X 0523: 2007(ISO/IEC 15419:2001)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本自動認識システム協会(JAISA)
/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日
本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO/IEC 15419:2001,Information
technology−Automatic identification and data capture techniques−Bar code digital imaging and printing
performance testingを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任をもたない。
JIS X 0523には,次に示す附属書がある。
附属書A(規定)試験配置
附属書B(規定)設置及び操作に関する一般要件
附属書C(参考)保守及び消耗品
附属書D(参考)ソフトウエアの分類
附属書E(参考)画像化装置の分類
附属書F(参考)プログラム例
附属書G(参考)バーコード生成ソフトウエアの機能
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 2
4. バーコード作成ソフトウエア ····························································································· 3
4.1 一般要件 ······················································································································ 3
4.2 ソフトウエア及び画像化装置の分類··················································································· 3
4.3 試験要件 ······················································································································ 8
4.4 適合性 ························································································································· 8
4.5 試験報告 ······················································································································ 8
4.6 証明 ···························································································································· 9
4.7 ソフトウエア仕様書 ······································································································· 9
5. バーコード印刷システム(バーコードプリンタ) ·································································· 9
5.1 データ入力要求事項 ······································································································· 9
5.2 試験要件 ······················································································································ 9
5.3 証明書及びラベル表示 ··································································································· 12
5.4 装置仕様 ····················································································································· 12
附属書A(規定)試験配置 ···································································································· 13
附属書B(規定)設置及び操作に関する一般要件 ······································································· 14
附属書C(参考)保守及び消耗品 ··························································································· 15
附属書D(参考)ソフトウエアの分類 ····················································································· 17
附属書E(参考)画像化装置の分類 ························································································ 18
附属書F(参考)プログラム例 ······························································································· 20
附属書G(参考)バーコード生成ソフトウエアの機能 ································································ 24
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
X 0523:2006
(ISO/IEC 15419:2001)
バーコードのディジタル方式画像化及び
印刷性能試験
Information technology-Automatic identification and data capture
techniques-Bar code digital imaging and printing performance testing
序文 この規格は,2001年に第1版として発行されたISO/IEC 15419,Information technology−Automatic
identification and data capture techniques−Bar code digital imaging and printing performance testingを翻訳し,技
術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある“参考”は,原国際規格にはない事項である。
1. 適用範囲 この規格では,バーコードのディジタル方式画像化システムの特性及び分類について規定
し,制御が求められる各システムの特性を明らかにして,それらの最小要件を規定する。ここでは,これ
らの特性がこの規格に適合しているのかを評価するための試験方法についても規定する。この規格は,バ
ーコードシンボルの品質を評価する方法について規定したJIS X 0520などの規格と併せて用いる。この規
格は,ISO/IEC 15421の適用範囲にあるバーコードマスタに適用しない。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO/IEC 15419,Information technology−Automatic identification and data capture techniques−Bar
code digital imaging and printing performance testing (IDT)
参考 この規格は,基本的に基材が紙のものに印刷する場合を対象とするが,紙質については印刷さ
れたバーコードシンボルを評価することによって間接的に規定する。リライト紙及びカードの
材質であるプラスチックなどに印刷する場合もこの規格を適用することが望ましい。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。ただし,この規格に基づいた取決めを
する関係者は,引用規格の最新版の適用について検討することが望ましい。現在有効な国際規格は,ISO
及びIECが管理している。
JIS X 0504 バーコードシンボル−コード128−基本仕様
備考 ISO/IEC 15417 Information technology−Automatic identification and data capture techniques−
Bar code symbology specification−Code 128が,この規格と一致している。
JIS X 0507 バーコードシンボル−EAN/UPC−基本仕様
備考 ISO/IEC 15420 Information technology−Automatic identification and data capture techniques−
Bar code symbology specification−EAN/UPCが,この規格と一致している。
2
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS X 0520 バーコードシンボル印刷品質の評価仕様−1次元シンボル
備考 ISO/IEC 15416 Information technology−Automatic identification and data capture techniques−
Bar code print quality test specification−Linear symbolsが,この規格と一致している。
JIS Z 9015-1 計数値検査に対する抜取検査手順−第1部:ロットごとの検査に対するAQL指標型抜
取検査方式
備考 ISO/DIS 2859-1.2, Sampling procedures for inspection by attributes−Part 1: Sampling schemes
indexed by acceptable quality lebel (AQL) for lot-by-lot inspectionが,この規格と一致している。
ISO/IEC 15426-1 Information technology−Automatic identification and data capture techniques−Bar code
verifier conformance specification−Part 1: Linear symbols
ISO 2859-1 Sampling procedures for inspection by attributes−Part 1: Sampling schemes indexed by
acceptable quality level (AQL) for lot-by-lot inspection
CEN EN 1556 Bar coding−Terminology
3. 定義 この規格で用いる主な用語の定義は,CEN EN 1556によるほか,次による。
3.1
設定可能画像解像度(addressable imaging resolution) 1本の直線に沿った単位長さ当たりの最大画
素数(例えば,ドット/mm)を表し,バーコード作成者がこれを指定できる。作成者が指定できない画
像化装置及びソフトウエアを用いて高められた解像度は,この解像度から除外する。
3.2
調整済みBWC(adjusted BWC) 設定可能画像解像度に合わせて調整した後のBWC。
3.3
バー幅補正[bar width compensation(BWC)] 印刷又は画像化によって発生すると予想される太り
又は細りを補正するために,機械読取り可能なシンボル,バーコードマスタ又はディジタルバーコードフ
ァイル上にあるバーの幅を縮小又は拡大する度合い。
3.4
バー幅拡大[bar width increase(BWI)] 印刷又は画像化によって発生すると予想される細りを補正
するために,機械読取り可能なシンボル,バーコードマスタ又はディジタルバーコードファイル上にある
バーの幅を拡大する度合い。
3.5
バー幅縮小[bar width reduction(BWR)] 印刷又は画像化によって発生すると予想される太りを補
正するために,機械読取り可能なシンボル,バーコードマスタ又はディジタルバーコードファイル上にあ
るバーの幅を縮小する度合い。
3.6
ビットマップ(bit map) 画像化装置から出力され,画像を,構成単位である画素レベルで電子的
に表現したもの。
3.7
消耗品(consumables) 印刷媒体,すなわち定期的に利用者が補充しなければならないリボン,ラ
ベル,印刷基材,トナー,インキなどの材料。
3.8
バーコードプリンタ(dedicated bar code printer) データをバーコードシンボルに変換できる機能を
備えている印刷装置。
3.9
ディジタルバーコードファイル(digital bar code file) ディジタル形式で作成及び保存されている
バーコードファイル。
3.10 ディジタルバーコード画像化システム(digital bar code imaging system) バーコード画像を生成する
ために必要なソフトウエアとハードエア部分とからなるシステム。
3.11 ゆがみ(distortion) 一枚の版下における高さと幅の比を修正して,柔軟性のある凸版印刷版を輪
転印刷機の印刷シリンダに巻き付けたとき,画像に生じる寸法変化(不均衡)。
3.12 不均衡(disproportioning) 3.11に示す。
3
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.13 はん用プリンタ(general purpose printer) 連続したデータを,有効なバーコードシンボルに変換で
きない印刷装置(例えば,事務用プリンタ。)。
3.14 イメージセッタ(imagesetter) 写真用フィルム,紙又は印刷版に,設定可能解像度でコンピュータ
画像を出力する際に用いる装置。
3.15 画像化ツール(imaging tool) 画像を直接的又は間接的に印刷基材へ転送する装置。
3.16 丸め誤差(rounding errors) 画像化装置において,バー又はスペースモジュールへのドット割付け
が一貫していない状態。すなわち,利用者指定寸法に基づいた各モジュールが,一貫性のある数のドット
から構成されていない状態。
参考 用語に関しては,JIS X 0500(データキャリア用語)も参照。
4. バーコード作成ソフトウエア この箇条で規定する試験手順の目的は,印刷装置と連動して用いるソ
フトウエアが,上質シンボルを生成できる条件を規定することを目的とする。報告された条件下で実施す
る試験は,一般に,照査した設定で行われる。実運用で作成されているシンボルを検証するには,JIS X 0520
に規定している方法を用いることが望ましい。さらに,目視確認を行って,シンボル体系仕様書及びその
他の適用可能な仕様書に従って,シンボルが正しく形成されているかを確認した方がよい。装置の保守及
び補給品に関する手引については,附属書Cに記載する。
4.1
一般要件
4.1.1
データ入力 どのシンボルについても,目視可能テキスト及びシンボルキャラクタは,可能な限り,
1回のキー入力によって生成されることが望ましい。ソフトウエアは,適切な形成アルゴリズムを使って,
該当するアプリケーション仕様書を満たすようにした方がよい。
入力工程では,目標とするモジュール幅(X)又は倍率,太細比(N)及びバー高さといった関連性のあ
るシンボルパラメタも,シンボル体系仕様書で利用者設定可能となっている場合には,入力できるように
なっている方がよい。そのような入力の場合は,4.2の各箇条で規定するように,目標エレメント寸法の調
整を始めとする,画像化又は印刷システムの機能から制約を受ける。
参考 Xはモジュール寸法,Nは太細比を表す。
符号化データのチェックキャラクタは,ソフトウエアで算出するか,ソフトウエアで検証するかのいず
れかとする。例えば,ソフトウエアがEAN-13シンボル向けに12けただけ入力するよう指示した場合,ソ
フトウエアは,自動的にチェックキャラクタを計算する。また,ソフトウエアが13けたを入力するよう指
示して,チェックキャラクタの入力が正しくない場合は,誤りを表示することもある。後者の方法では,
有効なデータが入力されたことが保証される。
ラベルの配置を設計するときに,操作者が妥当性を確認できるように表示装置による制限があるが,入
力データを表示できるようになっていた方がよい。さらに,ソフトウエアは,符号化しているシンボルキ
ャラクタを表示してもよい。
4.1.2
クワイエットゾーン ソフトウエアは,クワイエットゾーンとして必要とされるシンボルの周辺領
域を,画像又はテキスト形式で指示した方がよい。
備考 シンボルを印刷又は配置する際に,最小クワイエットゾーンが保たれるようにするため,例え
ば,基材への印刷に太りなどが生じる可能性がある場合は,クワイエットゾーンの境界と接す
るディジタル画像にある位置合せマーク(トンボ)の位置,及び印刷対象となる領域又は基材
のエッジに対するシンボルの相対位置を調整しなければならないこともある。
4
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
ソフトウエア及び画像化装置別による考察 ソフトウエアの分類については,附属書Dに,画像化
装置の分類については,附属書Eに示す。
参考 この規格では,バーコード画像化装置を大まかに,直接バーコード画像化装置と間接バーコー
ド画像化装置とに分類し,さらに直接バーコード画像化装置をバーコードプリンタとはん用プ
リンタとに分類し,それぞれのソフトウエアについて規定する。
4.2.1
直接バーコード画像化装置のソフトウエア ここでは,基材上に最終的なバーコードシンボルを作
成する画像化装置用の,ソフトウエア設計要件を規定する。この直接バーコード画像化装置用のソフトウ
エアを,バーコードプリンタソフトウエアとはん用プリンタソフトウエアとに分類する。
参考 4.2.1.1 バーコードプリンタ用ソフトウエアは,バーコードプリンタの内部機構についての記述
であり,内容的にも 4.2.1.2 はん用プリンタ用ソフトウェアと重複している。
4.2.1.1
バーコードプリンタ用ソフトウエア ここでは,バーコードプリンタ用のソフトウエア要件を規
定する。バーコードプリンタの中には,バーコードシンボルを生成するために必要な,すべての下位ソフ
トウエアを備える。すなわち,様々なシンボル形式をプリンタ特有のファームウエアに保存する。バーコ
ード作成ソフトウエアは,処理のための命令をプリンタのファームウエアに送信するだけで,シンボルを
生成することができる。これらの命令は,一般にデータキャラクタ,エレメント寸法(通常は,処理可能
なドットの倍数として示される),シンボルの方向及びシンボル配列を決定する。
4.2.1.1.1
目標エレメント寸法の調整 この手順の目的は,丸め誤差をなくすために,シンボルの目標モ
ジュール幅を修正してシンボルを生成することにある。ソフトウエアは,設定されている出力解像度に基
づいて,シンボルキャラクタのエレメント幅を調整できなければならない。これは,すべてのエレメント
幅における処理可能なドット数が整数となるように,シンボル全体の幅を調整することを意味する。縦横
比が一定であるシンボルについては,エレメント幅の調整量に比例してモジュール高さ(Y寸法)を調整
することが望ましい。
調整後の値が,シンボル体系仕様書又はアプリケーション規格が規定している幅の範囲におさまるので
あれば,最も近い整数に調整するために,端数を切り捨てるのがよい。切り上げると,クワイエットゾー
ンに割り当てている領域に,縮小又は干渉が発生する可能性があるため,切り捨てるのが望ましい。クワ
イエットゾーンが縮小される可能性があるのは,目標シンボル幅と非常に近いラベル幅を選択した場合で
あり,クワイエットゾーンに干渉する可能性があるのは,シンボル幅が拡大したにもかかわらず,隣接す
る画像領域をそのまま固定している場合である。シンボルモジュール幅を切り上げる場合は,ソフトウエ
アは,設計者へ,必要なクワイエットゾーン領域を明確に示すことが望ましい。この手順を示したプログ
ラム例を,附属書Fに示す。
4.2.1.1.2
設計特性の記録 バーコードプリンタ向けのディジタルバーコードファイルは,一般に,特定
モデルのプリンタ向けに,特定の解像度で作成される。シンボルを印刷する当事者にとっては,シンボル
の出力段階に近い生産段階でバーコードを生成するのがよい。これが不可能であり,二者間でディジタル
バーコードファイルの受渡しを行う場合には,ある程度の設計特性を伝達することが望ましい。バーコー
ドプリンタでの出力段階におけるシンボル品質を確実にするためには,次の設計特性を伝達することが望
ましい。
a) シンボル出力用に設定した出力解像度。
b) 設定した出力解像度に基づいて調整したシンボルモジュール寸法(4.2.1.1.1に示す。)。
4.2.1.2
はん用プリンタ用ソフトウエア ここでは,はん用プリンタ用のソフトウエア要件を規定する。
はん用プリンタは,バーコードシンボルを生成するための下位ソフトウエアを備えていない。
5
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考 4.2.1.2.1 〜 4.2.1.2.3 までの規定に加え,4.2.2.4 の規定も考慮すべきである。
4.2.1.2.1
目標エレメント寸法の調整 この手順は,丸め誤差をなくすために,シンボルの目標モジュー
ル幅を修正してシンボルを生成することを目的とする。ソフトウエアは,設定されている出力解像度に基
づいて,シンボルキャラクタのエレメント幅を調整できなければならない。これは,すべてのエレメント
幅における処理可能なドット数が整数となるように,シンボル全体の幅を調整することを意味する。縦横
比が一定であるシンボルについては,エレメント幅の調整量に比例して,モジュール高さ(Y)を調整す
ることが望ましい。
調整後の値が,シンボル体系仕様書又はアプリケーション仕様書で規定している幅の範囲におさまるの
であれば,最も近い整数に調整するために,端数を切り捨てるのが望ましい。切り上げると,クワイエッ
トゾーンに割り当てている領域に,縮小又は干渉が発生する可能性がある。クワイエットゾーンが縮小さ
れる可能性があるのは,目標シンボル幅と非常に近いラベル幅を選択した場合であり,クワイエットゾー
ンに干渉する可能性があるのは,シンボル幅が拡大したにもかかわらず,隣接する画像配置領域をそのま
ま固定している場合である。シンボルモジュール幅を切り上げる場合には,ソフトウエアは,設計者へ,
必要なクワイエットゾーン領域を明確に示すことが望ましい。この手順を示したプログラム例を,附属書
Fに示す。
参考 はん用プリンタは,基本的にドットの集合によってバーコードを形成している。ドット列を重
ね合わせることによってエレメントを形成した場合,ドット列の横方向寸法がエレメント幅と
なる。
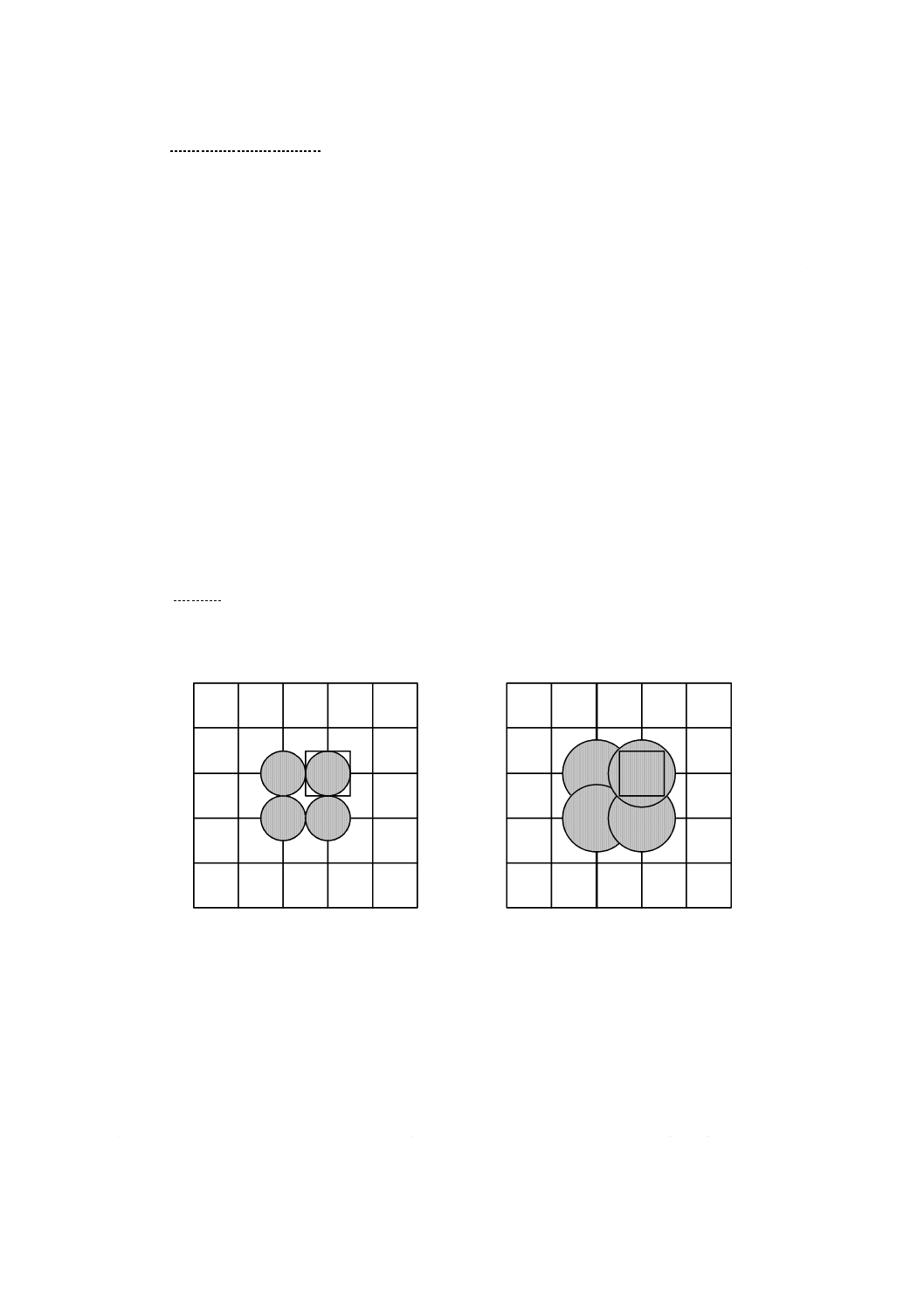
4.2.1.2.2
調整済みBWC はん用プリンタで印刷したドットの幅は,通常,図1の右に示すように,二つ
の隣接するドットの中心間寸法(画素寸法)よりも大きくなる。
ドット幅と画素幅とが等しい図(左)及び画素幅よりドット幅が大きい場合の図(右)
図 1 はん用プリンタにおけるドット幅と画素幅との比較
ドットサイズが大きくなっていると,プリンタを駆動するソフトウエアでこの条件を補正しない限り,
公称値よりもバーが太く印刷される(その分,スペースが細く印刷される。)。BWCは,一般に,バーコ
ードの作成段階で実施する手順であり,印刷工程で発生するバー幅の太り又は細りを,事前に補正する。
調整済みBWCは,BWCを,設定している出力解像度に基づいて,画像装置が処理可能な整数ドット数
となるようにした手順の結果である。BWCには,BWRとBWIとの二種類がある。印刷太りが予想される
場合は,BWRを用いる。BWRは,最も近い整数値になるように,端数を切り上げて調整するのが望まし
い。これは,スペースがわずかに細くなるよりも,バーがわずかに細くなる方がよいためである。印刷細
6
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
りが予想される場合は,BWIを用いる。BWIは,最も近い整数値になるように,端数を切り捨てて調整す
るのが望ましい。スペースがわずかに細くなるよりも,バーがわずかに細くなる方がよいためである。こ
の手順を示したプログラム例を,附属書Fに示す。
4.2.1.2.3
設計特性の記録 プリンタの消耗品が適切であって,プリンタの動作条件も保たれている場合
に,出力条件が指定の設計特性に適合しており,二次的なイラスト用又はページ割付け用のソフトウエア
パッケージに取り込むことによってシンボルがゆがめられていないとき,プリンタは,品質の高いシンボ
ルを出力することが望ましい。シンボルを印刷する当事者にとっては,シンボルの出力段階に近い生産段
階でバーコードを生成するのがよい。これが不可能であり,二者間でディジタルバーコードファイルの受
渡しを行う場合には,ある程度の設計特性を伝達することが望ましい。はん用プリンタでの出力段階にお
けるシンボル品質を確実にするためには,次の設計特性を伝達することが望ましい。
a) シンボル出力用に設定した出力解像度。
b) 設定した出力解像度に基づいて調整したシンボルモジュール寸法。
c) 設定した出力解像度に基づいて調整したBWC。
4.2.2
間接バーコード画像化装置用ソフトウエア ここでは,間接画像化装置(例えば,イメージセッタ)
のソフトウエア要件を規定する。イメージセッタは,一般に,写真用フィルム又は紙に版を作り,その版
を用いて,伝統的な印刷機用の印刷版を作るために使用する。高分解能のシンボルが必要な場合に,イメ
ージセッタをバーコードシンボルの直接生成に使用することもできる。また,イメージセッタを,印刷版
の直接生産に使用することもできる(例えば,印刷版への直接描画)。
4.2.2.1
目標エレメント幅の調整 この手順は,丸め誤差をなくすために,シンボルの目標モジュール幅
を修正してシンボルを生成することを目的とする。ソフトウエアは,設定されている出力解像度に基づい
て,シンボルキャラクタのエレメント幅を調整できなければならない。これは,すべてのエレメント幅に
おける処理可能なドット数が整数となるように,シンボル全体の幅を調整することを意味する。縦横比が
一定であるシンボルについては,エレメント幅の調整量に比例してモジュール高さ(Y)を調整すること
が望ましい。
調整後の値が,シンボル体系仕様書又はアプリケーション仕様書で規定している幅の範囲におさまるの
であれば,最も近い整数に調整するために,端数を切り捨てるのが望ましい。切り上げると,クワイエッ
トゾーンに割り当てている領域に,縮小又は干渉が発生する可能性がある。クワイエットゾーンが縮小さ
れる可能性があるのは,目標シンボル幅と非常に近いラベル幅を選択した場合であり,クワイエットゾー
ンに干渉する可能性があるのは,シンボル幅が拡大したにもかかわらず,隣接する画像配置領域をそのま
ま固定している場合である。シンボルモジュール幅を切り上げる場合には,ソフトウエアは,設計者へ,
必要なクワイエットゾーン領域を明確に示すことが望ましい。この手順を示したプログラム例を,附属書
Fに示す。
4.2.2.2
調整済みBWC(バー幅補正) BWCは,一般に,バーコード作成段階で実施する手順であり,
印刷工程で発生するバー幅の太り又は細りを,事前に補正する。例えば,印刷機が0.254 mmのバー幅を
0.330 mmで印刷したのであれば,バーの両側に0.038 mmずつ太りが生じていることになる。バーを目標
値である0.254 mmに近付けて印刷するためには,最終的なフィルム及び画像化ツール上のバーに,0.076
mmのBWRを適用する。この例では,全バーの幅が0.076 mmずつ縮小され,これに隣接するすべてのス
ペースの幅が0.076 mmずつ拡大されることになる。
参考 原国際規格では目標値0.330 mmとなっているが,0.254 mmの誤りであるため修正した。
調整済みBWCは,BWCを,設定している出力解像度に基づいて,画像装置が処理可能な整数ドット数
7
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
となるようにした手順の結果を表す。BWCには,BWRとBWIとの二種類がある。印刷太りが予想される
場合は,BWRを用いる。BWRは,最も近い整数値になるように,端数を切り上げて調整するのが望まし
い。これは,スペースがわずかに細くなるよりも,バーがわずかに細くなる方がよいためである。印刷細
りが予想される場合は,BWIを用いる。BWIは,最も近い整数値になるように,端数を切り捨てて調整す
るのが望ましい。スペースがわずかに細くなるよりも,バーがわずかに細くなる方がよいためである。こ
の手順を示したプログラム例を,附属書Fに示す。
4.2.2.3
予想されるゆがみの調整 バーコードは,バーが印刷用紙の送り方向と平行になる向きのさく
(柵)状配置で画像化されるのが一般的である。しかし,シンボルのバーを印刷方向に対して垂直になる
向きのはしご状配置に配置せざるを得ないことがあるため,明示されているロール状印刷版の円周に基づ
いて,印刷用紙の送り方向へ画像をゆがめさせることが必要になる場合がある。このような場合には,バ
ーコード生成段階で次のソフトウエア手順を用いると,シンボルが生産段階でゆがめられることになって
も,丸め誤差を防ぐことができる。
a) 印刷版をシリンダに巻き付けたときに発生する印刷版の伸びを補正するために必要なゆがみ率を決定
する。
b) 印刷したいシンボルのXに,手順a)で求めたゆがみ率を乗じ,ゆがめられた画像の目標Xを決定す
る。
c) 手順b)で得た目標Xの端数を切り捨てて,イメージセッタのモジュール当たりドット数として,最も
近い整数値になるように調整する。
d) 手順c)で得た調整された目標Xをゆがみ率で除し,ゆがめられる前のアートワークでバーコードを作
成する際に用いるXを決定する。
これらの四つの手順と,BWR及び4.2.2.4で規定する特定シンボルキャラクタ向けの特殊な補正とを合
わせたものを,附属書FのF. 3に示す。
4.2.2.4
特殊なEAN / UPCシンボルキャラクタの調整 数値1,2,7及び8を符号化している四つのEAN
/ UPCシンボルキャラクタは,JIS X 0507の表8に示されているように,バー及びスペースを“縮小”又
は“拡大”しなければならない。この調整は,均一な印刷太りを補正するために必要となるBWRとは無
関係である。EAN / UPCシンボルの左側にあるキャラクタ1及び2並びに右側にあるキャラクタ7及び8
の場合は,バーエレメントの幅を(1 / 13)X縮小し,左側にあるキャラクタ7及び8並びに右側にあるキャ
ラクタ1及び2の場合は,バーエレメントの幅を(1 / 13)X拡大する。
特殊なEAN / UPCシンボルキャラクタの調整とは,数値1,2,7及び8を表すシンボルキャラクタに対
して,バー幅を補正する目的で実施する調整手順をいう。調整量は,(1 / 13) Xに最も近い処理可能なイメ
ージセッタドット数とするのが望ましい(0.5以上の場合は切り上げ,0.5未満の場合は切り捨てる。)。調
整量は,すべての1,2,7及び8のエレメントについて,常に同じドット数にすることが望ましい。ソフ
トウエアは,JIS X 0507の表8に基づいて,数値1,2,7及び8を表すシンボルキャラクタのモジュール
幅を修正するのが望ましい。この手順を示したプログラム例を,附属書Fに示す。
8
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2.2.5
設計特性の記録 4.2.2.1〜4.2.2.4に規定するバーコード作成プロセスは,出力条件が指定の設計
特性に適合しており,二次的なイラスト用又はページ割付け用のソフトウエアパッケージに取り込むこと
によって,ディジタルバーコードファイルがゆがめられていないとき,品質の高いシンボルを供給する。
出力解像度がわかっているときには,生産段階でバーコードを生成するのがよい。これが不可能であり,
二者間でディジタルバーコードファイルの受渡しを行う場合には,ある程度の設計特性を伝達することが
望ましい。間接画像化装置(例えば,イメージセッタ)での出力段階におけるシンボル品質を確実にする
ためには,次の設計特性を伝達することが望ましい。
a) シンボル出力用に設定した出力解像度。
b) 設定した出力解像度に基づいて調整したシンボルモジュール寸法。
c) 設定した出力解像度に基づいて調整したBWC。
d) 意図する印刷工程及びシンボルの方向。
e) ディジタルバーコード作成者の名前及び会社名。
f)
用いられるシンボル作成ソフトウエアパッケージ。
g) シンボル生成日。
h) 適用可能ならば,バーコード化された商品の説明及びバーコードを指定(発注)した会社名。
4.3
試験要件
4.3.1 システム構成 試験のための個々の設定は,供給者の指示に従ってソフトウエアをインストールし,
構成に関する次の情報を,試験結果と合わせて記録しなければならない。
a) ハードウエア構成とそれに関連するパラメタ(コンピュータ,インタフェース,プリンタの型式及び
出力解像度)
b) 試験対象となるソフトウエアのバージョン番号及び改訂番号を含む識別情報
c) 試験対象となるソフトウエアの機能を試験する際に,その機能を有効にするために必要となる追加ソ
フトウエア,ファームウエア又はハードウエア構成要素
d) 試験結果に影響する可能性があるその他の制約又は要件(例えば,消耗品)
4.3.2
試験手順 生産システムに,試験対象となるソフトウエアを4.3.1に従って規定された構成にイン
ストールしなければならない。利用可能な各シンボル体系を,附属書A図1のように配置して,対応する
シンボル体系ごとに,次のパラメタを試験するのが望ましい。
a) シンボル体系の文字集合に従った無作為データ文字列
b) データ文字列の長さ
c) シンボル体系の選択可能な特性(例えば,EAN / UPCアドオンシンボル,任意のチェックキャラクタ,
フルASCII符号化,EAN/UCC-128などの特定のサブセット)
d) X寸法(少なくとも二つの値)
e) 比に基づくシンボル体系の場合は,二つの太細比の値
f)
利用者の選択肢として使用可能ならば,BWC
実行可能であり,一連の試験を通して必要ならば,文字集合すべてを試験するのが望ましい。さらに,
試験には,エラー時の処理と報告についても試験できるように,ソフトウエア及びシンボル体系で対応不
可能と予想されるデータ及びパラメタ値も含めるのが望ましい。各パラメタは,最低一度はテストしなけ
ればならないが,選択可能なすべての組合せについて試験する必要はない。結果として得たシンボルは,
ISO/IEC 15426に適合した機器を用いて検証しなければならない。
4.4
適合性 ソフトウエアは,次の場合にこの規格に適合する。
9
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− シンボルが,該当するシンボル体系仕様書に適合している。
− 試験されたすべてのシンボルについて,復号されたデータが入力データと一致している。
− ソフトウエアが,直接バーコード印刷システムの一部として用いられる場合は,少なくとも10個の試
料を試験しなければならず,報告条件について,そのすべてがJIS X 0520に基づく復号容易度が62 %
以上でなければならない。
− シンボル寸法が,画素の丸め誤差を除くために,利用者の入力に従って調整されている。ソフトウエ
アが,X寸法又はN(バー幅の太細比)をプリンタの解像度に合わせて自動調整しない場合には,利
用者に提供される取扱説明書の中で,そのような調整方法の明確な指針を示さなければならない。
参考 4.6証明及び4.7ソフトウエア仕様書は,本来は,4.4適合性に含めるべきである。
4.5
試験報告 試験報告では,試験対象となるソフトウエアを明確に識別し(バージョン番号又は改訂
番号を含む),次の情報を伝えなければならない。
− 4.3.1で規定するようなハードウエア,ソフトウエア及び消耗品の構成
− 試験したシンボル体系及びその結果がシンボル体系仕様書に適合しているか
− 試験したシンボル体系の選択可能特性及びその結果がシンボル体系仕様書に適合しているか
− 入力データ及び利用者が選択したパラメタ値
− 復号した出力データ並びにそれが入力されたデータ及び値に一致しているか
− X及びNの意図された値と比較したZ及びNの値
− JIS X 0520などの規格に従って得た復号容易度のグレード
− エラー処理試験の結果(例えば,報告されたエラーメッセージ及び/又はシンボル出力の失敗)
4.6
証明 製造業者は,ソフトウエア附属文書の中で,ソフトウエアがこの規格に従って試験されたこ
とを明記しなければならない。この文書には,関連する試験報告書の参照先及びその入手可能性に関する
情報を含めなければならない。
4.7
ソフトウエア仕様書 供給者は,正当な照会者から要求があれば,この規格に適合したバーコード
関連の特性及び機能に関する仕様書を提供しなければならない。これには,試験報告書の写し及び(適用
可能ならば)次を含む。
− ソフトウエアの適合性を試験したときのシステム構成
− シンボル体系及び選択可能な特性
− X及びY寸法の範囲並びにN(バー幅の太細比)の値
− データ入力の方法及び選択機能
− 利用者による選択が可能なその他のシンボルパラメタ(そのパラメタの値の範囲も含む)
− その他のバーコード関連の特性及び機能
附属書Gは,バーコード生成ソフトウエアが,その一部又はすべてを実行できる,より一般的な機能の
一覧表を表す。仕様書では,ソフトウエアがシステムの一部として正しく動作するために,利用者が実施
しなければならない補足的な要素又は操作があるかどうかについても,明確に示さなければならない。例
としては,次が挙げられる。
− シンボルチェックキャラクタの計算
− スタート・ストップキャラクタなどの付加情報の入力
− コード部分集合の選択及び最適化
− シンボル形式の最適化(例えば,“JIS X 0504コード128”のシンボル長)
10
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. バーコード印刷システム(バーコードプリンタ) この箇条で述べる試験手順の目的では,バーコー
ド印刷システム(バーコードプリンタ)が,品質適合シンボルを生成する条件について規定する。規定し
た条件下で実施する試験は,一般に,照査した設定で実施する。生成したシンボルを,検証するには,JIS
X 0520に規定している方法を用いることが望ましい。装置の保守及び補給品に関する手引を,附属書Cに
示す。
5.1
データ入力要求事項 符号化データのチェックキャラクタは,プリンタ内部のソフトウエアによっ
て計算し,検証するものとする。例えば,ソフトウエアがEAN-13シンボル向けに12けただけ入力するよ
う指示した場合,プリンタ内部のソフトウエアは,自動的にチェックキャラクタを計算する。また,ソフ
トウエアが13けたを入力するよう指示して,チェックキャラクタの入力が正しくない場合に,エラーを表
示することもある。後者の方法では,有効なデータの入力が保証される。
5.2
試験要件
5.2.1
試験用装置の選択 印刷試験は,製造業者独自の品質管理用サンプリング方法に従って,製造ロッ
トから抜き取った一台以上のプリンタで実施しなければならない。
備考 選んだプリンタが,その型式を代表していると保証することが,製造業者の利益につながる。
サンプリング方法に関する手引は,JIS Z 9015-1による。
5.2.2
試験条件
5.2.2.1
環境 バーコード印刷システムの試験は,次の条件で実行しなければならない。
電源:定格条件内で試験。
温度:製造業者が指定する範囲内。特に指定していない場合は23 ℃±5 ℃。
相対湿度:製造業者が指定する範囲内。特に指定していない場合は50 %±10 %。
使用する消耗品は,指定の温度及び相対湿度条件下で十分な時間保管しておき,試験期間中の寸法の安
定性を保つようにしなければならない。試験時の主な条件は,試験結果と併せて記録しなければならない。
5.2.2.2
機器設定 試験対象となる機器は,利用状況で予想される使用条件を代表する設定で設置し,試
験結果と合わせて次の情報を記録しなければならない。
− プリンタの制御手段(印刷した内容が意図するバーコードシンボルと一致しているかを確認するため
に必要となる。)
− 物理的条件。例えば,インタフェースの種類。
− プリンタへ送信したデータの種類などの論理的な条件。例えば,ASCII文字列,ビットマップ。
5.2.3
試験手順 製造業者は,印刷システムで印刷できるシンボル体系の中から少なくとも一つのシンボ
ル体系と,そのシンボル体系のキャラクタセットに基づくデータ文字列とを,試験用に選択しなければな
らない。附属書Aの試験配置は,それぞれのシンボル配置当たり二つの測定結果を得るために使用する。
第1に,次の条件で試験を行い,JIS X 0520に従って,各アプリケーション仕様書で規定する品質グレ
ードが1.5以上になる最小X寸法を決定しなければならない。
− プリンタは,試験前に2時間以上電源を切っておかなければならない。
− 印刷サンプルは,5分間の連続運転を行って印刷しなければならない。ただし,5分間で100枚のサン
プルを印刷できない場合は,100枚を印刷するのに必要な時間の連続運転を行わなければならない。
− 試験用配置のシンボルは,製造業者によって指定されたX寸法の範囲でなければならない。
− サンプル印刷時の速度は,試験結果と合わせてプリンタ製造業者から報告しなければならない。
− 試験印刷サンプルの最初の50枚と最後の50枚とを,JIS X 0520に従って測定しなければならない。
− 測定したサンプル100枚のうち95枚以上でグレード1.5以上を得たものの中で,最小のものを報告す
11
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
るX寸法としなければならない。
第2に,次の条件で何度か試験を行い,JIS X 0520に従って,各アプリケーション仕様書で規定する品
質グレードが1.5以上になる最大速度を決定しなければならない。
− プリンタは,試験前に2時間以上電源を切っておかなければならない。
− 印刷サンプルは,5分間の連続運転を行って印刷しなければならない。ただし,5分間で100枚のサン
プルを印刷できない場合は,100枚を印刷するのに必要な時間の連続運転を行わなければならない。
− 試験運用は,製造業者によって指定された速度の範囲で実施しなければならない。
− 試験運用で用いる印刷サンプルのX寸法は,第一の試験で決定した最小値とし,これは,試験結果と
合わせて製造業者から報告しなければならない。
− 試験印刷サンプルの,最初の50枚と最後の50枚とを,JIS X 0520に従って測定しなければならない。
− 測定したサンプル100枚のうち95枚以上でグレード1.5以上を得たものの中で,最も高速のものを,
報告する速度としなければならない。
製造業者が,品質グレード1.5を得られる値に加え,他のグレードを得られる,最小X寸法及び最高速
度の値を報告したい場合には,目標グレード1.5となっている部分を置き換えて,前記の試験条件で,同
様の試験を実施することが望ましい。
データの値を連続的に増加又は減少できる機能を備えたシステムでは,試験配置のバーコードシンボル
の少なくとも一つが,次の要件を満たさなければならない。
− データの目視可能文字情報が添えられていなければならない。
− 符号化データを,1ずつ増加又は減少させなければならない。ただし,その他の値の場合は試験結果
と合わせて報告する。
− 任意に選択された開始番号は,数値の“ゼロ”又は他のプリフィックスを,適切に付加して望ましい
シンボル長とし,さらに最終番号はこのシンボル長に収める。
5.2.4
適合性 印刷システムは,次のすべてを満たした場合に,この規格に適合する。
− シンボルが,適切なシンボル体系仕様に適合する。
− 試験されたすべてのシンボルについて,復号されたデータが入力データと一致する。
− 印刷したシンボルの95 %以上が,規定の最低品質グレードを満たし,残りもグレード1以上である。
参考 5.2.4適合性は,5.2試験要件に含めるべきではなく,本来は,5.3にすべきである。また,5.2.5
試験報告書も同様であり,5.4にすべきである。
5.2.5
試験報告 試験条件,機器,ソフトウエア設定,構成パラメタ,試験配置,サンプルの大きさ及び
使用する消耗品は,次の項目と併せて記録しなければならない。
− 試験に使用したシンボル体系及び結果が,そのシンボル体系仕様に適合しているか。
− 試験に使用したシンボル体系の選択特性(例えば:EAN / UPCアドオンシンボル,任意のチェックキ
ャラクタ,フルASCII符号化,UCC / EAN-128のような特定のサブセット)及び結果が,そのシンボ
ル体系仕様に適合しているか。
− 寸法仕様:X,Y寸法(これらは,ミリメートル単位,又はインチ・ミリメートル単位の両方で表す
のが望ましいが,公称印刷解像度がミリメートル単位,又はインチ・ミリメートル単位の両方で定義
されている場合には,ピクセル又は公称印刷解像度の倍数で表してもよい),及び適用可能なバー幅の
太細比。
− 符号化したデータ文字列。
− X寸法の値及びシンボル方向のそれぞれに対する,各サンプルにおける平均Z寸法及びJIS X 0520で
12
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
規定するシンボルグレードの割合。
− シンボルグレードに影響する可能性のあるその他の制限要因。例えば:速度,デューティサイクル,
投射距離,シンボル長,高さなど。
増加/減少試験が実施された場合には,次の情報についても記録しておく。
− シンボル体系
− 開始値
− 増加/減少量
− 終了値
− 意図した順序が遵守されたことの確認
正規利用者から要求があった場合には,附属書Bに示すパラメタを含む試験報告書の写しを提供しなけ
ればならない。
5.3
証明書及びラベル表示 製造業者は,プリンタに添付されている書類の中で,この規格に従って試
験した装置であることを明記する。この書類には,関連する試験報告書の問合せ先及びその入手可否に関
する情報を含めなければならない。製造業者は,そのプリンタがこの規格に従って試験したことを示すた
めに,装置にラベルをはり付けてもよい。ラベル表示及びはり付けに関しては,特に規定しない。
5.4
装置仕様 製造業者は,装置使用者が入手可能な書類の中で,次の項目を明記しておく。
− 5.2.3で得た試験結果
− インタフェースの種類及び数
− インタフェースコネクタの種類
− 通信速度
− 通信手順
− プログラム言語
− シンボル体系及び選択機能
− 公称印字密度(例えば,8ドット/ mm)
− 対応可能なX寸法
− シンボル体系仕様で規定されている範囲内で印刷できる太細比(2値幅シンボル体系の場合)
上の要求事項に加え,プリンタ製造業者は,構成及びインタフェース選択機能についても,詳しく指定
できる。
13
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定)試験配置
サンプルを配置する際には,印刷方向に対してバーがさく(柵)状及びはしご状を含む同一のバーコー
ドシンボル及び符号化データの目視可能情報(50キャラクタ以上のデータを符号化しているマルチローシ
ンボル及びマトリックスコードの場合は,選択可能とする。)を含んでいることが最小要件となる。
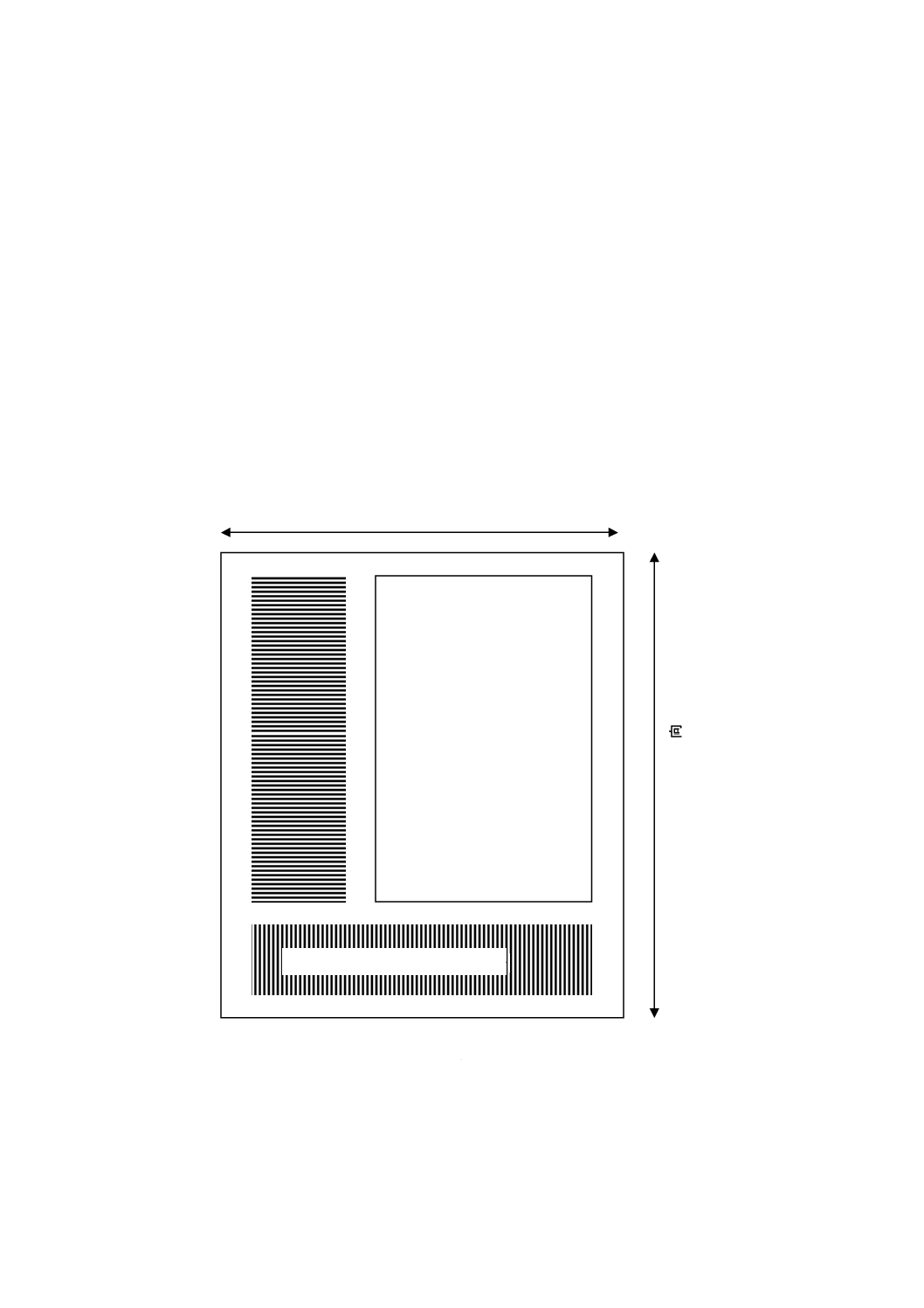
附属書A図1は,試験用ラベル上における試験用バーコードシンボルの推奨する配置を示している。ラ
ベル寸法が決まっていないため,その幅は,試験対象となるプリンタの印刷幅に合わせるのが望ましい。
バーコードシンボルの数,シンボル体系及び相対位置については,調整することができる。試験用シンボ
ルのスタートパターンの前及びストップパターンの後に必要とされるクワイエットゾーンを残すことを条
件として,印刷幅全体にわたることが望ましい。
附属書A図 1 試験配置例
印刷幅
印
刷
方
向
は
し
ご
状
に
配
置
さ
れ
る
シ
ン
ボ
ル
試験用基準データ
さく(柵)状に配置されるシンボル
14
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(規定)設置及び操作に関する一般要件
B.1
設置,操作,及び保守一般 製造業者は,装置の設置者,利用者及び保守者に提供する文書の中で,
装置の設置,操作及び保守条件を規定しなければならない。これらの文書では,例えば保守の場合,推奨
する程度及び推奨する頻度を指示しなければならない。この規格の適用範囲にある装置は,これらの条件
に従って設置,操作及び保守する場合,仕様どおりに動作しなければならない。
B.1.1 電源 製造業者は,装置が仕様どおりに動作できる電源について,最小及び最大パラメタを指示し
なければならない。
B.1.2 温度
B.1.2.1 動作温度範囲 製造業者は,装置が動作する温度範囲を℃で明記しなければならない。
B.1.2.2 保存温度範囲 製造業者は,取外し可能電池も含め,装置の性能を損なうことなく保存及び輸送
することが可能な温度範囲を℃で明記しなければならない。
B.1.3 湿度 製造業者は,装置が動作する大気の相対湿度(RH)範囲及び結露の有無を明記しなければ
ならない。
15
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(参考)保守及び消耗品
この附属書(参考)は,本体及び附属書(規定)に関連する事柄を記述するものであり,規定の一部で
はない。
C.1 バーコードプリンタ(感熱式及び熱転写式) 感熱式及び熱転写式プリンタでは,ラベルとリボン
とを組み合わせて最高の結果を得るために,それぞれに異なる設定を行う必要がある。必要な変更及び調
整を行う際は,製造業者が推奨する方法に従うのが望ましい。
何らかの変更(例えば:印刷書式,リボンの種類,ラベルの種類,印刷速度又は印刷ヘッドの加熱強度)
を行った後は,試験用シンボルを印刷し,JIS X 0520に基づく検証器を用いて検証作業を行うのが望まし
い。長期にわたって同じシンボルを印刷する場合には,一つのシンボルを検証してシンボル品質を決定す
るのが妥当である。データ内容が異なるシンボルを印刷する場合には,数値が4 12785 12783 2である
UPC-Aシンボルを検証工程で用いるとよい。
熱転写式プリンタで生成された試験用シンボルを検証する際は,通常,品質グレードは2.5未満である。
このグレードが達成されない場合には,プリンタの調整又はクリーニング状態に問題があるか,不具合が
発生している可能性がある。感熱ラベル材料を用いる場合には,2.5を上回る品質グレードを達成できない
こともあり得る。
参考 この記述は一般論であり,すべての熱転写式プリンタを表しているとは限らない。
熱印刷されたシンボルの品質は,付着物が熱印刷ヘッドに付着するのに従って,劣化する傾向がある。
製造業者の勧告に従って印刷ヘッド及びガイド部の表面を定期的に清掃することを強く推奨する。
熱印刷ヘッドが,摩耗してくると,最後には,一つ以上のドットエレメントに正しく熱が加わらなくな
る。このようになると,印刷したシンボルの走査ができなくなることもある。この問題を解決するには,
ひん(頻)繁に検証を行って一定の品質を確保していくという方法がある。プリンタによっては,問題が
検出されたときに通知してくれるオンライン検証装置を取り付けることができるものもある。そのような
オンライン検証器は,JIS X 0520のパラメタすべてを試験するわけではないかもしれないが,印刷工程を
監視する上では大変有用なものである。ヘッドの焼損を検出するためには,図C.1に示すように,シンボ
ル幅全体にわたる線を印刷するという方法もある。この方法では,ヘッドに問題があると,線に小さな切
れ目ができるため,操作者はすぐにそれを発見することができる。

16
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C図 1 印刷ヘッドエレメントの焼損を検出するための線
C.2 はん用事務用プリンタ 必要なソフトウエア,ハードウエア及び消耗品を正しく準備し,バーコー
ドラベル又はタグを生成するために用いるシンボル倍率と他のパラメタとを決定する。次の試験用シンボ
ルデータをもつ二つのUPC-Aシンボルを試験用に印刷する。
0 12345 01234 1
6 78912 56789 0
その後,JIS X 0520に従って,二つの試験用UPC-Aシンボルを検証する。この初期設定の段階では,品
質グレード2.5以上を達成することが望ましい。試験用シンボルの一方又は両方がグレード2.5を下回っ
ている場合には,一部のソフトウエア又はプリンタの変数を変更することで品質を改善できる場合がある。
試験用シンボルは,検証に加え,適切なクワイエットゾーン,バー高さ,目視可能情報の読みやすさにつ
いても,検査しておいたほうがよい。ソフトウエアパラメタに変更を加えるときは,必ず初期設定手順を
繰り返すほうがよい。
どのプリンタにも定期的な保守作業が必要である。例えば,レーザプリンタは,トナーを消費するだけ
でなく,ドラム,現像剤,定着器及びブラシなどの部品についても定期的に交換しなければならない。消
耗品及び/又は交換部品は,プリンタの型式によって,一つの交換カートリッジにまとめられていること
もあるし,個別に取り付けることもある。バーコードラベルは,通常印刷の場合よりも黒印刷の割合が高
いため,次の保守までに印刷できるページ数が少なくなる。
印刷されたシンボルは,外観に一貫性が保たれているかを目視確認して,問題がありそうなときに,検
証作業を行うのが望ましい。シンボルの検証は,現場以外で行われるにしても,品質維持のための有効な
手段となり得る。これは,消耗品の交換又はプリンタの保守作業の後には,特に有効である。
1 2 3 4 56 7 8 9 0
0
5
17
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D(参考)ソフトウエアの分類
この附属書は,バーコード生成ソフトウエアの一般的な分類について記述するものであり,規定の一部
ではない。
D.1 バーコードフォント これらは,“ソフトフォント”形式でコンピュータ又はプリンタに存在するこ
ともあり,特定のタスクから要求があり次第コンピュータからダウンロードされることもある。また,プ
リンタに取り付けられるファームウエア(例えば,プラグインカートリッジ又はそれに類する装置)に存
在することもある。バーコードフォントは,通常,システムから送信された各キャラクタ又はコードワー
ドを表すシンボルキャラクタに相当するバー及びスペースのパターンを生成する。
D.2 はん用ラベル設計ソフトウエア この種類のソフトウエアは,この規格の適用範囲外となる数多く
の特性をもつ場合がある。テキスト,画像及びその他の要素を含むラベルの全体の配置を作成し(又はメ
モリから呼出し),様々な情報源から可変データの入力を受け付け,プリンタに対して,求められるラベル
を印刷するのに必要な指示を与えることがその主な機能である。バーコードシンボルは,様々なシンボル
体系,サイズ及び向きで配置することができる。このソフトウエアは,特定のプリンタ向けドライバを組
み込むこともあるし,独立したプリンタドライバソフトウエアに出力することもできる。
D.3 プリンタドライバ プリンタドライバソフトウエアは,プリンタの型式又はシリーズ特有のものと
なっているのが一般的であり,他のはん用ソフトウエアから送られたコマンドを,印刷したい画像を形成
する画像化コマンドに変換する機能を果たす。したがって,このソフトウエアは,独自のバーコード及び
テキストフォントを含むこともできるが,入力データをバーコードシンボルに変換するという中間処理的
な機能を果たすこともできる。
D.4 はん用ソフトウエア(例えば,文書処理,データベース) この種類のソフトウエアは,例えば,
内部バーコードフォントを選択する場合など,バーコードシンボルの出力につながる機能を実行する場合
に,この規格の適用を受けることになる。
D.5 バーコード生成機 これらは,コンピュータからプリンタに送るデータキャラクタの定義シーケン
スを受けとって,それらをバーコードシンボルとして印刷されることになる画像化コマンドへと変換する
装置である。通常は,次のいずれかに存在している。
− コンピュータのデータ出力ポートとプリンタの入力ポートとの間に接続される外部装置(インタフェ
ースボックス)の中
− コンピュータ及びプリンタに増設する回路基板又は部品の上
D.6 バーコード生成ソフトウエア 後で,従来の印刷過程で再現するために,中間的な画像化ツール上
に,バーコード画像を生成するためのソフトウエア。このソフトウエアで実行される機能については,本
体の4.2.2を参照するとよい。
18
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E(参考)画像化装置の分類
この附属書は,画像化装置の分類について記述するものであり,規定の一部ではない。
バーコードプリンタは,データをバーコードシンボルへ変換することができる能力を備えた印刷装置の
ことである。本体の4.2.1.1は,バーコードプリンタのソフトウエア要件を規定している。これらの装置は,
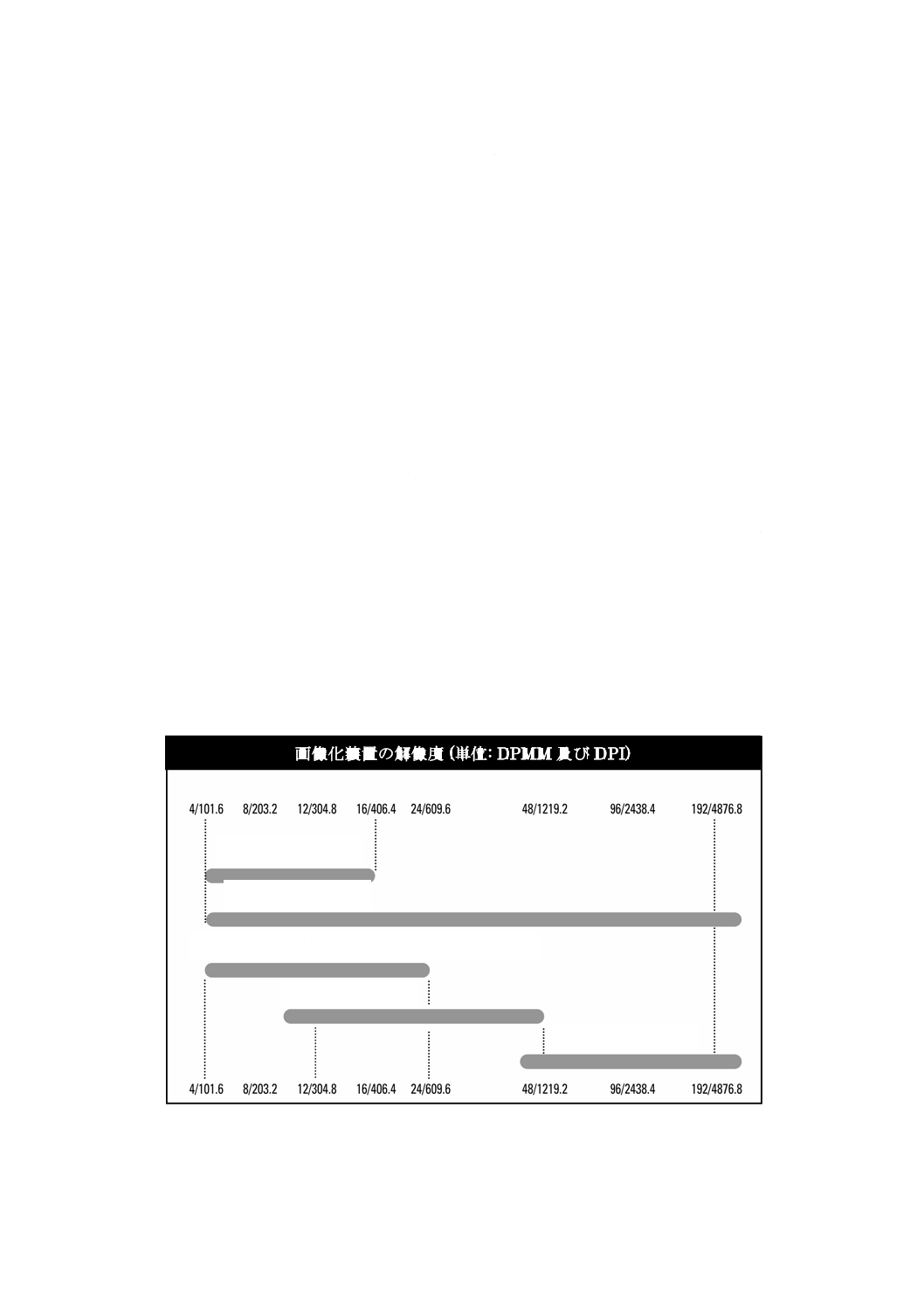
通常,印刷時の設定可能解像度範囲が,4 DPMMから24 DPMMまでとなっている(附属書E図1に示す。)。
工場,出荷ドック又は倉庫で,バーコードラベル又はタグを印刷するために用いる感熱式及び熱転写式プ
リンタが,この分類の典型的な装置である。
はん用プリンタは,データ系列を有効なバーコードシンボルに変換する処理能力を備えていない印刷装
置のことである。バーコード印刷に関していえば,“ダムプリンタ”といわれる場合がある。本体の4.2.1.2
は,印刷時の解像度が一般的な9.45 DPMMから48 DPMMまでの範囲にあるはん用プリンタのソフトウエ
ア要件を規定している(附属書E図1に示す。)。この分類のソフトウエアは,事務所及び家庭にあるプリ
ンタを用いてラベル及びタグを直接印刷する場合に用いる。はん用プリンタの例としては,事務用のレー
ザプリンタ及びインクジェットプリンタが挙げられる。
間接画像化装置は,画像化ツール(例えば:印刷版,スクリーン又はシリンダ)上にバーコードイメー
ジを作成するために用いて,その画像化ツールを用いて最終的なバーコードシンボルを印刷する。これは
イメージセッタと通称される装置を介して実行される。本体の4.2.2は,解像度が標準的な40 DPMM以上
であるイメージセッタの要件を規定している(附属書E図1に示す。)。グラフィックアート業界の設計者
及び製版担当者は,この分類のソフトウエアを使うのが一般的である。
附属書E図 1 画像化装置の分類
画像化装置の解像度 (単位: DPMM及びDPI)
ビットマップ画像
ベクトル画像
熱転写式プリンタ (バーコードフォント内蔵)
はん用プリンタ
イメージセッタ
19
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
以上の分類に属さない画像化装置もある。そのようなものとしては,ディジタル印刷機,高速オンプレ
スディジタル印刷機,直接焼付け装置及び送り速度を印刷速度又はインパクトピン動作と組み合わせてド
ットを重ね合わせる印刷装置がある。これらのアプリケーション向けにソフトウエアを開発するプログラ
マは,本体の4.2.1.1,4.2.1.2及び4.2.2を見直すとよい。
備考 DPMMはdot / mm,DPIはdot / inchを表す。
20
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F(参考)プログラム例
この附属書は,画像化装置用のソフトウエアについて記述するものであり,規定の一部ではない。
F.1
はん用プリンタ用プログラム例
a) 前提条件
− クワイエットゾーンを含め,67本のモジュールで構成するUPC-Eシンボルを使用する。
− UPC-Eシンボルの公称X寸法は,0.330 mmとする。
− UPC-Eシンボルの許容倍率は,公称値の80〜200 %とする。
− 設定可能解像度に基づいた調整後の倍率は,0.8以上でなければならない。
− 寸法調整後の倍率が0.80を下回らない範囲でモジュールサイズの端数を切り捨てる。
− BWRの端数は切り上げる(端数処理としてはこちらを優先する。)。
b) 一般手順
1) 目標倍率又はX寸法を,求める画像化解像度に合わせてドット単位のモジュールサイズに変換する。
2) 目標BWRを,求める画像化解像度に合わせて整数のドット数に変換する。
3) 算出したドットパラメタを,各シンボルキャラクタエレメント,ガードバーパターン及びクワイエ
ットゾーンへ割り付ける。
c) 開始条件
− 使用者が求める目標X寸法
: 0.355 mm
− 目標BWR
: 0.071 mm
− 設定可能イメージセッタ解像度 : 24 DPMM
1) X寸法が0.355 mmであるシンボルのモジュール当たりドット数を求めるために,X寸法へプリンタ
のDPMMをかけると24 DPMM×0.355 mm = 8.52ドットとなる。その端数を切り捨てるとモジュー
ル当たり8ドットとなる。
2) BWR 0.071mmについては,(0.071 / 0.355)×8 = 1.6ドット,その端数を切り上げるとエレメント当
たりのドット数は2ドットとなる。
表F.1は,データキャラクタ00783491を符号化したUPC-Eシンボルを,前記のパラメタを用いて“調
整”した例を示している。先頭の0は常に0であるため,シンボルキャラクタには符号化しない。最後の
“1”もシンボルキャラクタに符号化しない。最後の1けたは,符号化している6個のキャラクタのパリテ
ィから計算する(詳細を,JIS X 0507に示す。)。
21
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
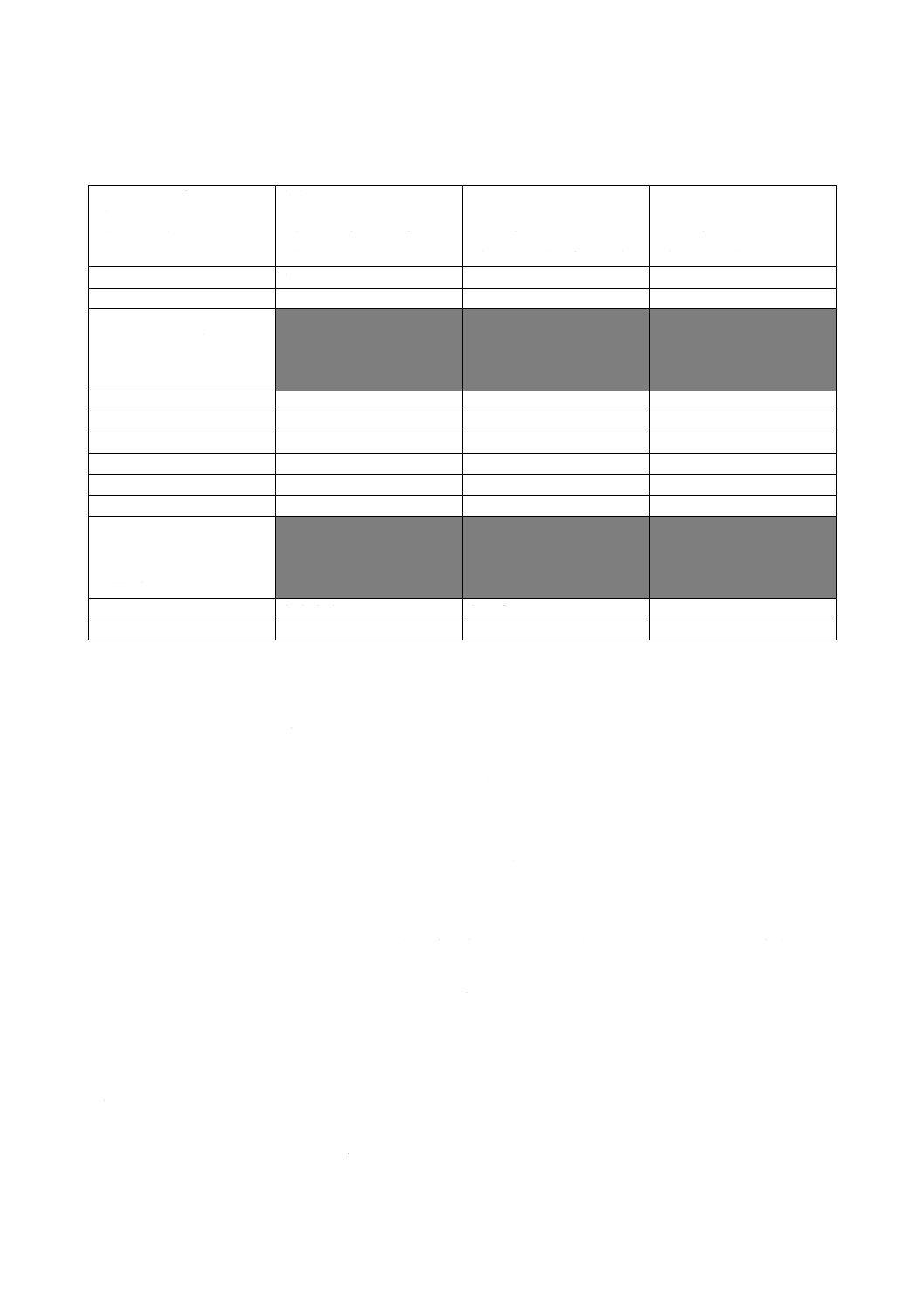
附属書F表 1 設定可能解像度に合わせたUPC-Eシンボルの調整
(太字はバーエレメント数)
UPC-E シンボルの
符号化
(00783491)
最初の
エレメント文字列
(ドット単位のモジュール
幅)
倍率調整後の
エレメント当たり
ドット数
(8ドット/モジュール)
BWR調整後の
エレメント当たり
ドット数
(±2ドット)
左クワイエットゾーン(9X) 9
72
73
左ガードパターン
1 -1 -1
8 -8 -8
6 -10 -6
0
先頭にある0は常に0であ
るため,シンボルキャラク
タには符号化しない。
0
1 -1 -2 -3
8 -8 -16 -24
10 -6 -18 -22
7
2 -1 -3 -1
16 -8 -24 -8
18 -6 -26 -6
8
1 -2 -1 -3
8 -16 -8 -24
10 -14 -10 -22
3
1 -1 -4 -1
8 -8 -32 -8
10 -6 -34 -6
4
1 -1 -3 -2
8 -8 -24 -16
10 -6 -26 -14
9
3 -1 -1 -2
24 -8 -8 -16
26 -6 -10 -14
1
この値は,符号化した6個
のキャラクタのパリティか
ら得た値
右ガードパターン
1 -1 -1 -1 -1 -1
8 -8 -8 -8 -8 -8
10 -6- 10 -6 -10 -6
右クワイエットゾーン(7X) 7
56
57
F.2
間接バーコード画像化装置用プログラム例
a) 前提条件
− クワイエットゾーンを含め,67本のモジュールで構成するUPC-Eシンボル。
− UPC-Eシンボルの公称X寸法は,0.330 mmとする。
− UPC-Eシンボルの許容倍率は,公称値の80〜200 %とする。
− 設定可能解像度に基づいた調整後の倍率は,0.8以上でなければならない。
− 寸法調整後の倍率が0.80を下回らない範囲でモジュールサイズの端数を切り捨てる。
− BWRの端数は切り上げる(端数処理としてはこちらが優先される。)。
− シンボルキャラクタ1,2,7及び8を調整する場合,0.5以上は切り上げ,0.5未満は切り捨てる。
b) 一般手順
1) 目標倍率又はX寸法を,求める画像化解像度に合わせてドット単位のモジュールサイズに変換する。
2) 目標BWRを,求める画像化解像度に合わせて整数のドット数に変換する。
3) 1,2,7及び8に対する1 / 13モジュール分の補正を,求める画像化解像度に合わせて整数のドット
数に変換する。
4) 算出したドットパラメタを,各シンボルキャラクタエレメント,ガードバーパターン及びクワイエ
ットゾーンへ割り付ける。
c) 開始条件
− 使用者が求める目標倍率:80 %(0.330 mm×0.8 = 0.264 mm)
− 使用者が求める目標BWR:0.05 mm
22
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 設定可能イメージセッタ解像度:47.25 DPMM
1.1) モジュールサイズ(47.25 DPMM×倍率0.80×0.330 mm = 12.47)の端数を切り捨ててモジュール当
たりのドット数を12にすると,倍率76.96 %(12 / 47.25 / 0.330)のシンボルとなる。
1.2) 倍率76.96 %[1.1) の結果]は,アプリケーション仕様書又はシンボル体系仕様書で規定している
最小倍率80 %を下回っているため,ドット数を13に切り上げる必要がある。モジュールサイズ
(47.25 DPMM×倍率0.8×0.330 mm = 12.47)の端数を切り上げてモジュール当たりのドット数を
13にすると,倍率83.3 %(13 / 47.25 / 0.330)となる。
2) BWR(47.25 DPMM×0.050 mm)= 2.36は,端数を切り上げてエレメント当たり3ドットとなる。
3) 1,2,7及び8に対する補正は,(1 / 13)×13ドット= 1によって,エレメント当たり1ドットとなる。
附属書F表2は,データキャラクタ00783491を符号化したUPC-Eシンボルを,前記のパラメタを用い
て“調整”した例を示している。先頭の0は常に0であるため,シンボルキャラクタには符号化しない。
最後の“1”もシンボルキャラクタに符号化しない。最後の1けたは,符号化している6個のキャラクタの
パリティ列から得た値である(詳細は,JIS X 0507を参照。)。
附属書F表 2 設定可能解像度に合わせたUPC-Eシンボルの調整
(太字はバーエレメント数)
UPC-E シンボルの
符号化
(00783491)
最初の
エレメント文字列
(ドット単位の
モジュール幅)
倍率調整後の
エレメント当たり
ドット数
(13ドット/
モジュール)
BWR調整後の
エレメント当たり
ドット数
(±3ドット)
1,2,7,8を調整し
た後のエレメント
当たりドット数
(±1ドット)
左クワイエットゾーン(9X) 9
117
117
119
左ガードパターン
1 -1 -1
13 -13 -13
10 -16 -10
10 -16 -10
0
先頭にある0は常に0であ
るため,シンボルキャラク
タには符号化しない。
0
1 -1 -2 -3
13 -13 -26 -39
16 -10 -29 -36
16 -10 - 29 -36
7
2 -1 -3 -1
26 -13 -39 -13
29 -10 -42 -10
30 -9 -43 -9
8
1 -2 -1 -3
13 -26 -13 -39
16 -23 -16 -36
15 -24 -15 -37
3
1 -1 -4 -1
13 -13 -52 -13
16 -10 -55 -10
16 -10 -55 -10
4
1 -1 -3 -2
13 -13 -39 -26
16 -10 -42 -23
16 -10 -42 -23
9
3 -1 -1 -2
39 -13 -13 -26
42 -10 -16 -23
42 -10 -16 -23
1
この値は,符号化した6個
のキャラクタのパリティか
ら得た値
右ガードパターン
1 -1 -1 -1 -1 -1
13 - 13 - 13 - 13 - 13 - 13 16 - 10 - 16 - 10 - 16 - 10 16 - 10 - 16 - 10 - 16 - 10
右クワイエットゾーン(7X) 7
91
91
92
23
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
F.3
ロール状印刷版によるシンボルゆがみのプログラム例
プログラム例の開始条件を,次に示す。
− 公称X寸法が0.330 mmであるEAN / UPCシンボル。
− EAN / UPCシンボルの目標倍率:85 %以下(倍率0.85のX寸法は0.280 5 mm)
− 設定可能イメージセッタの解像度:50 DPMM
− 要求BWR:0.075 mm
− 要求ゆがみ率:0.97(97 %)
a) プログラム例の手順
1) 印刷版の厚さとシリンダ径を考慮すると,適切なゆがみ率は0.97となる。
2) ゆがめられたシンボルイメージの目標倍率:0.85×0.97 = 0.824 50
3) モジュール当たりの調整ドット数
3.1) 0.330 mm(EAN / UPCの公称X寸法)×50×0.824 50 = 13.60(端数を切り捨て)13ドット
(調整後の目標倍率:13ドット/(50×0.330)= 0.787 401 6)
3.2) ドット単位で表される目標BWR:0.075 mm×0.97×50 = 3.64,すなわち4ドット
(BWRの端数は切り上げられるため,ゆがめられた後のBWRは4ドットとなる。)
3.3) 1,2,7及び8に対する目標補正量:0.0254 mm×0.787 401 6×50 = 1ドット
(1,2,7及び8は,最も近いドット数に丸められるため,ゆがめられた後の補正量は1ドットと
なる。)
4) バーコード作成のための最終的なパラメタ。
4.1) バーコードを作成する際に用いる倍率:0.787 401 6 / 0.97 = 0.811 754
参考 原規格では,0.811 754 %となっているが,0.811 754の誤りであるため修正した。
4.2) バーコードを作成する際に用いるBWR:4 /(50×0.97)= 0.082 47 mm
4.3) バーコードを作成する際に用いる1,2,7及び8に対する補正量:1 /(50×0.97)= 0.019 4 mm
まとめ ベクトルグラフィック画像としてバーコードを作成する場合,作成者へ,開始条件に従うよう促
し,ソフトウエアはX寸法0.267 9 mmに対応する調整倍率0.811 754を準備することが望ましい。画像が
その後の生成段階でゆがめられた場合には,X寸法が0.260 mmとなるが,これは,丸め誤差を除き,処
理可能なイメージセッタのドット数13に相当する。
印刷するシンボルの最終的な倍率は,およそ0.81(81 %)に戻ることが望ましい。
24
X 0523: 2007(ISO/IEC 15419:2001)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書G(参考)バーコード生成ソフトウエアの機能
この附属書は,バーコードを生成するソフトウエアについて記述するものであり,規定の一部ではない。
総合的なバーコード生成システムのソフトウエア構成要素によって実行される手順は,次のように一般
化することができる。
a) 入力データの受取り(ソースを規定する。例えば,キーボード,データベース又はその他のアプリケ
ーション。)。
b) 書式情報の受取り。
c) データ分析及び確認。
d) エラー文の生成。
e) シンボル長又は縦横比の最適化。
f)
コードワードへの変換(特殊キャラクタを含む。)。
g) シンボルチェックキャラクタ(及びデータキャラクタ。)の計算。
h) エラー訂正コードワードの生成。
i)
付加情報部の追加。
j)
追跡可能な情報の印刷出力又は保存ログへの組込み。
k) コードワード及び付加情報をシンボルキャラクタのエレメントパターンに変換。
l)
最終的なシンボル構造の決定。
m) エレメントパターンを画像化コマンドに変換。
上の機能のすべてが,すべてのシンボル体系に当てはまるわけではなく,システムにある別の構成要素
によって,これらが実行される場合があることに注意することが重要である。例えば,“JIS X 0504コード
128”のバーコードフォントの場合,入力データとしての一連のシンボルキャラクタ値及び寸法関連の指示
を受けとることが必要で,これらを用いて,上の手順のうち最後の一つ又は二つだけを実行する。これに
先行する必要な手順は,システムの前段階にある構成要素で実行済みとなっている。したがって,この規
格への適合性を評価する際には,システムにある別の構成要素で必要な機能が正しく実施されているもの
と仮定する。