X 0526:2017 (ISO/IEC 15415:2011)
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 記号及び略号 ··················································································································· 3
5 品質グレード付け ············································································································· 4
5.1 概要 ···························································································································· 4
5.2 品質グレードの表現 ······································································································· 4
5.3 総合シンボルグレード ···································································································· 5
5.4 シンボルグレードの報告 ································································································· 5
6 マルチローシンボルの測定方法 ··························································································· 6
6.1 概要 ···························································································································· 6
6.2 行また(跨)ぎ走査ができるシンボル体系 ·········································································· 6
6.3 行ごとの走査が必要なシンボル体系·················································································· 11
7 二次元マトリックスシンボルのための測定方法 ····································································· 11
7.1 測定方法の概要 ············································································································ 11
7.2 試験画像の取得 ············································································································ 12
7.3 参照反射率測定 ············································································································ 13
7.4 走査回数 ····················································································································· 15
7.5 走査グレードの基準 ······································································································ 15
7.6 グレード付けの手順 ······································································································ 15
7.7 拡張領域全体の反射率追加検査 ······················································································· 16
7.8 画像評価パラメタ及びグレード付け·················································································· 16
7.9 走査グレード付け ········································································································· 22
7.10 総合シンボルグレード ·································································································· 22
7.11 印刷太り ···················································································································· 23
8 合成シンボル体系の測定方法 ····························································································· 23
9 基材の特性 ····················································································································· 23
附属書A(規定)シンボルグレード付けのためのシンボル体系特有のパラメタ及び値 ······················· 24
附属書B(参考)二次元マトリックスシンボルのシンボルグレード付けフローチャート ···················· 28
附属書C(参考)走査グレード及びシンボルグレードの解説························································ 30
附属書D(参考)アプリケーション仕様におけるグレード付けパラメタ選択の手引 ·························· 32
附属書E(参考)基材の特質 ································································································· 37
附属書F(参考)二次元シンボル体系に適用されるパラメタグレードオーバレイ技法 ······················· 39
参考文献 ···························································································································· 41
X 0526:2017 (ISO/IEC 15415:2011)
(2)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本自動認識システム協会
(JAISA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本工業規格 JIS
X 0526:2017
(ISO/IEC 15415:2011)
情報技術−自動認識及びデータ取得技術−
バーコードシンボル印刷品質の評価仕様−
二次元シンボル
Information technology-Automatic identification and data capture
techniques-Bar code symbol print quality test
specification-Two-dimensional symbols
序文
この規格は,2011年に第2版として発行されたISO/IEC 15415を基に,技術的内容及び構成を変更する
ことなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
1
適用範囲
この規格の適用範囲を,次に示す。
− 二次元バーコードシンボル固有の属性を測定するための二つの方法を規定する。一つはマルチローシ
ンボル体系に適用し,もう一つはマトリックスシンボル体系に適用する。
− それぞれの測定値の評価及びグレード付けの方法,並びにシンボル品質を総合的に評価する方法を規
定する。
− 利用者が適切な改善処置をとれるように,最適グレードからずれを生じさせると考えられる原因に関
する情報を提供する。
この規格は,参照復号アルゴリズムを規定している二次元シンボル体系に適用するが,この二つの方法
が部分的に又は全体的に,それ以外の類似のシンボル体系にも適用できる。
この規格は,ダイレクトパーツマーキングにも適用できるが,ISO/IEC TR 29158と合わせて適用するこ
とによって,測定結果とリーダの読取能力との間の,よりよい相関を得ることができる。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO/IEC 15415:2011,Information technology−Automatic identification and data capture techniques
−Bar code symbol print quality test specification−Two-dimensional symbols(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
2
X 0526:2017 (ISO/IEC 15415:2011)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS K 5600-4-5:1999 塗料一般試験方法−第4部:塗膜の視覚特性−第5節:測色(測定)
注記 対応国際規格:ISO 7724-2:1984,Paints and varnishes−Colorimetry−Part 2: Colour measurement
(IDT)
JIS X 0500-1 自動認識及びデータ取得技術−用語−第1部:一般
注記 対応国際規格:ISO/IEC 19762-1,Information technology−Automatic identification and data
capture (AIDC) techniques−Harmonized vocabulary−Part 1: General terms relating to AIDC(IDT)
JIS X 0500-2 自動認識及びデータ取得技術−用語−第2部:光学的読取媒体
注記 対応国際規格:ISO/IEC 19762-2,Information technology−Automatic identification and data
capture (AIDC) techniques−Harmonized vocabulary−Part 2: Optically readable media (ORM)
(IDT)
JIS X 0510 二次元コードシンボル−QRコード−基本仕様
注記 対応国際規格:ISO/IEC 18004,Information technology−Automatic identification and data capture
techniques−QR Code 2005 bar code symbology specification(MOD)
JIS X 0512 情報技術−自動認識及びデータ取得技術−バーコードシンボル体系仕様−データマトリ
ックス
注記 対応国際規格:ISO/IEC 16022,Information technology−Automatic identification and data capture
techniques−Data Matrix bar code symbology specification(MOD)
JIS X 0520 自動認識及びデータ取得技術−バーコードシンボル印刷品質の評価仕様−一次元シンボ
ル
注記 対応国際規格:ISO/IEC 15416,Information technology−Automatic identification and data capture
techniques−Bar code print quality test specification−Linear symbols(IDT)
注記 この規格が適用できるシンボル体系仕様を含んでいる公式規格及び業界規格を,本体末尾の参
考文献に示す。
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS X 0500-1,JIS X 0500-2及びJIS X 0520によるほか,次によ
る。
3.1
2値化画像(binarized image)
参照グレースケール画像の画素値に全域的しきい(閾)値を適用して生成した2値(白及び黒の)画像。
3.2
有効分解能(effective resolution)
試験時のシンボル表面で得られる分解能。通常,画素数/mm又は画素数/インチで表し,撮像素子の
分解能に測定装置の光学系倍率を乗じて求める。
3.3
誤り訂正能力(error correction capacity)
一つのシンボル(又は誤り管理ブロック)内の,消失誤り訂正及び代入誤り訂正に割り振られているコ
ード語数から,誤り検出用に予約されているコード語数を減じたコード語数。
3
X 0526:2017 (ISO/IEC 15415:2011)
3.4
測定領域(inspection area)
クワイエットゾーンを含み,試験されるシンボル全域を包むく(矩)形(長方形又は正方形)の領域。
3.5
グレードしきい(閾)値(grade threshold)
二つのグレードの境界値。その値自体は,上位グレードの下限値である。
3.6
モジュール誤り(module error)
2値化画像において,明モジュール又は暗モジュールの明暗が,意図した状態からは反転しているモジ
ュールの状態。
3.7
画素(pixel)
配列された受光素子[すなわち,CCD(charge coupled device)又はCMOS(complimentary metal oxide
semiconductor)]の個々の要素。
3.8
生画像(raw image)
受光素子の個々の画素が受けた光量を表す反射率値を,二次元画像全域にわたるX-Y座標上に示した平
面像。
3.9
参照グレースケール画像(reference grey-scale image)
生画像における受光素子の個々の画素の反射率値を仮想円形開口で平均化した値を,二次元画像全域に
わたるX-Y座標上に示した平面像。
3.10
反射率マージン(reflectance margin)
誤り訂正及び既知のモジュール色を用いたモジュレーションの測定値。
3.11
抽出範囲(sample area)
直径0.8Xの円内に入る画像の範囲。ここに,Xは,そのシンボルの参照復号アルゴリズムによって決ま
る平均モジュール幅であり,アプリケーションがX寸法の範囲を定めている場合は,その最小値である。
3.12
走査グレード(scan grade)
マトリックスシンボルの1回走査で測定した,参照グレースケール画像及び2値化画像の各パラメタの
最低グレード。
4
記号及び略号
AN
軸の非均一性(Axial Nonuniformity)
Ecap
シンボルの誤り訂正能力
e
消失数
FPD
固定パターン損傷(Fixed Pattern Damage)
GN
格子の非均一性(Grid Nonuniformity)
4
X 0526:2017 (ISO/IEC 15415:2011)
GT
全域的しきい(閾)値(Global Threshold)
MARGIN モジュールと全域的しきい(閾)値との反射率差の算出値で,正しくない反射率状態のモジュ
ールの場合その値はゼロとなる。
MOD
モジュールと全域的しきい(閾)値との反射率差の絶対値
Rmax
1回走査での反射率波形において,全エレメント若しくはクワイエットゾーンの最大反射率,
又は二次元マトリックスシンボルの全抽出範囲での最大反射率
Rmin
1回の走査での反射率波形において,全エレメントの最小反射率,又は二次元マトリックスシ
ンボルの全抽出範囲での最小反射率
SC
シンボルコントラスト(Rmax−Rminに同じ。)(Symbol Contrast)
t
誤り数
UEC
未使用誤り訂正(Unused Error Correction)
5
品質グレード付け
5.1
概要
二次元シンボルの測定項目は,シンボルの作成者と利用者とが,診断及び工程管理の目的に用いること
ができる総合品質を示す品質グレードを導き出すように構成されており,そのグレードによって,様々な
環境下で,そのシンボルに期待する可読性を広く予測できる。その手続きは,規定された項目の,測定及
びグレード付けであり,そこから個別の走査のグレード(走査反射率波形グレード又は走査グレード)を
導き出し,複数回の走査グレードを平均して,シンボルの総合グレードを得る。
実際のアプリケーションでは,異なる条件下で異なる様式の読取装置を用いるので,容認できる性能レ
ベルを確実にするために,二次元シンボルに要求される品質レベルが(アプリケーションごとに)異なる。
アプリケーション仕様は,この規格に従って,総合シンボルグレードとして要求性能を規定するのが望ま
しい。この規格を採り入れたアプリケーション仕様を記述する補助としてD.4に指針を示す。
この規格は,個々のシンボルに対する品質グレードを得るための方法を規定する。大量品の品質管理体
制で有効な結果を得るためには,抜取検査が必要となる場合がある。このような抜取検査方法については,
要求される抜取率を含め,この規格の範囲外である。
注記 サンプリング方法に関する情報は,次に示す規格で見つかる場合がある。
ISO 3951-1,ISO 3951-2,ISO 3951-3,ISO 3951-5又はISO 2859-10
5.2
品質グレードの表現
この規格は,品質グレードを表すために,“4”を最高,“0”を最低とする数字体系を規定しているが,
個々のパラメタグレード及び個々の走査グレードは,ANSI X3.182と歴史的関連のあるアプリケーション
仕様における,A〜D及びFの英字体系(Fを欠陥グレードとする。)で表示してもよい。
数字グレードと英字グレードとの各々の対比を表1に示す。
表1−数字グレードと英字グレードとの対比
数字グレード
英字グレード
4
A
3
B
2
C
1
D
0
F
5
X 0526:2017 (ISO/IEC 15415:2011)
5.3
総合シンボルグレード
総合シンボルグレードは,6.2.6又は7.10の規定によって計算する。総合シンボルグレードは,“4.0”を
最高,“0.0”を最低とする数値で表すグレードであり,小数第1位まで表す。
アプリケーション仕様において,総合シンボルグレードを英字で規定する場合の,英字グレードと数値
で表すグレードとの対応を図1に示す。例えば,数値で表すグレードが,1.5以上2.5未満がグレードCに,
3.5以上4.0以下がグレードAに,それぞれ相当する。
図1−総合シンボルグレードの英字グレードと数値で表すグレードとの対応図
5.4
シンボルグレードの報告
シンボルグレードは,用いた照明及び開口径の情報とともに報告されて初めて意味がある。報告は,“グ
レード/開口/光源/照射角度”の書式で表すことが望ましい。
− “グレード”の欄は,6.2.6又は7.10に規定する総合シンボルグレードであり,走査反射率波形グレー
ド又は走査グレードの算術平均(小数第1位まで)である。
− “開口”の欄は,開口の参照番号(JIS X 0520による値)又は7.3.3に規定している1 000分の1イン
チ単位(mil)で表される直径である。
− “光源”の欄は,照明の種類を規定する。狭帯域照明の場合は,ナノメータ(nm)でピーク波長を示
す数字を表示し,広帯域照明(白色光)の場合は,分光反応特性が公的に規定されているか,又は元
の仕様が明確な光源であり,英文字Wを表示する。
− “角度”は,当該シンボル面に対する照明の入射角を規定する。入射角が45°以外の場合は,総合シ
ンボルグレードの報告に含めなければならない。記載がない場合は,入射角が45°であることを示す。
注記1 入射角は,45°であることが基本設定であるが,グレード付けのための要望事項として角
度を特定することで,他の入射角を規定することができる。ダイレクトパーツマーキング
アプリケーションでは,強く反射する基材にシンボルを形成しなければならない場合,よ
り適するかもしれない他の照明選択肢をISO/IEC TR 29158に規定している。
二次元マトリックスシンボルにおいて,グレード値の後にあるアスタリスク(*)は,シンボルの周辺に
読取りを妨げるかもしれない強度の反射が含まれていることを示す(7.6参照)。
例1 2.8/05/660は,0.125 mmの開口(参照番号が05),入射角が45°及び660 nmの光源で走査した
ときの,各走査反射率波形で得られたグレードの平均が2.8であったことを示す。
例2 2.8/10/W/30は,0.250 mmの開口(参照番号が10),入射角が30°及び広帯域照明下で読み取
るように意図したシンボルのグレードを示している。さらに,測定に用いた参照分光特性が規
定されているアプリケーション仕様の参照資料又は分光特性そのものの記載の添付が必要であ
ることも示している。
例3 2.8*/10/670は,0.250 mmの開口(参照番号が10)及び670 nmの光源を用いて測定したシンボ
4.0
F
C
B
D
A
2.5
3.5
1.5
0.5
0.0
6
X 0526:2017 (ISO/IEC 15415:2011)
ルのグレードを示すとともに,シンボルの周辺に読取りの妨げとなるかもしれない強度の反射
が含まれていたことも示している。
注記2 同じ記号表記は,この規格に従ってシンボルを測定して得られたグレードが,そのままア
プリケーションで要求される最低グレードを明記するために用いられる。例えば,アプリ
ケーション規格が,シンボル品質要求を1.5/05/660と規定すると,測定されたグレード
XX/05/660においてXXが1.5以上である限り,この要求が満たされることになる。ただし,
2.0/10/660,3.0/05/W又は3.5/05/660/30のように開口,光源,照射角度が異なる場合は,こ
の要求が満たされない。
6
マルチローシンボルの測定方法
6.1
概要
総合シンボルグレードを導き出すために,マルチローシンボルの評価は,6.2.2又は6.3に規定したJIS X
0520の方法及び当該シンボル体系に適しているならば,6.2.3,6.2.4及び6.2.5に規定した追加条項を適用
しなければならない。外乱光は,測定結果に影響しないように制御しなければならない。アプリケーショ
ン規格に規定された光波長及び有効開口径を用いてシンボルを走査しなければならない。測定するとき,
走査線は,スタートキャラクタ及びストップキャラクタ内のバー高さ方向に対し直角となるようにし,隣
接する“行”からのクロストークを極力少なくするように,可能な限り“行”の中心を通るようにするの
が望ましい。画像技法の場合,多数の走査線は,バーの高さ方向に直角で,シンボルの全ての“行”をカ
バーし,適切な仮想開口(合成開口)で“行”の像を順次取り込むことによって全体像を形成しなければ
ならない。
6.2
行また(跨)ぎ走査ができるシンボル体系
6.2.1
グレード付け基準
これらのシンボル体系の特徴は,行の境界を横切る走査線で読み取ることができることである。この規
格を発行する時点で,この種のシンボル体系は,スタートパターン及びストップパターン(特定シンボル
の等価パターン。例えば,MicroPDF417の行アドレスパターン)が行から行の間で一定であるか,変化し
ても,これらのパターンの一つだけのエッジ位置が隣接する行間で1Xを超えない範囲であることが特徴
である。これらのシンボル体系は,次の観点でグレード付けしなければならない。
− JIS X 0520に基づく走査反射率波形の分析(6.2.2参照)
− コード語復号率(6.2.3参照)
− 未使用誤り訂正(6.2.4参照)
− コード語の印字品質(6.2.5参照)
6.2.2
走査反射率波形の解析に基づくグレード
シンボルのスタートパターン及びストップパターン,又は同等のパターン(例えば,行アドレスパター
ン)は,JIS X 0520に従って評価しなければならない。データを含む領域は,6.1.2,6.1.3及び6.1.4に規
定しているように,個別に評価する。スタートパターン及びストップパターンを走査して,JIS X 0520に
規定している全ての要素でグレードを付けなければならない。有効開口径は,適切なアプリケーション規
格で規定するか,JIS X 0520でシンボルのX寸法に対応して事前設定している開口径である。
走査反射率波形の解析には,走査回数は10回が望ましいが,10回未満の場合は,シンボル高さを測定
開口径で除した値(小数点以下を切り上げ)が望ましい。シンボルの高さにわたり,おおむね均等な間隔
で走査するのが望ましい。例えば,20行のシンボルで10回走査の場合は,一行飛ばしで行ってもよい。2
7
X 0526:2017 (ISO/IEC 15415:2011)
行シンボルの場合は,5回までの走査が各行のバー高さの異なる位置で行ってもよい。シンボル体系仕様
が,用いる走査(回数)の選択肢について,より詳細な手引を与えてもよい。
バー及びスペースを特定するには,走査ごとに全域的しきい(閾)値を決める。全域的しきい(閾)値
は,反射率において (Rmax+Rmin) / 2に等しい。ここに,Rmax値及びRmin値は,それぞれ,その走査での最
大反射率及び最小反射率である。全域的しきい(閾)値よりも大きい反射率の領域は,スペース(又はク
ワイエットゾーン)とみなし,小さい反射率の領域は,バーとみなす。
エッジ位置は,JIS X 0520によって,隣接するスペース及びバーにおいて,反射率値がスペースの最大
反射率とバーの最小反射率との中間値の位置である。
パラメタの“復号”及び“復号容易度”の評価には,当該シンボル体系の参照復号アルゴリズムを適用
する。
各走査のグレード付けは,その走査における各パラメタグレードの最低値とする。走査反射率波形に基
づくグレードは,個々の走査グレードの算術平均とする。
バー幅の太り又は細りの測定は,工程管理用として用いてもよい。この方法は,スタートキャラクタ及
びストップキャラクタ部分がはしご(梯子)状印字になる場合は,寸法精度が低くなることに留意する。
印刷工程の十分な解析が必要な場合は,柵状印字も行い,両方向で試験するのが望ましい。
6.2.3
コード語復号率に基づくグレード
このパラメタは,直線走査がマルチローシンボルからデータを復元できる効率を測定する。コード語復
号率は,有効に復号されたコード語数の,チルト方向を調整後に復号され得たであろうコード語の最大数
に対するパーセント値である。他の測定値が良好なシンボルであるにもかかわらず,コード語復号率が低
い場合は,Y軸の印字品質問題(表C.1に示しているような)を示唆している。
UEC計算(6.2.4参照)を満足する結果から得られるような,正しいシンボルキャラクタ値の全体配列を
得る。この全体配列は,復号されたコード語が有効であるかを検証するために,次に続く手続きで“シン
ボル最終復号”として用いられる。
個々の走査は,次の二つの条件のいずれかに合致すれば,コード語復号率の計算に含めてよい。
a) その走査が,シンボルの最上行又は最下行のいずれかのあらかじめ分かっている部分を含まない。さ
らに,少なくともスタートパターン及びストップパターンのいずれか(又は,行アドレスパターン)
が,少なくとも一つの追加コード語又は二番目の対応するスタートパターン若しくはストップパター
ンのいずれか(若しくは,行アドレスパターン)とともに,その走査で正しく復号されている。
b) その走査が,シンボルの最上行又は最下行のいずれかのあらかじめ分かっている部分を含む。さらに,
シンボルのスタートパターン及びストップパターンの両方が,その走査で正しく復号されている。
一対のスタートパターン及びストップパターンを,これらに隣接するどのコード語も復号不能であった
場合に,それらを見つけて復号するためには,そのシンボルの参照復号アルゴリズムへの拡張が要求され
ることに留意することが重要である。例として,PDF417の対をなすスタートパターン及びストップパタ
ーンを,又はMicroPDF417の対をなす行指示子パターンを,参照復号アルゴリズムだけで復号できなかっ
たとき,1本の走査によって見つけるために,前述の要求を履行することになる。つまり,このような拡
張が,どのコード語(対をなす終端パターン以外の)も復号されなかった走査を,有効にすることができ
る。しかしながら,次のことに留意する必要がある。ある走査がこの1本の走査によって見つけた単独の
スタートパターン又はストップパターンだけを含んでいて,他のコード語,2番目の対応するスタートパ
ターン又はストップパターン,又は行アドレスパターンのいずれも復号されなかった場合は,有効な走査
8
X 0526:2017 (ISO/IEC 15415:2011)
として数えない。
シンボルを完全に復号し,そのシンボルの全体配列を得る。
各有効な走査に対し,実際に復号したコード語をそのシンボルの全体配列のコード語と比較し,一致す
るコード語の数を数える。有効に復号したコード語の数を累積し,シンボルの各コード語で復号した回数
及び各行の検出された回数を更新する。また,各走査において,行また(跨)ぎの検出回数[行また(跨)
ぎは,1本の走査線が,隣接する行から,複数のコード語を正しく復号したときに“検出”される。]を記
録する。
各走査を実行した後,有効走査の数にシンボルの列数(PDF417のスタートパターン及びストップパタ
ーン,又はMicroPDF417の行指示子のような固定パターンを除く。)を乗じて,これまでに復号されたで
あろうコード語の最大値を計算する。
シンボル全体は,次の三つの条件に合致するまで,複数回走査しなければならない。
a) 復号したであろうコード語の最大数が,シンボル内の総コード語数の少なくとも10倍であり,
b) シンボルの復号できる最上行及び最下行(必ずしも,最初の行及び最後の行である必要はない。)が,
それぞれ少なくとも3回は走査され,さらに,
c) コード語(データ又は誤り訂正)の少なくとも(0.9 n)個が,2回以上正しく復号されている。ここ
に,nは,シンボル内で誤り訂正でないデータのコード語数。
例 例えば,6行16列で,誤り訂正レベルが4のPDF417シンボルとすると,総コード語数が96で,
そのうち64がデータ,32が誤り訂正である。条件a)を満足するには,復号したであろうコード
語の最大数は,少なくとも960でなければならない。条件c)を満足するには,nが64なので,少
なくとも58のコード語(0.9×64=57.6)が2回以上復号していなければならない。
有効に復号したコード語の合計数と検出した行また(跨)ぎの合計数との比率が10:1よりも小さい場
合は,直近に得られた測定結果を破棄し,行また(跨)ぎの数を低下させるために,走査線の角度を調整
して測定手順を繰り返す。
そうでない場合は,存在する傾きを埋め合わせるために,復号したであろうコード語を計算した最高数
から,検出した行また(跨)ぎの数を減じる。
コード語復号率は,表2に示すようにグレード付けしなければならない。
表2−コード語復号率グレード
コード語復号率
グレード
≧ 71 %
4
≧ 64 %
3
≧ 57 %
2
≧ 50 %
1
< 50 %
0
6.2.4
未使用誤り訂正に基づくグレード
復号したコード語の数が安定するまで,シンボルの復号及び走査を行う。未使用誤り訂正(UEC)をUEC
=1.0−((e+2t) / Ecap) で計算する。ここに,eは消失誤りの数,tは代入誤りの数,Ecapはシンボルの誤り
訂正能力(誤り訂正コード語の数から,誤り検出に残された誤り訂正コード語の数を減じたもの)である。
そのシンボルに誤り訂正を一つも適用せずに復号した場合,UEC=1となる。(e+2t)がEcapよりも大きい
場合,UEC=0となる。誤り訂正ブロックが1よりも多い(すなわち,飛越し配置されている)シンボル
9
X 0526:2017 (ISO/IEC 15415:2011)
では,UECを各ブロックごとに計算し,それらの中の最低値をそのシンボルのグレードとする。
未使用誤り訂正は,表3に示すようにグレード付けしなければならない。
表3−未使用誤り訂正グレード
未使用誤り訂正
グレード
≧ 0.62
4
≧ 0.50
3
≧ 0.37
2
≧ 0.25
1
< 0.25
0
6.2.5
コード語印字品質に基づくグレード
この箇条に詳しく記載した方法は,附属書Fに記載しているように,オーバレイ技法を適用することに
よって,追加的診断情報を提供し,シンボル品質に影響するシンボルの完璧な属性を得ることはできない
が,マスキングにおける誤り訂正の効果に“余裕”ができるようになる。それは,シンボルの全データ領
域にわたる走査反射率波形の復号容易度,欠陥及びモジュレーションの各パラメタが,JIS X 0520に従っ
て,グレード付けされることを可能にする。
この方法は,三つのパラメタのそれぞれの査定に対して次の手順を用いる。誤り訂正ブロックが1より
も多い(すなわち,飛越し配置されている)シンボルでは,その手順は,それぞれのブロックごとに適用
しなければならず,それらの中で最低値をそのシンボルのグレードとする。
シンボル全体は,0.9 n個のコード語(ここに,nは6.2.3と同じ意味である。)が10回復号するか,各コ
ード語が段間の干渉がなく,少なくとも1回走査したことが確実となるまで,走査しなければならない。
各走査において,それぞれのシンボルキャラクタごとに,JIS X 0520の規定による復号容易度,欠陥及び
モジュレーションの各パラメタを測定しなければならない。三つの全パラメタの計算は,その走査線にお
けるRminとRmaxとから得られるシンボルコントラストの値に基づかなければならない。各コード語に対す
る各パラメタ(モジュレーション,欠陥及び復号容易度)の暫定コード語グレードは,当該コード語の各
走査によって得た,当該パラメタの最高コード語グレードである。
“行”が,誤り訂正計算に含めないオーバヘッドキャラクタ(スタートキャラクタ,ストップキャラク
タ又はそれらに類するパターン以外の),例えば,PDF417シンボルにおける行指示子を含む場合は,これ
らのオーバヘッドキャラクタは,各行について,その着目している行の直上及び直下の行に対応するキャ
ラクタとともに,最初に評価しなければならない。6個(最上行又は最下行の場合は,4個)のキャラクタ
の暫定最高コード語グレードが,当該行のコード語に対する暫定コード語グレードを適正化するために用
いるオーバヘッドのグレードとなる。あるデータコード語の暫定コード語グレードが,オーバヘッドキャ
ラクタから得たグレードよりも高い場合は,そのデータコード語の暫定コード語グレードを,そのオーバ
ヘッドグレードまで引き下げる。こうして得た暫定パラメタグレードは,次に記載するように,誤り訂正
の影響を許容するために,その後,修正しなければならない。
それぞれのパラメタごとに,4〜0又は上位グレードを達成したシンボルキャラクタと復号されなかった
シンボルキャラクタとの累積数を数え,それらの総数を,次のようにシンボルの誤り訂正能力と比較する。
それぞれのグレードごとに,そのグレード以上を達成しなかったシンボルキャラクタの全てを消失誤り
として,表3に示すパーセントしきい(閾)値に基づき,6.2.4に記載しているように未使用誤り訂正に対
10
X 0526:2017 (ISO/IEC 15415:2011)
する仮想グレードを導き出す。コード語パラメタグレードは,各パラメタグレードと仮想UECグレードと
の低い方とする。
注記1 この仮想グレードは,6.2.4に従って計算した,そのシンボルに対するUECグレードに関係
しないし影響もしないが,誤り訂正が,シンボル内の不完全部分を修正できる範囲を補償す
る一つの尺度である。あるシンボルが別のシンボルよりも高い誤り訂正能力がある場合,前
者は,後者よりも,当該パラメタにおいて低品質のコード語を多く許容できる。この方法の
より詳細な記載を,附属書Fに示す。全グレードのコード語暫定最高グレードが,シンボル
のコード語最終パラメタグレードになる。
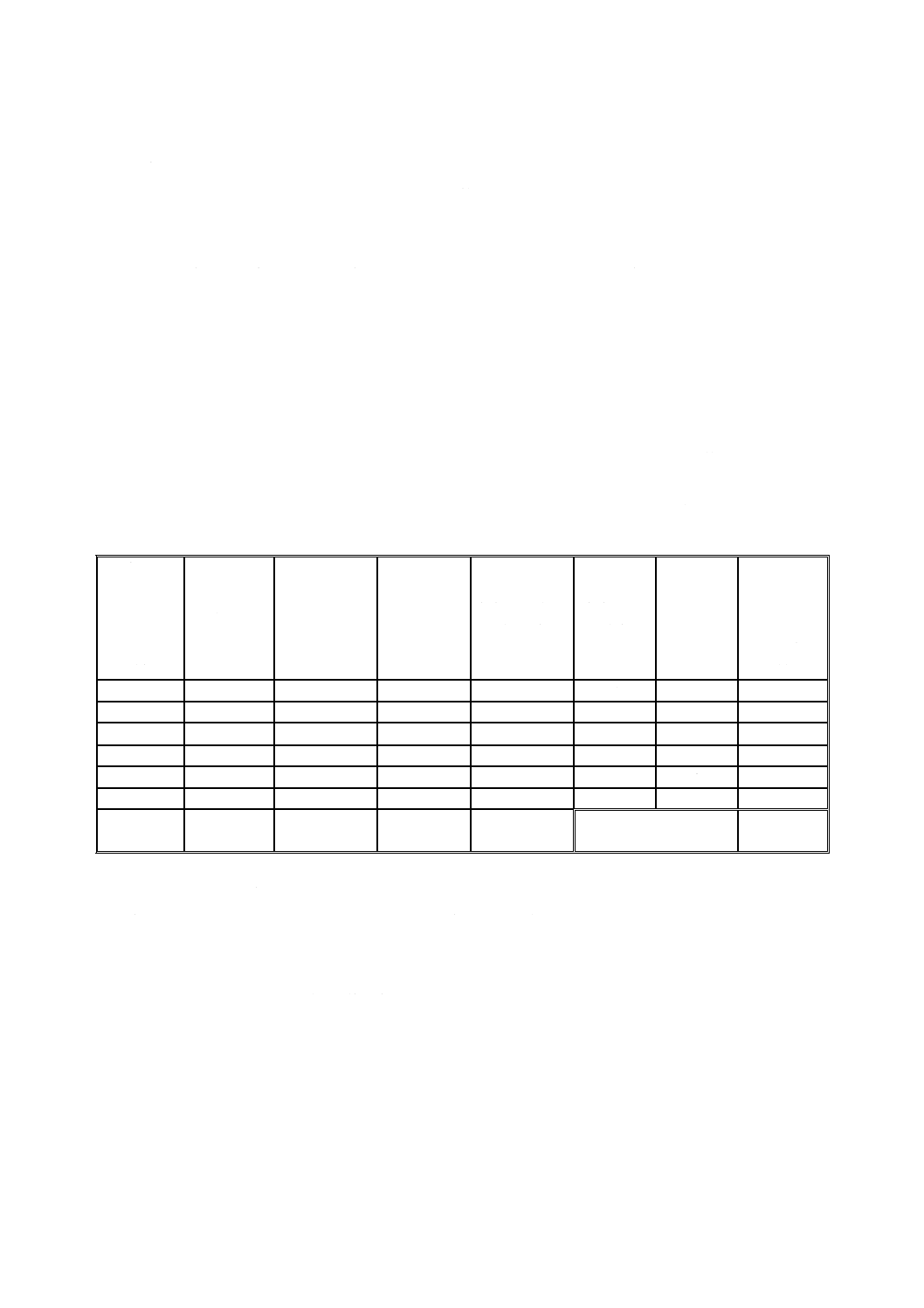
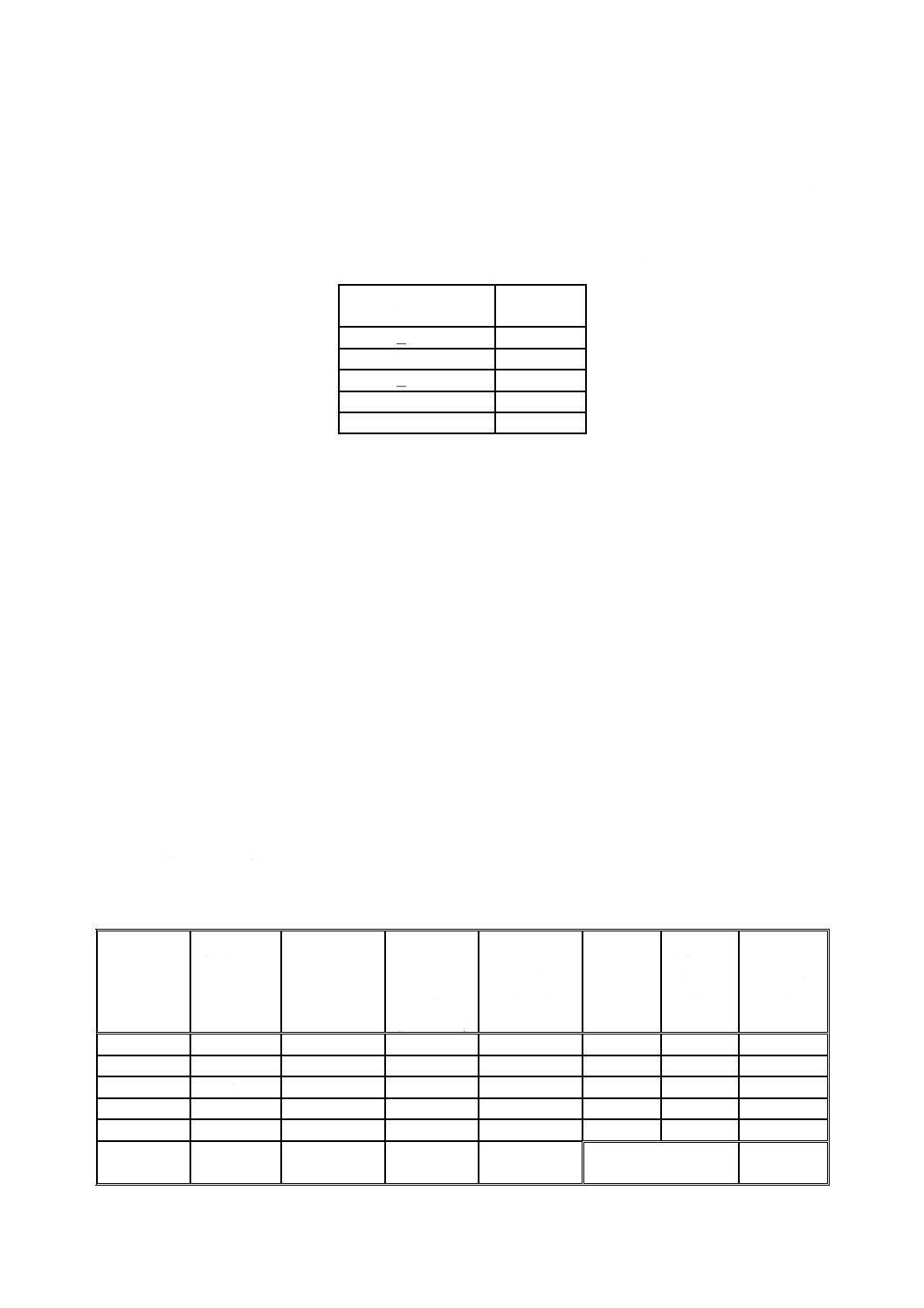
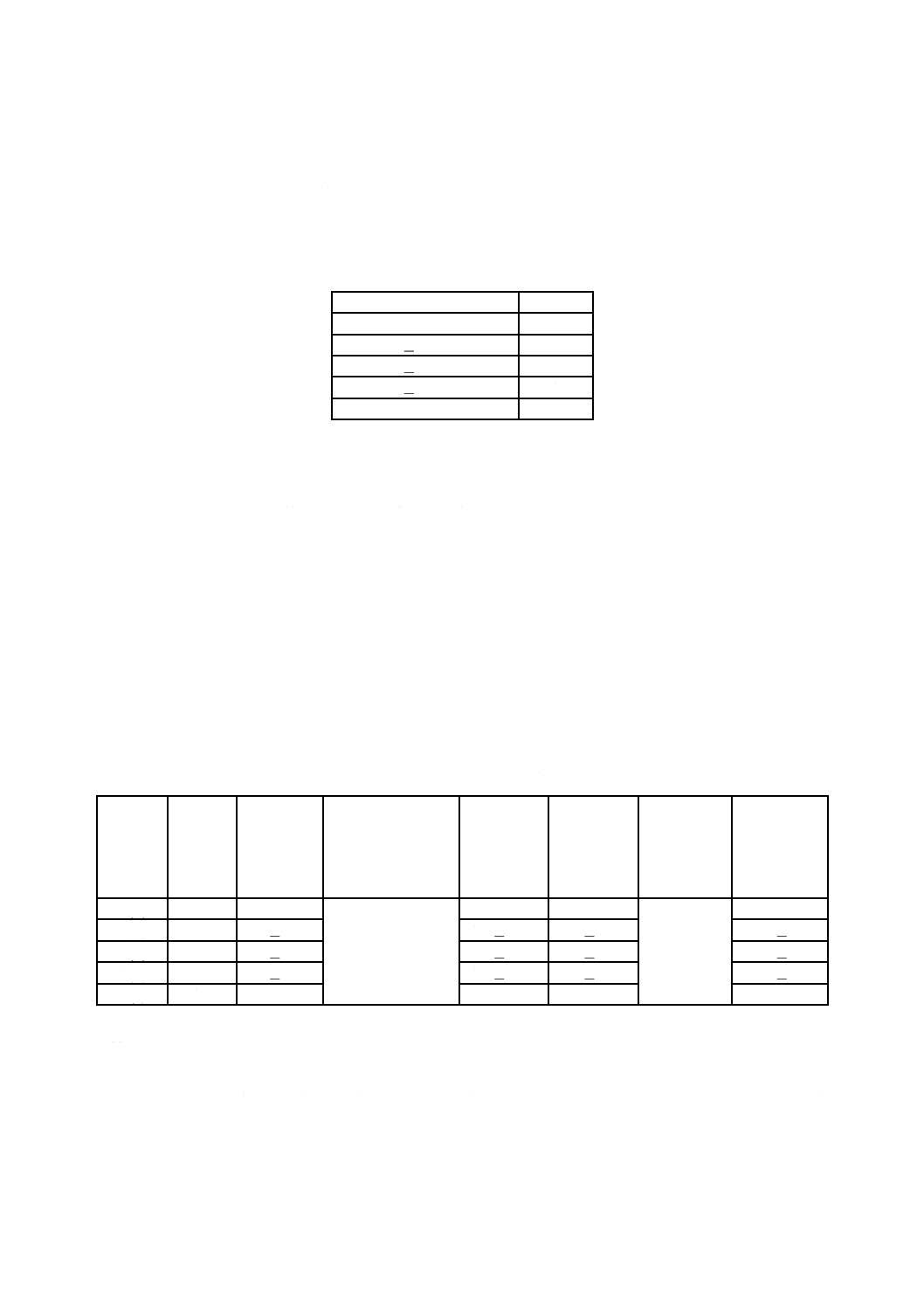
表4は,32個の誤り訂正コード語で,100個のシンボルキャラクタ(コード語)のシンボルにおける,
あるパラメタのグレード付けの例を示す。100個のコード語は,68個のデータコード語,3個の誤り検出
用に確保された誤り訂正コード語及び29個の消失誤り訂正コード語からなり,誤り訂正能力は29となる。
当該シンボルは,対象パラメタにおいて1とグレード付けされることになる(最右列での最高値)。
注記2 モジュレーション,欠陥及び復号容易度の各パラメタに対して,同様の計算を実行する。
表4−行また(跨)ぎ走査ができるシンボルの,コード語印刷品質パラメタのグレード付けの例
(附属書Fのオーバレイ技法を適用した。)
モジュレー
ション/欠
陥/復号容
易度グレー
ドレベル
(a)
レベル(a)に
おけるコー
ド語数
レベル(a)以上
の累積数
(b)
残りコード
語(消失誤り
処理後)
(c)
(c=100−b)
仮想UEC能力
(29−c)
仮想UEC
(%)
仮想UEC
グレード
(d)
コード語暫
定グレード
レベル
[(a)又は(d)
の低い方]
(e)
4
40
40
60
超過
<0
0
0
3
20
60
40
超過
<0
0
0
2
10
70
30
超過
<0
0
0
1
10
80
20
9
31 %
1
1
0
7
87
13
16
55 %
3
0
復号不可
13
100
パラメタグレード[(e)
の最高値]
1
6.2.6
総合シンボルグレード
総合シンボルグレードは,“6.2.2に従った走査反射率波形の解析に基づくグレード”,“6.2.3で得たコー
ド語復号率グレード”,“6.2.4で得た未使用誤り訂正グレード”及び“6.2.5で得たコード語印字品質グレ
ード”内の最低グレードとなる。
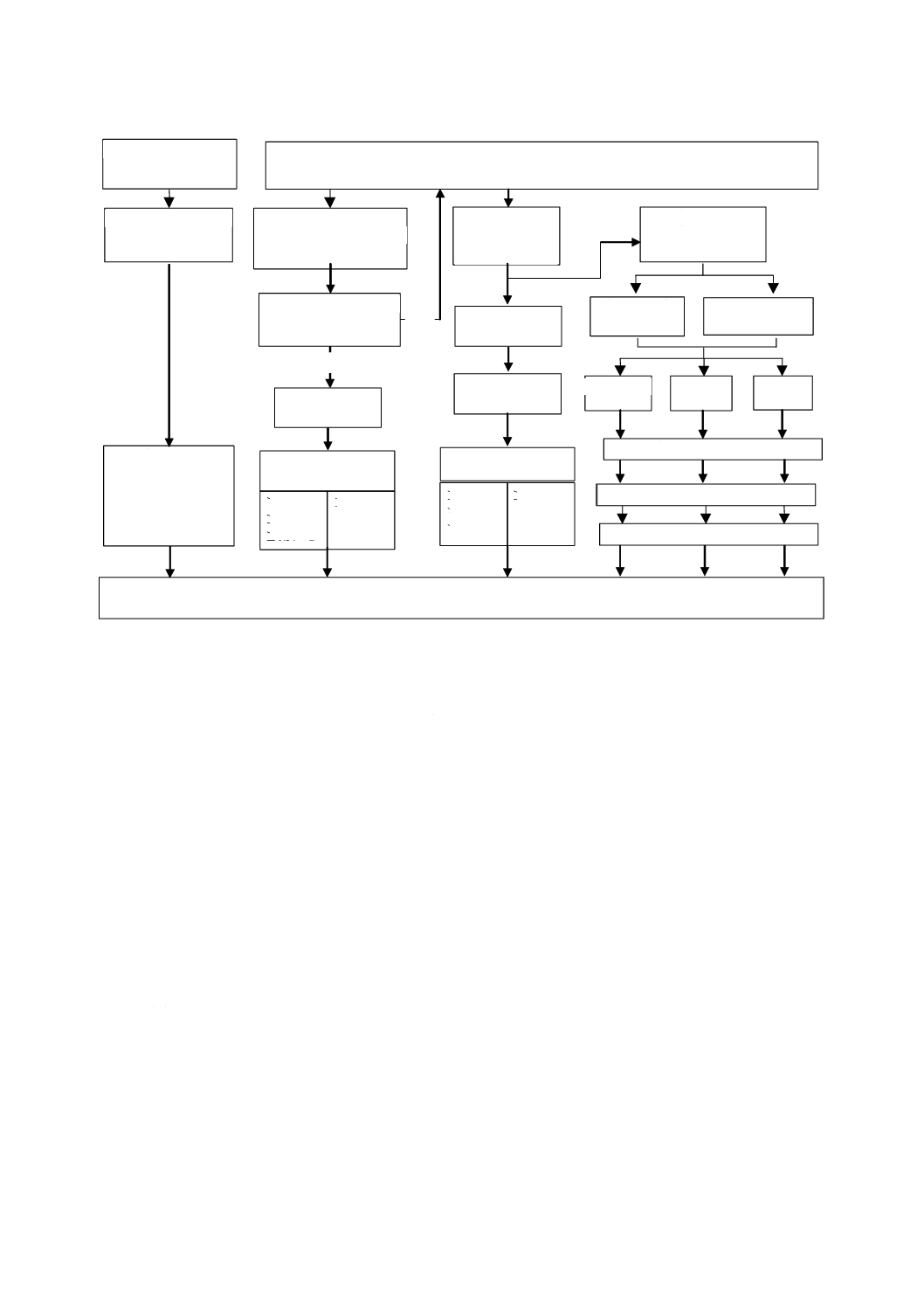
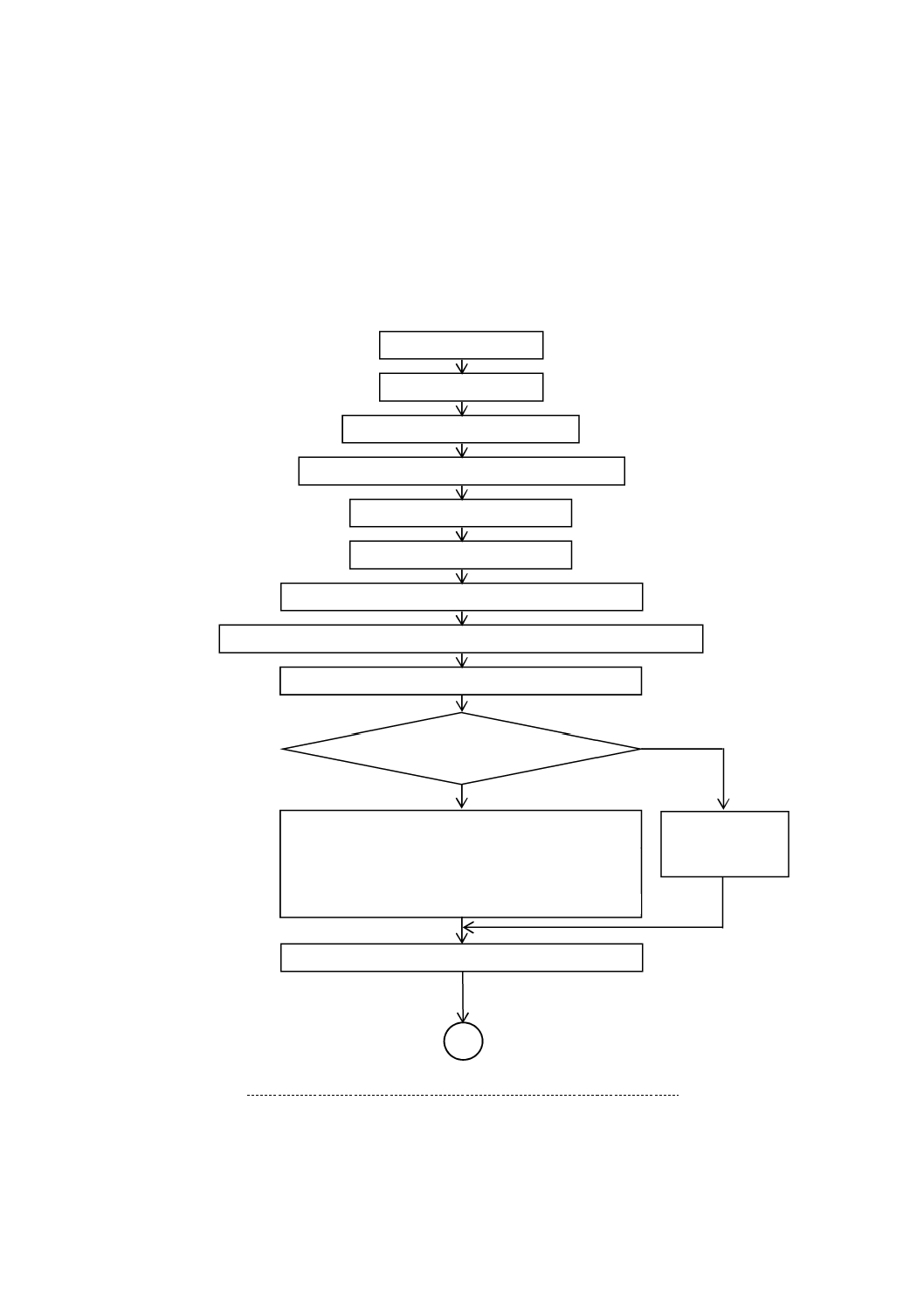
図2のフローチャートが手順の要約である。
11
X 0526:2017 (ISO/IEC 15415:2011)
図2−行また(跨)ぎ走査ができるマルチローシンボルにおけるグレード付け手順
6.3
行ごとの走査が必要なシンボル体系
これらのシンボル体系の特徴は,一本の走査線が,隣接する行を横切ることなく一つの行全体をスター
トパターンからストップパターンまで(又は逆方向に)横切る必要があることと,全ての行を走査する必
要があることである。
各行は,それがあたかも別々のシンボルであるかのように,JIS X 0520に従って評価しなければならな
い。走査線は,JIS X 0520に規定しているように,隣接する行からの干渉を最小にするために,各行の高
さの中間部80 %の検査領域を通過しなければならない。行当たりの走査線数は,10回,又は検査領域高
さを開口径で除した数の小さい方とする。各行で得たグレードの中で,最低のグレードを総合シンボルグ
レードとする。
7
二次元マトリックスシンボルのための測定方法
7.1
測定方法の概要
この箇条に規定する測定方法は,様々な基材上のシンボルの反射率測定及び寸法測定の再現性を,最大
にするように設計されている。この方法の基盤は,シンボルの反射率測定にある。また,この方法は,シ
ンボル走査システムで遭遇する様々な条件と関連させるように意図している。
当該方法は,制御された照明及び視野条件の下に撮像されたシンボルの高分解能グレースケール画像で
ある生画像を得ることから始まる。続いて,記録した生画像を仮想円形開口で走査して参照グレースケー
ル画像に変換する。その参照グレースケール画像から,シンボルコントラスト,モジュレーション及び固
定パターン損傷パラメタを測定してグレードを付ける。全域的しきい(閾)値を適用して参照グレースケ
シンボルキャラク
タのグレード
全シンボルの複数走査
JIS X 0520のグレード
を蓄積
ECブロックが複
数のときは分割す
る
読んだコード語数が行ま
た(跨)ぎ数の10 %以
上か
NO
コード語復号率の
グレード
UECのグレード
総合シンボルグレード = 上記の最低グレード
シンボルキャラクタ
のグレード付け
モジュレー
ション
復号容易
度
欠陥
各ブロックの最低グレード
走査反射率波形に基づ
くグレード
行指示子のグレ
ード
行指示子グレードの修正
UECの計算
≥ 0.62=4
≥ 0.50=3
≥ 0.37=2
≥ 0.25=1
< 0.25=0
≥ 0.71=4
≥ 0.64=3
≥ 0.57=2
≥ 0.50=1
< 0.50=0
各ブロックの最低
グレード
誤り訂正用修正
6.2.3の条件を満たすま
で,行をまた(跨)いでコ
ード語を読みカウントする
スタート/ストップパタ
ーンを10回走査
YES
コード語復号率を
計算
≧0.71=4
≧0.64=3
≧0.57=2
≧0.50=1
<0.50=0
≧0.62=4
≧0.50=3
≧0.37=2
≧0.25=1
<0.25=0
総合シンボルグレード=上記の最低グレード
12
X 0526:2017 (ISO/IEC 15415:2011)
ール画像から2値化画像を生成し,次に,この2値化画像を解析して復号の可否,軸の非均一性,格子の
非均一性及び未使用誤り訂正の各パラメタに対してグレードを付ける。そのシンボル体系仕様又はアプリ
ケーション仕様に規定されたパラメタがあれば,併せてそれらにもグレードを付ける。この方法は,シン
ボル近傍で起こり得る,読取りを妨害するかもしれない極端に大きな反射率値を容認する。ただし,総合
シンボルグレードの報告書には,それらが存在することを明記する。
印刷の太り及び細りは,シンボルの各軸に沿って測定し,グレード付けしないプロセス制御測定値とし
て報告する。
これら七つのパラメタと,シンボル体系仕様又はアプリケーション仕様で規定された他のパラメタとが
達した最低のグレードが,走査グレードとなる。
7.2
試験画像の取得
7.2.1
測定条件
シンボルの試験画像は,シンボルの一般的な読取状況を模した配置であり,十分な高分解能(7.3.3を参
照),均一な照明及び最も焦点の合った状態の基に得る。基準光学配置が7.3.4に規定されており,アプリ
ケーション仕様が,特別な光学配置を求めていない場合に用いるのがよい。測定結果が基準光学配置の使
用と相関が得られている場合に,代替光学配置(その二つが7.3.4に規定されている。)を用いてもよい。
測定は,単一ピーク波長又は既知の分光特性の光,及び開口径を既知の測定開口で行う。これらの両方
は,そのアプリケーション仕様によって規定するか,7.3.2及び7.3.3に従って決める。周囲光の強度は,
測定結果に影響を与えないように調節する。
測定は,可能な限り,最終形態(シンボルが走査されるときの形態)のシンボルで行う。測定方法は,
7.6,7.7及び附属書Bに規定しているが,その方法は,シンボルコントラスト測定のゆがみを防ぐために,
シンボル周囲に極端に大きな反射率値[すなわち,自由空間(自由大気)又は鏡のような高反射面で囲ま
れている場所]が出るのを避けるように意図されている。
特別なアプリケーション(例えば,基材表面への彫刻又はエッチングによって生成されたシンボル品質
の測定)は,要求される画像分解能とともに,シンボル照明の色及び角度を明確に指示しなければならな
いが,7.3.4に規定する一般的な試験装置の設定は,多くのアプリケーションに対して適切に機能する。ダ
イレクトパーツマーキングアプリケーションには,この規格に記載した方法の改変版が,より適切といえ
る。その改変版をISO/IEC TR 29158に規定しており,それが,関係するアプリケーション規格に適合し
ている場合は,改変版に従ってもよい。
二つの原則が,光学装置の設定を左右する。一つ目は,試験画像のグレースケール特性が直線形であり,
どのような場合でも補正してはならない。二つ目は,画像分解能が一貫性のある読取りに十分でなければ
ならない。7.3.3を参照。
7.2.2
生画像
生画像は,受光素子配列の各画素の実反射率値を表した集合体(平面像)である。その生画像から,参
照グレースケール画像を生成し,さらに,シンボル品質評価のための2値化画像を求める。
7.2.3
参照グレースケール画像
参照グレースケール画像は,生画像を7.3.3の規定のように,仮想円形開口を通して個々の画素反射率値
を処理することによって得る。参照グレースケール画像を,シンボルコントラスト,モジュレーション,
反射率マージン及び固定パターン損傷の各パラメタの評価に用いる。
7.2.4
2値化画像
2値化画像は,7.6に規定しているように,Rmax及びRminの中間である全域的しきい(閾)値の適用によ
13
X 0526:2017 (ISO/IEC 15415:2011)
って,参照グレースケール画像から得る。2値化画像を復号,軸の非均一性,格子の非均一性及び未使用
誤り訂正の各パラメタの評価に用いる。
7.3
参照反射率測定
7.3.1
一般要求事項
シンボルの品質を評価するための装置は,この箇条に従って,シンボルの全高及び全幅(クワイエット
ゾーンを含む。)の検査領域よりも広い領域で,基材上のシンボルの反射率変量を測定して分析する手段を
備えなければならない。
二次元マトリックスシンボルにおける全ての測定は,7.3.5に規定する検査領域内で行う。
測定された反射率値は,JIS K 5600-4-5の要求事項を満足する,硫酸バリウム若しくは酸化マグネシウ
ム基準試料の反射率を100 %として,又は認定国家標準研究機関が校正し基準とする方法によって,パー
セント値で表現する。
7.3.2
光源
走査される環境に適するように,ピーク波長又は基準分光特性(アプリケーションが広帯域照明を用い
るように設計している場合)を,アプリケーション仕様に規定するのが望ましい。ピーク波長又は分光特
性をアプリケーション仕様に規定していない場合,測定は,走査過程で用いる特性に最も近い特性の光を
用いて行うのが望ましい。光源は,狭帯域又は準単色特性をもつか,広帯域特性をもってもよい。ただし,
後者の場合,測定装置の分光応答は,光路中に適切な狭帯域フィルタの挿入によって,望まれるピーク波
長に制限してもよい。
注記 広帯域照明で測定する場合は,特別な配慮が必要となる。用いる読取システムの範囲と試験範
囲との相関がとれ,グレースケール反射率が正確で再現性がある測定ができるように,測定装
置及び読取システムの全分光応答が規定されて合致しなければならない。全分光応答には,光
源の分光分布,検出器の応答及び関連するフィルタの特性を含む。
光源選択の手引を,附属書Dに示す。
7.3.3
有効分解能及び測定開口
シンボルのX寸法及び意図する走査環境に適合するように,利用者アプリケーション仕様で測定開口を
指定する。マトリックスシンボルのグレード付けは,仮想開口を用いて行われる。開口径は,アプリケー
ションで出現する最小X寸法の50 %〜80 %の範囲内が推奨される。異なるX寸法のシンボルが出現する
アプリケーションの場合,当該アプリケーション規格は,出現する最小X寸法に適した開口によって全測
定が行われることを明確にするのが望ましい。アプリケーション規格の策定と開口径選択による弊害との
考察をD.2に示す。
この規格を適用する機器は,パラメタのグレード付け結果が有効分解能をもたなければならない。有効
分解能は,感光素子の分解能と関係する光学装置の倍率との結果であり,光学装置によるゆがみの影響を
受ける。参照すべき光学的配置は,幅方向及び高さ方向にモジュール当たり10画素以上の有効分解能のよ
うな高分解能が要求される。
注記 実装置(例えば,市販の検証器)は,ISO/IEC 15426-2に規定された試験シンボルにおいて,
上記のようにシンボルの回転に関係なく,パラメタのグレード付け結果が確実に一定であるこ
とを示せば,モジュール当たりで少ない画素を用いてもよい。
7.3.4
光学配置
反射率測定のための参照すべき光学構成を,次に示す。
− 45°の角度で検査領域の中心に向かって上から投光できる高さに,検査領域と同心円上で,検査領域
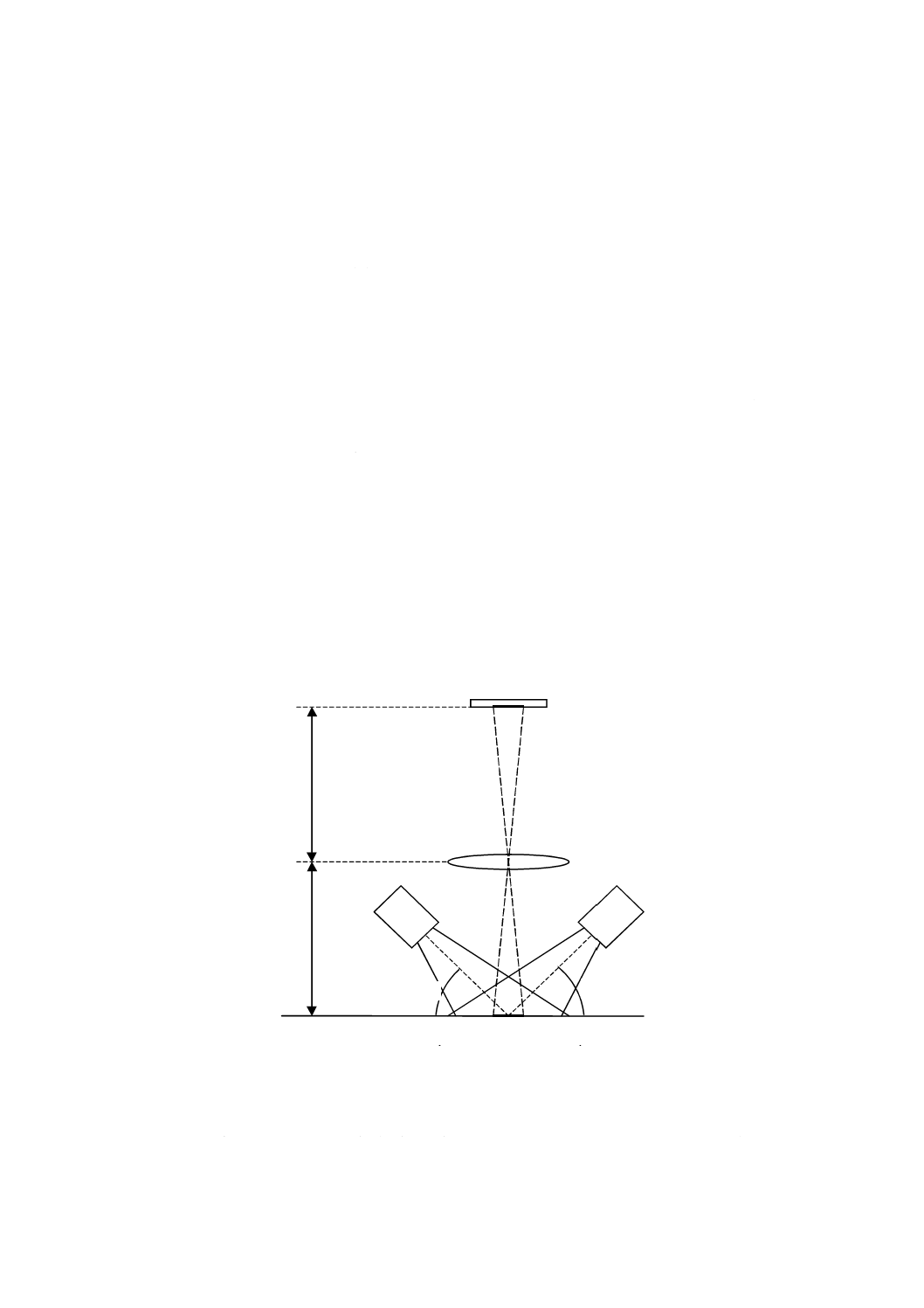
14
X 0526:2017 (ISO/IEC 15415:2011)
と並行面に90°間隔で配置された4個の光源からなる,検査領域全体に均一な投光照明,及び
− 光軸が検査領域に垂直でその領域の中心を通り,試験シンボル画像を感光素子上に結像させる集光装
置。
検査領域(7.3.5参照)と,それに加えて7.7に規定される20Zの拡張領域から反射された光は,集光さ
れて感光素子上に結像されなければならない。
実際の装置は,その性能が,この箇条に規定されている参照すべき光学的配置の性能と相関が取れるこ
とを示せば,代わりとなる光学配置と構成要素とを用いることができる。図3及び図4に光学的配置の基
本的な考え方を示すが,実際の装置を示すことは意図していない。特に,装置の倍率は1:1でない場合が
多い。加えて,多くの装置は,分光特性を変化させたり,好ましくない分光要素の影響を制限したりする
光学フィルタを含む。実際の装置は,その製造者が撮像チップの向きに対するシンボルの角度を制限する
取扱い指示を規定していない限り,7.3.3で規定したように,回転の影響がないように十分な分解能をもっ
ていなければならない。
この参照構成は,測定の一貫性を補助するための基盤を提供しようとするものであり,個別の走査装置
の光学配置を反映していない。7.2で規定したように,特殊なアプリケーション,特に,描画のために,基
材表面に物理的変化を伴うダイレクトパーツマーキングが絡むアプリケーションでは,照明角度がシンボ
ル面に対して,例えば,30°のように異なる特定の角度に設定することを要求する場合がある。既定の角
度と異なる角度が,アプリケーション仕様に規定されている場合は,5.4で規定したように,総合シンボル
グレードの報告では,その照明角度を4番目のパラメタとして記載しなければならない。
ダイレクトパーツマーキングを意図したISO/IEC TR 29158に規定している方法の変形方法に,90°近
辺での拡散光を含む,より多くの照明選択肢が規定されている。
1
光感応素子
2
倍率1:1のレンズ(寸法a=寸法b)
3
検査領域
4
光源
θ
シンボル面に対する照明角度(既定の角度=45°,選択肢として30°又は90°の拡散光)
図3−参照光学的配置(側面図)
ϑ
ϑ
a
b
2
3
1
4
4
θ
θ
15
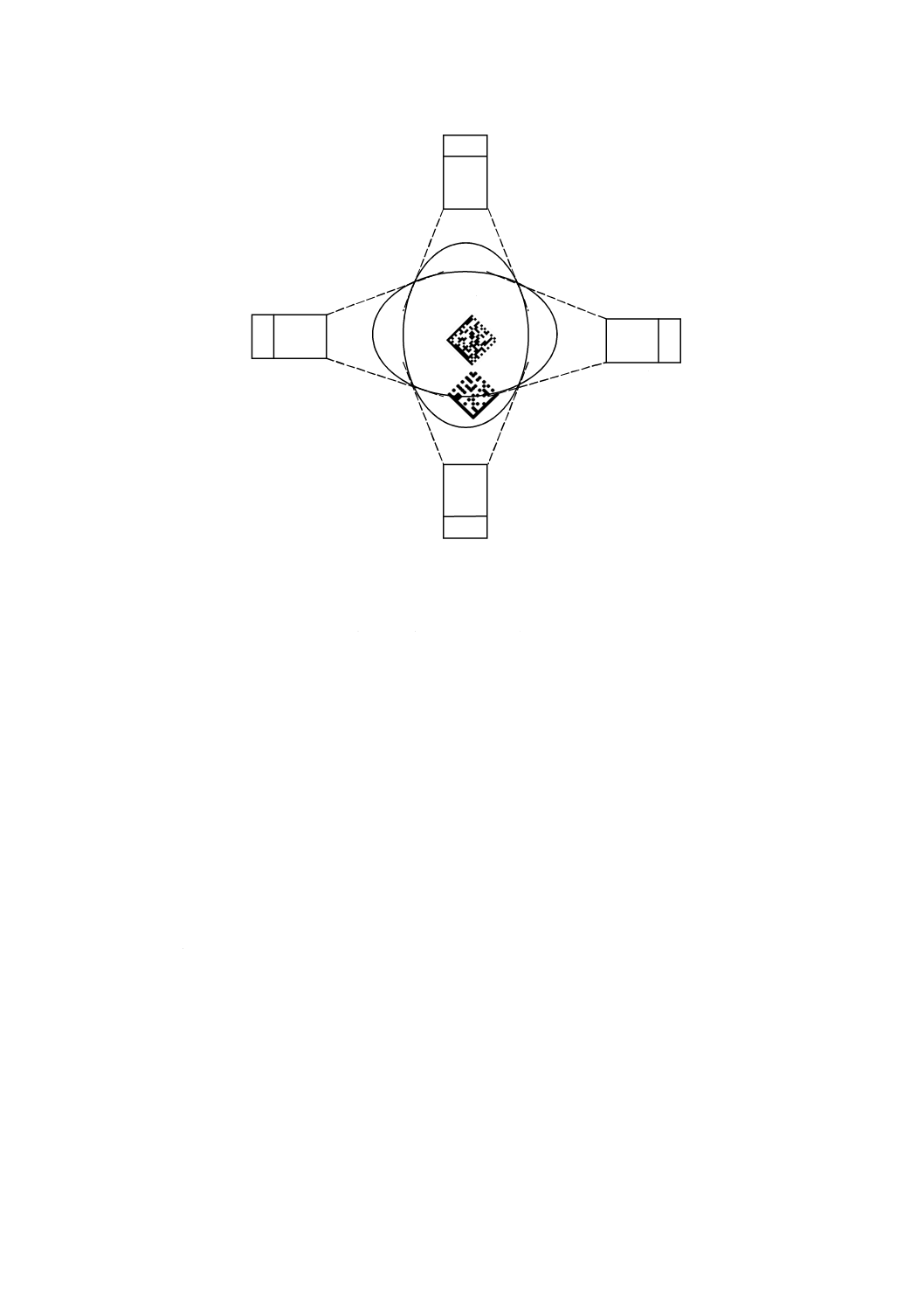
X 0526:2017 (ISO/IEC 15415:2011)
光源
光源
光源
光源
シンボル
図4−参照光学的配置(平面図)
7.3.5
検査領域
全ての測定領域は,クワイエットゾーンを含むシンボル全体を囲む,く(矩)形の領域でなければなら
ない。検査領域の中心は,できる限り視野の中心に近づけることが望ましい。
注記 検査領域(検証器の視野範囲と同じではない。)は,シンボル全体に加えて,7.7に規定した20Z
の拡張を包含するように十分に大きくなければならない。
7.4
走査回数
総合シンボルグレードは,1回の測定を通して得る。シンボルは,画像センサの光軸に垂直な面に配置
し,測定装置に対する回転角度を問わない。この規格の対応国際規格の初版(2004年)では,異なる回転
角度で5回走査し,平均化して総合グレードを得ることを要求していた。これに関する情報をD.5に示す。
注記 特定の基材上の,又は特殊な印字方法のシンボルで,測定装置の光軸に対し異なる傾きで見た
ときに均一な拡散反射をせず,反射特性が変化するシンボルに対しては,この方法は,適切で
ない場合がある。このようなシンボルは,ISO/IEC TR 29158の方法で,より適切に測定できる
場合がある。
7.5
走査グレードの基準
二次元シンボル品質評価は,7.8に規定するように,参照グレースケール画像及びそれから得られる2
値化画像の各パラメタの測定及びグレード付け,並びに参照復号アルゴリズムをこれらに適用することを
基本とする。これらのパラメタの品質グレード付けは,用いた測定条件下でのシンボル品質の相対的基準
を提供するために用いる。各パラメタを測定し,4〜0へ下がっていく整数のグレードを割り当てる。グレ
ード4が最高品質を表し,グレード0が失格を表す。
7.6
グレード付けの手順
手順を図解したフローチャートを附属書Bに示す。
シンボルを視野の中心に配置する。
16
X 0526:2017 (ISO/IEC 15415:2011)
生画像を取得する(7.2.2参照)。
画像全体で最も明るい方から0.005 %の画素を見つけ,それぞれの画素の明るさを,その画素とその画
素に隣接する8個の画素とを合わせた9個の画素の,中央値の明るさに置き換える。
7.3.3に規定した開口を生画像に適用し,参照グレースケール画像(7.2.3参照)を生成する。
参照グレースケール画像の中心で,開口径の20倍の円形領域を,Rmin及びRmaxの初期値を見つけるため
に用いることが望ましい。これらの値を用いて初期の全域的しきい(閾)値を決め,2値化画像(7.2.4参
照)を生成した後,シンボルを見つけて最初の復号を実行する。
シンボルが復号された後,Rmin及びRmaxを再測定し,参照グレースケール画像の全検査領域(クワイエ
ットゾーンを含む。)に基づいた全域的しきい(閾)値を再計算する。これらの値は,モジュール中心の再
計算に用いる。新しい2値化画像を生成する。最終的な復号を実行し,シンボルの全てのグレード付けさ
れたパラメタを計算する。これらに基づき,当該画像の走査グレードを決定する。
7.7
拡張領域全体の反射率追加検査
モジュレーション,復号及び位置検出パターン損傷のそれぞれの走査グレードが1以上の場合は,次の
ように,反射率追加検査を実行する。
− 全辺のクワイエットゾーンから20Z拡張した領域上のRmin及びRmaxを測定する。視野は,拡張された
領域の全点を含むように,十分大きくなければならない。
− 拡張領域のRminが,7.6で再測定したRminよりも低い場合,又は拡張領域のRmaxが再測定したRmaxよ
りも高い場合は,モジュレーションと位置検出パターン損傷との測定を繰り返す。その測定結果がモ
ジュレーション又は位置検出パターン損傷でグレード0であった場合,総合シンボルグレードにアス
タリスクが付記される。このアスタリスクは,シンボル周辺の基材に,読取りに影響を与えるかもし
れない極端に高い反射があることを示唆している。
注記 この反射率追加検査は,報告された総合シンボルグレードを変更するものではなく,シンボル
コントラスト,モジュレーション及び位置検出パターン損傷の各パラメタに対して報告された
グレードを変更するものでもない。
拡張領域が次の場合は,反射率追加検査を省略してもよい。
− 極端に高い又は低い反射のおそれがある可能性が低いような条件下でシンボルが作られ適用されると
いうことが,アプリケーション仕様で特別に許されていて,
− 検証器の視野が,シンボルとそのクワイエットゾーンとだけを包含する場合。
7.8
画像評価パラメタ及びグレード付け
7.8.1
参照復号アルゴリズムの使用
検証では,シンボル体系仕様で提供されている参照復号アルゴリズムを用いる。検証されるシンボルが,
装置の視野のほぼ中心に置かれているならば,工程を簡素化するために,参照復号アルゴリズムを変更し
てもよい。
次に列挙した機能を改変するような変更を,参照復号アルゴリズムに行ってはならない(ここに規定す
るグレード付け工程にとって,適応する格子像が不可欠であるため。)。参照復号は,シンボル品質パラメ
タの一連の測定に必要な次の五つの処理を実行した後に,シンボルの復号を試みる。
− 画像の中で,試験シンボル領域を探して規定する。
− GN測定のための,理想的格子の構築に用いるシンボルの固定パターンから,参照点を決める。
− データモジュールの公称中心を抽出できるように,格子像を作る。
− シンボルの各軸において,公称格子中心間隔を決める(シンボルのX寸法)。
17
X 0526:2017 (ISO/IEC 15415:2011)
− 誤り訂正を実行し,シンボル損傷が,誤り(訂正)容量をどの程度用いたかを検出する。
これらの各機能が,次の細別箇条に記載する測定の幾つかを容易にする。
7.8.2〜7.8.9に記載する画像パラメタが,この規格に適合するかを評価しなければならない。
7.8.2
復号
復号パラメタは,シンボルが参照復号アルゴリズムによって読み取られるために,全特性が十分に正し
いか否かを合否判定する。
シンボル体系参照復号アルゴリズムは,2値化画像処理によって決められた格子上のモジュール中心位
置を用い,シンボルを復号するために用いる。
シンボル体系参照復号アルゴリズムを用いて画像を復号できなかった場合,復号パラメタが不合格グレ
ードの0となり,それ以外はグレードの4となる。
7.8.3
シンボルコントラスト
シンボルコントラストは,シンボル内の二つの反射状態である明と暗とが,シンボル内で十分識別でき
るかを試験する。
シンボルの参照グレースケール画像を用いて,検査領域内の最大反射率値及び最小反射率値を測定する。
シンボルコントラストは,検査領域内の最大反射率値と最小反射率値との差である。用いる反射率値は,
7.6で規定した再測定のRmax及びRminである。
min
maxR
R
SC
−
=
シンボルコントラストのグレード付けを表5に示す。
表5−シンボルコントラストのグレード付け
シンボルコントラスト
グレード
≧ 70 %
4
≧ 55 %
3
≧ 40 %
2
≧ 20 %
1
< 20 %
0
7.8.4
モジュレーション測定及びそれに関連する測定
7.8.4.1
モジュレーション
モジュレーションとは,暗モジュール反射率及び明モジュール反射率の均一性の尺度である。印刷の太
り及び細り,格子交点に対するモジュールの配置ずれ,基材の光学特性及び印刷の非均一性は,モジュー
ル反射率と全域的しきい(閾)値との差の絶対値を低下させる場合があり,低モジュレーションは,モジ
ュールの正確な明暗識別を低下させる場合がある。
シンボル内の各モジュールの反射率値は,2値化画像にシンボル体系参照復号アルゴリズムを適用して
決められた格子を,参照グレースケール画像上に重ね合わせることによって測定される。各モジュールの
モジュレーションの値を次のように計算する。
(
)
[
]SC
/
GT
R
abs
*
MOD
−
=2
ここに,
MOD: モジュレーションの値
R: 当該モジュールの反射率
GT: 全域的しきい(閾)値
SC: シンボルコントラスト
18
X 0526:2017 (ISO/IEC 15415:2011)
表6に従って,各モジュールにグレードを割り振る。各コード語に対し,そのコード語内の全モジュー
ルの最低モジュレーションを選ぶ。MODに対する関数の中に絶対値があることから,コード語が正しく
復号されるか否かは,割り振られたグレードには何ら関係ない。このように,モジュレーションは,反射
率余裕度とは異なる(7.8.4.3参照)。
表6−モジュレーション及び反射率余裕度に対するモジュールグレード付け
モジュレーション又は
反射率余裕度
モジュール
グレード
≧ 0.50
4
≧ 0.40
3
≧ 0.30
2
≧ 0.20
1
< 0.20
0
次のように,各グレードに到達したコード語の累積数を数えて,シンボルの誤り訂正能力と比較しなけ
ればならない。
各グレードに対して,そのグレード又はそのグレードよりも高いグレードを達成しなかったコード語を
全て誤りとし,7.8.8に規定するように仮想未使用誤り訂正グレードを導く。そのコード語MODグレード
と仮想UECグレードとの低い方をとる。
注記 この仮想グレードは,7.8.8に従って計算したように,シンボルのUECグレードには関係しな
いし影響もしないが,シンボル内の欠陥をどの程度まで更に誤り訂正ができるかという補償の
尺度にはなる。あるシンボルが,他のシンボルよりも高い誤り訂正能力をもっているとすると,
前者のシンボルは後者のシンボルよりも低モジュレーションのコード語を,より多数許容する
ことができる。附属書Fに,手引の,より十分な解説を示す。
また,シンボルに対するモジュレーショングレードは,全グレードにおける到達値の最高グレードでな
ければならない。シンボルが二つ以上の(例えば,飛越し配置)誤り訂正ブロックをもつ場合は,各ブロ
ックを単独で評価し,その中の最低グレードを,そのシンボルのモジュレーショングレードとする。
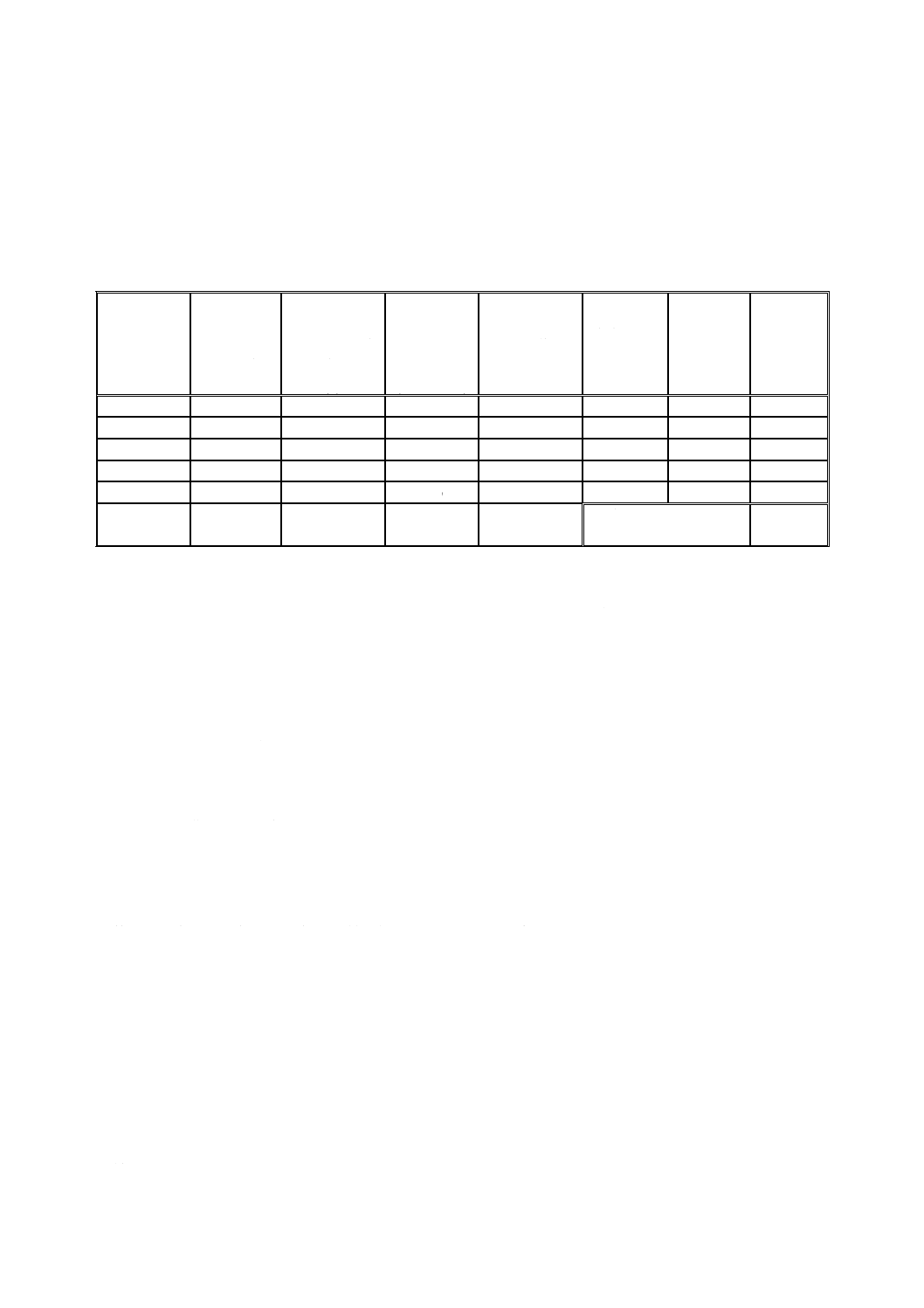
単一誤り訂正ブロック内で,30代入誤り訂正能力(60個の誤り訂正コード語)をもつ,120コード語シ
ンボルのモジュレーショングレード付けの例を,表7(A)に示す。この例におけるモジュレーショングレー
ドは,2(右端列の最高値)である。
表7(A)−二次元マトリックスシンボルにおけるモジュレーショングレード付けの例
コード語
MODグレー
ド
(a)
各グレード
(a)における
コード語数
グレード(a)以
上の累積コー
ド語数
(b)
誤りとして
仮定したコ
ード語数
(c)
(c=120−b)
仮想未使用誤
り訂正能力
(30−c)
仮想UEC
(%)
仮想UEC
グレード
(d)
(a)又は(d)
の低い方
(e)
4
25
25
95
(超過)
< 0
0
0
3
75
100
20
10
33.3 %
1
1
2
15
115
5
25
83.3 %
4
2
1
3
118
2
28
93.3 %
4
1
0
2
120
0
30
100 %
4
0
MODグレード[(e)の
最大値]
2
19
X 0526:2017 (ISO/IEC 15415:2011)
この例では,幾つかのコード語が誤りを含んでいるかもしれないが,計算には影響しない。
7.8.4.2
コントラスト均一度
コントラスト均一度は,局部的コントラスト変化の測定にとって有用な工程管理ツールとなり得る,任
意選択のパラメタである。コントラスト均一度は,総合グレードに影響しない。
コントラスト均一度は,7.8.4.1において,シンボルのデータ領域内の全モジュール中の最低MODとし
て定義される。
7.8.4.3
反射率余裕度
反射率余裕度は,各モジュールが,全域的しきい(閾)値との比較で明及び暗として,十分正しく識別
されるかという尺度である。印刷太り(又は細り),格子交点に対するモジュールの位置ずれ,基材の光学
特性,非均一な印刷,又は符号化誤りといった要因は,モジュールの反射率と全域的しきい(閾)値との
差に対する余裕を低下させるか,又はなくしてしまうかもしれない。反射率余裕度が低いと,モジュール
が明及び暗として正しく認識されない可能性を高める。
シンボル内で,各コード語の各モジュールの反射率値は,2値化画像にシンボル体系参照復号アルゴリ
ズムを適用して決められた格子を,参照グレースケール画像上に重ね合わせることによって測定する。
復号後には,各モジュールの正確な状態が分かるので,正しく認識されなかった全モジュールに対して
MARGIN 0(ゼロ)を割り振る。
明が正しいモジュールには,
(
)SC
/
GT
R
*
MARGIN
−
=2
R ≧ GTのとき
0
=
MARGIN
R < GTのとき
暗が正しいモジュールには,
(
)SC
/
R
GT
*
MARGIN
−
=2
R < GTのとき
0
=
MARGIN
R ≧ GTのとき
ここに,
MARGIN: モジュールの反射率余裕度
R: モジュールの反射率
GT: 全域的しきい(閾)値
SC: シンボルコントラスト
表6に従って,各モジュールに対するグレードを割り振る。各コード語に対し,コード語内の全てのモ
ジュールの中で最低のグレードをコード語マージングレードとして選ぶ。正しく復号されなかったコード
語には,グレード0が与えられるので,反射率余裕度はモジュレーションとは異なる。7.8.4.1を参照。
次のように,各グレードを達成したコード語の累積数を数え,シンボルの誤り訂正能力と比較する。
各グレードに対し,そのグレード又はそのグレードよりも上のグレードを達成しなかった全てのコード
語が誤りであったとして,7.8.8に規定したように,仮想未使用誤り訂正グレードを導き出す。そのコード
語マージングレードと仮想UECグレードとの低い方をとる。
注記 この仮想グレードは,7.8.8に従って計算されたように,シンボルのUECグレードには関係し
ないし影響もしないが,シンボル内の欠陥をどの程度まで更なる誤り訂正ができるかという補
償の尺度にはなる。あるシンボルが,他のシンボルよりも高い誤り訂正能力をもっているとす
ると,前者のシンボルは後者のシンボルよりも低反射率余裕度のコード語を,より多数許容す
ることができる。手引になる,より十分な解説を附属書Fに示す。
したがって,シンボルに対する反射率余裕度グレードは,全グレードにおける到達値の最高グレードと
する。
20
X 0526:2017 (ISO/IEC 15415:2011)
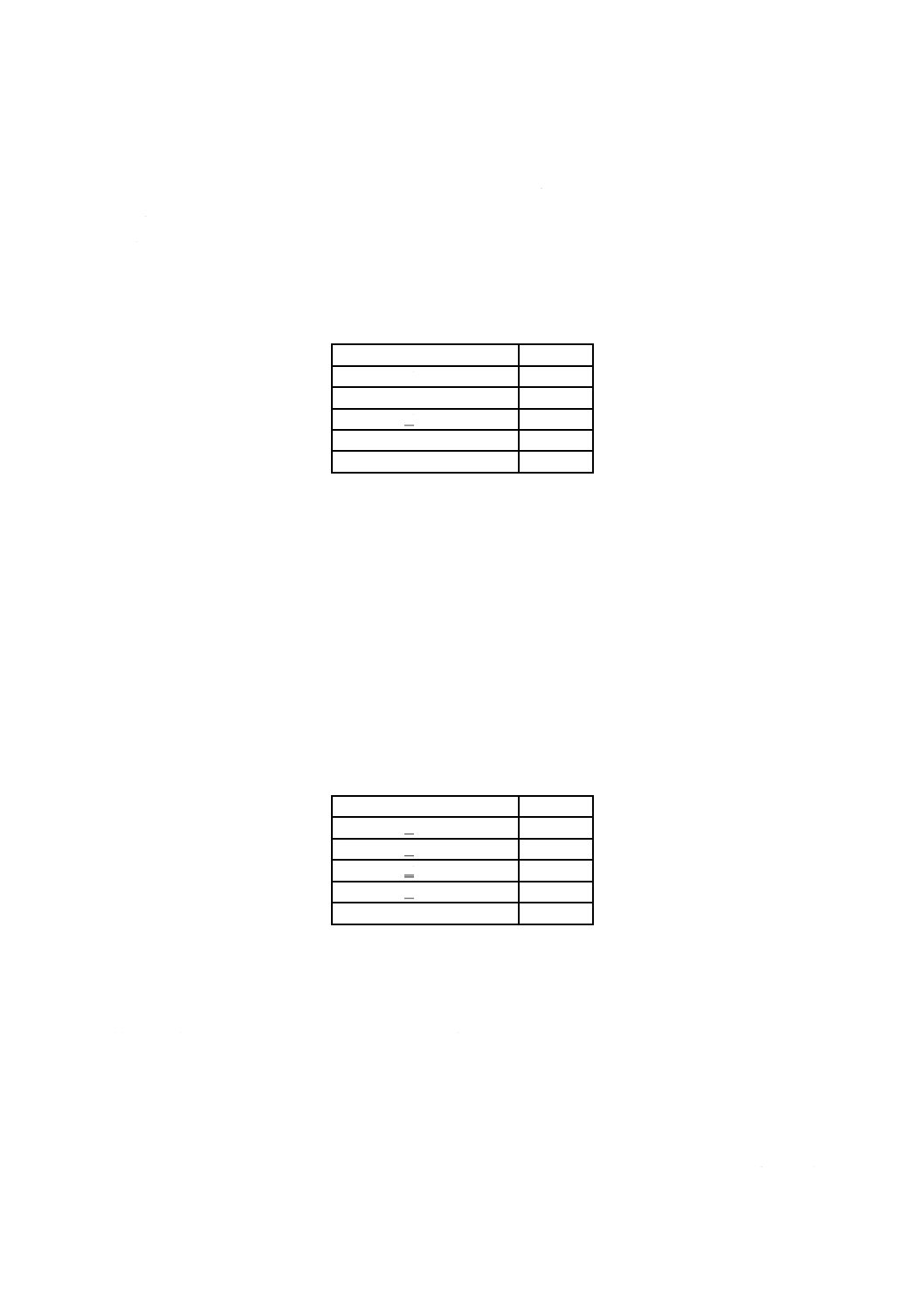
単一誤り訂正ブロック内で,30代入誤り訂正能力(60個の誤り訂正コード語)があり,120コード語シ
ンボルの反射率余裕度グレード付けの例を,表7(B)に示す。この例における反射率余裕度グレードは,1
(右端列の最高値)である。
表7(B)−附属書Fのオーバレイ手順を適用した,二次元マトリックスシンボルにおける
反射率余裕度グレード付けの例
コード語マ
ージングレ
ード
(a)
グレード(a)
におけるコ
ード語数
グレード(a)以
上におけるコ
ード語の累積
数
(b)
残りコード
語(誤り処理
後)
(c)
(c=120−b)
仮想未使用誤
り訂正能力
(30−c)
仮想UEC
(%)
仮想UEC
グレード
(d)
(a)又は(d)
の低い方
(e)
4
15
15
105
(超過)
< 0
0
0
3
70
85
35
(超過)
< 0
0
0
2
15
100
20
10
33.3 %
1
1
1
5
105
15
15
50 %
3
1
0
15
120
0
30
100 %
4
0
反射率余裕度グレード
[(e)の最大値]
1
この例は,表7(A)で用いた同じシンボルからの値を示す。ただし,この例では,グレード4からの10
個及びグレード3からの5個のコード語は,全域的しきい(閾)値の間違った側に少なくとも1個のモジ
ュールを含んでいたことが検出されて誤りであった。したがって,この例では,これらのコード語は,グ
レード0として数えられ,結果として,グレードも大きく変わった。
7.8.5
固定パターン損傷
このパラメタは,固定パターン(位置検出パターン,クワイエットゾーン,タイミングパターン,方向
指示及びその他)の損傷が,視野内にあるシンボルの位置特定と識別とを行う参照復号アルゴリズムの能
力を,受け入れ難いほどまで低下させないかどうかを,一つ以上のモジュールを明から暗へ,又はその逆
に反転させることで試験するものである。考慮すべき特定のパターン及び様々なグレードしきい(閾)値
に対応する損傷量を,対象となるシンボル体系に対し,個別に規定する必要がある。
固定パターン損傷は,対象となる形状(又は,形状の一部)におけるモジュール誤り(すなわち,意図
した色とは逆の色として現れるモジュール)の数として,参照グレースケール画像内で評価する。シンボ
ルは,多くの特徴ある形状(例えば,位置検出パターン,タイミングパターン)を含むが,グレード付け
目的には,各形状を個別に評価し,最悪値を用いるように要求することがある。
固定パターン損傷は,シンボル体系ごとに,附属書A又はシンボル体系仕様書(後者が優先)で規定し
た適切なしきい(閾)値を用いて,グレード付けをする。
7.8.6
軸の非均一性
二次元マトリックスシンボルは,通常,多角形格子内に置かれたモジュールのデータ域を含み,参照復
号アルゴリズムは,データを抽出するために,それらのモジュールの中心位置図を作らなければならない。
軸の非均一性は,作図された中心位置(すなわち,抽出された点)の間隔,又は2値化画像に参照復号ア
ルゴリズムを適用して得た格子の交点の間隔を,格子主軸それぞれの方向に測定しグレード付けをする。
軸の非均一性は,通常とは異なる読取角度において,読みやすさの妨げとなるシンボルの不規則な拡大及
び縮小に関して試験するものである。
21
X 0526:2017 (ISO/IEC 15415:2011)
隣接する抽出点の間隔は,軸ごとに平均間隔(XAVG,YAVG,…)を計算する。軸の非均一性は,文字ど
おり,抽出点の間隔が,ある軸と他の軸とでどの程度異なるかの尺度である。
AN = abs(XAVG−YAVG) / ((XAVG+YAVG) / 2)
ここに,abs( )は,絶対値を表す。シンボルの主軸が3以上の場合は,最も異なる二つの平均間隔を,軸
の非均一性とする。
軸の非均一性は,表8に示すようにグレード付けをする。
表8−軸の非均一性のグレード付け
軸の非均一性
グレード
≦ 0.06
4
≦ 0.08
3
≦ 0.10
2
≦ 0.12
1
> 0.12
0
7.8.7
格子の非均一性
格子の非均一性は,シンボルの2値化画像から参照復号アルゴリズムによって決まる格子交点の,理論
的位置からの最大ベクトルずれ量を測定してグレード付けする。
当該シンボル体系の参照復号アルゴリズムを用いて,データ領域の全格子交点の位置を求め,これらの
位置を,同じ公称寸法の理論的な理想格子と比較する。全交点の中で,実際の測定位置と理論的な位置と
の最大距離(シンボルのX寸法に対する比として表す。)を,グレード付けの目的に用いる。
理論的格子は,シンボル内の固定パターンを基にして,参照復号アルゴリズムで決められる最少参照点
によって等間隔で構築する。
格子の非均一性は,表9に示すようにグレード付けする。
表9−格子の非均一性のグレード付け
格子の非均一性
グレード
≦ 0.38
4
≦ 0.50
3
≦ 0.63
2
≦ 0.75
1
> 0.75
0
7.8.8
未使用誤り訂正
未使用誤り訂正パラメタは,誤り訂正コード語が,大きな損傷又は部分的損傷によって消費され,どの
程度残っているかを試験するものである。
最初に,参照復号アルゴリズムを用いて2値化画像を復号する。
未使用誤り訂正は,次のように計算する。
UEC=1.0−((e + 2t) / Ecap)
ここに,
e: 消失誤りの数
t: 代入誤りの数
Ecap: シンボルの誤り訂正能力(誤り訂正コード語の数から,
誤り検出用に留保された誤り訂正コード語を減じた数)
22
X 0526:2017 (ISO/IEC 15415:2011)
シンボルに誤り訂正が適用されずにシンボルが復号された場合,UECの値は1となる。(e+2t)がEcapよ
りも大きい場合は,UEC=0である。1以上(例えば,飛越し配置)の誤り訂正ブロックをもつシンボルで
は,UECは,各ブロック別に計算し,最低値をグレード付け目的に用いる。
未使用誤り訂正は,表10に示すようにグレード付けする。
表10−未使用誤り訂正のグレード付け
UEC
グレード
≧ 0.62
4
≧ 0.50
3
≧ 0.37
2
≧ 0.25
1
< 0.25
0
7.8.9
付加的グレード付けパラメタ
シンボル体系仕様又はアプリケーション仕様が,グレード付けされてシンボル総合グレードの計算に取
り入れられるような,付加的パラメタを規定する場合がある。
注記 例えば,あるアプリケーション仕様が,X寸法を特定の範囲内にすることを要求する場合もあ
る。
7.9
走査グレード付け
各走査の走査グレードは,7.8.2〜7.8.9に従って測定した走査における,全パラメタのグレードの中で最
低のグレードとする。
低品質グレードの原因を突き止めるためには,附属書Cに記載するように,問題となった走査の各パラ
メタに対するグレードを考察する必要がある。
試験パラメタごとのグレード水準を表11に示す。
表11−試験パラメタ及び値
パラメタ
グレード
復号
シンボルコ
ントラスト
固定パターン損傷
軸の非均一
性
格子の非均
一性
モジュレー
ション及び
反射率マー
ジン
(仮の値)
未使用誤り
訂正
4 (A)
合格
SC ≧ 0.70
グレードしきい
(閾)値は,シンボ
ル体系仕様又は附
属書Aを参照
AN ≦ 0.06 GN ≦ 0.38
7.8.4参照
UEC ≧ 0.62
3 (B)
SC ≧ 0.55
AN ≦ 0.08 GN ≦ 0.50
UEC ≧ 0.50
2 (C)
SC ≧ 0.40
AN ≦ 0.10 GN ≦ 0.63
UEC ≧ 0.37
1 (D)
SC ≧ 0.20
AN ≦ 0.12 GN ≦ 0.75
UEC ≧ 0.25
0 (F)
不合格
SC < 0.20
AN > 0.12 GN > 0.75
UEC < 0.25
7.10 総合シンボルグレード
正しくないデータが得られた場合,他のパラメタグレードにかかわらず,総合シンボルグレードを0と
する。それ以外の場合は,総合シンボルグレードは,個別パラメタグレードの最低グレードとなる。総合
シンボルグレードは,グレードが高い方から低くなるに従って,4.0〜0.0の範囲の数値で表す。
注記 総合シンボルグレードは,歴史的慣例に倣って,小数第1位の実数で表してもよい。
23
X 0526:2017 (ISO/IEC 15415:2011)
7.11 印刷太り
印刷太りは,読取性を低下させるような太り又は細りが生じていないかを試験する。印刷太りパラメタ
(暗又は明の印字が,モジュールの境界まで適切に満たしているかの度合)は,読取結果に影響する工程
品質の重要な指標である。印刷太りは,例えば,水平方向太り及び垂直方向太りのそれぞれを決定するた
めに,多軸においては個別に測定し評価してもよい。印刷太りは,グレード付けするパラメタである必要
はないが,工程管理の参考手段として報告するのが望ましい。
シンボルの軸ごとに,エレメントの太り又は細りを最も示す,当該シンボル体系に特有の構造を2値化
画像によって特定する。それらは,一般に,固定パターン又は孤立したエレメントである。シンボル体系
仕様とその参照復号アルゴリズムとに基づいて,軸ごとにこれらの構造に対し,モジュール内の公称寸法
DNOMを決める。
シンボルの当該軸方向で,測定する各構造を通り抜ける,参照復号アルゴリズムによって得た格子線に
沿って画素を数えることによって,構造の二つのエッジ間距離Xとしての実寸法Dを求める。
シンボルの各走査において,各軸に対し,印刷太りを,(D−DNOM)の全ての値の算術平均として計算す
る。その結果を,各走査における印刷太りの算術平均値として報告する。結果が負の場合は,細りを表す。
8
合成シンボル体系の測定方法
各シンボル部分は,個別に測定し,グレード付けをする。一次元シンボル部分は,JIS X 0520に従って
測定し,グレード付けをする。二次元シンボル部分にマルチローバーコードシンボル体系を用いている場
合は,箇条6に規定した方法を適用する。二次元シンボル部分にマトリックスシンボル体系を用いている
場合は,箇条7に規定した方法を適用する。シンボル全体を読み取る必要がある使用者とともに,一次元
シンボル部分だけを読み取る必要のある使用者にも助けとなるように,一次元シンボル部分の総合グレー
ド及び二次元シンボル部分の総合グレードの両方を報告する。
9
基材の特性
紙又は類似の媒体にシンボルを印字する事例では,基材の特性,著しい光沢,低透過及びラミネート被
覆の有無が,反射率測定に影響を与える場合がある。また,対象物の表面にシンボルをダイレクトマーキ
ングする事例では,方法によっては,その表面組成の応答性が,反射率測定に影響を与える場合がある。
これらの要因が存在する場合は,附属書Eの推奨事項を採り入れることが望ましい。
24
X 0526:2017 (ISO/IEC 15415:2011)
附属書A
(規定)
シンボルグレード付けのためのシンボル体系特有のパラメタ及び値
A.1 適用
シンボル体系によって,その構造及び参照復号アルゴリズムが異なることから,この規格又はその特定
シンボルのシンボル体系仕様内のいずれかに,各シンボル体系(特に,固定パターン損傷に関して)に特
定のグレード付け規則を定義し,規定しなければならない。
この附属書は,マキシコード(Maxicode)(ISO/IEC 16023)に対する固定パターン損傷のグレードしき
い(閾)値に対応する値を規定する。この規格の対応国際規格の初版(2004年)は,データマトリックス
及びQRコードに対する固定パターン損傷グレード付けパラメタも規定していたが,これらの規定は,シ
ンボル体系仕様が包含している。
シンボル体系仕様が,これらのパラメタグレード付けの基準を規定し,この規格に対して明確に関連付
けている場合は,そのシンボル体系仕様の基準又は値が,この附属書に示している基準又は値よりも優先
する。
幾つかのシンボル体系では,追加パラメタを要求することがある。これらのパラメタは,7.8.9に従って,
この規格の品質評価に追加しなければならない。
A.2 データマトリックスの固定パターン損傷
データマトリックスの固定パターン損傷(FPD)は,JIS X 0512に従って評価する。
注記 この規格の対応国際規格の初版(2004年)では,データマトリックスに関する固定パターング
レード付けの詳細を含んでいたが,現在では,JIS X 0512に規定している。
A.3 マキシコードの固定パターン損傷
A.3.1 評価特性項目
マキシコードの固定パターンは,
a) シンボルの中心近傍にある三つの同心円[以下,ブルズアイ(bullseye)という。],及び
b) それを取り囲む3モジュールで構成する六つの方向パターンである。これらを図A.1に示す。
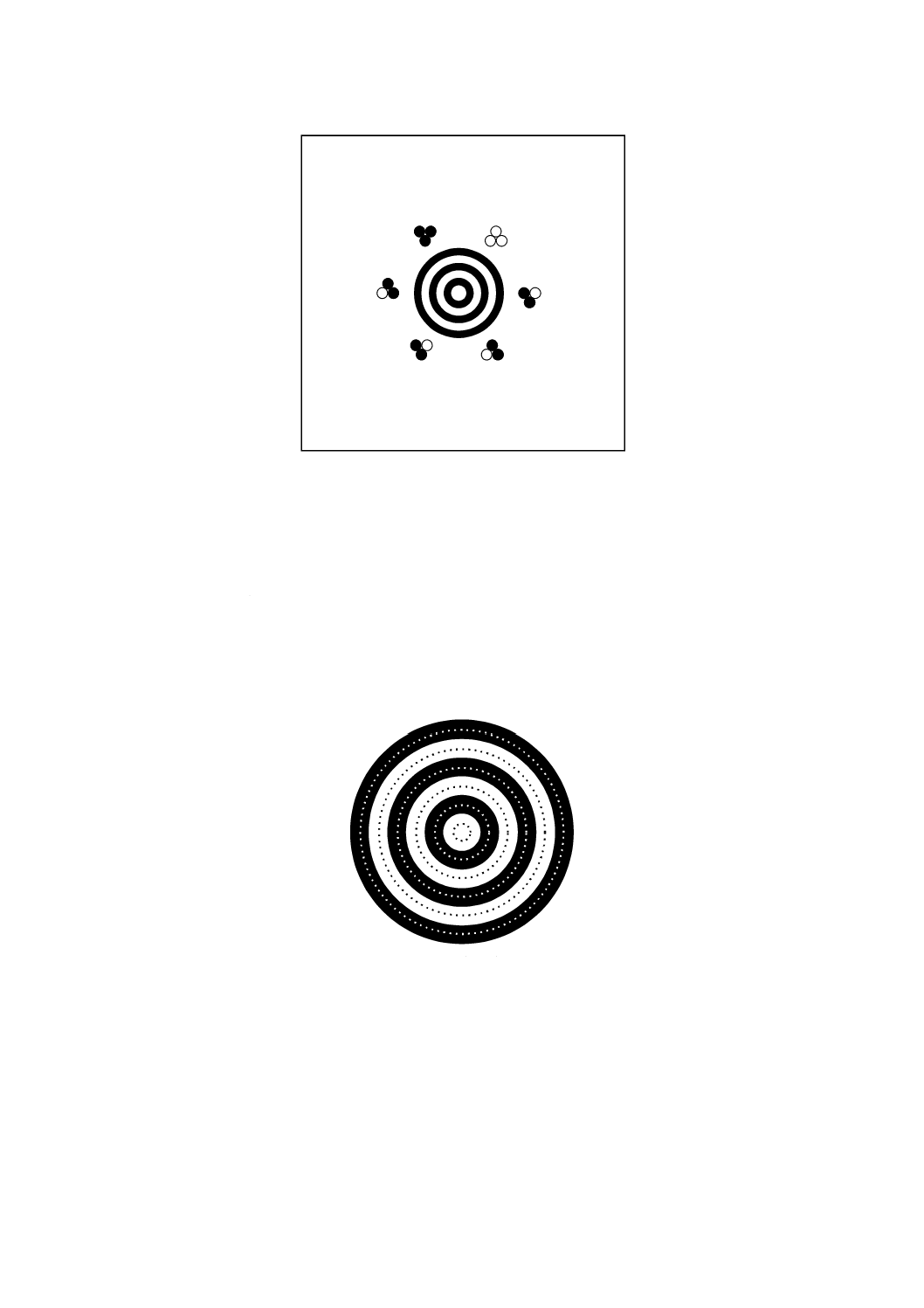
25
X 0526:2017 (ISO/IEC 15415:2011)
図A.1−マキシコードの固定パターン
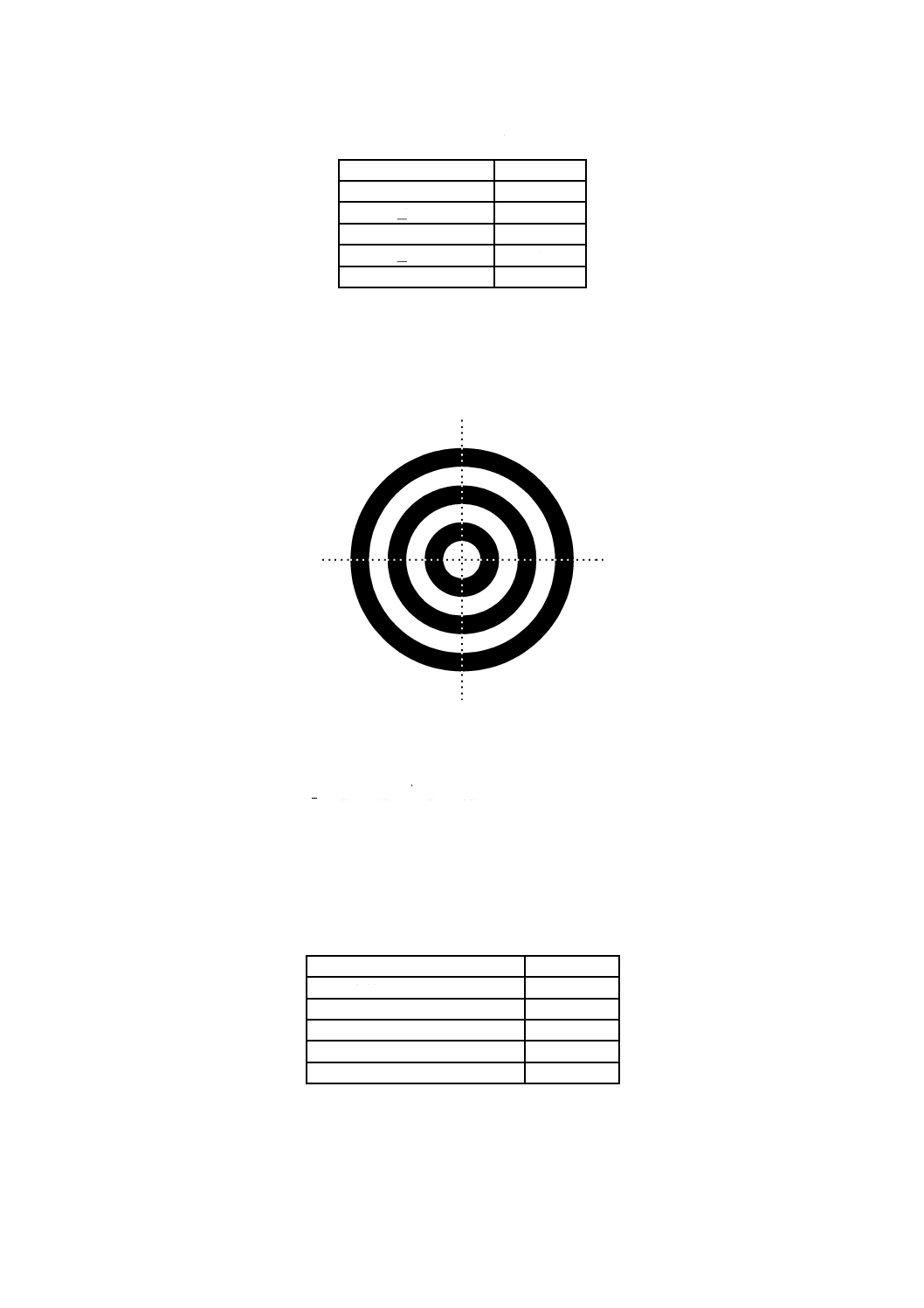
A.3.2 ブルズアイのグレード付け
ブルズアイは,データモジュールの六角形配列の自然な拡張ではなく,モジュール中心の抽出によるグ
レード付けができないため,代わりに,他の二つの品質測定を実行する。
a) 円環の連続性 ブルズアイ内の三つの暗円環と,その間にある二つの明円環とは,次に示す図A.2内
に点線で示すように,その領域内のほぼ中央の環状経路に沿って,画像画素全ての位置を抽出する。
同様に,中心の明円領域も図示のように,その領域の公称半径の3分の1の半径の小さな環状経路に
沿って抽出する。
図A.2−マキシコードブルズアイ内の抽出経路
抽出した点のこれら六つのグループは,それぞれが,各経路から何個の抽出点が誤り色(その環状経路
に沿った抽出点の合計数に対する百分率表示)かによって,次の表A.1に示すようにグレード付けをする。
26
X 0526:2017 (ISO/IEC 15415:2011)
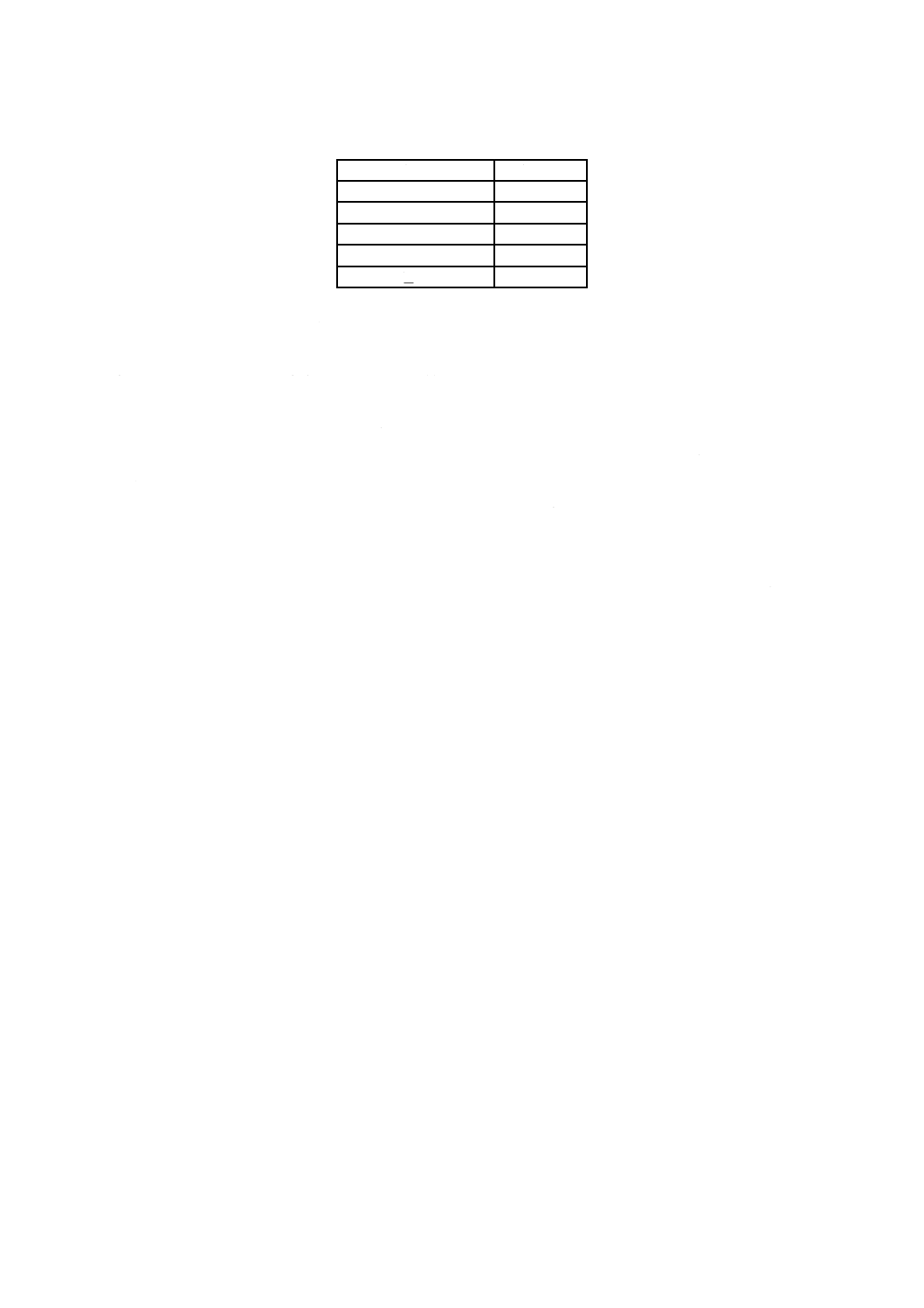
表A.1−円環の連続性グレード付け
抽出点での誤り色の数
グレード
0
4
≦ 3 %
3
≦ 6 %
2
≦ 9 %
1
> 9 %
0
b) 円環の太り 走査反射率波形は,次の図A.3に示すように,ブルズアイの中心及びJIS X 0520の方法
で確定したエッジ位置を通る水平及び垂直の走査経路(シンボルの向きに相対して)に沿ったグレー
スケール画像から測定する。
図A.3−マキシコードブルズアイにおける円環の太り抽出経路
各走査反射率波形別に,円環の太り(RG)を,次のように計算する。
(
)(
)
space
bar
space
bar
S
S
/
S
S
RG
+
−
=
ここに,
Sbar: バー(暗円環)幅の合計
Sspace: スペース(明円環)幅の合計
バー(最も外の暗円環)及び中心スペース(中心円)を除く。これらの水平及び垂直の円環の太り
測定値は,各々次の表A.2のようにグレード付けする。
表A.2−円環太りのグレード付け
RG
グレード
−0.10 < RG < +0.10
4
−0.14 < RG < +0.14
3
−0.17 < RG < +0.17
2
−0.20 < RG < +0.20
1
RG < −0.20又はRG > +0.20
0
A.3.3 方向パターンのグレード付け
六つの方向パターンは,データ領域の一部として抽出された18モジュールの集合としてまとめて扱う。
グレード付けは,次の表A.3のように,誤り(色誤り)モジュールの数を基準に行う。
27
X 0526:2017 (ISO/IEC 15415:2011)
表A.3−方向パターンのグレード付け
誤りモジュールの数
グレード
0
4
1
3
2
2
3
1
≧ 4
0
A.3.4 総合固定パターン損傷グレード
総合固定パターン損傷グレードは,六つの円環の連続性グレード,二つの円環の太りグレード及び一つ
の方向パターングレードが達成したグレードの最低グレードとする。
A.4 QRコードの固定パターン損傷及び追加パラメタ
QRコードの固定パターン損傷(FPD)及び追加パラメタは,JIS X 0510に従って評価する。
注記 この規格の対応国際規格の初版(2004年)には,QRコードに対する固定パターングレード付
けの詳細を含んでいたが,現在では,JIS X 0510に規定している。
A.5 アズテックコードの固定パターン損傷及び追加パラメタ
アズテックコードの固定パターン損傷(FPD)及び追加パラメタは,ISO/IEC 24778に従って評価する。
28
X 0526:2017 (ISO/IEC 15415:2011)
附属書B
(参考)
二次元マトリックスシンボルのシンボルグレード付けフローチャート
この附属書は,二次元マトリックスシンボルの品質グレード付けに要求される手順の流れを,図B.1に
示す。
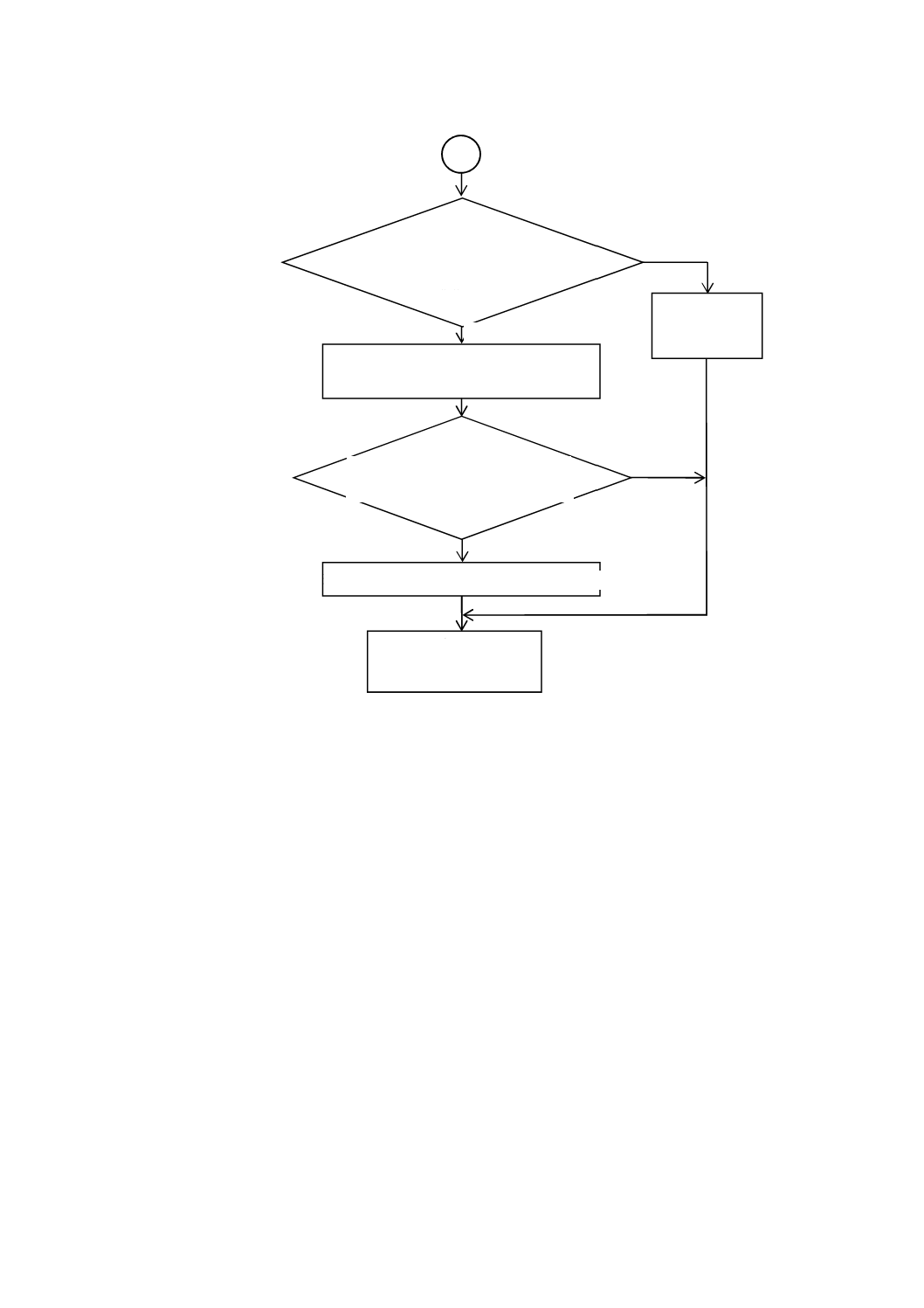
図B.1−二次元マトリックスシンボルの品質グレード付け手順
生画像の取得
合成開口の適用
参照グレースケール画像の生成
画像の中央で開口径の20倍の円領域を選ぶ。
仮のRmax,Rmin,GTを決める。
最初の2値化画像を生成する。
参照復号アルゴリズムでシンボルの境界を突き止める。
参照グレースケール画像中の検査領域からRmax,Rmin,GTを決定する。
シンボル領域の新しい2値化画像を生成する。
N
参照復号アルゴリズムで復号したか。
Y
欠陥
(グレード=0)
次のパラメタのグレード付けをする。
シンボルコントラスト,モジュレーション,固定パターン
損傷,軸の非均一性,格子の非均一性,未使用誤り訂正。
印刷太りの測定及び各軸のモジュールサイズ(Z)の計算
スキャングレード = 各パラメタの最低グレード
1
29
X 0526:2017 (ISO/IEC 15415:2011)
図B.1−二次元マトリックスシンボルの品質グレード付け手順(続き)
総合シンボルグレードに,“*”を追加する。
復号,モジュレーション,固定
パターン損傷の全てのグレー
ドが“1”以上か。
N
スキャングレ
ード=0
Y
クワイエットゾーン境界の外側に20Z分広
げた参照グレースケール画像を選択する。
拡張領域のRmin<シンボルのRmin?
拡張領域のRmax>シンボルのRmax?
N
スキャングレードによる
総合グレードを決める。
Y
1
30
X 0526:2017 (ISO/IEC 15415:2011)
附属書C
(参考)
走査グレード及びシンボルグレードの解説
この附属書では,マルチローシンボル又はマトリックスシンボルにおける,グレード低下の要因につい
て記載する。
表C.1は,示したパラメタに対し,低グレード又は不合格グレードになる多くの要因を示している。こ
れらの要因は,2種類の二次元シンボルで似ている場合もあるが異なる場合もある。
表C.1−低グレードの要因
パラメタ
マルチローシンボル
マトリックスシンボル
シンボル
コントラ
スト
・ 背景又は明モジュールの低反射率は,次によ
る。
・ 不適切な基材。例えば,赤色光に対して青
色紙
・ 光沢のあるラミネート及び上包装
・ 不適切な照明角度(特に,ダイレクトマー
キングシンボル)
・ 暗モジュールの高反射率は,次による。
・ 投射光の低吸収インク
(不適切な成分及び色)
・ 不十分なインク被覆(例えば,重なってい
ないインクジェットのドット)
・ 不適切な照明角度(特に,ダイレクトマー
キングシンボル)
・ 背景又は明モジュールの低反射率は,次によ
る。
・ 不適切な基材。例えば,赤色光に対して青色
紙
・ 光沢のあるラミネート及び上包装
・ 不適切な照明角度(特に,ダイレクトマーキ
ングシンボル)
・ 暗モジュールの高反射率は,次による。
・ 投射光の低吸収インク
(不適切な成分及び色)
・ 不十分なインク被覆(例えば,重なっていな
いインクジェットのドット)
・ 不適切な照明角度(特に,ダイレクトマーキ
ングシンボル)
復号
・ 多数の要因−この表の他のパラメタを参照
・ 印刷システムの様々なソフトウエア誤り
・ 多数の要因−この表の他のパラメタを参照
・ 印刷システムの様々なソフトウエア誤り
未使用誤
り訂正
・ 物理的損傷(こすれ,破れ,消滅)
・ 欠陥によるビット誤り
・ 一軸又は二軸方向への過剰印刷太り
・ 局所的変形
・ モジュールの配置間違い
・ 物理的損傷(こすれ,破れ,消滅)
・ 欠陥によるビット誤り
・ 一軸又は二軸方向への過剰印刷太り
・ 局所的変形
・ モジュールの配置間違い
最小反射
率(Rmin)
・ 全バーの反射率>0.5Rmax
− 考えられる原因については,シンボルコン
トラストを参照
最小エッ
ジコント
ラスト
・ 過大な印刷太り及び細り
・ 過大な測定開口
・ 不均一な基材反射率
・ 不十分なインク付着量
・ 透き通し
モジュレ
ーション
・ 印刷太り及び細り
・ 過大な測定開口
・ 不均一な基材反射率
・ インク付着量の変動
・ 透き通し
・ 印刷太り及び細り
・ 過大な測定開口
・ モジュールの配置間違い
・ 欠陥(スポット又はボイド)
・ 不均一な基材反射率
・ インク付着量の変動
・ 透き通し
31
X 0526:2017 (ISO/IEC 15415:2011)
表C.1−低グレードの要因(続き)
パラメタ
マルチローシンボル
マトリックスシンボル
欠陥
・ 基材上にあるインクによるしみ又は他の暗点
・ 印刷領域の欠け
・ 不完全な印字ヘッドエレメント
・ 過小な測定開口
復号余裕
度
・ 局所的なゆがみ
・ 印刷における画素誤り
・ 印刷中の(基材)滑り
・ インクジェットノズルの詰まり
・ 不完全なサーマルヘッドエレメント
コード語
復号率
・ 走査線の過剰なチルト角度
・ Y軸の印刷太り
・ 熱尾引き
固定パタ
ーン損傷
・ インクジェットノズルの詰まり
・ 不完全なサーマルヘッドエレメント
・ 物理的損傷(こすれ,破れ,消滅)
軸の非均
一性
・ シンボル面を印刷するときの,不適切な,基材
搬送速度
・ 印刷装置の様々なソフトウエア誤り
・ シンボル面に対して垂直ではない検証器軸
格子の非
均一性
・ 印刷時の(基材)搬送障害(加速/減速,振動,
滑り)
・ 印字ヘッドと基材との距離の変動
・ シンボル面に対して垂直でない検証器軸
印刷太り
及び細り
(非グレ
ード付け)
・ 印刷工程に依存する要因
・ 基材におけるインクの吸収性
・ ドット寸法(インクジェット,ドットピーン
など)
・ 不適切なサーマルヘッド温度
・ 印刷工程に依存する要因
・ 基材におけるインクの吸収性
・ ドット寸法(インクジェット,ドットピーンな
ど)
・ 不適切なサーマルヘッド温度
32
X 0526:2017 (ISO/IEC 15415:2011)
附属書D
(参考)
アプリケーション仕様におけるグレード付けパラメタ選択の手引
D.1 測定波長の選択
D.1.1 一般
この規格の箇条6及び箇条7は,意図する走査環境で用いる光と同じ特性の光を用いて,測定を行うよ
うに求めている。アプリケーション仕様が光源を特定していない場合は,有効な測定を行うことができ,
その結果がアプリケーションにおいて同様の走査性能を適切に示すことができるように,読取りにとって
最も適切な光源を確定するように判定しなければならない。
最大の相関のために,(分光分布を変更するようなフィルタを含む)光源だけではなく,センサの分光感
度も考慮に入れることが望ましい。なぜならば,与えられた波長での反射率は,放射された光の強度とセ
ンサの感度との関数だからである。ただし,この附属書では,センサの感度を無視している。
D.1.2 光源
バーコード走査アプリケーション用光源は,通常,次の二つの領域に入る。
− 可視波長域又は赤外波長域の狭帯域照明,又は
− 特定の色に偏っているかもしれないが,“白色光”と称される,可視波長域の大半を含む広帯域照明。
注記 特殊なアプリケーションでは,蛍光シンボルのための紫外光のように,特別な光源を求める場
合がある。
マルチローバーコード走査では,通常,620 nm〜700 nmの赤色領域にピーク波長がある狭帯域可視光を
用いる。赤外光走査では,720 nm〜940 nmにピーク波長がある光源を用いる。
二次元マトリックスシンボルでは,様々な照明条件下で走査されるが,最も一般的には,白色光を用い
る。多くの手持ち式読取装置では,一次元及びマルチローバーコードシンボルと同様に,赤色波長領域の
可視光である。
これらの目的で用いる一般的な光源は,次のとおりである。
a) 狭帯域
1) ヘリウムネオンレーザ(633 nm)(マルチローバーコードシンボルだけ)
2) LED(Light-emitting diode)(様々な可視ピーク波長及び赤外ピーク波長での単色に近い光)
3) 半導体レーザ(一般的には,660 nm及び670 nm)(マルチローバーコードシンボルだけ)
b) 広帯域
1) 白熱電球(通常,色温度が2 800° K〜3 200° Kの白色光)
2) 蛍光灯(通常,色温度が3 200° K〜5 500° Kの白色光)
3) LED(通常,色温度が7 000° K領域の白色光)
4) ハロゲンランプ(通常,色温度が2 800° K〜3 200° Kの白色光)
5) ガス放電ランプ(様々な特性の光)
これらの基本特性を次に示す。
ヘリウムネオンレーザは,可視赤色分光領域でピーク波長632.8 nm(通常,切り上げて633 nm)の単色
性の高い可干渉光を発光するガスレーザ管である。
LEDは,ペン形スキャナ又はCCDスキャナの光源として,しばしば見られる低出力固体素子である。
33
X 0526:2017 (ISO/IEC 15415:2011)
可視分光域での動作波長が620 nm〜680 nmで,一般的には633 nm,640 nm又は約660 nmである。赤外
分光域では,880 nm〜940 nmが一般的な波長範囲である。
レーザダイオードも,単色性の高い可干渉光を発光する低出力固体素子である。可視分光域で用いてい
る代表的な波長は,この規格の出版時点で,660 nm及び670 nmである。赤外分光域では,780 nmが一般
的である。それらは,手持ち式(レーザ)スキャナ及び多数の固定式スキャナで,しばしば見られる。
広帯域光源は,走査技法を用いたシステムよりも,主に,二次元画像と画像処理技術とを用いたシステ
ムで見られる。
白熱電球は,可視分光域から近赤外分光域までを含む,広い光出力分布をもっている。したがって,広
い帯域幅とそれに相対して出力分布内に明確に規定されるピーク波長とが存在しないことによって,ピー
ク波長によるよりも色温度による方が,それらの光学特性をいっそう簡便に規定できる。これらの広帯域
出力分布は,次のことを意味する。すなわち,シンボルから得られるシンボルコントラスト値は,異なる
色温度によって変化しても,狭帯域で出力分布が急しゅん(峻)なピークをもつ光源によって得られる値
よりも,値の変化がはるかに少ない。
ハロゲンランプ(より正確には,タングステンハロゲンランプとして知られている。)は,より高い色温
度及び近赤外域まで伸びた分光域全域にわたる滑らかな出力分布をもった白熱電球の進化形である。
蛍光灯光源もまた,通常,白色光を放射し,広帯域出力分布特性をもっているが,白熱電球光源と比較
して,より青色分光領域への傾向があり,しばしば,かなりの紫外成分と出力分光分布に多くのピークと
をもつ。このような光源の代表的な色温度は,3 200° K〜5 500° Kの領域にある。蛍光灯の物理的構造は,
様々な形状に形成することができる管構造で,読取装置の光軸と同軸な環状形状のものは,非常に満足で
きる均一な拡散照明を提供する。
通常“白色光”特性のLEDは,“冷たい感じの”白色光を発光し,7 000° K領域に公称色温度をもつ。
それらの実分光分布は,例えば,“青及び黄”領域又は“青及びだいだい(橙)”領域に多くのピークを示
すものがある。
ガス放電ランプは,用いるガス類の厳密な混合に従って,波長に複数の急しゅん(峻)なピークがある
分光分布をもつ傾向がある。例えば,ナトリウム蒸気が約580 nm[黄だいだい(橙)色]に明確に認めら
れるピークをもつ光を放射し,水銀蒸気が約520 nmの緑青色の光を放射する。
照明装置の分光分布を変更するためにフィルタを用いることは一般的である。例えば,2 856° Kの光特
性のランプを,ラッテン26フィルタとともに用いると,620 nm〜633 nmの光特性に近くなる。走査シス
テムで赤外吸収及び/又は紫外吸収フィルタを用いることも一般的である。フィルタを用いることによっ
て,光源の見た目の色温度を変えることができる。
注記 上記の波長及び色温度は指標であり,技術の進化によって変わる場合がある。
D.1.3 波長の変化による影響
基材又はバーコードシンボルエレメントからの反射率は,照明光の波長によって変動する。黒,青又は
緑の印刷領域は,赤色可視光を強く吸収する傾向がある(それゆえ,低反射率となる。)。一方,白,赤又
はだいだい(橙)の領域は,そのような照明光の大半を反射する。赤外分光域では,成分の見た目の色は
反射率に全く関係しない。すなわち,反射を左右する染色(例えば,炭素含有率)の性質による。参考と
して,633 nmで測定された反射率の場合,660 nm又は680 nmで測定すると,結果は大きく異なり,シン
ボルグレードを1又は2段階変えてしまうのに十分である。また,感熱紙に印刷されたバーの場合は,よ
り大きく異なる。
広帯域照明の場合,光の分光出力分布に複数の波長の光が存在することは,様々な光源からの白色光下
34
X 0526:2017 (ISO/IEC 15415:2011)
で測定された黒インクの反射率が大きく変動しないことを意味する。しかし,照明光に多くの赤外成分が
含まれている場合は,染料系の黒インクでは,多少の変動(反射率の増加)がある場合がある。カラー顔
料では,より大きな変動があるであろう。光路中にフィルタを挿入することによって,一つのピークをも
つ分光分布が得られる。その場合は,読取器の分光感度曲線は,その分光分布に,より密接に適合するこ
とが求められる。赤外及び紫外の両方を吸収するフィルタを光学系に含めることは,一般的である。
D.1.4 広帯域光源の選択に影響することに関する考察
広帯域光源は,明白に認められる鋭いピークのない広い波長域の光を放射すると定義されているが,波
長ごとに光の強度は多様である。特に,色温度が3 000° K領域の光は,“温かみのある”光と言われ,こ
の光の分光分布は,赤(及び赤外)の分光領域寄りで,より強い光の強度を示す。一方,色温度が高い6 500° K
領域の光は,“冷たい感じ”の光と言われ,その光の分光分布は,紫外へと延びる青紫の分光領域に偏って
いる。青顔料では,より高い色温度の光が,より低い色温度の光よりも高い反射率値を得る。赤顔料では
逆のことがいえる。
適切なフィルタの挿入によって,光源の見た目の色温度を変えることが可能である。
可視分光域にわたる三つの狭帯域波長,例えば,赤領域,緑領域及び青領域(適切な吸収フィルタを用
いて,紫外領域及び赤外領域が除去されているとして)での反射率測定結果を併用することで,バーコー
ドシンボル品質の評価目的に十分な精度で,異なる広帯域光源の特性を近似することも可能である。すな
わち,各々の波長で適切な補正係数を適用することによって,測定結果をアプリケーションの分光感度特
性に適合するように修正することができる。
D.2 開口の選択
マトリックスシンボルのグレード付けにとって開口寸法の選択は非常に重要であり,その選択は,シン
ボルグレードを一貫性をもって測定するために7.3.3に従って規定しなければならない。アプリケーショ
ン仕様では,特定の測定開口を用いるように規定する場合もある。この規格の5.4で要求しているように,
測定を行った条件を明らかにするために,開口寸法をグレード及び照明とともに報告しなければならない。
測定開口の寸法は,検証工程中にシンボル内のボイドが“穴埋め”されるか否かに影響する。したがっ
て,モジュールの公称寸法及び予想される読取装置1) に照らして,測定開口を選択しなければならない。
小さ過ぎる測定開口は,意図しないボイド又はダイレクトマーキングシンボルのモジュールを構成するエ
レメント間の隙間を穴埋めせずに,低グレードシンボル又は復号不能シンボルとなる場合がある。逆に,
大き過ぎる測定開口は,個々のモジュールを不鮮明にして低モジュレーションとなり,シンボルの復号を
妨げる場合がある。
注1) 対応国際規格では,“scanning environment”であったが,JIS X 0500-2で規定する関連項目から,
この規格では,“読取装置”とした。
アプリケーション仕様で許容する最小モジュール寸法の50 %〜80 %の開口寸法が,アプリケーション仕
様にとって代表的な選択である。重要なこととして,公称モジュール寸法を,ある範囲(例えば,0.25 mm
〜0.40 mm)で認めるアプリケーション仕様では,全てのモジュール寸法に対して一つの開口寸法を規定
するのが望ましい。すなわち,各シンボルの検証は,モジュール寸法にかかわらず,一つの開口で行われ
る。例えば,0.25 mmの80 %である0.20 mmの開口を規定した場合,そのアプリケーションが0.40 mmの
シンボルを含んでいても,全てのシンボルを0.20 mmの開口を用いて測定しなければならない。開口寸法
は,最小モジュール寸法に等しいか又は最小モジュール寸法よりも大きい測定開口を選んでもよい。重要
なことは,一つのアプリケーション内では,一つの測定開口を規定し,一貫性をもって用いることである。
35
X 0526:2017 (ISO/IEC 15415:2011)
一つのアプリケーションで,ある範囲のモジュール寸法を用いる場合,最小モジュール寸法のシンボル
を読むために求められる比較的小さな測定開口では,許容される最大スポット寸法及び最大ボイド寸法が
制限される。大き過ぎる開口を用いた場合は,最小モジュール寸法に対するモジュレーショングレードが
低下する。一般に,開口が,より大きいほど,スポット及びボイドの許容寸法も大きくなる。逆に,開口
が,より小さいほど,読み取ることができるモジュール寸法も小さくなる。したがって,有用なアプリケ
ーション仕様とするには,最大及び最小モジュール寸法の両シンボルの読取性を考慮した測定開口を選択
する必要がある。
一つの固定した測定開口で測定することが,想定する読取装置での性能を反映する方法で全てのシンボ
ルを測定することを確実にする。測定開口の選択は,アプリケーションで用いる読取装置が影響を与える
場合もある。逆に,読取装置が測定開口の仕様によって影響を受ける場合もある。いずれの場合も,グレ
ード水準と読取性能との高い相関が得られるように,検証技法と読取装置との“整合”が必要である。
測定開口の公称径は,意図する読取装置に適するように,又は表D.1の指針を参照して,利用者アプリ
ケーション仕様で規定することが望ましい。測定開口径がアプリケーション仕様に規定されていない場合
は,表D.1を指針とすることが望ましい。あるアプリケーションにおいて,X寸法の範囲が表D.1のX寸
法のどこかに該当する場合は,全ての測定を,該当した最小X寸法に適切な開口径で行う。
注記 アプリケーション仕様は,表D.1に列挙されたものと異なるX寸法の範囲を規定する場合があ
り,表D.1の推奨とは異なる開口寸法を規定することができる。
表D.1−測定開口径の指針
最小エレメント寸法X(mm)
開口径(mm)
参照番号
0.100 ≦ X < 0.150
0.050
02
0.150 ≦ X < 0.190
0.075
03
0.190 ≦ X < 0.250
0.125
05
0.250 ≦ X < 0.500
0.200
08
0.500 ≦ X < 0.750
0.400
16
0.750 ≦ X
0.500
20
注記 参照番号は,測定開口径をミル(mil)で近似したもの。この参照番号は,JIS X 0520
及びANSI X3.182と一致している。
D.3 照明角度の選択
初期値の照明角度(45°)は,印刷されたシンボル及び部分的鏡面反射のない均一な面に表示されたシ
ンボルには十分適している。すなわち,シンボル面からの拡散反射は,投光及び受光の角度によって急し
ゅん(峻)に変化することはない。ただし,ダイレクトマーキングのシンボルでは,読取性能を最適化す
るために調整された照明角度が求められる。したがって,彫込み又はそれに似たシンボルに用いる照明の
分光特性は,シンボルへの照明角度及びシンボルからの受光角度ほど重要ではない。シンボルを読み取る
アプリケーションで用いる撮像装置が,明確なコントラストを得られるように,光源の位置を決める必要
がある。
表面の性質及び用いる印字技法によっては,光源の分光特性もそのコントラストに影響する。アプリケ
ーション仕様が,シンボルの読取りに用いる光源と同じ光源を用いて検証することを要求すれば,読取機
の性能予測精度を高めることになる。ISO/IEC TR 29158に規定している方法の変形方法が,ダイレクトパ
ーツマーキングのための適切な照明角度の選択に,より有効な場合もある。
36
X 0526:2017 (ISO/IEC 15415:2011)
D.4 最低許容グレードの選択
アプリケーション仕様における最低許容グレードの仕様は,アプリケーションが要求するデータの信頼
度とともに,高グレードシンボル生成によって増加するかもしれないコストと,そのようなシンボルを用
いてよりよい読取性能を得られることとの兼合いを基に判断することが望ましい。
高グレードシンボルを要求することは,シンボル生成者に対して,次の選択肢を制限する可能性がある。
− シンボルを表示するためのインク(又は他の表示媒体)及び基材(例えば,高水準のシンボルコント
ラストを確実にするために,規定の照明下において,高反射率の基材及び/又は低反射率のインクが
要求される。このことは,利用可能な色の選択肢を制限することになる。)
− 表示技術(例えば,ドット位置が十分制御できないプリンタは,排除される可能性がある。)
これらはまた,より低い生産率若しくはより高い水準の品質管理を必要とするかもしれないし,又はよ
り高い不良率を引き起こす可能性があるが,それらは全て高いコストをもたらすことになる。
逆に,シンボルの使用者が,よりよい読取率の恩恵を被る又は読取技術のより広い選択肢を得る可能性
がある。
低シンボルグレードが規定された場合,シンボルの使用者が次の追加コストを負うことになる可能性が
ある。
− 高品質読取装置の設置
− 低読取率の容認
− 読取不良シンボルの再処理
多くのアプリケーションが1.5(C)の最低グレードを要求している。それは,生産コストとそのアプリ
ケーションの条件下における読取性能との間の,ほどよい釣合を提供している。
コストだけではなくデータの信頼度も考慮して,高読取率の達成がより重要であればあるほど,より高
いグレードを規定する必要がある。
D.5 検証中のシンボル回転の影響
この規格の対応国際規格の初版(2004年)では,総合グレードは,シンボルを異なる5方向(チルト方
向)に回転させて得た5回の走査結果を平均して求めるとしていた。しかし,この要求は削除され,この
規格では,グレード付けには1回の走査だけを用いるとしている。
5回回転走査は,当初,二つの理由によって要求された。すなわち,均一な拡散反射を示さないシンボ
ルを補うため及び測定結果における,検証装置の影響による変化を平均化するためである。一つ目の理由
は,ISO/IEC TR 29158に規定している方法の変形方法によく記載されている。二つ目の理由は,ISO/IEC
15426-2が求める最小有効分解能を規定する7.3.3に記載されている。
5回回転要求の削除は,大半のシンボル(その特性が方向で変わらない。)にとって,検証工程を大幅に
単純化し,実質的に品質管理を容易にしている。
37
X 0526:2017 (ISO/IEC 15415:2011)
附属書E
(参考)
基材の特質
E.1
基本的説明
ある状況下,例えば,バーコードシンボルが印刷されるであろう印刷包装材料を設計及び製造する場合,
又は表面にシンボルを直接印字する場合では,この規格に従って試験するバーコードシンボルを作成する
前に,基材及び/又はインクの色が,対象となるアプリケーションに適しているかを評価することが望ま
しい。これらのシンボルの読取り及び検証における,基材の光沢及び不透明性の影響に関する追加手引に
ついては,ISO/IEC TR 19782を参照することが望ましい。
E.2
基材の不透明性
この規格の方法は,(包装の)最終形態,すなわち,最終実包装状態で測定し,箇条6(マルチローシン
ボル)又は箇条7(マトリックスシンボル)のパラメタに従って,シンボルをグレード付けすることを要
求している。
最終形態でシンボルを測定できない場合は,基材の不透明性が0.85以上であれば,高コントラストパタ
ーンを阻害する透過効果は無視できるかもしれない。不透明性が0.85未満の場合は,反射率が5 %以下の
均一な暗色で裏打ちされたシンボルを測定する。
基材の不透明性は,次のように計算する。
不透明度=R2 / R1
ここに, R1: 反射率が89 %以上の白色面で裏打ちされた基材シートサンプ
ルの反射率
R2: 反射率が5 %以下の黒色面で裏打ちされた同基材シートサンプ
ルの反射率
E.3
光沢
反射率測定で規定された基準照明条件は,鏡面反射を最大限になくし,シンボル及び基材の拡散反射率
の典型的な評価を可能にする。高鏡面材料,並びに照明角度及び/又は受光角度によって拡散反射率特性
が変化する材料では,(シンボルが直接印字された多くの材料の場合のように)導かれるグレードが45°
照明による光学設定を用いて得られるグレードとは異なる場合がある。この理由によって,7.3.4で現実の
シンボルコントラストを最大にする代替照明角度を提示している。
E.4
オーバラミネート
保護ラミネート加工によって覆われることになるシンボルは,ラミネートが施された状態で測定して,
箇条6(マルチローシンボル)又は箇条7(マトリックスシンボル)のパラメタに従って,グレード付けす
ることが望ましい。接着剤を含むラミネートの厚さは,シンボルの読取性能への影響を最小限とするため
に可能な限り薄いことが望ましい。
E.5
静的反射率測定
E.5.1 概要
38
X 0526:2017 (ISO/IEC 15415:2011)
場合によっては,バーコードが印刷される基材試料及びバーコードを印刷する色を複製した色見本又は
インク試料の,静的反射率の測定を行うことが望ましい。次に示す指針は,シンボルを動的に走査したと
きに,通常得られる結果に近い結果を予測する方法である。
静的反射率の測定は,アプリケーションに関連し,かつ,JIS X 0520に規定された照明光の波長,開口
径及び光学配置で行うことが望ましい。
この附属書の要求を満たした反射率測定装置が入手できない場合は,適切な光源及び標準濃度計を用い
て光学濃度測定を行い,反射率値への変換を行ってもよい。
濃度(D)及び反射率(R)の関係を,次に示す。
R=100 / 10D
注記 印刷されたシンボルで得られる,シンボルコントラスト及び特にエッジコントラストを,高精
度で予測することは不可能である。したがって,規定のグレードに対する最低値を超える安全
余裕度を認めることが適切である。
E.5.2 シンボルコントラスト(SC)の予測
SCの予測には,最終状態のシンボルでの最高反射率(Rmax)と最低反射率(Rmin)とを模擬した試料で
の反射率の測定を必要とする。
大部分のバーコードシンボルにおいて,Rmaxはシンボルのクワイエットゾーンで見つかることが多い。
したがって,クワイエットゾーンで見つけた条件を再現するために,Rmaxは,シンボルが印刷される材料
の少なくとも直径10Xの試料範囲の中心で,測定することが望ましい。
大部分のバーコードシンボルにおいて,Rminはシンボルの最も太いバー内,又は多数の暗モジュールが
接触する範囲内で見つかることが多い。したがって,一定したRmin値が最も得られると思われる条件を再
現するため,反射率は,2X〜3Xの幅で,暗エレメントを印刷する色に合致した色の帯状材料の中心部で
測定することが望ましい。
SCの予測値(SC')は,次の式で計算する。
SC'=Rmax−Rmin
E.1に詳しく記載した不透明性の試験を満たすことができない材料については,SCの予測を目的に行う
測定を,反射率が5 %以下の均一な暗面で裏打ちされた試料で行うことが望ましい。次に,同様の測定を,
反射率89 %以上の均一面で裏打ちされた試料で行うことが望ましい。静的SCの計算値は,暗背景と明背
景との両方の試験に対し,アプリケーションとして選択したグレードの最低値以上でなければならない。
39
X 0526:2017 (ISO/IEC 15415:2011)
附属書F
(参考)
二次元シンボル体系に適用されるパラメタグレードオーバレイ技法
この附属書は,パラメタごとに五つの固定グレード値で決定された一組のグレード値に対し,決定され
た一組の仮想グレードから,一つのパラメタに対する最終グレードを導くために,この規格で用いている
技法について記載する。
その技法では,あるパラメタにおいて,あるグレード値以上のモジュール又はコード語だけが実際に読
取可能と仮定して,そのパラメタの各グレード値に対する仮想グレードを計算する。読取可能なモジュー
ル又はコード語は,そのパラメタのルール(未使用誤り訂正基準又は固定パターン損傷基準)に従って,
そのパラメタのグレードとなる。
特定のパラメタグレード値を超えるコード語又はモジュールだけを読み取ることができる読取機にとっ
ては,そのグレード値以上のコード語又はモジュールだけが,そのグレード値のシンボルに対する読取性
能計算に数えることになる。
例えば,未使用誤り訂正基準又は固定パターン損傷基準でグレード3を得られるかもしれないときでも,
その前に,グレード2のコード語又はモジュールが数えられなければ,そのシンボルは,グレード2でな
ければならない。
グレード3以上のコード語又はモジュールが,未使用誤り訂正基準又は固定パターン損傷基準でグレー
ド2しか得られなければ,そのシンボルもまたグレード2でなければならない。
シンボルの読取性には,各グレード水準でのコード語又はモジュールの読取性と,誤り訂正を用いた又
は固定パターン損傷の,ある程度の容認によるシンボル読取能力とを考慮しなければならず,結果として
のグレードは,これら二つの,あり得る結果の高い方とすることが望ましい。
したがって,次の手順を確立することができる。
a) 上位グレード値も含み,各グレード値におけるコード語の数を数え,残り全てのコード語は,消失誤
り(マルチローシンボル)又は代入誤り(マトリックスシンボル)と仮定し,未使用誤り訂正又は固
定パターン損傷グレードを決定する。
b) 各グレード値に対し,その下のグレード値及び付随する未使用誤り訂正グレード又は固定パターン損
傷グレードを得る。
c) そのパラメタに対するシンボルグレードとして,手順b) で高い値の方を選ぶ。
この手順が,割り振ったグレード又は高位のグレードのコード語又はモジュールを読み取れる読取機の
能力は,割り振ったグレード値又は高位のグレード値の誤り訂正又は固定パターン損傷容量の範囲内とな
るため,その読取機が,割り振ったグレードに付随した性能をもつことを確実なものにする。
この手法が,不完全箇所を許容するように設計されたシンボル内の不完全箇所の計算方法を提供する。
言い換えれば,このことは,確実にシンボルを読み取りやすくする,より大きな誤り訂正容量をもつシン
ボルに有利に働く。この手法は,また,一次元シンボルの印刷品質測定と二次元シンボルの印刷品質測定
とにおいて両立する。ある意味で,線形手法(最悪状態をとることになるが)は,誤り訂正なしの場合に
おいては,上記手法の僅かな拡張である。この場合,最低グレードのコード語は,“未使用誤り訂正”にお
いては,常に“0”以外のグレードとなる必要がある。その値が“1”であった場合,たとえ他のコード語
が“4”の品質であっても,そのシンボルのグレードは“1”である。
40
X 0526:2017 (ISO/IEC 15415:2011)
注記 この計算に用いた仮想未使用誤り訂正グレード又は固定パターン損傷グレードは,そのシンボ
ルの,それぞれ6.2.4,7.8.8又は7.8.5に従って計算されたUEC又は固定パターン損傷のグレー
ドに,関係しないし影響もしない。
41
X 0526:2017 (ISO/IEC 15415:2011)
参考文献
シンボル体系仕様
・行また(跨)ぎ読取りができるマルチローシンボル
[1] JIS X 0508 バーコードシンボル体系仕様−PDF417
注記 対応国際規格:ISO/IEC 15438,Information technology−Automatic identification and data capture
techniques−PDF417 bar code symbology specification(IDT)
[2] ISO/IEC 24728,Information technology−Automatic identification and data capture techniques−
MicroPDF417 bar code symbology specification
[3] AIM ITS - SuperCode
・行また(跨)ぎ読取りができないマルチローシンボル
[4] EN 12323,AID technologies−Symbology Specifications−Code 16K
[5] ANSI/AIM BC6-1995,USS−Code 49
[6] AIM USS Codablock F
[7] JIS X 0509 情報技術−自動認識及びデータ取得技術−バーコードシンボル体系仕様−GS1データバ
ー
注記 対応国際規格:ISO/IEC 24724,Information technology−Automatic identification and data capture
techniques−GS1 DataBar bar code symbology specification(IDT)
・マトリックスシンボル
[8] (対応国際規格の誤記により,引用規格に移した。)
[9] ISO/IEC 16023,Information technology−International symbology specification−MaxiCode
[10] (対応国際規格の誤記により,引用規格に移した。)
[11] AIM USS - Code One
[12] ISO/IEC 24778,Information technology−Automatic identification and data capture techniques−Aztec Code
bar code symbology specification
[13] AIM USS - Dot Code A
・合成シンボル体系
[14] ISO/IEC 24723,Information technology−Automatic identification and data capture techniques−GS1
Composite bar code symbology specification
[15] AIM ITS - Aztec Mesas
注記1 AIM Globalが発行している仕様,すなわち,AIM International Technical Specifications (ITS)
and Uniform Symbology Specifications (USS) は,AIM, Inc.(20399 Route 19, Suite203,
Cranberry Township, PA 16066, USA)から入手可能である。
注記2 これは,シンボル体系仕様の網羅的なリストではない。
42
X 0526:2017 (ISO/IEC 15415:2011)
その他の仕様
[16] ISO 2859-10,Sampling procedures for inspection by attributes−Part 10: Introduction to the ISO 2859 series of
standards for sampling for inspection by attributes
[17] ISO 3951-1,Sampling procedures for inspection by variables−Part 1: Specification for single sampling plans
indexed by acceptance quality limit (AQL) for lot-by-lot inspection for a single quality characteristic and a
single AQL
[18] ISO 3951-2,Sampling procedures for inspection by variables−Part 2: General specification for single
sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection of independent quality
characteristics
[19] ISO 3951-3,Sampling procedures for inspection by variables−Part 3: Double sampling schemes indexed by
acceptance quality limit (AQL) for lot-by-lot inspection
[20] ISO 3951-5,Sampling procedures for inspection by variables−Part 5: Sequential sampling plans indexed by
acceptance quality limit (AQL) for inspection by variables (known standard deviation)
[21] JIS X 0521-1 バーコード検証器の適合仕様−第1部:1次元シンボル
注記 対応国際規格:ISO/IEC 15426-1,Information technology−Automatic identification and data
capture techniques−Bar code verifier conformance specification−Part 1: Linear symbols(IDT)
[22] ISO/IEC 15426-2,Information technology−Automatic identification and data capture techniques−Bar code
verifier conformance specification−Part 2: Two-dimensional symbols
[23] ISO/IEC TR 19782,Information technology−Automatic identification and data capture techniques−Effects
of gloss and low substrate opacity on reading of bar code symbols
[24] ISO/IEC TR 29158,Information technology−Automatic identification and data capture techniques−Direct
Part Mark (DPM) Quality Guideline