T 8052:2005
(1)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本保安用品協会(JSAA)/財団法
人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標
準調査会の審議を経て,厚生労働大臣及び経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 13997:1999,Protective clothing−
Mechanical properties−Determination of resistance to cutting by sharp objectsを基礎として用いた。
また,令和2年10月26日,産業標準化法第17条又は第18条の規定に基づく確認公示に際し,産業標
準化法の用語に合わせ,規格中“日本工業規格”を“日本産業規格”に改めた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。厚生労働大臣,経済産業大臣及び日本
産業標準調査会は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願
公開後の実用新案登録出願にかかわる確認について,責任をもたない。
JIS T 8052には,次に示す附属書がある。
附属書A(参考)切創試験の詳細説明
附属書B(参考)この規格に適合する装置
附属書1(参考)JISと対応する国際規格との対比表
T 8052:2005
(2)
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 試験片採取 ····················································································································· 1
4.1 試験片 ························································································································· 1
4.2 採取方向 ······················································································································ 2
4.3 試験片寸法 ··················································································································· 2
4.4 試験片の調整 ················································································································ 2
5. 試験方法 ························································································································ 2
5.1 原理 ···························································································································· 2
5.2 試験装置 ······················································································································ 2
5.3 試験手順 ······················································································································ 3
6. 試験報告書 ····················································································································· 4
附属書A(参考)切創試験の詳細説明 ······················································································ 6
附属書B(参考)この規格に適合する装置 ················································································· 8
附属書1(参考)JISと対応する国際規格との対比表 ·································································· 10
日本産業規格 JIS
T 8052:2005
防護服−機械的特性−
鋭利物に対する切創抵抗性試験方法
Protective clothing - Mechanical properties -
Determination of resistance to cutting by sharp objects
序文 この規格は,1999年に第1版として発行されたISO 13997,Protective clothing−Mechanical properties
−Determination of resistance to cutting by sharp objectsを翻訳し,技術的内容及び規格票の様式を変更して作
成した日本産業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格を変更している事項である。変更の一覧
表をその説明を付けて,附属書1(参考)に示す。
1. 適用範囲 この規格は,防護服用に設計された材料及び組立て部品のナイフ,金属薄板部品,金属切
りくず,ガラス,刃のある工具,鋳造物などの鋭利な物に対する,切創抵抗性試験方法について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 13997:1999,Protective clothing−Mechanical properties−Determination of resistance to cutting
by sharp objects (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS L 0105 繊維製品の物理試験方法通則
備考 ISO 139:1973,Textiles−Standard atmospheres for conditioning and testingからの引用事項は,こ
の規格の該当事項と同等である。
3. 定義 この規格で用いる主な用語の定義は,次による。
3.1
カットスルー(cut-through) 試験用刃物の刃先が試験片を貫通し,その下の導電性材料に最初に接触
するときに起こる事象。
3.2
切創力(cutting force) 標準的な鋭さの試験用刃物を用い,20 mm長の1ストローク(1回,20 mm引
くこと。)によって,材料をカットスルーするのに必要とされる力として算出された値。
3.3
切創ストローク長(cutting stroke length) カットスルーが起こるまでの刃先が進む距離。
4. 試験片採取
4.1
試験片 試験片は,身体防護部位の各種の構成を代表している製品試料から,又は製品の様々な品
2
T 8052:2005
質を代表している部位から採取する。
4.2
採取方向 機械編み,手編み,その他の伸縮性材料の試験片は,試験片がたて方向と45±10°の角度
になるように準備する。非伸縮性材料,又はたて方向が明確でない材料は,互いに45°をなす2方向で試
験する。特別な材料又は製品から得た試験片は,この規格に示す方向とは異なる方向で試験することも可
能である。
4.3
試験片寸法 特に明示されていない限り,試験片の寸法は25 mm × 100 mmより大きく,切創方向は
長軸に対し90°になるようにする。1回だけの切創を行う試験片でも,25 mm × 25 mmより大きいものとす
る。
4.4
試験片の調整 試験片は,JIS L 0105に従って調整する。試験は,試験片を調節した環境において,
又は調節した環境から回収後5分以内に行う。
5. 試験方法 (附属書A参照)
5.1
原理 材料の切創抵抗性とは,試験用刃物によるカットスルーに耐える能力である。切創抵抗性は,
試験片を横断して鋭利な試験用刃物を落とし,機械を用いて測定する。試験片表面に直角に向けた試験用
刃物に種々の大きさの力を加えて,試験用刃物を3 mm〜50 mm動かし,切創を作る。試料とする材料の
切創抵抗性は,標準的な鋭利さの試験用刃物を用い,20 mm長の1ストローク(1回,20 mm引くこと。)
によって,材料を単にカットスルーするのに必要とされる切創力として表す。切創力の数値は,材料の分
類に用いることができる。刃先と試験片との間に一定の力を保持でき,試験用刃物が試験片をカットスル
ーするまでに進む距離を正確に測定できる装置であればよい。附属書B(参考)にこの要件に適合する測
定機材を示す。
5.2
試験装置 試験装置は,次の部品で構成する。
5.2.1
フレーム 刃先と試験片との間に200 N以上の力が働いても,構成部品を支持できるもの。
5.2.2
加力システム このシステムは,試験用刃物を試験片上に移動させ,刃先と試験片との間に働く力
が一定(±5 %)に加えられるものとする。加える力は,1.0 Nと200 Nとの間で変えられる機能をもつ。
力は,試験用刃物ホルダ又は試験片ホルダのどちらに加えてもよい。
5.2.3
試験片ホルダ 試験片を固定する部位の表面は金属製で,試験片固定部位は,半径38±0.5 mmの
曲線状とし,固定部位の長さは110 mm以上,湾曲方向の幅は32 mm以上とする。試験片ホルダを固定す
ることによって,一つの試験片上に最低10 mm間隔で,複数の切創を作ることが可能である。
5.2.4
試験用刃物 試験用刃物は,45 HRC以上の硬度のステンレス鋼製で,厚さ1.0±0.5 mmとし,真
っすぐな刃先に沿って2.5±0.2 mmのベベル(刃の斜端で削られている部分)幅に研ぐ。これは,カッテ
ィングエッジでは約22°の刃先角になる。試験用刃物のカッティングエッジは65 mmを超え,幅は18 mm
を超えるものでなければならない (1) 。
注(1) ここに記述の試験用刃物は,American Safety Razor Co.(所在地:Razor Blade Lane, Verona, VA
24482, USA)からブレードNo.88-0121,タイプGRU-GRUという製品として入手可能である。
この情報は,この規格の使用者の利便のために提供されるものであり,この製品を推奨するも
のではない。
5.2.5
試験用刃物ホルダ 試験用刃物の幅12.0±0.5 mmの部分が露出するように,かつ,ひずみが最小
限になるように試験用刃物を支えられるものとする。試験用刃物は,試験用刃物面と試験片ホルダの長軸
とが90±2°をなし,試験片ホルダの湾曲方向を指向できるように固定する。
3
T 8052:2005
5.2.6
切創作動装置 この装置はねじ式駆動装置とし,刃先が試験片ホルダの長軸と90±2°を保ち,2.5
±0.5 mm/sの速度で試験片上を横断して移動する。この装置ではベアリングによって,側方移動を制御し
ながら滑らかに動く。また,カッティングエッジが静止状態で試験片と接触していないときの横方向への
最大移動距離は,5±0.5 Nの力が試験用刃物の長軸に90±5°の角度で加わった場合,0.5 mmとする。
5.2.7
切創ストローク長の測定 完全にカットスルーするために試験片を横断して引かれるカッティン
グエッジは,正確に0.1 mm単位で測定する。測定する距離は,試験用刃物が最初試験片と接触静止位置
からカットスルーが生じて,試験用刃物と試験片ホルダとの間に最初の電気的接触が起こる点までとする。
5.3
試験手順
5.3.1
試験片の固定 試験片は,試験片ホルダに幅50±2 mmの両面接着テープで固定させる。幅10±2
mmで厚さ0.03 mm以下の導電性材料(例えば,アルミニウム,銅)は接着テープの最上部中央に置き,
金属の試験片ホルダと接触させて電気的接触が良好に保てるようにする。試験片はホルダ上のテープの上
に置き,試験片を伸展させずに固定する。又は,試験片をホルダ上に縦方向に長い2本の両面接着テープ
で固定してもよい。切創用試験用刃物と接触が起きる中央の10±2 mmを残すようにして,テープをホル
ダ上には(貼)り付ける。
厚さ0.03 mm以下の低密度ポリエチレンなどのプラスチック製フィルムを用いて,電気伝導性の試験片
を試験片ホルダから絶縁する。多層材料は,試験前に縁に沿って縫うか,接着テープの中間層を用いるか,
又は他の適切な手法により安定した状態にする。緩く編んである材料は,ホルダ上にろ紙を置きその上に
固定してもよい。ろ紙は,面密度(坪量)が65 g/m2より小さいものでなければならない。
5.3.2
カッティングエッジの鋭利さの検定 試験用刃物の1組は,200本以上のロットから入手する。試
験は20枚目ごとに,ネオプレン製校正用標準物質を5±0.02 Nの力で切創する(5.3.4を参照)。
試験用刃物1試験分は,切創ストローク長が平均20 mm〜30 mmで,10回の測定の変動係数が10 %以
下を許容範囲とする。許容範囲内にある試験用刃物は,カッティングエッジに損傷を起こさないように,
使用するまで注意して保管する。
ネオプレン製校正用標準物質(2)は,厚さ1.57±0.05 mmでショアA硬度50±5とする。
注(2) このネオプレンの在庫品は,IRSST(Institut de Recherche en Santé et en Sécurité du Travail du
Quebec,所在地:505 boulevard de Maisonneuve Ouest, Montreal, Quebec, Canada H 3 A 3 C 2)
から適合証明書付きで購入できる。この情報は,この規格の使用者の利便のために提供される
ものであり,この製品を推奨するものではない。
5.3.3
装置の設置 装置の設置は,次による。
a) 装置は水平に設置する。
b) 試験片を5.3.1に従いホルダ上に固定する。
c) 新しい試験用刃物を取り付け,試験用刃物ホルダ及び試験片ホルダは,切創ストロークの開始位置に
置く。変位測計はゼロにセットする。
d) 試験用刃物が試験片と接触するときに両者の間の力が0.01 Nより小さくなるように装置を調整する。
5.3.4
試験手順 試験手順は,次による。
a) 試験片と試験用刃物との間に,選択した大きさの力を徐々に加える。
b) 5秒以内に切創ストロークを開始する。
c) 切創ストローク長が5 mm〜50 mmになるよう力の設定を行い,試験的な切創を行う。この力と切創
ストローク長は記録する。
d) 切創ストローク長が5 mm〜50 mmの範囲内で少なくとも15回の読取り値が得られるまで,種々の大
4
T 8052:2005
きさの力で試験を繰り返す。5 mm〜15 mm,15 mm〜30 mm,30 mm〜50 mmの三つの切創ストロー
クの各々において,5回の読取り値を得る。
各読取り値は,未使用の刃先を用いて得る。切創は,既存の切創又は試験片の縁から少なくとも10
mm以上離れた箇所で行う。
e) 5.3.4 d)で得られた読取り値から,5.3.5 c)に従って計算した力に対する5回の読取り値を得るために試
験を繰り返す。もし必要なら,更に5回の読取りを得るまで試験を行う。
5.3.5
計算
a) 試験用刃物の鋭利さの補正因子Cは,次によって求める。
ここに, C: 補正因子
l: 切創ストローク長(単位はmm,ネオプレンに対し5.0 N
のとき)
K = 20とする
b) 5.3.4 d)で記録された各切創ストロークに試験用刃物の鋭利さの補正因子を乗じて標準化を行う。すな
わち,
A×C = B
ここに,
A: 記録されたストローク長
B: 標準化された切創ストローク長
c) 標準化された切創ストローク長を加えた力に対してプロットする。コンピュータ・プログラムを用いる
か,又はグラフ上から曲線を得る。
d) 5.3.5 c)で得られた曲線から20 mmの切創ストロークで材料をカットスルーするために必要な力を決
定する。
e) 5.3.4 e)に従い,5.3.5 d)で計算した力を用いて少なくとも更に5回の読取り値を得る。これら読取り値
の平均切創ストローク長が18.0〜22.0 mmの場合,これらの結果を上記d)の切創力の再計算に用いる。
結果の平均が18.0〜22.0 mmの範囲外にある場合,更に5回の読取り値を得て,すべての読取り値を
切創力の計算に用いる。
f)
報告は0.1 N単位とする。
6. 試験報告書 試験報告書には,少なくとも次の事項を記載する。
a) 名称又はコード番号,試験片の編み,伸縮などの種類,採取部位及び大きさ,試料の前処理など
b) 試験条件,試験片に対して使用される固定方法及び伸張方法の詳細並びに試験の実施回数
c) 必要とする追加試験又は試験条件
d) 試験環境
e) 個別の切創試験で得られた数値(力,距離,方向性)のすべて
f)
試験用刃物の鋭さの補正因子
g) 標準化した切創ストローク長
h) 最初の15回又はそれ以上の切創試験をプロットした曲線
i)
曲線から決定した切創力
j)
さらに5〜10回の切創試験から得られた結果
k) 全データポイントを再プロットした曲線
5
T 8052:2005
l)
全データポイントから導き出された切創力
m) この規格に指定された試験方法から逸脱した全事項
n) 試験の日付及び署名
o) 試験機関の名前
6
T 8052:2005
附属書A(参考)切創試験の詳細説明
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
A.1 序文 この規格に規定された方法は,個人用防護装具に使用される広範な材料に対する試験に使用
できる。この試験は,試験用刃物と試験片との間に一定の力を加えながら,試験片を横断して引いた鋭利
な試験用刃物に対する試験片の切創抵抗性を評価するものである。試験結果は,切創ストロークが20 mm
のときの材料をカットスルーするのに必要な刃先の力として表される。切創抵抗性が高いほど大きな力を
必要とする。
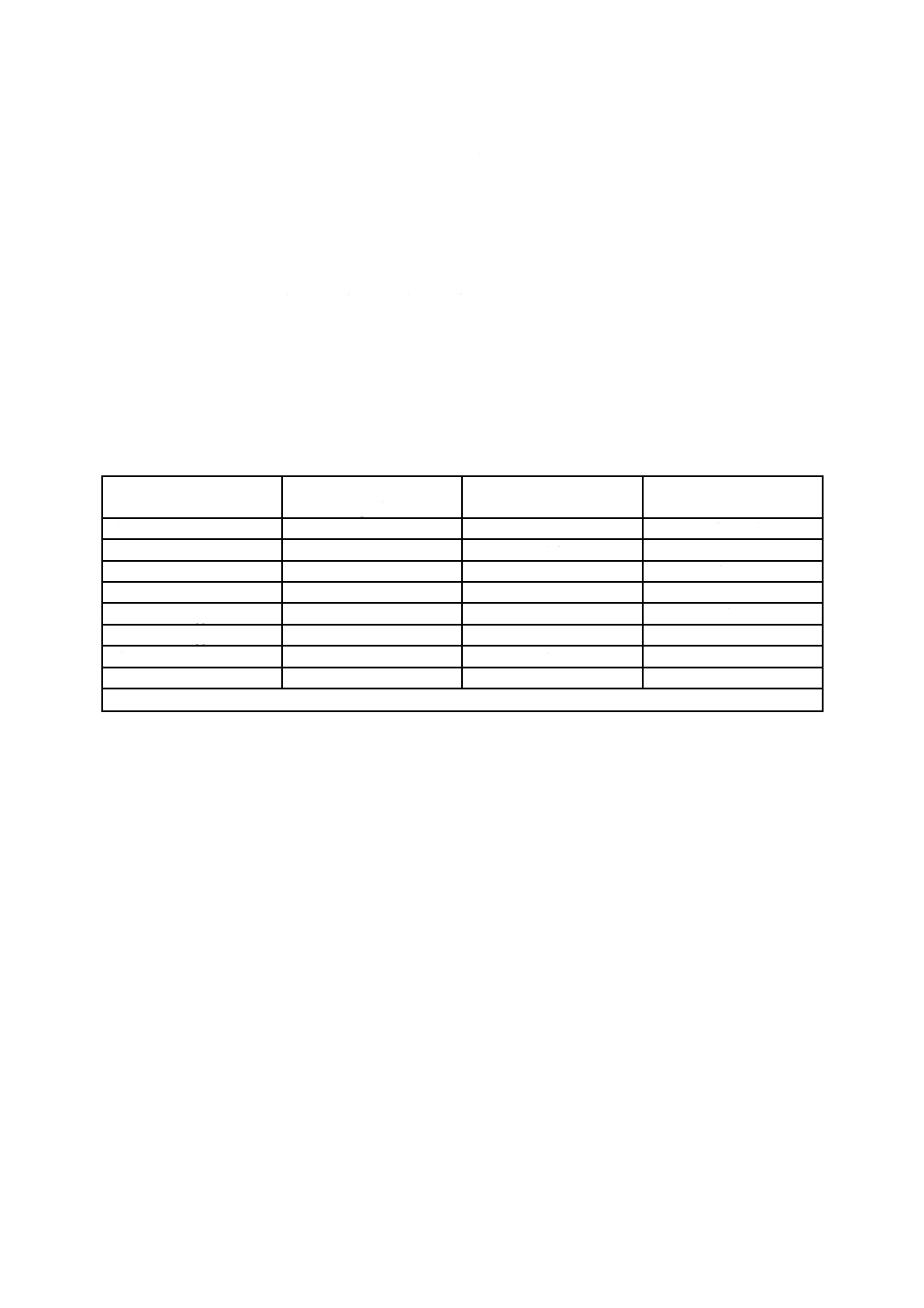
附属書A表1に代表的な結果を示す。
附属書A表 1 代表的な結果
材料
面密度
g/m2
切創力
N
代表的用途
綿
545
5.9
作業用手袋
ラテックス
469
1.0
手術用手袋
パラ系アラミド
688
11
業務用手袋
皮革
754
2.3
作業用手袋
強化HMWPE(1)
581
20.8
食品取扱用手袋
強化HMWPE(1)
853
31.9
食品取扱用手袋
ビニル
590
3.5
保護手袋(液体用)
パラ系アラミド
1 900
38.7
多層保護エプロン
注(1) HMWPE:高分子量ポリエチレン
A.2 この規格の使用 防護服−機械的特性−鋭利物に対する切創抵抗性試験方法の規格を引用するとき
には,一連のパラメータを規定する必要がある。
A.2.1 試験片採取及び試験片 織物,編物,不織布及び表面加工された製品の試料は,材料のロール全体
から対角線上に幾つかの箇所で採取する。構造的に均質な材料では,ロール全体から4個の試料を採取し
て,その試験片の切創力を測定し,4個の測定値の平均値を報告する。
獣皮のような,不均一な特性をもつ材料は,特定の箇所から一貫した方法でサンプリングし,それにつ
いての定義付けを行う。多数の皮革の同様な箇所からサンプリングした試料は,一つの皮革から数箇所で
サンプリングした試料よりも,数多くの有用なデータが得られる。
手袋などの製品の試料は,何組かの手袋から,種々の構造及び個体間の変動を代表するような特定の箇
所でサンプリングする。そして,試料数及びサンプリング箇所の定義付けを行う。
一貫性のある結果を得るには,試料から切り取る試験片の方向性及び大きさを,正確に規定する必要が
ある。
試験は,洗濯,乾燥等前処理条件をすべて明記し,通常,切り取った試料又は試験片ではなく,完成品
で実施する。
7
T 8052:2005
A.2.2 試験片の固定 固定手順が詳細に指定され,常に同一方法で実施された場合,試験結果は,変動の
少ないものになる。通常,試料から新たに切り取った試験片は,試験片ホルダの上に均一に広げて押し付
ける。その後は引き伸ばしてはならない。しかし,特殊な製品で,この手法が採用できない場合,代替手
法を指定し,それを詳細に記述しておく。
A.2.3 実施する試験回数 一つの切創力値を得るための一連の切創試験は,少なくとも15回,同一の試
料からの同質の試験片について行う。種々の材料又は製品について,十分正確な平均切創値を得るために
必要とされる試料の数を決定する必要がある。通常,試料数は3個以上とし,特定の材料の試験に対して
は必要な方向性を考慮する。
A.2.4 試験方法からの逸脱 製品の中には,水,油若しくはグリースで湿潤させたり,又は他の条件下で
試験を行うことが望ましいもの若しくは,製品が使用される状況の特徴から標準温度外で試験を行うこと
が望ましいものがある。そのような特別の試験条件は,詳細に規定し報告する。さらに材料又は製品の中
には,非標準的形状の試験片しか得られないものがある。これらを取扱う手法も,詳細に規定し報告する。
A.2.5 試験報告書 材料又は製品の試験報告書は,サンプリング情報,試験条件,標準化した切創ストロ
ーク長並びに算出された切創力,その他の項目を詳細に規定しておく。さらに,報告書には,試料の構造,
厚さ及び質量などの,材料又は製品を識別するための詳細な項目を含んでおく必要がある。
A.2.6 実施要件 この規格を引用する他の規格は,その規格の要件を満たす試料の最低切創力の数値を規
定するものとする。これらの数値は,通常,個々の性能段階に対する最低平均切創力であり,製品と材料
とは異なるレベルの防護作用を示すものとして分類できる。
A.2.7 リスクアセスメント 製品の要求性能を設定するときのリスク評価には,危険を及ぼすと思われる
物体の鋭利さ,鋭利な物体と保護されるべき人との間に働く力の範囲,ばく(曝)露の頻度,不適切な防
護により被る可能性のある傷害の種類,及び防護装具の及ぼす人間工学的なマイナス作用をはじめとする
危険有害性に対する配慮を含める。現在,用いられている防護装具の性能又はコストで,要求性能レベル
の数値を決定すべきではない。より低いレベルが設定されているならば,製品開発後に到達し得る性能レ
ベルを新たに設定することが妥当である。
切創抵抗性材料が使用される状況におけるリスク評価,又は性能レベルの設定において,この規格中の
試験の規定は,この規格に規定している特定の目的のために計画された実験室試験であることを理解すべ
きである。この試験は,一定の条件下又はある種の脅威に対して,ある製品を評価するための適切なデー
タを与えるものではない。
8
T 8052:2005
附属書B(参考)この規格に適合する装置
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
この規格に定義されているように,切創力の計算による材料の切創抵抗性の正確な測定には,次に示す特
徴をもつ装置が必要である。
− 切創ストロークの間を通じて試験用刃物と試料との間に一定の既知の力を加えることができる能力
− この力を終始刃先に垂直に加えることができる能力
− 測定装置に適切な感度及び正確性がある
− 試験手順の間を通じて,すべての特徴を,この規格の本体の5.に示す規定の範囲内に確実に保つ能力
“荷重対距離”の概念を応用するという方法で切創力の測定装置が数多く作られ,それによって材料の
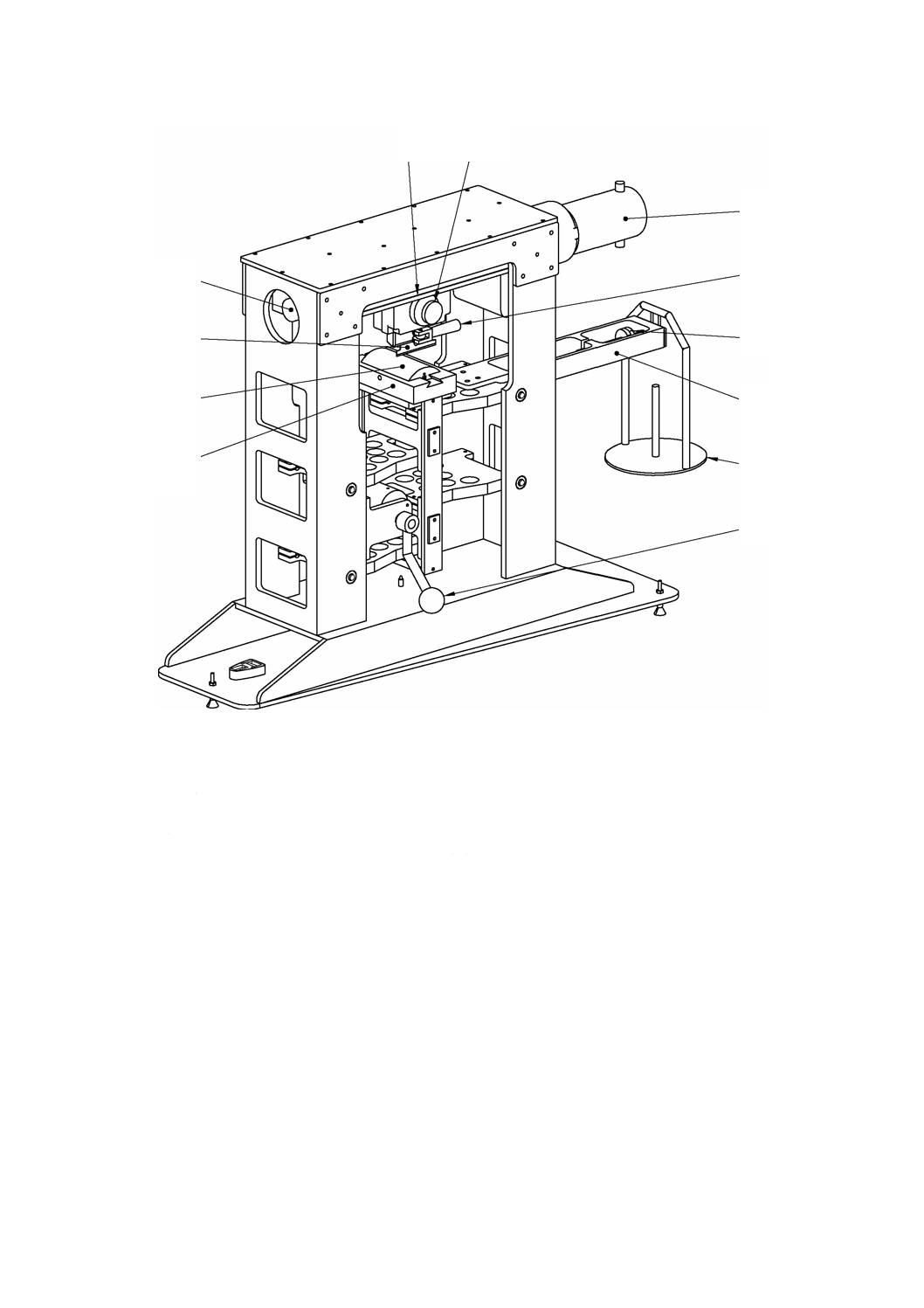
切創抵抗性を正確に分類していると思われるデータが公表されているが,附属書B図1に示した装置(3)だ
けが,ISO 13997の要求をすべて満たしていることが知られている。
注(3) これらの原理を統合した装置はTDM-100 Tonodynamometerとして知られており,RGI Industrial
Products, Inc.(所在地: 755 Pierre Caisse, St-Jean-sur Richelieu, Quebec, Canada J3B 7Y5)
から入手可能である。この情報は,この規格の使用者の利便のために提供されるものであり,
この製品を推奨するものではない。同様の結果をもたらすと認められるものであれば,同等の
製品を使用することができる。
附属書B図1に図解した装置では,盤上に載せられたおもりの作用をはかりのさお(棹)の部分を通じ
て伝えるてこ(梃子)のシステムによって,力が試験用刃物と試験片ホルダとの間に加わる。カットスル
ーが起こるまで試験用刃物が試験片を垂直に横断する間に,Wattの直線メカニズムの利用によって,一定
した力が加わる。この装置による測定では,切創を受ける材料の厚さ又はナイフの動きの方向による影響
を受けない。
9
T 8052:2005
1
モータ及び駆動システム
7
試験片ホルダ
2
試験用刃物支持誘導システム
8
試験片ホルダ台
3
位置検出器
9
バランス・ウエイト(おもり)
4
試験用刃物ホルダ
10
さお(棹)
5
試験用刃物クランプ
11
おもり支持板
6
試験用刃物
12
安全ロック
附属書B図 1 TDM-100試験装置
3
6
7
8
2 4
1
5
9
10
11
12
10
T 8052:2005
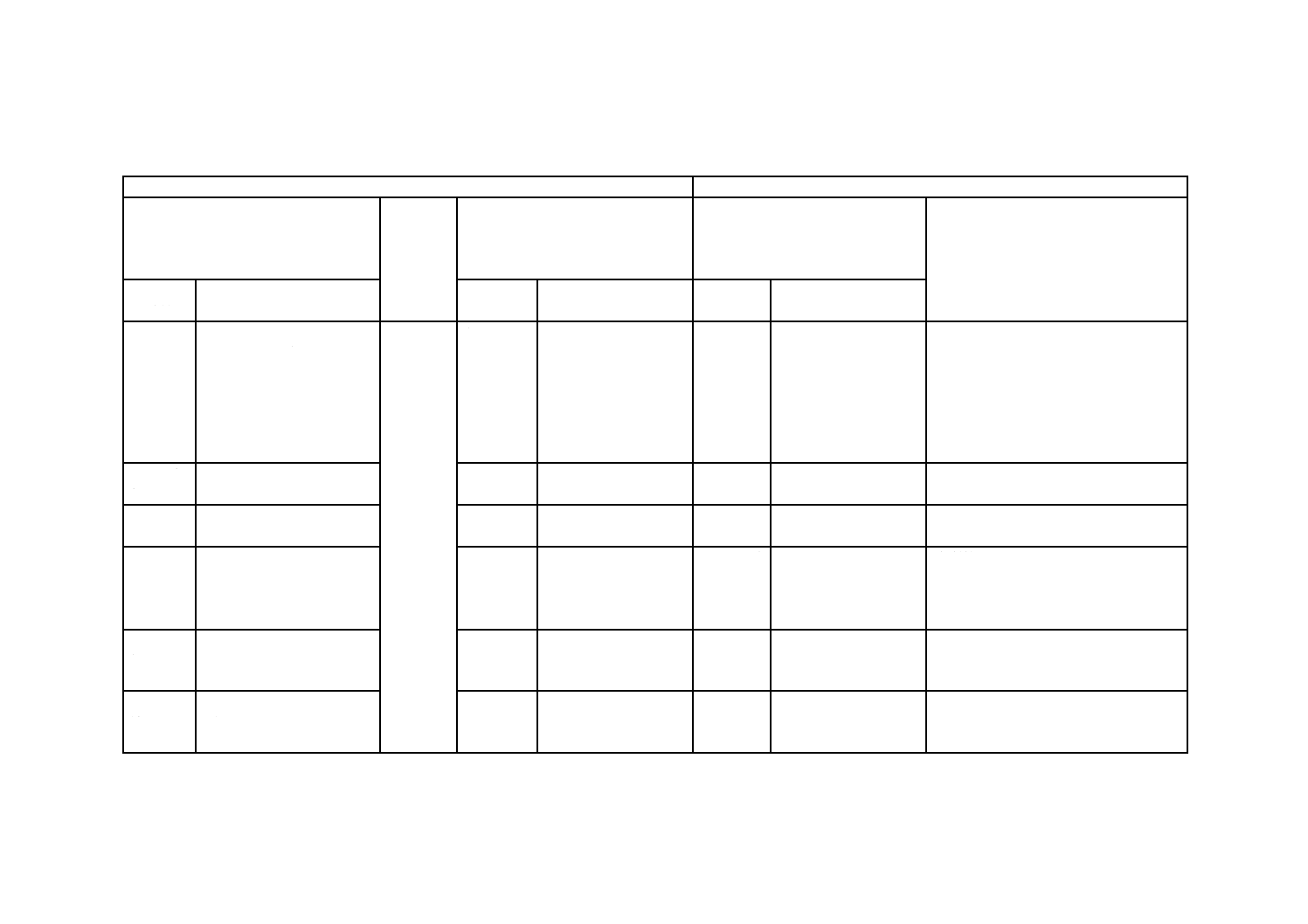
附属書1(参考)JISと対応する国際規格との対比表
JIS T 8052:2005 防護服−機械的特性−鋭利物に対する切創抵抗性試験方法
ISO 13997:1999,防護服−機械的特性−鋭利物に対する切創抵抗性試験方法
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異
の項目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ) JISと国際規格との技術的差異の理由
及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範
囲
防護服用に設計された材
料及び組立て部品の,ナイ
フ,金属薄板部品,金属切
りくず,ガラス,刃のある
工具,鋳造物など鋭利な物
に対する,切創抵抗性の測
定方法について規定
ISO
13997
1
JISと同じ
IDT
−
2.引用規
格
JIS L 0105
2
ISO 139:1973
IDT
JIS L 0105はISO 139
の同等規格である。
3.定義
カットスルー,切創力,切
創ストローク長
3
JISと同じ
IDT
−
−
−
4
一般要求事項
MOD/削除
内容的に6.試験報告
書など,あとの記述と
重複するため削除し
た。
実質的な差異はない。
4.試験片
採取
採取部位,採取方向,寸法,
状態調節の4項目
5
JISと同じ
IDT
−
5.試験方
法
原理,試験装置,試験手
順,
6
JISと同じ
IDT
−
1
0
T
8
0
5
2
:
2
0
0
5
1
0
T
8
0
5
2
:
2
0
0
5
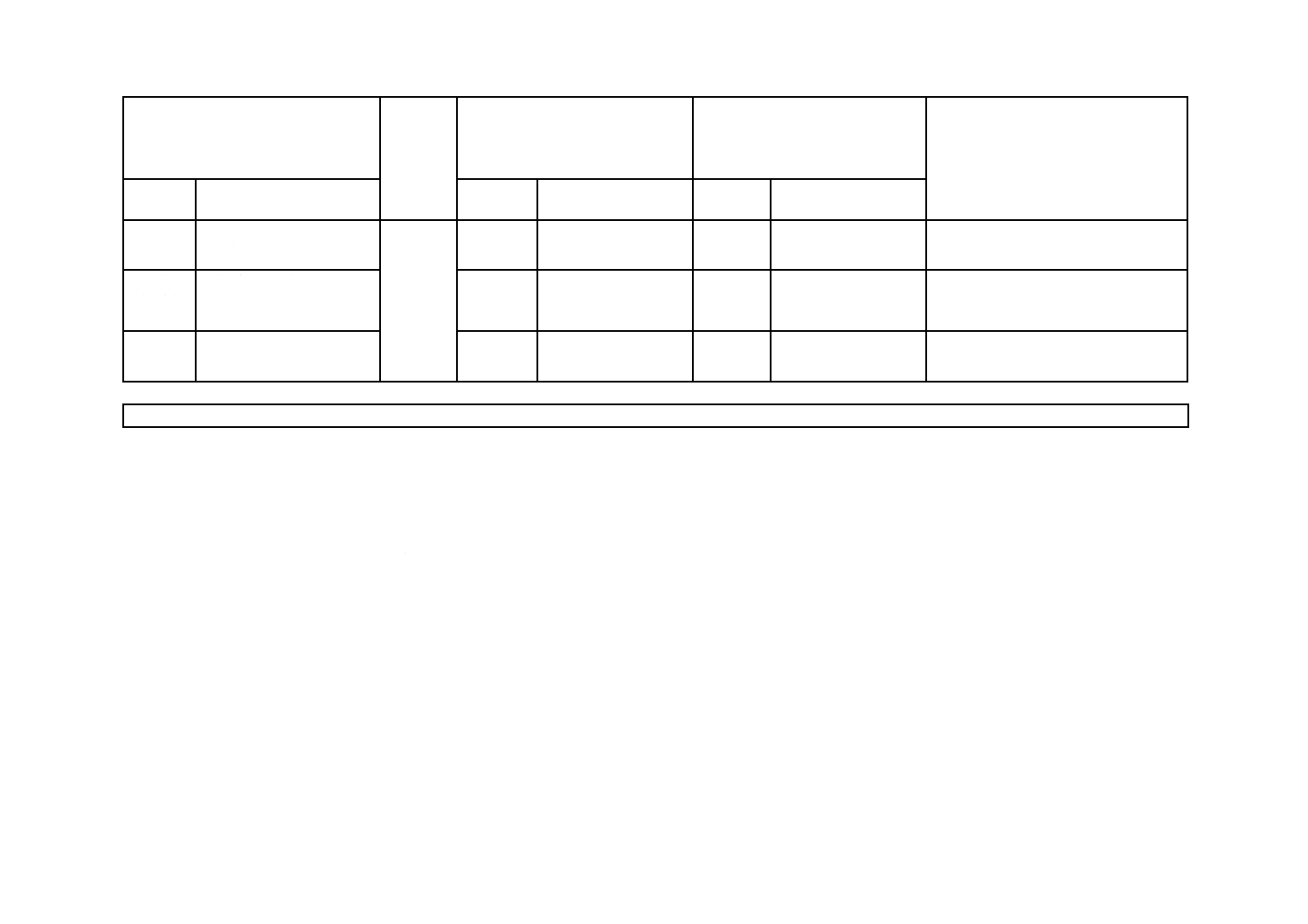
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異
の項目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ) JISと国際規格との技術的差異の理由
及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
6.試験報
告書
試験報告書へ記載すべき
15項目
ISO
13997
7
JISとほぼ同じ
MOD/追加 o)試験機関の名前を追
加
附属書A
(参考)
切創試験の詳細説明
Annex A
JISと同じ
IDT
附属書B
(参考)
この規格に適合する装置
Annex B
JISと同じ
IDT
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。
11
T
8
0
5
2
:
2
0
0
5
11
T
8
0
5
2
:
2
0
0
5