がして,残りの1枚の上に順次重ねて貼り付けたものを1組として,いずれの場合も10組用
意する。JIS P 8148によって10組の試験片の白色度を測定し,平均値を求める。
ただし,この試験は,セラミックラベルには適用しない。
b) 平滑度(s) 平滑度の評価試験で用いる受容紙又はラベル(剝離紙を付けた形態)は,JIS P 8155に
よって10回測定して平均値を求める。
ただし,この試験は,セラミックラベルには適用しない。
4.2.2.2
堅ろう性
各評価項目を,JIS L 0849に規定する摩擦試験機II形(学振形)によって試験を行い,バーコードシン
ボルを擦った場所(図7参照)の印字品質総合グレードを検証する。バーコードシンボルを印字した試料
を摩擦試験機II形に装着する場合は,必要に応じて適切な台紙に貼り付けてもよい。試験前のバーコード
シンボルの印字品質総合グレード(数値グレード)は,2.5〜4.0の範囲でなければならない。10枚の試料
それぞれにおいて,試験前の印字品質総合グレードが試験後にどの程度低下したかを計算し,10枚の平均
値(小数点第1位まで)を求める。
ただし,この試験は,セラミックラベルには適用しない。
共通試験条件は,次による。
− 摩擦子 20 mm×20 mm,R45
擦り領域
検証領域
受容紙又は
ラベル
19
X 0527:2018
− ストローク長 100 mm
− 試料を押す力 2±0.1 N
− しゅう(摺)動速度 100 mm間を1分間に30往復
− 試料枚数 10枚
− しゅう(摺)動回数 50往復
− 印字品質検証領域 摩擦子で擦った場所の中央部分で,約100 mm×16 mm(図7参照)
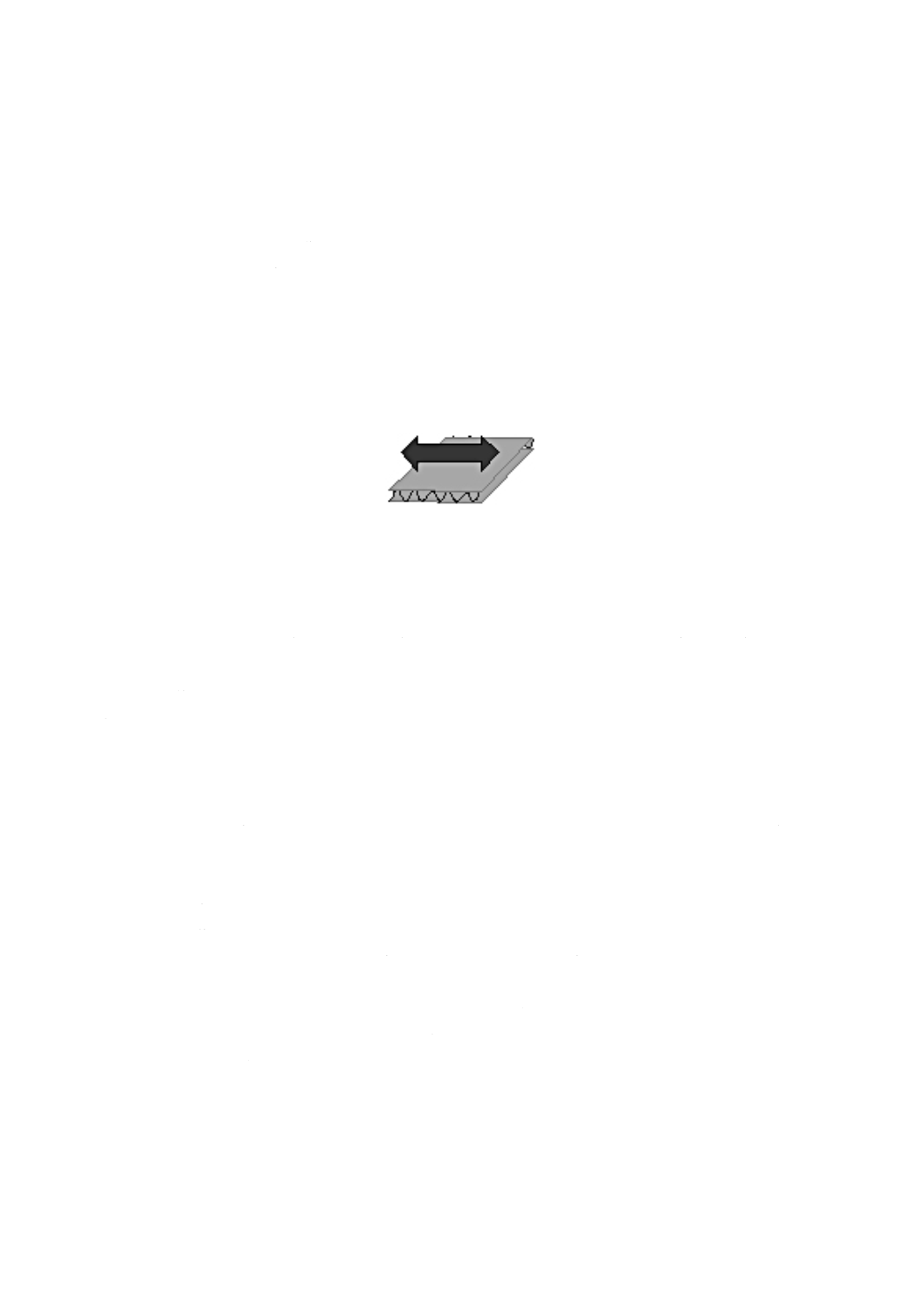
段ボール片による試験方法,水による試験方法,エタノールによる試験方法及び合成洗剤による試験方
法は,次による。
a) 耐段ボール擦過性 試験で用いる段ボール片は,JIS Z 1516に規定するB段(Bフルート)(3 mm厚
さ,20 mm×20 mm)とする。図8に,段ボール片のしゅう(摺)動方向を示す。
図8−段ボール片のしゅう(摺)動方向
b) 耐水擦過性 試験で用いる白綿布及び水は,JIS L 0803に規定する白綿布“かなきん3号(呼び番号
3-1)”1枚(50 mm×50 mm程度)に,JIS K 0557に規定するA1の水又はこれと同等の水を約0.5 ml
含浸させる。
c) 耐エタノール擦過性 試験で用いる白綿布及びエタノールは,JIS L 0803に規定する白綿布“かなき
ん3号(呼び番号3-1)”1枚(50 mm×50 mm程度)に,JIS K 8101に規定する純度99.5 %のエタノ
ールを約0.5 ml含浸させる。
d) 耐合成洗剤擦過性 試験で用いる白綿布及び合成洗剤は,JIS L 0803に規定する白綿布“かなきん3
号(呼び番号3-1)”1枚(50 mm×50 mm程度)に,JIS L 0844に規定する合成洗剤1号又は合成洗剤
2号を約0.5 ml含浸させる。
4.2.2.3
耐アイロン性
次の条件で,JIS L 0850の電気アイロン法(B法)の乾燥試験に準じて試験し,インクの移行がJIS L 0805
で規定しているグレースケール色票3-4号の色差上限値を超えないときの最高試験温度とする。
ただし,この試験は,セラミックラベルには適用しない。
− 圧力 2.5±0.5 kPa
− 時間 15秒
− 温度 70±5 ℃,90±5 ℃,110±5 ℃,150±5 ℃及び200±5 ℃
4.2.2.4
耐高温性
ラベルをセラミック化するときの,ラベルの焼成温度を二色温度計等を用いて測定する。
なお,この試験は,セラミックラベルだけに適用する。
4.2.2.5
ラベルの粘着性
印字ラベルの粘着性は,表12によって試験を行う。上質紙,アート紙,コート紙及び合成紙を印刷用粘
着紙とし,フィルムを印刷用粘着フィルムとして適用する(表12の注記を参照)。
ただし,この試験は,セラミックラベルには適用しない。
20
X 0527:2018
表12−バーコードラベル粘着性能評価項目一覧表
性能評価項目
試験方法及び判定基準
適用JIS
判定基準
一
号
(
永
久
形
)
剝離性
印刷用粘着紙
JIS Z 1538
粘着紙(フィルム)及び剝離紙の
破れ並びにのり(糊)剝がれがあ
ってはならない。
印刷用粘着フィルム
JIS Z 1529
粘着力
印刷用粘着紙
JIS Z 1538
2.4 N/10 mm以上
印刷用粘着フィルム
JIS Z 1529
1.8 N/10 mm以上
保持力
印刷用粘着紙
JIS Z 1538
3 mm以下
印刷用粘着フィルム
JIS Z 1529
ぬ(濡)
れ張力
印刷用粘着紙
JIS Z 1538
30 N/m以上
ホイル紙を表面基材とする粘着紙
だけに適用する。
印刷用粘着フィルム
JIS Z 1529
30 N/m以上
ホイル紙を表面基材とする粘着紙
だけに適用する。
二
号
(
再
剝
離
形
)
剝離性
印刷用粘着紙
JIS Z 1538
粘着紙(フィルム)及び剝離紙の
破れ並びにのり(糊)剝がれがあ
ってはならない。
印刷用粘着フィルム
JIS Z 1529
粘着力
印刷用粘着紙
JIS Z 1538
0.6 N/10 mm以上
印刷用粘着フィルム
JIS Z 1529
0.2 N/10 mm以上
保持力
印刷用粘着紙
JIS Z 1538
3 mm以下
印刷用粘着フィルム
JIS Z 1529
再剝離性 印刷用粘着紙
JIS Z 1538
のり(糊)残りがあってはならな
い。
印刷用粘着フィルム
JIS Z 1529
ぬ(濡)
れ張力
印刷用粘着紙
JIS Z 1538
30 N/m以上
ホイル紙を表面基材とする粘着紙
だけに適用する。
印刷用粘着フィルム
JIS Z 1529
注記 JIS Z 1529及びJIS Z 1538では,商用印刷機で用いる粘着紙を想定しているため,
“印刷用…”と記載しているが,粘着性評価は,印字用ラベルにも適用可能なため
引用している。
4.2.3
性能のランク付け
4.2.3.1
一般
対象となる評価試験項目ごとに,性能評価試験結果に応じた性能のランク付けを行う。ランクは,上位
からランクS,ランクI,ランクII,ランクIII及び規定に達しなかった評価試験項目をランクFとする。
注記 ランクSは,この規格を作成する時点では,現存の消耗品が達成できていない性能ランクであ
り,今後の技術開発を促すための目標として設定している。
4.2.3.2
基本特性
消耗品のランク付けは,次による。
a) 白色度(%) ランク付けは行わない。
b) 平滑度(s) 4.2.2.1 b)によって試験を行い,試験結果を基にして表13からランクを選ぶ。
21
X 0527:2018
表13−平滑度のランク
ランク
平滑度 F(s)
S
−
I
F>1500
II
1500≧F>400
III
400≧F
4.2.3.3
堅ろう性
耐段ボール擦過性,耐水擦過性,耐エタノール擦過性及び耐合成洗剤擦過性は,それぞれ4.2.2.2によっ
て試験を行い,それぞれの評価試験において,試験前のバーコード印字品質総合グレード(数値グレード
とし,小数点以下第1位までとする。)が,試験後に,どの程度低下したかを基にして表14からランクを
選ぶ。
表14−堅ろう性のランク
ランク
印字品質総合グレード値の低下量
S
0
I
0.5未満
II
0.5以上1.0未満
III
1.0以上
F
印字品質総合グレード値が0.4以下
4.2.3.4
耐アイロン性
4.2.2.3によって試験を行い,試験結果を基にして表15からランクを選ぶ。
表15−耐アイロン性のランク
ランク
最高試験温度
S
200±5 ℃
I
150±5 ℃
II
90±5 ℃,110±5 ℃
III
70±5 ℃
F
グレースケール条件値を満たしていない。
4.2.3.5
耐高温性
ランク付けは行わない。
4.2.3.6
粘着性
ランク付けは行わない。
4.3
試験結果報告書
試験結果報告書には,次の事項を記載する。
a) 4.1.2及び4.2.2で規定した試験評価項目
b) 4.1.2及び4.2.2で規定した試験方法に基づいて試験を行った結果
c) 4.1.3及び4.2.3で規定した方法でランク付けを行った結果
d) プリンタ型式名,プリンタ製造業者,サーマルヘッド寸法,公称dpi,受容紙種別,作業者及び作業
日
e) その他必要な事項
22
X 0527:2018
なお,試験報告書の例をD.1に示す。
5
バーコードリーダ
5.1
一般
5.1.1
原理
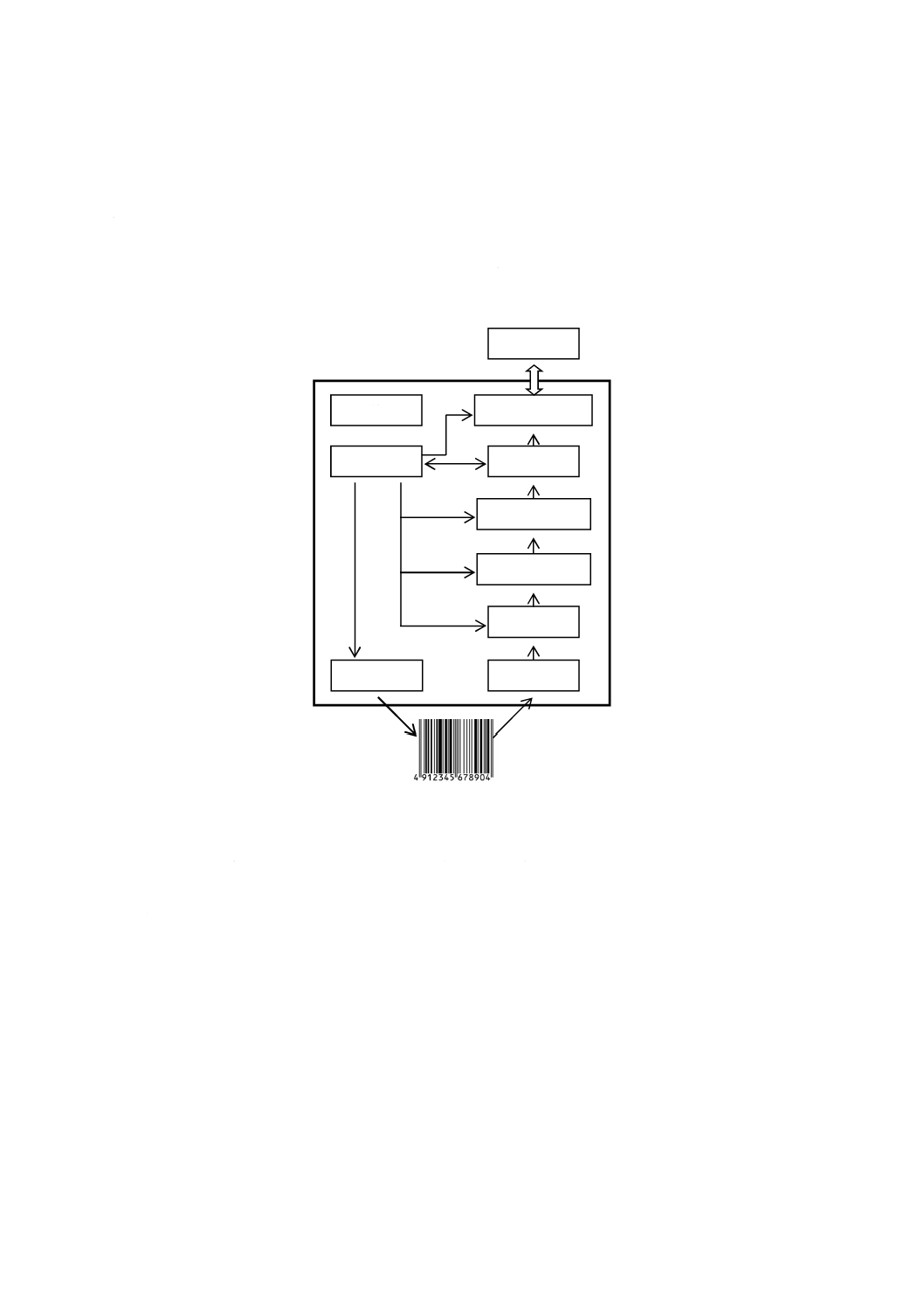
バーコードシンボルを読み取るには,バーコードリーダの種類を問わず,何らかの形でバーコードシン
ボル全体を走査しなければならない。バーコードリーダの基本構成を図9に示す。
図9−バーコードリーダの基本構成
5.1.2
周囲環境条件
バーコードリーダの性能評価試験は,次の環境条件下で実施しなければならない。ただし,各評価試験
項目で環境条件を個別に規定している場合,又は各評価試験項目に引用規格がある場合は,その規定又は
規格を優先しなければならない。さらに,試験中は,温度及び/又は湿度が,結露が生じる条件まで急激
に変化してはならない。
− 温度 18〜28 ℃
− 湿度 30〜70 %Rh
− 周囲照度 シンボル面で750 Lux以下
試験時の周囲環境条件は,試験結果と合わせて5.4の試験結果報告書に記録する。
5.2
性能評価項目及び試験方法
5.2.1
読取性能試験用テストチャート
バーコードリーダの読取性能を評価するために,光学技術を用いて作成した精密なテストチャートを用
外部装置
インタフェース
復号処理
ディジタル処理
アナログ処理
受光素子
光学系
照明光源
制御部
電源
23
X 0527:2018
いる(附属書Eを参照)。
− 寸法精度 ±5 μm
− 濃度精度 ±0.03(ただし,反射率が2 %以下のときは,±0.04)
− 測定開口径 0.8X
注記 バーコードリーダ及び印字品質検証器では,最小エレメント寸法(X)又はモジュール寸法の
0.8倍の開口径(円)で走査したときに,目標の評価値が得られるように設計されている。
各テストチャートを用いる対象評価試験項目は,表16による。
表16−各テストチャートの対象試験
テストチャート
チャート番号
対象性能評価項目
一次元シンボル用
テストチャート
BRPT-1RES
読取範囲,読取角度及び読取速度
BRPT-1SC-1,-2,-3,-4,-5,-6,-7,-8 シンボルコントラスト
BRPT-1MOD-1,-2,-3,-4
モジュレーション
BRPT-1DEF-1,-2,-3,-4
欠陥
BRPT-1DEC-1,-2,-3,-4
復号容易度
二次元シンボル用
テストチャート
BRPT-2RES
読取範囲及び読取角度
BRPT-2SC-1,-2,-3,-4,-5,-6,-7,-8 シンボルコントラスト
BRPT-2MOD-1,-2,-3,-4
モジュレーション
BRPT-2FP-1,-2,-3,-4
固定パターン損傷
BRPT-2GNU-1,-2,-3,-4
格子の非均一性
BRPT-2ANU-1,-2,-3,-4
軸の非均一性
BRPT-2UEC-1,-2,-3,-4
未使用誤り訂正(UEC)
注記 テストチャートは,附属書Eによる。
5.2.1.1
一次元シンボル用テストチャート
テストチャートは,バーコードリーダの読取性能である読取距離,読取深度,読取角度,読取速度,シ
ンボルコントラスト,モジュレーション,欠陥及び復号容易度の性能ランクを求めるときに用い,次によ
る。
a) 読取範囲,読取角度及び読取速度試験用(No. BRPT-1RES) バーコードリーダの読取性能の中で,X
寸法に応じた読取距離の範囲,最大読取角度(ピッチ角度,スキュー角度及びチルト角度)及び読取
速度の試験をするときは,このテストチャートを用いなければならない。
注記1 このテストチャートの全てのシンボルは,印字品質総合グレードが“A”であり,X寸法
が0.100,0.150,0.200,0.250,0.300,0.350,0.400及び0.450 mmの8種類ある。
b) シンボルコントラスト試験用(No. BRPT-1SC -1〜-8) シンボルコントラストは,バーコードシンボ
ルを印字している基材からの最大反射率とバーからの最小反射率との差である(明暗反転シンボルの
場合は逆になる。)が,一般に,この差が100 %に近いほどバーコードリーダの読取性能がよくなる(低
シンボルコントラスト用に調整されたバーコードリーダでは,この限りではない。)。シンボルコント
ラスト試験用テストチャートの種類は,表17に規定するグレードの8種類とする。バーコードリーダ
が正しく読み取ることができる最小のシンボルコントラストを求めるときは,表17のテストチャート
を用いなければならない。
24
X 0527:2018
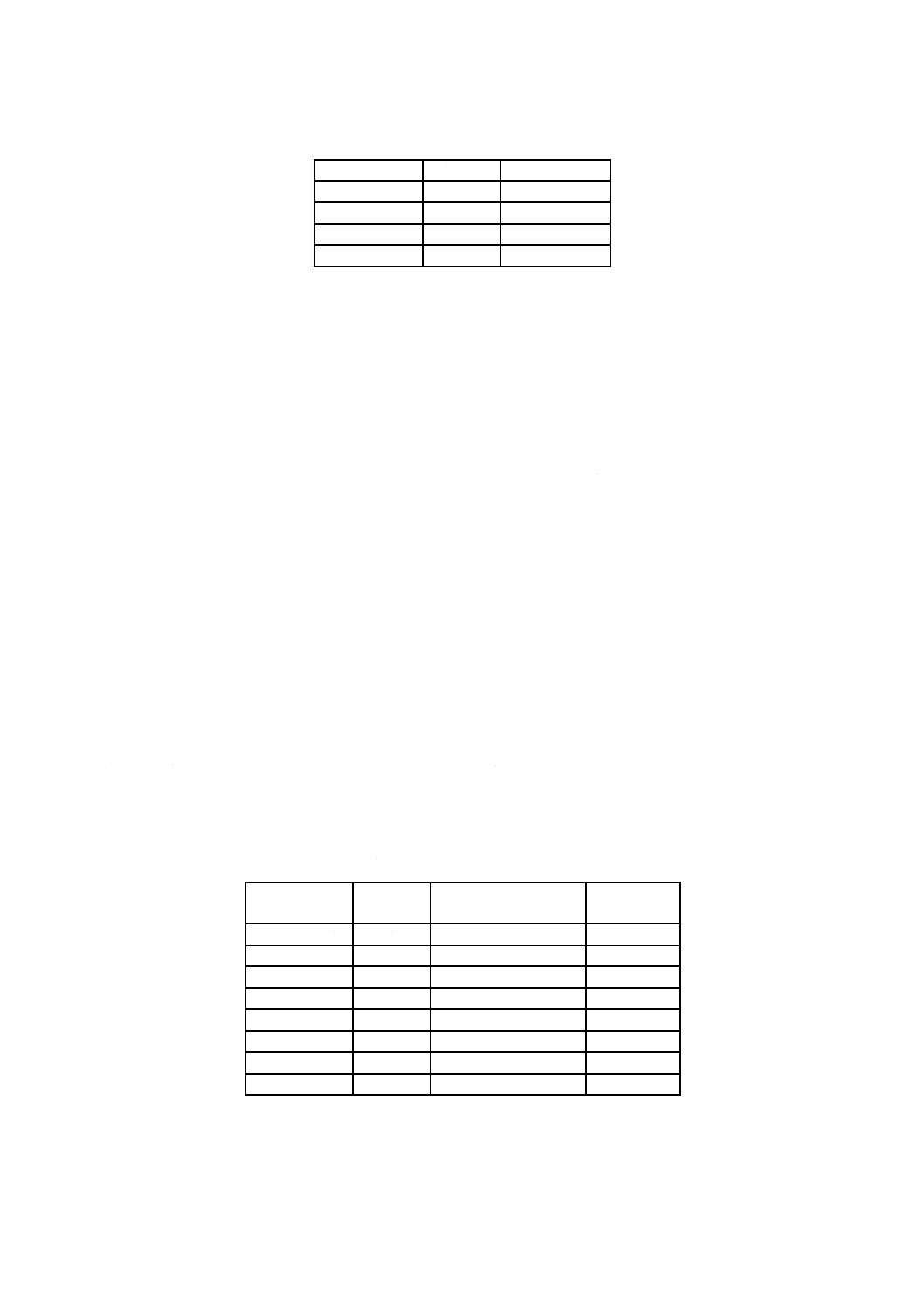
表17−シンボルコントラスト試験用テストチャート
チャート番号
グレード
シンボルコントラスト
(%)
Rmax,Rminの
例(%)
BRPT-1SC -1
A
74
80
BRPT-1SC -2
B
58
80
BRPT-1SC -3
C
42
80
BRPT-1SC -4
D
21
80
BRPT-1SC -5
A
74
5
BRPT-1SC -6
B
58
5
BRPT-1SC -7
C
42
5
BRPT-1SC -8
D
21
5
注記2 試験用シンボルは,JIS X 0520の5.4.4[シンボルコントラスト(SC)]及び6.1.2(反射率
パラメタのグレード付け)によって,BRPT-1SC -1〜-4が最大反射率Rmaxを一定にし,最
小反射率Rminを変化させている。BRPT-1SC -5〜-8が最小反射率Rminを一定にし,最大反
射率Rmaxを変化させている。全てのシンボルがコード39であり,X寸法が0.500 mm,デ
ータが“%7C%”である。
c) モジュレーション試験用(No. BRPT-1MOD -1〜-4) モジュレーション試験用テストチャートの種類
は,表18に規定するグレードの4種類とする。
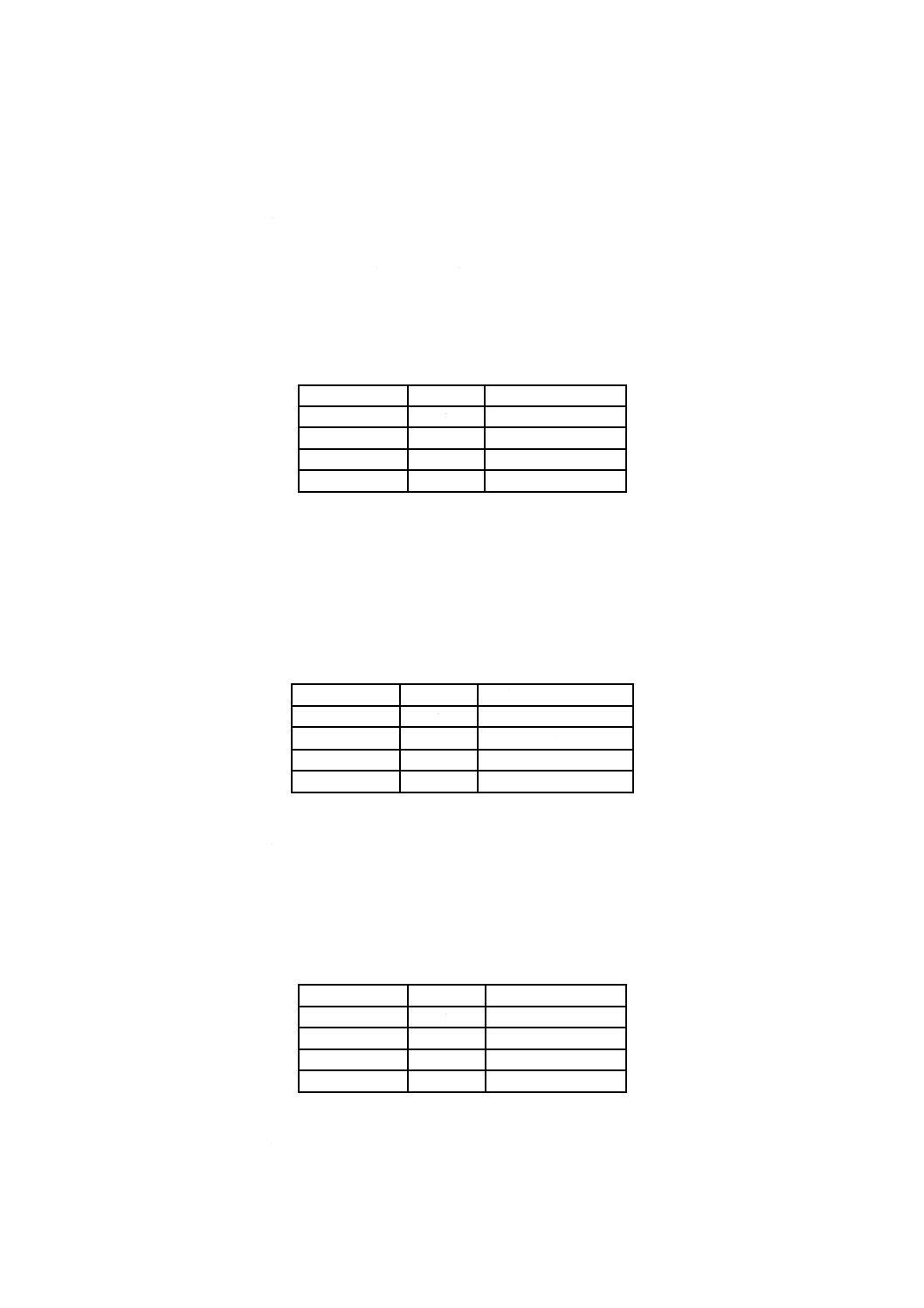
表18−モジュレーション試験用テストチャート
チャート番号
グレード
モジュレーション
BRPT-1MOD -1
A
0.77
BRPT-1MOD -2
B
0.65
BRPT-1MOD -3
C
0.55
BRPT-1MOD -4
D
0.45
注記3 試験用シンボルは,X寸法が0.500 mmでデータが“U%7C”のコード39とし,JIS X 0520
の5.4.7[モジュレーション(MOD)]及び6.1.2によって,特定エレメントの反射率をグレ
ードに対応して変更している。
d) 欠陥試験用(No. BRPT-1DEF) 欠陥試験用テストチャートの種類は,表19に規定するグレードの4
種類とする。
表19−欠陥試験用テストチャート
チャート番号
グレード
欠陥
BRPT-1DEF -1
A
0.10
BRPT-1DEF -2
B
0.18
BRPT-1DEF -3
C
0.23
BRPT-1DEF -4
D
0.28
注記4 試験用シンボルは,X寸法が0.500 mmでデータが“%7C%”のコード39とし,JIS X 0520
の5.4.8[欠陥(Defects)]及び6.1.2によって,グレードに対応した欠陥を特定エレメント
に作り込んでいる。
e) 復号容易度試験用(No. BRPT-1DEC) 復号容易度試験用テストチャートの種類は,表20に規定する
グレードの4種類とする。
25
X 0527:2018
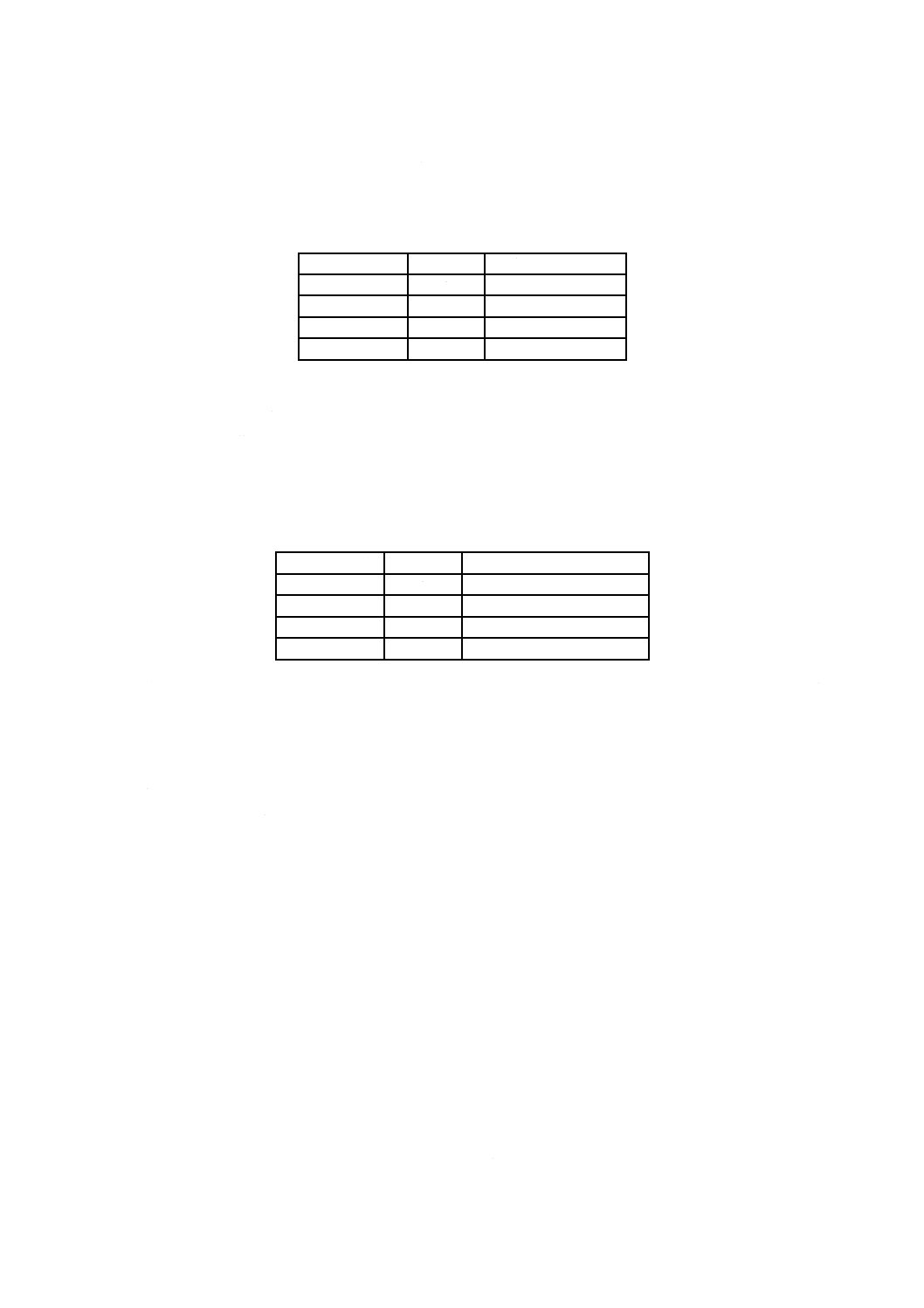
表20−復号容易度試験用テストチャート
チャート番号
グレード
復号容易度
BRPT-1DEC -1
A
0.657
BRPT-1DEC -2
B
0.543
BRPT-1DEC -3
C
0.383
BRPT-1DEC -4
D
0.291
注記5 試験用シンボルは,X寸法が0.500 mmでデータが“%7C%”のコード39とし,JIS X 0520
の5.4.9(復号容易度)によって,特定エレメントの寸法をグレードに対応して変更してい
る。
5.2.1.2
二次元シンボル用テストチャート
このテストチャートは,バーコードリーダの読取性能である読取距離,読取深度,読取角度,シンボル
コントラスト,モジュレーション,固定パターン損傷,格子の非均一性,軸の非均一性及び未使用誤り訂
正の性能ランクを求めるときに用い,次による。
a) 読取範囲及び読取角度試験用(No. BRPT-2RES) バーコードリーダの読取性能の中で,X寸法に応じ
た読取距離の範囲,最大読取角度(ピッチ角度,スキュー角度及びチルト角度)を試験するときは,
このテストチャートを用いなければならない。
注記1 このテストチャートの全てのシンボルは,印字品質総合グレードが“A”であり,モジュ
ール寸法が0.100,0.150,0.200,0.250,0.300,0.350,0.400及び0.450の8種類である。
シンボルに符号化しているデータは,“0000000000000000000000000000000000000000”(0
が40個)で,誤り訂正レベルが“L”のQRコードを採用している。
注記2 このシンボルは,誤り訂正コード語を使い切るように,あらかじめモジュール誤りを組み
込んであり,リーダで読み取るときに,誤りを組み込んであるコード語以外のコード語で,
1モジュールでも正しく認識できなかった場合は,読み取りできない(誤り訂正を組み込
んでいるコード語内で,更に誤りがあっても読み取ることができる。)。
b) シンボルコントラスト試験用(No. BRPT-2SC -1〜-8) シンボルコントラスト試験用テストチャート
の種類は,表21に規定するグレードの8種類とする。バーコードリーダの最小シンボルコントラスト
を試験するときは,表21のテストチャートを用いる。
表21−シンボルコントラスト試験用テストチャート
チャート番号
グレード
シンボルコントラスト
(%)
Rmax,Rminの
例(%)
BRPT-2SC -1
A
74
80
BRPT-2SC -2
B
58
80
BRPT-2SC -3
C
42
80
BRPT-2SC -4
D
21
80
BRPT-2SC -5
A
74
5
BRPT-2SC -6
B
58
5
BRPT-2SC -7
C
42
5
BRPT-2SC -8
D
21
5
注記3 シンボルコントラストは,二次元シンボルを印字している基材からの最大明反射率とモジ
ュールからの最小暗反射率との差である(明暗反転シンボルの場合は逆になる。)が,一般
26
X 0527:2018
に,この差が100 %に近いほどバーコードリーダの読取性能がよくなる。ただし,低シン
ボルコントラスト用に調整されたバーコードリーダでは,この限りではない。
注記4 試験用シンボルは,a)によるシンボルであるが,モジュール寸法が1.50 mmのQRコード
とし,JIS X 0526の7.8.3(シンボルコントラスト)によって,BRPT-2SC -1〜-4が最大反
射率Rmaxを一定にし,最小反射率Rminを変化させている。BRPT-2SC -5〜-8が最小反射率
Rminを一定にし,最大反射率Rmaxを変化させている。
c) モジュレーション試験用(No. BRPT-2MOD -1〜-4) モジュレーション試験用テストチャートの種類
は,表22に規定するグレードの4種類とする。
表22−モジュレーション試験用テストチャート
チャート番号
グレード
モジュレーション
BRPT-2MOD -1
A
0.77
BRPT-2MOD -2
B
0.65
BRPT-2MOD -3
C
0.55
BRPT-2MOD -4
D
0.45
注記5 試験用シンボルは,a)によるシンボルであるが,モジュール寸法が1.50 mmのQRコード
とし,JIS X 0526の7.8.4(モジュレーション測定及びそれに関連する測定)によって,特
定モジュールの反射率をグレードに対応して変更している。
d) 固定パターン損傷試験用(No. BRPT-2FP) 固定パターン損傷試験用テストチャートの種類は,表23
に規定するグレードの4種類とする。
表23−固定パターン損傷試験用テストチャート
チャート番号
グレード
損傷モジュール個数
BRPT-2FP -1
A
0
BRPT-2FP -2
B
1
BRPT-2FP -3
C
2
BRPT-2FP -4
D
3
注記6 試験用シンボルは,a)によるシンボルであるが,モジュール寸法が1.50 mmのQRコード
とし,JIS X 0526の7.8.5(固定パターン損傷)によって,グレードに対応した損傷を特定
固定パターンに作り込んでいる。
e) 格子の非均一性試験用(No. BRPT-2GNU) 格子の非均一性試験用テストチャートの種類は,表24に
規定するグレードの4種類とする。
表24−格子の非均一性試験用テストチャート
チャート番号
グレード
格子の非均一性
BRPT-2GNU -1
A
0.19
BRPT-2GNU -2
B
0.44
BRPT-2GNU -3
C
0.57
BRPT-2GNU -4
D
0.69
注記7 試験用シンボルは,a)によるシンボルであるが,モジュール寸法が1.50 mmのQRコード
とし,JIS X 0526の7.8.7(格子の非均一性)によって,格子の間隔をグレードに対応して
27
X 0527:2018
非均一に作り込んでいる。
f)
軸の非均一性試験用(No. BRPT-2ANU) 軸の非均一性試験用テストチャートの種類は,表25に規定
するグレードの4種類とする。
表25−軸の非均一性試験用テストチャート
チャート番号
グレード
軸の非均一性
BRPT-2ANU -1
A
0.049
BRPT-2ANU -2
B
0.072
BRPT-2ANU -3
C
0.088
BRPT-2ANU -4
D
0.110
注記8 試験用シンボルは,a)によるシンボルであるが,モジュール寸法が1.50 mmのQRコード
とし,JIS X 0526の7.8.6(軸の非均一性)によって,軸の間隔をグレードに対応して非均
一に作り込んでいる。
g) 未使用誤り訂正試験用(No. BRPT-2UEC) 未使用誤り訂正試験用テストチャートの種類は,表26に
規定するグレードの4種類とする。
表26−未使用誤り訂正試験用テストチャート
チャート番号
グレード
未使用誤り訂正コード語率
BRPT-2UEC -1
A
0.625
BRPT-2UEC -2
B
0.500
BRPT-2UEC -3
C
0.375
BRPT-2UEC -4
D
0.250
注記9 試験用シンボルは,a)によるシンボルであるが,モジュール寸法が1.50 mmのQRコード
とし,JIS X 0526の7.8.8(未使用誤り訂正)によって,幾つかのモジュールの色をグレー
ドに対応して反転している。
5.2.2
読取性能
a) 一般
− バーコードリーダの読取性能は,性能評価項目ごとに読取性能評価試験を行って求める。各読取性
能評価項目を総合して,バーコードリーダの性能ランク付けすることは行わない。
注記1 プリンタ製造業者別又は機種別の読取時間を競うための試験ではなく,バーコードシン
ボル印字品質の違いによる読取時間の傾向を評価するための試験である。
− 試験実施者による読取操作時間のばらつき,バーコードリーダと外部機器との通信時間のばらつき
などの影響を最小にするために,一つの評価試験項目に対し,同一試験実施者が連続して試験を行
わなければならない。ただし,自動試験装置を用いる場合は,該当しない。印字品質グレードが異
なるテストチャートを読み取るとき,それぞれの読取率及び“A”〜“D”グレード間の読取時間の
変量を求める。
注記2 この規格では,JIS X 0520のE.3(アプリケーションへのグレードのマッチング)によ
って,印字品質グレードの違いで読取時間が異なることを想定している。
− 附属書Cに,参考としてJIS X 0520のE.3の概要を記載する。各試験項目で用いるテストチャート
の一つのシンボルごとに,連続して100回の読取りを試行し,附属書Bの読取記録フォームに記録
する。読取記録フォームは,ソフトウェアによって自動記録されるように作成しなければならない。
28
X 0527:2018
読取りは,直前の読取りにおけるグッドリードインジケータ(音,光,振動又は送信データの終端)
を確認後,直ちにトリガ(手持ち式リーダの場合はトリガスイッチによって,又は定置式リーダの
場合は外部信号によって)をかけて,次の読取動作に入らなければならない。
注記3 この規格を作成する時点では,バーコードリーダと外部機器との通信インタフェースは,
USBキーボードエミュレーションとする。ただし,将来,読取試験フォームが動作する
環境が新しくなった場合は,変更してもよい。したがって,試験途中で,バーコードリ
ーダのタイマなどの設定値を変更してはならない。読取記録フォームでは,トリガから
5秒経過しても読み取らなかった(データが到着しなかった)場合は,タイムアウトと
して読取時間を5秒と記録する。
b) 性能評価項目及び試験方法 読取性能に関する性能評価項目及び試験方法は,次による。
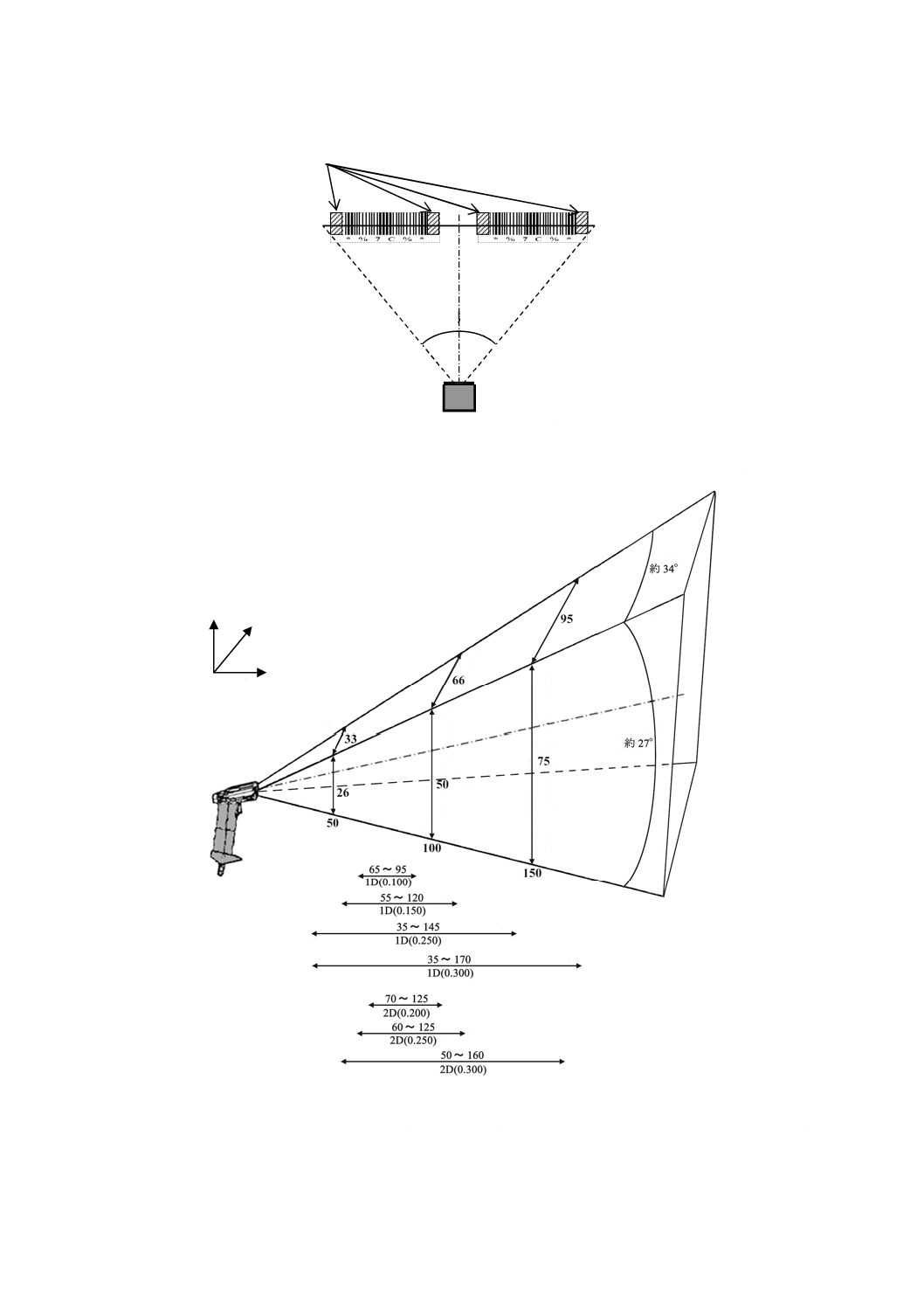
1) 読取範囲 読取範囲試験で求めるパラメタには,バーコードシンボルの分解能別に最小読取距離,
最大読取距離,読取深度(=最大読取距離−最小読取距離),水平方向視野角及び垂直方向視野角が
ある。バーコードリーダの仕様に合わせて,テストチャート(一次元シンボルはBRPT-1RES及び
二次元シンボルはBRPT-2RES)の分解能を選択し,100 %の読取率となる読取限界距離及び最大視
野角を求め,図11に示すような読取範囲図を作成する。読取範囲図を作成するに当たり,次のとお
り留意しなければならない。
− バーコードリーダの読取窓の中心から伸びる直線を中心軸とする(図10及び図11の一点鎖線参
照)。中心軸がバーコードシンボル面の中心になるようにシンボルを配置し,その距離(単位:
mm)を計測する。
− バーコードリーダの読取窓に,バーコードシンボル面からの直接反射光が入るのを防ぐために,
バーコードシンボルを,中心軸からスキュー角方向に10〜15°傾けることが望ましい。
− 視野角を求めるときは,バーコードリーダの読取窓の中心を軸にして,バーコードリーダの後部
を上下左右に動かしながら試験することが望ましい。このとき,中心軸からバーコードリーダが
傾く角度を測定する手段を備えなければならない。このような試験装置が準備できない場合は,
バーコードリーダとバーコードシンボルとの相対位置が上記の方式と同じになるように,バーコ
ードシンボル側を動かしてもよい。これらの試験で用いるバーコードシンボルは,クワイエット
ゾーンを含めて考えなければならない(図10参照)。この試験では,視野角が直線状に広がらな
い場合も考慮しなければならない。
− この試験は,多面式オムニスキャナには適用しないが,参考として引用されることを妨げない。
29
X 0527:2018
クワイエットゾーン
図10−視野角におけるクワイエットゾーンの扱い
単位 mm
図11−読取範囲図の例
2) 読取速度 試験は,テストチャート(一次元シンボルはBRPT-1RESの0.250 mm,二次元シンボル
はBRPT-2RESの0.250 mm)の分解能に適応した読取距離(読取深度の中央値が望ましい。)で行う。
水平視野角
バーコードリーダ
中
心
軸
水平
スキャナからの距離
垂直

30
X 0527:2018
読取記録フォームの読取率が100 %のときの“読取時間”を“読取回数(100)”で除した値(平均
読取時間)を求め,これを読取速度RT(s)とする。
注記4 読取速度は,一般に“読み味”といわれる尺度であり,バーコードリーダの重要な性能
の一つである。
3) 読取角度 バーコードリーダがバーコードシンボルを走査するとき又はシンボルを撮像するときに
生じる“不完全な走査,不十分な反射光及び画像のゆがみ”がリーダの読取性能に与える影響を試
験する。図12に示す角度を測定できるジグ又は分度器を用いて,テストチャート(一次元シンボル
がBRPT-1RESの0.250 mm及び二次元シンボルがBRPT-2RESの0.250 mm)の分解能に適応した距
離(読取深度の中央値が望ましい。)で,100 %の読取率となる最大の角度を求める。
図12−読取角度の図示
4) シンボルコントラスト シンボルコントラスト試験用テストチャートは,バーコードリーダが読み
取ることができるシンボルコントラストのランクを求めるために用いる。試験は,テストチャート
(一次元シンボルがBRPT-1SC -1〜-8及び二次元シンボルがBRPT-2SC -1〜-8)を用いて行い,反射
率が高い方に偏ったテストチャートと低い方に偏ったテストチャートとの二つのグループに分けて
行うことが望ましい。それぞれ,分解能に適応した読取距離(読取深度の中央値が望ましい。)で,
2)の読取速度試験を行い,読取率(この試験では,読取率が100 %にならない場合がある。)及び読
取時間を求める。それぞれのグループで最大読取時間から最小読取時間を減じた時間RTV(s)を求
める。
5) モジュレーション モジュレーション試験用テストチャートは,バーコードシンボルを構成する各
要素の反射率のばらつきが,バーコードリーダの読取性能に与える度合いを評価するのに用いる。
試験は,テストチャート(一次元シンボルがBRPT-1MOD -1〜-4及び二次元シンボルがBRPT-2MOD
-1〜-4)の分解能に適応した距離(読取深度の中央値が望ましい。)で,2)の読取速度試験を行い,
読取率(この試験では,読取率が100 %にならない場合がある。)及び読取時間を求める。テストチ
ャートの“A”〜“D”グレード間の読取時間の変量MV(s)を求める。
6) 欠陥 欠陥試験用テストチャートは,バーエレメント中の小さな欠け(ボイド)及び/又はスペー
スエレメント中の小さな汚れ(スポット)がバーコードリーダの読取性能に与える度合いを評価す
るのに用いる。この評価試験項目は,一次元シンボルだけに適用する。試験は,テストチャート
(BRPT-1DEF -1〜-4)の分解能に適応した距離(読取深度の中央値が望ましい。)で2)の読取速度
試験を行い,読取率(この試験では,読取率が100 %にならない場合がある。)及び読取時間を求め
る。それぞれの読取率及びテストチャートの“A”〜“D”グレード間の読取時間の変量DV(s)を
求める。
7) 復号容易度 復号容易度試験用テストチャートは,バーエレメント幅及び/又はスペースエレメン
ト幅のばらつきが,バーコードリーダの読取性能に与える影響を評価するのに用いる。この評価試
x軸
y軸
z軸
31
X 0527:2018
験項目は,一次元シンボルだけに適用する。試験は,テストチャート(BRPT-1DEC -1〜-4)の分解
能に適応した距離(読取深度の中央値が望ましい。)で2)の読取速度試験を行い,読取率(この試
験では,読取率が100 %にならない場合がある。)及び読取時間を求める。それぞれの読取率及びテ
ストチャートの“A”〜“D”グレード間の読取時間の変量DCV(s)を求める。
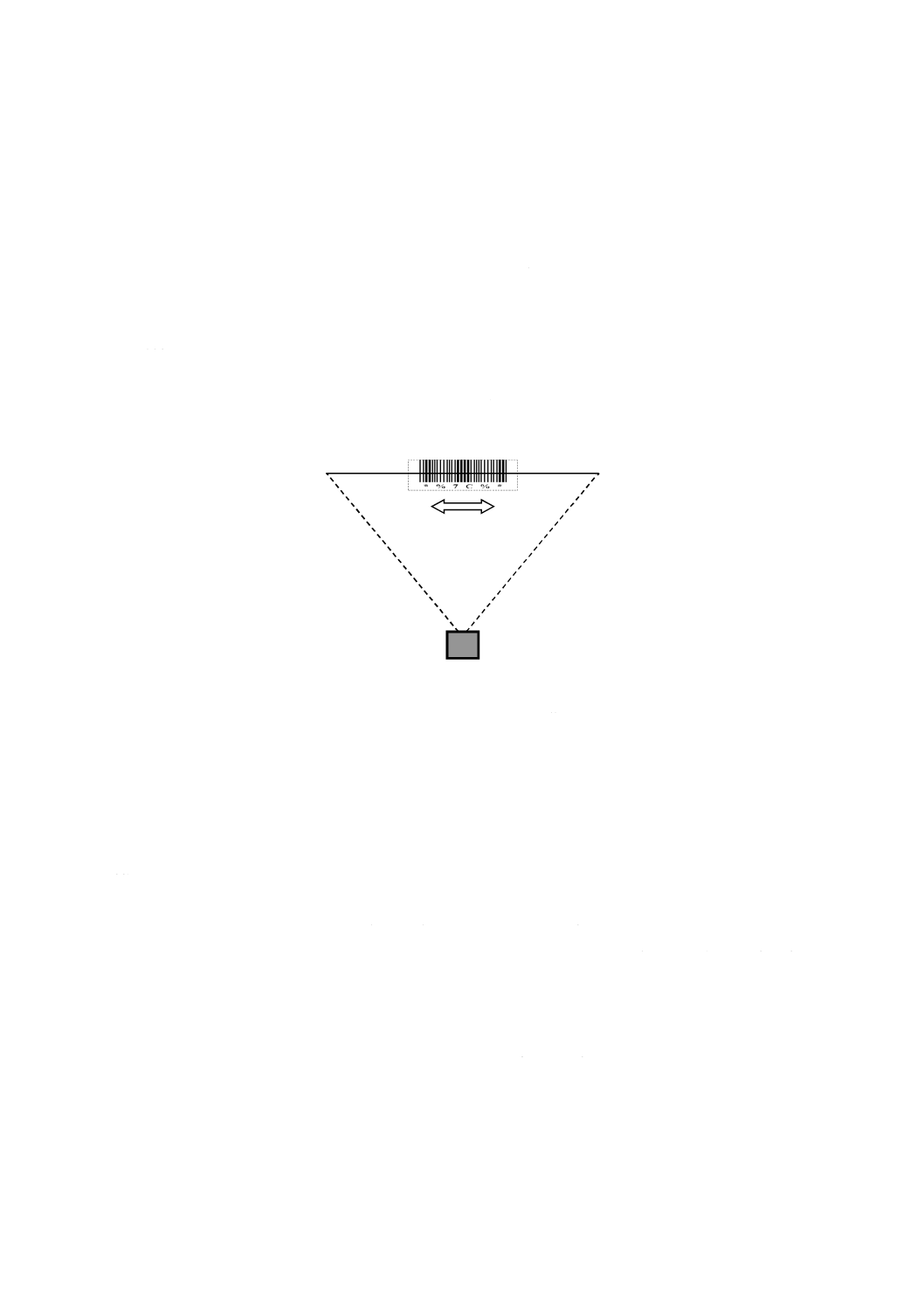
8) 移動体読取速度(読取可能な最大移動速度) この試験は,バーコードリーダが,はし(梯)子状に
移動するバーコードシンボルを読み取るときの,リーダの読取性能を求める(図13参照)。この評
価試験項目は,定置式リーダで一次元シンボルを読み取る場合だけに適用する。試験は,テストチ
ャート(BRPT-1RESの0.250 mm)の分解能に適応した距離(読取深度の中央値が望ましい。)で,
100 %の読取率となる最大移動速度(m/s)を求める。
注記5 この試験で求めた移動体読取速度は,バーコードシンボルの幅(用いるシンボル体系,
符号化するキャラクタ数,X寸法,太細比,及びキャラクタ間ギャップ)によって異な
るため,実運用では注意が必要である。
図13−はし(梯)子状走査の様子
9) 固定パターン損傷 マトリックス形二次元シンボルで,損傷した固定パターンに対するバーコード
リーダの読取性能を求める。この評価試験は,二次元シンボルリーダだけに適用する。試験は,テ
ストチャート(BRPT-2FP -1〜-4)の分解能に適応した距離(読取深度の中央値が望ましい。)で2)
の読取速度試験を行い,読取率(この試験では,読取率が100 %にならない場合がある。)及び読取
時間を求める。それぞれの読取率及びテストチャートの“A”〜“D”グレード間の読取時間の変量
FV(s)を求める。
10) 格子の非均一性 マトリックス形二次元シンボルで,格子の非均一性に対するバーコードリーダの
読取性能を求める。この評価試験は,二次元シンボルリーダだけに適用する。試験は,テストチャ
ート(BRPT-2GNU -1〜-4)の分解能に適応した距離(読取深度の中央値が望ましい。)で2)の読取
速度試験を行い,読取率(この試験では,読取率が100 %にならない場合がある。)及び読取時間を
求める。それぞれの読取率及びテストチャートの“A”〜“D”グレード間の読取時間の変量GV(s)
を求める。
11) 軸の非均一性 マトリックス形二次元シンボルの軸の非均一性に対するバーコードリーダの読取性
能を求める。この評価試験は,二次元シンボルリーダだけに適用する。試験は,テストチャート
(BRPT-2ANU -1〜-4)の分解能に適応した距離(読取深度の中央値が望ましい。)で2)の読取速度
試験を行い,読取率(この試験では,読取率が100 %にならない場合がある。)及び読取時間を求め
る。それぞれの読取率及びテストチャートの“A”〜“D”グレード間の読取時間の変量AVを求め
る。
シンボル移動方向
32
X 0527:2018
12) 未使用誤り訂正能力 バーコードリーダが二次元シンボルを読み取るとき,バーコードシンボルに
符号化されている誤り訂正コード語の消費における余裕度を求める。この評価試験は,二次元シン
ボルリーダだけに適用する。試験は,テストチャート(BRPT-2UEC -1〜-4)の分解能に適応した距
離(読取深度の中央値が望ましい。)で2)の読取速度試験を行って読取時間を求める。それぞれの
読取率(この試験では,読取率が100 %にならない場合がある。)及びテストチャートの“A”〜“D”
グレード間の読取時間の変量UVを求める。
13) 周囲照度 バーコードリーダがバーコードシンボルを読み取るとき,周囲からリーダの読取窓に流
入する外乱光が,リーダの読取性能に与える影響を試験する。表27に規定する周囲光ごとに,テス
トチャート(一次元シンボルがBRPT-1RESの0.250 mm及び二次元シンボルがBRPT-2RESの0.250
mm)の分解能に適応した距離の範囲で,バーコードシンボル面上の照度を変えて,読取率100 %で
読み取れるときのシンボル面上の最大照度Lを求める。試験結果,用いた光源の製造業者名及び型
番を5.4の試験結果報告書に記録する。
表27−周囲光の種類
昼光色蛍光灯(交流)
インバータ蛍光灯
昼光色LED直流点灯
赤色成分を含むLEDパルス点灯
太陽光
5.2.3
電気特性
電気特性の性能評価項目及び試験方法は,次による。
a) 動作電源電圧範囲(V) JIS C 1102-2に規定する電圧計又はそれと同等以上の電圧計を用いて,バー
コードリーダの機能が正常に動作する電源電圧の上限値及び下限値を,電源ケーブルの入力端で測定
する。
b) 最大消費電流(mA又はA) 通信可能状態及び全てのグッドリードインジケータ(音,光及び振動)
機能を“オン”に設定した状態で,トリガをオンしてからグッドリード表示までの間の最大消費電流
を,JIS C 1102-2に規定する電流計又はそれと同等以上の電流計を用いて電源ケーブルの入力端で測
定する。
c) 静電耐力(kV) JIS C 61000-4-2の“接触放電”を適用し,バーコードリーダハウジング部品のかん
合部及び接合部に放電電極を直接接触させたときに放電しない最大電圧VCを測定する。
なお,この試験は,ハウジングが樹脂製のリーダだけに適用する。
d) 耐電源ノイズ バーコードリーダの電源ラインから流入する電磁ノイズ(繰返し周波数は100 kHzと
する。)に対する,バーコードリーダの耐性である。JIS C 61000-4-4によって試験を行い,正常に動
作する最大試験レベル電圧を測定する。
e) 不要ふく(輻)射ノイズ CISPR 32に準拠した方法2)によって,周囲の装置(電子機器)に悪影響を
与える可能性があるバーコードプリンタからの電磁ふく(輻)射ノイズ及び接続されている電源ケー
ブル,信号ケーブルなどを伝搬するノイズを測定する。
注2) 我が国における代表的な規定として,一般財団法人VCCI協会が規定するVCCI規制がある。
また,表D.2は,VCCI規制の試験結果を記入する場合の様式例となっている。
f)
イミュニティ 周囲から到来する電磁ノイズに対するバーコードリーダの耐性(EMC)であり,JIS C
33
X 0527:2018
61000-4-3によって,試験中も正常に動作する最大試験レベル電界強度を測定する。
5.2.4
環境特性
環境特性の性能評価項目及び試験方法は,次による。
a) 動作温度及び湿度(℃及び%) JIS C 60068-2-78によって試験を行い,正常に動作する最も厳しい温
度及び湿度を測定する。
b) 保存温度及び湿度(℃及び%) 結露がない保存状態から通常の試験環境温度及び湿度に戻したとき,
リーダ読取窓部に結露(くもり)が生じた場合は,結露(くもり)が消えるまで放置した後,テスト
チャート(BRPT-1RESの0.250 mm)の分解能に適応した距離で,通常試験環境下での読取時間と同
程度の時間内で100 %の読取率となる保存温度及び湿度の範囲を測定する。
c) 防水,防滴及び防じん(塵)性 JIS C 0920の規定によって,IPコードを決定する。
5.2.5
機械特性
機械特性の性能評価項目及び試験方法は,次による。
a) 非こん(梱)包落下強度(m) この評価試験項目は,手持ち式リーダ(ハンディーターミナルのよう
に液晶が実装されたリーダを除く。)だけに適用する。インタフェースケーブル付のバーコードリーダ
は,5面8りょう(稜)を各10回,インタフェースケーブルなしのバーコードリーダは,6面12りょ
う(稜)を各10回,コンクリート床面に自然落下させる。試験実施後に,テストチャート(一次元シ
ンボル用バーコードリーダは,BRPT-1RESの0.250 mm,二次元シンボル用バーコードリーダは,
BRPT-2RESの0.250 mm)を100 %読み取ることが保証できる落下距離を測定する。
b) こん(梱)包落下強度(m) この評価試験項目は,定置式リーダだけに適用する。通常のこん(梱)
包状態で,こん(梱)包箱の底面をコンクリート床面に1回自然落下させる。試験実施後に,テスト
チャート(BRPT-1RESの0.250 mm)を100 %読み取ることが保証できる落下距離を測定する。
c) こん(梱)包耐振動特性 JIS C 60068-2-6によって,次の条件で試験を行う。
− 周波数 10〜150 Hz
− 加速度 20 m/sec2/X,Y,Z軸
− サイクル数 各方向20サイクル
試験実施後に,テストチャート(BRPT-1RESの0.250 mm)の分解能に適応した距離で,読取率が
100 %でなければならない。
d) トリガスイッチ耐久性(回) この評価試験項目は,トリガスイッチ付き手持ち式リーダだけに適用す
る。トリガスイッチの中央部に押下力2.94 N,リリース力0.00 Nで,1分間に120回の速度で繰り返
し押下したとき,トリガスイッチとして機能することを保証できる回数を測定する。
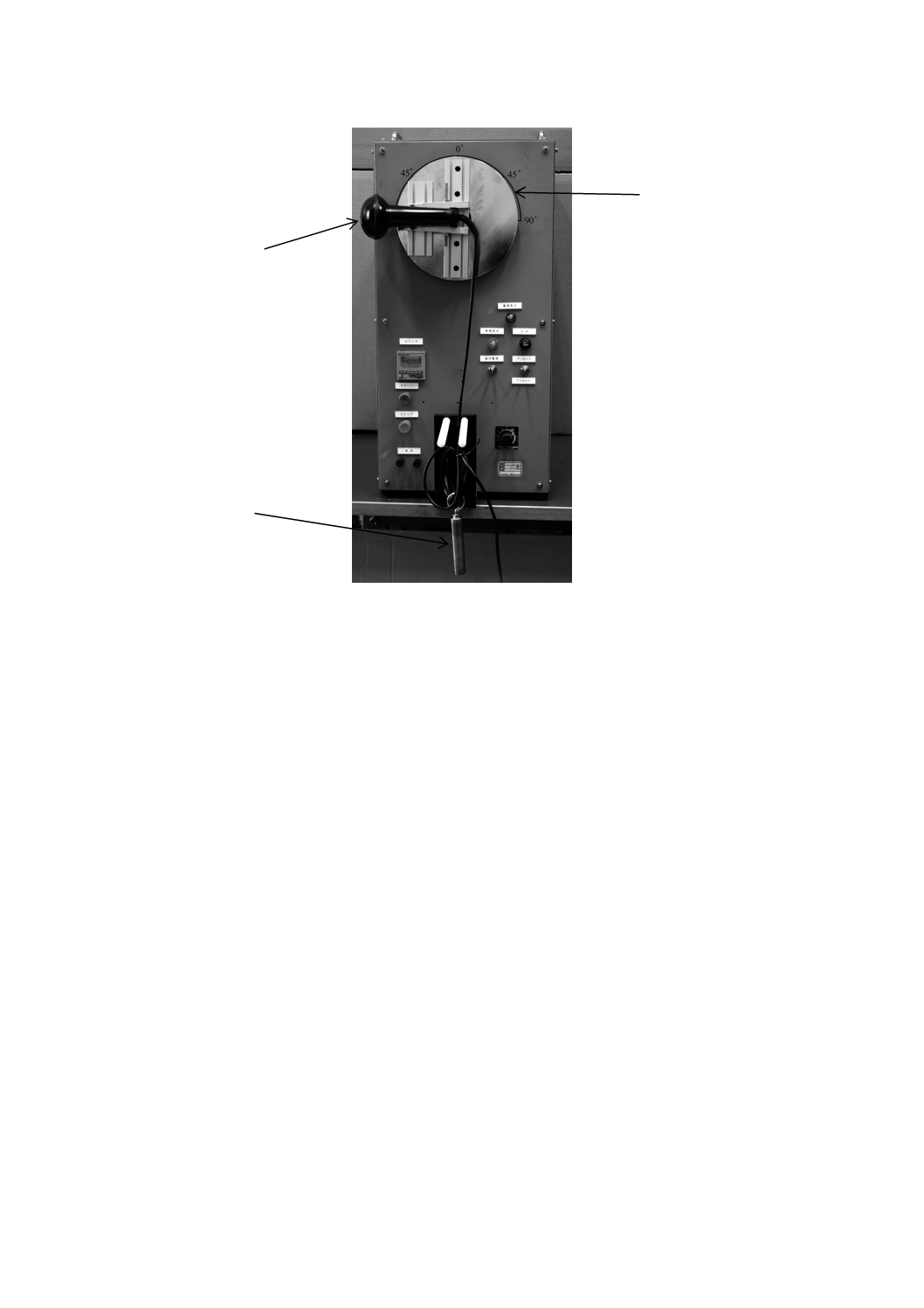
e) ケーブル強度(屈曲試験)(回) 試験対象機のバーコードリーダヘッド部を把持し,500 gに相当する
力をインタフェースケーブルに加えた状態で,ヘッド部を左右に90度回転させたときを1回とし,ケ
ーブル内のいずれかの心線が断線したときまでの回数を測定する(全心線を直列に接続して通電し,
断線を検知する。)。図14に試験方法の概要を示す。
34
X 0527:2018
図14−ケーブル屈曲試験方法の例
5.3
性能のランク付け
5.3.1
一般
対象となる評価試験項目ごとに,性能評価試験結果に応じた性能のランク付けを行う。評価試験項目の
ランクは,上位からランクS,ランクI,ランクII,ランクIIIとする。
注記 Sクラスは,この規格を作成する時点では,現存のバーコードリーダが達成できていない性能
ランクであり,今後の技術開発を促すための目標として設定している。
5.3.2
読取性能
全ての評価試験において,読んだデータの中に1文字でもデータ誤り(誤読)があった場合は,そのバ
ーコードリーダを“F”ランクとする(他の評価試験結果よりも優先する。)。
読取率[試験を行ったテストチャートのグレードが複数(A〜D)であった場合は,その中の最悪値を評
価結果とする。]及び読取時間変量が設定されている評価項目では,悪い方の値を評価ランクとする。
バーコードリーダの読取性能のランク付けは,次による。
a) 読取範囲(分解能,読取距離及び視野角) ランク付けは行わない。
b) 読取速度 5.2.2 b) 2)によって試験を行い,試験結果を基にして表28からランクを選ぶ。
回転盤
バーコードリーダ
おもり
35
X 0527:2018
表28−読取速度のランク
ランク
読取率(%)
読取速度 RT(s)
S
100
RT<0.001 a)
I
100
0.05>RT≧0.001 a)
II
100
0.30>RT≧0.05
III
100
RT≧0.30
注a) 0.001〜0.01 sは,5.2.2 b) 2)の試験では求めること
が困難であるため,専用の試験設備を必要とする。
c) 読取角度(チルト角,スキュー角及びピッチ角) ランク付けは行わない
d) シンボルコントラスト 5.2.2 b) 4)によって試験を行い,試験結果を基にして表29からランクを選ぶ。
表29−シンボルコントラストのランク
ランク
シンボルコントラスト(Bar変化)
シンボルコントラスト(背景変化)
読取率(%)
読取時間の変量 RTV(s)
読取率(%)
読取時間の変量 RTV(s)
S
100
RTV<1
100
RTV<2
I
100
3>RTV≧1
100
10>RTV≧2
II
100
RTV≧3
100
RTV≧10
III
99 以下
−
99 以下
−
e) モジュレーション 5.2.2 b) 5) によって試験を行い,試験結果を基にして表30からランクを選ぶ。
表30−モジュレーションのランク
ランク
読取率(%)
読取時間の変量 MV(s)
S
100
MV<1
I
100
3>MV≧1
II
100
MV≧3
III
99 以下
−
f)
欠陥 5.2.2 b) 6)によって試験を行い,試験結果を基にして表31からランクを選ぶ。
表31−欠陥のランク
ランク
読取率(%)
読取時間の変量 DV(s)
S
100
DV<1
I
100
3>DV≧1
II
100
DV≧3
III
99 以下
−
g) 復号容易度 5.2.2 b) 7)によって試験を行い,試験結果を基にして表32からランクを選ぶ。
表32−復号容易度のランク
ランク
読取率(%)
読取時間の変量 DCV(s)
S
100
DCV<1
I
100
5>DCV≧1
II
100
DCV≧5
III
99 以下
−
h) 移動体読取速度(読取可能な最大移動速度) 5.2.2 b) 8)によって試験を行い,試験結果を基にして表
36
X 0527:2018
33からランクを選ぶ。
表33−移動体読取速度のランク
ランク
移動速度 MS(m/s)
S
MS>3
I
3≧MS>2
II
2≧MS>0.5
III
0.5≧MS
i)
固定パターン損傷 5.2.2 b) 9)によって試験を行い,試験結果を基にして表34からランクを選ぶ。
表34−固定パターン損傷のランク
ランク
読取率(%)
読取時間の変量 FV(s)
S
100
FV<1
I
100
2>FV≧1
II
100
FV≧2
III
99 以下
−
j)
格子の非均一性 5.2.2 b) 10)によって試験を行い,試験結果を基にして表35からランクを選ぶ。
表35−格子の非均一性ランク
ランク
読取率(%)
読取時間の変量 GV(s)
S
100
1>GV
I
100
2>GV≧1
II
100
GV≧2
III
99 以下
−
k) 軸の非均一性 5.2.2 b) 11)によって試験を行い,試験結果を基にして表36からランクを選ぶ。
表36−軸の非均一性ランク
ランク
読取率(%)
読取時間の変量 AV(s)
S
100
1>AV
I
100
2>AV≧1
II
100
AV≧2
III
99 以下
−
l)
未使用誤り訂正能力 5.2.2 b) 12)によって試験を行い,試験結果を基にして表37からランクを選ぶ。
表37−未使用誤り訂正能力のランク
ランク
読取率(%)
読取時間の変量 UV(s)
S
100
1>UV
I
100
2>UV≧1
II
100
UV≧2
III
99 以下
−
m) 周囲照度 5.2.2 b) 13)によって試験を行い,試験結果を基にして表38からランクを選ぶ。
37
X 0527:2018
表38−周囲照度のランク
ランク
周囲照度 L(1 000 Lux)
昼光色蛍光灯
インバータ蛍光灯 昼光色LED直流
点灯
赤色成分を含む
LEDパルス点灯
太陽光
S
L>50
L>35
L>30
L>40
L>100
I
50≧L>25
35≧L>15
30≧L>15
40≧L>15
100≧L>50
II
25≧L>10
15≧L>10
15≧L>10
15≧L>10
50≧L>10
III
10≧L
10≧L
10≧L
10≧L
10≧L
5.3.3
電気特性
ランク付けは,次による。
a) 動作電源電圧範囲(V) ランク付けは行わない。
b) 最大消費電流(mA又はA) ランク付けは行わない。
c) 静電耐力(kV) 5.2.3 c)によって試験を行い,試験結果を基にして表39からランクを選ぶ。
表39−静電耐力のランク
ランク
静電耐力 Vc(kV)
S
Vc>25
I
25≧Vc>20
II
20≧Vc>10
III
10≧Vc
d) 耐電源ノイズ 5.2.3 d)によって試験を行い,試験結果を基にして表40からランクを選ぶ。
表40−耐電源ノイズのランク
ランク 試験電圧(kV)
S
6
I
4
II
2
III
1 以下
e) 不要ふく(輻)射ノイズ ランク付けは行わない。
f)
イミュニティ(EMC) 5.2.3 f)によって試験を行い,試験結果を基にして表41からランクを選ぶ。
表41−イミュニティのランク
ランク 試験レベル電界強度(V/m)
S
30
I
10
II
3
III
1
5.3.4
環境特性
ランク付けは,行わない。
5.3.5
機械特性
ランク付けは,次による。
a) 非こん(梱)包落下強度(m) 5.2.5 a)によって試験を行い,試験結果を基にして表42からランクを
38
X 0527:2018
選ぶ。測定結果とランクとを5.4の試験結果報告書に記録する。
表42−非こん(梱)包落下強度のランク
ランク
落下距離 H(m)
S
H>3.0
I
3.0≧H>1.8
II
1.8≧H>1.0
III
1.0≧H
b) こん(梱)包落下強度(m) ランク付けは行わない。
c) こん(梱)包耐振動特性(%) ランク付けは行わない。
d) トリガスイッチ耐久性(回) 5.2.5 d)によって試験を行い,試験結果を基にして表43からランクを選
ぶ。
表43−トリガスイッチのランク
ランク
押下回数 N(回)
S
N>500 000
I
500 000≧N>300 000
II
300 000≧N>100 000
III
100 000≧N
e) ケーブル強度(屈曲試験)(回) 5.2.5 e)によって試験を行い,試験結果を基にして表44からランク
を選ぶ。
表44−ケーブル強度のランク
ランク
屈曲回数 B(回)
S
B>3 000 000
I
3 000 000≧B>2 000 000
II
2 000 000≧B>1 000 000
III
1 000 000≧B
5.4
試験結果報告書
試験結果報告書には,次の事項を記載する。
a) 5.2で規定した試験評価項目
b) 5.2で規定した試験方法に基づいて試験を行った結果
c) 5.3で規定した方法でランク付けを行った結果
d) リーダ型式名,リーダ種別,リーダ製造業者,読取シンボル種類,チャート番号,提試シンボル,デ
ータ内容,X寸法,照度(Lux),作業者及び作業日
e) その他必要な事項
なお,試験報告書の例をD.2に示す。
39
X 0527:2018
附属書A
(規定)
公称dpiに応じた標準画像構成要素
A.1 ビットマップ画像
標準画像では,四つのコーナマーク及びロゴマークを,バーコードプリンタの公称dpiに応じたビット
マップ画像で印字する。バーコードプリンタの公称dpiには,多くの種類があり,それぞれの種類が整数
倍の関係になっていない場合もあるため,ビットマップ画像を印字したときの大きさも,同一にならない
場合があるが,各画像は,可能な限り同じ大きさになるように,ドット数を調整している。
A.1.1 コーナマーク
公称dpiに対応したコーナマーク(C1〜C4)のヘッダ情報は,表A.1による。
表A.1−コーナマークビットマップ画像のヘッダ情報
項目
バイト数
公称dpi
200
300
400
600
ファイルタイプ
2
42 4D (ASCII“B”“M”)
ファイルサイズ
4
BE 04 00 00
7E 0B 00 00
3E 12 00 00
C6 28 00 00
1 214バイト
2 942バイト
4 670バイト
10 438バイト
予約1
2
00 00
予約2
2
00 00
オフセット
4
3E 00 00 00 (62バイト)
ヘッダサイズ
4
28 00 00 00 (40バイト)
画像の幅
4
60 00 00 00
90 00 00 00
C0 00 00 00
20 01 00 00
96ドット
144ドット
192ドット
288ドット
画像の高さ
4
60 00 00 00
90 00 00 00
C0 00 00 00
20 01 00 00
96ドット
144ドット
192ドット
288ドット
プレーン数
2
01 00
画素当たりのサイズ
2
01 00
圧縮形式
4
00 00 00 00
画像データサイズ
4
80 04 00 00
40 0B 00 00
00 12 00 00
80 28 00 00
1 152バイト
2 880バイト
4 608バイト
10 368バイト
横方向解像度
4
40 1F 00 00
E0 2E 00 00
80 3E 00 00
C0 5D 00 00
8 000ドット
12 000ドット
16 000ドット
24 000ドット
縦方向解像度
4
40 1F 00 00
E0 2E 00 00
80 3E 00 00
C0 5D 00 00
8 000ドット
12 000ドット
16 000ドット
24 000ドット
パレット数
4
00 00 00 00
インデックス
4
00 00 00 00
青(黒)
1
FF
緑(黒)
1
FF
赤(黒)
1
FF
予約(黒)
1
00
青(白)
1
00
緑(白)
1
00
赤(白)
1
00
予約(白)
1
00
40
X 0527:2018
例として,公称200 dpiのC1画像データを図A.1に示す。表A.1のヘッダ情報(62バイト)に続けて,
最下行から上の行に向かって順番にデータを送出する。前半の62バイトがヘッダであり,点線下線部分が
画像データである。
424DBE040000000000003E000000280000006000000060000000010001000000000080040000401F0000401F00
000000000000000000FFFFFF0000000000B38F0F83F03F800000000001…FFFFFFFFFFFFFFFFFFFFFFFF
コーナマークC1のドット構成
画像データ(Hex)
繰返し数
FFFFFFFFFFFFFFFFFFFFFFFF
1行
B38F0F83F03F800000000000
1行
FFFFFFFFFFFFFFFFFFFFFFFF
2行
B38F0F83F03F800000000000
2行
FFFFFFFFFFFFFFFFFFFFFFFF
3行
B38F0F83F03F800000000000
3行
FFFFFFFFFFFFFFFFFFFFFFFF
4行
B38F0F83F03F800000000000
4行
FFFFFFFFFFFFFFFFFFFFFFFF
5行
B38F0F83F03F800000000000
5行
FFFFFFFFFFFFFFFFFFFFFFFF
6行
B38F0F83F03F800000000000
6行
FFFFFFFFFFFFFFFFFFFFFFFF
7行
B38F0F83F03F800000000000
2行
B38F0F83F03F940000000000
1行
B38F0F83F03F800000000000
1行
B38F0F83F03F940000000000
1行
B38F0F83F03F800000000000
6行
B38F0F83F03F800FC0000000
6行
B38F0F83F03F800000000000
5行
B38F0F83F03F800001F00000
5行
B38F0F83F03F800000000000
4行
B38F0F83F03F80000000F000
4行
B38F0F83F03F800000000000
3行
B38F0F83F03F8000000001C0
3行
B38F0F83F03F800000000000
2行
B38F0F83F03F80000000000C
2行
B38F0F83F03F800000000000
1行
B38F0F83F03F800000000001
1行
図A.1−公称200 dpiのコーナーマーク(C1)の画像データ
公称dpiに対応したコーナマーク(C1〜C4)のビットマップデータは,この規格と一緒に附属CD-ROM
で提供する(A.2参照)。
A.2 附属CD-ROM
A.2.1 一般
タイトル“JIS X 0527 自動認識及びデータ取得技術−バーコードプリンタ及びバーコードリーダの性
能評価仕様”のCD-ROMに記録されたデータは,日本工業規格の参考用ビットマップ画像データである。
これらのデータに関しては,4.1.2.1及び4.1.2.2に規定している。
A.2.2 使用指針
これらの画像データは,評価用に使われることを目的として制作されたものであることを明確にするた
め,当該画像データに関わる全ての使用は,次の手続及び指針に従う。
a) CD-ROMに記録された“JIS X 0527印字品質評価用標準画像に用いるビットマップ画像ファイルデー
タ”(以下,データという。)及び当該データから作成された加工データ(以下,二次著作物という。)
を専用の機械においてだけ使用できる。
b) データの使用に当たって,専用の装置にデータを一式複製することができる。
c) データ及び/又は二次著作物は,コンピュータネットワーク上で使用することはできない。
41
X 0527:2018
d) データ及び/又は二次著作物を複製し販売することはできない。
e) データ及び/又は二次著作物について,直接又はこれらに符号化,変換などの処理を施し,バーコー
ドプリンタへ出力し,出力物(以下,アウトプットという。)を得ることができる。
A.2.3 アウトプットの配布など
a) アウトプットを展示し,又は配布することができる。ただし,ディジタル記録媒体に出力して配布す
ることはできない。
b) アウトプットを原稿として,出版物,パンフレットなどの印刷物に掲載することができる。
A.2.4 表示
a) データ及び/又は二次著作物を使用する場合,データを変更してはならない。
b) アウトプットを展示又は配布する場合,又は出版物に掲載する場合には,当該アウトプットがこの規
格(JIS X 0527)の画像データに基づくものであることを明記しなければならない。
A.3 標準画像で用いるバーコード画像
バーコードプリンタの印字性能は,表1のメニードット(Many dots)で印字した標準画像の一次元シン
ボル及び二次元シンボルの印字品質によって求める。
標準画像に印字する一次元シンボル及び二次元シンボルの実物大イメージを,次に示す。
a) 公称180 dpi
コード39
コード128
QRコード
データマトリックス
フュードット
(Few dots)
メニードット
(Many dots)
b) 公称200 dpi
コード39
コード128
QRコード
データマトリックス
フュードット
(Few dots)
メニードット
(Many dots)
c) 公称300 dpi
コード39
コード128
QRコード
データマトリックス
フュードット
(Few dots)
メニードット
(Many dots)
d) 公称360 dpi
コード39
コード128
QRコード
データマトリックス
フュードット
(Few dots)
メニードット
(Many dots)
42
X 0527:2018
e) 公称400 dpi
コード39
コード128
QRコード
データマトリックス
フュードット
(Few dots)
メニードット
(Many dots)
f)
公称600 dpi
コード39
コード128
QRコード
データマトリックス
フュードット
(Few dots)
メニードット
(Many dots)
43
X 0527:2018
附属書B
(参考)
読取記録フォーム
B.1
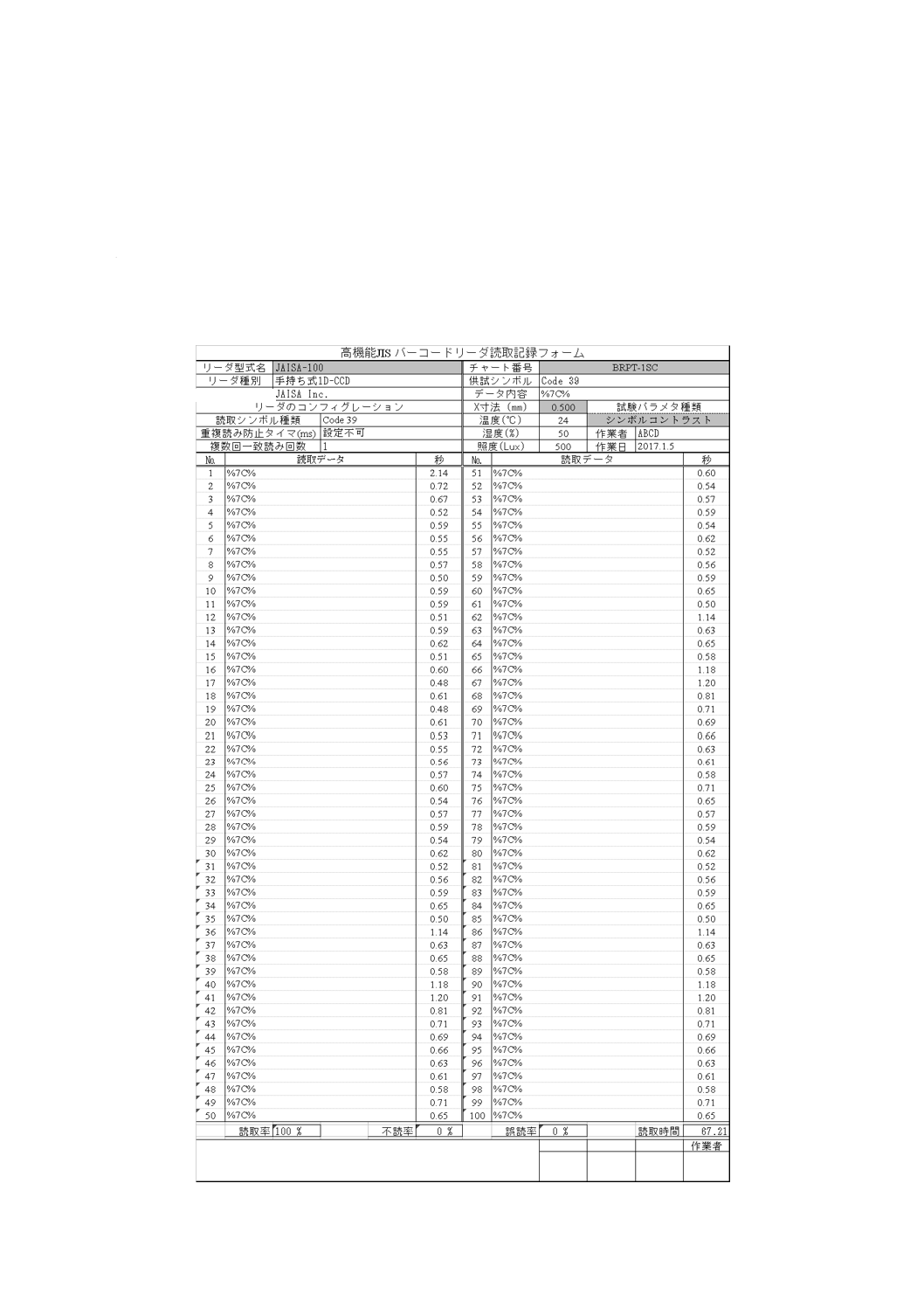
読取記録フォーム
表B.1に,読取記録フォームの例を示す。
表B.1−バーコードリーダ読取記録フォームの例
注記 網掛け部分は,シート名に用いるため,必ず入力する。
リーダ製造業者
44
X 0527:2018
B.2
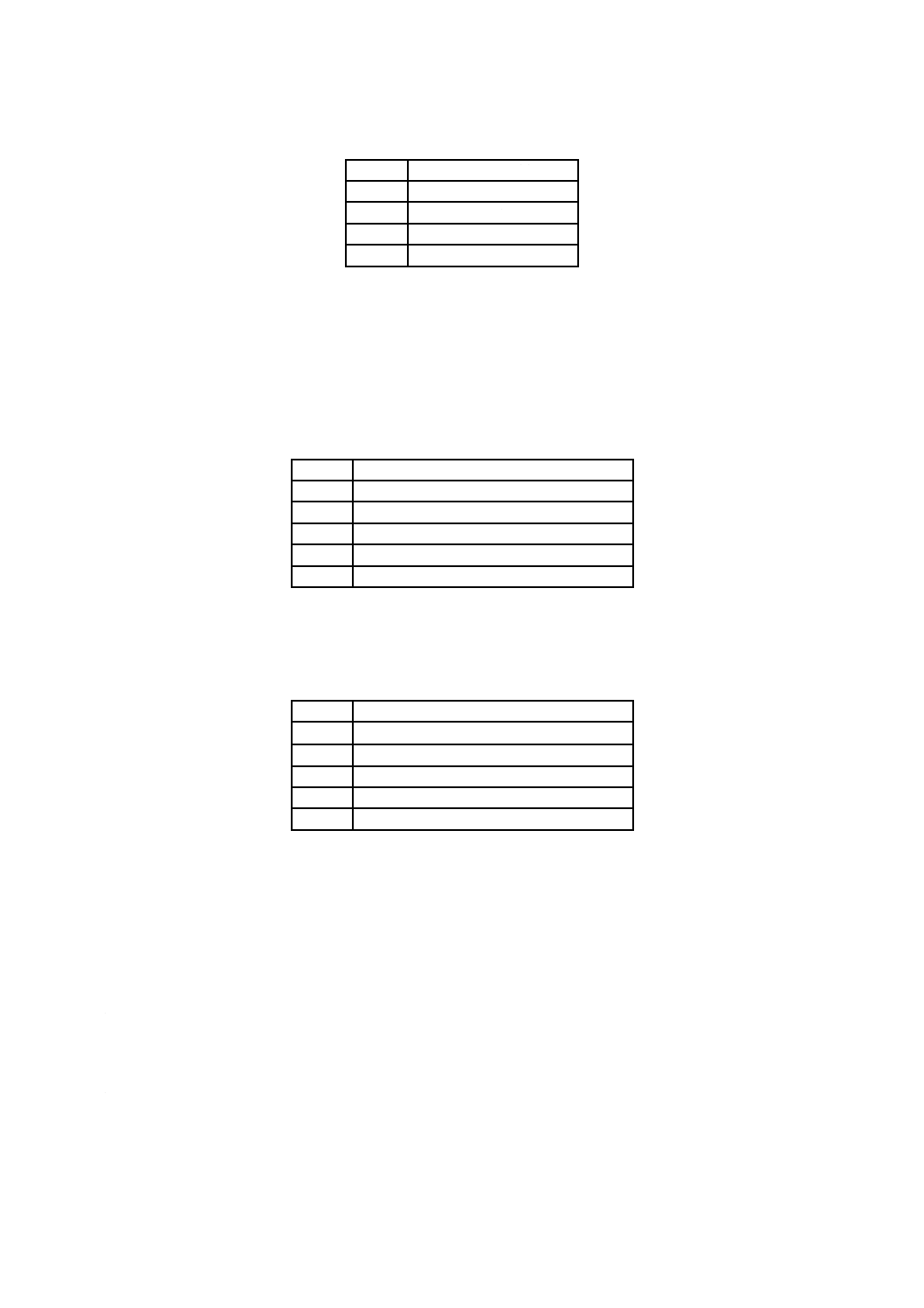
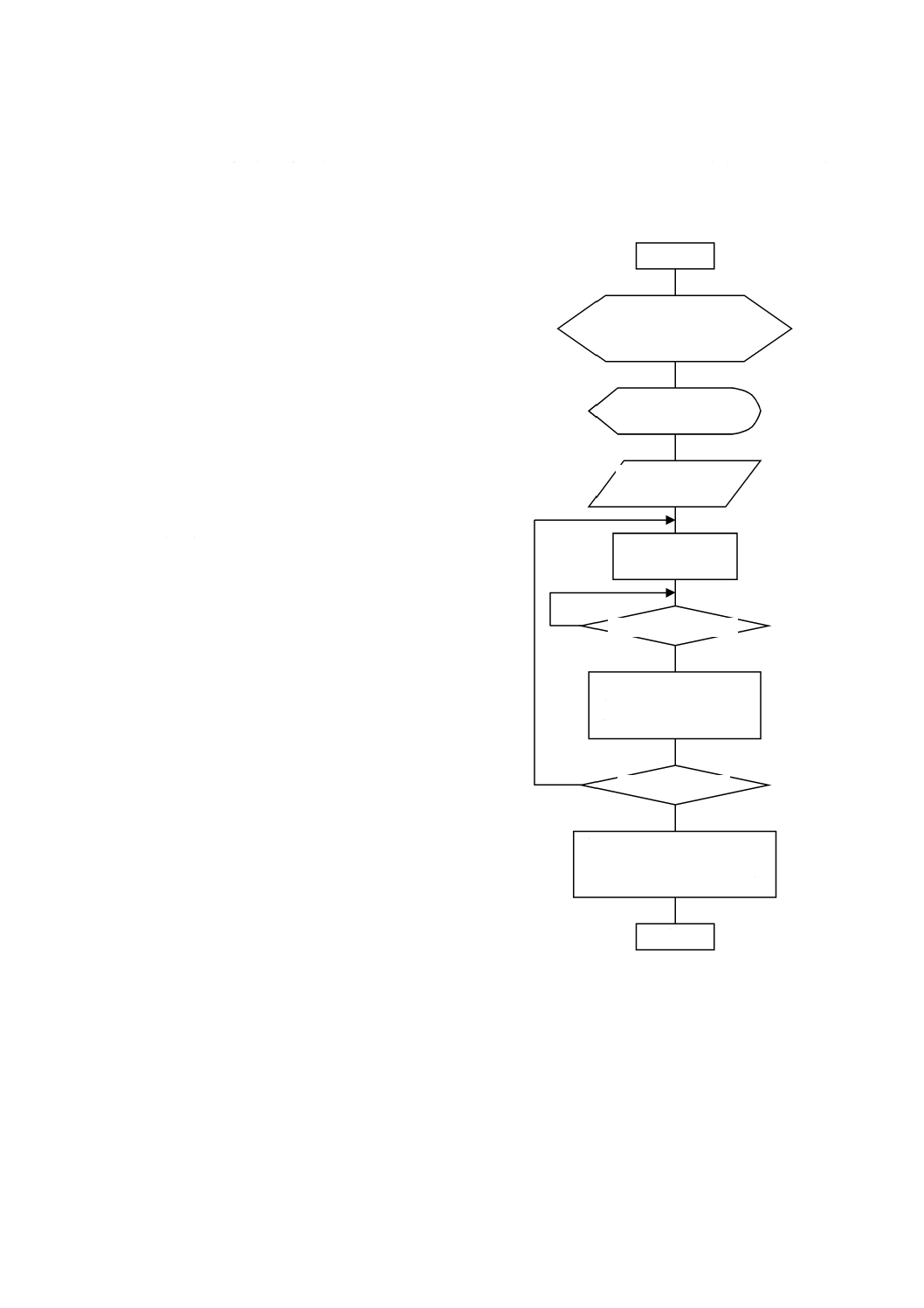
読取記録フォーム用プログラムのフローチャート
バーコードリーダの各種読取試験を行うには,図B.1のフローチャートに示す処理が実施できるプログ
ラムが必要である。
(概要説明)
図B.1−読取記録フォームを実行するプログラムの概略フローチャート
開始
読取開始メッセ
ージを表示
読取時間の計測
を開始する。
a) 読取時間の表示
b) 合計時間に加える。
c) 誤りを判定
101回に達したか
a) 読取率,不読率,誤読率
の計算,表示
b) ファイル名を付けて保存
終了
Yes
Yes
No
No
− システムを起動する
− 各項目欄に必要事項を順次入力する。
− 表B.1の網掛け部分は,一つのパラメタ試験終了時に
保存するファイルの名称とする。
− 試験実施者に“連続して101回読み取るメッセージ”
を表示する。
− 最初に読んだデータを捨てる。
(初回読取時間が長くなるのを防ぐため)
− 読取時間の計測を開始する。
− 読取りデータの到着を待つ。もし,5秒経過しても
未到着ならば読取時間を5秒として次に進む。
− 時間計測停止,合計時間計算,読んだデータと
“データ内容欄”のデータとを比較する。
− 100回読み取ったかをチェックする。
− 各種計算を行い,ファイル名を付けて保存する。
データが到着したか
最初の読取データ
を捨てる。
準備:記録フォームの
上部にある各項目欄
に,順に入力する。
45
X 0527:2018
附属書C
(参考)
JIS X 0520のE.3の概要
C.1 JIS X 0520のE.3の要約
この規格の5.2.2では,一次元シンボルの印字品質差による,バーコードリーダの読取性能を求めるとき
に,次のa)〜e)の情報(バーコードの印字品質グレードが低下すると,読取時間が長くなる。)を根拠にし
ている。
a) グレードA 最高の印字品質であり,最も信頼性が高い。バーコードリーダの読取機会が1回だけの
場合,又は1本の走査線をもつバーコードリーダではし(梯)子状走査を1回しかできない場合に必
要なグレードである。このグレードでは,読取時間が最短である。
b) グレードB 1本の走査線をもつバーコードリーダが,はし(梯)子状走査で複数回走査を必要とす
るグレードである。
c) グレードC 複数本の走査線をもつバーコードリーダで走査,又は1本の走査線をもつバーコードリ
ーダで柵状走査を必要とするグレードである。
d) グレードD グレードCと同等のバーコードリーダ又は読取方式で,複数回の読取機会を必要とする
グレードであり,事前に,十分な読取試験が必要である。このグレードでは,読取時間が最長となる。
e) グレードF 読取りに失敗する(読みづらい,読まない,誤読するなど)可能性が高い。どのような
バーコードリーダでも信頼性の高い運用が困難である。
46
X 0527:2018
附属書D
(参考)
試験結果報告書
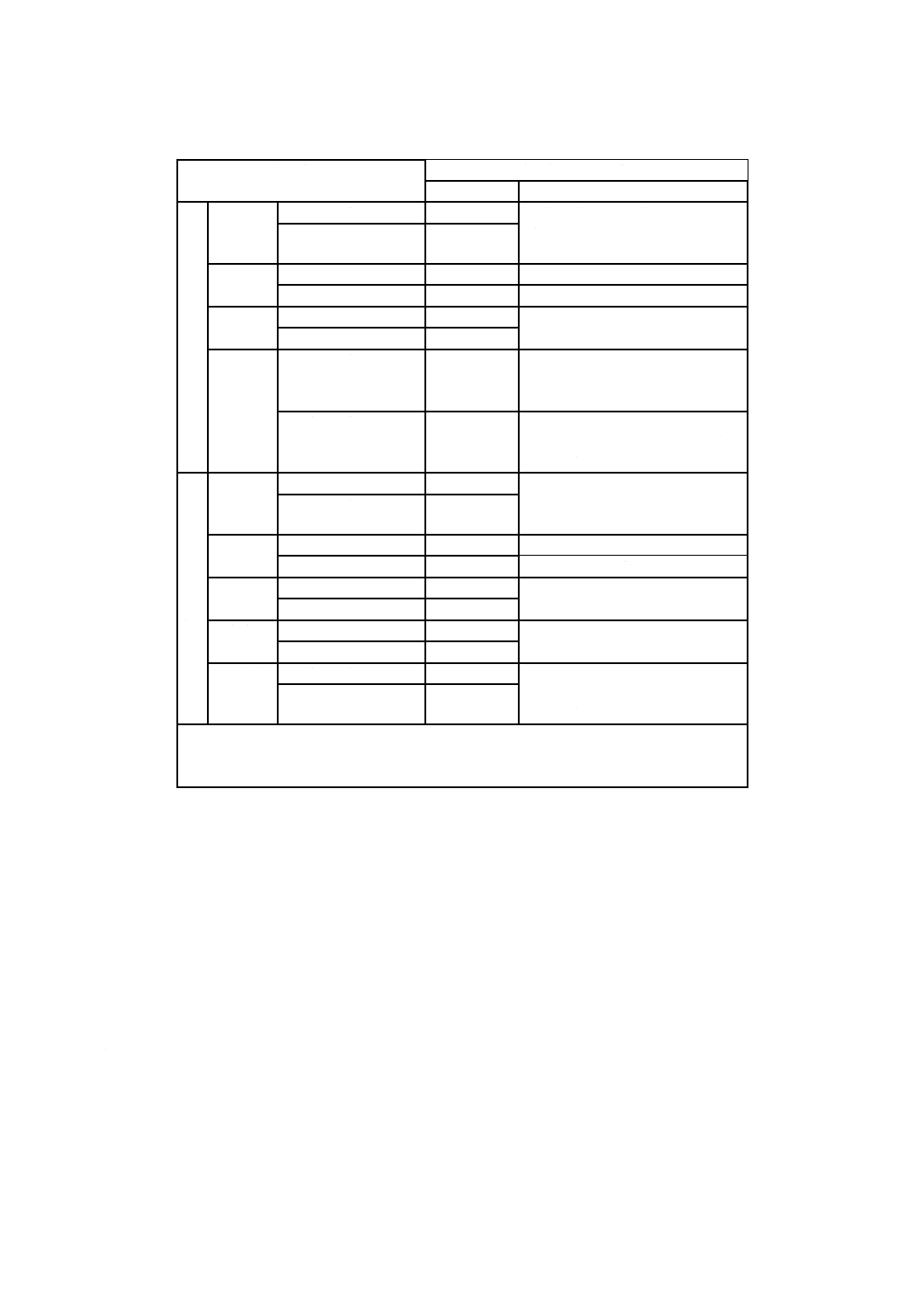
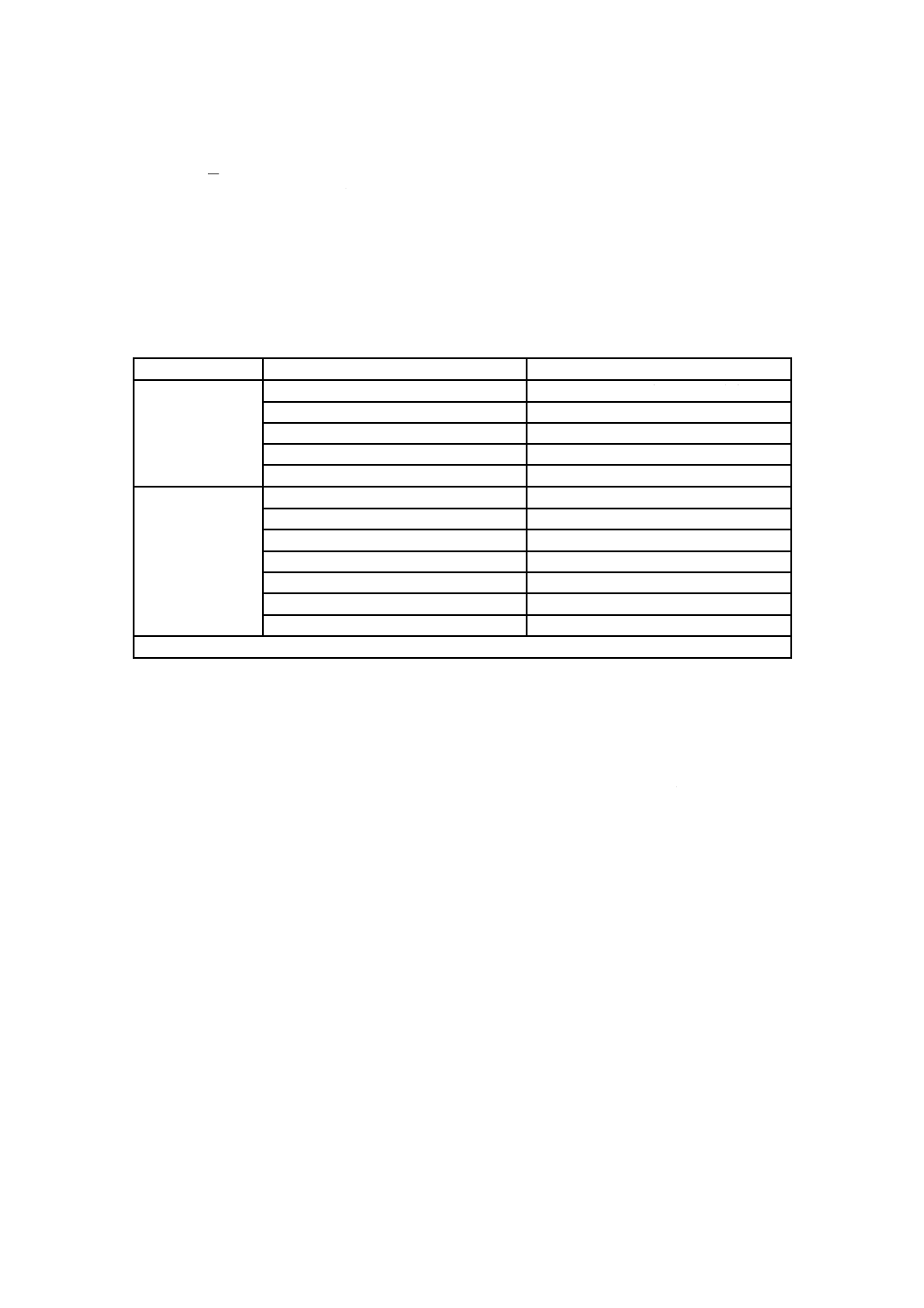
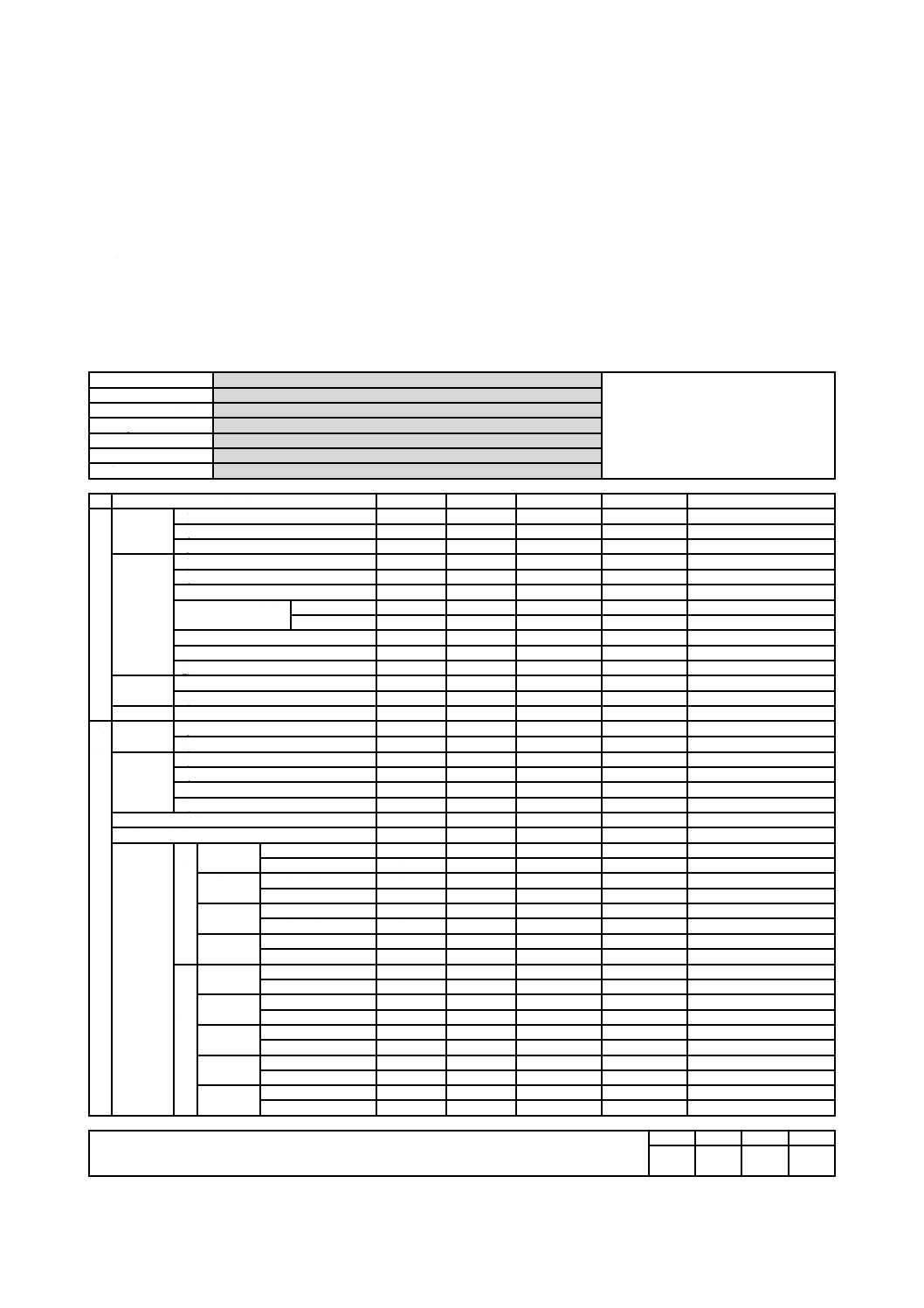
D.1 バーコードプリンタ及び消耗品の試験結果報告書
バーコードプリンタ及び消耗品の性能評価のための試験結果及びランク付け結果の報告書の一例を表
D.1に示す。
表D.1−バーコードプリンタ及び消耗品試験結果報告書の例
プリンタ型式名
プリンタ製造業者
サーマルヘッド寸法
公称dpi
受容紙種別
作業者
作業日
性能評価項目
試験結果
ランク
試験環境温度
試験環境湿度
注記
プ
リ
ン
タ
印字性能
a)
印字品質総合グレード
N/A
b)
最大印字速度(mm/sec)
c)
最小印字分解能(空白域数)
電気特性
a)
動作電源電圧範囲(V)
N/A
b)
最大動作電力(W又はVA)
N/A
c)
最大待機電力(W又はVA)
N/A
d)
静電耐力(kV)
気中放電
接触放電
e)
耐電源ノイズ(KV)
f)
不要ふく(輻)射ノイズ
A・B
N/A
VCCI規制
g)
イミュニティ
EMC
環境特性
a)
低温動作(℃)
N/A
N/A
N/A
b)
高温及び高湿動作(℃,%)
℃,%
N/A
N/A
N/A
機械特性
こん(梱)包耐振動特性
合・否
N/A
消
耗
品
基本特性
a)
白色度(%)
N/A
b)
平滑度(s)
堅ろう性
a)
耐段ボール擦過性
b)
耐水擦過性
c)
耐エタノール擦過性
d)
耐合成洗剤擦過性
耐アイロン性(℃)
耐高温性(℃)
N/A
N/A
N/A
粘着性
一
号
(
永
久
形
)
剝離性
印刷用粘着紙
合・否
N/A
印刷用粘着フィルム
合・否
N/A
粘着力
印刷用粘着紙
合・否
N/A
印刷用粘着フィルム
合・否
N/A
保持力
印刷用粘着紙
合・否
N/A
印刷用粘着フィルム
合・否
N/A
ぬ(濡)
れ張力
印刷用粘着紙
合・否
N/A
印刷用粘着フィルム
合・否
N/A
二
号
(
再
剝
離
形
)
剝離性
印刷用粘着紙
合・否
N/A
印刷用粘着フィルム
合・否
N/A
粘着力
印刷用粘着紙
合・否
N/A
印刷用粘着フィルム
合・否
N/A
保持力
印刷用粘着紙
合・否
N/A
印刷用粘着フィルム
合・否
N/A
再剝離性
印刷用粘着紙
合・否
N/A
印刷用粘着フィルム
合・否
N/A
ぬ(濡)
れ張力
印刷用粘着紙
合・否
N/A
印刷用粘着フィルム
合・否
N/A
注記
網掛け部は必ず入力する。
47
X 0527:2018
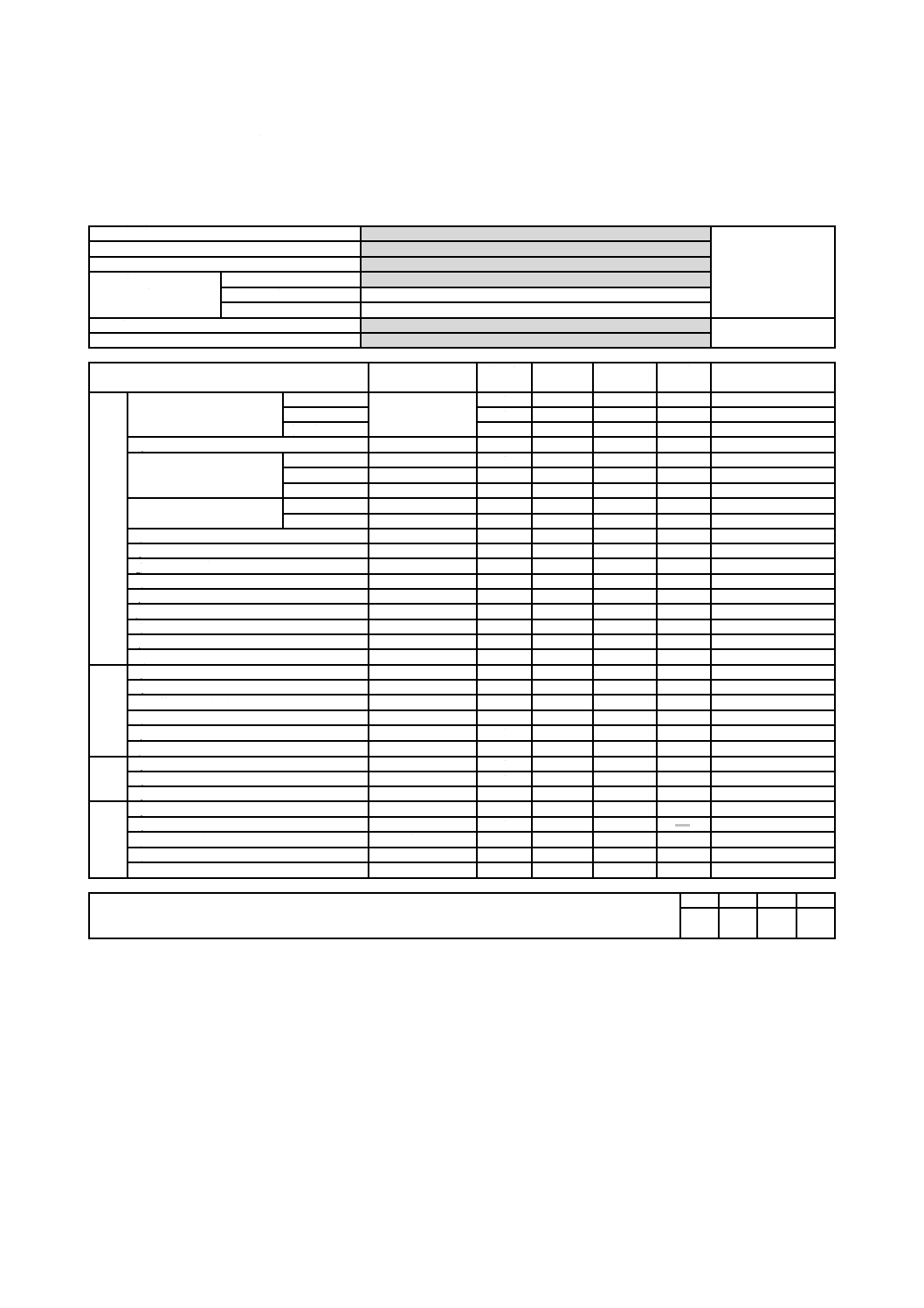
D.2 バーコードリーダ試験結果報告書
バーコードリーダの性能評価のための試験結果及びランク付け結果の報告書の一例を表D.2に示す。
表D.2−バーコードリーダ試験結果報告書の例
リーダ型式名
リーダ種別
リーダ製造業者
リーダの
コンフィグレーション
読取シンボル種類
重複読み防止タイマ(ms) 設定不可
複数回一致読み回数
1
作業者
作業日
性能評価項目
試験結果
ランク
試験
環境温度
試験
環境湿度
照度
(Lux)
注記
読取
性能
a)
読取範囲
分解能
読取範囲図を別紙
に作成し,当試験結
果報告書に添付
N/A
読取距離
N/A
視野角
N/A
b)
読取速度(秒)
c)
読取角度
チルト角
N/A
スキュー角
N/A
ピッチ角
N/A
d)
シンボルコントラスト
Bar変化
背景変化
e)
モジュレーション
f)
欠陥
g)
復号容易度
h)
移動体読取速度(読取可能最大移動速度)
i)
固定パターン損傷
j)
格子の非均一性
k)
軸の非均一性
l)
未使用誤り訂正能力
m) 周囲照度
電気
特性
a)
動作電源電圧範囲(V)
N/A
−
b)
最大消費電流(mA又はA)
N/A
−
c)
静電耐力(kV)
−
d)
耐電源ノイズ
−
e)
不要ふく(輻)射ノイズ
A・B
N/A
−
VCCI規制
f)
イミュニティ
−
EMC
環境
特性
a)
動作温度及び湿度(℃及び%)
℃,%
N/A
N/A
N/A
−
b)
保存温度及び湿度(℃及び%)
℃,%
N/A
N/A
N/A
−
c)
防水・防滴・防じん(塵)性
N/A
−
機械
特性
a)
非こん(梱)包落下強度(m)
−
b)
こん(梱)包落下強度(m)
N/A
−
c)
こん(梱)包耐振動特性
合・否
N/A
−
d)
トリガスイッチ耐久性(回)
−
e)
ケーブル強度(屈曲試験)(回)
−
注記
網掛け部は必ず入力する。
48
X 0527:2018
附属書E
(規定)
バーコードリーダ読取性能試験用テストチャート
E.1
テストチャート媒体
テストチャートは,5.2.1に規定するバーコードリーダの読取性能を試験するためには,高精密なテスト
チャートが必要であるため,次の特性を備えていることが望ましい。
− バーコードを印字する面の白色度が高く,ばらつきが小さい。
− 透通しが少ない(場合によっては,裏打ちをする。)。
− バーコードを印字する面の黒の濃度が大きく,ばらつきが小さい。
− 明暗の境界が鮮明に発色できる。
− 鏡面反射しない。
− 長期にわたって変色,退色が少ない。
− 温度及び湿度の変化による,伸縮が小さい。
− 静電気の帯電が少ない。
E.2
代表的なテストチャートの概要
この規格で規定するテストチャートは,E.1で規定する特性を備えた媒体に,高精密な光学機器によっ
てバーコード画像を作図する。
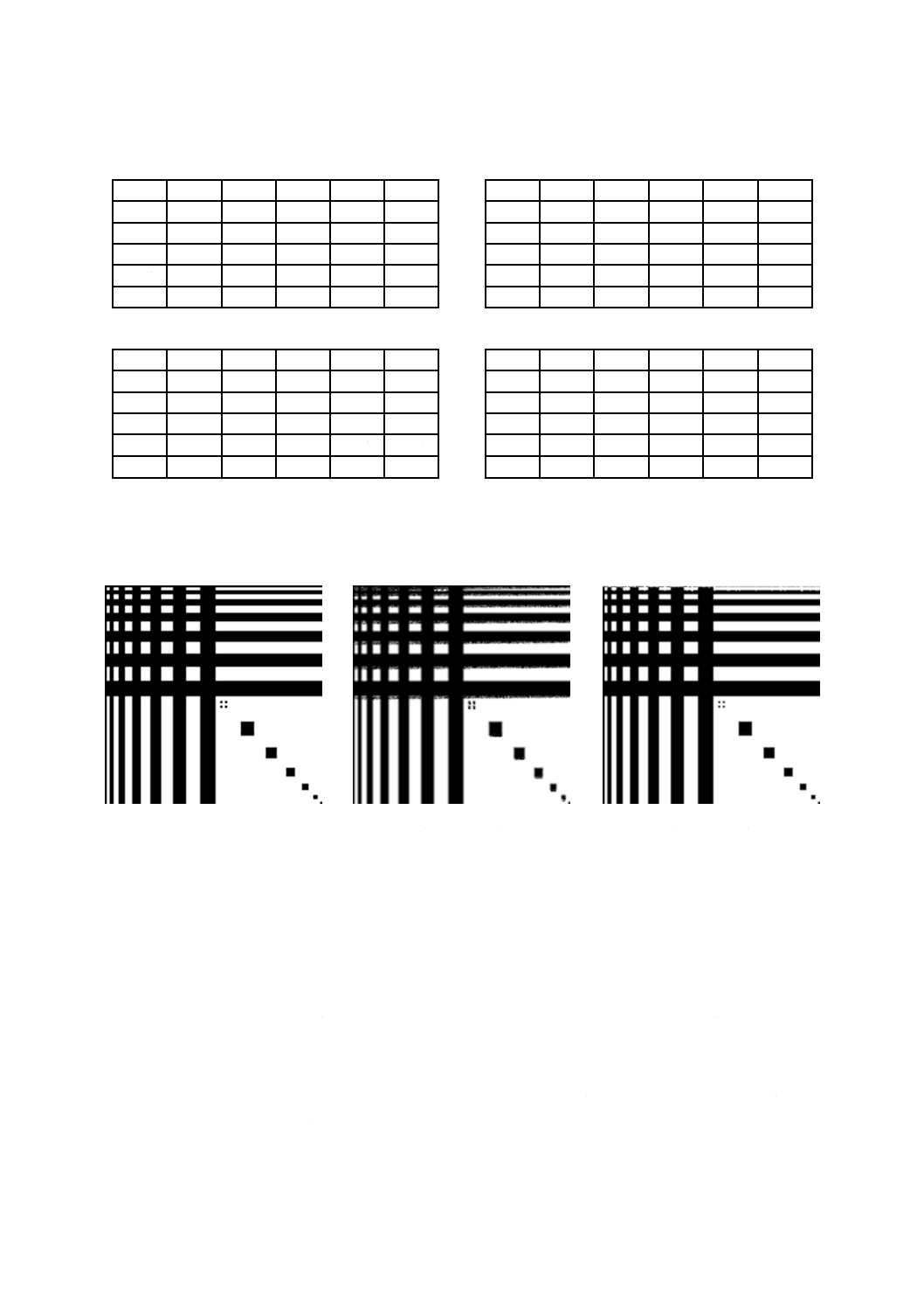
なお,代表的なテストチャートは,次による。
a) BRPT-1RES/BRPT-2RES バーコードリーダの基本特性である読取分解能,読取距離,読取角度,
読取速度などの性能を試験するときに用いる。一部の画像イメージを図E.1に示す。
注記1 このテストチャートの全てのシンボルは,バーコード印字品質総合グレードが“A”で,
最小エレメント寸法又はモジュール寸法が0.100,0.150,0.200,0.250,0.300,0.350,0.400
及び0.450 mmの8種類を用意している。
注記2 この冊子に印刷されているシンボルを読み取っても,又は電子媒体のJIS規格票を印刷し
て読み取っても,正しい評価をすることはできない。
0.100 mm
0.150 mm
0.200 mm
0.250 mm
0.300 mm
図E.1−BRPT-1RES/BRPT-2RESの一部の画像イメージ
なお,バーコードリーダの読取性能評価試験は,5.2.1.1及び5.2.1.2に規定する各パラメタ値を満足
するテストチャートを用いて実施しなければならない。
49
X 0527:2018
b) BRPT-1SC/BRPT-2SC バーコードリーダの読取性能に大きな影響を与える反射率に注目したテス
トチャートである。このテストチャートは,反射率以外のバーコード印字品質グレードが“A”であ
る。シンボルコントラストのグレードが“A”〜“D”の4種類を用意しているが,反射率が同じ値で
あっても,明反射率を一定にし,暗反射率を変更しているチャート及び暗反射率を一定にし,明反射
率を変更しているチャートの二つのグループがある。一部の画像イメージを図E.2に示す。
注記3 この冊子に印刷されているシンボルを読み取っても,又は電子媒体のJIS規格票を印刷し
て読み取っても,正しい評価をすることはできない。
図E.2−BRPT-1SC/BRPT-2SCの一部の画像イメージ
E.3
読取性能試験
バーコードリーダの読取性能評価試験は,5.2.1.1及び5.2.1.2に規定する各パラメタ値を満足するテスト
チャートを用いて実施しなければならない。