T 6601:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 2
5 品質······························································································································· 2
5.1 外観 ···························································································································· 2
5.2 流動性 ························································································································· 2
5.3 硬化時間 ······················································································································ 2
5.4 圧縮強さ ······················································································································ 2
5.5 線熱膨張率 ··················································································································· 2
6 サンプリング ··················································································································· 2
7 試験方法························································································································· 2
7.1 試験条件 ······················································································································ 2
7.2 練和方法 ······················································································································ 3
7.3 外観 ···························································································································· 3
7.4 流動性 ························································································································· 3
7.5 硬化時間 ······················································································································ 4
7.6 圧縮強さ ······················································································································ 5
7.7 線熱膨張率 ··················································································································· 6
8 包装······························································································································· 7
9 表示及び添付文書 ············································································································· 7
9.1 表示 ···························································································································· 7
9.2 添付文書 ······················································································································ 8
附属書JA(参考)膨張妥当性の要求事項及び試験方法 ································································ 9
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 11
T 6601:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本歯科材料工業
協同組合(JDMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改
正すべきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣が改正した日本工業規格であ
る。
これによって,JIS T 6601:2005は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格
JIS
T 6601:2013
歯科鋳造用石こう(膏)系埋没材
Dental gypsum-bonded casting investments
序文
この規格は,2006年に第1版として発行されたISO 15912を基とし,適用範囲及び規定項目の中から,
歯科鋳造用石こう(膏)系埋没材に該当する部分を選択し,試験方法の変更など技術的内容を変更して作
成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所及び附属書JAは,対応国際規格を変更している事項で
ある。変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,歯科鋳造用鋳型として用いる歯科鋳造用石こう(膏)系埋没材(以下,埋没材という。)に
ついて規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 15912:2006,Dentistry−Casting investments and refractory die materials(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,その最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
歯科ろう付用埋没材(brazing investment material)
ろう付け時に鋳造体を固定するための耐火埋没材。
3.2
標準加熱法(slow- or step-heating method)
室温から最終温度までプログラムされた速度で昇温する電気炉で加熱する方法。
3.3
急速加熱法(quick-heating method)
推奨される最終温度に設定された電気炉で最初から加熱する方法。
2
T 6601:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
種類
種類は,次による。
a) 用途による分類は,次による。
− タイプ1 インレー,クラウンなどの固定性修復物用
− タイプ2 総義歯,部分床義歯などの可撤性装置用
− タイプ3 ろう付け用
b) 使用法による分類は,次による。
− クラス1 標準加熱法を用いる埋没材
− クラス2 急速加熱法を用いる埋没材
5
品質
5.1
外観
粉末は,7.3によって試験したとき,均一で異物又は塊を含まず,7.2によって練和したとき,均一な練
和物が得られなければならない。
5.2
流動性
流動性は,タイプ1及びタイプ2は次のいずれかに,また,タイプ3はb)による。
a) 流動性は,7.4によって試験したとき,タイプ1は60 mm以上で,タイプ2は40 mm以上でなければ
ならない。
b) 流動性は,7.4によって試験したとき,9.2 b)で製造販売業者が指定する値の±30 %以内でなければな
らない。
5.3
硬化時間
硬化時間は,7.5によって試験したとき,9.2 c)で製造販売業者が表示する値の±30 %以内でなければな
らない。製造販売業者が硬化時間の範囲を表示する場合には,この範囲の中央値の±30 %以内でなければ
ならない。
5.4
圧縮強さ
圧縮強さは,7.6によって試験したとき,9.2 d)で製造販売業者が表示する値の±30 %以内で,かつ,2 MPa
以上でなければならない。
5.5
線熱膨張率
線熱膨張率は,7.7によって試験したとき,9.2 e)で製造販売業者が表示する値の±20 %以内でなければ
ならない。製造販売業者が線熱膨張率の範囲を表示する場合には,この範囲の中央値の±20 %以内でなけ
ればならない。
6
サンプリング
試験に用いる埋没材は,9.1.1 f)又は9.1.2 d)で製造販売業者が表示した同一ロットの製品から採取し,既
に開封された容器又は壊れた容器の中の粉末を用いてはならない。
7
試験方法
7.1
試験条件
埋没材の練和及び試験は,通風のない室内で,全て23±2 ℃,相対湿度(50±10)%の環境下で行う。
練和及び試験に用いる器具並びに機器は,全て汚れがなく乾燥していて,石こう粒子及び埋没材粒子が付
3
T 6601:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
着していてはならない。試験を始める前に試験材料及び試験器具は,少なくとも16時間,試験温度及び試
験湿度に保つ。試験に用いる器具及び機器の中には,試験の間で洗浄するものもある。これらのものは,
再度使用する前に,規定した試験温度に戻しておかなければならない。
7.2
練和方法
練和は,製造販売業者が指定する方法又は次による。
a) 練和は,製造販売業者が指定する混水比で行う。必要量の粉末(質量)及び必要量の水(体積)は,
±1 %より高い精度で計量する。製造販売業者が範囲を指定している場合には,中央値を用いる。
b) 練和方法は,練和器中に水を注ぎ,空気の混入を最小限に抑えつつ,10秒以内に少量ずつ埋没材粉末
を加える。毎秒約2回転の速度で,15秒間手で練和した後,製造販売業者が指定する時間器械練和す
る。
なお,練和開始時間は,埋没材粉末を水に加え始めたときとする。
c) 練和に使用する水は,水道法の規定に基づく水質基準に適合する水道水を用いる。
7.3
外観
外観は,健常視力で拡大せずに検査する(視力矯正用眼鏡などは,着用してもよい。)。
7.4
流動性
7.4.1
器具
7.4.1.1
リング型 内径35±1 mm,高さ50±1 mmの円筒形で,耐食性及び非吸水性の材質からなり,汚
れのない乾燥したもの。
7.4.1.2
ガラス板 150 mm×150 mm以上で,汚れのない乾燥した平滑なガラス板。
7.4.1.3
歯科用バイブレータ
7.4.1.4
測定器具 練和物の直径をミリメートル単位まで計測できる器具。
7.4.1.5
分離剤 シリコーンスプレ,シリコーングリスなど。
7.4.2
手順
手順は,次による。
a) リング型の内側に分離剤を薄く塗布する。
b) 型の底部をガラス板の中央に置き,そのガラス板を歯科用バイブレータの上に載せる。
c) 粉末100 gを7.2によって練和し,振動させながらリング型の上端から少し盛り上がるまで流し込む。
d) 20±2秒間,歯科用バイブレータを振動させた後,型の上端に高さを合わせて,練和物を平らにする。
e) 練和開始から2分後に,5秒かけてガラス板から垂直にリング型を滑らかに持ち上げて,練和物をガ
ラス板上に広げる。
f)
埋没材練和物が硬化したら直ちに,硬化した埋没材底部の最大直径及び最小直径をミリメートル単位
で測定し,その平均値を流動性の値とする。
g) 2回目の試験として,新たな練和物を用いてa)〜f)を繰り返す。
7.4.3
評価
評価は,次による。
a) 2個が5.2に適合したときに,合格とする。
b) 2個が5.2に適合しないときは,不合格とする。
c) 1個だけが5.2に適合したときは,更に3回試験全体を繰り返し,3個全てが5.2に適合したときに,
合格とする。
4
T 6601:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.5
硬化時間
7.5.1
器具
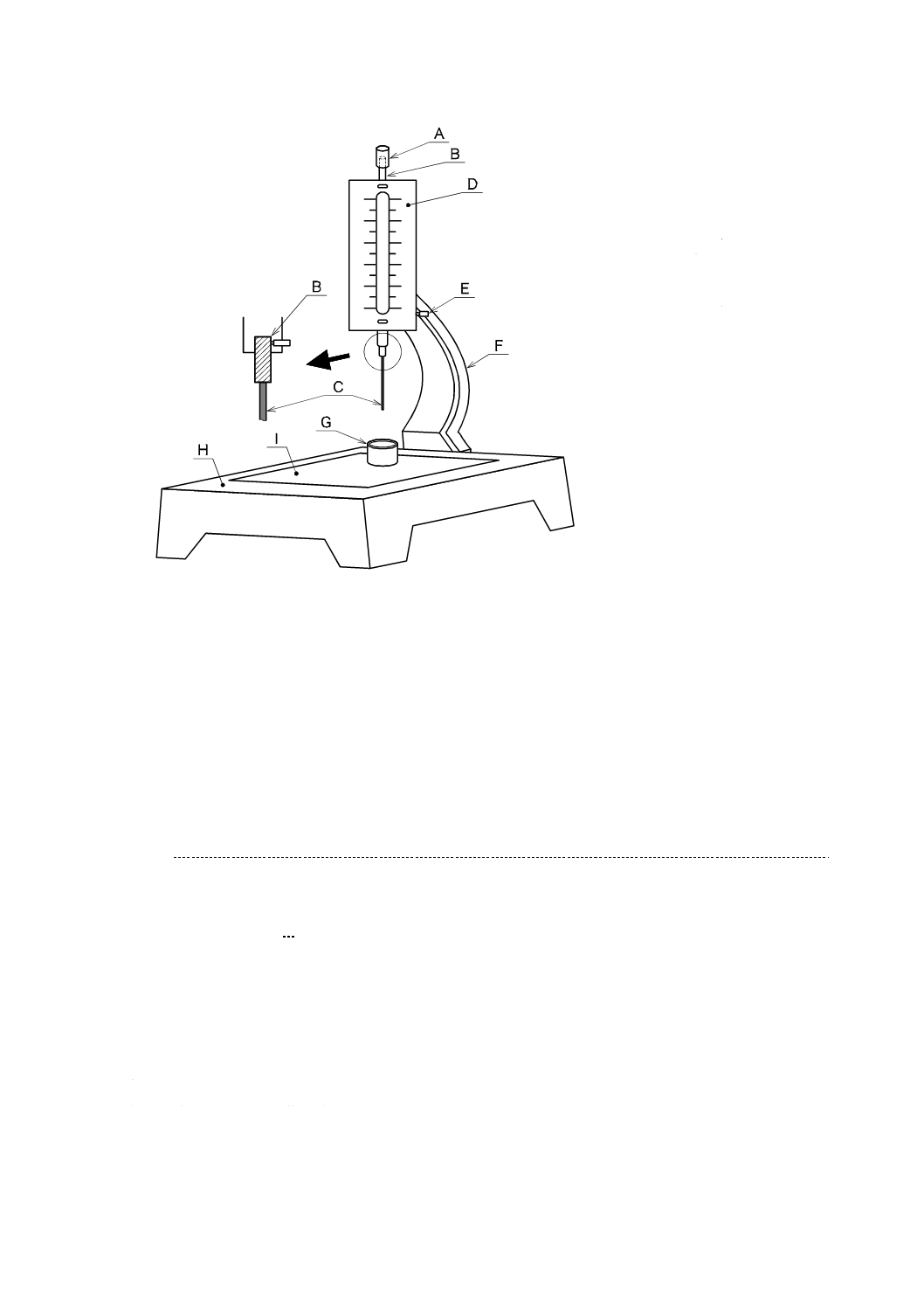
7.5.1.1 ビカー針装置 次の事項に適合するビカー針装置(図1参照)。
a) 長さ約50 mm,直径1.00±0.05 mmの円形断面のビカー針(C)。
b) 長さ約270 mm,直径約10 mmのロッド(B)。
c) 追加のおもり(A),ロッド(B)及びビカー針(C)の全質量は,300±1 g。
d) ミリメートル目盛のスケール(D)。
e) 約100 mm×100 mmのガラス板(I)。
7.5.1.2 リング型 内径30±1 mm,高さ25±1 mmの円筒形で,耐食性で非吸水性の材質からなり,汚れ
のない乾燥したもの(G)(図1参照)。
7.5.1.3 分離剤 シリコーンスプレ,シリコーングリスなど。
7.5.2
試験方法
試験方法は,次による。
a) リング型の内側に分離剤を薄く塗布し,ガラス板の中央に置く。
b) 針入装置のビカー針がガラス板と接触しているとき,スケールがゼロを指すように調節する。
c) 粉末100 gを7.2によって練和し,リング型の上端から少し盛り上がるまで練和物をリング型の中に流
し込む。
d) リング型の上端に高さを合わせて,練和物を平らにする。
e) 図1のビカー針装置を用いて,製造販売業者が示す硬化時間の50 %が経過する前に,表面に接触する
まで針を下げる。
f)
表面の光沢がなくなる頃,ビカー針を練和物の表面から自重で静かに落下させる。
g) 15秒間隔でこの手順を繰り返すが,毎回,針入の後,ビカー針をきれいに拭い,ビカー針が同じ場所
に2度入らないように,試料を少なくとも5 mm移動させる。ビカー針は,リング型の壁から5 mm
以内に入らないようにする。
h) 練和開始から測定して,リング型の底から5 mm以内にビカー針が入らなくなるまでの時間を,硬化
時間とする。
i)
2回目の試験として,新たな練和物を用いてa)〜h)を繰り返す。
7.5.3
評価
評価は,次による。
a) 2個が5.3に適合したときに,合格とする。
b) 2個が5.3に適合しないときは,不合格とする。
c) 1個だけが5.3に適合したときは,更に3回試験全体を繰り返し,3個全てが5.3に適合したときに,
合格とする。
5
T 6601:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A 追加のおもり
B ロッド
C ビカー針
D スケール
E 止めねじ
F 支持ブラケット
G リング型
H ベースプレート
I ガラス板
図1−ビカー針装置
7.6
圧縮強さ
7.6.1
機器
7.6.1.1 圧縮強さ用割型 直径20.0±0.2 mmで,長さ40.0±0.4 mmの円柱状試験片を作製するもの。こ
の型を耐食性材料で作製する。型の両端は,0.05 mm以内の誤差で平行でなければならない。
7.6.1.2 ガラス板 全ての型の両端を覆える大きさ及び数量。
7.6.1.3 歯科用バイブレータ
7.6.1.4 圧縮強さ試験機 荷重速度が5±2 kN/minで,±0.5 Nの精度で測定できるもの。
注記 クロスヘッド速度を制御する試験機を使用する場合,この速度は,荷重を最初に加えてから試
験片が破断するまでの平均速度が5±2 kN/minであるように調節する。適切なクロスヘッド速
度を求めるために,予備の試験片による試験を行う。
7.6.1.5 分離剤 シリコーンスプレ,シリコーングリスなど。
7.6.1.6 マイクロメータ JIS B 7502に規定するもの,又は同等のもの。±0.02 mmの精度で,直径25.00
mmまでの試験片の直径を測定できるもの。
7.6.2
試験方法
7.6.2.1
試験片の作製
試験片の作製は,次による。
a) 少なくとも二つの練和物から,5個の試験片を作製する。一つの練和物から,最高3個の試験片を作
製する。
b) 割型の内側に分離剤を薄く塗布し,ガラス板の中央に置く。
c) 粉末100 gを7.2によって練和し,歯科用バイブレータを用い,僅かに振動させながら,練和物を割型
の上端から少し盛り上がるまで流し込む。
6
T 6601:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 練和物の表面から光沢が消失したら直ちに,もう1枚のガラス板を型の上端に置き,ガラス板が割型
に接触するまで圧接する。
e) 練和開始から60±5分後に,割型から試験片を取り出す。
7.6.2.2
手順
手順は,次による。
a) 試験の前に,±0.02 mm以上の精度で,各試験片の直径(d)を測定する。
b) 練和開始から120±5分後に,各試験片の圧縮試験を開始する。ただし,硬化後,鋳造温度に加熱され
る前に行う材料の処理(例えば,耐火模型の吸水など)に関して,製造販売業者の指定がある場合に
はそれに従う。製造販売業者が練和開始から120±5分を超えて完了する処理を指定している場合には,
その処理が完了後,直ちに,圧縮試験を開始する。
c) 試験片の軸方向に荷重が加えられるように,圧縮強さ試験機に各試験片を置く。試験片と圧盤との間
に,物を挟まない。破壊が起こるまで圧縮力を増加させる。破壊時の圧縮力(F,単位:N)を,1 N
の桁未満で四捨五入する。
7.6.3
計算
試験された各試験片について,次の式によって,最大応力(σ)を求める。
2
/
4
d
Fπ
σ=
ここに,
σ: 最大応力(圧縮強さ)(MPa)
F: 最大の圧縮力(N)
d: 試験片の直径(mm)
7.6.4
評価
評価は,次による。
a) 4個以上が5.4に適合したときに,合格とする。
b) 3個以上が5.4に適合しないときは,不合格とする。
c) 3個だけが5.4に適合したときは,更に5個の試験片で試験を行い,5個全てが5.4に適合したときに,
合格とする。
7.7
線熱膨張率
7.7.1
機器
7.7.1.1
熱膨張測定装置
7.7.1.1.1
一般特性
熱膨張測定装置は,10 kPa以下の応力を生じる測定力を及ぼす変位測定器(linear inductive transducer
instrument)又は他の測定器を備え,23〜700 ℃の温度範囲にわたって,測定する長さの±0.02 %以上の精
度で,長さの変化を測定できるもの。
7.7.1.1.2
クラス1用の電気炉 23〜700 ℃の範囲にわたって,5±1 ℃/minの速さで昇温できるもの。
7.7.1.1.3
クラス2用の電気炉 23〜700 ℃の範囲にわたって,25±5 ℃/minの速さで昇温できるもの。
7.7.1.2 型 耐食性材料で作製し,長さが20〜50 mmで,均一な断面の試験片を作製できるもの。
7.7.1.3 歯科用バイブレータ
7.7.1.4 分離剤 シリコーンスプレ,シリコーングリスなど。
7.7.1.5 マイクロメータ JIS B 7502に規定するもの,又は同等のもの。±0.02 mmの精度で,長さ50.00
mmまでの試験片を測定できるもの。
7
T 6601:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.7.2
試験方法
7.7.2.1
試験片の作製
試験片の作製は,次による。
a) 型の内側に分離剤を薄く塗布し,ガラス板の中央に置く。
b) 粉末100 gを7.2によって練和し,歯科用バイブレータを用い,僅かに振動させながら,練和物を型の
上端から少し盛り上がるまで流し込む。
c) 練和物の表面から光沢が消失したら,直ちに,型の上端と同じ高さに,埋没材を削り落とす。
d) 製造販売業者が指定する,最も早い焼却開始時間の前に,型から試験片を取り出す。
7.7.2.2
手順
手順は,次による。
a) 試験片の長さを,±0.05 mmの精度で測定し,試験片を熱膨張測定装置の中に入れる。
b) 製造販売業者が指定する最も早い焼却開始時間に,熱膨張測定装置の温度を室温から700 ℃で,クラ
ス1の埋没材については5±1 ℃/minの速さで,クラス2の埋没材については25±5 ℃/minの速さで,
記録装置を用いて,試験片の熱膨張を記録しながら昇温する。
c) 長さについては,試験片の長さの±0.1 %の精度,試験片の位置における温度については±5 ℃の精度
で,連続的に測定する。
d) 最終温度に15分間保った後,最初の長さに対する変化率を,0.02 %の単位で求めて線熱膨張率とする。
e) 2回目の試験として,a)〜d)を繰り返す。
7.7.3
評価
評価は,次による。
a) 2個が5.5に適合したときに,合格とする。
b) 2個が5.5に適合しないときは,不合格とする。
c) 1個だけが5.5に適合したときは,更に3個の試験片で試験を行い,3個全てが5.5に適合したときに,
合格とする。
8
包装
包装は,次による。
a) 粉体は,防湿性容器に入れなければならない。
b) 開封後は,再密封できる適切な防湿性容器へ,粉体を移すように推奨する。
9
表示及び添付文書
9.1
表示
9.1.1
直接容器
直接容器の包装には,次の事項を表示しなければならない。
a) 製品名
b) 種類
c) 質量又は内容量
d) 使用期限及び保管条件
e) 製造販売業者名及び所在地
f)
製造番号又は製造記号
8
T 6601:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) 他の法定表示事項
9.1.2
個別包装(1回の使用量に小分けした包装)
個別包装には,次の事項を表示しなければならない。
a) 製品名
b) 質量又は内容量
c) 製造販売業者名及び所在地
d) 製造番号又は製造記号
e) 他の法定表示事項
9.2
添付文書
埋没材には,次の事項を記載した添付文書を添付しなければならない。
a) 種類及び用途
b) 流動性
c) 硬化時間
d) 圧縮強さ
e) 線熱膨張率及び/又は線熱膨張曲線
f)
使用方法
g) 保管条件
h) シリカの吸入に関する警告(“警告”欄に記載)
i)
他の法定記載事項
9
T 6601:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
膨張妥当性の要求事項及び試験方法
JA.1 一般
この附属書は,タイプ1及びタイプ2の膨張妥当性の要求事項及び試験方法について適用する。
JA.2 引用規格
次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構成する。これ
らの引用規格は,その最新版(追補を含む。)を適用する。
JIS T 6503 歯科用キャスティングワックス
注記 対応国際規格:ISO 15854,Dentistry−Casting and baseplate waxes(MOD)
ISO 6344-1,Coated abrasives−Grain size analysis−Part 1: Grain size distribution test
ISO 22674,Dentistry−Metallic materials for fixed and removable restorations and appliances
JA.3 品質
JA.3.1 膨張の妥当性
膨張の妥当性は,JA.4によって試験したとき,次による。
a) タイプ1については,鋳造円盤の直径は原型パターンの直径に対して99.5 %以上でなければならない。
b) タイプ2については,鋳造円盤の直径は原型パターンの直径に対して99.0 %以上でなければならない。
JA.4 試験方法
JA.4.1 一般
この試験には円盤形状を用いる。パターン及びそのパターンから作製する鋳造物の円盤直径を測定し,
それら二つの測定値を比較する。埋没手順及び鋳造手順は,製造販売業者が指定する手順を用いる。鋳造
に用いる合金のタイプは,製造販売業者が推奨するものでなければならない。
JA.4.2 材料及び機器
JA.4.2.1 成形機 鋳造用の円盤状パターンを作製するための機器,例えば,旋盤。
JA.4.2.2 測定器 円盤状のパターン及び鋳造物の直径を,精度0.005 mmで測定するためのもの。ワック
スなどの軟らかいパターン材料を用いる場合には,非接触測定を行う。
JA.4.2.3 歯科用鋳造機 歯科用鋳造物の作製に通常用いるもの。
JA.4.2.4 サンドブラスト ISO 6344-1に準拠する粒径が50 μm以下のと(砥)粒を用いるもの。
JA.4.2.5 パターン作製用材料 JIS T 6503に規定する歯科用キャスティングワックス,又は円盤状パター
ンを作製するのに適するレジン材料。この材料は,加熱時に鋳型をひび割れさせてはいけない。
JA.4.2.6 鋳造用合金 ISO 22674に規定するもの。埋没材の用途と合致したもので,単一ロットの新しい
合金でなければならない。
JA.4.3 試験片の数
三つの埋没材混和物から3個の試験片を作製する。
10
T 6601:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JA.4.4 手順
手順は,次による。
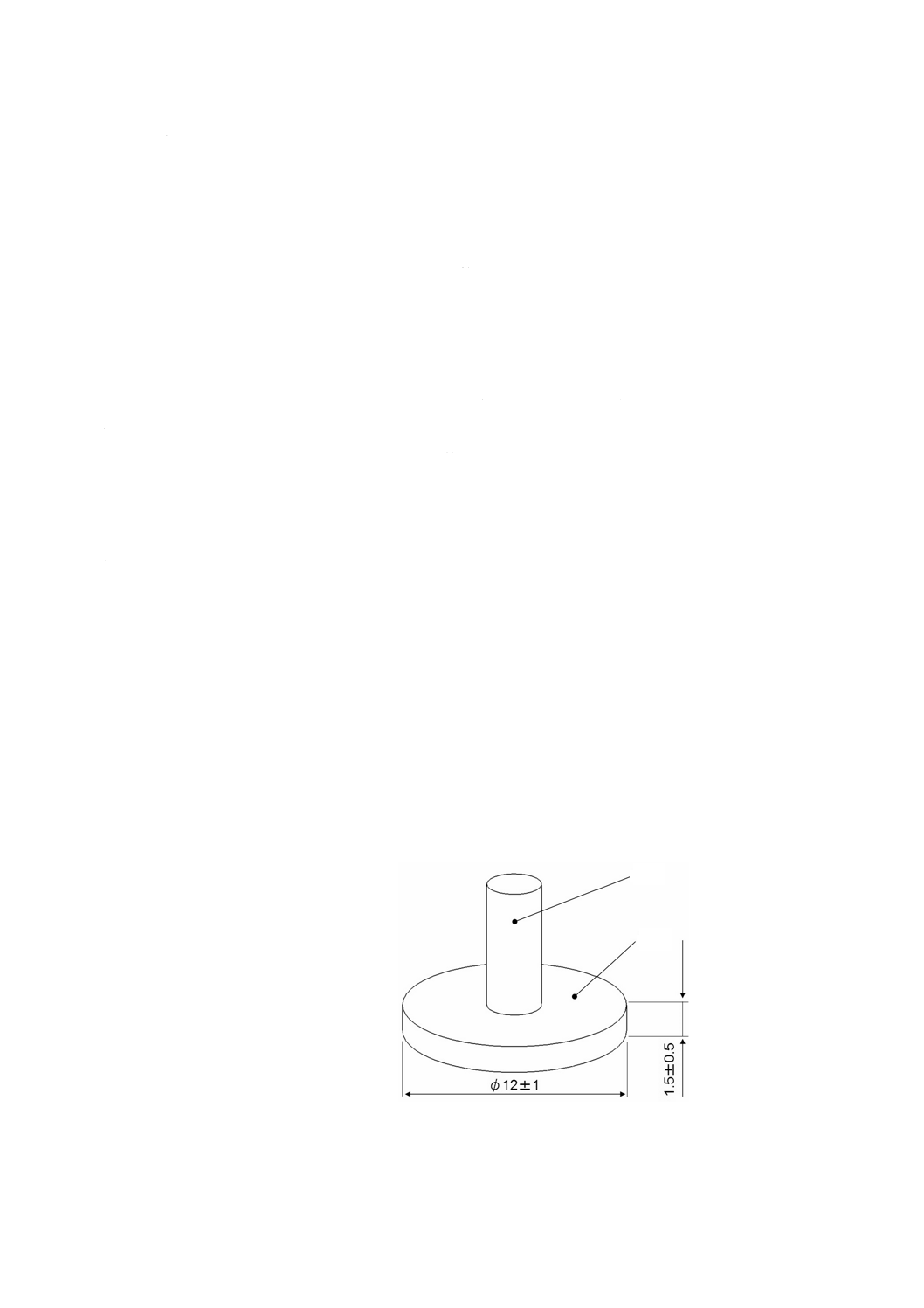
a) 直径が12.0±1.0 mmで厚さが1.5±0.5 mmの円盤を,ワックス又はレジン材料で作製する(図JA.1
参照)。その円盤は,0.01 mmより大きく円形からゆがんではならない。
パターンの直径を,等間隔(30°間隔)に位置する外周の6か所で,精度0.005 mmで測定する。
それらの値の平均値を,0.001 mmの幅で丸めて算出する。
b) 縁をきずつけないようにして,真っすぐなスプルーを,各円盤面の中心に直角に取り付ける(図JA.1
参照)。
c) スプルーが鋳造リングの軸と平行になるようにパターンを円すい台に1個ずつ植立する。製造販売業
者が指定する方法で,埋没し,焼却し,鋳造する。
d) 鋳型から鋳造した金属円盤を取り出して,サンドブラストによって付着した埋没材を除去する。
e) ラバーホイールで鋳造物の縁を軽く研磨して突起を除き,パターン直径の測定と同様にして,直径を
測定する。0.001 mmの幅で丸めて平均直径を算出する。
f)
鋳造物の平均直径とパターンの平均直径との比を,百分率で表し,小数点以下2桁まで求める。
JA.4.5 評価
評価は,次による。
a) 2個以上がJA.3.1に適合したときに,合格とする。
b) 1個だけがJA.3.1に適合したときは,更に3個の試験片で試験を行い,3個全てがJA.3.1に適合した
ときに,合格とする。
c) 3個全てがJA.3.1に適合しないときは,不合格とする。
JA.4.6 試験報告書
試験報告書には,次の情報を記載しなければならない。
a) 試験に用いた合金の名称及び製造販売業者の名称,並びに合金のロット番号
b) 埋没条件及び鋳造条件
c) JA.4.4 f)で求めた値
d) 試験した埋没材の合否
単位 mm
A スプルー
B 円盤状パターン
図JA.1−スプルー付きの円盤状パターン
A
B
附属書JB
(参考)
JISと対応国際規格との対比表
JIS T 6601:2013 歯科鋳造用石こう(膏)系埋没材
ISO 15912:2006 Dentistry−Casting investments and refractory die materials
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
歯科鋳造用石こう(膏)
系埋没材について規定
1
歯科鋳造用埋没材及び耐
火模型材
変更
石こう系埋没材についてだけ規
定した。
JISでは,それぞれ個別規格とし
て規定している。
3 用語及
び定義
−
3.1
歯科鋳造用埋没材
削除
ISO規格の規定を削除した。
JISでは,定義の必要なしとした。
−
3.2
耐火模型材
削除
ISO規格の規定を削除した。
JISでは,定義の必要なしとした。
3.1 歯科ろう付用埋没
材
3.3
ろう付け…
変更
定義を変更した。
明確な表現とした。
−
3.4
特殊液
削除
ISO規格の規定を削除した。
JISでは,定義の必要なしとした。
4 種類
タイプ1〜タイプ3
4
タイプ1〜タイプ4
削除
JISは,タイプ4を削除した。
石こう系埋没材についてだけ規
定したため。
5 品質
−
5.1
一般
削除
ISO規格の規定を削除した。
JISでは,必要なしとした。
5.1 外観
5.2
材料の均一性
追加
練和物の外観について追加し
た。
旧JISに整合させた。
削除
特殊液に関する記述を削除し
た。
石こう系埋没材については特殊
液が供給されないため。
5.2 流動性
5.3
流動性
追加
旧JISの規定値を残し,ISO規
格と併用規格とした。
規格としては,規定値が必要と思
われるため。
5.3 硬化時間
5.4
初期硬化時間
変更
硬化時間に変更した。
旧JISに整合させた。
−
5.7
硬化膨張
削除
ISO規格の規定を削除した。
ISO規格には序文参照で要求事項
として規定されていないため。
5.5 線熱膨張率
5.6
線熱膨張
変更
率を付けた。
値が%なので,正確な表現とした。
2
T
6
6
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験方
法
7.1 試験条件
6.2
試験条件
変更
試験環境の温度に関する許容幅
を変更した。
旧JISに整合させた。
石こう粒子などの付着
などについて
−
追加
石こう粒子などの付着などにつ
いて規定した。
旧JISに整合させた。
7.2 b) 練和方法の記載
6.3
練和
追加
練和方法の詳細を規定した。
旧JISに整合させた。
−
特殊液
削除
特殊液に関する記述を削除し
た。
石こう系埋没材については特殊
液が供給されないため。
練和に用いる水
ISO 3696に適合する水。 変更
水道法の規定に基づく水とし
た。
JISには,分析実験用の水につい
て適用できる規格及び基準が現
在はない。
−
6.3.1
機器
削除
ISO規格の規定を削除した。
JISでは,必要なしとした。
−
6.3.2
試験手順
削除
ISO規格の規定を削除した。
JISでは,必要なしとした。
7.3 外観
7.1.1
試験手順
変更
外観に変更した。
品質に外観を追加したため。
7.4 流動性
7.2
流動性
7.4.1.2 汚れのない乾
燥した平滑なガラス板
7.2.1.2
−
追加
JISの規定を追加した。
旧JISに整合させた。
7.4.2 手順
7.2.3
試験手順
追加
練和する粉末量を規定した。
旧JISに整合させた。
7.5 硬化時間
7.5.1 器具
7.3
初期硬化時間
7.5.1.1 ビカー針装置
7.3.1.1
針入装置
変更
ビカー針の直径に関する許容幅
を変更した。
旧JISに整合させた。
7.5.1.2 リング型
7.3.1.2
清浄で乾いた円すい状の
リング型
変更
リング型の寸法を変更した。
旧JISに整合させた。
7.5.2 試験方法
7.3.3
試験手順
変更
練和する粉末量を規定した。
旧JISに整合させた。
7.6 圧縮強さ
7.4
圧縮強さ
7.6.1.4 注記
7.4.1.6
−
追加
注記を追加した。
旧JISに整合させた。
7.6.1.6 マイクロメー
タ
7.4.1.8
−
追加
該当するJISを規定した。
該当するJISがあるため。
7.6.2.1 試験片の作製
7.4.3
試験片の作製
変更
練和する粉末量を規定した。
旧JISに整合させた。
−
7.4.3.2
シリカ系製品
削除
ISO規格の規定を削除した。
石こう系埋没材についてだけ規
定したため。
2
T
6
6
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7(続き) 7.7 線熱膨張率
7.5
熱による線寸法変化
7.7.1.3 歯科用バイブ
レータ
7.5.1
−
追加
歯科用バイブレータを追加し
た。
試験片の作製に必要であるため。
7.7.1.5 マイクロメー
タ
−
追加
該当するJISを規定した。
該当するJISがあるため。
7.7.2.1 試験片の作製
7.5.3
試料の作製
変更
練和する粉末量を規定した。
旧JISに整合させた。
−
7.5.3.2
シリカ系製品
削除
ISO規格の規定を削除した。
石こう系埋没材についてだけ規
定したため。
−
7.5.4.2
熱による線寸法変化:タ
イプ4
削除
ISO規格の規定を削除した。
石こう系埋没材についてだけ規
定したため。
−
7.5.5.2
タイプ4
削除
ISO規格の規定を削除した。
石こう系埋没材についてだけ規
定したため。
−
7.5.6
試験報告書
削除
ISO規格の規定を削除した。
他のJISに整合させた。
8 包装
−
10.2
液
削除
ISO規格の規定を削除した。
石こう系埋没材についてだけ規
定したため。
9 表示及
び添付文
書
9.1.1 直接容器
−
9.1.1
外装
g) 安全に関する指示
削除
ISO規格の規定を削除した。
現在市販されている製品に記載
されていないものがあるため。
g) 他の法定表示事項
−
−
追加
他の法定表示事項を追加した。 他のJISに整合した。
9.1.2 個別包装
−
9.1.2
個別包装
e) 使用期限
削除
ISO規格の規定を削除した。
現在市販されている製品に記載
されていないものがあるため。
−
9.1.2
f) 安全に関する指示
削除
ISO規格の規定を削除した。
現在市販されている製品に記載
されていないものがあるため。
e) 他の法定表示事項
−
−
追加
他の法定表示事項を追加した。 他のJISに整合した。
−
9.2
液の容器
削除
ISO規格の規定を削除した。
石こう系埋没材についてだけ規
定したため。
2
T
6
6
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
9(続き) 9.2 添付文書
−
8.2
b)
削除
ISO規格の規定を削除した。
石こう系埋没材についてだけ規
定したため。
−
8.2
c)
削除
ISO規格の規定を削除した。
石こう系埋没材についてだけ規
定したため。
e) 線熱膨張率及び/
又は線熱膨張曲線
8.3.2
d)
追加
“又は”を追加した。
現在市販されている製品に記載
されていないものがあるため。
f) 使用方法
8.2
d),e),f),g)
変更
使用方法に包含した。
法的添付文書の記載事項である。
−
8.3.2
e)
削除
ISO規格の規定を削除した。
石こう系埋没材についてだけ規
定したため。
h) シリカの吸入に関
する警告
8.4
a),b),c)
変更
シリカの吸入に関する警告に包
含した。
添付文書の“警告”欄に記載する。
i) 他の法定記載事項
−
−
追加
他の法定記載事項を追加した。 他のJISに整合した。
附属書JA
(参考)
膨張妥当性の要求事項
及び試験方法
−
−
追加
AMENDMENT 1の内容を追加
した。
原案審議中にAMENDMENT 1が
発行されたため。
JISと国際規格との対応の程度の全体評価:ISO 15912:2006,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
T
6
6
0
1
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。