X 0503:2012 (ISO/IEC 16388:2007)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 要求事項························································································································· 2
4.1 シンボル体系の特性 ······································································································· 2
4.2 シンボルの構成 ············································································································· 2
4.3 キャラクタの2進記号表示 ······························································································ 3
4.4 寸法 ···························································································································· 5
4.5 参照復号アルゴリズム ···································································································· 5
4.6 シンボル品質 ················································································································ 6
4.7 アプリケーション定義パラメタ ························································································ 7
附属書A(参考)その他の特徴 ······························································································· 9
附属書B(参考)コード39を用いるためのガイドライン ···························································· 12
附属書C(規定)シンボル体系識別子 ····················································································· 14
附属書D(参考)アプリケーション定義パラメタの例 ································································ 15
X 0503:2012 (ISO/IEC 16388:2007)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人電子
情報技術産業協会(JEITA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業
規格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業
規格である。
これによって,JIS X 0503:2000は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
X 0503:2012
(ISO/IEC 16388:2007)
自動認識及びデータ取得技術−
バーコードシンボル体系仕様−コード39
Bar code symbol-CODE39-Basic specifications
序文
この規格は,2007年に第2版として発行されたISO/IEC 16388を基に,技術的内容及び構成を変更する
ことなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある参考事項は,対応国際規格にはない事項である。
1
適用範囲
この規格は,コード39として知られるバーコードシンボル体系の要件を定める。コード39のシンボル
体系の特徴,データキャラクタの符号化,寸法,許容誤差,復号アルゴリズム及びシンボル体系識別子を
規定する。附属書Bに,使用に当たってのガイドラインを示す。附属書Dに,アプリケーション定義パラ
メタの例を示す。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO/IEC 16388:2007,Information technology−Automatic identification and data capture techniques
−Code 39 bar code symbology specification(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS X 0201 7ビット及び8ビットの情報交換用符号化文字集合
注記 対応国際規格:ISO/IEC 646,Information technology−ISO 7-bit coded character set for
information interchange(MOD)
JIS X 0500-1 自動認識及びデータ取得技術−用語−第1部:一般
注記 対応国際規格:ISO/IEC 19762-1,Information technology−Automatic identification and data
capture (AIDC) techniques−Harmonized vocabulary−Part 1: General terms relating to AIDC(IDT)
JIS X 0500-2 自動認識及びデータ取得技術−用語−第2部:光学的読取媒体
注記 対応国際規格:ISO/IEC 19762-2,Information technology−Automatic identification and data
capture (AIDC) techniques−Harmonized vocabulary−Part 2: Optically readable media (ORM)
(IDT)
JIS X 0520 バーコードシンボル印刷品質の評価仕様−1次元シンボル
2
X 0503:2012 (ISO/IEC 16388:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 対応国際規格:ISO/IEC 15416,Information technology−Automatic identification and data capture
techniques−Bar code print quality test specification−Linear symbols(IDT)
JIS X 0530 データキャリア識別子(シンボル体系識別子を含む)
注記 対応国際規格:ISO/IEC 15424,Information technology−Automatic identification and data capture
techniques−Data Carrier Identifiers (including Symbology Identifiers)(IDT)
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS X 0500-1及びJIS X 0500-2による。
4
要求事項
4.1
シンボル体系の特性
コード39の特性を,次に示す。
a) 符号化可能なキャラクタ
1) A〜Z及び0〜9の36文字の英数字[JIS X 0201(ISO/IEC 646)に従ったASCIIキャラクタ,値65
〜値90及び値48〜値57]
2) 特殊文字:“ ”(スペース),“$”(ドル記号),“%”(パーセント),“+”(正符号),“−”(ハイフ
ン),“.”(ピリオド),“/”(斜線)[JIS X 0201(ISO/IEC 646)に従ったASCIIキャラクタ32,36,
37,43,45,46及び47]
3) スタートキャラクタ・ストップキャラクタ
b) コードタイプ:分離型
c) シンボルキャラクタ当たりのエレメント数:9本(バー5本,スペース4本で,太エレメント3本,細
エレメント6本)
d) キャラクタセルフチェック:あり
e) 符号化できるデータの長さ:可変
f)
左右両方向読取り:可能
g) シンボルチェックキャラクタ:1個(任意)(附属書A参照)
h) シンボルキャラクタ当たりのモジュール数:太細比に応じて,最小キャラクタ間ギャップを含めて,
シンボルキャラクタ当たり13〜16モジュール
i)
データキャラクタ以外のシンボルキャラクタ:スタートキャラクタ・ストップキャラクタで,シンボ
ルキャラクタ2個分が必要
4.2
シンボルの構成
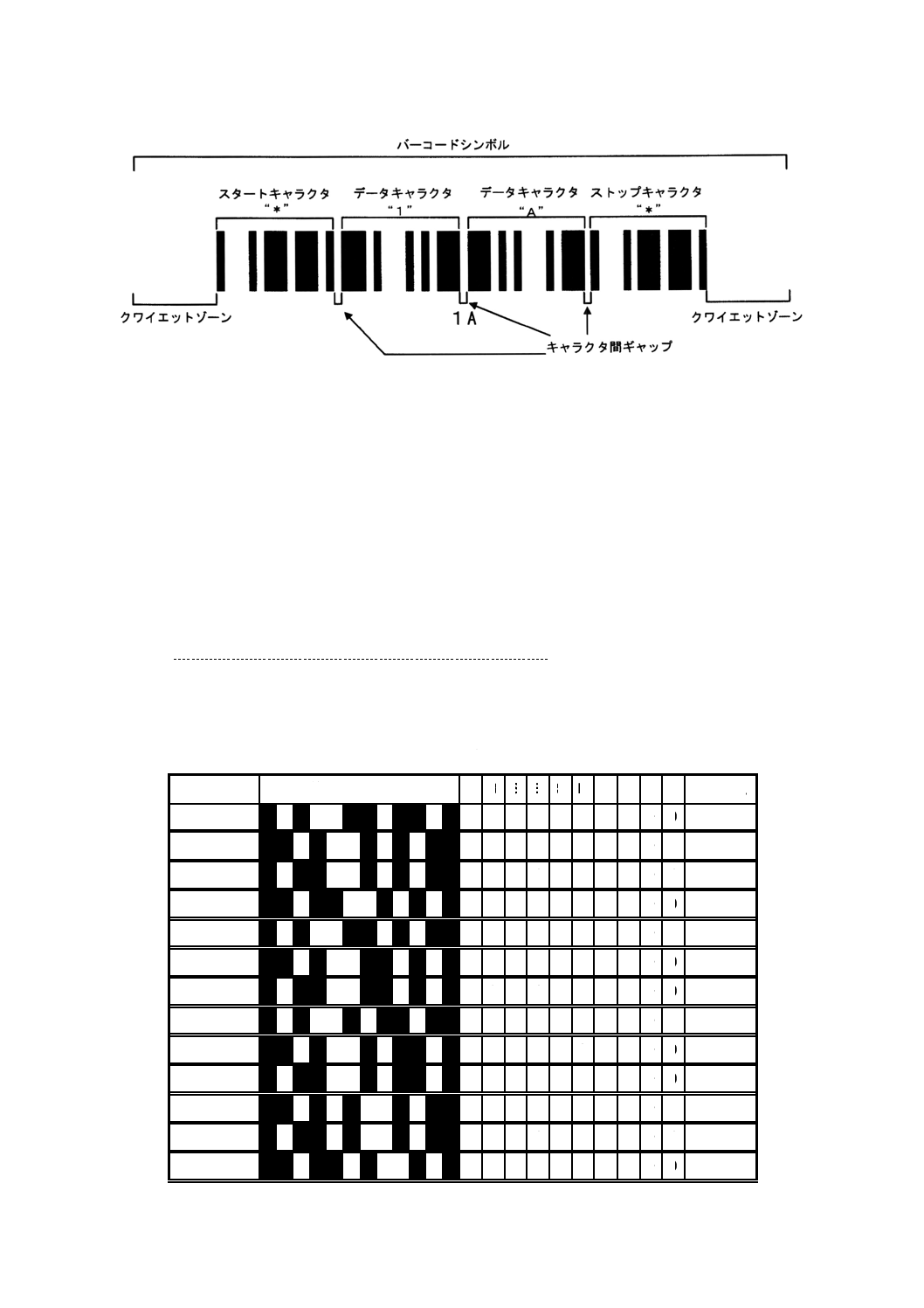
コード39シンボルは図1に示すように構成する。
a) 先頭クワイエットゾーン
b) スタートキャラクタ
c) データを表す一つ以上のシンボルキャラクタ(シンボルチェックキャラクタがある場合は,それを含
む。)
d) ストップキャラクタ
e) 末尾クワイエットゾーン
各シンボルキャラクタの間には,キャラクタ間ギャップを設ける。
3
X 0503:2012 (ISO/IEC 16388:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−コード39の構成例
4.3
キャラクタの2進記号表示
4.3.1
シンボルキャラクタの構成
各シンボルキャラクタは,5本のバー及びそれに挟まれた4本のスペースの合計9本のエレメントで構
成する。9本のエレメントのうち,6本は,常に細エレメント(3本の細バー及び3本の細スペース,又は
5本の細バー及び1本の細スペース)で,3本は,常に太エレメント(細バーが3本の場合は,1本の太ス
ペース及び2本の太バー,細バーが5本の場合は,3本の太スペース)である。このパリティ機能によっ
て,キャラクタセルフチェックが可能である。
注記 パリティ機能とは,細エレメント及び太エレメントの本数を確認することで,シンボルキャラ
クタの構成が正しいかどうかを判定する機能である。
4.3.2
シンボルキャラクタの割当て
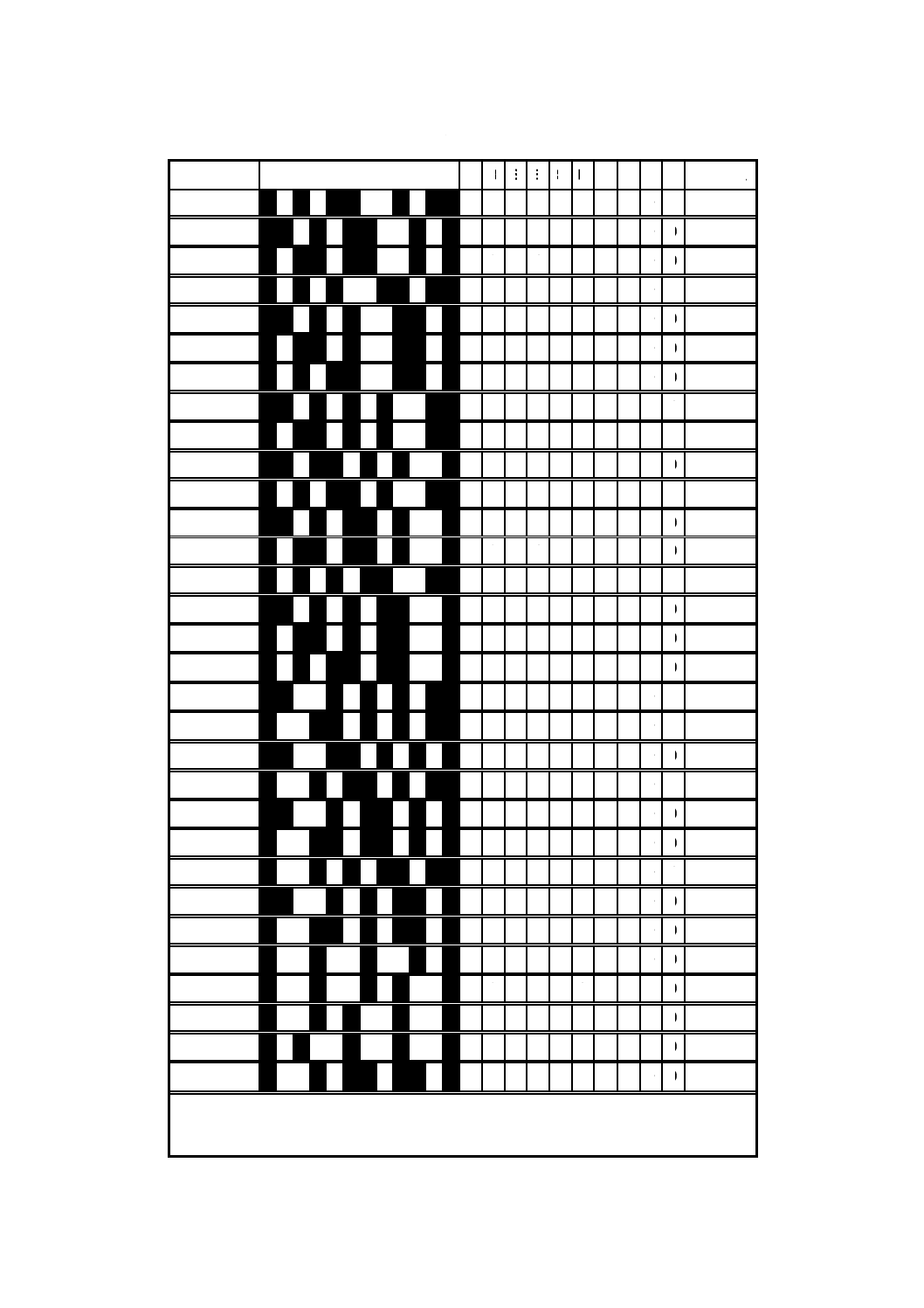
表1にコード39の全てのシンボルキャラクタ割当てを規定する。
表1−コード39のシンボルキャラクタの構成
キャラクタ
符号化パターン
B S B S B S B S B ASCII値
0
0 0 0 1 1 0 1 0 0
48
1
1 0 0 1 0 0 0 0 1
49
2
0 0 1 1 0 0 0 0 1
50
3
1 0 1 1 0 0 0 0 0
51
4
0 0 0 1 1 0 0 0 1
52
5
1 0 0 1 1 0 0 0 0
53
6
0 0 1 1 1 0 0 0 0
54
7
0 0 0 1 0 0 1 0 1
55
8
1 0 0 1 0 0 1 0 0
56
9
0 0 1 1 0 0 1 0 0
57
A
1 0 0 0 0 1 0 0 1
65
B
0 0 1 0 0 1 0 0 1
66
C
1 0 1 0 0 1 0 0 0
67
4
X 0503:2012 (ISO/IEC 16388:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−コード39のシンボルキャラクタの構成(続き)
キャラクタ
符号化パターン
B S B S B S B S B ASCII値
D
0 0 0 0 1 1 0 0 1
68
E
1 0 0 0 1 1 0 0 0
69
F
0 0 1 0 1 1 0 0 0
70
G
0 0 0 0 0 1 1 0 1
71
H
1 0 0 0 0 1 1 0 0
72
I
0 0 1 0 0 1 1 0 0
73
J
0 0 0 0 1 1 1 0 0
74
K
1 0 0 0 0 0 0 1 1
75
L
0 0 1 0 0 0 0 1 1
76
M
1 0 1 0 0 0 0 1 0
77
N
0 0 0 0 1 0 0 1 1
78
O
1 0 0 0 1 0 0 1 0
79
P
0 0 1 0 1 0 0 1 0
80
Q
0 0 0 0 0 0 1 1 1
81
R
1 0 0 0 0 0 1 1 0
82
S
0 0 1 0 0 0 1 1 0
83
T
0 0 0 0 1 0 1 1 0
84
U
1 1 0 0 0 0 0 0 1
85
V
0 1 1 0 0 0 0 0 1
86
W
1 1 1 0 0 0 0 0 0
87
X
0 1 0 0 1 0 0 0 1
88
Y
1 1 0 0 1 0 0 0 0
89
Z
0 1 1 0 1 0 0 0 0
90
hyphen
0 1 0 0 0 0 1 0 1
45
period
1 1 0 0 0 0 1 0 0
46
space
0 1 1 0 0 0 1 0 0
32
$
0 1 0 1 0 1 0 0 0
36
/
0 1 0 1 0 0 0 1 0
47
+
0 1 0 0 0 1 0 1 0
43
%
0 0 0 1 0 1 0 1 0
37
S/S 又は *
0 1 0 0 1 0 1 0 0
none
注記1 S/Sは,スタートキャラクタ及びストップキャラクタを表し,通常“*”と表示する。
注記2 B及びSと頭に表記した欄で,0は,細エレメントを表し,1は,太エレメントを表
す。
5
X 0503:2012 (ISO/IEC 16388:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.3.3
スタートキャラクタ及びストップキャラクタ
コード39のスタートキャラクタ及びストップキャラクタの目視可能な表記は,通常,“*”(アスタリス
ク)を用いる。このキャラクタは,シンボルに符号化されるデータの一部を構成してはならず,復号器に
も伝送しない。
スタートキャラクタは,キャラクタ間ギャップで先頭のデータキャラクタの最初のバーから分離し,デ
ータシンボルキャラクタの左端に配置する。ストップキャラクタは,キャラクタ間ギャップで末尾のデー
タキャラクタの最後のバーから分離し,データシンボルキャラクタ(存在する場合は,シンボルチェック
キャラクタを含む。)の右端に配置する。
4.3.4
任意選択のシンボルチェックキャラクタ
附属書Aにチェックキャラクタの位置及び計算方法を示す。
4.4
寸法
コード39シンボル体系は,次の公称寸法を用いる。
a) 細エレメント幅(X):コード39シンボルのX寸法は,シンボルの生成装置(プリンタ)及び読取装
置(リーダ)の入手性を考慮し,その用途における一般的な要件に従い,アプリケーション仕様によ
って規定することが望ましい(4.7.1参照)。
b) 太細比(N):2.0:1〜3.0:1
c) キャラクタ間ギャップの幅(I)
1) 最小:Xと等しい値
2) 最大:
X<0.287 mmの場合:5.3X
X≧0.287 mmの場合:1.52 mm又は3Xのいずれか大きい方
d) クワイエットゾーンの最小幅:10X
e) 手動走査用に推奨する最小のバーコード高さ:5.0 mm又はクワイエットゾーンを除くシンボル幅の
15 %のいずれか大きい値
注記 クワイエットゾーンを含めたコード39シンボルの幅W(mm)は,次の式で計算することが
できる。
(
)(
)
(
)
Q
I
C
X
N
C
W
2
1
6
3
2
+
+
+
+
+
=
ここに,
W: シンボルの幅(mm)
C: データキャラクタの数(シンボルチェックキャラクタ
がある場合はそれを含む。)
N: 太エレメント幅と細エレメント幅との比率
X: 細エレメント幅(mm)
I: キャラクタ間ギャップの幅(mm)
Q: クワイエットゾーンの幅(mm)
4.5
参照復号アルゴリズム
バーコード読取システムは,実際のアルゴリズムが許容する範囲で,不完全なシンボルを読み取るよう
に設計されている。ここでは,JIS X 0520に規定する復号容易度の計算に用いる参照復号アルゴリズムに
ついて記述する。
a) 先頭クワイエットゾーンが存在することを確認する。
b) 各シンボルキャラクタ(スタート及びストップキャラクタを含む。)について
1) バー5本及びスペース4本の全キャラクタ幅を計算し,これをSとする。
6
X 0503:2012 (ISO/IEC 16388:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) しきい(閾)値
8
S
T=
を計算する。
3) そのキャラクタの各エレメント幅を値Tと比較する。エレメント幅がTより大きければ,そのエレ
メントは太エレメントとみなす。そうでない場合には,細エレメントとみなす。
4) 太エレメント及び細エレメントのパターンが許容されたセットの有効なキャラクタに合致するかど
うかを決定する。
c) 読み込まれた最初のシンボルキャラクタはスタートキャラクタ又はストップキャラクタでなければな
らない。これから走査方向を求めることができる。
d) 有効なスタートキャラクタ又はストップキャラクタが見つかるまでシンボルキャラクタの読込みを続
ける。
e) 末尾クワイエットゾーンが存在することを確認する。
4.6
シンボル品質
4.6.1
試験仕様
シンボルがこの規格の仕様に適合するか否かを検証するため,バーコードシンボルを測定し,グレード
付けするための標準化された手法を規定しているJIS X 0520及び4.6.2に補足する試験仕様を用いて,当
該シンボルを試験する。JIS X 0520は,測定条件を記述し,バーコードシンボルの属性に基づいて総合的
な品質グレードを決定する方法を規定している。JIS X 0520に基づいて“復号”及び“復号容易度”を評
価するために,4.5に規定する参照復号アルゴリズムを用いる。
総合的なシンボルグレードは,次の例に示す形式で表記する。
660
/
10
/5.1
ここに,
1.5: 総合的なシンボル品質グレード
10: 測定開口径番号(この例では直径0.25 mm)
660: 最大感応波長[ナノメータ(nm)]
JIS X 0520は,シンボル体系仕様で,追加の合格基準・不合格基準を定めることを許容している。コー
ド39について,追加基準を4.6.2に定める。これらの要求事項を満たさない,いかなる個々の走査波形も
品質グレードは,0とする。
4.6.2
追加のパラメタ
4.6.2.1
太細比
生成するシンボルのNの公称値(設計値)は,2.0〜3.0でなければならない。走査波形におけるNの測
定値は,1.8〜3.4の範囲内でなければならない。JIS X 0520において,走査反射率波形の中の太細比は,
次のように測定及びグレード付けをする。
4.3
8.1
≦
≦N
:グレード4
8.1
<
N
又は
4.3
>
N
:グレード0
4.6.2.2
キャラクタ間ギャップ
シンボルの細エレメント幅測定値(Z)が0.287 mm未満の場合,許容されるキャラクタ間ギャップの最
大値は,5.3Zとする。Zが0.287 mm以上のシンボルの場合,許容されるキャラクタ間ギャップの最大値は,
3Z又は1.52 mmのいずれか大きい方とする。JIS X 0520において,走査反射率波形の中のキャラクタ間ギ
ャップは,次のように測定及びグレード付けをする。
7
X 0503:2012 (ISO/IEC 16388:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
max
G
I≦
:グレード4
max
G
I>
:グレード0
ここに,
Z
G
3.5
max=
:
mm
287
.0
<
Z
の場合
MAX
G
=
max
(1.52 mm,3Z) :
mm
287
.0
≧
Z
の場合
4.6.2.3
クワイエットゾーン
シンボル両端のクワイエットゾーンはそれぞれ,最小10Zとする。JIS X 0520において,走査反射率波
形の中の先頭クワイエットゾーン及び末尾クワイエットゾーンは,次のように測定及びグレード付けをす
る。
Z
10
≧
クワイエットゾーン
:グレード4
Z
10
<
クワイエットゾーン
:グレード0
注記 4.6.2.1〜4.6.2.3の要件は,設定値ではなくて,パラメタの実際の測定値を基礎とする。したが
って,X寸法よりもZ寸法の方が適切である。
4.7
アプリケーション定義パラメタ
4.7.1
シンボル体系及び寸法特性
特定のアプリケーションで,コード39の印字及び読取りを可能にするためには,そのアプリケーション
規格で,次に挙げるシンボル体系のパラメタ及び寸法のパラメタを規定することが必要である。
a) 用いるキャラクタセットを符号化キャラクタセットの中から選択。
b) シンボル中のデータキャラクタの数。これは固定,可変又は指定上限までの可変のいずれでもよい。
c) モジュラス43シンボルチェックキャラクタを用いるかどうか(附属書A参照)。それを伝送するかど
うか。
d) データチェックキャラクタを用いるかどうか。用いる場合はその計算アルゴリズム。
e) X寸法の範囲。
f)
太細比の範囲。
g) キャラクタ間ギャップ。
h) 最小のバーコードの高さ。
注記1 当該アプリケーションでデータ安全性強化機能を利用したい場合は,シンボルチェックキ
ャラクタを用いるのがよい。
注記2 太細比は,読取性能を最大にするために4.4に指定する範囲内で可能な限り大きくするの
がよい。
附属書Dに例を示す。
4.7.2
光学的特性
当該アプリケーションでシンボルの読取りができるようにするには,特定の光学パラメタを指定する必
要がある。アプリケーション規格では,このパラメタを選択し,次の規定を含める。
a) 最大感応波長
b) シンボル及びスキャナの適合すべきスペクトル半値幅
c) スキャナのスポットサイズ
d) バー及びスペースの反射率パラメタ
e) 光学測定の実施条件
8
X 0503:2012 (ISO/IEC 16388:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
バーコードシンボル内のボイド,スポットなどの許容程度
附属書Dに例を示す。
注記 最大感応波長(peak response wavelength)は,バーコードシンボルから反射した光信号を感知す
るためにスキャナに実装された素子の感度が最大となる波長を意味する。
4.7.3
試験仕様
シンボルを,JIS X 0520に基づいて測定する場合には,最小グレードレベル,必要な測定開口及び最大
感応波長を含む,許容可能な総合的シンボルグレードの最小値をアプリケーション仕様で規定することが
望ましい。
9
X 0503:2012 (ISO/IEC 16388:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
その他の特徴
A.1 チェックキャラクタ
A.1.1 シンボルチェックキャラクタ
特定アプリケーションでデータ安全性の強化を求める場合は,シンボルチェックキャラクタを用いる。
その場合,シンボルチェックキャラクタは,最後のデータキャラクタの直後,ストップキャラクタの直前
に置く。シンボルチェックキャラクタの挿入については,アプリケーション仕様によって決定する。
挿入する場合は,次のシンボルチェックキャラクタアルゴリズムを適用する。
a) 各データキャラクタに表A.1に示す数値を割り当てる。
b) シンボル中の全てのデータキャラクタについて数値の合計を計算する。
c) その合計値を43で除す。
d) その除算の余りに対応する表A.1の値のキャラクタをチェックキャラクタとして用いる。
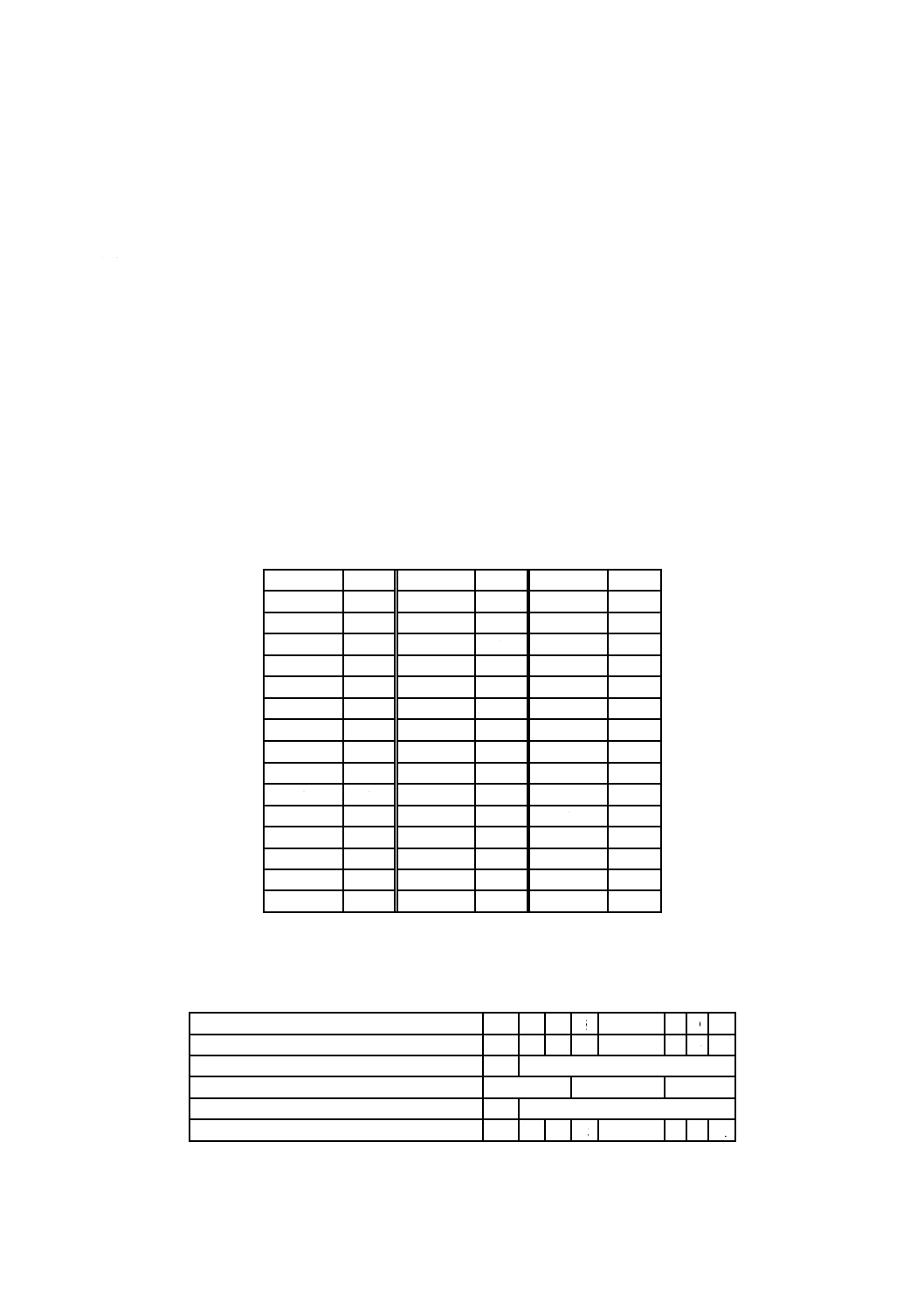
表A.1−モジュラス43チェックキャラクタの数値
キャラクタ
値
キャラクタ
値
キャラクタ
値
0
0
F
15
U
30
1
1
G
16
V
31
2
2
H
17
W
32
3
3
I
18
X
33
4
4
J
19
Y
34
5
5
K
20
Z
35
6
6
L
21
-
36
7
7
M
22
.
37
8
8
N
23
スペース
38
9
9
O
24
$
39
A
10
P
25
/
40
B
11
Q
26
+
41
C
12
R
27
%
42
D
13
S
28
E
14
T
29
モジュラス43シンボルチェックキャラクタは,復号器によって伝送可能である。
例 データメッセージが“CODE39”のときの計算
データキャラクタ
C
O D E スペース 3 9
キャラクタ値
12 24 13 14
38
3 9
値の合計
113
43で割る
113 / 43=2
余り27
値27に対応するキャラクタ
R
シンボルチェックキャラクタをデータに追加
C
O D E スペース 3 9 R
10
X 0503:2012 (ISO/IEC 16388:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.1.2 データチェックキャラクタ
復号器による伝送時に,モジュラス43チェックキャラクタをデータチェックキャラクタとして用いるこ
とができる。又は,ISO/IEC 7064に定めるアルゴリズム,若しくはアプリケーション仕様に規定する別の
アルゴリズムを用いて,データチェックキャラクタを計算することもできる。ただし,シンボル生成及び
メッセージ処理ソフトウェアに,その計算及び検証に関する適正な規定を盛り込む必要がある。そのデー
タチェックキャラクタは,データ文字列の最後のキャラクタとして,復号器によって伝送される。
A.2 文字,記号の併記
通例として,データキャラクタの文字(シンボルチェックキャラクタがある場合はそれを含む。)を,そ
の符号化であるコード39シンボルに併記する。スタートキャラクタ・ストップキャラクタも表記可能であ
る。キャラクタサイズ及びフォントは指定されず,クワイエットゾーンと重ならない限りで,シンボル周
囲の任意の場所に表記することができる。
A.3 任意のデータ伝送モード
特定のアプリケーション要件を満足させるために標準的でない方法でコード39シンボルを読み取るよ
う,復号器をプログラミングすることも可能である。そのような方法として,次に,フルASCII(A.3.1参
照),メッセージアペンド(A.3.2参照),制御機能(A.3.3参照)の三つを示す。これらの機能を利用する
には復号器に特別なプログラミングが必要になる。標準コード39シンボルとの混同が生じる可能性がある
一般的なアプリケーションでは,これらの方法は推奨しない。
A.3.1 フルASCII
1個又は4個のキャラクタ[“$”(ドル記号),“+”(正符号),“%”(パーセント),“/”(斜線)]のいず
れか一つを先頭にし,26英文字のいずれか一つをその後に続ける,2個のシンボルキャラクタの組合せを
用いて,JIS X 0201のISO/IEC 646国際基準版(ISO 646 IRV)(それぞれFS,GS,RS及びUSに修正し
た値28〜値31をもつISO/IEC 6429に規定する,制御コードのC0集合を含む。)に従って設定されたASCII
の128個の全てのキャラクタを符号化してもよい。この組合せを表A.2に示す。フルASCIIオプションを
復号器で有効にした場合,伝送するのはシンボルキャラクタの組合せに対応するASCIIキャラクタだけで,
2個のシンボルキャラクタそのものは伝送しない。
A.3.2 メッセージアペンド
長いメッセージを複数の短いメッセージに分割することはときによっては有効である。コード39シンボ
ルの最初のデータキャラクタが“スペース”の場合,そのスペースに続くデータを記憶バッファ(未伝送
データ)の末尾に連結するように復号器をプログラミングすることができる。この操作は,先頭に“スペ
ース”をもつ全ての後続のコード39シンボルに対して実行され,メッセージはバッファ内に蓄えられてい
るそれ以前のメッセージの最後に連結される。先頭に“スペース”を含まないメッセージが読み込まれる
と,その内容がバッファに結合された後,バッファの内容が全て送信され,バッファはクリアされる。デ
ータシーケンスに意味がある場合,確実に適正な順序でシンボルが読み取られるような措置が必要である。
A.3.3 制御機能
もう一つの特定システム専用のモードは,クローズドシステムに使用可能で,オープンシステムには使
えない任意機能である。“$”(ドル記号),“%”(パーセント),“+”(正符号),“−”(ハイフン),“.”
(ピリオド),“/”(斜線)(ASCIIキャラクタ36,37,43,45,46,47)のキャラクタセットから2個のシ
ンボルキャラクタを組み合わせて,36種類の制御機能をシステムにプログラミングすることができる。こ
11
X 0503:2012 (ISO/IEC 16388:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
れらのシンボルの組合せに応答して,規定された機能を実行するように復号器をプログラミングすること
が可能である。この2個のシンボルキャラクタの組合せは伝送せず,シンボル体系識別子(附属書C参照)
は用いない。
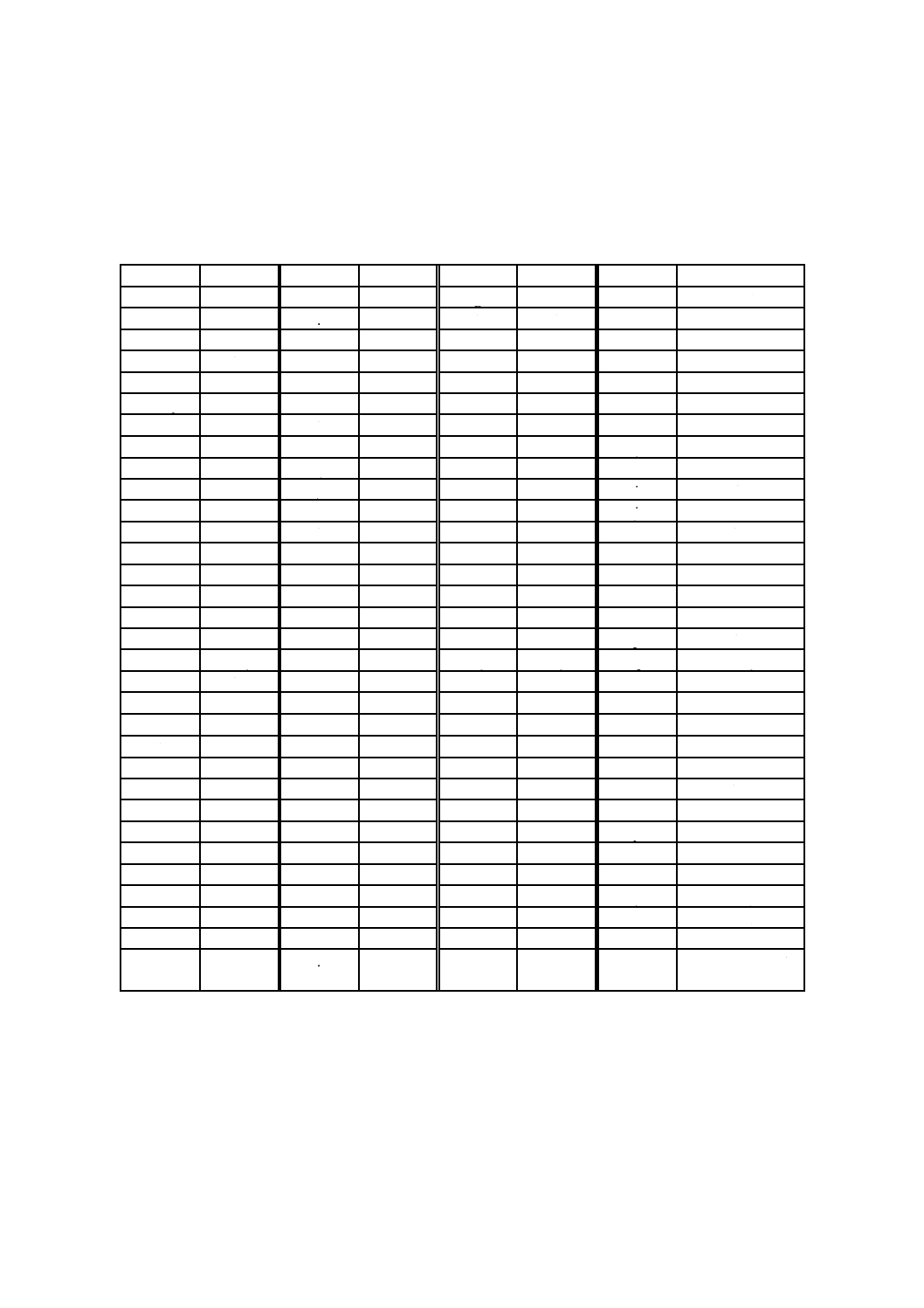
表A.2−コード39で符号化したフルASCIIキャラクタセット
ASCII
コード
ASCII
コード
ASCII
コード
ASCII
コード
NUL
%U
SP
スペース
@
%V
ʻ
%W
SOH
$A
!
/A
A
A
a
+A
STX
$B
“
/B
B
B
b
+B
ETX
$C
#
/C
C
C
c
+C
EOT
$D
$
/D
D
D
d
+D
ENQ
$E
%
/E
E
E
e
+E
ACK
$F
&
/F
F
F
f
+F
BEL
$G
ʻ
/G
G
G
g
+G
BS
$H
(
/H
H
H
h
+H
HT
$I
)
/I
I
I
i
+I
LF
$J
*
/J
J
J
j
+J
VT
$K
+
/K
K
K
k
+K
FF
$L
,
/L
L
L
l
+L
CR
$M
−
−
M
M
m
+M
SO
$N
.
.
N
N
n
+N
SI
$O
/
/O
O
O
o
+O
DLE
$P
0
0
P
P
p
+P
DC1
$Q
1
1
Q
Q
q
+Q
DC2
$R
2
2
R
R
r
+R
DC3
$S
3
3
S
S
s
+S
DC4
$T
4
4
T
T
t
+T
NAK
$U
5
5
U
U
u
+U
SYN
$V
6
6
V
V
v
+V
ETB
$W
7
7
W
W
w
+W
CAN
$X
8
8
X
X
x
+X
EM
$Y
9
9
Y
Y
y
+Y
SUB
$Z
:
/Z
Z
Z
z
+Z
ESC
%A
;
%F
[
%K
{
%P
FS
%B
<
%G
\
%L
|
%Q
GS
%C
=
%H
]
%M
}
%R
RS
%D
>
%I
^
%N
〜
%S
US
%E
?
%J
-
%O
DEL
%T,%X,%Y
又は %Z
12
X 0503:2012 (ISO/IEC 16388:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
コード39を用いるためのガイドライン
B.1
自動識別の適合性
他のシンボル体系からコード39を識別するように設計され,適正にプログラミングされたバーコード復
号器を用いて,コード39を読み取ることができる。
読取りの安全性を最大化するために,復号器の有効なシンボル体系のセットを,与えられたアプリケー
ションが必要とするシンボル体系に制限することが望ましい。
インタリーブド 2 オブ 5シンボルと一緒の自動識別環境でコード39を用いる場合は,次のガイドライ
ンを守る必要がある。
a) コード39シンボルの公称キャラクタ間ギャップが,細エレメント幅を超えない。
b) 全てのコード39シンボルのキャラクタ数(スタート及びストップキャラクタも含む。)がインタリー
ブド 2 オブ 5シンボルのデータキャラクタ数の半分より確実に多くなるように読取りシステムを制
限し,復号器をプログラミングする。
c) インタリーブド 2 オブ 5シンボルがコード39と自動識別される環境で,インタリーブド 2 オブ 5
シンボルの文字長は最低6文字以上とする。
JIS X 0505で推奨する,固定長シンボル,ベアラバー及びチェックキャラクタをインタリーブド 2 オブ
5に用いることで,自動識別環境での読取りの正確性を更に高めることができる。
B.2
システムの考察
バーコードシステムの各種構成要素[プリンタ,ラベル及びリーダ(スキャナ)]が一体的なシステムと
して機能することが重要である。いずれかの構成要素の不具合又は構成要素間の不整合が,システム全体
の性能を低下させることがある。要求性能を達成するためには,プリンタ,シンボル及びリーダ間の整合
性が確立していることが望ましい。
B.3
印刷に関する考察
B.3.1 画素ベース印刷
画素ベースプリンタ(ドットプリンタなど)でバーコードを生成するのに用いる画像ソフトウェアは,
シンボル体系とは関係なく,各バー及び各スペースを正確にプリンタの画素ピッチに合わせて縮小又は拡
大する能力を備えたものでなければならない。コード39などの2値幅シンボル体系の場合,バー幅の太り
(又は細り)の補正前の状態において,細バー及び細スペースのエレメントを構成する画素数は一定の整
数定数であり,太エレメントを構成する画素数は細エレメントの画素数に太細比を乗じた整数とする。ま
た,必要なキャラクタ間ギャップの画素数も一定の整数定数でなければならない。したがって,画素ベー
スプリンタで印刷可能なのは,X寸法及び太細比の特定の組合せに限られる。
均一なバー幅の太り(又は細り)の補正は,シンボル内の全てのバー及びスペースで行い,各部での補
正量は同じでなければならない。これは,シンボルのバーとスペースとのペアごとに同じ規則で,明から
暗又は暗から明の箇所で,及びシンボルの最後のバーで,ピクセル数を整数単位で変えることによって達
成してもよい。例として,プリンタの解像度さえ許せば,シンボルの全ての同じ側のエッジに沿った全画
13
X 0503:2012 (ISO/IEC 16388:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
素を,暗から明に変更することもできる。また,シンボルの全てのバーの両側のエッジに沿った全画素を,
暗から明に変更することもできる。ただし,暗から明へ又は明から暗への画素の変換が可能なのは,補正
がシンボル全体に一様に施されていて,かつ,シンボル全体のキャラクタ幅が変わらないことが前提とな
る。
この原則が守られないと,シンボル品質が低下するばかりか,シンボルが読取り不能になってしまうこ
ともある。
様々なプリンタで利用できるように設計された,汎用印刷ソフトウェアは,利用者に,X寸法及びバー
幅の太り(又は細り)を調整する機能を提供することが望ましい。
プログラム作成者のための例
これらの原則は,デジタルバーコード設計ファイルに対する規則として次のように要約できる。
a) 希望の倍率に変換する場合,X寸法は,最も近い整数まで切り捨てた画素数で細エレメント幅にし,
太エレメント幅が,整数の画素数となる太細比を選択する。
b) バー幅の太りが均一に補正される画素数を求め,それに最も近い整数に切り上げる。
c) 上記の結果を適用し,シンボルの全てのバー及びスペースについて画素数を決定する。
例 1 mm当たり24ドットをもつ印刷機器及びデジタルバーコード設計ファイルを用いて,X寸法
が0.27 mmで,太細比が2.5:1で,かつ,X寸法が0.06 mm縮小するシンボルを作成する。
− 細エレメント寸法は,24ドット/mm×0.27 mm=6.5画素になる。これを切り捨てて細エレ
メントにつき6画素とする。
− したがって,太エレメントサイズは6×2.5=15画素になる。
− バー幅の太りの補正は,0.06 mm×24画素/mm=1.4画素になる。これを切り上げて2画素
とする。
表B.1は,上記に従って算出したバー及びスペースの画素数である。
表B.1−画像密度及びバー幅縮小のための画素数修正
画素数
バー
スペース
細エレメント
4
8
太エレメント
13
17
B.3.2 画素ベース印刷ソフトウェアガイドライン
バーコード印刷ソフトウェア及びプリンタで構成された印刷システムで最初にシンボルを印刷する場合,
使用者は,JIS X 0520に基づいて,印刷したシンボルが必要なシンボル品質グレード及びX寸法を満足す
るかどうかを検証することが望ましい。印刷したシンボルが必要なシンボル品質グレードに達していない
場合は,X寸法を拡大する又はバー幅の太り若しくは細りを変える必要がある。X寸法を拡大する場合は,
最小クワイエットゾーンが保たれていることを確認するのがよい。必要なシンボル品質グレードになるま
でこの処理を繰り返す必要がある。X寸法が小さいと,印刷システムによっては読取り可能なシンボルを
作成できないこともある。
B.3.3 プロセス制御について
プロセス制御のためには,平均のバー幅の太り(又は細り)の評価をし,太り(又は細り)の適切な低
減処置を施すことが望ましい。JIS X 0520を基に測定された復号容易度パラメタが,規則性のあるバー幅
の太り(又は細り)の影響を受けるからである。
14
X 0503:2012 (ISO/IEC 16388:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(規定)
シンボル体系識別子
復号器によっては,復号されるデータメッセージにプリアンブルとして,シンボル体系識別子を付加す
るようプログラミングされる場合もある。JIS X 0530でコード39には,次のシンボル体系識別子が割り当
てられている。
]Am
ここに,
]: ASCIIキャラクタ93を表す。
A: コード39シンボル体系を表すコードキャラクタ。
m: 変更子。値及び適用可能で有効な任意機能を,表C.1
に規定する。mが取り得る値は,0,1,3,4,5及び
7である。
表C.1−コード39のmの値
mの値
任意機能
0
チェックキャラクタなし,フルASCII処理なし。全てのデータを符号化し伝送する。
1
A.1.1に従って,モジュラス43シンボルチェックキャラクタを検証し,伝送する。
3
A.1.1に従って,モジュラス43シンボルチェックキャラクタを検証するが,伝送しない。
4
フルASCII変換実行,チェックキャラクタの検証は,しない。
5
フルASCII変換実行,モジュラス43シンボルチェックキャラクタを検証し,伝送する。
7
フルASCII変換実行,モジュラス43シンボルチェックキャラクタを検証するが,伝送しない。
この情報は,バーコードシンボルに符号化するのではなく,復号器が,復号後に生成し,データメッセ
ージのプリアンブルとして伝送することが望ましい。
15
X 0503:2012 (ISO/IEC 16388:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
アプリケーション定義パラメタの例
D.1 品質グレードの例
JIS X 0520に適合した品質グレードの最低値並びに測定開口径及び最大感応波長。次のように表現され
る。
1.5/10/660
ここに,
1.5: 総合的なシンボルの品質グレード
10: 測定開口径番号(この例では直径0.25 mm)
660: 最大感応波長(nm)
JIS X 0520を基準に,総合グレードに対する測定シンボルパラメタの最小値を決めることができる。
D.2 シンボル体系の特性の例
a) 符号化可能な文字セット:特殊文字は含まない,英大文字だけの集合。
注記 上記は制御機能のオプションも除外することを意味している。
b) データキャラクタの数:可変,最大16文字。
c) シンボルチェックキャラクタ:モジュラス43シンボルチェックキャラクタを用い,伝送する。
d) データチェックキャラクタ:追加データチェックキャラクタは不要。
D.3 寸法特性の例
D.3.1 寸法
利用者への助言として,一般的なアプリケーション要件,並びに適切なシンボル生成装置及び読取装置
が使えるかどうかという観点から,アプリケーション仕様で,X寸法の値又はX寸法の値の範囲を推奨し
てもよい。最小X寸法に適合していない場合,それだけで,この仕様に基づいて,シンボルが不合格であ
るとの理由としない方がよい。
手動で読み取る場合には,5 mm又はシンボル長の15 %のいずれか大きい方を最小バー高さとすること
を推奨する。
太細比Nの値又は太細比Nの値の範囲を指定することが望ましい。
例 X=0.33 mm(最小値),0.66 mm(最大値),N=3.0:1,Y=15 mm
D.3.2 寸法の許容誤差
幾つかのアプリケーション標準は,シンボル評価用に寸法の基準を規定しており,最小X寸法及び最大
X寸法を指定する必要がある。エレメント幅の公称値からの最大限度のずれを表す許容誤差(mm)は,ど
のシンボルに対しても一定であり,tで表す。この許容誤差は,次の計算式を用いる。
X
N
t
−
±
=
3
2
27
4
ここに,
t: 寸法許容差
N: 太細比
X: 公称細エレメント幅(mm)
一つのキャラクタ内のエレメント幅の合計値と公称値との差は,2tを超えないことが望ましい。
16
X 0503:2012 (ISO/IEC 16388:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献 JIS X 0505 自動認識及びデータ取得技術−バーコードシンボル体系仕様−インタリーブド2
オブ5
注記 対応国際規格:ISO/IEC 16390,Information technology−Automatic identification and data
capture techniques−Interleaved 2 of 5 bar code symbology specification(IDT)
ISO/IEC 7064,Information technology−Security techniques−Check character systems