T 6515:2011
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 1
4 品質······························································································································· 2
4.1 生体適合性 ··················································································································· 2
4.2 外観 ···························································································································· 2
4.3 X線不透過性 ················································································································ 2
4.4 標準ポイント及び大テーパポイントの要求事項 ···································································· 2
4.5 アクセサリポイントの要求事項························································································· 5
5 サンプリング ··················································································································· 5
6 試験方法 ························································································································· 5
6.1 試験条件 ······················································································································ 5
6.2 目視検査 ······················································································································ 5
6.3 X線不透過性 ················································································································ 6
6.4 長さ ···························································································································· 6
6.5 直径及びテーパ ············································································································· 6
6.6 ぜい弱性 ······················································································································ 8
7 包装······························································································································· 9
8 表示及び添付文書 ············································································································ 10
8.1 表示 ··························································································································· 10
8.2 添付文書 ····················································································································· 10
附属書JA(参考)JISと対応する国際規格との対比表 ································································ 11
T 6515:2011
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本歯科材料工業
協同組合(JDMA)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正す
べきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣が改正した日本工業規格である。
これによって,JIS T 6515 :2005は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 6515:2011
歯科用根管充てん(塡)ポイント
Dentistry-Root-canal obturating points
序文
この規格は,2006年に第2版として発行されたISO 6877を基とし,アクセサリポイントの追加など技
術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,歯科で用いる根管充てん(塡)ポイント(以下,ポイントという。)について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 6877:2006,Dentistry−Root-canal obturating points (MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
なお,平成26年7月28日までJIS T 6515:2005は適用することができる。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS H 2102 アルミニウム地金
JIS T 0993-1 医療機器の生物学的評価−第1部:評価及び試験
注記 対応国際規格:ISO 10993-1:2003,Biological evaluation of medical devices−Part 1: Evaluation and
testing (IDT)
JIS T 6001 歯科用医療機器の生体適合性の前臨床評価−歯科材料の試験方法
注記 対応国際規格:ISO 7405:1997,Dentistry−Preclinical evaluation of biocompatibility of medical
devices used in dentistry−Test methods for dental materials (IDT)
ISO 209,Aluminium and aluminium alloys−Chemical composition
ISO 3665,Photography−Intra-oral dental radiographic film−Specification
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
ポイント(point)
2
T 6515:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
根管の充てん(塡)に用いる既製の金属製又はポリマー製の材料。
3.2
ユニットパック(unit pack)
1種類又は複数のサイズのポイントが入っている販売最小包装。
3.3
標準ポイント(standard taper point)
2 %テーパをもつポイント。用途としては,メインポイントとして用いる。
3.4
大テーパポイント(greater taper point)
2 %より大きいテーパをもつポイント。用途としては,メインポイントとして用いる。
3.5
アクセサリポイント
2 %以上のテーパをもち,長さが26 mm以下のポイント。用途としては,メインポイントの補助として
用いる。
3.6
表示番号(size designation)
直径の呼び及びテーパの呼びからなる5桁の数字表示形式。
4
品質
4.1
生体適合性
生体適合性については,JIS T 0993-1及びJIS T 6001によって,生物学的安全性を評価する。
4.2
外観
外観は,6.2によって試験したとき,テーパ部の全長にわたって,平滑で,均一でなければならない。
4.3
X線不透過性
ポリマーポイントは,6.3によって試験したとき,3個の試料が全てアルミニウム6 mm相当以上のX線
不透過性をもたなければならない。
4.4
標準ポイント及び大テーパポイントの要求事項
4.4.1
長さ
製造販売業者が,長さを表示しない場合,長さは,6.4によって試験したとき,全長は,28 mm以上で
なければならない。長さを表示している場合には,表示された長さ以上でなければならない。
4.4.2
表示番号
表示形式は,5桁の数字表示形式で,例えば000 XXの場合,000は,直径の呼びを表し,XXは,テー
パの呼びを表す。直径の呼びは,10 μm単位で測定された先端の仮想直径の数字表示(例,100 μmの場合
“010”)で,テーパの呼びは,百分率テーパの2桁数字表示(例,4 %の場合“04”)である。ただし,標
準ポイントの場合には,直径の呼びだけでよい。
4.4.3
直径の許容範囲
直径の許容範囲は,6.5によって試験したとき,次による。
a) 金属ポイントは,±0.02 mm。
b) 直径の呼びが010〜025のポリマーポイントは,±0.05 mm。
c) 直径の呼びが030〜140のポリマーポイントは,±0.07 mm。
3
T 6515:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.4.4
標準ポイントのテーパ
テーパは,6.5.2.1によって試験し,6.5.3によって算出したとき,先端から最低16 mmは,均一でなけ
ればならない(図1参照)。直径の呼びは,表1による。
4.4.5
大テーパポイントのテーパ
テーパは,6.5.2.2によって試験したとき,テーパ後端部から先端方向へ最大1 mm手前までの部分を除
き,一定でなければならない。また,テーパは,6.5.3によって算出したとき,表示されたテーパの±10 %
以内でなければならない。製造販売業者は,ポイント先端部の直径の呼び及びテーパの呼びを表示しなけ
ればならない。
表1−標準ポイントの直径の呼び
単位 mm
直径の呼び
直径
d1
直径
d2
直径
d3
010
015
020
025
030
035
040
045
050
055
060
070
080
090
100
110
120
130
140
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
0.60
0.70
0.80
0.90
1.00
1.10
1.20
1.30
1.40
0.16
0.21
0.26
0.31
0.36
0.41
0.46
0.51
0.56
0.61
0.66
0.76
0.86
0.96
1.06
1.16
1.26
1.36
1.46
0.42
0.47
0.52
0.57
0.62
0.67
0.72
0.77
0.82
0.87
0.92
1.02
1.12
1.22
1.32
1.42
1.52
1.62
1.72
4
T 6515:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
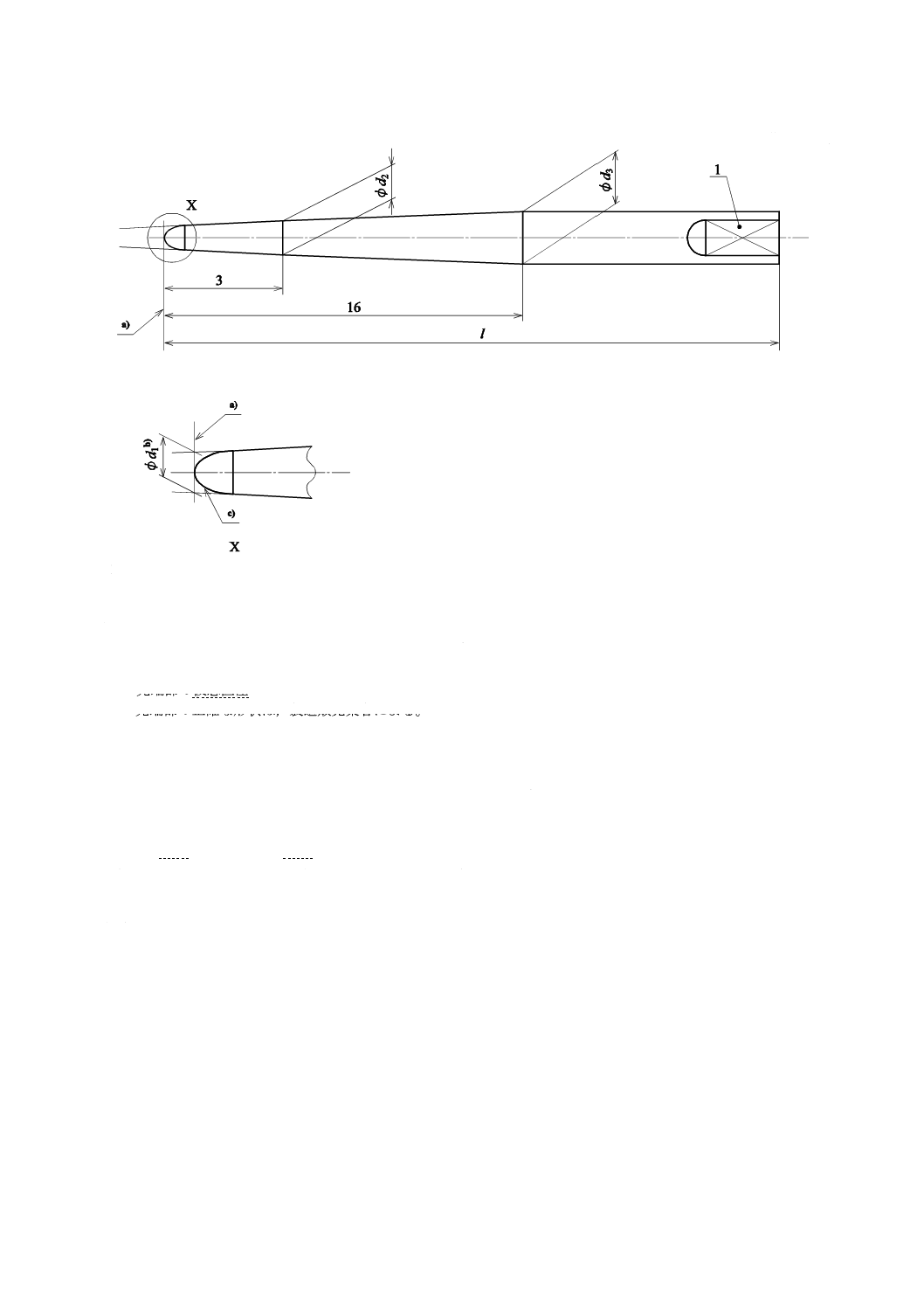
1 平らな後端部
l 全長
注記1 直径d1,d2及びd3は,10 μm単位で表示する。
注記2 表1に,直径の呼びに対するd1,d2及びd3の値を示す。
注記3 テーパは,長さ1 mm当たり0.02 mmである。数式は,d3=d1+0.32 mmとなる。
注a) 基準線
b) 先端部の仮想直径
c) 先端部の正確な形状は,製造販売業者による。
図1−標準ポイントの図示
4.4.6
ぜい(脆)弱性
ぜい弱性は,6.6によって試験したとき,5個の試料が全て破壊の兆候を示してはならない。
4.4.7
色による表示
直径の呼び及びテーパの呼びを示すために,包装又は個々のポイントに色による表示を用いることは,
任意であるが,直径の呼びを色によって表示する場合は,表2による。テーパ表示については,テーパが
大きくなるに従い,明色から暗色へ向かう色順序にしなければならない。例えば,2 %,4 %,6 %,8 %
及び10 %のテーパをもつ場合には,色は,白,黄,赤,青及び緑の順となる。
5
T 6515:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−直径の呼びのカラーコード
直径の呼び
カラーコード
略号
010
紫
pur
015
白
wh
020
黄
yel
025
赤
red
030
青
blu
035
緑
grn
040
黒
blk
045
白
wh
050
黄
yel
055
赤
red
060
青
blu
070
緑
grn
080
黒
blk
090
白
wh
100
黄
yel
110
赤
red
120
青
blu
130
緑
grn
140
黒
blk
4.5
アクセサリポイントの要求事項
4.5.1
長さ
製造販売業者が,長さを表示しない場合,長さは,6.4によって試験したとき,全長は,26 mm以下で
なければならない。長さを表示している場合は,表示された長さ以下でなければならない。
4.5.2
表示の種類
表示の種類は,製造販売業者の指定による。
5
サンプリング
試料は,少なくとも5種類の表示番号のポイントについて,5種類より少ない場合には,全ての表示番
号について,全ての試験を完了するのに十分な量でなければならない。
6
試験方法
6.1
試験条件
試験は,全て温度23±2 ℃,相対湿度(50±10)%の環境で行う。試料及び試験器具は,少なくとも24
時間前に同条件の試験室内に置く。
6.2
目視検査
ポイント10本を無作為に選び,ポイントの特性を調べるために,4.2及び箇条7について,拡大せずに
正常な視力で検査する。
6
T 6515:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
X線不透過性
6.3.1
装置及び器具
6.3.1.1
リング型 内径10 mm,高さ2 mmステンレススチール製で,プラスチックフィルム又は他のX
線透過性材料でつくられたカバー付きのもの。
6.3.1.2
歯科用X線装置 厚さ1.5 mmのアルミニウム製ろ過板付きで,65±5 kVで操作できるもの。
なお,これと同等のX線不透過性が確認できるデジタルX線写真装置でもよい。
6.3.1.3
歯科用X線フィルム ISO 3665に規定したもの。また,これに適合した現像液及び定着剤。
6.3.1.4
アルミニウムステップウェッジ JIS H 2102又はISO 209に適合した純度98 %以上(銅0.1 %
未満,鉄1.0 %未満)のアルミニウム製で,1 mmステップで1〜10 mmまでの厚さ範囲をもつもの,又は
厚さ6 mmの小さなアルミニウム板。
6.3.1.5
写真濃度計
6.3.2
手順
手順は,次による。
a) 各サイズのポリマーポイントを試料作製に十分な数だけユニットパックの中から抜き取る。
なお,ポリマーポイントを成型する前の試料を用いてもよい。
b) これをやや加熱軟化し,練り合わせてステンレス製リング型の中に押し込み,2 mmの厚さにしたも
のを試験試料とする。
c) 6.3.1.3の歯科用X線フィルム上に試料を置き,6.3.1.4のアルミニウムステップウェッジ又はアルミニ
ウム板に隣接させ,X線フィルムの中心に試料を置く。
d) フィルム面から300 mm離れた距離から6.3.1.2の歯科用X線装置によってX線を一定時間照射し,X
線を照射したフィルムの現像,定着を行い,乾燥した後シャーカステン上に置く。
e) 写真濃度計を用いてアルミニウム6 mm相当の濃度と試料の写真濃度とを透過光で比較する。
6.4
長さ
6.4.1
手順
種々のポイントを10本,無作為に選び,0.5 mm間隔で目盛られた定規の上に置き,0.5 mm刻みで全長
を測定する。
6.4.2
評価
6.4.2.1
標準ポイント及び大テーパポイントの評価
評価は,次による。
a) 10本全てが4.4.1に適合する場合には,合格とする。
b) 9本が4.4.1に適合する場合には,5本を再試験し,5本全てが4.4.1に適合するときは,合格とする。
c) 8本以下が適合する場合には,不合格とする。
6.4.2.2
アクセサリポイントの評価
評価は,次による。
a) 10本全てが4.5.1に適合する場合には,合格とする。
b) 9本が4.5.1に適合する場合には,5本を再試験し,5本全てが4.5.1に適合するときは,合格とする。
c) 8本以下が適合する場合には,不合格とする。
6.5
直径及びテーパ
6.5.1
測定器
投影器又は他の適切なもの(例えば,光学式コンパレータなど)。ポリマーポイントについては,0.005 mm
7
T 6515:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の読取りができるもの。金属ポイントについては,0.001 mmの読取りができるもの。
6.5.2
手順
6.5.2.1
標準ポイント
標準ポイントの手順は,次による。
a) 標準ポイント10本を無作為に選ぶ。
b) ポイントの投影像を目視で調べ,直径の呼びが,6.5.3に示すテーパ(T)の値及び式(1)を用いて算出
したd1寸法に適合することを確認する。
d1=a'−La' T ·············································································· (1)
ここに,
La': 先端から直径(a')測定部までの距離(mm)
c) 先端から少なくとも16 mmまでのテーパが均一であることを確認する。
d) 先端から3 mm(図1のd2)及び16 mm(図1のd3)の距離において,10本のポイントの直径を測定
して記録する。
6.5.2.2
大テーパポイント
大テーパポイントの手順は,次による。
a) 大テーパポイント10本を無作為に選ぶ。
b) ポイントの投影像を目視で調べ,直径の呼びが,6.5.3に示すテーパ(T)の値及び式(1)を用いて算出
したd1寸法に適合することを確認する。
d1=a'−La' T ·············································································· (1)
ここに,
La': 先端から直径(a')測定部までの距離(mm)
c) テーパ後端部から先端方向へ最大1 mm手前までの部分を除いて,テーパ部のテーパが均一であるこ
とを確認する。
d) 先端からLa' mm (a') 及びLb' mm (b') の2距離において,10本のポイントの直径を測定して記録する。
6.5.3
テーパの計算
6.5.2.1又は6.5.2.2の実測値を用いて計算し,テーパ(T)を求める。テーパは,2か所の直径の測定値
の差を,それら2か所の直径間の距離で除した値であり,式(2)を用いてテーパを算出する。テーパの許容
範囲は,規定した直径の許容範囲だけで決まり,それはサイズによって異なる。
T=
)
(
)
(
a
b
′
′−
′
−′
L
L
a
b
············································································ (2)
ここに,
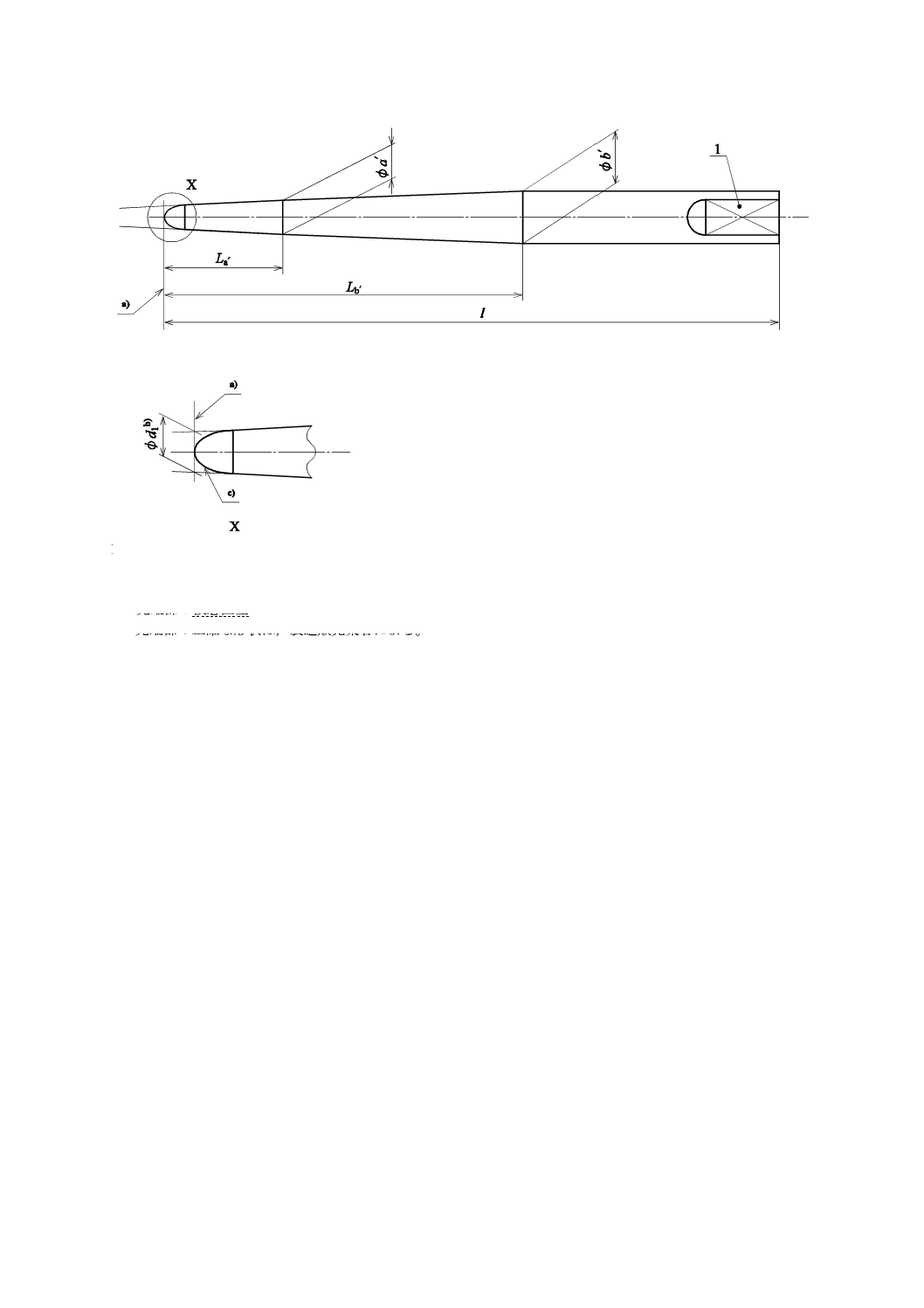
a': 距離La' における直径(mm)(図2参照)
b': 距離Lb' における直径(mm)(図2参照)
6.5.4
評価
評価は,次による。
a) 10本全てが4.4に適合する場合には,合格とする。
b) 9本が4.4に適合する場合には,5本を再試験し,5本全てが4.4に適合するときは,合格とする。
c) 8本以下が適合する場合には,不合格とする。
8
T 6515:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 オプションの平らな後端部
l 全長
注a) 基準線
b) 先端部の仮想直径
c) 先端部の正確な形状は,製造販売業者による。
図2−テーパの計算
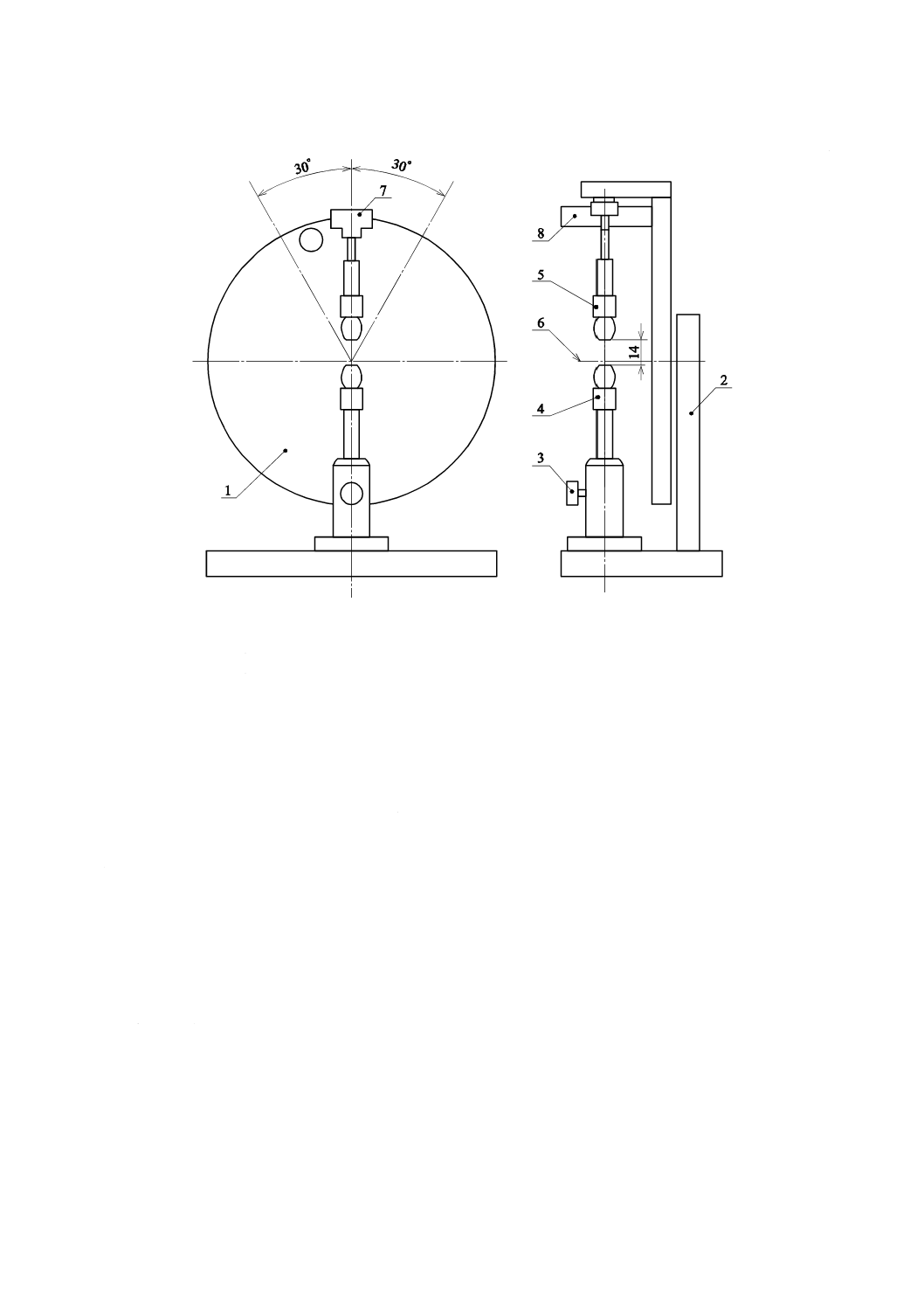
6.6
ぜい弱性
6.6.1
試験装置
試験装置を図3に示す。
9
T 6515:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
1 回転ディスク
2 回転ディスク(1)の軸受け支柱
3 固定チャックロックねじ
4 固定チャック
5 垂直方向に位置調整できるチャック
6 回転の中心
7 チャック(5)の懸垂端
8 ディスク回転用ハンドル
図3−ぜい弱性の試験装置
6.6.2
手順
手順は,次による。
a) 図3に示す試験装置又は同等の試験装置を用い,試料5本を試験する。
b) ポイントの先端から5 mmの位置を損傷しない程度の強さで,チャック(4)の先端で回転中心部を固定
し,ポイントの他端を垂直方向に位置調整できるチャック(5)で同様に固定する。
c) チャック(4)の先端は,回転中心部(6)にくるように調整し,チャック(4)とチャック(5)との距離は,14 mm
とする。
d) この点をスタート点として器具(8)を左に30° 回転させ,その後右に60° 回転させ,次に左に回転させ
て出発点に戻す。
e) これを1回として,この操作を金属ポイントは4回,ポリマーポイントは20回繰り返す。1回の曲げ
に要する時間は,約2秒とする。
f)
破壊の兆候を,目視によって検査する。
7
包装
ポイントは,損傷から保護するユニットパックの中に包装しなければならない。滅菌済みを表示する場
合には,取扱作業中,滅菌状態を維持する。複数のサイズのポイントが入っているユニットパックでは,
容易に色々なサイズが混ざらないようにすることが望ましい。
10
T 6515:2011
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
表示及び添付文書
8.1
表示
ポイントの包装には,次の事項を表示しなければならない。
a) 製品名
b) 表示番号若しくは表示の種類又は直径の呼び(アクセサリポイントの場合には,製造販売業者による。
直径の呼びの1桁目が0の場合には,省略することができる。)
c) 内容量
d) “滅菌済み”の表示(該当する場合)
e) 製造番号又は製造記号
f)
使用期限及び保管方法(必要な場合)
g) 製造販売業者名及び所在地
h) 他の法定表示事項
8.2
添付文書
ポイントには,次の事項を記載した添付文書を添付しなければならない。
a) ポイントの長さ(長さを表示する場合)
b) 推奨する保管条件
c) 主要成分の表示
d) 他の法定記載事項
11
T
6
5
1
5
:
2
0
11
11
T
6
5
1
5
:
2
0
11
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応する国際規格との対比表
JIS T 6515:2011 歯科用根管充てん(塡)ポイント
ISO 6877:2006,Dentistry−Root-canal obturating points
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及
び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1
JISに同じ。
一致
−
−
2 引用規格
3 用語及び
定義
3.3標準ポイント
3.3
標準テーパポイント。
変更
標準ポイントに変更した。用途
による分類を記載。
ISO規格の翻訳を,より理解の容
易なように変更した。
3.4大テーパポイン
ト
3.4
2 %より大きいテーパを
もつポイント。
追加
用途による分類を記載。
一般に用途による分類名を使用す
る。
3.5アクセサリポイ
ント
−
−
追加
アクセサリポイントの追加。
我が国では,アクセサリポイント
として市販している。
3.6 表示番号
3.5
JISに同じ。
一致
3.5アクセサリポイントの追加
による。
技術的差異はない。
4 品質
4.1生体適合性
JIS T 0993-1及び
JIS T 6001
4.2
ISO 10993-1及びISO
7405
一致
−
−
4.2 外観の規定
4.1
ポイントについて規定。
変更
題名の変更。
技術的差異はない。
4.4 標準ポイント
及び大テーパポイ
ントの要求事項
−
−
追加
項目名称の追加。
技術的差異はない。
4.4.4 標準ポイン
トのテーパ 図1
による規定
4.4.2
先端部拡大図の記載はな
い。
仮想直径について規定。
追加
変更
先端部拡大図を追記。
仮想直径の表記を修正。
先端部の仮想直径を明確にした。
ISO 3630-1の記載方法に基づき修
正を行った。
1
2
T
6
5
1
5
:
2
0
11
1
2
T
6
5
1
5
:
2
0
11
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及
び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4 品質
(続き)
4.5 アクセサリポ
イントの要求事項
−
−
追加
アクセサリポイントの追加。
我が国では,アクセサリポイント
として市販している。
6 試験方法 6.1 試験条件
相対湿度(50±
10)%
6.1
相対湿度(50±5)%。
変更
相対湿度(50±10)%に変更。
試験環境の設定条件として,相対
湿度が試験結果に及ぼす影響が少
ないことから(50±10)%とした。
次回ISO規格改正時に提案する。
6.3.1.1 ステンレス
スチール製のリン
グ型 高さ2 mm
6.6.1.1
高さ1 mmのリング型を
規定。
変更
高さ2 mmのリング型を用いて
試験を行う。
市場に流通している製品の性能を
考慮し,旧規格の規定(高さ2 mm
のリング型)を採用した。
次回ISO規格改正時に提案する。
6.3.1.2 歯科用X線
装置
6.6.1.2
デジタルX線写真装置の
使用。
変更
規定事項である。
なお,デジタルX線写真装置
の使用もよいとした。
技術的差異はない。
6.3.1.4 アルミニウ
ムステップウェッ
ジ JIS H 2102又
はISO 209
6.6.1.4
ISO 209
追加
使用するアルミニウム板に対
応するJIS又はISO規格を引
用した。
技術的差異はない。
6.3.2 手順a)
6.6.2
−
追加
成型する前の試料を追加。
成型前に試験を行うことが多いた
め手順に追加した。
6.3.2 手順e)
6.6.3
評価
変更
内容がISO規格の手順の一部
と同じであったため,評価を手
順e)とした。
技術的差異はない。
6.4.2.2 アクセサリ
ポイントの評価
−
−
追加
ISO規格では規定していない。 我が国では,アクセサリポイント
として市販している。
6.5 直径及びテー
パ
6.4
表示番号
変更
題名の変更。
技術的差異はない。
1
3
T
6
5
1
5
:
2
0
11
1
3
T
6
5
1
5
:
2
0
11
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及
び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
6 試験方法
(続き)
6.5.3 テーパの計
算 図2による規
定
6.4.3
テーパ計算式での,距離
La,Lb及び直径a,bの記
載。
先端部拡大図の記載はな
い。
変更
追加
距離La',Lb'での直径a',b'に変
更。
先端部拡大図を追記。
基準線a,仮想直径bとの重複を避
けるため。
先端部の仮想直径を明確にした。
8 表示及び
添付文書
8
表示
変更
表示及び添付文書とした。
他のJISに整合。
8.1 表示 a) 製品
名
a) 材料及び製品の名称
変更
材料は記載しない。
他のJISに整合。
b) 表示番号若しく
は表示の種類又は
直径の呼び(アク
セサリポイントの
場合には,製造販
売業者による。直
径の呼びの1桁目
が0の場合には,
省略することがで
きる。)
c) 表示番号及びテーパ
追加
アクセサリポイントの場合に
は,製造販売業者による。
直径は市場に流通している製
品の表示を考慮し,2桁表示を
採用した。
アクセサリポイントを別途定義し
たため。
技術的な差異はない。
f) 必要な場合,使
用期限及び保管方
法
h) 必要な場合(if
appropriate),ISO 8601に
従って表記される“use by
date(使用期限)”。
追加
保管方法を追加した。
保管条件によって使用期限が異な
るため。
h) 他の法定表示事
項
−
追加
他の法定表示事項を追加。
他のJISに整合。
8.2添付文書
d) 他の法定記載事
項
−
追加
他の法定記載事項を追加。
他のJISに整合。
1
4
T
6
5
1
5
:
2
0
11
1
4
T
6
5
1
5
:
2
0
11
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ)JISの規定
(Ⅱ)
国際規格
番号
(Ⅲ)国際規格の規定
(Ⅳ)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(Ⅴ)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号及
び名称
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
8 表示及び
添付文書
(続き)
−
k) 包装上に記号が用い
られる場合,その記号は
ISO 15223に従っていな
ければならない。
削除
k) を削除した。
JISでは他の法定表示事項での記
載とする。
JISと国際規格との対応の程度の全体評価:ISO 6877:2006,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD………………国際規格を修正している。