T 6600:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 2
5 要求事項························································································································· 2
5.1 外観 ···························································································································· 2
5.2 流動性(タイプ1) ········································································································ 2
5.3 硬化時間 ······················································································································ 2
5.4 線硬化膨張 ··················································································································· 2
5.5 破断性(タイプ1) ········································································································ 2
5.6 圧縮強さ ······················································································································ 3
5.7 細線再現性 ··················································································································· 3
6 試験−共通事項 ················································································································ 3
6.1 サンプリング ················································································································ 3
6.2 試験条件 ······················································································································ 3
6.3 練和方法 ······················································································································ 3
7 試験方法························································································································· 3
7.1 目視検査 ······················································································································ 3
7.2 流動性(タイプ1) ········································································································ 3
7.3 硬化時間 ······················································································································ 4
7.4 線硬化膨張 ··················································································································· 7
7.5 破断性(タイプ1) ······································································································· 11
7.6 圧縮強さ ····················································································································· 12
7.7 細線再現性 ·················································································································· 13
8 包装······························································································································ 18
9 表示及び添付文書 ············································································································ 18
9.1 外包装 ························································································································ 18
9.2 個包装 ························································································································ 19
9.3 添付文書 ····················································································································· 19
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 20
T 6600:2016
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本歯科材料工業協同組合(JDMA)及び一
般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,
日本工業標準調査会の審議を経て,厚生労働大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 6600:2016
歯科用石こう(膏)
Dentistry-Gypsum products
序文
この規格は,2013年に第3版として発行されたISO 6873を基とし,技術的内容を変更して作成した日
本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,口くう(腔)内印象,義歯埋没,模型,歯型,模型基底部,こう(咬)合器装着などに用
いる歯科用石こう(膏)(以下,石こうという。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 6873:2013,Dentistry−Gypsum products(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0031 製品の幾何特性仕様(GPS)−表面性状の図示方法
注記 対応国際規格:ISO 1302,Geometrical Product Specifications (GPS)−Indication of surface texture
in technical product documentation(IDT)
JIS B 7503 ダイヤルゲージ
ISO 1942,Dentistry−Vocabulary
ISO 3696,Water for analytical laboratory use−Specification and test methods
3
用語及び定義
この規格で用いる主な用語及び定義は,ISO 1942によるほか,次による。
3.1
石こう(膏)(gypsum product)
基本的に硫酸カルシウム半水塩及び必要な添加物から構成される歯科用製品。
注記 着色材及び芳香剤が含有される場合,それらは必要な添加物とみなされる。
2
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
種類
石こうの種類は,次による。
− タイプ1 焼石こう:印象用
− タイプ2 (クラス1)焼石こう:こう(咬)合器装着用
− タイプ2 (クラス2)焼石こう:模型用及び義歯埋没用
− タイプ3 硬質石こう:模型用,義歯埋没用及び模型基底部用
− タイプ4 硬質石こう(高強度,低膨張):模型用(特に歯型用),模型基底部用及びCAD/CAM歯型
用
− タイプ5 硬質石こう(高強度,高膨張):歯科修復用材料の収縮補償に必要な膨張量をもつ模型用(特
に歯型用),義歯埋没用及び模型基底部用
注記 タイプ4については,超硬質石こうと呼ばれることがある。
5
要求事項
5.1
外観
外観は,7.1によって試験したとき,石こう粉末(以下,粉末という。)は均質で異物及び粒状物があっ
てはならない。また,製造販売業者の指定する方法によって練和したとき,均一な練和物にならなければ
ならない。
5.2
流動性(タイプ1)
7.2によって試験したとき,タイプ1の材料の流動性は70 mm以上でなければならない。
5.3
硬化時間
7.3によって試験したとき,タイプ1の材料の硬化時間は2分30秒〜5分の範囲でなければならない。
また,全てのタイプの材料の硬化時間は,製造販売業者が表示した数値の±20 %以内でなければならない。
なお,製造販売業者が硬化時間を範囲で表示している場合には,この範囲の中間値の±20 %以内でなけ
ればならない。
5.4
線硬化膨張
7.4によって試験したとき,線硬化膨張は表1による。
表1−線硬化膨張及び圧縮強さ
タイプ
線硬化膨張
%
圧縮強さ
MPa
2時間
24時間
1時間
1
0.00〜0.15
−
4.0〜8.0
2(クラス1)
0.00〜0.05
−
9.0以上
2(クラス2)
0.06〜0.30
−
9.0以上
3
0.00〜0.20
−
20.0以上
4
0.00〜0.15
0.00〜0.18
35.0以上
5
0.16〜0.30
−
35.0以上
5.5
破断性(タイプ1)
7.5によって試験したとき,破断面は汚れがなく,破断前の形状及び寸法に容易に復元できなければなら
ない。
3
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.6
圧縮強さ
7.6によって試験したとき,圧縮強さは表1による。
5.7
細線再現性
タイプ1及びタイプ2の石こうは,7.7によって試験したとき,図6に示すラインcを再現できなければ
ならない。
タイプ3,タイプ4及びタイプ5の石こうは,7.7によって試験したとき,図6に示すラインaを再現で
きなければならない。
6
試験−共通事項
6.1
サンプリング
製品包装に表示された使用期限を超えない同一ロットの製品から試験用の材料を選択する。既に開封さ
れた容器又は壊れた容器の中の粉末を用いてはならない。
6.2
試験条件
石こうの練和及び試験は,23±2 ℃,相対湿度(50±10)%の環境下で行う。練和及び試験に用いる装
置及び器具は,汚れがなく,乾燥していて,石こう粒子が付着していてはならない。試験の開始前に,試
験材料及び試験器具は試験温度と同じになるように,一定時間その温度に保たれていなければならない。
注記 15時間以上の保管をすることが望ましい。
6.3
練和方法
練和方法は,次による。
a) 製造販売業者が指定する混水比で,必要量の粉末(質量)及び必要量の水(体積)を計量する。
b) 練和方法は,製造販売業者が指定する方法(手又は器械)で行う。
なお,練和開始は,粉末を水に加え始めたときとする。
c) 練和に用いる水は,水道法の規定に基づく水質基準に関する水道水又はISO 3696のグレード3の水を
用いる。
7
試験方法
7.1
目視検査
目視検査は,次による。
a) 5.1,5.5及び5.7(7.7で規定する事項を除く。)の要求事項へ適合することを確認するために,拡大し
ない状態で目視検査する。
b) 包装,表示及び添付文書の情報は,箇条8及び箇条9に適合することを確認する。
7.2
流動性(タイプ1)
7.2.1
器具
a) リング型 長さ50.0±0.1 mm,内径35.0±0.1 mmの円筒形であり,耐食性で非吸収性の材料からなる
清潔で乾燥したリング型とする。
b) ガラス板 一辺が100 mm以上の,清潔で乾燥した平滑なガラス板とする。
c) 長さ測定器具 練和物の長径及び短径をミリメートル単位で35〜100 mmを計測できる器具とする。
7.2.2
手順
手順は,次による。
a) 振動の伝わらない面の上にガラス板を置き,ガラス板の中央にリング型を置く。
4
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 6.3によって製造販売業者が推奨する量の水を0.1 mLの精度で計量し,粉末100.0±0.1 gを加え,練
和する。
c) リング型を練和物で満たして平らにならし,リング型の上縁と同じ高さにする。
d) 練和開始から1分15秒後に,約10 mm/sの速度でガラス板から垂直にリング型を持ち上げ,練和物を
ガラス板上に広げる。
e) リング型を引き上げた1分後に,広がった練和物の長径及び短径をミリメートル単位で測定する。
f)
これら二つの径の平均値を流動性として記録する。
7.2.3
評価
試験は2回実施する。2回の測定結果が5.2の流動性の要求事項を満たす場合には,その製品は流動性の
要求事項に適合する。いずれも要求事項を満たさない場合には,その製品は不適合とする。一方の測定結
果が5.2の要求事項を満たさない場合には,更に3回の試験を行う。3回の測定結果の全てが5.2の要求事
項を満たす場合には,その製品は流動性の要求事項に適合する。それ以外の場合には,不適合とする。
7.3
硬化時間
7.3.1
器具
7.3.1.1
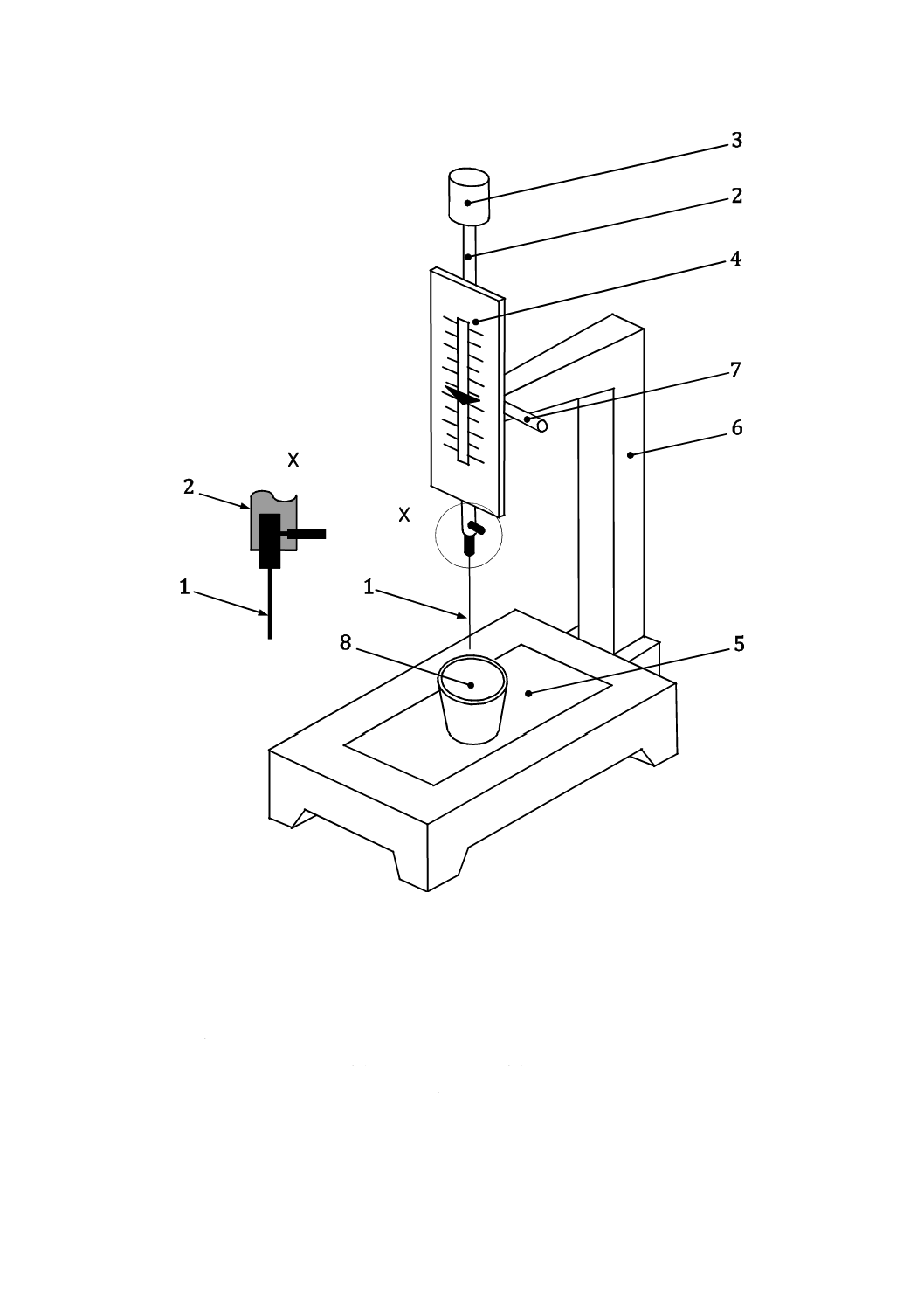
ビカー針装置 ビカー針装置の各部は,次による(図1参照)。
a) 長さ50 mm,直径1.00±0.05 mmの円形断面のビカー針(1)。
b) 長さ約270 mm,直径約10 mmのロッド(2)。
c) 補正用の追加おもり(3)。
d) ロッドで稼動する部分の総質量は,300±1 gである。
e) ミリメートル目盛のスケール(4)。
f)
約100 mm×100 mmのガラス板の基盤(5)。
5
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 ビカー針
5 基盤
2 ロッド
6 スタンド
3 追加のおもり
7 止めねじ
4 スケール
8 リング型
図1−ビカー針装置の例
7.3.1.2
リング型 耐食性で非吸収性材料のリング型とし,次のいずれかとする。
a) 大きな円すい(錐)型 下端の内径が60 mm,上端の内径が70 mmで高さ40 mmのもの。
b) 小さな円筒型 内径20 mmで高さ30 mmのもの。
注記 資源の効果的な利用のために,小さな円筒型を大きな円すい(錐)型の代わりに用いること
もある。面積が小さくなるため(7.3.2に従った)針入試験できる回数が少なくなること,及
6
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
び最初の針入試験の時期(予想硬化時間と関連する)に十分な注意を払うことが必要である。
7.3.1.3
離型剤 シリコーンスプレ,シリコーングリスなどの離型剤を用いる。
7.3.2
手順
手順は,次による。
a) リング型の内側に離型剤を薄く塗布する。
b) 基盤上の測定可能な位置にリング型を置く。
c) 6.3によって粉末と水とを練和し,リング型を満たすに十分な量の練和物を得る。粉末及び水は0.5 %
の精度で計量する。
注記1 大きな円すい(錐)型を使用する場合,粉末400 gを製造販売業者が推奨する量の水に加
える。小さな円筒型を使用する場合は,粉末100 gを製造販売業者が推奨する量の水に加
える。
d) 練和中に使用するタイマは,練和終了後も計時を継続し,その後の経過時間の基準とする。
e) リング型に練和物を少し盛り上がるまで注ぎ,その後,リング型の上縁と同じ高さになるよう表面を
平らにする。
f)
針入位置とリング型の壁からの距離とが4 mm未満にならないようにリング型を移動し,針の先端が
練和物の表面に接するまで下げる。
g) ビカー針装置のスケールの指示がゼロになるようにスケール位置を調整し,止めねじで固定する。試
料表面に接触する位置で,ビカー針を固定する。
h) 製造販売業者が表示した硬化時間又は硬化時間の範囲の中間点で,予想される硬化時間の1〜2分前に
測定を開始し,静かにロッドを落下させ,最初の読取時間を記録する。ビカー針は自重で静かに落下
させる。
注記2 この構造のために,調節可能なスケールがロッドに取り付けられており,一度固定され,
ロッドが上下するときに(固定された指示に対して相対的に)移動する。ゼロ点固定位置
は,各測定の間に針を試料から引き抜いて洗浄するために上方への移動が可能で,かつ,
測定値を読み取る際に試料へ針入させるために下方への移動が可能でなければならない。
注記3 スケールとビカー針の動きを記録する指示部との間における同じ相対運動を行うならば,
他の構造でもよい。
注記4 小さい円筒型の場合,最大8か所の針入が可能で,最初と最後の測定の間の時間は1分45
秒となる。試験実施者は,開始時間として推奨される最短時間(すなわち,予想硬化時間
1分前)を使用する場合でも,試験開始時間として適しているか考慮する必要がある。こ
れが疑わしい場合,大きな円すい(錐)型を使用することが望ましい。
注記5 針が3 mmを超えて針入した場合は,次の測定のために,すぐに針を引き抜いてもよい。
i)
2回目以降の測定は,次の方法で15±1秒間隔で行う。
j)
試料からビカー針を引き抜き,次の針入位置がリング型の壁及び他の針入マークから4 mm以上離れ
た場所になるようにリング型を移動する。
k) きれいにビカー針を拭いた後,針の先端が試料表面に接するように配置する。
l)
適切な時期にロッドを落下させ,時間を記録する(第2回目からの各測定時)。測定間隔の15秒間に,
次の測定のために上記j) 及びk) の手順によってビカー針を試料に針入させる。
注記6 第1回目の測定後,2回目以降の測定を行う場合も同様に,針が3 mmを超えて針入した
場合はそれ以後の測定のために,すぐに針を引き抜いてもよい。
7
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
m) 練和開始から初めて針入深さが2 mm以下になるまでの時間を硬化時間として記録する。
7.3.3
評価
7.3.3.1
タイプ1の製品
試験は2回実施する。2回の測定結果が5.3の両方の要求事項を満たす場合には,その製品は硬化時間の
要求事項に適合する。2回の測定結果がいずれも要求事項を満たさない場合には,その製品は不適合とな
る。一方の測定結果だけが5.3の要求事項を満たさない場合には,更に3回の試験を行う。その3回の測
定結果の全てが5.3の両方の要求事項を満たす場合には,その製品は硬化時間の要求事項に適合する。そ
れ以外の場合には,不適合となる。
7.3.3.2
タイプ2,タイプ3,タイプ4及びタイプ5の製品
試験は2回実施する。2回の測定結果が5.3の要求事項を満たす場合には,その製品は硬化時間の要求事
項に適合する。2回の測定結果がいずれも要求事項を満たさない場合には,その製品は不適合となる。一
方の測定結果だけが5.3の要求事項を満たさない場合には,更に3回の試験を行う。その3回の測定結果
の全てが5.3の要求事項を満たす場合には,その製品は硬化時間の要求事項に適合する。それ以外の場合
には,不適合となる。
7.4
線硬化膨張
7.4.1
器具
a) 膨張計 次のいずれかとする。
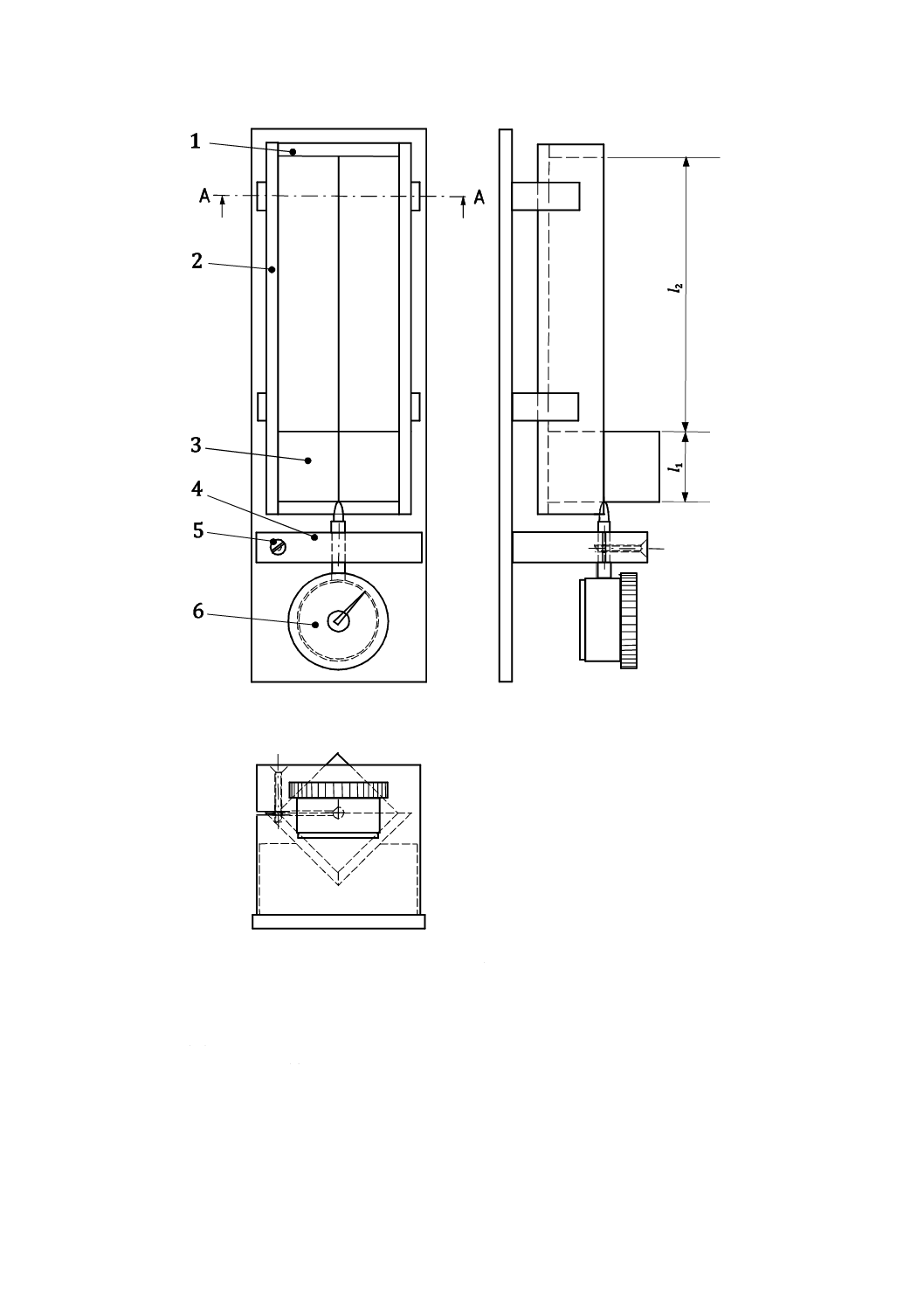
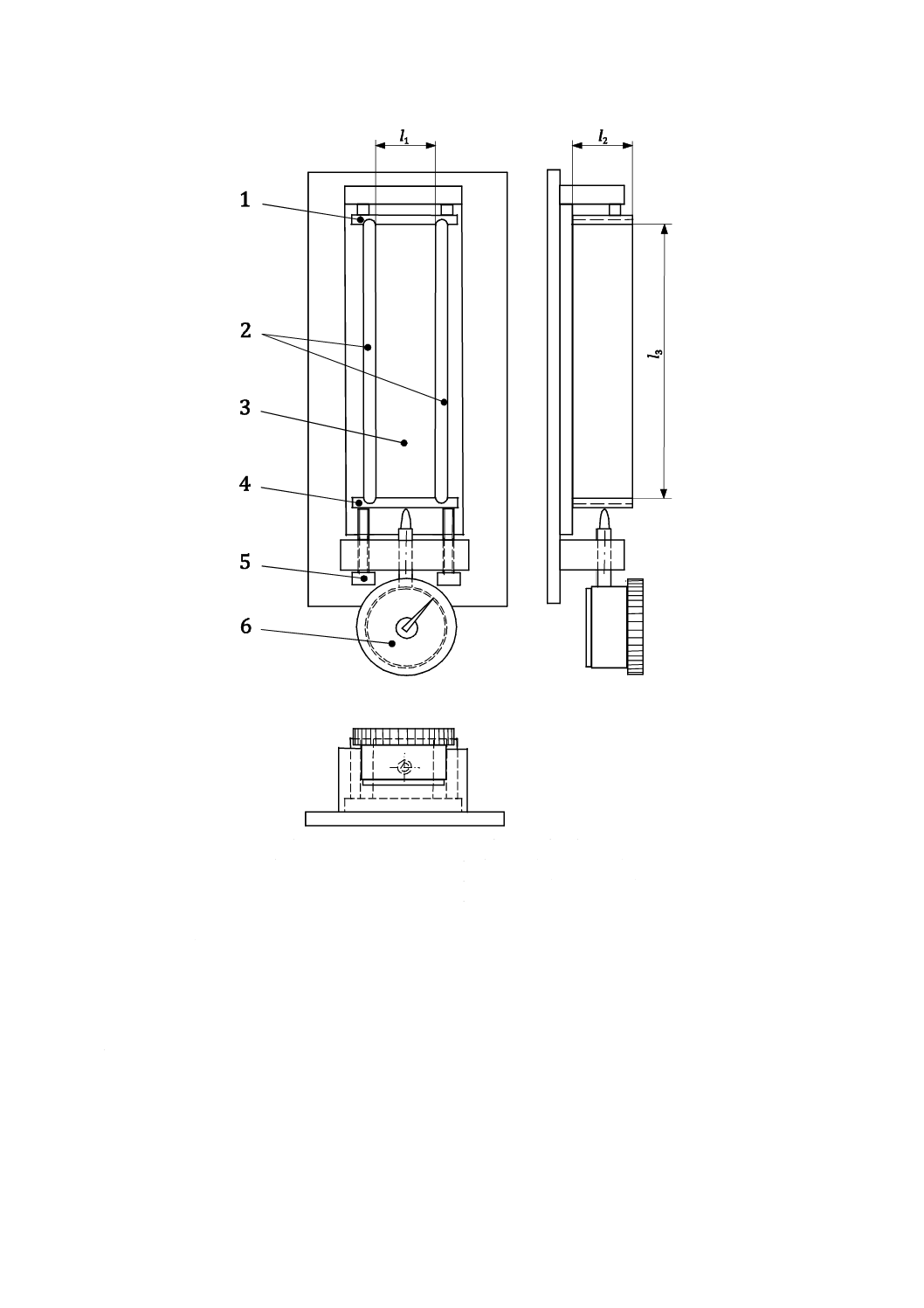
1) 三角形断面槽 図2〜図4に示すように,耐食性の金属材料(アルミニウム,ステンレス鋼,黄銅
合金など)で,長さ100.0±0.1 mmの試験体を作製する断面が三角形の槽の装置。この装置には,
0.01 mmの精度で0.8 N以下の力で測定可能なダイヤルゲージ(例えば,JIS B 7503に規定するもの)
が取り付けられている。槽の断面は,内側の辺長が30±1 mmで角度90°の二等辺三角形である。
槽の一端は固定エンドピースで,他端は200±10 gの質量の可動エンドピースで仕切られている。
この槽の内側には水平線が印記されており,辺長25±1 mmの三角形の位置を示している。
8
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
固定エンドピース
5
ダイヤルゲージ固定ねじ
2
三角形断面槽
6
ダイヤルゲージ
3
可動エンドピース
l1
エンドピースの材料の密度に依存する長さ
4
ダイヤルゲージサポート
l2
測定する長さ(100.0±0.1 mm)
A-A 図3の槽断面の位置
注記 側面及び端部の25 mmの石こう注入レベルを示す線は省略する。
図2−硬化膨張測定装置の例−三角形断面槽の装置
9
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2 三角形断面槽
7 槽サポート
8 基盤
図3−三角形断面槽の硬化膨張測定装置のA-A線断面図
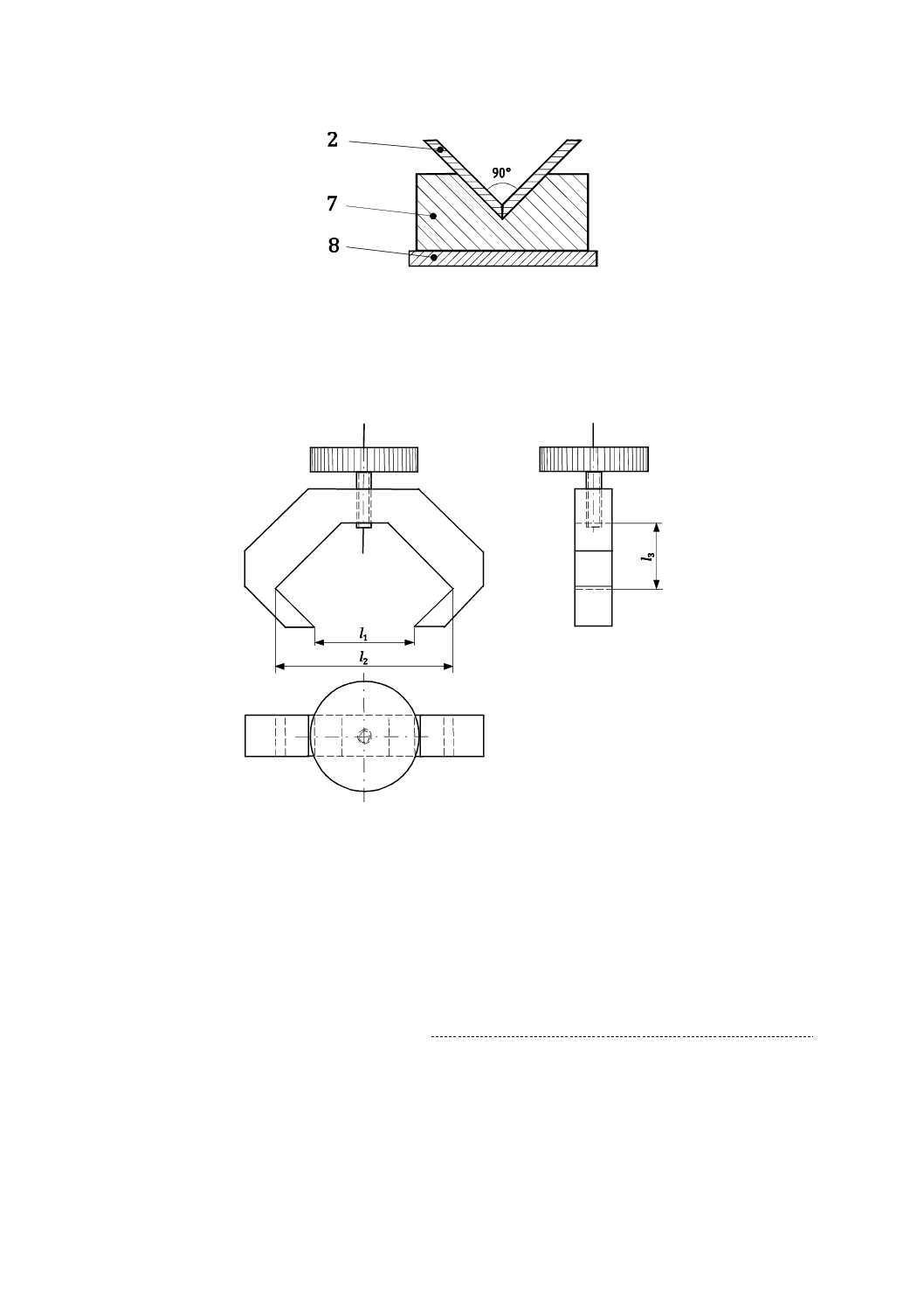
l1 槽と槽サポートとの寸法で決定する。
l2 槽と槽サポートとの寸法で決定する。
l3 槽と可動エンドピースとの寸法で決定する。
図4−三角形断面槽の硬化膨張測定装置の可動エンドピースを
最初の位置に保持するためのクランプの例
2) 正方形断面槽 図5に示すように,耐食性の金属材料(アルミニウム,ステンレス鋼,黄銅合金な
ど)で,長さl3=100.0±0.1 mmの試験体を作製する断面が正方形の槽の装置。この装置には,0.01
mmの精度で0.8 N以下の力で測定可能なダイヤルゲージ(例えば,JIS B 7503に規定するもの)が
取り付けられている。槽の断面は,深さと幅とがl1=l2=20.0±0.1 mmをもつ正方形である。槽の一
端は固定エンドピースで,他端は95±5 gの質量の可動エンドピースで仕切られている。
10
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 固定エンドピース
6 ダイヤルゲージ
2 槽の壁
l1 槽の幅(20.0±0.1 mm)
3 槽の底
l2 槽の深さ(20.0±0.1 mm)
4 可動エンドピース
l3 測定する長さ(100.0±0.1 mm)
5 固定用ねじ
注記 隠れる部分を明示するために,側面及び端面の図から固定用ねじを省略している。
図5−硬化膨張測定装置の例−正方形断面槽の装置
b) ポリテトラフルオロエチレン(PTFE)シート 厚さ0.1〜0.2 mmのものを用いる。
c) 離型剤 シリコーンスプレ,シリコーングリスなどの離型剤を用いる。
d) 長さ測定器具 105 mmまで精度0.01 mmで計測可能なもの(移動式顕微鏡,バーニアキャリパ又は
マイクロメータなど)を用いる。
7.4.2
手順
7.4.2.1
三角形断面槽の場合
11
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 槽の壁面をPTFEシートで覆う。
b) 被験材料に接触するエンドピースに離型剤を塗布する。
c) PTFEシートの上に可動エンドピースを置き,100.0±0.1 mmの測定長を確保し,ダイヤルゲージを取
付け台に固定する。
d) 6.3によって,精度0.5 mLで計量した水に,粉末200±1 gを加え,練和する。
e) 槽内に印記された線と同じ高さになるまで,練和物を流し込み,槽の上面をPTFEシートで覆う。
f)
ダイヤルゲージの値を0.01 mm単位で読み取り,試験体の末端の初期位置(線硬化膨張の測定に必要
な値)を記録する。この初期値は,7.3で測定した硬化時間の60±1秒前に読み取る。
g) 練和開始から120±1分後に第2回目の読み取りを行い,0.01 mm単位で試験体の長さの変化を計測す
る。
h) 槽から試験体を取り出し,0.01 mm単位で全体の長さを計測する。最初の長さを決定するために,こ
の測定値から長さの変化量を差し引く。
i)
最初の長さに対する割合として,0.01 %単位で線硬化膨張を算出する。
j)
タイプ4の材料については,練和開始から24時間±5分後にダイヤルゲージで第3回目の読み取りを
行い,上記と同じように,この時点での線硬化膨張を算出する。この材料については,24時間後の読
み取りが実施されるまで,全長測定のために試験体を槽から取り出してはならない。
注記 練和物の流し込み時に,可動エンドピースがずれる場合,これを防止するために,例えば,
図4に示すようなクランプを使用することが可能である。槽に練和物を満たしたらすぐに,
クランプを緩め,槽から固定エンドピースの上に滑らせて装置から取り除く。
7.4.2.2
正方形断面槽の場合
a) 槽の底面及び側面をPTFEシートで覆う。
b) 被験材料に接触するエンドピースに離型剤を塗布する。
c) 可動エンドピースを100.0±0.1 mmの測定長を確保する位置に置き,補助ボルトを締める。ダイヤル
ゲージを固定し,ゼロ点を調整する。
d) 6.3によって,精度0.5 mLで計量した水に,粉末200±1 gを加え,練和する。
e) 槽の上端まで練和物を流し込み,槽の上面をPTFEシートで覆い,固定用ねじを緩める。
f)
ダイヤルゲージの値を0.01 mm単位で読み取り,試験体の末端の初期位置(線硬化膨張の測定に必要
な値)を記録する。この初期値は,7.3で測定した硬化時間の60±1秒前に読み取る。
g) これ以後,初期値の読み取り後の手順は,7.4.2.1による。
7.4.3
評価
試験は2回実施する。硬化膨張(タイプ4の材料については120分後と24時間後との両方)の測定結果
が,表1の要求値に適合するかを比較する。2回の測定結果の両方が表1の要求値を満たす場合には,そ
の製品は線硬化膨張の要求事項に適合する。いずれも要求値を満たさない場合には,その製品は不適合と
なる。一方の測定結果が表1の要求値を満たさない場合には,更に3回の試験を行う。3回の測定結果の
全てが表1の要求値を満たす場合には,その製品は線硬化膨張の要求事項に適合する。それ以外の場合に
は,不適合となる。
注記 タイプ4の材料は,120分後と24時間後との両方の適合が求められるものであり,いずれか一
方ではない。
7.5
破断性(タイプ1)
7.5.1
手順
12
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
手順は,次による。
a) 6.3によって,精度0.5 mLで計量した水に,粉末100±1 gを加え,練和する。
b) 約25 mm×12 mm×3 mmの試験体を作製する型に練和物を流し込む。
c) 製造販売業者が表示した硬化時間から2分経過後,手で曲げて試験体を折り,約12 mm×12 mm×3 mm
の2片とする。試験は2回実施する。
7.5.2
評価
5.5によって評価する。2回の試験結果の両方が5.5の要求事項を満たす場合には,その製品は破断性の
要求事項に適合する。いずれも要求事項を満たさない場合には,その製品は不適合となる。一方の試験結
果が5.5の要求事項を満たさない場合には,更に3回の試験を行う。3回の試験結果の全てが要求事項を満
たす場合には,その製品は破断性の要求事項に適合する。それ以外の場合には,不適合となる。
7.6
圧縮強さ
7.6.1
器具
a) 円筒状の割型 少なくとも5個の円筒状の試験体を作製できる非吸収性で耐食性の材料からなる清潔
で乾燥した割型で,円筒状部は内径20.0±0.2 mm,長さ40.0±0.4 mmであるものとする。
b) ガラス板 各型の上部及び下部を覆う大きさの平滑なガラス板とする。
c) 圧縮強さ試験機 荷重速度を5±2 kN/minに調整した圧縮強さ試験機とする。
注記 クロスヘッド速度が一定の試験機を用いる場合には,この速度は,荷重を最初に加えてから
試料が破断するまでの平均速度が5±2 kN/minであるように調節することとなる。適切なク
ロスヘッド速度を求めるために,予備の試験体による試験を行うこととなる。
7.6.2
手順
手順は,次による。
a) 試験体を5個作製し,試験する。
b) 離型剤を塗った割型を,離型剤を塗ったガラス板の中央に置き,5組準備する。
c) 6.3によって,精度0.5 mLで計量した水に,粉末200±1 gを加え,練和する(欠陥のない試験体を作
製するために必要な場合には,2個以上の練和物を使用する。)。
d) 各割型に,練和物を少し過剰に流し込む。気泡の混入を最小にするため,練和物を流し込む間(最大
30秒間),割型を軽く振動させる。
e) 練和物の表面から光沢が消える前に,離型剤を塗ったガラス板を型の上面に圧接し,試験体を型の上
部と同じ高さにする。
f)
練和開始から45±1分後に,型から試験体を取り出し,温度23±2 ℃,相対湿度(50±10)%の環境
下に保存する。
g) 練和開始から60±5分後に,圧縮強さ試験機を用いて,破壊するまで各試験体の平面に荷重を加え,
加えた最大の力(F)を記録する。
h) この最大の力(F)は,圧縮強さ(S)の値を算出するために使用する。
注記 タイプ4及びタイプ5の製品については,要求値を測定するために11 kN以上が必要である
ので,適切な圧縮強さ試験機のフレーム及びロードセルを使用する。
7.6.3
評価
試験後の各試験体について,記録されたニュートン単位の最大の力(F)を用いて,メガパスカル単位
の圧縮強さ(S)を式(1)によって算出する。
13
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
314
F
S=
··················································································· (1)
5個の試験体中4個以上が,表1の要求値を満たす場合には,製品は圧縮強さの要求事項に適合する。5
個の試験体中3個だけが表1の要求値を満たす場合には,再度5個の試験体を用いた試験を行う。この2
回目の試験において,5個の試験体が全て表1の要求値を満たす場合には,製品は圧縮強さの要求事項に
適合する。それ以外の場合には,不適合とする。
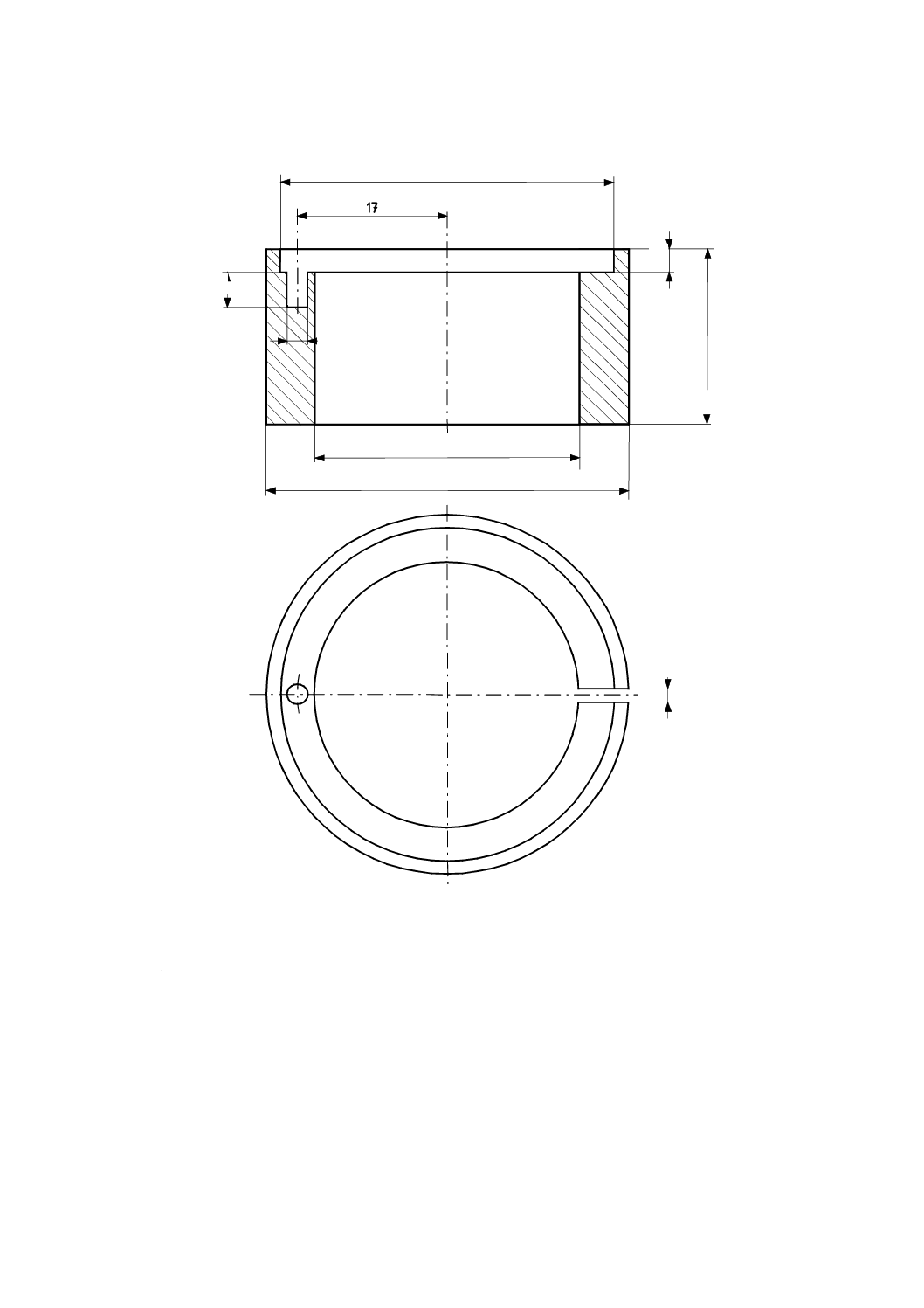
7.7
細線再現性
7.7.1
器具
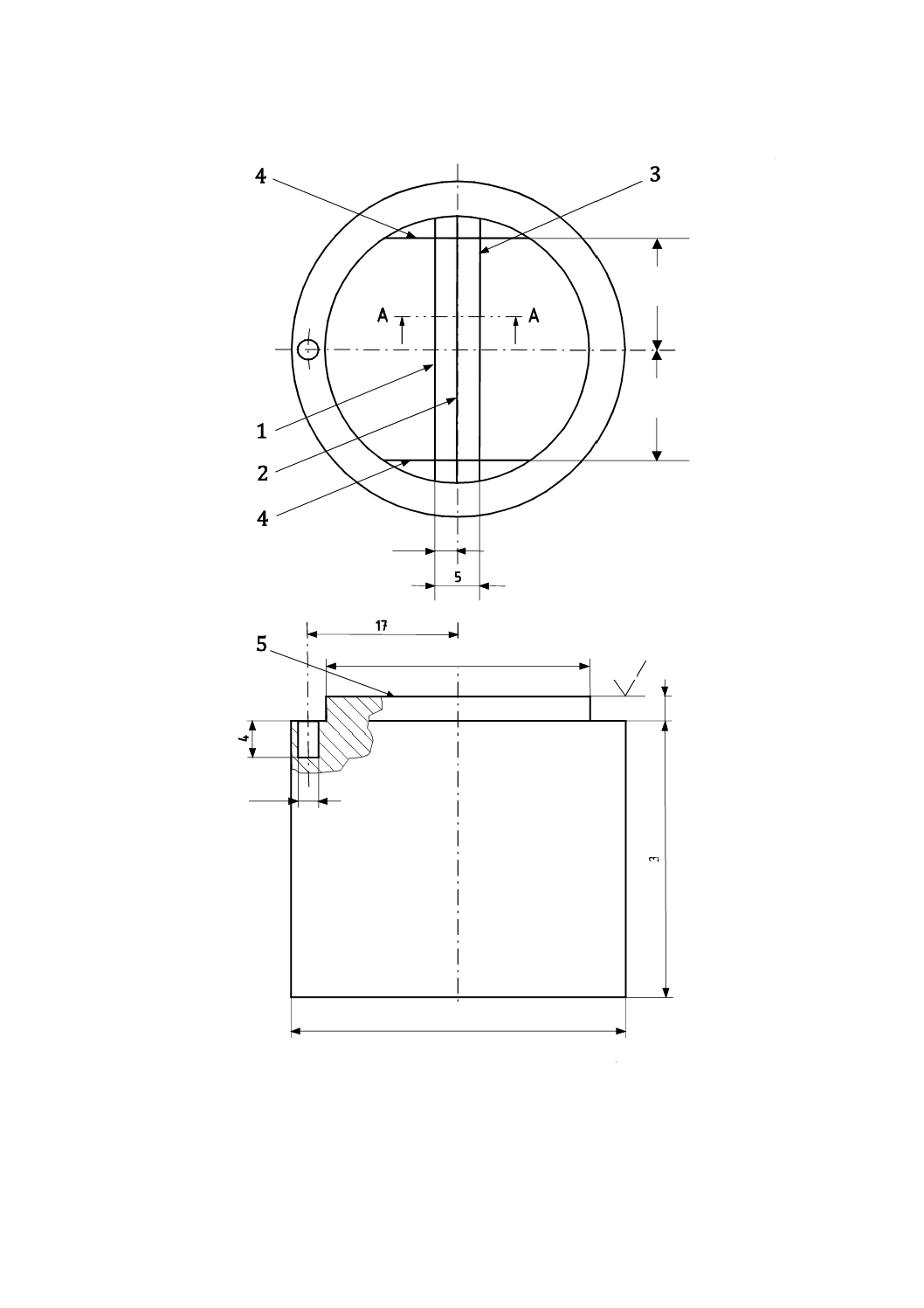
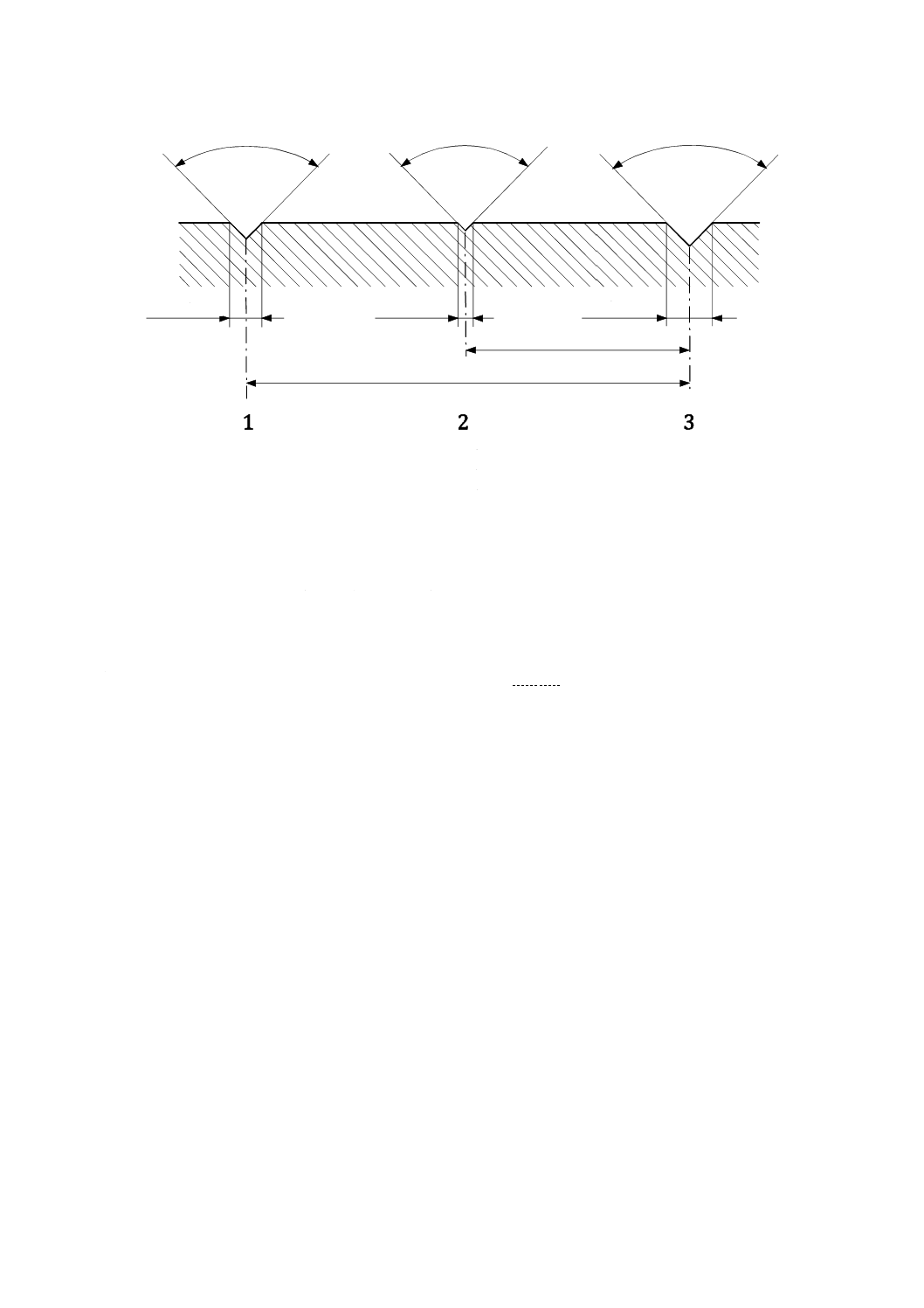
a) テストブロック 高硬度ステンレス鋼(400 HV)で作製された,図6及び図7に示すテストブロック。
ラインの溝切り面及び溝の側面の表面粗さは,JIS B 0031のN3(Ra=0.1 μm)で,その他の面の表面
粗さはN5(Ra=0.4 μm)であり,各溝の最大半径は5 μmでなければならない。
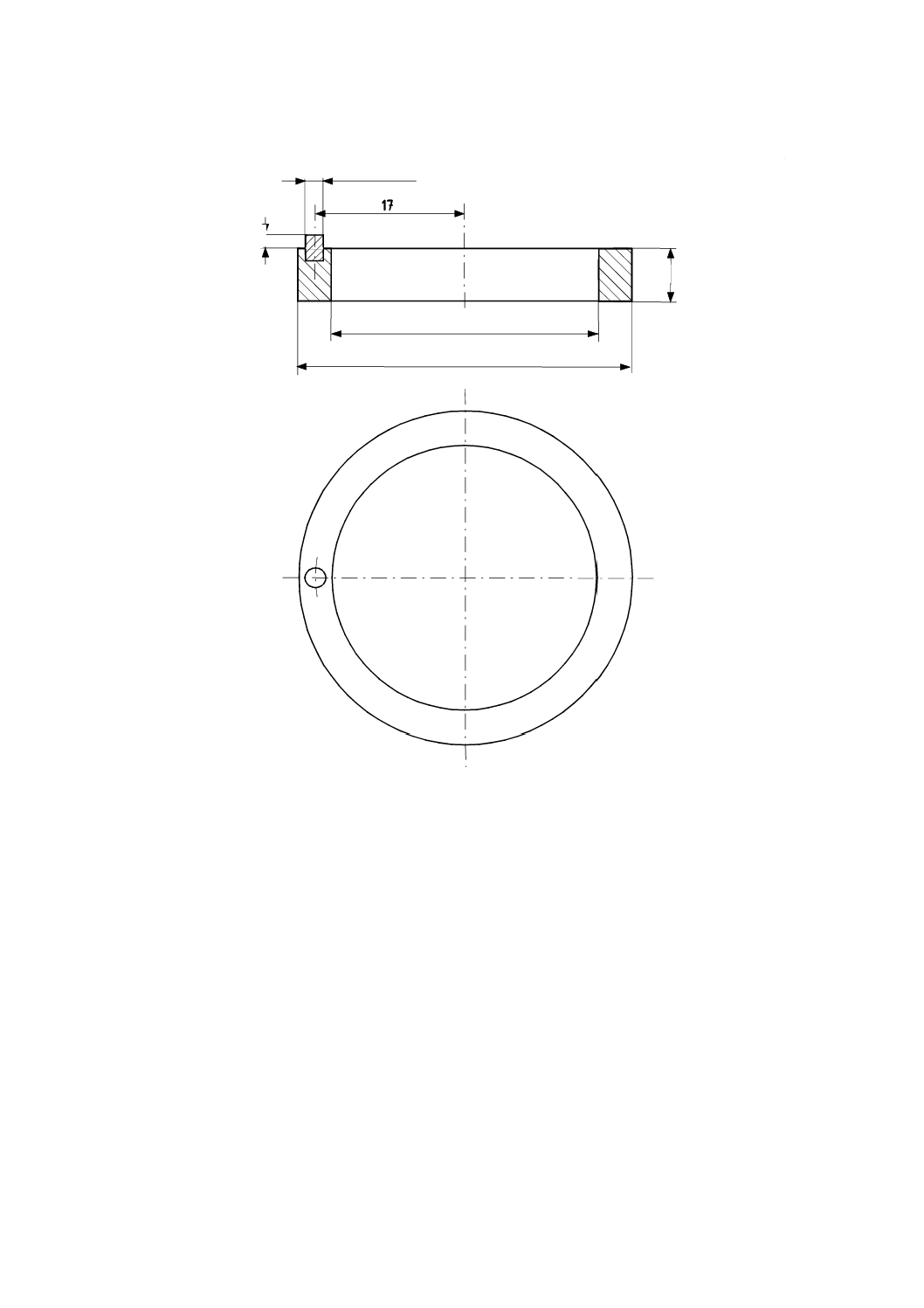
b) リング型 図8に示すリング状の型。表面粗さは,JIS B 0031のN5(Ra=0.4 μm)でなければならな
い。
c) スリット型 図9に示す割型。表面粗さは,JIS B 0031のN5(Ra=0.4 μm)でなければならない。
14
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1
ラインa
4
ラインd
2
ラインb
5
細線面
3
ラインc
A-A 図7の断面
ラインdはラインcと同じ幅である。特に指定がない場合の許容差は±0.1 mmとする。
図6−細線再現性試験用のテストブロック
2.5
φ29.97±0.01
φ2.3
0.1
φ38
1
2
.5
1
2
.5
3
1
3
15
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 ラインa
2 ラインb
3 ラインc
特に指定がない場合の許容差は±0.1 mmとする。
図7−細線再現性試験用のテストブロックのA-A線断面図
d) 歯科用シリコーンゴム印象材(複模型用を含む。)及びその添付文書(使用説明書)。
e) b) のリング型を覆う平滑な金属製又はガラス製の板。
f)
質量1 500±5 gのおもり。
g) 倍率が4倍〜6倍で,低角度照明が可能な光源の付いた拡大鏡。
h) 必要であれば,タルクパウダー(タルク,けい酸マグネシウム水和物の粉末)。
90±5°
90±5°
90±5°
50±8 μm
20±4 μm
75±8 μm
2.5 mm
5 mm
16
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
特に指定がない場合の許容差は±0.1 mmとする。
図8−細線再現性試験用のリング型
φ2.25±0.01
φ30.00±0.01
φ38
3
6
17
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
特に指定がない場合の許容差は±0.1 mmとする。
図9−細線再現性試験用のスリット型
7.7.2
手順
a) 細線ブロックの印象の作製
1) リング型に離型剤を塗布する。
2) 使用前に,テストブロックを揮発性の溶剤で清掃するが,潤滑してはならない。印象材がブロック
に付着する場合には,分離を助けるものとして,タルクパウダーをブロックに軽く振りかけ,余分
な粉末を吹き飛ばす。
3) テストブロックの上にリング型を置く。
4) 添付文書(使用説明書)に従って歯科用シリコーンゴム印象材(複模型用を含む。)を練和し,リン
φ38.04
φ2.3
φ30
φ41
4
3
2
0
0
.5
18
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
グ型に少し多く盛り上げる。
5) 直ちに平板で型を覆い,1 500±5 gのおもりを5±1秒間載せ,おもりを外し印象材を硬化させる。
6) 平板を外し,なるべく変形させないようにして,リング型とテストブロックとを分離する。
7) 拡大鏡を用いてテストブロックのラインが再現された印象面を検査する。
8) テストブロックのラインaが2本のクロスラインd-d間で全長にわたって線として明瞭に再現され
ていることを確かめる。
9) ラインaが線として明瞭に再現されていない場合,満足できる印象が得られるまで,必要に応じて
技法を変えてラインが線として明瞭に再現されるまで印象の作製を繰り返す。
b) 石こう模型の作製
1) 印象を保持しているリング型にスリット型をはめ込む。
2) 印象材の添付文書(使用説明書)に記載された石こう注入時間経過後,6.3によって,精度0.5 mL
で計量した水に粉末200±1 g加えて練和し,練和物を型いっぱいに満たせるように,穏やかに振動
させながら注ぐ。
3) 石こうを満たした型を温度23±2 ℃,相対湿度(50±10)%の環境で60±1分間保存する。
4) 印象材から石こう模型を分離し,拡大鏡を用いて低角度照明下でラインの刻まれた面を検査し,ラ
インの状態を記録する。
7.7.3
評価
ラインの再現が完全であれば,製品は細線再現性の要求事項に適合する。ラインが不完全である場合に
は,更に2回の試験を行う。2回とも完全なラインが再現できた場合には,製品は細線再現性の要求事項
に適合する。追加した2回の試験のうち,いずれかの試験で不完全なラインが生じた場合には,製品は細
線再現性の要求事項に不適合となる。
8
包装
材料は,汚染が生じたり物理的性質が変化しないように,内容物の保護性がある防湿容器で包装しなけ
ればならない。
9
表示及び添付文書
9.1
外包装
製品の外包装には,容易に読み取れる文字で,次の情報を表示しなければならない。
a) 販売名
b) 使用期限
c) 製造販売業者の名称及び住所
d) 製造番号又は製造記号
e) 種類 タイプ及びクラス(該当する場合)
f)
内容量
g) 推奨する混水比[粉末量(g)に対する液量(mL)]
h) 硬化時間
i)
硬化膨張
j)
色調
k) 香料(該当する場合)
19
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
l)
推奨する保管条件
m) 保管上の注意事項
n) その他の法定表示事項
9.2
個包装
1回使用用の個包装をまとめて外包装する場合には,少なくとも次の情報を個包装に表示しなければな
らない。
a) 販売名
b) 使用期限
c) 製造販売業者の名称及び住所
d) 製造番号又は製造記号
e) 種類 タイプ及びクラス(該当する場合)
f)
内容量
g) 必要とする液量(mL)
h) 硬化時間
i)
硬化膨張
9.3
添付文書
次の事項を記載した添付文書を外包装ごとに添付しなければならない。
a) 販売名
b) 製造販売業者及び製造業者の氏名又は名称
c) 推奨する混水比[粉末量(g)に対する液量(mL)]
d) 推奨する練和方法,推奨する練和装置,水に粉末を入れるのに要する時間,粉末を浸せき(漬)して
おく時間,手練和及び/又は器械練和の練和時間
e) 特に製造販売業者が推奨する取扱方法及び処理方法
f)
その他の法定表示事項
20
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS T 6600:2016 歯科用石こう(膏)
ISO 6873:2013,Dentistry−Gypsum products
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の
箇条ごとの評価及びその内容
(V)JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義
4 種類
タイプ1 焼石こう:印象用
4
タイプ1:印象用の焼石こ
う
変更
表現を変更した。
分かりやすい表現に変更し
た。
タイプ2 (クラス1)焼石こ
う:こう(咬)合器装着用
タイプ2 (クラス2)焼石こ
う:模型用及び義歯埋没用
タイプ2:こう(咬)合器
装着用(クラス1)と模型
用(クラス2)の焼石こう
変更
タイプ2(クラス2)に義歯
埋没用を追加した。
タイプ2,タイプ3,タイプ4,
タイプ5について,使用実態
に合わせて変更した。
ISO規格改訂時に提案する。
タイプ3 硬質石こう:模型
用,義歯埋没用及び模型基底
部用
タイプ3:模型用の硬質石
こう
タイプ3に義歯埋没用及び
模型基底部用を追加した。
タイプ4 硬質石こう(高強
度,低膨張):模型用(特に歯
型用),模型基底部用及び
CAD/CAM歯型用
タイプ4:歯型用・模型基
底部用・CAD/CAM模型用
の硬質石こう(高強度,低
膨張)
タイプ4の歯型用を模型用
(特に歯型用)に変更した。
タイプ5 硬質石こう(高強
度,高膨張):歯科修復用材料
の収縮補償に必要な膨張量を
もつ模型用(特に歯型用),義
歯埋没用及び模型基底部用
タイプ5:歯科修復用材料
の収縮補償に必要な膨張
量をもつ歯型用の硬質石
こう(高強度,高膨張)
タイプ5の歯型用を模型用
(特に歯型用)に変更し,
義歯埋没用及び模型基底部
用を追加した。
注記 タイプ4については,
超硬質石こうと呼ばれること
がある。
追加
注記を追加した。
国内では“超硬質石こう”の
呼称が定着しているため注記
した。
3
T
6
6
0
0
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
21
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の
箇条ごとの評価及びその内容
(V)JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
5 要求事項 5.1 外観
5.1
品質
変更
名称を変更した。
内容に合わせて変更した。
5.2 流動性(タイプ1)
7.2 によって試験したとき,
タイプ1の材料の流動性は70
mm以上でなければならな
い。
5.2
7.2によって試験したとき,
タイプ1の材料の1.25分の
注入時間での流動性は70
mm以上でなければならな
い。
削除
“1.25分の注入時間での”
を削除した。
7.2の試験方法に明記されて
いるため削除した。
6 試験−共
通事項
6.3 練和方法
6.3
練和方法
変更
表現をa) b) c) に分けた。
表現を明確化した。
a) 製造販売業者が指定する
混水比で,必要量の粉末(質
量)及び必要量の水(体積)
を計量する。
製造販売業者の指示する
方法(手又は器械)で,ISO
3696に適合する水で練和
する。
追加
“a) 製造販売業者が指定
する混水比で,必要量の粉
末(質量)及び必要量の水
(体積)を計量する。”を追
加した。
混水比での練和を明記した。
b) 練和方法は,製造販売業者
が指定する方法(手又は器械)
で行う。
なお,練和開始は,粉末を
水に加え始めたときとする。
−
追加
“なお,練和開始は,粉末
を水に加え始めたときとす
る。”を追加した。
練和開始を明記した。
c) 練和に用いる水は,水道法
の規定に基づく水質基準に関
する水道水又はISO 3696の
グレード3の水を用いる。
−
追加
“水道法の規定に基づく水
質基準に関する水道水”を
追加した。
旧JISに整合させた。ISO
3696のグレード3に該当する
品質の水を規定するJISがな
い。
7 試験方法 7.4.1 器具
1) この装置には,0.01 mmの
精度で0.8 N以下の力で測定
可能なダイヤルゲージ(例え
ば,JIS B 7503に規定するも
の)が取り付けられている。
7.4.1
この装置には,0.01 mmの
精度で0.8 N以下の力で測
定可能な器具が取り付け
られている。
変更
器具が“ダイヤルゲージ(例
えば,JIS B 7503に規定す
るもの)”であることを明記
した。
旧JISに合わせて器具を明確
にした。
3
T
6
6
0
0
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
22
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の
箇条ごとの評価及びその内容
(V)JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験方法
(続き)
7.4.1 器具
2) この装置には,0.01 mmの
精度で0.8 N以下の力で測定
可能なダイヤルゲージ(例え
ば,JIS B 7503に規定するも
の)が取り付けられている。
7.4.1
この装置には,0.01 mmの
精度で0.8 N以下の力で測
定可能な器具が取り付け
られている。
変更
器具が“ダイヤルゲージ(例
えば,JIS B 7503に規定す
るもの)”であることを明記
した。
旧JISに合わせて器具を明確
にした。
7.6.1 器具
c)
注記 クロスヘッド速度が一
定の試験機を用いる場合に
は,この速度は,荷重を最初
に加えてから試料が破断する
までの平均速度が5±2
kN/minであるように調節す
ることとなる。適切なクロス
ヘッド速度を求めるために,
予備の試験体による試験を行
うこととなる。
7.6.1
−
追加
注記を追加した。
クロスヘッド速度が一定の試
験機を用いる場合があるため
注記した。
ISO規格改訂時に提案する。
7.6.2 手順
b) 離型剤を塗った割型を,離
型剤を塗ったガラス板の中央
に置き,5組準備する。
7.6.2
−
追加
“離型剤を塗った割型を,
離型剤を塗ったガラス板の
中央に置き,5組準備する。”
を追加した。
旧JISに合わせて手順を明確
にした。
7.6.2 手順
e) 練和物の表面から光沢が
消える前に,離型剤を塗った
ガラス板を型の上面に圧接
し,試験体を型の上部と同じ
高さにする。
7.6.2
練和物の表面から光沢が
消える前に,ガラス板を型
の上面に圧接し,試料を型
の上部と同じ高さにする。
追加
“離型剤を塗った”を追加
した。
手順を明確にした。
ISO規格改訂時に提案する。
3
T
6
6
0
0
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
23
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の
箇条ごとの評価及びその内容
(V)JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験方法
(続き)
7.6.3 評価
5個の試験体中4個以上が,
表1の要求値を満たす場合に
は,製品は圧縮強さの要求事
項に適合する。
7.6.3
7.6.3 評価
5個の試験体中4個が,表
1の要求値を満たす場合に
は,製品は圧縮強さの要求
事項に適合する。
追加
“以上”を追加した。
内容を明確にした。
ISO規格改訂時に提案する。
7.7.1 器具
d) 歯科用シリコーンゴム印
象材(複模型用を含む。)及び
その添付文書(使用説明書)。
7.7.1.4
複模型用シリコーン印象
材及び使用説明書。
変更
複模型用シリコーン印象材
を“歯科用シリコーンゴム
印象材(複模型用を含む。)”
に変更した。
旧JISに整合させて変更し
た。口くう(腔)内印象採得
用の歯科用シリコーン印象材
も使用可能である。
ISO規格改訂時に提案する。
7.7.1 器具
g) 倍率が4倍〜6倍で,低角
度照明が可能な光源の付いた
拡大鏡。
7.7.1.7
倍率が4倍〜6倍で,低角
度照明が可能な光源の付
いた双眼反射型顕微鏡。
変更
双眼反射型顕微鏡を“拡大
鏡”に変更した。
旧JISに整合させた。双眼反
射型顕微鏡に限定する必要は
ない。
ISO規格改訂時に提案する。
7.7.2 手順
a) 4) 添付文書(使用説明書)
に従って歯科用シリコーンゴ
ム印象材(複模型用を含む。)
を練和し,リング型に少し多
く盛り上げる。
7.7.2.1
使用説明書に従って複模
型材を練和し,リング型に
少し多く盛り上げる。
変更
複模型材を“歯科用シリコ
ーンゴム印象材(複模型用
を含む。)”に変更した。
旧JISに整合させて変更し
た。口くう(腔)内印象採得
用の歯科用シリコーン印象材
も使用可能である。
ISO規格改訂時に提案する。
7.7.2 手順
a) 5) 直ちに平板で型を覆い,
1 500±5 gのおもりを5±1秒
間載せ,おもりを外し印象材
を硬化させる。
7.7.2.1
直ちに平板で型を覆い,
1 500 gを5±1秒間加え,
荷重を除いて印象材を硬
化させる。
変更
荷重を7.7.1 f) の記載に合
わせて“1 500±5 gのおも
り”に変更した。
記載内容を整合させた。
ISO規格改訂時に提案する。
7.7.2 手順
a) 7) 拡大鏡を用いてテスト
ブロックのラインが再現され
た印象面を検査する。
7.7.2.1
双眼反射型顕微鏡を用い
てテストブロックのライ
ン線が再現された印象面
を検査する。
変更
双眼反射型顕微鏡を“拡大
鏡”に変更した。
旧JISに整合させた。双眼反
射型顕微鏡に限定する必要は
ない。
ISO規格改訂時に提案する。
3
T
6
6
0
0
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
24
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の
箇条ごとの評価及びその内容
(V)JISと国際規格との技術
的差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験方法
(続き)
7.7.2 手順
b) 4) 拡大鏡を用いて低角度
照明下でラインの刻まれた面
を検査し,ラインの状態を記
録する。
7.7.2.2
双眼反射型顕微鏡を用い
て低角度照明下でライン
線の刻まれた面を検査し,
ライン線の状態を記録す
る。
変更
双眼反射型顕微鏡を“拡大
鏡”に変更した。
旧JISに整合させた。双眼反
射型顕微鏡に限定する必要は
ない。
ISO規格改訂時に提案する。
8 包装
8
包装,表示及び製造販売業
者の情報
変更
包装を別箇条とした。
他のJISに整合させた。
9 表示及び
添付文書
9.1 外包装
8.2.1
a) 販売名
a) 製品名又は販売名
変更
“販売名”に変更した。
国内法による。
b) 使用期限
b) ISO 8601に従った使用
期限
変更
“使用期限”に変更した。
表示方法をISO 8601に制限
しない。
m) 保管上の注意事項
m) 石こう製品は,特に高
湿度の雰囲気にさらされ
ると性能低下する旨の記
述
変更
“保管上の注意事項”に変
更した。
保管上の注意事項として記載
する。
n) その他の法定表示事項
−
追加
“その他の法定表示事項”
を追加した。
国内法による。
−
図形表示はISO 15223-1に
よる。
削除
図形表示を削除した。
図形表示を求めるものではな
い。
9.2 個包装
8.2.2
a) 販売名
a) 製品名又は販売名
変更
“販売名”に変更した。
国内法による。
b) 使用期限
b) ISO 8601に従った使用
期限
変更
“使用期限”に変更した。
表示方法をISO 8601に制限
しない。
9.3 添付文書
8.3
a) 販売名
a) 製品名又は販売名
変更
“販売名”に変更した。
国内法による。
b) 製造販売業者及び製造業
者の氏名又は名称
−
追加
“製造販売業者及び製造業
者の氏名又は名称”を追加
した。
国内法による。
f) その他の法定表示事項
−
追加
“その他の法定表示事項”
を追加した。
国内法による。
3
T
6
6
0
0
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
25
T 6600:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:ISO 6873:2013,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
T
6
6
0
0
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。