T 5912:2020
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 2
3 用語及び定義··················································································································· 3
4 ハンドピースの分類·········································································································· 5
5 要求事項及び性能············································································································· 5
5.1 一般 ···························································································································· 5
5.2 材料 ···························································································································· 5
5.3 落下試験 ······················································································································ 6
5.4 騒音レベル ··················································································································· 6
5.5 表面 ···························································································································· 6
5.6 動力供給 ······················································································································ 6
5.7 空気圧及び水圧 ············································································································· 7
5.8 温度 ···························································································································· 7
5.9 振動 ···························································································································· 8
5.10 再処理耐性 ·················································································································· 8
5.11 水漏れ及び/又は浸水 ··································································································· 8
5.12 電磁両立性 ·················································································································· 8
5.13 操作制御 ····················································································································· 8
5.14 ユーザビリティ ············································································································ 9
5.15 接続及び供給 ··············································································································· 9
5.16 軸に対するチャックシステム ························································································· 11
5.17 テストバー ················································································································· 13
5.18 速度 ·························································································································· 15
5.19 偏心 ·························································································································· 15
5.20 トルク ······················································································································· 15
5.21 ヘッド及びノーズの寸法 ······························································································· 15
5.22 高速エアタービンハンドピースの出力 ············································································· 16
5.23 照明付ハンドピース ····································································································· 16
6 サンプリング·················································································································· 16
7 試験······························································································································ 17
7.1 一般試験条件 ··············································································································· 17
7.2 目視検査 ····················································································································· 17
7.3 動力供給−電気 ············································································································ 17
7.4 動力供給−空気 ············································································································ 17
T 5912:2020 目次
(2)
ページ
7.5 冷却噴霧(スプレ)用空気供給 ······················································································· 17
7.6 噴霧(スプレ)用水供給 ································································································ 17
7.7 空気圧及び水圧 ············································································································ 18
7.8 モータ冷却用空気 ········································································································· 18
7.9 ハンドピース冷却用空気 ································································································ 18
7.10 ハンドピース及びモータの接続部 ··················································································· 19
7.11 接続及び供給 ·············································································································· 19
7.12 テストバー ················································································································· 19
7.13 軸のチャック ·············································································································· 20
7.14 ヘッド及びノーズの寸法 ······························································································· 20
7.15 偏心 ·························································································································· 20
7.16 トルク ······················································································································· 20
7.17 騒音レベル ················································································································· 21
7.18 速度 ·························································································································· 21
7.19 ハウジングの温度上昇 ·································································································· 21
7.20 過度の温度 ················································································································· 22
7.21 再処理耐性 ················································································································· 22
7.22 高速エアタービンハンドピースの出力 ············································································· 22
7.23 照明付ハンドピース ····································································································· 23
8 製造業者が提供する情報 ··································································································· 24
9 技術解説························································································································ 25
10 表示 ···························································································································· 25
10.1 一般 ·························································································································· 25
10.2 ハンドピース ·············································································································· 25
10.3 モータ ······················································································································· 25
11 ラべリング ··················································································································· 25
12 包装 ···························································································································· 26
附属書A(参考)ハンドピース及びモータの分類 ······································································ 27
附属書B(参考)試験報告書のフォーム ·················································································· 30
附属書JA(参考)規格の適用範囲の製品名と一般的名称との関係 ················································ 34
参考文献 ···························································································································· 35
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 36
T 5912:2020
(3)
まえがき
この規格は,産業標準化法第16条において準用する同法第12条第1項の規定に基づき,日本歯科器械
工業協同組合(JDMMA)及び一般財団法人日本規格協会(JSA)から,産業標準原案を添えて日本産業規
格を改正すべきとの申出があり,日本産業標準調査会の審議を経て,厚生労働大臣が改正した日本産業規
格である。これによって,JIS T 5912:2015は改正され,この規格に置き換えられた。
なお,この規格の改正公示日から3年間までJIS T 5912:2015を適用することができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本産業規格 JIS
T 5912:2020
歯科−ハンドピース及びモータ
Dentistry-Handpieces and motors
序文
この規格は,2017年に第2版として発行されたISO 14457を基とし,国内の実情を反映するために,技
術的内容を変更して作成した日本産業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。また,附属書JAは対応国際規格にはない事項であ
る。
1
適用範囲
この規格は,その構造にかかわらず患者に接触して歯科医療で用いるハンドピース及びモータについて
規定する。この規格は,製造業者1)が提供する情報並びに表示及び包装についても規定する。
注1) “製造業者”とは,JIS Q 13485:2018の3.10をいう。
この規格は,次の製品に適用する。
a) ストレートハンドピース及びアングルハンドピース(straight and angle handpieces)
b) 高速エアタービンハンドピース(high-speed air turbine handpieces)
c) エアモータ(air motors)
d) 電動モータ(electrical motors)
e) プロフィハンドピース(prophy handpieces)
この規格は,次の製品には適用しない。
− 口くう(腔)内カメラハンドピース(intraoral camera handpieces)
− 光重合用ハンドピース(powered polymerization handpieces)
− エアスケーラ(air-powered scalers)
− 電動スケーラ(electrical powered scalers)
− パウダジェットハンドピース(powder jet handpieces)
− 多機能ハンドピース(マルチウェイシリンジ)(multifunction handpieces)
注記1 この規格が対象とするハンドピース,アタッチメント及びモータの分類を,附属書Aに示す。
また,附属書JAに,この規格の適用範囲の製品名と一般的名称との関係,及び図A.1の
分類との関係を示す。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 14457:2017,Dentistry−Handpieces and motors(MOD)
2
T 5912:2020
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7761-3 手腕系振動−第3部:測定及び評価に関する一般要求事項
注記 対応国際規格:ISO 5349-1,Mechanical vibration−Measurement and evaluation of human exposure
to hand-transmitted vibration−Part 1: General requirements
JIS C 1509-1 電気音響−サウンドレベルメータ(騒音計)−第1部:仕様
注記 対応国際規格:IEC 61672-1,Electroacoustics−Sound level meters−Part 1: Specifications
JIS T 0601-1:2017 医用電気機器−第1部:基礎安全及び基本性能に関する一般要求事項
注記 対応国際規格:IEC 60601-1:2005,Medical electrical equipment−Part 1: General requirements for
basic safety and essential performance及びAmendment 1:2012
JIS T 0601-1-2 医用電気機器−第1-2部:基礎安全及び基本性能に関する一般要求事項−副通則:電
磁妨害−要求事項及び試験
JIS T 0993-1 医療機器の生物学的評価−第1部:リスクマネジメントプロセスにおける評価及び試験
注記 対応国際規格:ISO 10993-1,Biological evaluation of medical devices−Part 1: Evaluation and
testing within a risk management process
JIS T 5204 歯科用回転器具−歯科用マンドレル
注記 対応国際規格:ISO 13295,Dentistry−Mandrels for rotary instruments
JIS T 5507 歯科−歯科器械用図記号
注記 対応国際規格:ISO 9687,Dentistry−Graphical symbols for dental equipment
JIS T 5701 歯科用ユニット−一般要求事項及び試験方法
注記 対応国際規格:ISO 7494-1,Dentistry−Dental units−Part 1: General requirements and test methods
JIS T 5905 歯科用ハンドピース−ホースコネクタ−形状及び寸法
注記 対応国際規格:ISO 9168,Dentistry−Hose connectors for air driven dental handpieces
JIS T 62366-1 医療機器−第1部:ユーザビリティエンジニアリングの医療機器への適用
注記 対応国際規格:IEC 62366-1,Medical devices−Part1: Application of usability engineering to
medical devices
ISO 1797,Dentistry−Shanks for rotary and oscillating instruments
注記 ISO 1797-1の2011年版に対応したJIS T 5504-1及びISO 1797-2の1992年版に対応したJIS T
5504-2があるが,ISO 1797の2017年版を未反映のため,国際規格を引用規格とした。
ISO 1942,Dentistry−Vocabulary
ISO 3964,Dentistry−Coupling dimensions for handpiece connectors
注記 ISO 3964の1982年版に対応したJIS T 5904があるが,2016年版を未反映のため,国際規格
を引用規格とした。
ISO 5349-2,Mechanical vibration−Measurement and evaluation of human exposure to hand-transmitted
vibration−Part 2: Practical guidance for measurement at the workplace
3
T 5912:2020
注記 ISO 5349-2の2001年版に対応したJIS B 7761-2があるが,Amendment 1:2015を未反映のた
め,国際規格を引用規格とした。
ISO 6507-1,Metallic materials−Vickers hardness test−part 1: Test method
注記 ISO 6507-1の2005年版に対応したJIS Z 2244があるが,2018年版を未反映のため,国際規
格を引用規格とした。
ISO 15223-1,Medical devices−Symbols to be used with medical device labels, labelling and information to be
supplied−Part 1: General requirements
ISO 17664,Processing of health care products−Information to be provided by the medical device
manufacturer for the processing of medical devices
注記 ISO 17664は,2017年版で規格名称が変更されており,その規格名称を記載している。
ISO 21531,Dentistry−Graphical symbols for dental instruments
IEC 80601-2-60:2019,Medical electrical equipment−Part 2-60: Particular requirements for the basic safety
and essential performance of dental equipment
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS T 0601-1:2017,IEC 80601-2-60:2019及びISO 1942によるほ
か,次による。
3.1
エアモータ(air motor)
歯科用制御装置から供給される圧縮空気で駆動するモータ。
3.2
パウダジェットハンドピース(powder jet handpiece)
患者の口くう(腔)内に向けてパウダを吹き付けるよう設計され,JIS T 5701の要求事項を満たす歯科
用制御装置又は製造業者の指定する専用の歯科用制御装置(例えば,卓上形機器)によって駆動する歯科
用ハンドピース。
3.3
エアスケーラ(air-powered scaler)
振動する作業部を取り付け,圧縮空気で駆動するハンドピース。
3.4
アングルハンドピース(angle handpiece)
入力軸と出力軸との間に角度をもち,エアモータ若しくは電動モータで駆動するか,又はエアモータ若
しくは電動モータ一体形のハンドピース。作業部を保持するように設計されたハンドピースの延長部(図
A.1の1及び2)を含む。
3.5
コントラアングルハンドピース(contra-angle handpiece)
器具又は工具の作業部が,ほぼハンドピースの主軸の延長線上になるように,1か所以上の追加角度を
もつアングルハンドピース。
3.6
非メタルチャック(non-metallic chuck)
軸保持機構の接触表面に非金属材料を用いるハンドピースチャック。
4
T 5912:2020
3.7
電動モータ(electrical motor)
歯科用制御装置から供給される電気エネルギーで駆動するモータ。
3.8
電動スケーラ(electrical powered scaler)
振動する作業部をもち,電気エネルギーで駆動するハンドピース。
3.9
作業部(working part)
歯科用ハンドピースに装着される固定又は交換可能な器具の部分。
3.10
ハンドピース(handpiece)
回転,振動又は往復運動する作業部を作動させるために用いる手持形能動器具。
3.11
ハンドピースチャック(handpiece chuck)
作業部の軸部を保持するように設計されたハンドピースの一部。
3.12
高速エアタービンハンドピース(high-speed air turbine handpiece)
ハンドピースのヘッドに小形タービン(又はロータ)を内蔵し,その小形のタービン(又はロータ)を
圧縮空気で作動させることによって高速回転が可能なハンドピース。そのタービン(又はロータ)の軸内
にチャック機構をもっている。
3.13
口くう内カメラハンドピース(intraoral camera handpiece)
患者の口くう内の光学的画像を撮影するように設計したハンドピース。
3.14
モータ(motor)
歯科用制御装置から供給される圧縮空気又は電気で駆動し,エネルギーを運動に変換するように設計さ
れた装置。
3.15
多機能ハンドピース(マルチウェイシリンジ)(multifunction handpiece)
患者の口くう内に冷たい又は温めた状態の水及びエアを直接又は混合(スプレ)して噴射するハンドピ
ース。
3.16
光重合用ハンドピース(polymerization handpiece)
患者口くう内の重合可能な歯科用材料に光を直接照射するハンドピース。
3.17
プロフィハンドピース(prophy handpiece)
エアモータ又は電動モータによって駆動し,歯科予防に用いるアングルハンドピース。内部駆動源をも
つハンドピースも含む。
3.18
回転器具(rotary instrument)
5
T 5912:2020
歯科的処置に用いられる軸部及び作業端部からなる高速エアタービンハンドピース,ストレートハンド
ピース又はアングルハンドピースに用いる器具。
3.19
往復器具(reciprocating instrument)
ストレートハンドピース又はアングルハンドピースに用いる歯科処置用の往復運動する器具。軸部及び
作業端部からなる。
3.20
ストレートハンドピース(straight handpiece)
入力軸及び出力軸を同軸上にもち,エアモータ若しくは電動モータで駆動するか,又はエアモータ若し
くは電動モータ一体形のハンドピース。作業部を保持するように設計されたハンドピースの延長部を含む。
3.21
作業端部(working end)
患者の口くう内で直接使用する回転器具,振動器具又は往復器具の端部。
4
ハンドピースの分類
ハンドピースは,そのギヤ比に従って,表1のとおり4種類に分類する。
この分類は,回転器具及び往復器具のハンドピースだけに適用する。
表1−ハンドピースの分類
種類
ギヤ比
得られる回転速度
得られるトルク
色
1
>1:1
遅い
高い
緑
2
1:1
等しい
等しい
青
3
1:>1
速い
低い
赤
4
−
製造業者指定の動作
黄色
注記 色のマーキングの使用は任意である。
5
要求事項及び性能
5.1
一般
ハンドピース及びモータの構造は,安全及び信頼できる操作を担保しなければならない。ハンドピース
及びモータの使用及び操作は,操作者にとって容易かつ快適でなければならない。これらの要求事項は,
IEC 80601-2-60:2019及びJIS T 62366-1による。
現場で修理可能な場合,ハンドピース及びモータは,容易に入手可能な工具又は製造業者によって供給
される特別工具を用いて,メンテナンス及び修理のために,簡単に分解及び再組立が可能でなければなら
ない。
電気的要求事項は,電気を使用するハンドピース及びモータだけに適用する。
この規格で要求している圧力値は,全て作動圧力値である。
5.2
材料
ハンドピース及び/又はモータの材料は,この規格の要求事項を満たさなければならない。材料の選定
は,製造業者の任意とする。
材料の生体適合性の評価は,JIS T 0993-1による。
6
T 5912:2020
5.3
落下試験
落下試験は,JIS T 0601-1:2017の15.3.4.1を適用する。
5.4
騒音レベル
ハンドピース及びモータ又は高速エアタービンハンドピースによって発生するA特性音圧レベル値は,
80 dBを超えてはならない。
試験は,7.17による。
注記 試験は,駆動源をもたないストレートハンドピース及びアングルハンドピースの場合は,実際
の使用におけるシステム,すなわち,各駆動モータに接続している状態で行われる。
5.5
表面
正常な使用状態における操作者の取扱いにおいて,表面は,確実に把持できるように注意を払うことが
望ましい。
試験は,JIS T 62366-1による。
まぶしさを低減するために,過剰な研磨仕上げは,避けることを意図している。
5.6
動力供給
5.6.1
電力供給
この要求事項は,動力だけでなく照明又は回転速度のフィードバックのための電気を使用する全てのハ
ンドピース及びモータに適用する。
電力供給の要求事項は,製造業者が指定し,JIS T 0601-1:2017及びIEC 80601-2-60:2019に適合しなけれ
ばならない。該当する場合,JIS T 5701を適用しなければならない。
試験は,7.3による。
5.6.2
空気供給
5.6.2.1
空気駆動のハンドピース及びモータ
この要求事項は,次の製品に適用する。
a) 高速エアタービンハンドピース
b) エアモータ
c) エアモータ一体形ハンドピース
d) エアモータ一体形プロフィハンドピース
空気駆動のハンドピース及びモータは,製造業者の指示に基づく圧縮空気供給によって操作しなければ
ならない。必要な流量は,300 kPa±100 kPa {3.0 bar±1.0 bar} の圧力範囲において80 NL/min未満でなけ
ればならない。
試験は,7.4による。
注記 NL/minとは,標準状態(0 ℃,相対湿度0 %,及び1気圧又は1 013.25 hPa)における気体の
流量のことである。
5.6.2.2
モータ冷却用空気
次の要求事項は,電動モータ及び電動モータ一体形ハンドピースに適用する。
電動モータ及び電動モータ一体形ハンドピースが空気冷却システムを備えている場合,ホースからモー
タへの最大空気流量は,40 NL/min以下で,圧力範囲は,250 kPa〜500 kPa {2.5 bar〜5.0 bar} でなければな
らない。電動モータ及び電動モータ一体形ハンドピースは,モータ冷却用空気のための排出接続部をもた
なければならない。
試験は,7.8による。
7
T 5912:2020
5.6.2.3
モータから供給されるハンドピースの冷却用空気
次の要求事項は,ISO 3964に従ったカップリングシステムのモータのハンドピース連結部(ノズル)か
らの冷却空気をハンドピースに供給するモータに適用する。
モータに冷却システムが装備されている場合,ISO 3964に従ったモータカップリングシステムの冷却空
気の流量は,製造業者が推奨する圧力で5 NL/min〜40 NL/minの範囲内に入っていなければならない。こ
の推奨圧力は,250 kPa〜500 kPa {2.5 bar〜5.0 bar}の範囲内で指定しなければならない。
試験は,7.9による。
注記 推奨圧力を指定する際には,ISO 3964の結合力の要求事項を参照。
5.6.2.4
冷却噴霧(スプレ)用空気供給
冷却噴霧(スプレ)用空気の有無は,製造業者の裁量としてもよい。冷却噴霧(スプレ)用空気を供給
可能なハンドピースは,冷却噴霧(スプレ)用空気が回転器具の作業領域に当たらなければならない。水
及び空気を同時に用いる場合,冷却ミストは,回転器具の切削領域に噴霧しなければならない。冷却噴霧
(スプレ)機能が駆動空気と分離している場合,ハンドピースは,200 kPa {2.0 bar} で1.5 NL/min以上の
空気流量を供給できなければならない。
モータは,該当する場合,250 kPa {2.5 bar} で1.5 NL/min以上の空気流量を供給できなければならない。
試験は,7.5による。
5.6.3
噴霧(スプレ)用水供給
ハンドピースは,該当する場合,作業部の作業領域に対する水冷能力を備えなければならない。流量は,
200 kPa {2.0 bar} で50 mL/min以上とする。
モータは,該当する場合,ハンドピースに冷却水を伝達することができ,流量は250 kPa {2.5 bar} で50
mL/min以上でなければならない。
試験は,7.6による。
5.7
空気圧及び水圧
該当するモータ及びハンドピースは,製造業者の最大推奨操作圧力の150 %の圧力を受けたときに,損
傷があってはならない。すなわち,破断又は破裂してはならない。
試験は,7.7による。
5.8
温度
5.8.1
一般
次の要求事項は,エアモータ及び高速エアタービンハンドピースには適用しない。
5.8.2
ハウジングの温度上昇
5.8.2.1
モータの温度上昇
モータの温度上昇は,IEC 80601-2-60:2019の201.11.1.1を適用する。
試験は,7.19.1による。
5.8.2.2
ハンドピースの温度上昇
ハンドピースのハウジングの最大温度上昇率は,いかなる使用状態においても,操作者側及び患者側の
いずれも5 ℃/sを超えてはならない。試験は,7.19.2に従い,合理的に予見可能な誤使用状態で行う。
試験は,7.19.2による。
5.8.3
過度の温度
5.8.3.1
モータの過度の温度
モータの過度の温度は,IEC 80601-2-60:2019の201.11.1.2.2を適用する。
8
T 5912:2020
試験は,7.20.1による。
5.8.3.2
ハンドピースの過度の温度
ハンドピースは,操作者側及び患者側の接触部をもつ。
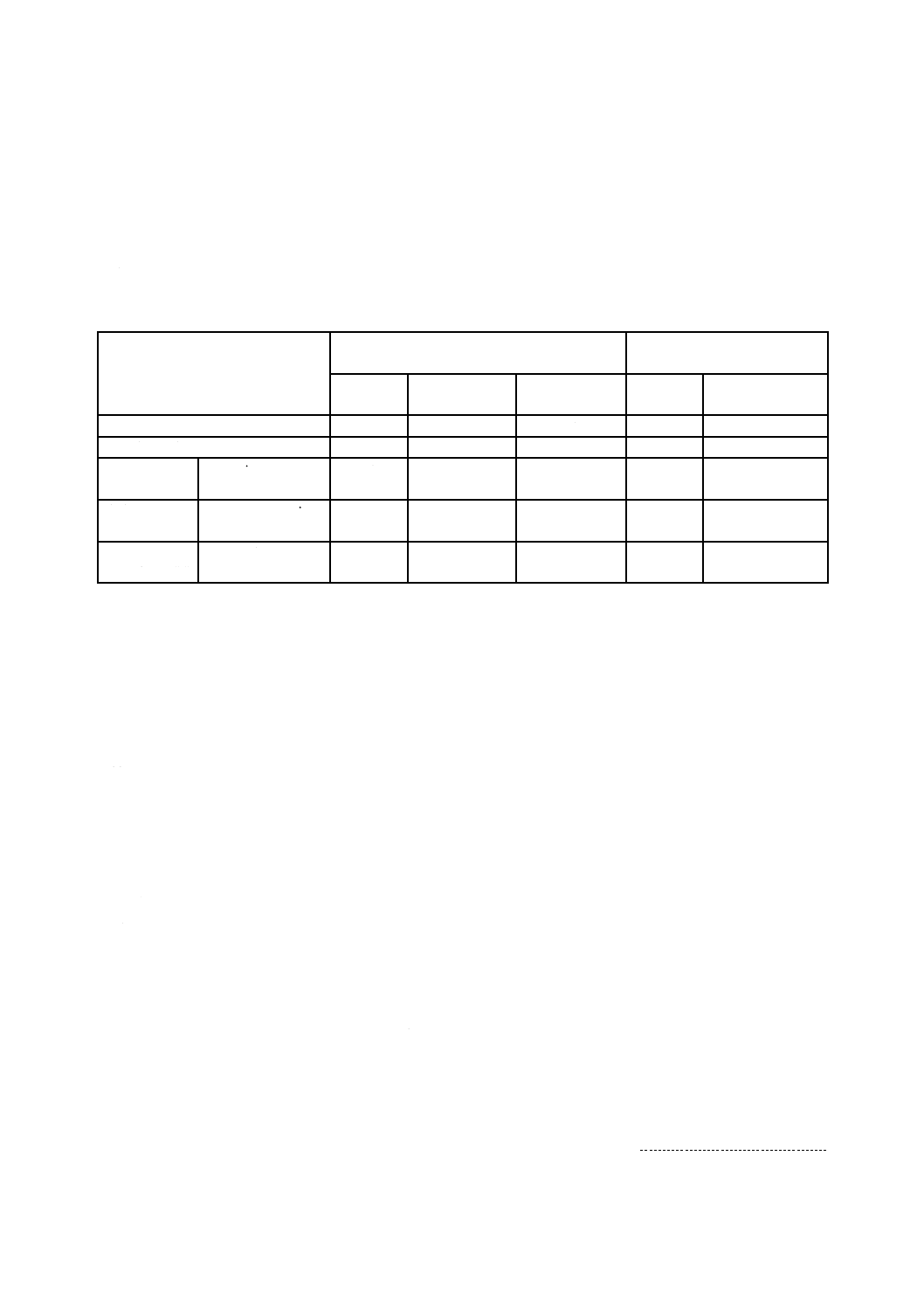
表2に最高許容温度を規定する。試験は,正常状態及び合理的に予見可能な誤使用状態で行う。
正常状態での試験は,7.20.2.1による。
合理的に予見可能な誤使用状態での試験は,7.20.2.2による。
表2−最高許容温度
装着部
最高許容温度
℃
状態
金属
ガラス,磁器,
ガラス状材料
プラスチック,
ゴム
正常状態
合理的に予見可
能な誤使用状態
操作者側接触部
56
66
71
○
−
操作者側接触部
65
80
80
−
○
患者側に接触
する時間,“t”
t<1 min
51
56
60
○
○
患者側に接触
する時間,“t”
1 min≦t<10 min
48
48
48
○
○
患者側に接触
する時間,“t”
10 min≦t
43
43
43
○
○
装着部の表面温度が表2に規定している値を超える場合,最高温度を取扱説明書で開示しなければなら
ない。体表面,患者の成熟度,実施中の薬物療法又は表面圧のような特性についての医学的影響を決定し,
リスクマネジメントファイルに文書化しなければならない。
5.9
振動
JIS B 7761-3及びISO 5349-2を適用しなければならない。
製造業者は,正当な理由があれば,JIS B 7761-3及びISO 5349-2に従った試験を実施しなくてもよい。
5.10 再処理耐性
全ての歯科用ハンドピース及びモータ,又は歯科用ハンドピース及びモータの部品は,性能を劣化させ
ることなく,製造業者が指定する250回の再処理サイクルに耐えなければならない。これは,必要な再処
理サイクルが完了した後,この規格の他の全ての要求事項を満たす必要があることを意味している。
製造業者がより少ない再処理サイクル数を指定している場合は,それを上記の250回の代わりに用いな
ければならない。
試験は,7.21による。
5.11 水漏れ及び/又は浸水
水漏れ及び/又は浸水は,JIS T 0601-1:2017の11.6を適用する。
5.12 電磁両立性
該当する場合,試験は,JIS T 0601-1-2を適用する。
5.13 操作制御
次の要求事項は,この規格における全てのハンドピース及びモータに適用する。
操作制御部は,偶発的作動を最小化するために設計し,配置する。操作制御部及び性能の図記号は,JIS
T 5507によることが望ましい。ただし,これによることができない場合は,JIS T 5507と異なる図記号を
用いてもよい。
9
T 5912:2020
JIS T 5507と異なる図記号の意味を,情報提供しなければならない。
操作制御によって,ハンドピース及びモータは,製造業者が指定したとおりの速度変更ができる能力を
もたなければならない。制御は,それ自体又は歯科用制御装置で行う。
モータ又は歯科用制御装置へ接続しているモータは,製造業者が記載したとおり,時計回り及び反時計
回りの操作者制御を備えなければならない。制御は,モータ自体又は歯科用制御装置で行われなければな
らない。
操作制御は,JIS T 0601-1:2017の15.1を適用する。
5.14 ユーザビリティ
評価は,JIS T 62366-1に従って実施しなければならない。
5.15 接続及び供給
5.15.1 一般
この要求事項は,次の製品に適用する。
a) 高速エアタービンハンドピース
b) エアモータ
c) 電動モータ
d) プロフィハンドピース
ハンドピース及びモータは,特別な工具なしに接続部から取外しができ,かつ,再取付けが可能でなけ
ればならない。
試験は,7.2による。
5.15.2 空気駆動のハンドピース及びモータのホースへの接続
この要求事項は,次の製品に適用する。
a) 高速エアタービンハンドピース
b) エアモータ
c) エアモータ内蔵のストレートハンドピース及びアングルハンドピース
d) 空気駆動のプロフィハンドピース
5.15.2.1 ホースとの接続部がねじ方式による場合
空気,排気,冷却用空気,冷却水及び光ファイバ(該当する場合)のハンドピース接続部の構造,寸法
及び許容差は,JIS T 5905に従わなければならない。
ハンドピース及び/又はモータをクイックジョイント方式のコネクタ(カプラ)によって接続する場合,
ホースとの接続部は,JIS T 5905に従わなければならない(図A.1のcの接続部)。また,ハンドピース及
び/又はモータをクイックジョイント方式によって接続する場合,その接続部は製造業者の仕様に従わな
ければならない(図A.1のdの接続部)。
試験は,7.10による。
5.15.2.2 クイックジョイント方式のコネクタとホースとの接続部が一体形の場合(図A.1の19のホース
側)
接続部の構造,寸法及び許容差は,製造業者の仕様による。
試験は,7.10による。
接続部は,使用中,確実に保持し,外れてはならない。
試験は,7.7による。
10
T 5912:2020
5.15.3 ストレートハンドピース又はアングルハンドピースとモータとの接続部
5.15.3.1 一般
ストレートハンドピース又はアングルハンドピースとモータとの接続部の構造,寸法及び許容差は,ISO
3964に従うことが望ましい(図A.1のbの接続部)。
プロフィハンドピースで,モータと接続するものにも適用することが望ましい。
試験は,7.10による。
5.15.3.2 プロフィハンドピースの接続部(Uタイプ)
5.15.3.2.1 概要
次の要求事項は,ストレートハンドピースに接続するプロフィハンドピースに適用する。
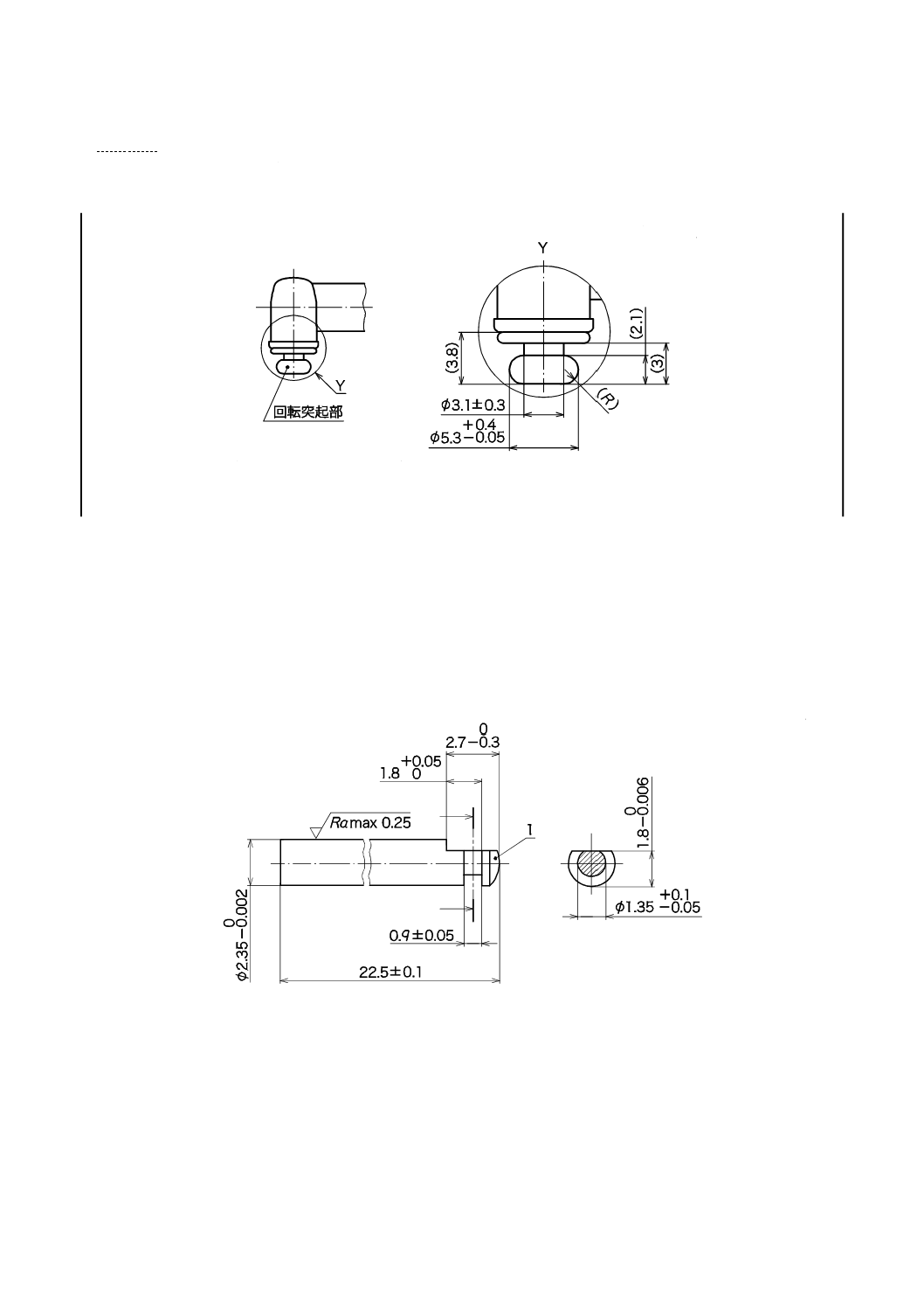
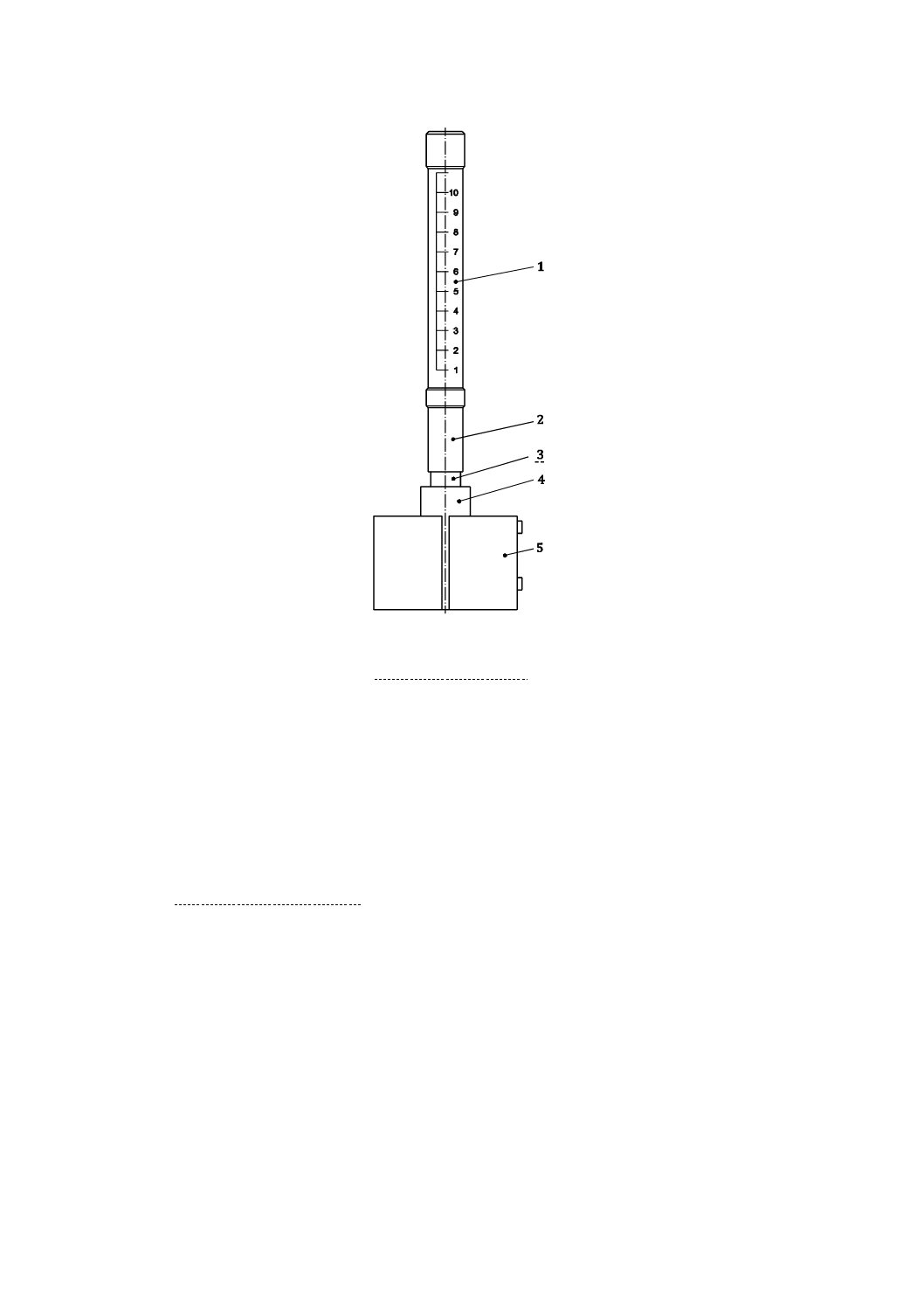
5.15.3.2.2 寸法
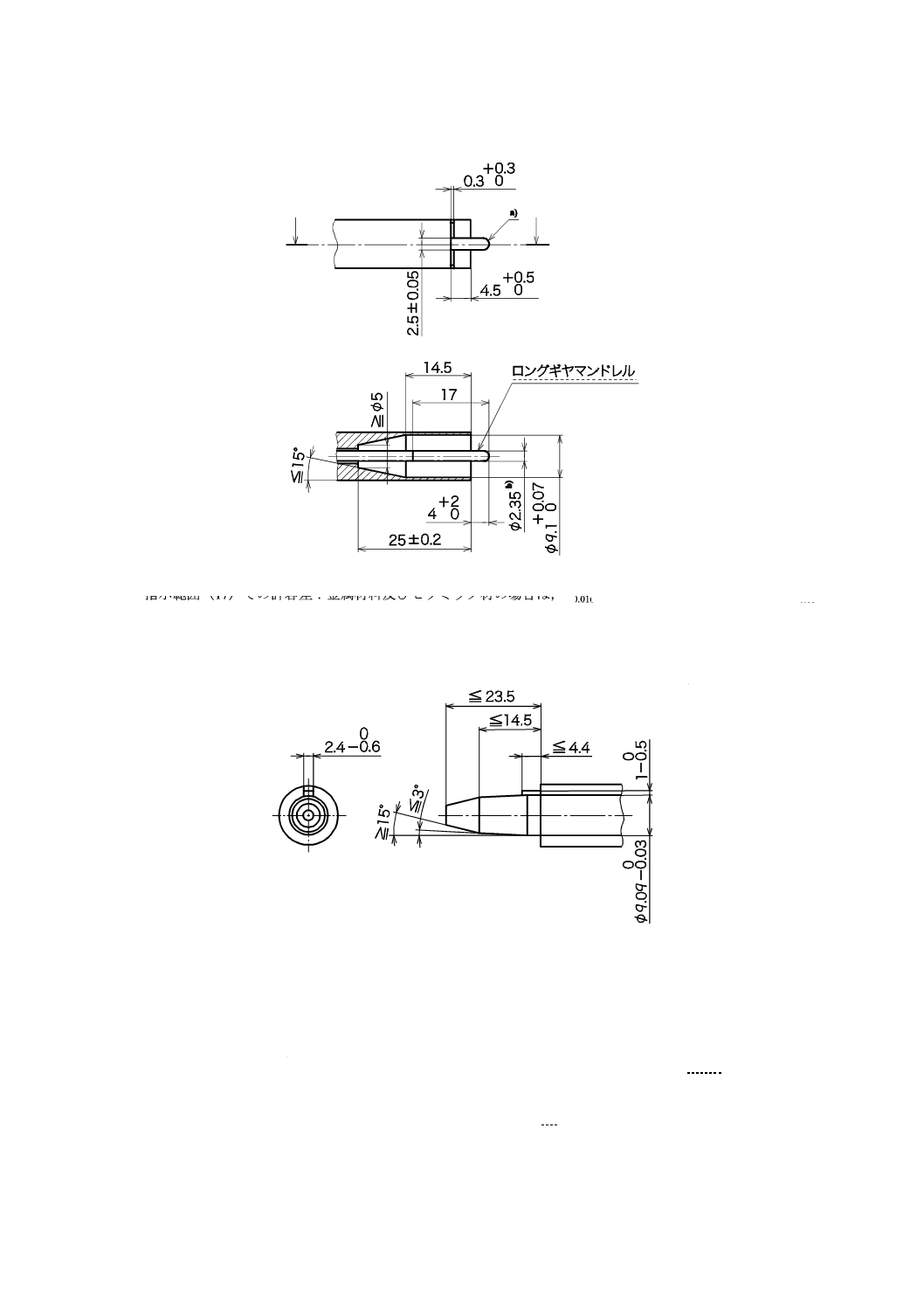
ストレートハンドピースと接続するプロフィハンドピースとの接続部の構造,寸法及び許容差は,図1
及び図2に従わなければならない(図A.1のaの接続部)。
試験は,7.11による。
5.15.3.2.3 マンドレル
ストレートハンドピースと接続するプロフィハンドピースとの接続部の構造,寸法及び許容差は,図1,
図2及び5.16に従わなければならない。ロングギヤマンドレルの先端から17 mmの距離で測定した許容
範囲は,金属材料及びセラミック材については,2.350
00.016
−
mm,プラスチック材料については,2.350
00.05
−
mmとする。
ロングギヤマンドレルは,最小及び最大径が存在するような形状の場合,最大直径は,許容範囲内でな
ければならない。
試験は,7.12による。
11
T 5912:2020
単位 mm
注a) コーナ又はラウンドカット
b) 指示範囲(17)での許容差:金属材料及びセラミック材の場合は,00.016
−
,プラスチック材料の場合は,00.05
−
図1−プロフィハンドピース(Uタイプ)の接続部寸法
単位 mm
図2−ストレートハンドピース(Uタイプノーズ)の接続部寸法
5.16 軸に対するチャックシステム
5.16.1 メタルチャックシステム
メタルチャックシステムのハンドピースは,この規格で規定するタイプ1,タイプ2若しくはタイプ4
のテストバーに相当する回転器具,又はJIS T 5204で規定するタイプ5のマンドレル(ISO 1797で規定す
るタイプ4を除く。)を装着できなければならない。
スクリュインタイプは,図2Aに規定する寸法に適合し,JIS T 5204で規定するタイプ5のマンドレル
を装着できなければならない。
スナップオンタイプは,図2Bに規定する寸法に適合し,対応する回転器具を装着できなければならな
12
T 5912:2020
い。
a) 引抜力 テストバー(図3参照)をチャックシステムから引き抜くために必要な力は,タイプ4テス
トバーが装着できるチャックシステムではタイプ5テストバーで22 N以上でなければならない。
タイプ1テストバーが装着できるチャックシステムではタイプ1テストバー,タイプ2テストバー
が装着できるチャックシステムではタイプ3テストバー,スクリュインタイプではタイプ6テストバ
ー,スナップオンタイプでは回転突起部をテストバーとみなして,テストバーを引き抜くために必要
な力は,32 N以上でなければならない。
b) 静的伝達力 チャックシステムに固定されるタイプ4テストバーが装着できるチャックシステムでは
タイプ5テストバーで,0.016 N・m(1.6 N・cm)以上のトルクを伝達しなければならない。また,タイ
プ1テストバーが装着できるチャックシステムではタイプ1テストバーで,タイプ2テストバーが装
着できるチャックシステムではタイプ3テストバーで,0.02 N・m(2 N・cm)以上のトルクを伝達しな
ければならない。
スクリュインタイプでは,タイプ6テストバーで時計回り方向,スナップオンタイプでは回転突起
部をテストバーとみなし,0.04 N・m(4 N・cm)以上のトルクを伝達しなければならない。このとき,
滑り(回転又は軸方向の動き)を起こす兆候又は破壊の明らかな兆候があってはならない。
試験は,7.13による。
5.16.2 非メタルチャックシステム
非メタルチャックシステムのハンドピースは,この規格で規定するタイプ4のテストバーに相当する回
転器具を装着できなければならない。
a) 引抜力 テストバーを非メタルチャックシステムから引き抜くために必要な力は,タイプ5テストバ
ーで12 N以上でなければならない。
b) 静的伝達力 非メタルチャックシステムに固定されるタイプ5テストバーは,0.008 N・m(0.8 N・cm)
以上のトルクを伝達しなければならない。
試験は,7.13による。
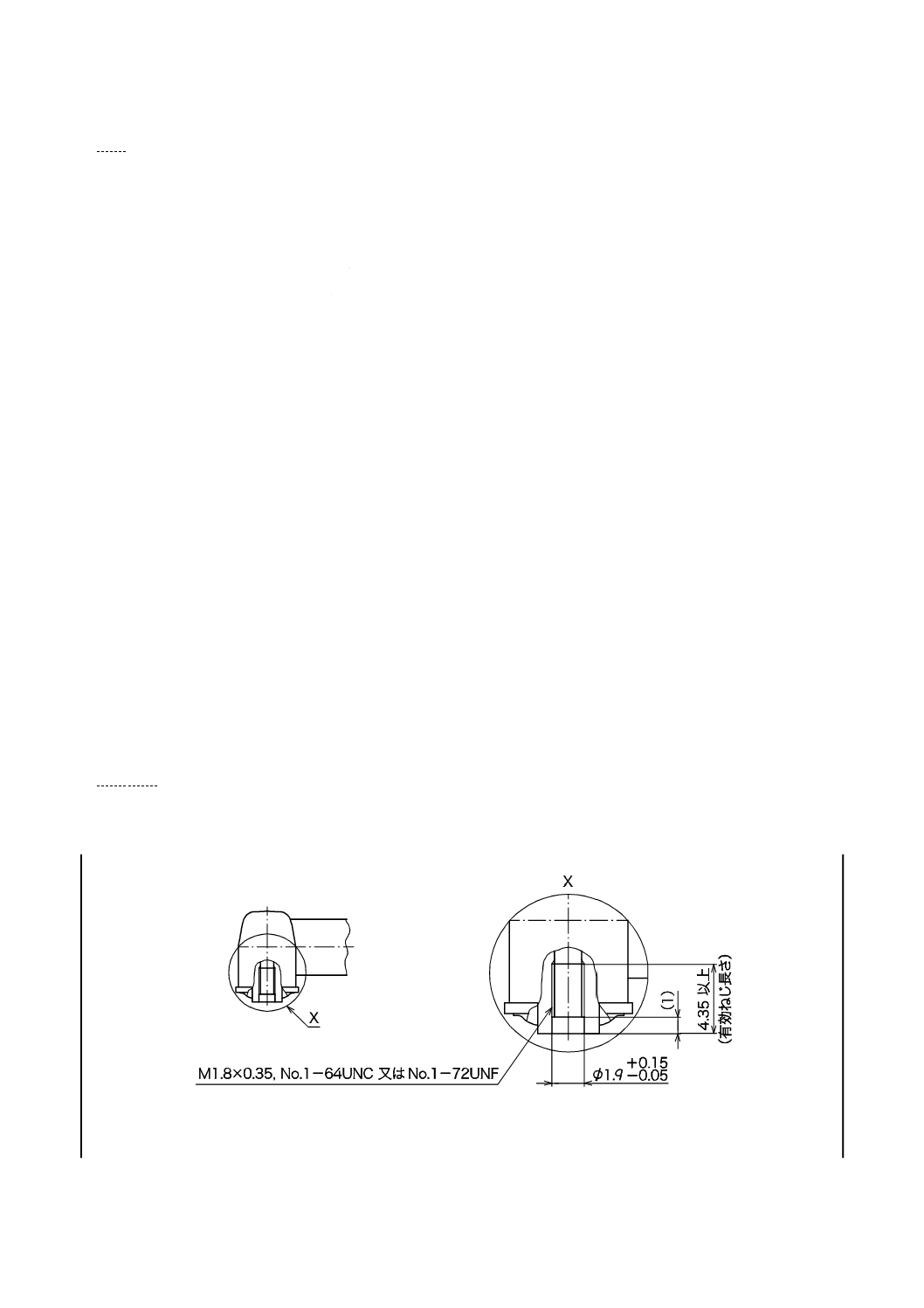
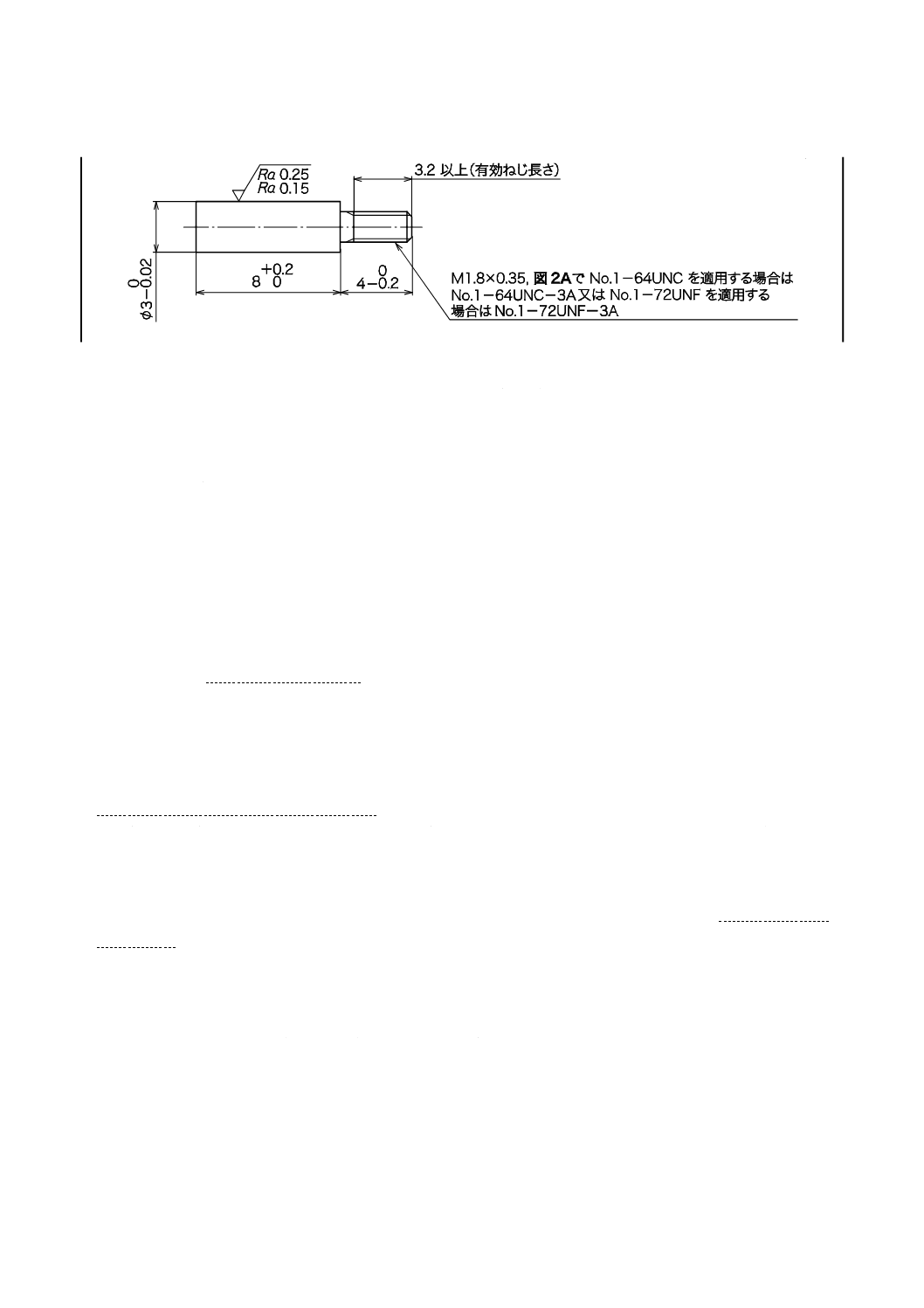
5.16.2A スクリュインタイプ装着部の寸法
スクリュインタイプ装着部の寸法及び許容差は,図2Aによる。
試験は,7.11による。
単位 mm
注記 括弧内の寸法は,参考寸法である。
図2A−スクリュインタイプ
13
T 5912:2020
5.16.2B スナップオンタイプ装着部の寸法
スナップオンタイプ装着部の寸法及び許容差は,図2Bによる。
試験は,7.11による。
単位 mm
注記 括弧内の寸法は,参考寸法である。
図2B−スナップオンタイプ
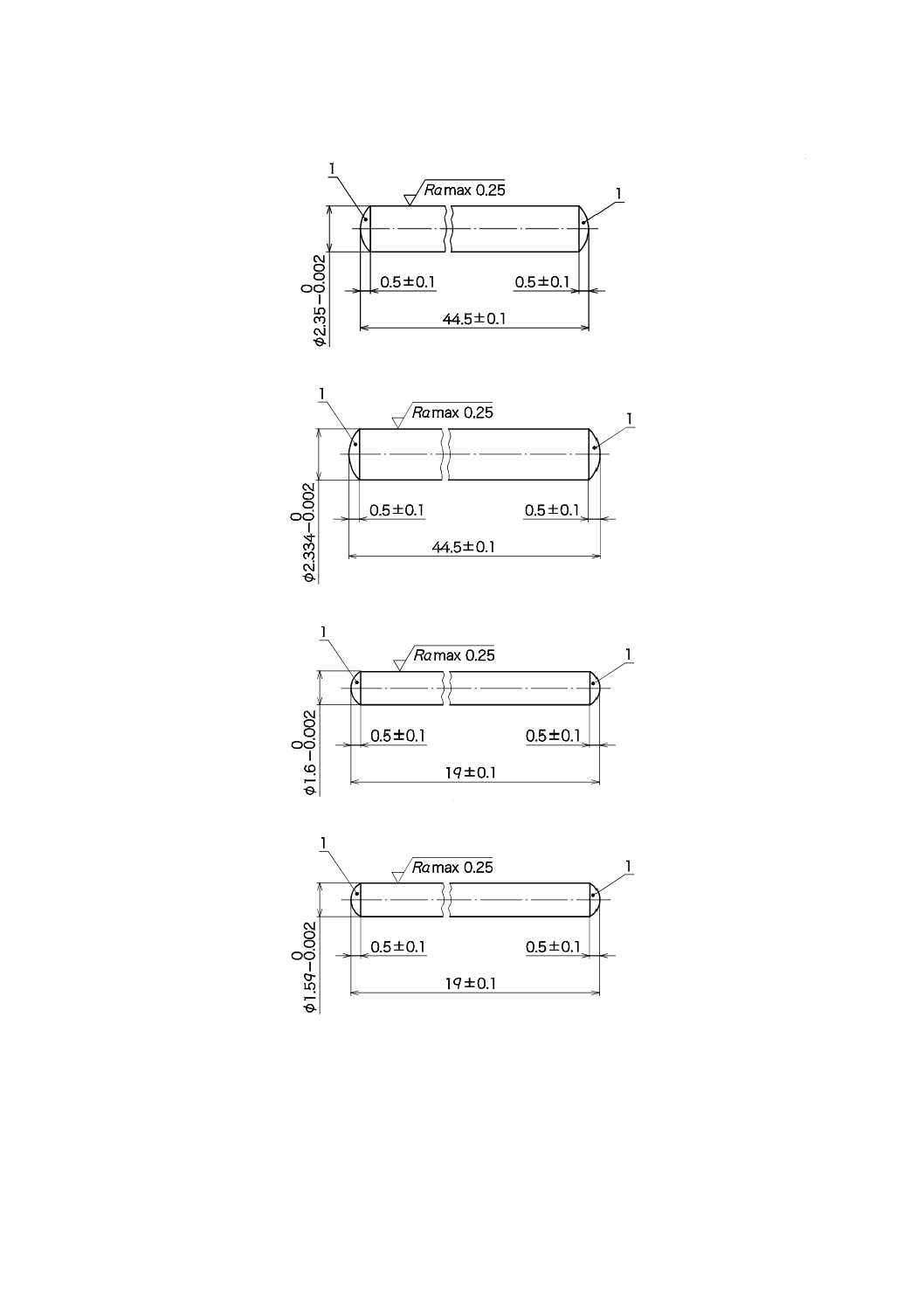
5.17 テストバー
テストバーは,図3に規定する寸法でなければならない。
テストバーの全てのタイプの軸の後端は,チャックシステムの損傷を防ぐため,製造業者又は試験機関
の裁量によって円すい(錐)形又は丸みを帯びた形状のいずれかにしなければならない。
テストバーは,真直度0.002 5 mm(2.5 μm)以内であり,610 HV5以上の硬さをもたなければならない。
試験は,7.12による。
単位 mm
a) タイプ1テストバー
図3−6種類のテストバー
14
T 5912:2020
単位 mm
b) タイプ2テストバー
c) タイプ3テストバー
d) タイプ4テストバー
e) タイプ5テストバー
図3−6種類のテストバー(続き)
15
T 5912:2020
単位 mm
f) タイプ6テストバー
1
指示部は,円すい又は円形端部とする。
図3−6種類のテストバー(続き)
5.18 速度
ハンドピース及びモータの無負荷回転速度は,製造業者の取扱説明書で指示した値に対して±10 %の許
容差でなければならない。
プロフィハンドピースは,1 200回転/分〜3 000回転/分の間で作動することができなければならない。
試験は,7.18による。
5.19 偏心
この要求事項は,次の製品に適用する。
a) 高速エアタービンハンドピース
b) ストレートハンドピース及びアングルハンドピース
c) 電動モータ及びエアモータ一体形アングルハンドピース
d) 電動モータ及びエアモータ一体形ストレートハンドピース
e) プロフィハンドピース
高速エアタービンハンドピースについてはタイプ4テストバー,ストレートハンドピース及びアングル
ハンドピースについてはタイプ1テストバー,タイプ2テストバー及びタイプ4テストバー,並びにスト
レートハンドピース(Uタイプノーズ)についてはタイプ2テストバーのそれぞれの偏心は,無負荷回転
の状態で,高速エアタービンハンドピースの場合は0.03 mm,並びにストレートハンドピース(Uタイプ
ノーズを含む。)及びアングルハンドピースの場合は0.08 mmを超えてはならない。
スクリュインタイプ及びスナップオンタイプのそれぞれの偏心は,スクリュインタイプについては,タ
イプ6テストバーの場合に,スナップオンタイプについては,回転突起部の場合に,0.15 mmを超えては
ならない。
試験は,7.15による。
5.20 トルク
この要求事項は,高速エアタービンハンドピースに適用する。
トルクは,0.000 5 N・m(0.05 N・cm)以上でなければならない。
試験は,7.16による。
5.21 ヘッド及びノーズの寸法
この要求事項は,次の製品に適用する。
a) 高速エアタービンハンドピース
16
T 5912:2020
b) ストレートハンドピース及びアングルハンドピース
c) 電動モータ及びエアモータ一体形アングルハンドピース
d) 電動モータ及びエアモータ一体形ストレートハンドピース
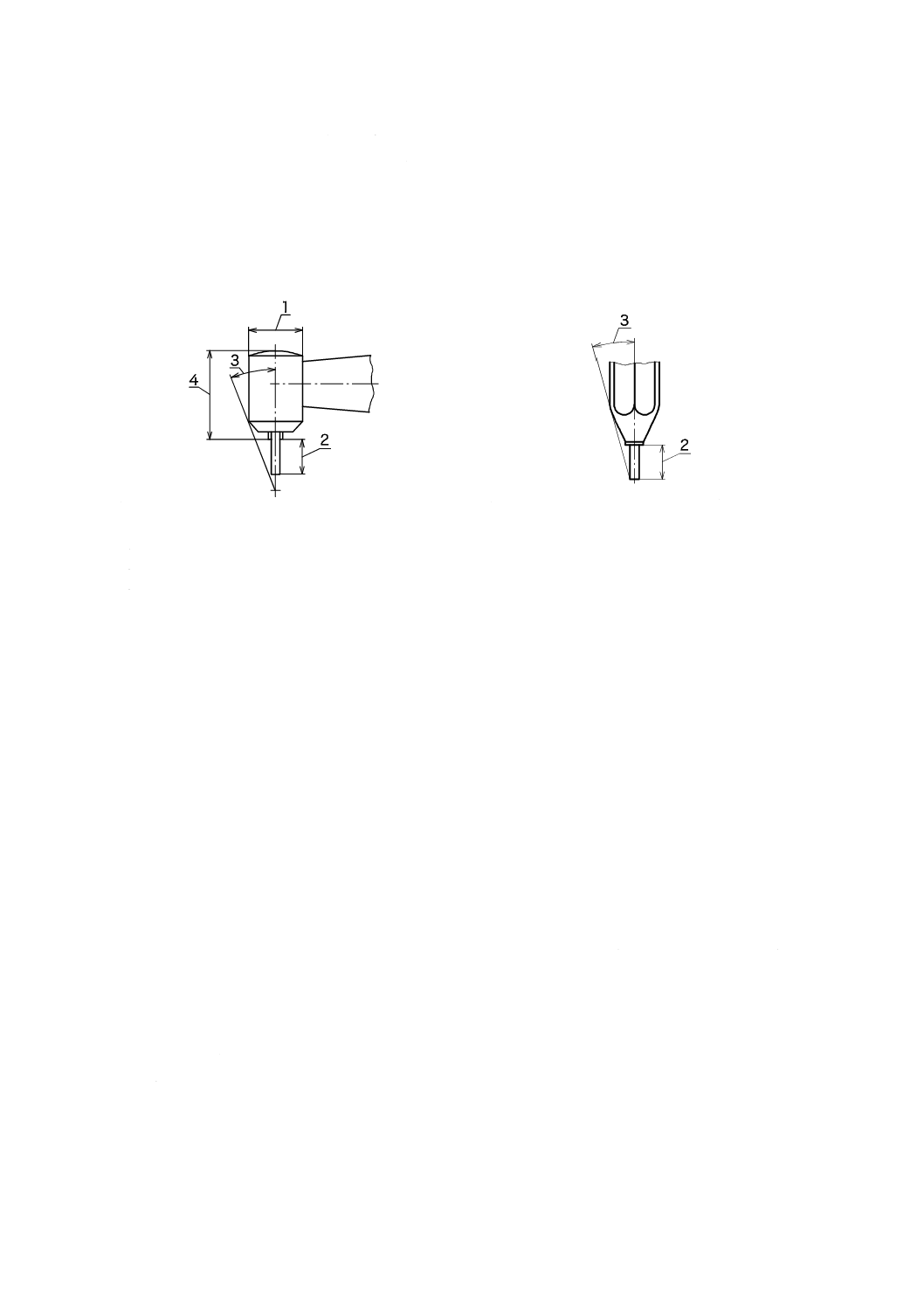
製造業者が取扱説明書においてヘッド及びノーズの寸法を記載する場合,図4に規定する部分の寸法を
記載し,長さは,±0.1 mm,角度は,±1°の精度で表す。
試験は,7.14による。
a) タイプ1(22.5 mm)及びタイプ4(19 mm)
テストバーの投影図
b) タイプ2(44.5 mm)テストバーの投影図
1
最大直径
2
テストバーの突出長さ19 mm[a)の場合],22.5 mm[a)の場合]又は44.5 mm[b)の場合]
3
可視可能角度(visibility angle)
4
ヘッドの非回転部分の最大長
図4−ヘッド及びノーズ寸法を計測するために用いられるテストバーの視認可能角度
5.22 高速エアタービンハンドピースの出力
この要求事項は,高速エアタービンハンドピースに適用する。
製造業者が取扱説明書にハンドピースの出力を提示する場合,その出力を発生させるために必要なハン
ドピースの接続口で測定した給気圧も提示しなければならない。
ハンドピースの最大出力の測定値は,製造業者が提示した供給圧で試験したときに,製造業者が取扱説
明書に提示した出力値の90 %以上でなければならない。
試験は,7.22による。
5.23 照明付ハンドピース
この要求事項は,照明機能をもつハンドピースに適用する。
ハンドピースの照度は,製造業者の推奨設定で使用した場合に,7 000 lx以上でなければならない。
ハンドピースに内部光源がなく,光を伝達するための部品(導光部)を含むハンドピースの光透過性能
(出力)は,光源が65 000 lx以下のとき,7 000 lx以上でなければならない。
試験は,7.23による。
6
サンプリング
各モデルシリーズの一つ以上のハンドピース及びモータを,この規格に適合しているか評価しなければ
ならない。
17
T 5912:2020
7
試験
7.1
一般試験条件
この規格で規定する全ての試験は,形式試験である。
特に規定がない限り,試験は繰り返してはならない。
試験報告書の例を附属書Bに示す。
7.2
目視検査
要求事項との適合性を決定するために拡大せずに目視検査を行う。
7.3
動力供給−電気
JIS T 0601-1:2017及びIEC 80601-2-60:2019の該当する要求事項を適用する。
7.4
動力供給−空気
7.4.1
機器
7.4.1.1
流量計 空気駆動のハンドピース又はモータの供給空気流量を±5 %の精度で計測できる機器を
用いる。
7.4.1.2
圧力計 空気駆動のハンドピース又はモータの入口における供給空気圧力を±5 %の精度で計測
できる機器を用いる。
7.4.2
手順
空気駆動のハンドピース又はモータの空気接続部に圧力計を可能な限り近づけて接続しなければならな
い。5.6.2.1に規定する値でハンドピース又はモータを作動させながら供給空気流量を計測する。
流量測定に使用する流量計のタイプは,試験の許容可能な設定に影響を与える。質量流量計を使用する
場合は,空気供給装置とハンドピース又はモータとの間の任意の位置に設置することができる。容積式流
量計を使用する場合は,可能な限り圧力計の近くに設置し,温度及び圧力は,体積流量(例えば,L/min)
から質量流量(NL/min)に補正するために使用しなければならない。
7.5
冷却噴霧(スプレ)用空気供給
7.5.1
機器
7.5.1.1
流量計 ハンドピース又はモータの供給空気流量を±5 %の精度で計測できる機器を用いる。
7.5.1.2
圧力計 ハンドピース又はモータの入口における供給空気圧力を±5 %の精度で計測できる機器
を用いる。
7.5.2
手順
圧力計は,ハンドピース又はモータの空気接続部に可能な限り近づけて接続しなければならない。5.6.2.4
に規定する値でハンドピース又はモータを作動させ供給空気流量を計測する。
流量測定に使用する流量計のタイプは,試験の許容可能な設定に影響を与える。質量流量計を使用する
場合は,空気供給装置とハンドピース又はモータとの間の任意の位置に設置することができる。容積式流
量計を使用する場合は,可能な限り圧力計の近くに設置し,温度及び圧力は,体積流量(例えば,L/min)
から質量流量(NL/min)に補正するために使用しなければならない。
7.6
噴霧(スプレ)用水供給
7.6.1
機器
7.6.1.1
体積計測容器 噴霧(スプレ)用水流量を±5 %の精度で計測できる機器又は±5 %の精度で計測
できる流量計を用いる。
7.6.1.2
圧力計 ハンドピース及びモータの入口における供給水圧を±5 %の精度で計測できる機器を用
いる。

18
T 5912:2020
7.6.2
手順
圧力計は,ハンドピース又はモータの水入口に可能な限り近づけて接続する。
水供給圧力は,ハンドピース又はモータの近くの圧力計の読みが5.6.3と一致するように調整しなければ
ならない。
ハンドピース又はモータを1分間作動させ,集められた水の体積を計測する。
流量計による測定方法を採用する場合は,流量計を冷却水管路に接続しなければならない。
7.7
空気圧及び水圧
7.7.1
機器
7.7.1.1
圧力計 供給圧力を±5 %の精度で計測できる機器を用いる。
7.7.2
手順
ハンドピース又はモータを最大推奨操作圧力の150 %の圧力で10分間作動させる。
ハンドピース又はモータの破断又は破裂がないか観察する。
7.8
モータ冷却用空気
7.8.1
機器
7.8.1.1
流量計 電動モータ又は電動モータ一体形ハンドピースの冷却用空気流量を±5 %の精度で計測
できる機器を用いる。
7.8.1.2
圧力計 電動モータ又は電動モータ一体形ハンドピースの入口における供給空気圧力を±5 %の
精度で計測できる機器を用いる。
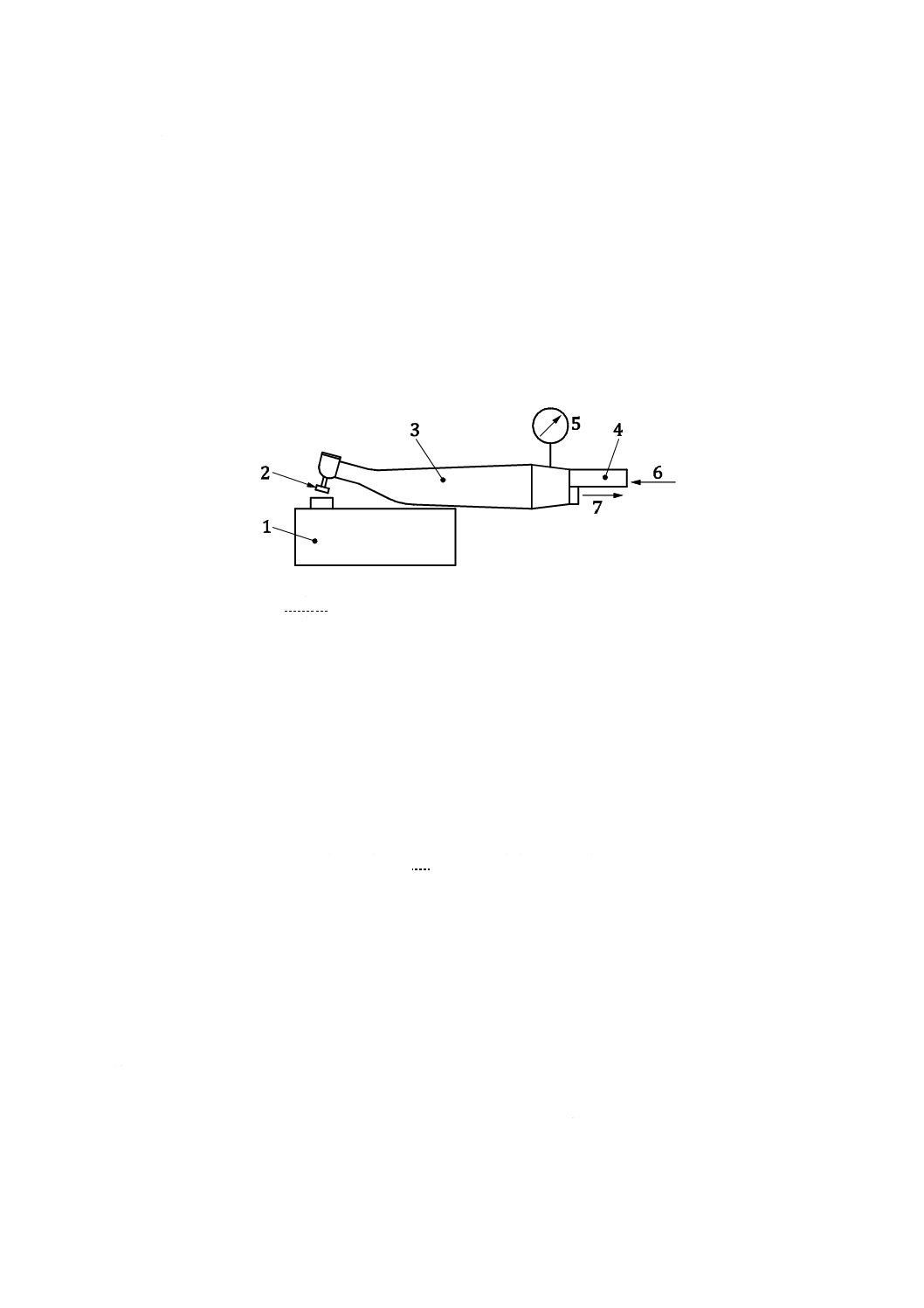
7.8.2
手順
図5に電動モータ及びその接続部の例を示す。電動モータ又は電動モータ一体形ハンドピースのホース
連結部とモータ用ホースとの間に流量計を設置する。電動モータ又は電動モータ一体形ハンドピースを,
製造業者が指定する最大推奨速度で作動させながら,モータ冷却用空気流量を計測する。
1
電動モータ
2
ハンドピース連結部(ノズル)
3
ホース連結部
4
モータ用ホース
図5−電動モータ及びその接続部
7.9
ハンドピース冷却用空気
7.9.1
機器
7.9.1.1
流量計 ハンドピース冷却用空気流量を±5 %の精度で計測できる機器を用いる(図6参照)。
7.9.1.2
圧力計 ハンドピースの入口における供給空気圧力を±5 %の精度で計測できる機器を用いる
(図6参照)。
19
T 5912:2020
1
空気量測定チューブ
2
測定用チューブコネクタ
3
ハンドピース連結部
4
モータ
5
モータブラケット
図6−ハンドピース冷却用空気の測定機器(例)
7.9.2
手順
モータのハンドピース連結部(ノズル)に流量計を設置し,最大推奨速度でモータを作動したときの機
器の冷却空気流量を計測する。
7.10 ハンドピース及びモータの接続部
試験は,製造業者の指示に従って,目視検査及び適切な計測器具を用いた計測によって行わなければな
らない。
7.11 接続及び供給
7.11.1 機器
7.11.1.1 計測器具 ゲージ,ダイヤルインジケータなどで,線形寸法に関しては0.01 mm,角度に関して
は±1°の精度で計測できる機器を用いる。
7.11.2 手順
図1,図2,図2A及び図2Bに示す寸法を計測する。
7.12 テストバー
硬さの試験は,ISO 6507-1に従って行わなければならない。
5.15.3.2.3,5.17及び図3の要件を満たすために,寸法の試験は,容易に入手可能な計測器具を用いて検
20
T 5912:2020
査及び計測によって行わなければならない。
7.13 軸のチャック
7.13.1 引抜き試験
7.13.1.1 機器
7.13.1.1.1 ばね力計測器 ±0.5 Nの精度で引抜力を計測できる機器を用いる。
7.13.1.1.2 テストバー 図3に規定するもの。
7.13.1.1.3 計測器具 線形寸法に対し0.01 mmの精度で計測できる機器を用いる。
7.13.1.2 手順
ばね力計測器を調整し,入力最大力を登録する。テストバーを引き抜くための力(引抜力)は,テスト
バーを0.2 mm以上引き抜くまで徐々に増加させなければならない。最大力を計測する。
次の手順は,試験前に行ってもよい。製造業者の指示に従ってテストバーをハンドピースに装着する。
製造業者が推奨する最高回転速度で10秒間以上ハンドピースを作動させた後,回転速度が50 %以下に下
がるまでテストバーに負荷をかけて制動する。
7.13.2 トルク試験
7.13.2.1 機器
7.13.2.1.1 トルクウォッチ 推奨トルクでの計測を可能にするだけの精度をもつ機器を用いる。
7.13.2.1.2 テストバー 5.16.1,5.16.2及び図3による。
7.13.2.1.3 計測器具 線形寸法に対して0.01 mmの精度で計測できる機器を用いる。
7.13.2.2 手順
5.16.1及び5.16.2の要求事項に従ってトルクを確認する。テストバーは,チャックで滑ってはならない。
7.14 ヘッド及びノーズの寸法
7.14.1 機器
7.14.1.1 計測器具 ゲージ,ダイヤルインジケータなどで,線形寸法に関しては0.01 mm,角度に関して
は±1°の精度で計測できる機器を用いる。
7.14.1.2 テストバー 図3による。
7.14.2 手順
テストバーをチャックに完全に挿入する。図4に示す寸法を計測する。
7.15 偏心
7.15.1 機器
7.15.1.1 非接触ゲージシステム 磁気近接ゲージ,レーザ又は光学撮像システムなど,±10 %の精度で計
測できる機器を用いる。
7.15.1.2 テストバー 動的偏心を計測するための5.19及び図3で規定するもの。
7.15.2 手順
偏心は,機器の先端から6 mm以上の距離で測定する。ハンドピースが停止状態でテストバー表面又は
遠心端の直径を計測する。製造業者の指示に従って最大推奨速度でハンドピースを作動させる。ハンドピ
ースの回転速度が最大のときに接続部軸表面又は遠心端の直径を計測する。全振れを,最大推奨速度で測
定された直径と停止状態で測定された直径との差として計算する。
7.16 トルク
7.16.1 機器
トルクウォッチ又は動力計 ±10 %の精度で計測できる機器を用いる。
21
T 5912:2020
7.16.2 手順
製造業者の指示に従ってハンドピースに作業部を装着する。ハンドピースを最大推奨空気圧及び最大推
奨空気流量で1分間以上作動させ,作業部の端部の運動がゼロ(0)になるように力を加える。作業部を停
止させるのに必要なトルクを(ニュートンメートルで)計測する。
7.17 騒音レベル
7.17.1 機器
7.17.1.1 騒音計 JIS C 1509-1に規定するクラス1機器の要求事項を満たす機器を用いる。
7.17.1.2 非剛性サスペンションシステム
7.17.2 試験条件
計測は,2.5 m×2.5 m×2.5 mを超える寸法の部屋,又は自由場の半径が1 m以上の部屋で行わなければ
ならない。バックグラウンドA特性騒音レベルは,65 dB未満でなければならない。試験中,ヘッドにテ
ストバーを装着したハンドピース又はモータの周囲1 mの範囲に硬質反射面があってはならない。硬質表
面からの反射を低減するために発泡体又は非反射材料を用いてもよい。
7.17.3 手順
ハンドピース及び/又はモータを非剛性サスペンションシステムを用いて部屋の中央につり下げる。空
気駆動のハンドピース及び/又はモータの場合は,製造業者が指定する最大推奨空気圧で,電動のハンド
ピース及び/又はモータの場合は,製造業者が指定する最大推奨速度で,無負荷状態で30秒間以上ハンド
ピース及び/又はモータを作動させる。ストレートハンドピース及びアングルハンドピースについては,
製造業者が推奨するモータに接続した状態で,作動させる。騒音計を用いて,ヘッド及び/又はモータ中
心から0.45 mの距離でハンドピース及び/又はモータの長軸に垂直に,ハンドピース及び/又はモータか
ら発生する最大A特性音圧レベルを5秒間以上計測する。
7.18 速度
7.18.1 機器
7.18.1.1 非接触回転速度計 磁気近接ゲージ,光学式回転数計又は適切な変換器をもつスペクトラム解析
器のような,±5 %の精度で計測できる機器を用いる。
7.18.1.2 テストバー 図3に規定する,タイプ1テストバー,タイプ2テストバー又はタイプ4テストバ
ーによる。
7.18.2 手順
最大推奨運転出力(空気圧及び電気出力)でテストバーを装着したハンドピースを操作する。
1分間当たりの回転数(回転/分)で速度を計測する。
7.19 ハウジングの温度上昇
7.19.1 モータの温度上昇
IEC 80601-2-60:2019の201.11.1.3のaa)を適用する。
7.19.2 ハンドピースの温度上昇
ハンドピースを,合理的に予見可能な誤使用状態での使用とみなす次の条件で操作する。
− 試験に先立って,ハンドピースは室内温度(20 ℃
50
+ ℃)に合わせなければならない。
− 該当する場合,製造業者の指定した最低条件でスプレ用空気供給を行う。
− 該当する場合,10 mL/min以下のスプレ用給水を行う。
− 該当する場合,5 NL/min以下のハンドピースの空気冷却を行う。
− 図3に規定したテストバーを挿入し,調整する。
22
T 5912:2020
ハンドピースは,3分間,製造業者が指定した最大推奨速度で連続運転を行う。ハンドピースを外部か
ら冷却してはならない。5.8.2.2で規定した温度上昇率以下であることを確認する。
7.20 過度の温度
7.20.1 モータの過度の温度
IEC 80601-2-60:2019の201.11.1.3のaa)を適用する。
7.20.2 ハンドピースの過度の温度
ハンドピースに対しては,製造業者は表2に基づいた温度,7.20.2.1及び7.20.2.2に規定している要求に
関する試験条件,及び試験手順を定義しなければならない。
7.20.2.1 正常状態での試験
ハンドピースを,正常状態での使用とみなす次の条件で操作する。
− 試験に先立って,ハンドピースは室内温度(20 ℃
50
+ ℃)に合わせなければならない。
− 該当する場合,製造業者が指定した最低条件でスプレ用空気供給を行う。
− 該当する場合,製造業者が指定した最低条件でスプレ用給水を行う。
− 該当する場合,5 NL/min以下のハンドピースの空気冷却を行う。
− 図3に規定したテストバーを挿入し,調整する。
ハンドピースは,3分間,製造業者が指定した最大推奨速度で連続運転を行う。ハンドピースに空気冷
却が備わっていない場合は,試験時間を1分間へ短縮する。ハンドピースを外部から冷却してはならない。
7.20.2.2 合理的に予見可能な誤使用状態での試験
ハンドピースを,合理的に予見可能な誤使用状態での使用とみなす次の条件で操作する。
− 試験に先立って,ハンドピースは室内温度(20 ℃
50
+ ℃)に合わせなければならない。
− 該当する場合,製造業者が指定した最低条件でスプレ用空気供給を行う。
− 該当する場合,10 mL/min以下のスプレ用給水を行う。
− 該当する場合,5 NL/min以下のハンドピースの空気冷却を行う。
− 図3に規定したテストバーを挿入し,調整する。
ハンドピースは,3分間,製造業者が指定した最大推奨速度で連続運転を行う。ハンドピースに空気冷
却が備わっていない場合,試験時間を1分間へ短縮する。ハンドピースを外部から冷却してはならない。
7.21 再処理耐性
製造業者の取扱説明書の指示に従って250回の再処理サイクルを実行する。
製造業者が最大250回未満を手順で推奨する場合,その最大数を使用しなければならない。
腐食耐性を評価するために,7.2に従ってさび(錆)又は他の表面欠陥がないか表面を検査する。
この規格の全ての要件が,この試験以降でも満たされなければならない。
試験を加速するために,ブロックごとの方法で再処理に要求されるサブステップを実行してもよい。例
えば,250回の再処理サイクルを達成する手順として,ブロックで10回の熱消毒に続いて10回の滅菌を
合計25セット行ってもよい。
7.22 高速エアタービンハンドピースの出力
7.22.1 機器
7.22.1.1 ダイナミックトルク計 ダイナミックトルク(トルク及び回転速度)を±10 %の精度で計測でき
る計器(例えば,渦電流動力計及び糸掛け式トルクメータ)
7.22.1.2 圧力計 ±5 %の精度でハンドピースの入口における供給空気圧を計測できる機器を用いる。
7.22.1.3 出力測定のセットアップ 出力測定のセットアップ例を図7に示す。
23
T 5912:2020
7.22.2 手順
ハンドピースをトルク試験機に適切に固定する。
給気圧は,製造業者が取扱説明書で指定した出力に応じた圧力値と一致するように設定し,ハンドピー
スを作動させる。
該当する場合,ハンドピースのホース接続部から排気する圧縮空気は,排気抵抗を低くするため,ハン
ドピースの接続部に極力近い部分で大気開放する。
測定したダイナミックトルク及び回転速度から出力を算出する。算出した最大出力は,給気圧と共に記
録することが望ましい。
出力測定時は,測定用アタッチメントのイナーシャの影響を低減するため,徐々に負荷をかけて計測す
る。1測定当たりの試験時間は,10秒以上でなければならない。
1
ダイナミックトルク計(トルク及び回転速度)
2
測定用アタッチメント
3
高速エアタービンハンドピース
4
ホース
5
給気用圧力計
6
給気
7
該当する場合,大気開放排気
図7−出力測定のセットアップ(例)
7.23 照明付ハンドピース
7.23.1 機器
7.23.1.1 照度計 直径10 mmの能動センサー面をもつ光度計ヘッドをもち,ISO/CIE 19476に基づいて校
正されたもの,又は同等のもの(例えば,JIS C 1609-1に適合したもの)
7.23.1.2 電源 該当する場合,電圧調整が可能なもの
7.23.1.3 光源 該当する場合,ハンドピースの製造業者が指定した光源,又は試験用のもの
7.23.2 手順
照度の測定は,500 lx以下の周囲照明下で行い,光度計ヘッドの周辺(検出部位)には,反射面があっ
てはならない。
タイプ1,タイプ2,タイプ4又は製造業者が指定した推奨長さのテストバーをハンドピースに装着する。
ハンドピースがテストバーと異なる長さのバーを使用する必要がある場合には,最適な長さのテストバー
を使用する。
ハンドピースは,テストバーがセンサー表面の中央に対して垂直,かつ,その先端とセンサー表面との
距離が1 mm未満になるように配置する(図8参照)。測定の間,照度計に対して,安定して動かないよう
にハンドピースを固定する。製造業者が推奨するハンドピースの最大照度で照射し,5秒経過後の,30秒
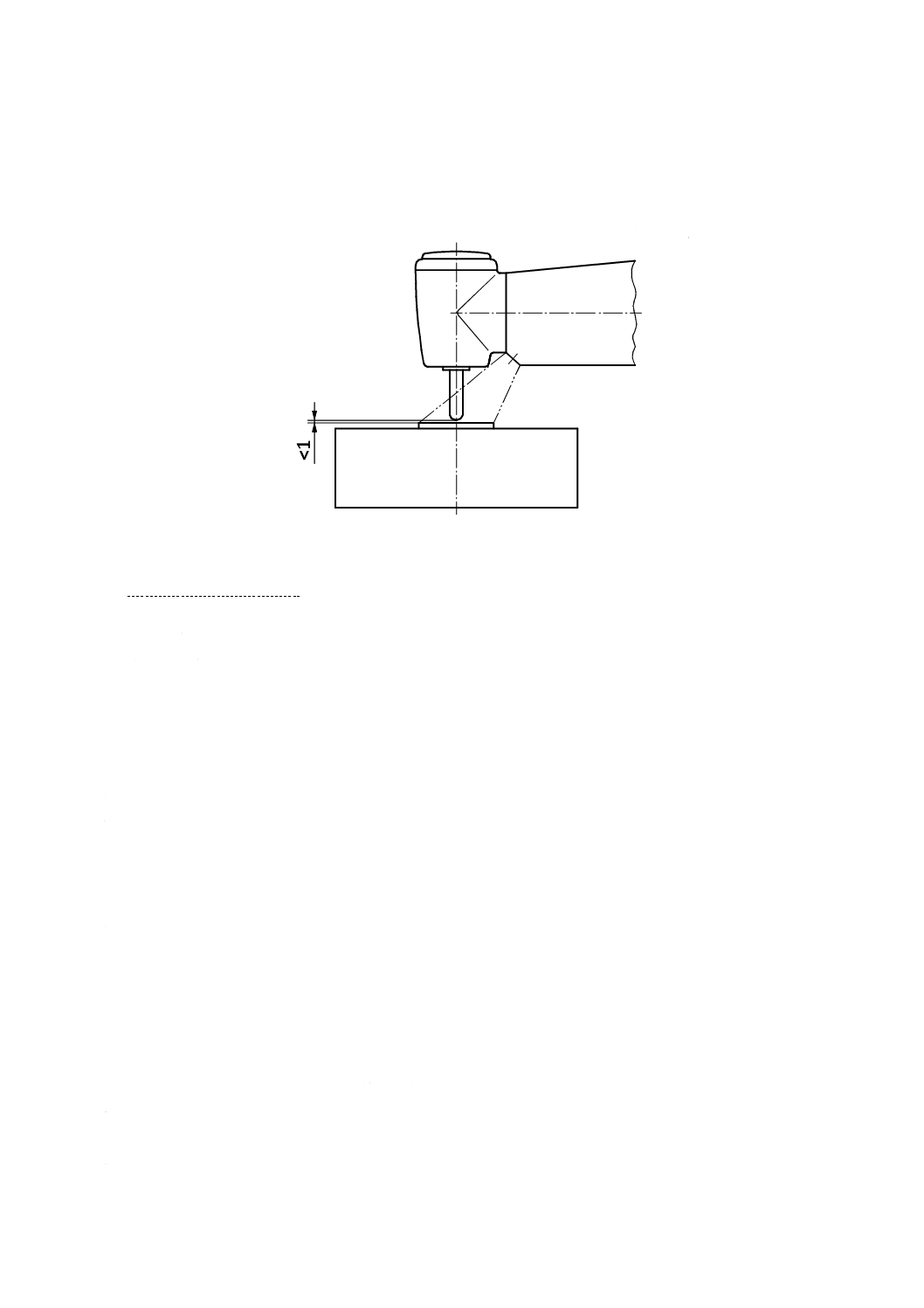
24
T 5912:2020
間の平均照度値を計測する。
ハンドピースの光源が,ホースから光を導光するものを含む分離式又は着脱式の場合,光源測定は,ハ
ンドピースを付けないで試験を行わなければならない。
単位 mm
図8−測定位置
8
製造業者が提供する情報
各ハンドピース及び/又はモータには,操作,操作者メンテナンス,潤滑,安全性及びサービスについ
ての指示を含む文書を添付しなければならない。
注記 医療機器には,法律で定められた添付文書を添付することが求められている。
指示には,各タイプに適用する次の情報を少なくとも含まなければならない。
a) 製造業者の名称及び/又は商標並びに住所
b) 形式及び名称
c) ISO 1797に従う軸部形式,寸法及び軸の最小装着長さ
d) 回転器具の許容可能な最大全長及び作業部直径
e) 該当する場合,ハンドピース又はモータの接続部の種類及びその他の情報
f)
該当する場合,空気及び水の推奨作動圧力
g) 特定の操作圧力における1分当たりのノルマルリットル(NL/min)で表す空気消費量,及び1分当た
りのミリリットル(mL/min)で表す水消費量
h) 該当する場合,製造業者が推奨する電力供給及び定格電気特性(例えば,電圧,周波数,ヒューズ値)
i)
該当する場合,推奨する冷却噴霧(スプレ)供給の空気圧及び流量
j)
該当する場合,定格トルク及び速度
k) ハンドピース又はモータを交換するための工具及び作業部は,(必要に応じ)滅菌可能かどうか,及び
その手段についての記載
l)
該当する場合,ISO 17664に規定する再処理指示(清掃,消毒及び滅菌)
m) ハンドピース又はモータが現場で修理可能かどうかに関する説明
n) 推奨潤滑指示
o) 該当する場合,照明機能の有無
p) 該当する場合,附属品及び工具
25
T 5912:2020
q) 特定の形式のハンドピース又はモータによる,安全及び効果的な使用に関する他の指示(例えば,出
力設定の制限,液体流れの制限)
r) 単回使用を意図するプロフィハンドピースは,単回の使用だけしかできない旨,及び一人の患者処置
の後に,安全に廃棄されなければならない旨の記載
s)
製造業者がエアタービンハンドピースの出力を提供している場合,供給空気圧での最大出力(W)(例
えば,300 kPa {3 bar}の供給空気圧のときに,20 W)
t)
スクリュインタイプ及びスナップオンタイプの場合には,製造業者が推奨するカップ及びブラシの情
報
u) 該当する場合,図記号の意味
9
技術解説
製造業者は,次の情報を提供しなければならない。
a) 一般的使用に必要となるスペア部品のリスト
b) 該当する場合,配線概略図
10 表示
10.1 一般
ハンドピース及びモータに表示する図記号は,JIS T 5507,ISO 15223-1及びISO 21531による。
注記 医療機器には,法律で定められた表示事項を記載することが求められている。
10.2 ハンドピース
ハンドピースには,少なくとも次の事項を表示しなければならない。
a) 製造業者の名称又は商標
b) 製造番号又は製造記号
c) 形式及び名称
d) 該当する場合,高圧蒸気滅菌処理可能を示す表示
e) 該当する場合,温水洗浄可能を示す表示
f)
単回使用ハンドピースの部品に対しては,滅菌済み商品として売られている場合,包装に“使用期限”
g) 作業部又はその包装に対しては,パーツコード
10.3 モータ
モータには,少なくとも次の事項を表示しなければならない。
a) 製造業者の名称又は商標
b) 製造番号又は製造記号
c) 形式及び名称
d) 該当する場合,温水洗浄可能を示す表示
e) 該当する場合,高圧蒸気滅菌処理可能を示す表示
11 ラべリング
ラべリングに用いる図記号は,JIS T 5507及びISO 15223-1による。
ハンドピース,モータ及び該当する場合は作業部の包装には,次の事項を表示しなければならない。
a) 製造業者の名称又は商標
26
T 5912:2020
b) 製造番号又は製造記号
c) 形式及び名称(カタログ番号など)
d) 該当する場合,作業部の高圧蒸気滅菌可能を示す図記号
e) 該当する場合,温水洗浄可能を示す図記号
f)
単回使用の機器に対しては,“再使用不可”の次の図記号
12 包装
ハンドピース及びモータには,予想される輸送条件下で破損しないような方法で,製造業者の判断によ
って,輸送のための包装を施さなければならない。
幾つかの包装で分割して供給する場合,外側に組立及び設置しやすいように表示をしなければならない。
単回使用のハンドピース若しくはモータ,又は単回使用ではないハンドピースに使われている使い捨て
部品(再使用不可)は,清潔さを保つために製造業者によって個別に包装しなければならない。
27
T 5912:2020
附属書A
(参考)
ハンドピース及びモータの分類
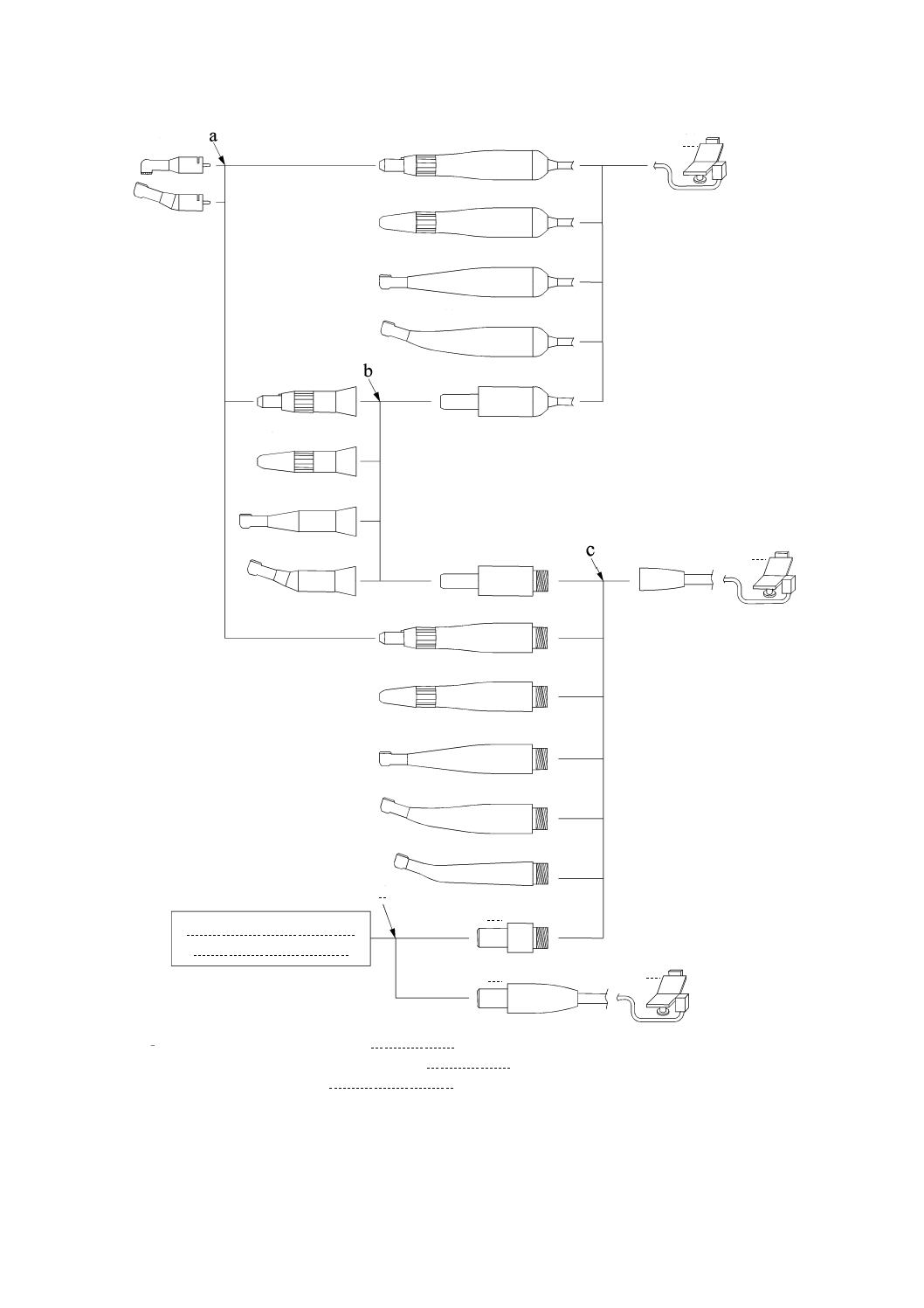
ハンドピース及びモータは,図A.1に示すとおりに分類する。
28
T 5912:2020
1
プロフィアングルハンドピース(Uタイプ)
2
プロフィコントラアングルハンドピース(Uタイプ)
3
ストレートハンドピース(Uタイプノーズ)
4
ストレートハンドピース
5
アングルハンドピース
図A.1−ハンドピース及びモータの分類
7
1
2
8
9
15
16
20
1 1
13
17
6
4
3
12
21
21
21
クイックジョイント方式の
ハンドピース及びモータ
10
5
14
18
19
d
29
T 5912:2020
6
コントラアングルハンドピース
7
電動モータ一体形ストレートハンドピース(Uタイプノーズ)
8
電動モータ一体形ストレートハンドピース
9
電動モータ一体形アングルハンドピース
10 電動モータ一体形コントラアングルハンドピース
11 エアモータ一体形ストレートハンドピース(Uタイプノーズ)
12 エアモータ一体形ストレートハンドピース
13 エアモータ一体形アングルハンドピース
14 エアモータ一体形コントラアングルハンドピース
15 電動モータ
16 エアモータ
17 高速エアタービンハンドピース
18 クイックジョイント方式のコネクタ(カプラ)
19 クイックジョイント方式のコネクタ付きホース
20 ホース接続部
21 歯科用制御装置
a
図1及び図2に従った接続
b
ISO 3964に従った接続
c
JIS T 5905に従った接続
d
クイックジョイント方式に従った接続
図A.1−ハンドピース及びモータの分類(続き)
30
T 5912:2020
附属書B
(参考)
試験報告書のフォーム
試験報告書番号
製品
申請者・依頼者の名称及び住所
製造業者の名称及び住所
工場の名称及び住所
商標(ある場合)
形式及び名称
定格及び主要特性
製品のサンプルを試験し,適合していることが判明した
規格
JIS T 5912:2020
追加情報(必要な場合)
設計変更に関する情報
この試験報告書を発行した試験・認証機関
名前及び住所:
日付:
試験者:(名前及び署名)
承認者:(名前及び署名)
31
T 5912:2020
JIS T 5912:2020
試験報告書番号
箇条又は
細分箇条
要求事項・説明
適合性及び判定
結果,観測,注記,
コメント
合格
不合格
非該当
6
サンプリング:試験機器は,ハンドピース又はモ
ータの代表サンプルか。
4
ハンドピースの分類ギヤ比:形式及び名称[箇条8
b)]が取扱説明書に含まれているか。
5.1
一般
5.2
材料
5.3
落下試験
5.4
騒音レベル
5.5
表面
5.6
動力供給
5.6.1
電力供給
5.6.2
空気供給
5.6.2.1
空気駆動のハンドピース及びモータ
5.6.2.2
モータ冷却用空気
5.6.2.3
モータから供給されるハンドピースの冷却用空気
5.6.2.4
冷却噴霧(スプレ)用空気供給
5.6.3
水供給
5.7
空気圧及び水圧
5.8
温度
5.8.2
ハウジングの温度上昇
5.8.2.1
モータの温度上昇
5.8.2.2
ハンドピースの温度上昇
5.8.3
過度の温度
5.8.3.1
モータの過度の温度
5.8.3.2
ハンドピースの過度の温度
5.9
振動
5.10
再処理耐性
5.11
水漏れ及び/又は浸水
5.12
電磁両立性
5.13
操作制御
5.14
ユーザビリティ:JIS T 62366-1の報告書があるか。
5.15
接続及び供給
5.15.1
一般
5.15.2
空気駆動のハンドピース及びモータのホースへの
接続
5.15.3
ストレートハンドピース又はアングルハンドピースとモータとの接続部
5.15.3.1
一般
5.15.3.2
プロフィハンドピースの接続部(Uタイプ)
5.15.3.2.1
概要
5.15.3.2.2
寸法
5.15.3.2.3
マンドレル
5.16
軸に対するチャックシステム
5.16.1
メタルチャックシステム
5.16.2
非メタルチャックシステム
5.17
テストバー
32
T 5912:2020
JIS T 5912:2020
試験報告書番号
箇条又は
細分箇条
要求事項・説明
適合性及び判定
結果,観測,注記,
コメント
合格
不合格
非該当
5.18
速度
5.19
偏心
5.20
トルク
5.21
ヘッド及びノーズの寸法:製造業者は要求事項に
沿った関連する情報を提供しているか。
5.22
高速エアタービンハンドピースの出力
5.23
照明付ハンドピース
8
製造業者が提供する情報
8 a)
製造業者の名称及び/又は商標及び住所を提供し
ているか。
8 b)
形式及び名称を提供しているか。
8 c)
ISO 1797に従った軸部形式及び寸法,軸の最小装
着長さを提供しているか。
8 d)
回転器具の許容可能な最大全長及び作業部直径を
提供しているか。
8 e)
該当する場合,ハンドピース又はモータの接続部
の種類及びその他の情報を提供しているか。
8 f)
該当する場合,空気及び水の推奨作動圧力を提供
しているか。
8 g)
特定の操作圧力における1分当たりのノルマルリ
ットル(NL/min)で表す空気消費量,及び1分当
たりのミリリットル(mL/min)で表す水消費量を
提供しているか。
8 h)
該当する場合,製造業者が推奨する電力供給及び
定格電気特性(例えば,電圧,周波数,ヒューズ
値)を提供しているか。
8 i)
該当する場合は,推奨する冷却噴霧(スプレ)供
給の空気圧及び流量を提供しているか。
8 j)
該当する場合,定格トルク及び速度を提供してい
るか。
8 k)
ハンドピース又はモータを交換するための工具及
び作業部は,(必要に応じ)滅菌可能かどうか,及
びその手段についての記載を提供しているか。
8 l)
該当する場合,ISO 17664に規定されているような
再処理指示(清掃,消毒及び滅菌)を提供してい
るか。
8 m)
ハンドピース又はモータが現場で修理可能かどう
かに関する説明を提供しているか。
8 n)
推奨潤滑指示を提供しているか。
8 o)
該当する場合,照明機能の有無を提供しているか。
8 p)
該当する場合,附属品及び工具を提供しているか。
8 q)
特定の形式のハンドピース又はモータによる,安
全及び効果的な使用に関する他の指示(例えば,
出力設定の制限,液体流れの制限)を提供してい
るか。
33
T 5912:2020
JIS T 5912:2020
試験報告書番号
箇条又は
細分箇条
要求事項・説明
適合性及び判定
結果,観測,注記,
コメント
合格
不合格
非該当
8 r)
単回使用を意図するプロフィハンドピースは,単
回の使用だけしかできない旨,及び一人の患者処
置の後に,安全に廃棄されなければならない旨の
記載を提供しているか。
8 s)
製造業者が出力を提供している場合,供給空気圧
での最大出力を提供しているか。
8 t)
スクリュインタイプ及びスナップオンタイプの場
合には,製造業者が推奨するカップ及びブラシの
情報を提供しているか。
8 u)
該当する場合,図記号の意味
9
技術解説
9 a)
一般的使用に必要となるスペア部品のリストを提
供しているか。
9 b)
該当する場合,配線概略図を提供しているか。
10
表示
10.1
図記号は,JIS T 5507,ISO 15223-1及びISO 21531
に適合しているか。
10.2
ハンドピースは,少なくとも次の事項を表示する。
10.2 a)
製造業者の名称又は商標
10.2 b)
製造番号又は製造記号
10.2 c)
形式及び名称
10.2 d)
該当する場合,高圧蒸気滅菌処理可能を示す表示
10.2 e)
該当する場合,温水洗浄可能を示す表示
10.2 f)
単回使用ハンドピースの部品に対しては,滅菌済
み商品として売られている場合,包装に“使用期
限”
10.2 g)
作業部又はその包装に対しては,パーツコード
10.3
モータは,少なくとも次の事項を表示する。
10.3 a)
製造業者の名称又は商標
10.3 b)
製造番号又は製造記号
10.3 c)
形式及び名称
10.3 d)
該当する場合,温水洗浄可能を示す表示
10.3 e)
該当する場合,高圧蒸気滅菌処理可能を示す表示
11
ラべリングは,JIS T 5507及びISO 15223-1に適合した次の事項による。
11 a)
製造業者の名称又は商標
11 b)
製造番号又は製造記号
11 c)
形式及び名称(カタログ番号など)
11 d)
該当する場合,作業部の高圧蒸気滅菌可能を示す
図記号
11 e)
該当する場合,温水洗浄可能を示す図記号
11 f)
単回使用の機器に対しては,“再使用不可”の図記
号
12
包装は,関連する試験機器の輸送,表示,及び清
潔さに関する要件を満たしているか。
34
T 5912:2020
附属書JA
(参考)
規格の適用範囲の製品名と一般的名称との関係
規格の適用範囲の製品名
一般的名称
図A.1での分類
a) ストレートハンドピー
ス及びアングルハンド
ピース
ストレート・ギアードアン
グルハンドピース
1
プロフィアングルハンドピース(Uタイプ)
2
プロフィコントラアングルハンドピース(Uタイ
プ)
3
ストレートハンドピース(Uタイプノーズ)
4
ストレートハンドピース
5
アングルハンドピース
6
コントラアングルハンドピース
歯科用電動式ハンドピース
7
電動モータ一体形ストレートハンドピース(Uタ
イプノーズ)
8
電動モータ一体形ストレートハンドピース
9
電動モータ一体形アングルハンドピース
10
電動モータ一体形コントラアングルハンドピー
ス
歯科用空気駆動式ハンドピ
ース
11
エアモータ一体形ストレートハンドピース(Uタ
イプノーズ)
12
エアモータ一体形ストレートハンドピース
13
エアモータ一体形アングルハンドピース
14
エアモータ一体形コントラアングルハンドピー
ス
b) 高速エアタービンハン
ドピース
歯科用ガス圧式ハンドピー
ス
17
高速エアタービンハンドピース
c) エアモータ
歯科用空気回転駆動装置
16
エアモータ
d) 電動モータ
歯科用電気回転駆動装置
15
電動モータ
e) プロフィハンドピース
ストレート・ギアードアン
グルハンドピース
1
プロフィアングルハンドピース(Uタイプ)
2
プロフィコントラアングルハンドピース(Uタイ
プ)
3
ストレートハンドピース(Uタイプノーズ)
5
アングルハンドピース
6
コントラアングルハンドピース
歯科用電動式ハンドピース
7
電動モータ一体形ストレートハンドピース(Uタ
イプノーズ)
9
電動モータ一体形アングルハンドピース
10
電動モータ一体形コントラアングルハンドピー
ス
歯科用空気駆動式ハンドピ
ース
11
エアモータ一体形ストレートハンドピース(Uタ
イプノーズ)
13
エアモータ一体形アングルハンドピース
14
エアモータ一体形コントラアングルハンドピー
ス
注記 図A.1の18及び19に該当する一般的名称はない。
35
T 5912:2020
参考文献
[1] JIS B 0621 幾何偏差の定義及び表示
注記 原国際規格では,ISO 1101,Geometrical product specifications (GPS)−Geometrical tolerancing
−Tolerances of form, orientation, location and run-outを記載している。
[2] JIS C 1609-1 照度計 第1部:一般計量器
[3] JIS Q 13485:2018 医療機器−品質マネジメントシステム−規制目的のための要求事項
[4] JIS T 5110 歯科−歯科器械の表面材料−消毒剤に対する耐久性試験
注記 原国際規格では,ISO 21530,Dentistry−Materials used for dental equipment surfaces−
Determination of resistance to chemical disinfectantsを記載している。
[5] JIS T 5913 歯科−パワードスケーラ
注記 原国際規格では,ISO 18397,Dentistry−Powered scalerを記載している。
[6] ISO 10650,Dentistry−Powered polymerization activators
[7] ISO/CIE 19476,Characterization of the performance of illuminance meters and luminance meters
[8] EN 13060,Small steam sterilizers
36
T 5912:2020
附属書JB
(参考)
JISと対応国際規格との対比表
JIS T 5912:2020 歯科−ハンドピース及びモータ
ISO 14457:2017,Dentistry−Handpieces and motors
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1
JISとほぼ同じ。
追加
多機能ハンドピースについて“(マル
チウェイシリンジ)”を追記。
以降も同様。
国内では“シリンジ”の呼び名が一
般的なため,より理解しやすいよう
に追記した。技術的差異はない。
JISとほぼ同じ。
追加
注記1に附属書JAを追記。
規格での適用範囲の製品名と一般
的名称の関係が理解しやすいよう
に追加した。技術的差異はない。
3 用語及び
定義
3
JISとほぼ同じ。
追加・
変更
用語及び定義の引用規格としてJIS
T 0601-1及びIEC 80601-2-60を追
加。
電気的要求事項に対してはこれら
の規格の用語及び定義を用いてい
るため追加した。用語につき技術的
差異はない。
用語及び定義のURL情
報を記載。
削除
URL情報を削除。
JISの用語及び定義に対しては不適
切なURLのため削除した。技術的
差異はない。
3.2 パウダジェッ
トハンドピース
3.2
JISと定義が異なる。
変更
定義を変更した。
パウダジェットハンドピースの国
際規格ISO 20608が制定されたた
め,定義は,対応国際規格の内容と
も整合し,ISO 20608:2018の3.2の
内容を反映。ISOに提案する。
6
T
5
9
1
2
:
2
0
2
0
37
T 5912:2020
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義
(続き)
3.4 アングルハン
ドピース
3.20 ストレートハ
ンドピース
3.4
3.20
JISとほぼ同じ。
変更
“内部駆動源をもつ”を“エアモー
タ若しくは電動モータ一体形の”に
変更。
より理解しやすい内容に変更した。
3.17 プロフィハン
ドピース
3.17
JISとほぼ同じ。
追加
“内部駆動源をもつハンドピースも
含む”を追加。
より理解しやすいように追記した。
これは2015年版の内容を踏襲し
た。
5 要求事項
及び性能
5.6.2.2 モータ冷却
用空気
5.6.2.2
JISとほぼ同じ。
追加
“及び電動モータ一体形ハンドピー
ス”を追加。
対応国際規格の内容では単品モー
タしか含まれないと解釈されるお
それがあるため,明確化した。これ
は2015年版の内容を踏襲した。ISO
に提案する。
5.8.2.1 モータの温
度上昇
5.8.3.1 モータの過
度の温度
5.8.2.1
5.8.3.1
JISとほぼ同じ。
変更
“モータの温度上昇は,”及び細分箇
条を追加。
主語及び参照先を明確にし,より理
解しやすい内容に変更した。
5.13 操作制御
5.13
規格に基づく図記号の使
用を指示。
追加・
変更
JIS T 5507に基づく図記号の使用を
規定から推奨に変更し,“JIS T 5507
と異なる図記号を用いてもよい。JIS
T 5507と異なる図記号の意味を,情
報提供しなければならない。”を追
加。
製造業者独自の図記号を用いた製
品もあるため。これは2015年版の
内容を踏襲した。
速度変更の対象はモータ
だけ。
追加・
変更
速度変更の対象に“ハンドピース”
を追加。
速度変更は歯科用制御装置で行う
が,ハンドピースにも速度変更に対
応する能力は必要なため。これは
2015年版の内容を踏襲した。ISO
に提案する。
6
T
5
9
1
2
:
2
0
2
0
38
T 5912:2020
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 要求事項
及び性能
(続き)
5.15.2 空気駆動の
ハンドピース及び
モータのホースへ
の接続
5.15.2
エアタービンハンドピー
ス及びエアモータのホー
スへの接続。
追加・
変更
題名を変更し,対象製品として次を
追加。
“c) エアモータ内蔵のストレート
ハンドピース及びアングルハンドピ
ース”
“d) 空気駆動のプロフィハンドピ
ース”
空気駆動の製品のホースへの接続
の要求事項であること,及び空気駆
動のハンドピースも含まれること
を明確にするために追加した。これ
は2015年版の内容を踏襲した。ISO
に提案する。
5.15.2.1 ホースと
の接続部がねじ方
式による場合
−
−
追加
細分箇条として“ホースとの接続部
がねじ方式による場合”を追加。
国内にはクイックジョイント方式
のコネクタ付きホースがあるため,
この方式と明確に分けるため細分
箇条を追加した。
5.15.2.2 クイック
ジョイント方式の
コネクタとホース
との接続部が一体
形の場合
−
−
追加
細分箇条として“ホースとの接続部
が一体形の場合”を追加。
国内にはクイックジョイント方式
のコネクタ付きホースがあるため。
5.15.3 ストレート
ハンドピース又は
アングルハンドピ
ースとモータとの
接続部
5.15.3
ハンドピースとモータと
の接続部が不明確。
変更
題名を“ハンドピース及びモータと
の接続部”から“ストレートハンド
ピース又はアングルハンドピースと
モータとの接続部”に変更。
ストレートハンドピース又はアン
グルハンドピースとモータとの接
続の要求事項であることが明確に
なるように変更した。これは2015
年版の内容を踏襲した。
5.15.3.1 一般
5.15.3.1 ISO 3964への適合を規
定。
変更
接続部の仕様は,ISO 3964に“従わ
なければならない”から“従うこと
が望ましい”に変更。
ISO 3964:2016は,国際会議におい
て十分な審議がされておらず,国内
製造業者の意見が反映されていな
い版であり,それを反映するための
改訂作業中のため,改訂されるまで
は“望ましい”が適切と判断した。
5.15.3.2 プロフィ
ハンドピースの接
続部(Uタイプ)
5.15.3.2 “Uタイプ”の併記なし。 追加・
変更
“Uタイプ”を併記。
国内で解釈しやすい表記に変更し
た。
6
T
5
9
1
2
:
2
0
2
0
39
T 5912:2020
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 要求事項
及び性能
5.15.3.2.1 概要
5.15.3.2
.1
対象部位が不明確。
追加
“ストレートハンドピースに接続す
る”を追加
対象部位を明確にした。これは2015
年版の内容を踏襲した。
(続き)
5.15.3.2.2 寸法
5.15.3.2
.2
対象部位が不明確。
追加
“ストレートハンドピースと接続す
るプロフィハンドピースとの”を追
加。
対象部位を明確にした。これは2015
年版の内容を踏襲した。
5.15.3.2.3 マンド
レル
5.15.3.2
.3
対象部位が不明確。
追加
“ストレートハンドピースと接続す
るプロフィハンドピースとの接続部
の構造,寸法及び許容差は,図1,
図2及び5.16に従わなければならな
い。”を追加。
対象部位を明確にした。これは2015
年版の内容を踏襲した。
材質
追加
“及びセラミック材”を追加。
図1では“金属材料及びセラミック
材”としており,これと整合した。
ISOに提案する。
図1 プロフィハン
ドピース(Uタイ
プ)の接続部寸法
図2ストレートハ
ンドピース(Uタ
イプノーズ)
図1
図2
対象部位が不明確。
変更
表記を次のように変更。
図1を“アングル端の接続部寸法”
から“プロフィハンドピース(Uタ
イプ)の接続部寸法”に変更。
図2を“ハンドピースノーズの接続
部寸法”から“ストレートハンドピ
ース(Uタイプノーズ)”に変更。
国内で解釈しやすい表記に変更し
た。これは2015年版の内容を踏襲
した。
5.16.1 メタルチャ
ックシステム
5.16.1
ISO 1797で規定するタイ
プ4(φ3)が対象外であ
ることが不明確。
追加
“(ISO 1797で規定するタイプ4を
除く。)”を追加。
対応国際規格の本文においてもこ
のタイプ4(φ3)は対象外としてい
るが,明確になるように表記した。
スクリュインタイプ及び
スナップオンタイプが含
まれていない。
追加・
変更
“スクリュインタイプ”及び“スナ
ップオンタイプ”に関する要求事項
を追加し,さらに,引抜力及び静的
伝達力を,各々a) 及びb) の細別に
分けた。
これは2015年版の内容を踏襲し
た。
6
T
5
9
1
2
:
2
0
2
0
40
T 5912:2020
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 要求事項
及び性能
5.16.2 非メタルチ
ャックシステム
5.16.2
タイプ4が何を指すのか
不明確である。
追加
“この規格で規定する”を追加。
5.16.1の表記に合わせて追加した。
(続き)
5.16.2
b)
チャックがどの仕様を指
すのか不明確である。
追加
“非メタル”及び“システム”を追
加。
5.16.2 a)の表記に合わせて追加し
た。
5.16.2A スクリュ
インタイプ装着部
の寸法
−
−
追加
“スクリュインタイプ”の寸法を図
2Aで追加。
これは2015年版の内容を踏襲し
た。
5.16.2B スナップ
オンタイプ装着部
の寸法
−
−
追加
“スナップオンタイプ”の寸法を図
2Bで追加。
これは2015年版の内容を踏襲し
た。
5.17テストバー
図3 f)
5.17
図3
−
追加
“スナップオンタイプ”を試験する
際に必要になテストバーをタイプ6
として追加。
これは2015年版の内容を踏襲し
た。
5.19 偏心
5.19
エアモータ一体形ハンド
ピースが含まれていな
い。
追加・
変更
c) を“電動モータアングルハンドピ
ース”から“電動モータ及びエアモ
ータ一体形アングルハンドピース”
に変更。
d) を“電動モータストレートハンド
ピース”から“電動モータ及びエア
モータ一体形ストレートハンドピー
ス”に変更。以降も同様。
エアモータ一体形ハンドピースも
含まれるため。これは2015年版の
内容を踏襲した。ISOに提案する。
プロフィハンドピースの
対象製品が不明確。
変更
“プロフィハンドピース”を“スト
レートハンドピース(Uタイプノー
ズ)”に変更。
プロフィハンドピースでは対象と
なる製品が不明確なため,明確にし
た。これは2015年版の内容を踏襲
した。
スクリュインタイプ及び
スナップオンタイプに関
する要求事項なし。
追加
スクリュインタイプ及びスナップオ
ンタイプに関する要求事項を追加。
2015年版の内容を踏襲した。
5.22 高速エアター
ビンハンドピース
の出力
5.22
製造業者がどこに提示す
るのか不明確。
追加
“取扱説明書に”を追加。
より理解しやすいように追記した。
6
T
5
9
1
2
:
2
0
2
0
41
T 5912:2020
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験
7.1 一般試験条件
7.1
−
追加
“試験報告書の例を附属書Bに示
す。”を追加。
明確にした。
7.4.2 手順
7.4.2
モータが含まれていな
い。
追加
“又はモータ”を追加。
モータも含まれるため。ISOに提案
する。
7.5.1.1 流量計
7.5.1.1
対象製品が不明確。
追加
“ハンドピース又はモータ”を追加
対象製品を明確にした。これは2015
年版の内容を踏襲した。ISOに提案
する。
7.5.1.2 圧力計
7.6.1.2 圧力計
7.5.1.2
7.6.1.2
モータが含まれていな
い。
追加
“モータ”を追加。
モータも含まれるため。これは2015
年版の内容を踏襲した。ISOに提案
する。
7.8.1.1 流量計
7.8.1.1
電動モータ一体形ハンド
ピースが含まれていな
い。
追加
“又は電動モータ一体形ハンドピー
ス”を追加。
電動モータ一体形ハンドピースも
含まれるため。これは2015年版の
内容を踏襲した。ISOに提案する。
7.9.1.2 圧力計
図6
7.9.1.2
図6
ハンドピース連結部が図
示されていない。
追加
“ハンドピース連結部”の部位を追
加。
手順で“ハンドピース連結部”の用
語が出てくるが,その部位が不明確
なため。ISOに提案する。
7.10 ハンドピース
及びモータの接続
部
7.10
検査の基準が不明確。
追加
“製造業者の指示に従って”を追加。 旧対応国際規格では記載されてい
た内容であり,基準が明確になるよ
うに記載した。ISOに提案する。
7.17.3 手順
7.17.3
ストレートハンドピース
及びアングルハンドピー
スの騒音測定時に使用す
るモータが不明確。
追加・
変更
“ストレートハンドピース及びアン
グルハンドピースについては,製造
業者が推奨するモータに接続した状
態で,作動させる。”を追加。
ハンドピースによっては接続され
る場合があるため。これは2015年
版の内容を踏襲した。ISOに提案す
る。
測定距離の起点が不明。 追加
“中心”を追加。
明確にした。ISOに提案する。
騒音源がハンドピースだ
けと解釈されるおそれが
ある。
追加
“及び/又はモータ”を追加
明確にした。ISOに提案する。
7.20.2 ハンドピー
スの過度の温度
7.20.2
温度及び要求が不明確。 追加・
変更
“表2に基づいた”及び“7.20.2.1及
び7.20.2.2に規定している”を追加。
明確にした。ISOに提案する。
6
T
5
9
1
2
:
2
0
2
0
42
T 5912:2020
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差異
の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験
(続き)
7.21 再処理耐性
7.21
注記
ブロックでの試験例にお
いて最終的な試験セット
数が不明確。
追加・
変更
許容事項のため注記を本文へ移動。
また“合計25セット”を追加。
明確にした。ISOに提案する。
図7
2 測定用アタッチ
メント
図7
2 アタ
ッチメ
ント
“アタッチメント”では,
ハンドピースアタッチメ
ントと解釈されるおそれ
がある。
追加・
変更
“測定用”を追加。
明確にした。ISOに提案する。
7.23.1.1 照度計
7.23.1.1 旧ISO規格が参照されて
いる。また,国内では容
易に入手できない仕様が
例示されている。
変更
“CIE 69”を“ISO/CIE 19476”に変
更,“CIE S 023/E”を“JIS C 1609-1”
に変更。
CIE 69は,ISO/CIE 19476に置き換
わっているため。ISOに提案する。
また,国内で容易に入手可能な照度
計は,JIS C 1609-1に適合したもの
であるため変更した。
7.23.2 手順
7.23.2
ストレートハンドピース
用のタイプ2のテストバ
ーが含まれていない。
追加・
変更
“タイプ2”を追加。
記載漏れと思われる。ISOに提案す
る。
8 製造業者
が提供する
情報
題名
8
取扱説明書,メンテナン
ス及びサービス
変更
“製造業者が提供する情報”に変更。 他のJIS及び2015年版の内容を踏
襲した。
s)
s)
対象製品が不明確
追加
“エアタービンハンドピースの”を
追加。
対象製品を明確にした。ISOに提案
する。
t)
−
−
追加
スクリュインタイプ及びスナップオ
ンタイプに使用するカップ及びブラ
シの情報提供を追加。
2015年版の内容を踏襲した。
u)
−
−
追加
JIS T 5507に基づかない図記号の場
合,その意味の情報提供を追加。
5.13と同様。
10 表示
10.2 b)
10.3 b)
10.2 b)
10.3 b)
製造番号だけ指定してい
る
追加・
変更
“又は製造記号”を追加。
2015年版の内容を踏襲した。
JISと国際規格との対応の程度の全体評価:ISO 14457:2017,MOD
6
T
5
9
1
2
:
2
0
2
0
43
T 5912:2020
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
6
T
5
9
1
2
:
2
0
2
0