T 5506-4:2005
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本歯科材料工業協同組合(JDMA)/財団法
人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標
準調査会の審議を経て,厚生労働大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 7787-4:2002,Dental rotary
instruments−Cutters−Part 4:Miniature carbide laboratory cuttersを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。厚生労働大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS T 5506-4には,次に示す附属書がある。
附属書(参考)JISと対応する国際規格との対比表
JIS T 5506の規格群には,次に示す部編成がある。
JIS T 5506-1 第1部:技工用スチール切削器具
JIS T 5506-2 第2部:技工用カーバイド切削器具
JIS T 5506-3 第3部:技工用カーバイド切削器具―ミリング装置用
JIS T 5506-4 第4部:技工用カーバイド切削器具―ミニチュア
T 5506-4:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 記号及び用語 ·················································································································· 2
4. 品質 ······························································································································ 2
4.1 合格品質水準 ················································································································ 2
4.2 材料 ···························································································································· 2
4.3 形状 ···························································································································· 2
4.4 寸法及び刃の数 ············································································································· 9
4.5 偏心 ··························································································································· 10
5. 試験方法 ······················································································································· 10
5.1 サンプリング方法 ········································································································· 10
5.2 形状 ··························································································································· 10
5.3 寸法及び刃の数 ············································································································ 10
5.4 偏心試験 ····················································································································· 10
6. 切削器具の刃状の呼称 ····································································································· 10
7. 表示 ····························································································································· 10
8. 包装 ····························································································································· 10
附属書(参考)JISと対応する国際規格との対比表 ···································································· 13
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 5506-4:2005
歯科用回転器具−カッタ−
第4部:技工用カーバイド切削器具−ミニチュア
Dental rotary instruments−Cutters−
Part 4: Miniature carbide laboratory cutters
序文 この規格は,2002年に第1版として発行されたISO 7787-4,Dental rotary instruments−Cutters−Part
4:Miniature carbide laboratory cuttersを翻訳し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格を変更している事項である。変更の一覧
表をその説明を付けて,附属書(参考)に示す。
1. 適用範囲 この規格は,歯科用回転器具の一種である技工用カーバイド切削器具ミニチュア(以下,
切削器具という。)において通常最も多く使用される10種について,形状,寸法及びその他の性質につい
て規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 7787-4:2002,Dental rotary instruments−Cutters−Part 4:Miniature carbide laboratory cutters
(MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS T 5501 歯科用回転器具―番号表示法
JIS T 5502 歯科用回転器具―試験方法
備考 ISO/DIS 8325 : 1997,Dental rotary instruments―Test methodsからの引用事項は,この規格の
該当事項と同等である。
JIS T 5503 歯科用回転器具―寸法及び呼び
JIS T 5504-1 歯科用回転器具―軸―第1部:金属製
備考 ISO 1797-1 : 1992,Dental rotary instruments―Shanks―Part 1 : Shanks made of metalsからの引用
事項は,この規格の該当事項と同等である。
JIS Z 9015-1 計数値検査に対する抜取検査手順―第1部:ロットごとの検査に対するAQL指標型抜
取検査方式
備考 ISO/DIS 2859-1.2 : 1997,Sampling procedures for inspection by attributes−Part 1 : Sampling
schemes indexed by acceptable quality level (AQL) for lot-by-lot inspectionが,この規格と一致し
ている。
2
T 5506-4:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
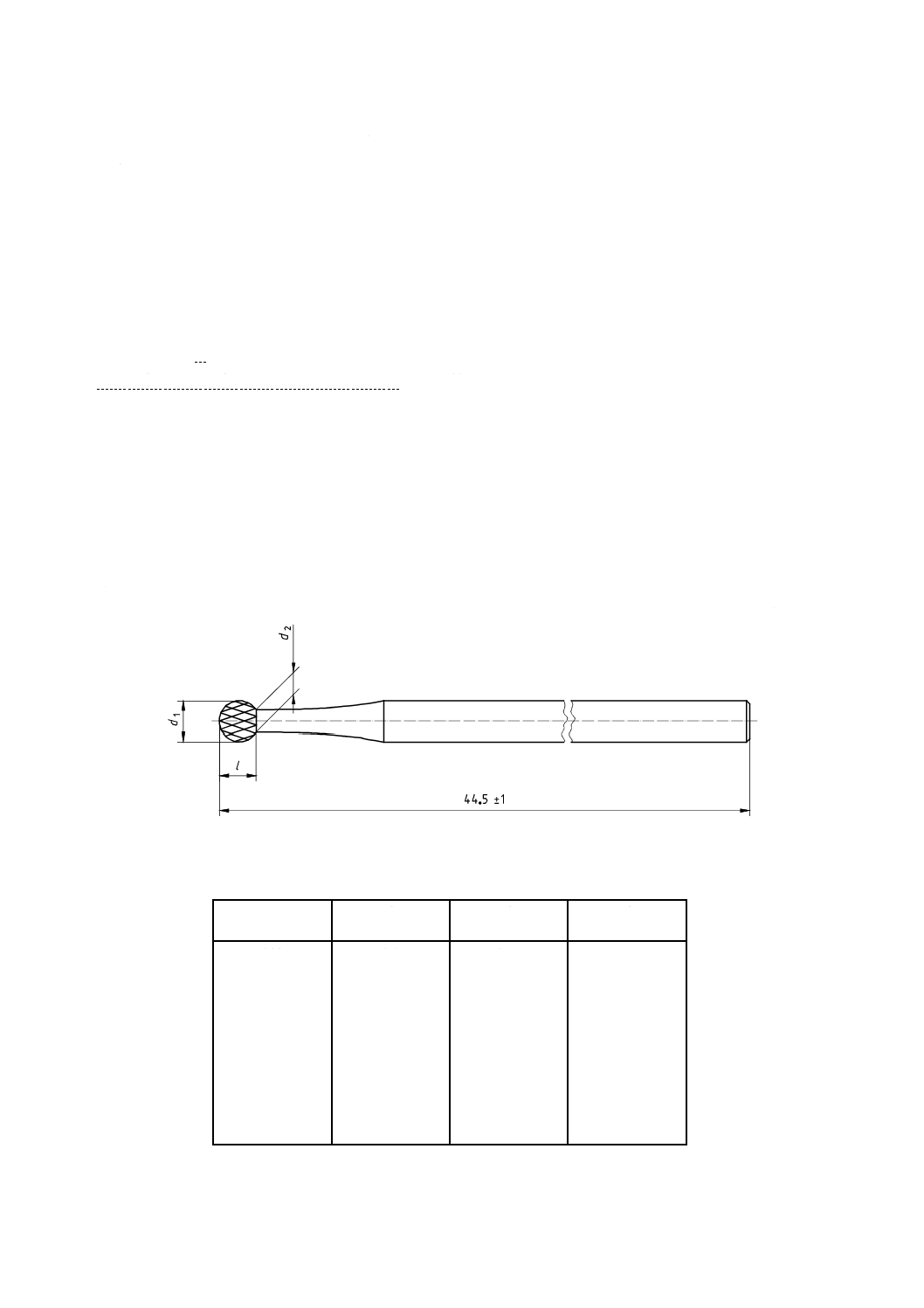
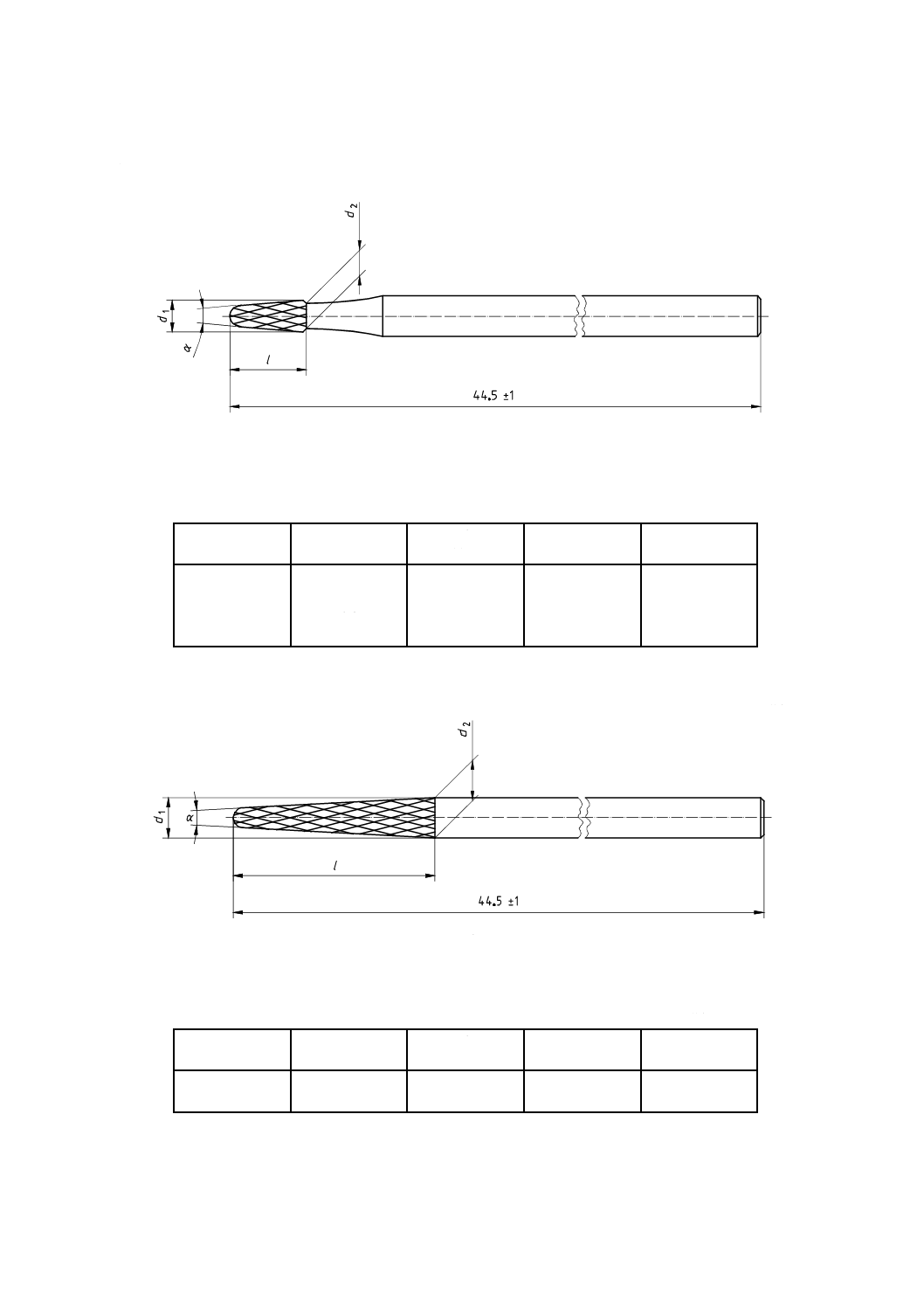
3. 記号及び用語 記号及び用語は,次による。
d1 作業部(又は頭部)の直径
d2 けい(頸)部の直径
l 作業部(又は頭部)の長さ
α 作業部の角度
4. 品質
4.1
合格品質水準 切削器具の検査は,JIS Z 9015-1に規定する方法によって行い,合格品質水準(AQL)
は,軸は,JIS T 5504-1の軸部形式2が適用され,直径が2.350 mmを超える寸法欠点については 2.5,2.334
mm未満の寸法欠点については6.5とする。他の品質については6.5とする。
4.2
材料
4.2.1
作業部 作業部の材料は,タングステンカーバイドとする。
4.2.2
軸 軸の材料は,鋼鉄又はその他の適したものとし,JIS T 5504-1に適合しなければならない。軸
の材料の種類及び軸の材料の処理は,製造業者による。
4.3
形状 作業部の形状は,図1〜15とする。その形状の許容範囲は,5.2によって試験したとき,表1
〜15の各表題に示される形状とする。
なお,全長は,すべて44.5±1 mmとする。
a) 円形(ラウンド)
単位 mm
図 1
表 1 寸法
単位 mm
呼び
d1
±0.1
d2
最大
l
±0.5
010
012
014
016
018
021
023
025
027
031
1.0
1.2
1.4
1.6
1.8
2.1
2.3
2.5
2.7
3.1
0.75
0.85
0.95
1.05
1.20
1.35
1.45
1.50
1.60
1.80
0.85
1.05
1.25
1.4
1.6
1.9
2.1
2.3
2.5
2.6
3
T 5506-4:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
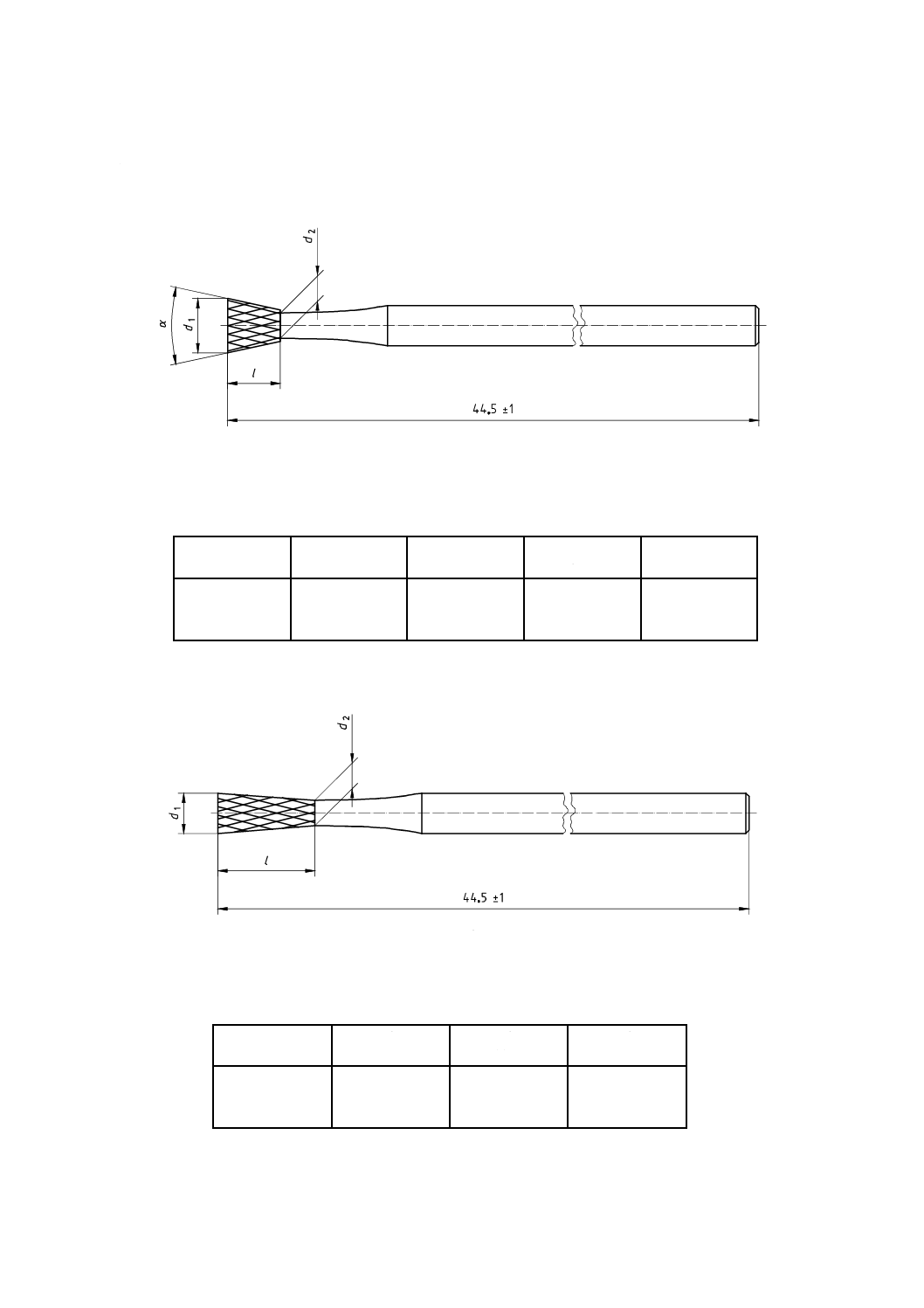
b) 逆円すい(錐)形(インバーテッドコーン)
1) 逆円すい形(インバーテッドコーン)レギュラー
単位 mm
図 2
表 2 寸法
単位 mm
呼び
d1
±0.1
d2
最大
l
±0.5
α
014
018
031
1.4
1.8
3.1
0.95
1.25
2.35
1.2
1.55
3.0
10°〜16°
2) 逆円すい形(インバーテッドコーン)ロング
単位 mm
図 3
表 3 寸法
単位 mm
呼び
d1
±0.1
d2
最大
l
±0.5
014
016
023
1.4
1.6
2.3
0.95
1.10
1.45
4.75
4.75
5.5
4
T 5506-4:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
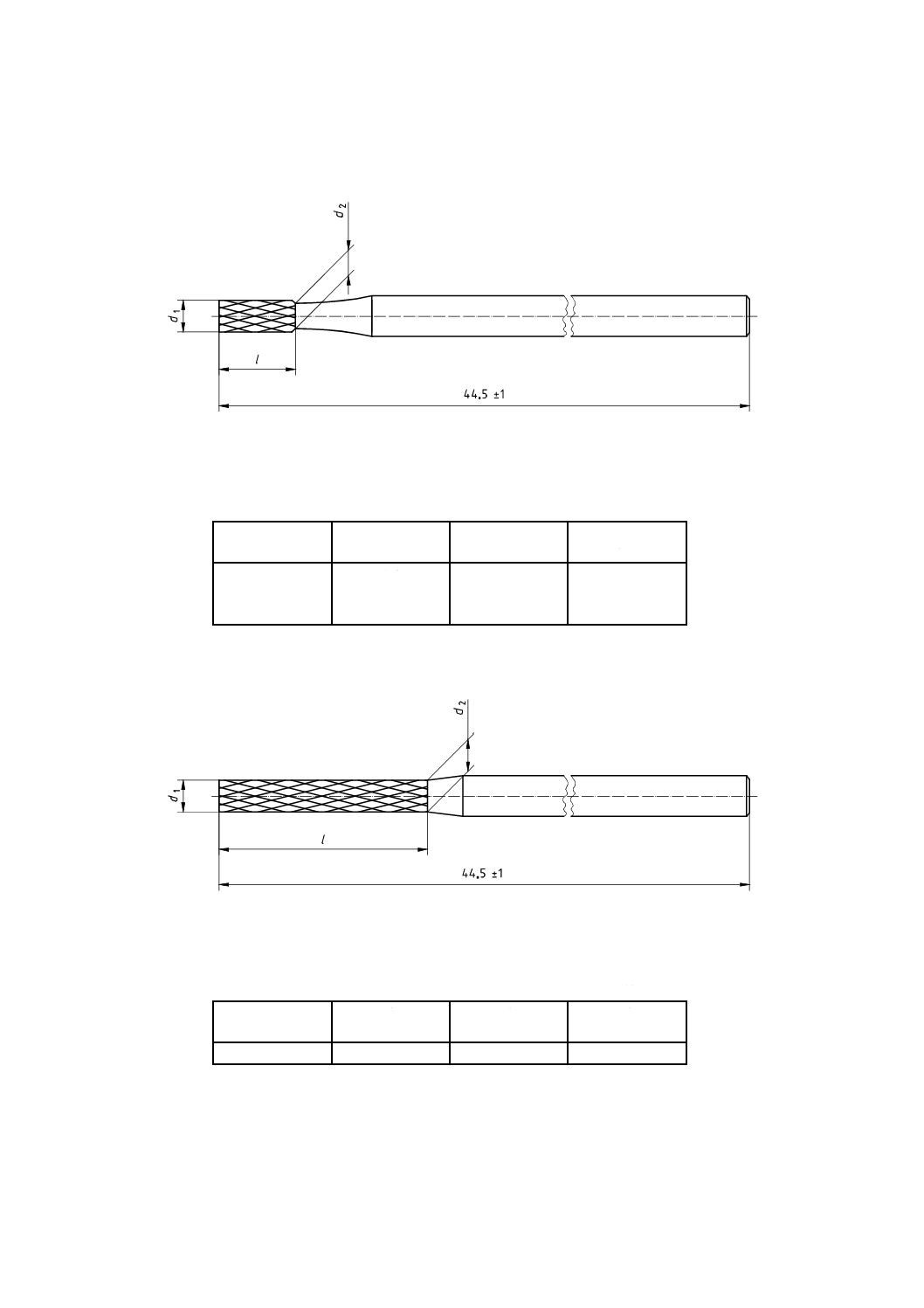
c) 円柱形(シリンダ)
1) 円柱形(シリンダ)レギュラ
単位 mm
図 4
表 4 寸法
単位 mm
呼び
d1
±0.1
d2
最大
l
±0.5
014
023
025
1.4
2.3
2.5
1.30
1.85
2.35
4.75
5.5
5.5
2) 円柱形(シリンダ)ロング
単位 mm
図 5
表 5 寸法
単位 mm
呼び
d1
±0.1
d2
最大
l
±0.5
023
2.3
2.35
15.0
5
T 5506-4:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
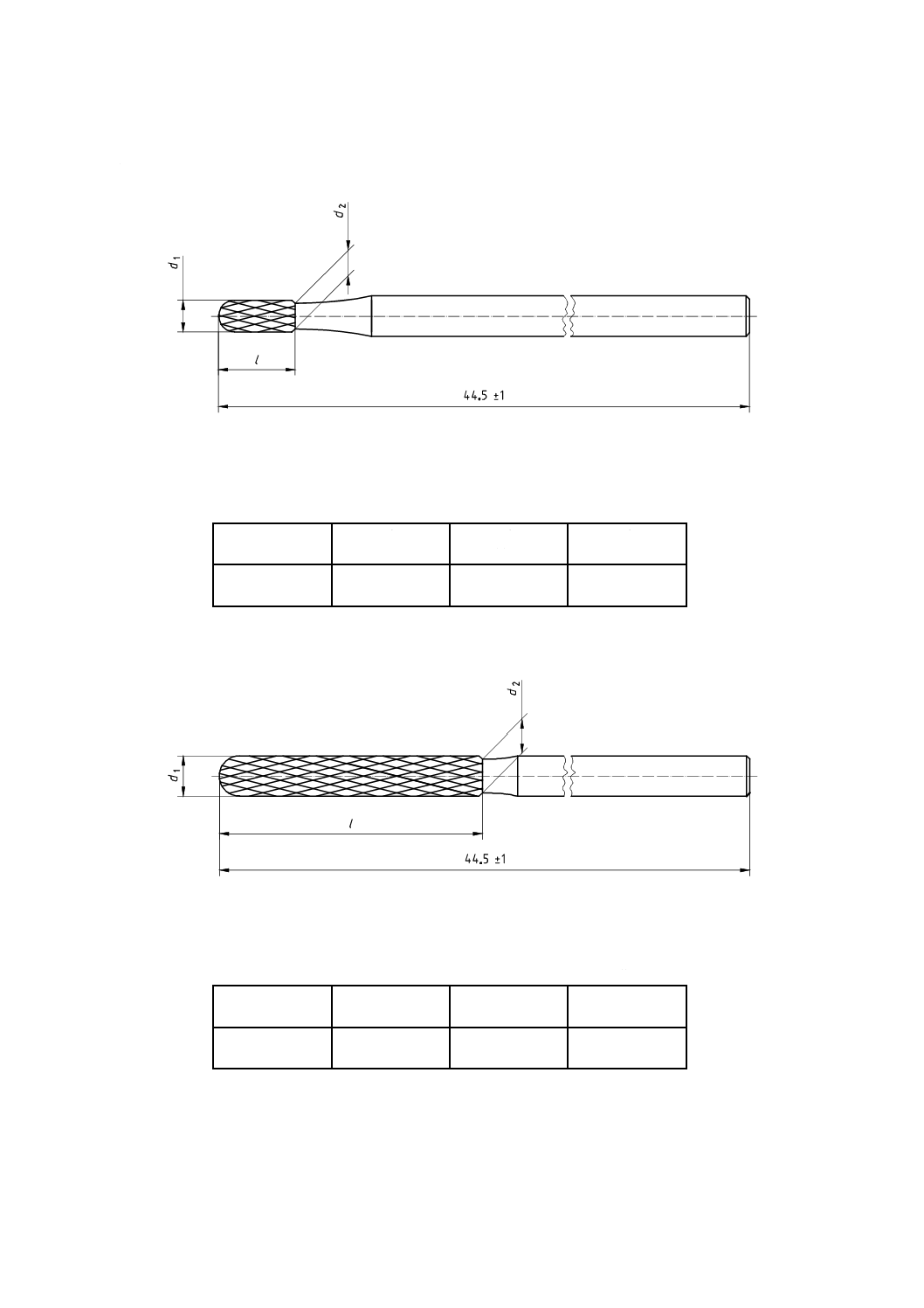
d) 半球端円柱形(ドームドシリンダ)
1) 半球端円柱形(ドームドシリンダ)レギュラ
単位 mm
図 6
表 6 寸法
単位 mm
呼び
d1
±0.1
d2
最大
l
±0.5
014
023
1.4
2.3
1.30
1.85
4.75
5.5
2) 半球端円柱形(ドームドシリンダ)ロング
単位 mm
図 7
表 7 寸法
単位 mm
呼び
d1
±0.1
d2
最大
l
±0.5
016
023
1.6
2.3
1.6
2.35
9.5
15.0
6
T 5506-4:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) ドーム端円すい形(ドームドコーン)
1) ドーム端円すい形(ドームドコーン)レギュラ
単位 mm
図 8
表 8 寸法
単位 mm
呼び
d1
±0.1
d2
最大
l
±0.5
α
014
016
018
023
1.4
1.6
1.8
2.3
1.25
1.50
1.60
1.95
4.75
5.0
5.5
5.5
10°〜14°
2) ドーム端円すい形(ドームドコーン)ロング
単位 mm
図 9
表 9 寸法
単位 mm
呼び
d1
±0.1
d2
最大
l
±0.5
α
016
023
1.6
2.3
1.6
2.35
9.5
11.5
6°〜10°
7
T 5506-4:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
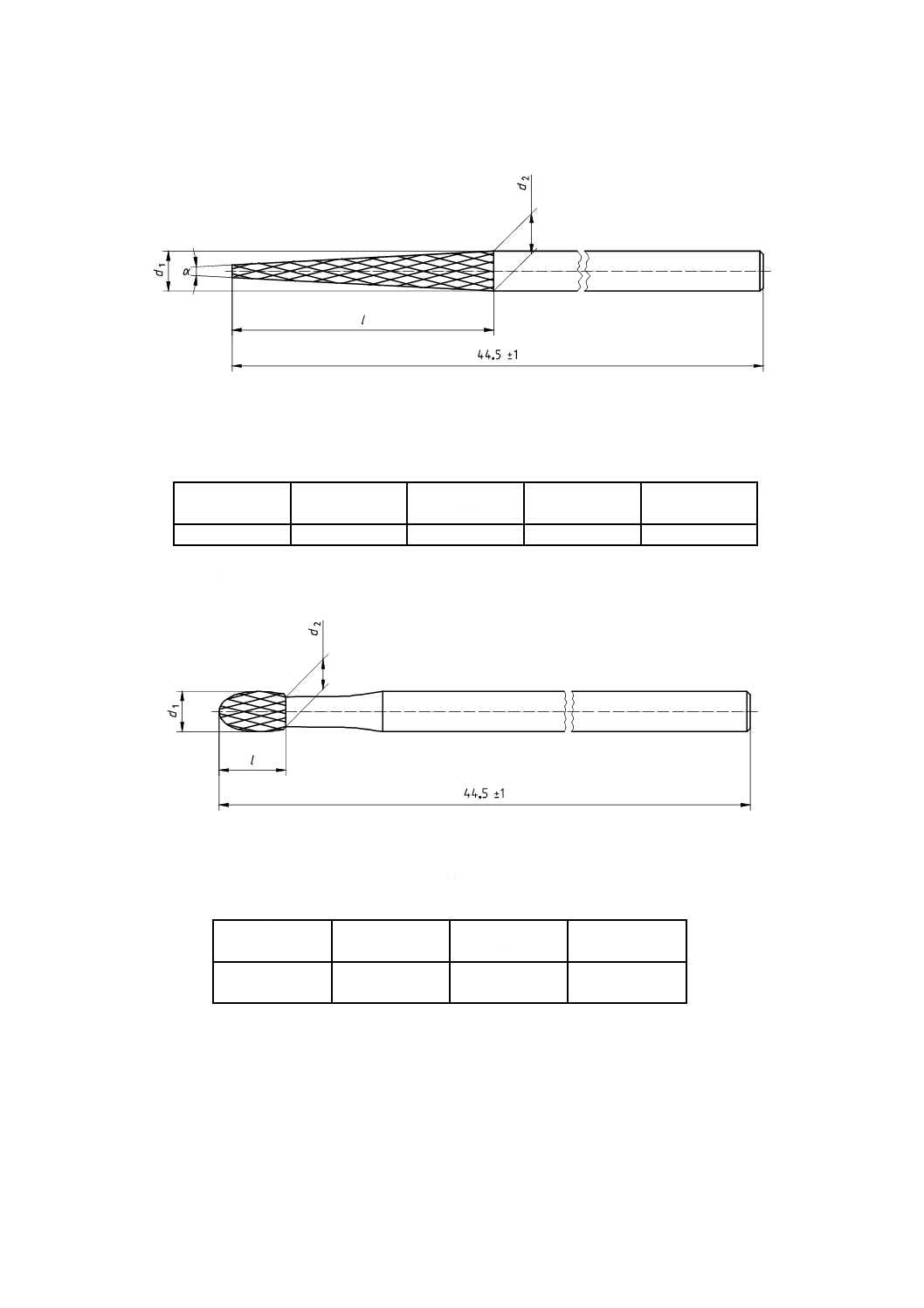
f)
鋭端平頭円すい形(シャープエンドコーン)
単位 mm
図 10
表 10 寸法
単位 mm
呼び
d1
±0.1
d2
最大
l
±0.5
α
023
2.3
2.35
15.0
6°〜10°
g) 卵形(エッグ)
単位 mm
図 11
表 11 寸法
単位 mm
呼び
d1
±0.1
d2
最大
l
±0.5
014
023
1.4
2.3
1.0
1.7
2.9
3.8
8
T 5506-4:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
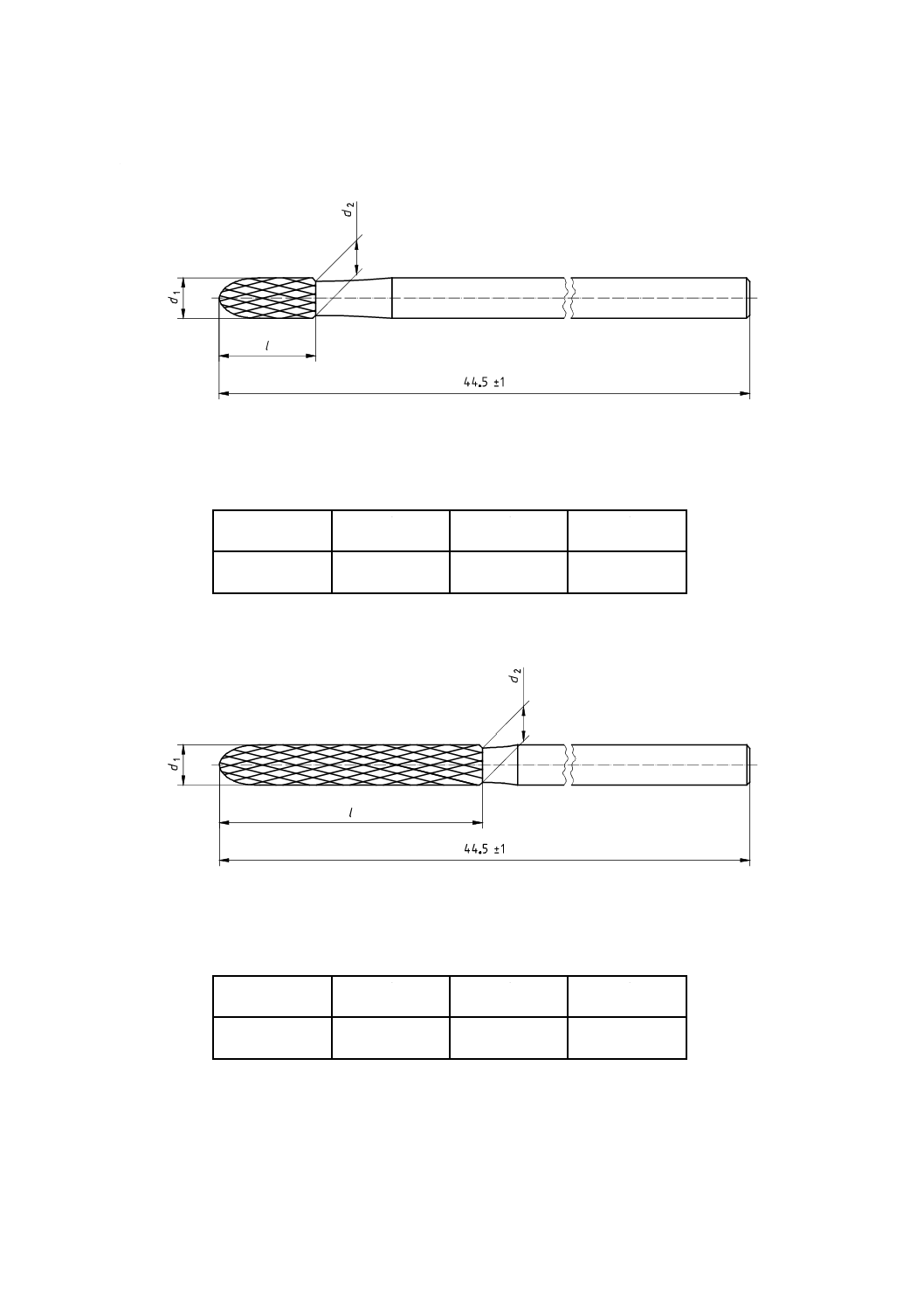
h) 砲弾形(ロケット)
1) 砲弾形(ロケット)レギュラ
単位 mm
図 12
表 12 寸法
単位 mm
呼び
d1
±0.1
d2
最大
l
±0.5
012
023
1.2
2.3
1.15
1.85
4.5
5.5
2) 砲弾形(ロケット)ロング
単位 mm
図 13
表 13 寸法
単位 mm
呼び
d1
±0.1
d2
最大
l
±0.5
016
023
1.6
2.3
1.6
2.35
9.5
15.0
9
T 5506-4:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
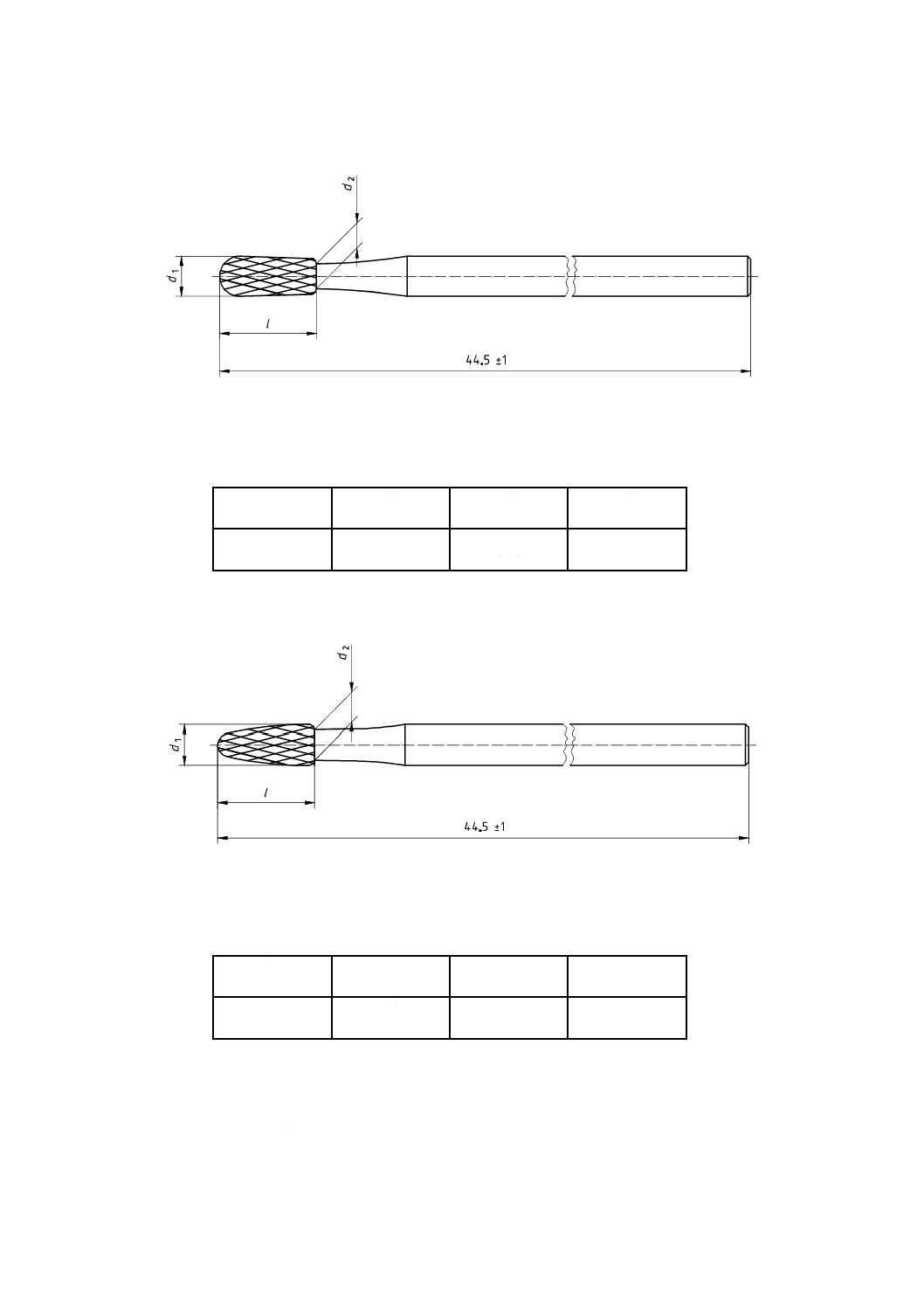
i)
なし形(ペア)
単位 mm
図 14
表 14 寸法
単位 mm
呼び
d1
±0.1
d2
最大
l
±0.5
023
029
2.3
2.9
1.45
2.00
5.5
5.5
j)
つぼみ形(バッド)
単位 mm
図 15
表 15 寸法
単位 mm
呼び
d1
±0.1
d2
最大
l
±0.5
012
029
1.2
2.3
0.90
1.70
3.50
5.50
4.4
寸法及び刃の数
4.4.1
作業部 作業部の寸法は,5.3によって試験したとき,表1〜15に適合しなければならない。表中
の呼びは,JIS T 5503の規定による。
10
T 5506-4:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.4.2
軸 軸の形式は,JIS T 5504-1の軸部形式2とし,軸の寸法は,5.3によって試験したとき,JIS T
5504-1に適合しなければならない。
4.4.3
刃の数 刃の数は,5.3によって試験したとき,表16とする。
4.5
偏心 切削器具の最大偏心量は,5.4によって試験したとき,0.08 mm以下でなければならない。
5. 試験方法
5.1
サンプリング方法 サンプリング方法は,JIS Z 9015-1による。
5.2
形状 形状は,目視によって確認する。
5.3
寸法及び刃の数 寸法は,JIS T 5502の3.1(寸法測定試験)による。刃の数は,目視によって求め
る。
5.4
偏心試験 偏心試験は,JIS T 5502の3.2(偏心試験)による。
なお,その測定点は,最大直径の部分,又は円柱形のものについては,作業部の中央とする。
6. 切削器具の刃状の呼称 切削器具の刃状の呼称は,次による。
a) 切削器具の刃状は,表16に規定する用語から選ぶ。例えば,細かい,粗いなどによって呼称される。
b) 切削器具の刃状は,表16に規定する略語から選ぶ。例えば,F,Mなどによって呼称される。
c) 切削器具の刃状は,表16に規定する色から選び,呼称される。
d) 切削器具の頭部の大きさは,JIS T 5501に規定する3けたの数字のコード番号に一致し,これによっ
て呼称される。
7. 表示 切削器具の包装には,次の事項を表示しなければならない。
なお,表示は,表16に規定する用語,略語,色,及びJIS T 5501に規定する3けたの数字のコード番
号からなる。色による表示は,作業部の後ろ又は装着部の外側に行う。
a) 製品名
b) 軸部形状
c) 形状及び呼び
d) 寸法
e) 刃状の特性
f)
数量(単品は除く。)
g) 製造業者名及び所在地
h) 製造番号又は製造記号
i)
他の法定表示事項
備考 情報は,すべてJIS T 5501の適切な部分に準拠して与えられる。
8. 包装 切削器具は,製造業者の裁量によって,1本ずつ又は数本をセットして,包装する。
11
T 5506-4:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
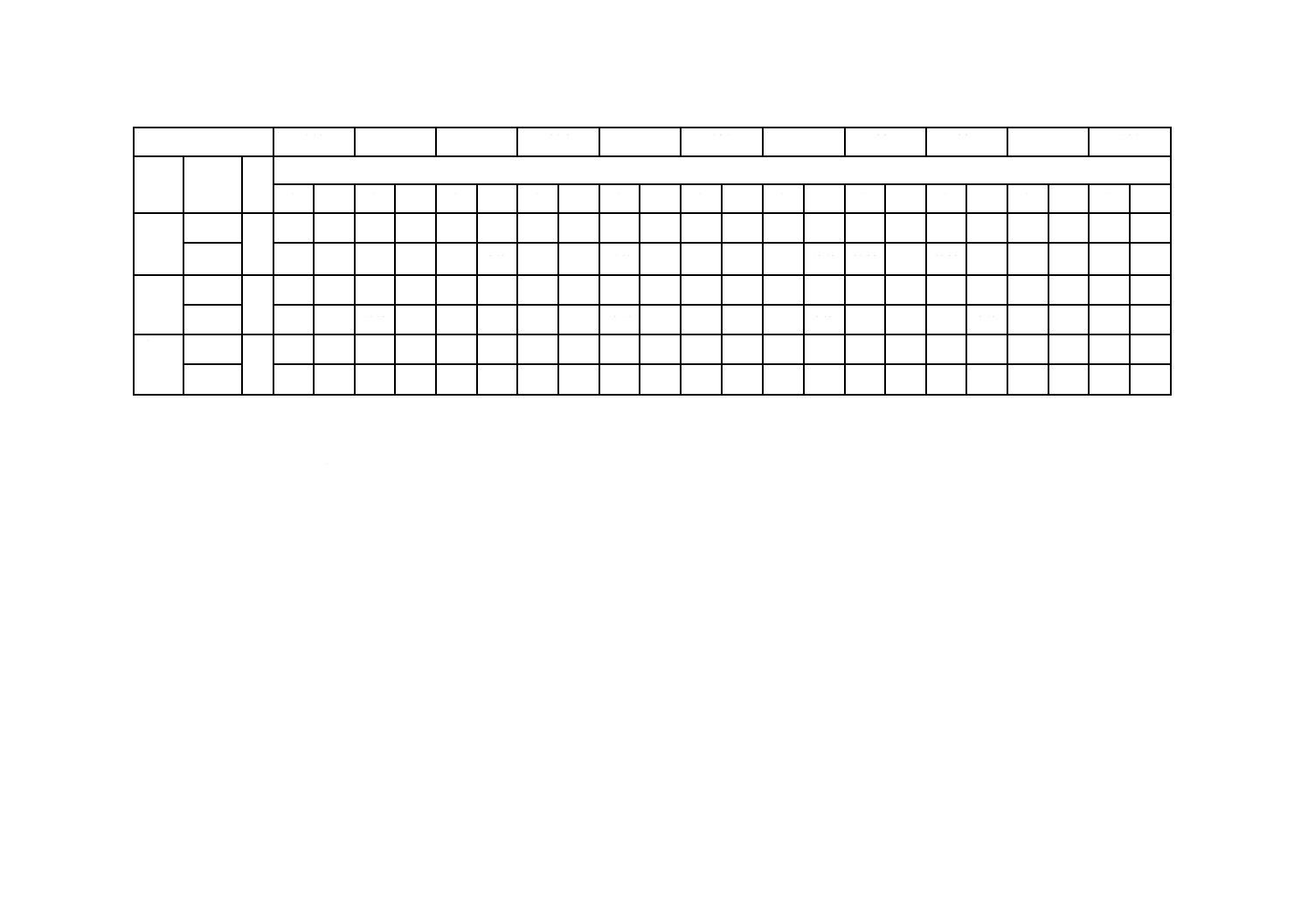
表 16 呼称及び刃数
呼び
010
012
014
016
018
021
023
025
027
029
031
用語
略語
色
刃の数
右
左
右
左
右
左
右
左
右
左
右
左
右
左
右
左
右
左
右
左
右
左
非常
に細
かい
VF
黄
12-16
14-16
16-20
VFX
8-12
14-16
8-12
16-20
12-16
20-24
12-18
20-24
12-18
20-24
12-18
細か
い
F
赤
10-12
10-12
12-14
12-14
FX
10-12
6-8
10-12
6-8
12-14
8-12
12-14
8-12
14-22
8-18
14-22
8-18
14-22
8-18
18-22
12-18
18-22
12-18
中程
度
M
青
6-8
6-8
8-10
8-10
10-12
8-16
8-16
8-16
12-16
12-16
MX
6-8
4-6
6-8
4-6
8-10
5-8
8-10
6-8
10-12
6-9
10-16
6-14
10-16
6-14
10-16
6-14
12-16
8-14
12-16
8-14
備考1. 呼びは,表1〜15中の直径を示す。
2. 右/左は,らせん刃状の右/左を示す。
3. Xは,刃状がクロスカットのカッタを示す。
4. 空欄は,カッタが存在しないことを示す。
11
T
5
5
0
6
-4
:
2
0
0
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
12
T 5506-4:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
関連規格 JIS T 5210 歯科用回転器具―技工用アブレーシブ研削器具
JIS T 5505-1 歯科用回転器具―ダイヤモンド研削器具―第1部:ポイント―寸法,要求事項,
表示及び包装
JIS T 5505-2 歯科用回転器具―ダイヤモンド研削器具―第2部:ディスク
JIS T 5505-3 歯科用回転器具―ダイヤモンド研削器具―第3部:粒度,呼び及びカラーコード
JIS T 5506-1 歯科用回転器具―カッタ―第1部:技工用スチール切削器具
JIS T 5506-2 歯科用回転器具―カッタ―第2部:技工用カーバイド切削器具
JIS T 5506-3 歯科用回転器具―カッタ―第3部:技工用カーバイド切削器具―ミリング装置用
13
T 5506-4:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
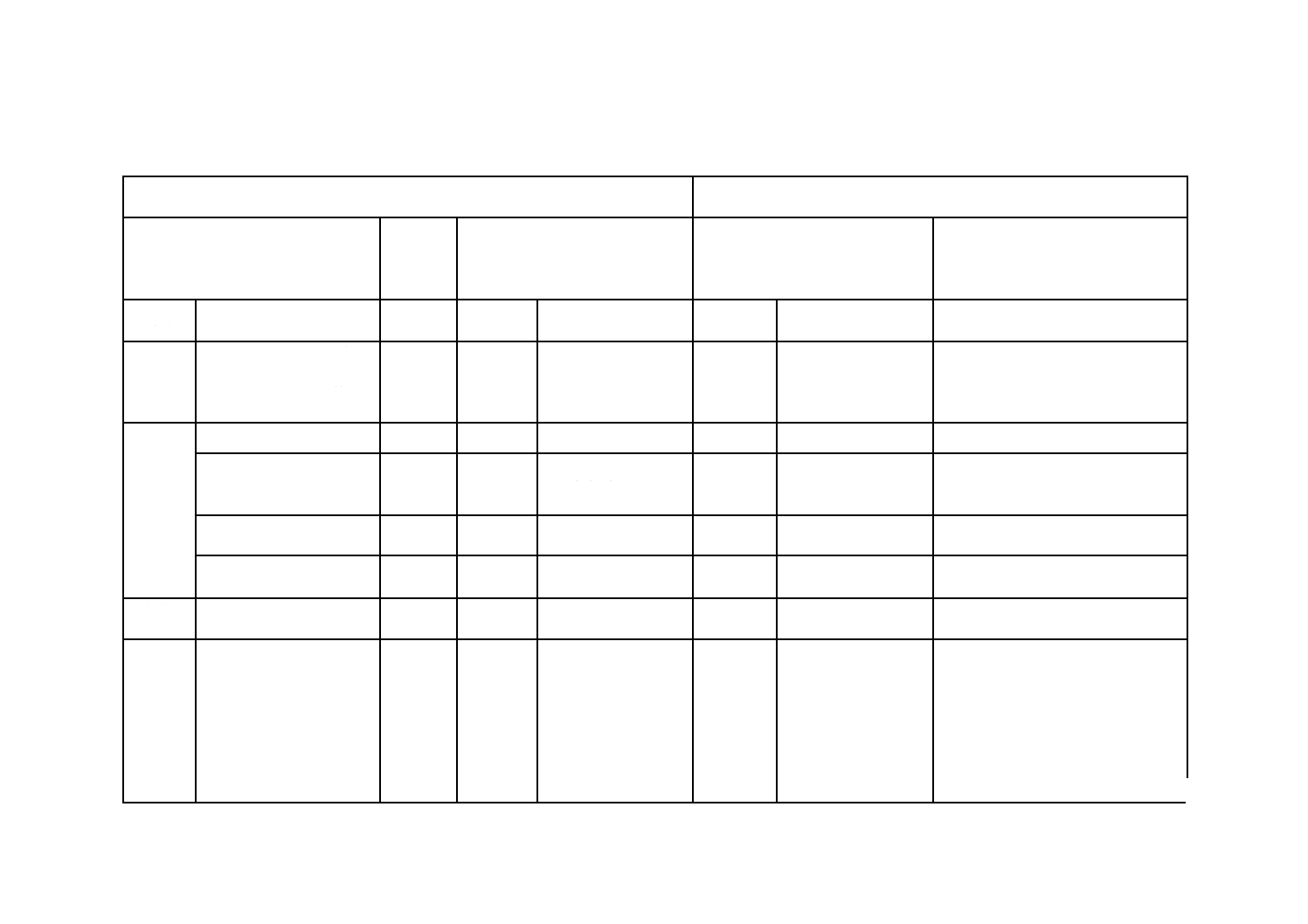
附属書(参考)JISと対応する国際規格との対比表
JIS T 5506-4:2005 歯科用回転器具−カッタ−第4部:技工用カーバイド切削器具−ミ
ニチュア
ISO 7787-4:2002,歯科用回転器具−カッタ−第4部:技工用カーバイドカ
ッターミニチュア
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ) JISと国際規格との技術的差異の理由
及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範
囲
技工用カーバイド切削器
具ミニチュアの形状,寸
法,及びその他の性質につ
いて規定。
ISO
7787-4
1
JISに同じ。
IDT
−
−
2.引用規
格
JIS Z 9015-1
2
ISO/DIS 2859-1.2
IDT
−
−
JIS T 5502
JIS T 5504-1
ISO/DIS 8325
ISO 1797-1
MOD/変更
JISからの引用事項
は,対応ISO規格の該
当事項と同等である。
−
JIS T 5501
ISO 6360-1
MOD/変更
実質的な差異はない。
JIS T 5503
−
MOD/追加
実質的な差異はない。
3.記号及
び用語
d1,d2,L,α
3
IDT
−
−
4.品質
4.1 合格品質水準
4.2 材料
4.3 形状
4.4 寸法及び刃の数
4.5 偏心
6
4.1
4.2
4.3
4.4
4.5
合格品質水準
材料
形状
寸法及び刃数
刃状
偏心
MOD/追加
IDT
IDT
IDT
IDT
IDT
軸の直径の合格品質水
準を追加した。
−
−
−
−
−
軸の直径の精度が重要なため。
ISO規格の次回見直し時に提案を検討
する。
−
−
−
−
−
1
3
T
5
5
0
6
-4
:
2
0
0
5
14
T 5506-4:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
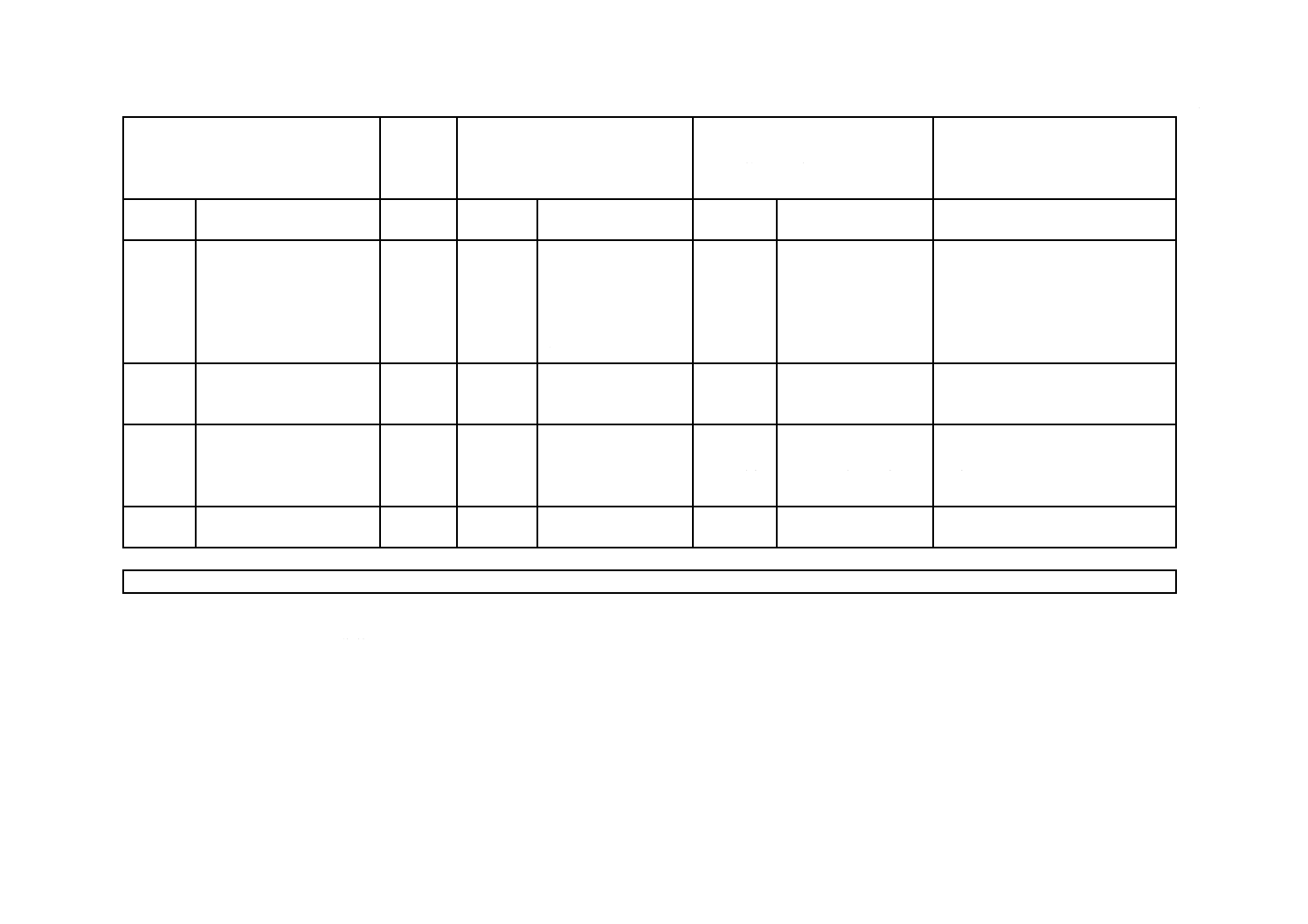
(Ⅰ) JISの規定
(Ⅱ) 国際
規格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(Ⅴ) JISと国際規格との技術的差異の理
由及び今後の対策
項目
番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
5.試験方
法
5.1 サンプリング方法
5.2 形状
5.3 寸法及び刃の数
5.4 偏心
5
5.1
5.2
5.3
5.4
試験方法
形状
寸法及び刃数
刃状
ふれ
IDT
IDT
IDT
IDT
IDT
−
−
−
−
−
−
−
−
−
−
6.切削器
具の刃状
の呼称
刃状における刃の数,
呼称及び表示
7
刃状の呼称及び刃数
IDT
−
−
7.表示
表示方法を規定。
8
9
器具の刃状及び色の
表示
包装上のラベリング
IDT
MOD/追加
−
“他の法定表示事項”
を追加
−
薬事法による。
8.包装
業者の仕様によって包装
する。
10
包装
IDT
−
−
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
― MOD/変更……… 国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。
1
4
T
5
5
0
6
-4
:
2
0
0
5