5
T 6521:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3.3 タイプ2の裏装材 タイプ2の裏装材の場合には,次の事項を記載しなければならない。
a) 推奨する重合装置。
b) 推奨する重合条件。
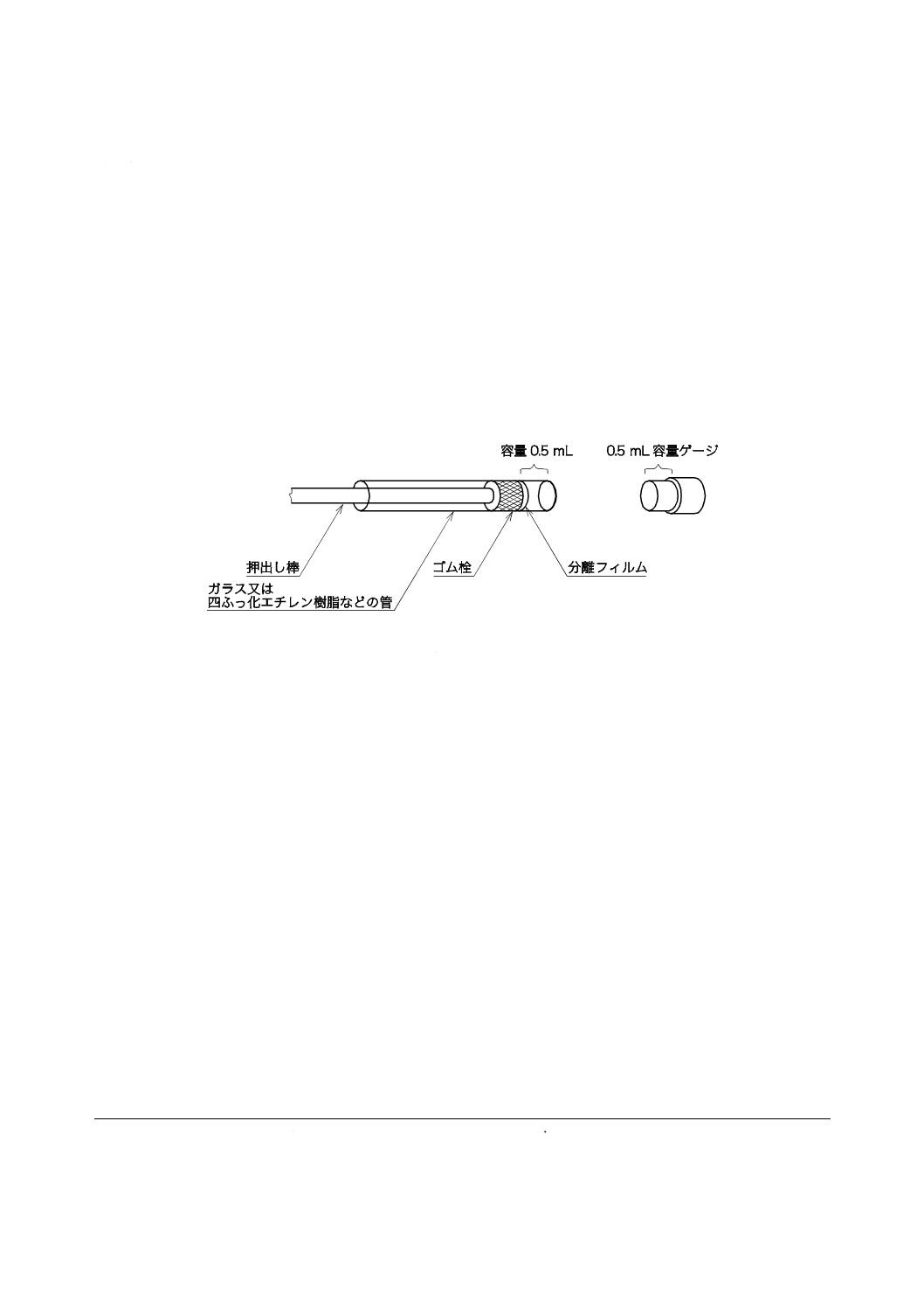
参考図 1 試料採取器具
関連規格 ANSI/ADAS No. 17 Denture base temporary relining resins
T 6521:2005
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本歯科材料工業協同組合(JDMA)/財団法
人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標
準調査会の審議を経て,厚生労働大臣が制定した日本工業規格である。
制定に当たっては,米国標準規格(ANSI/ADAS) No. 17:1983,Reaffirmed:1999,Denture base temporary
relining resinsを参考に用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。厚生労働大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
T 6521:2005
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 種類 ······························································································································ 1
3.1 タイプ ························································································································· 1
3.2 クラス ························································································································· 1
4. 品質 ······························································································································ 1
4.1 生体適合性 ··················································································································· 1
4.2 外観 ···························································································································· 1
4.3 ちょう(稠)度 ············································································································· 2
4.4 最高温度 ······················································································································ 2
4.5 気泡及び欠陥 ················································································································ 2
4.6 表面光沢 ······················································································································ 2
4.7 吸水率 ························································································································· 2
4.8 溶解率 ························································································································· 2
4.9 硬さ ···························································································································· 2
5. 試験方法 ························································································································ 2
5.1 試料の採取 ··················································································································· 2
5.2 試料の調製 ··················································································································· 2
5.3 試験条件 ······················································································································ 2
5.4 外観試験 ······················································································································ 2
5.5 ちょう度試験 ················································································································ 2
5.6 最高温度試験 ················································································································ 2
5.7 吸水率及び溶解率試験 ···································································································· 3
5.8 硬さ試験 ······················································································································ 4
6. 包装,表示及び説明書 ······································································································ 4
6.1 包装 ···························································································································· 4
6.2 表示 ···························································································································· 4
6.3 説明書 ························································································································· 4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 6521:2005
義歯床用硬質裏装材
Denture base hard relining materials
序文 この規格は,1983年に第2版として発行され,1999年に追認されたANSI/ADAS No. 17,Denture base
temporary relining resins を参考にして作成した日本工業規格である。
1. 適用範囲 この規格は,歯科で用いる義歯床用硬質裏装材(以下,裏装材という。)について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS R 6253 耐水研磨紙
JIS T 0993-1 医療機器の生物学的評価−第1部:評価及び試験
JIS T 6001 歯科用医療機器の生体適合性の前臨床評価−歯科材料の試験方法
JIS T 6501:2005 義歯床用アクリル系レジン
JIS Z 2251 ヌープ硬さ試験−試験方法
3. 種類 種類は,次による。
3.1
タイプ タイプは,重合方法によって,次のように分類する。
タイプ1 化学重合型
タイプ2 光重合型
3.2
クラス クラスは,材料形態によって,次のように分類する。
クラス1 粉末及び液
クラス2 ペースト
クラス3 シート
4. 品質
4.1
生体適合性 生体適合性については,JIS T 0993-1及びJIS T 6001によって生物学的安全性を評価す
る。
4.2
外観
4.2.1
液 液は,5.4によって試験したとき,透明で,沈殿物があってはならない。
4.2.2
粉末・ペースト・シート 粉末・ペースト・シートは,5.4によって試験したとき,異物があって
はならない。
2
T 6521:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.3
ちょう(稠)度 クラス1及びクラス2の裏装材のちょう度は,裏装材の未硬化体を用いて,5.5に
よって試験したとき,35〜60 mmでなければならない。
4.4
最高温度 タイプ1の裏装材の最高温度は,5.6によって試験したとき,75 ℃以下でなければなら
ない。
4.5
気泡及び欠陥 5.7.1によって作製した2個の試験片のうち1個の試験片について,5.4によって試験
したとき,容易に識別できるような気泡又は欠陥があってはならない。
4.6
表面光沢 5.8.1によって作製した2個の試験片のうち1個の試験片について,5.4によって試験した
とき,光沢がなければならない。
4.7
吸水率 吸水率は,5.7によって試験したとき,2.0 %以下でなければならない。
4.8
溶解率 溶解率は,5.7によって試験したとき,0.2 %以下でなければならない。
4.9
硬さ 硬さは,5.8によって試験したとき,ヌープ硬さが7 HK0.1/20以上でなければならない。
5. 試験方法
5.1
試料の採取 試料は,同一ロットから採取し,その量は,規定されたすべての試験を完了するのに
十分な量でなければならない。
5.2
試料の調製 試料は,製造業者が指定する方法で調製・準備する。クラス1の裏装材は,必要に応
じ,調製後直ちに気泡を除去するために15 秒以内で振動を加えてもよい。
5.3
試験条件 試験条件は,別に指定のない限り,温度23±2 ℃,相対湿度 (50±10) %とする。ただし,
試験片の研削,研磨手順及び5.4については,適用しない。裏装材及び試験装置は,別に指定のない限り,
使用に先立ち,温度23±2 ℃に10時間置く。また,試験片の作製に用いる付属品などは,同条件に30分
以上置く。
5.4
外観試験 4.2.1,4.2.2,4.5及び4.6への適合性は,目視による。
5.5
ちょう度試験
5.5.1
装置 装置は,次による。
a) 試料採取器具 未硬化の試料0.5 mLを適切な一塊に量り取れるもの(参考図1参照)。
b) 分離シート(2枚) ポリエチレンなどの透明な材質で,圧接された試料を挟んだまま容易に取り扱
えるもの。
c) 下ガラス板 約70×70 mm,厚さ約1 mmのもの。
d) 上圧接板 約70×70 mmのガラス又は金属製のもの。
5.5.2
手順 製造業者が指定する方法で調製した材料を試料採取器具を用いて0.5 mL量り取り,下ガラ
ス板の中央部に分離シートを介して載せる。混和開始から2分後に,上圧接板を分離シートを介して静か
に置き,上圧接板を含めて7.355 Nの荷重を下ガラス板に対して垂直に5分間負荷する。除荷後,得られ
た板状試料について,約45°間隔で4方向の直径を測定し,それらの値を平均して試料の直径とする。こ
の試験を3回行い,3個の試料の直径の平均値を求める。
5.6
最高温度試験
5.6.1
装置 装置は,次による。
a) 分離フィルム(2枚) 接触硬化した裏装材から分離できるポリエチレン製などのもの。
b) ガラス板(2枚) 100×80×6 mmのもの。
c) 温度測定装置 熱電対を用いた温度測定装置一式。
d) リング型 内径60 mm,外径67 mm,高さ2 mm,で熱電対を設置することのできる切り欠きのある
3
T 6521:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ステンレス鋼製のもの。
5.6.2
手順 手順は,次による。
a) 分離フィルムを敷いたガラス板上の中央に,リング型を置き,その中央に熱電対が位置するように配
置する。
b) 製造業者が指定する方法で調製した試料を,必要に応じ振動を加えながら,リング型に流し込む。
c) リング型の上に分離フィルムを介しガラス板を載せ,リング型の外にあふれた余剰レジンを除去する。
d) 混和開始後1分から1分30秒後に,温度37±2 ℃の条件下に置く。
e) 混和開始2分後から,最高温度到達2分後までの温度を測定し,最高温度を記録する。この試験を2
回行い,最高温度の平均値を求める。
5.7
吸水率及び溶解率試験
5.7.1
試験片の作製 次によって,2個の試験片を作製する。
a) 型 型は,次の1)若しくは2)又はこれらに準ずるものを用いる。
1) 内径50±1 mm,厚さ0.5±0.1 mmのステンレス製リングの上下両面を透明な分離フィルムを介して
透明なガラス板で挟む形式のもので,リング内の空げきを型とする。
2) JIS T 6501の6.6.2 a)(ステンレス鋼製の型及びカバー)に規定するステンレス鋼製の型及び圧接用
の透明なカバー。
b) 型の調整 試験片の作製に用いる型一式は,あらかじめ温度37±2 ℃に30分以上置く。
c) 型へのてん(填)入 製造業者が指定する方法で調製した試料を,必要に応じ振動を加えながら型に
流し込み,透明な分離フィルムを介してガラス板又はカバーを圧接する。型の外にあふれた余剰レジ
ンを除去する。
d) 重合及び試験片の調製 試料は,次の条件により重合した後,トリミングを行い,試験片とする。
1) タイプ1の裏装材 37±2 ℃,30分間保持
2) タイプ2の裏装材 製造業者指定の方法
5.7.2
手順 手順は,次による。
a) 恒量 各試験片を,乾燥した無水硫酸カルシウム又は130 ℃で乾燥されたシリカゲルを乾燥剤とする
デシケータ中で,37±2 ℃,24±1時間乾燥する。その後,23±2 ℃に保った第2のデシケータに1
時間保持した後,測定単位0.2 mgで質量を測定する。この乾燥作業を,質量減測定値が0.5 mg以下
の恒量(m1)に達するまで,繰り返し行う。
b) 水中浸せき及び直後の質量 各試験片を37±1 ℃の蒸留水中に7日間浸せきする。その後,ピンセッ
トなどを用いて取り出し,乾いたタオルで表面に見える水分を完全にふき取り,大気中で15秒間振る。
蒸留水から取り出してから1分後の質量(m2)を測定する。
c) 水中浸せき後の乾燥質量 上記ひょう量後,5.7.2 a)によって乾燥恒量(m3)を測定する。
5.7.3
結果の算出
a) 吸水率 吸水率は,各試験片について,次の式によって小数点以下2けたまで求め,2個の結果の平
均値を四捨五入して小数点以下1けたにする。
PSP=[(m2−m3)/m1]×100
ここに, PSP: 吸水率(%)
m2: 水中浸せき直後の試験片の質量(g)
m3: 試験片の乾燥質量(g)
m1: 試験片の恒量(g)
4
T 6521:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 溶解率 溶解率は,各試験片について,次の式によって小数点以下2けたまで求め,2個の結果の平
均値を四捨五入して小数点以下1けたにする。
PSL=[(m1−m3)/m1]×100
ここに, PSL: 溶解率(%)
m1: 試験片の恒量(g)
m3: 試験片の乾燥質量(g)
5.8
硬さ試験
5.8.1
試験片の作製 内径30±0.2 mm,厚さ1.5±0.2 mmのステンレスリング型又はこれに準ずる型を
用い,5.7.1 b)〜d)によって2個の試験片を作製する。試験片の表面をJIS R 6253に規定する耐水研磨紙の
粒度P600及び粒度P1 500,次いで0.3 μmアルミナ粉を用い,滑らかな平面に仕上げる。
5.8.2
手順 試験は,試験片作製から24±3時間後に行う。JIS Z 2251によって,各試験片について10
点測定する。2個の試験片の測定値20個の平均値を求める。
なお,試験力の保持時間は,20秒とする。
6. 包装,表示及び説明書
6.1
包装 裏装材は,内容物を適切に保護し,内容物の品質に不都合な影響を与えない容器に入れて供
給しなければならない。
6.2
表示 裏装材の包装には,次の事項を表示しなければならない。
a) 製品名,種類を特定できる記述及び色調(複数の色調がある場合)
b) 内容量
c) 保管条件及び使用期限(外装)
d) 製造業者の名称及び所在地
e) 製造番号又は製造記号
f)
その他の法定表示事項
6.3
説明書 裏装材には,次の事項を記載した説明書を添付しなければならない。
6.3.1
共通事項 説明書には,共通事項として次の事項を記載しなければならない。
備考 間接法で用いる場合には,次のc)〜e)における“口くう(腔)内”は,使用方法により,“型(フ
ラスコ)”又は“模型”と見なす。
a) 患者の口くう(腔)粘膜の調整方法(必要な場合)
b) 裏装前の義歯床面の調整方法
c) 義歯床への盛り付けタイミング及び口くう(腔)内への挿入タイミング(必要な場合)
d) 口くう(腔)内保持時間
e) 口くう(腔)外作業(トリミングなど)可能時間及び再挿入後の硬化までの口くう(腔)内保持時間
(必要な場合)
f)
最終硬化の手順(必要な場合)
g) 使用上の注意事項
6.3.2
クラス1の裏装材 クラス1の裏装材の場合には,次の事項を記載しなければならない。
a) 粉/液比(質量/単位体積,若しくは質量/質量)又は混和比及び計量方法
b) 混和方法
c) 混和時間
5
T 6521:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3.3 タイプ2の裏装材 タイプ2の裏装材の場合には,次の事項を記載しなければならない。
a) 推奨する重合装置。
b) 推奨する重合条件。
参考図 1 試料採取器具
関連規格 ANSI/ADAS No. 17 Denture base temporary relining resins