T 5506-2 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本歯科材料工業協同組合 (JDMA) から工
業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,厚生
労働大臣が制定した日本工業規格である。これによって,JIS T 5506 : 1993は廃止され,この規格に置き
換えられる。
制定に当たっては,国際規格に整合した日本工業規格を作成するため,ISO/DIS 7787-2 : 1998, Dental
rotary instruments−Cutters−Part 2 : Carbide laboratory cuttersを基礎として用いた。
JIS T 5506-2には,次に示す附属書がある。
附属書(参考) JISと対応する国際規格との対比表
JIS T 5506の規格群には,次に示す部構成がある。
JIS T 5506-1 歯科用回転器具−カッタ−第1部:技工用スチール切削器具
JIS T 5506-2 歯科用回転器具−カッタ−第2部:技工用カーバイド切削器具
JIS T 5506-3 歯科用回転器具−カッタ−第3部:技工用カーバイド切削器具−ミリング装置用
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 5506-2 : 2001
歯科用回転器具−カッタ−
第2部:技工用カーバイド切削器具
Dental rotary instruments−Cutters−
Part 2 : Carbide laboratory cutters
序文 この規格は,1998年に発行されたISO/DIS 7787-2, Dental rotary instruments−Cutters−Part 2 : Carbide
laboratory cuttersを基に,対応する部分について原国際規格を翻訳し,技術的内容を変更することなく作成
した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にない事項である。
1. 適用範囲 この規格は,歯科用回転器具の一種である技工用カーバイド切削器具(以下,切削器具と
いう。)において,通常最も多く使用される11種の形状の寸法及びその他の性質について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO/DIS 7787-2 : 1998 Dental rotary instruments−Cutters−Part 2 : Carbide laboratory cutters
(MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS T 5501 歯科用回転器具−番号表示法
JIS T 5502 歯科用回転器具−試験方法
備考 ISO/DIS 8325 : 1997, Dental rotary instruments−Test methodsからの引用事項は,この規格の該
当事項と同等である。
JIS T 5503 歯科用回転器具−寸法及び呼び
備考 ISO 2157 : 1992, Dental rotary instruments−Nominal diameters and designation code numberが,こ
の規格と一致している。
JIS T 5504-1 歯科用回転器具−軸−第1部:金属製
備考 ISO 1797-1 : 1992, Dental rotary instruments−Shanks−Part 1 : Shanks made of metalsからの引用
事項は,この規格の該当事項と同等である。
JIS Z 9015-1 計数値検査に対する抜取検査手順−第1部:ロットごとの検査に対するAQL指標型抜
取検査方式
2
T 5506-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
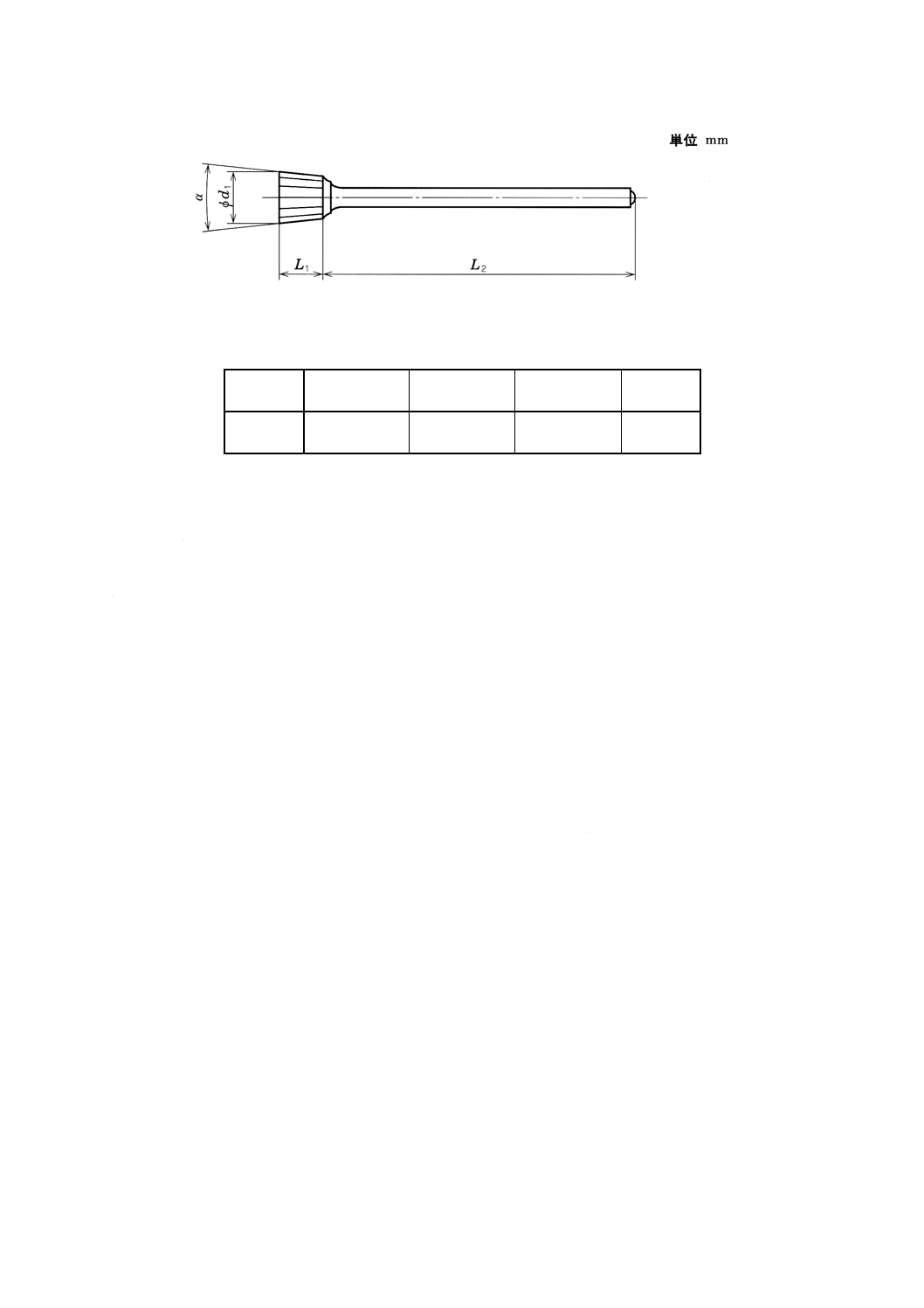
3. 記号及び用語 記号及び用語は,次による。
d1 作業部(又は頭部)の直径
d2 けい(頸)部の直径
L1 作業部(又は頭部)の長さ
L2 全長
α 作業部(又は頭部)の角度
4. 品質
4.1
合格品質水準 切削器具の検査は,JIS Z 9015-1に規定する方法によって行い,合格品質水準 (AQL)
は,軸の直径を2.5,他の品質を6.5とする。
4.2
材料
4.2.1
作業部 作業部の材料は,タングステンカーバイドとする。
4.2.2
軸 軸の材料は,鋼鉄又はその他の適したものとし,JIS T 5504-1に適合しなければならない。軸
の材料の種類及び軸の材料の処理は,製造業者による。
4.3
形状 作業部の形状は,図1〜11とする。その形状の許容範囲は,5.2によって試験したとき,表1
〜11の各表題に示される形状とする。
4.4
寸法及び刃の数
4.4.1
作業部 作業部の寸法は,5.3によって試験したとき,表1〜11に適合しなければならない。表中
の呼びは,JIS T 5503の規定による。
4.4.2
軸 軸の寸法は,5.3によって試験したとき,表1〜11に適合しなければならない。軸の形式は,
JIS T 5504-1の軸部形式2とする。
4.4.3
刃の数 作業部の刃の数は,表12とする。
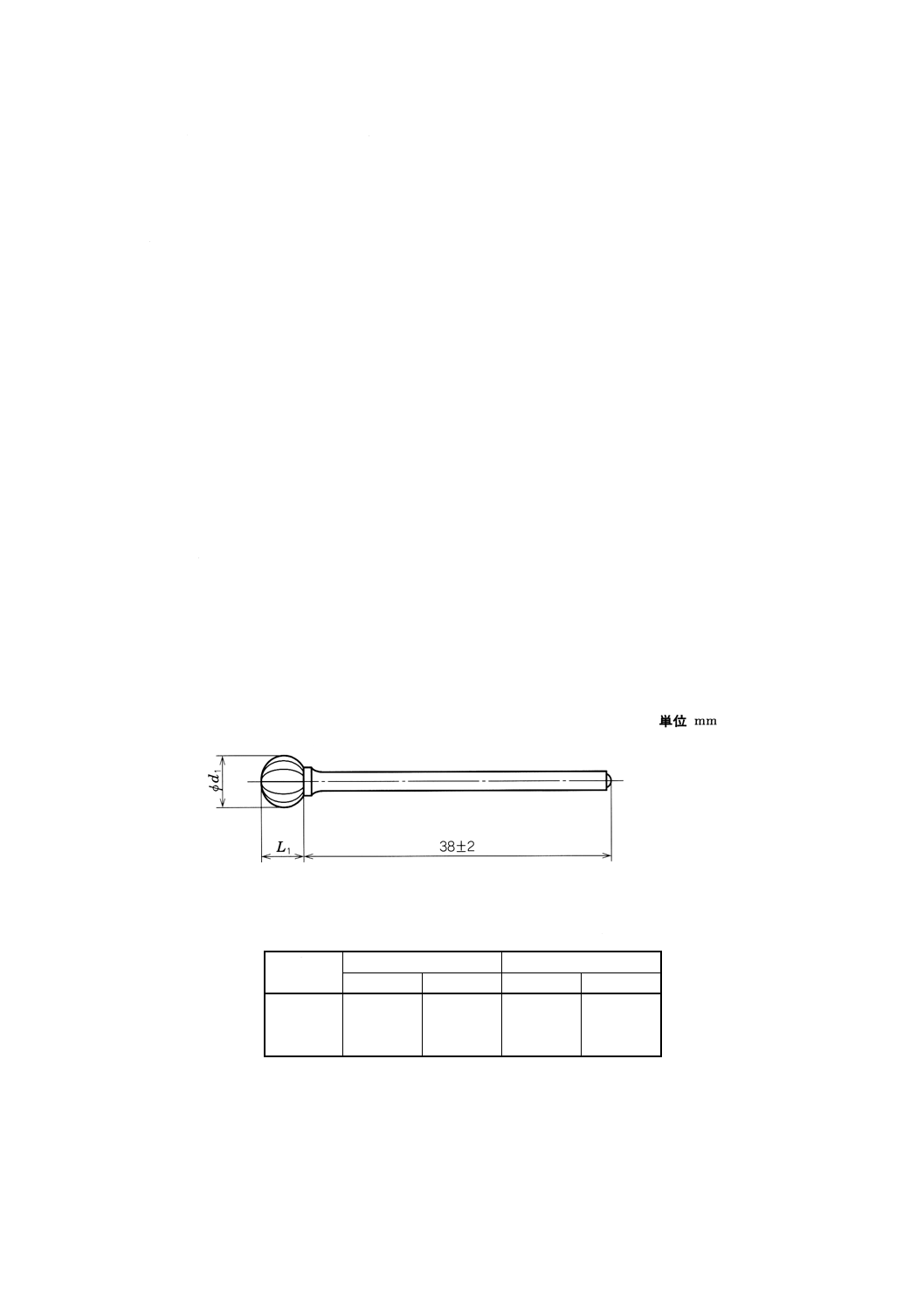
図1
表1 球形(ラウンド)
単位 mm
呼び
d1
L1
基準寸法
許容差
基準寸法
許容差
040
4
±0.3
3.5
±0.25
050
5
±0.3
4.5
±0.25
060
6
±0.3
5.5
±0.3
3
T 5506-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
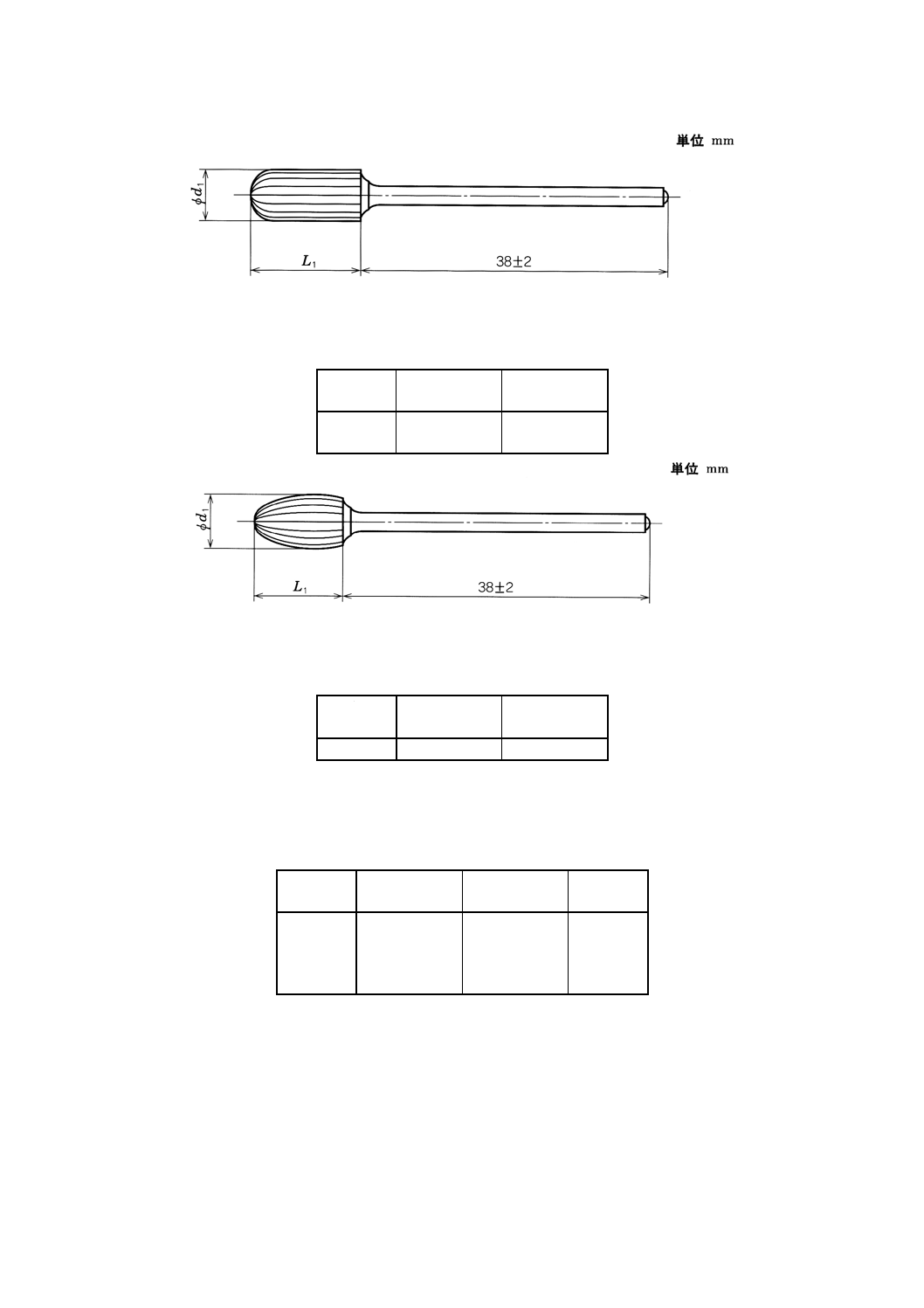
図2
表2 半球端面円柱形(ドームドシリンダー)
単位 mm
呼び
d1
±0.3
L1
±0.5
060
6
13
070
7
13
図3
表3 卵形(エッグ)標準形
単位 mm
呼び
d1
±0.3
L1
±0.5
060
6
10
図4
表4 半球つぼみ形(ラウンドバッド)
単位 mm
呼び
d1
±0.3
L1
±0.5
α
040
4
8
14〜18°
050
5
10
060
6
11
070
7
13
4
T 5506-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
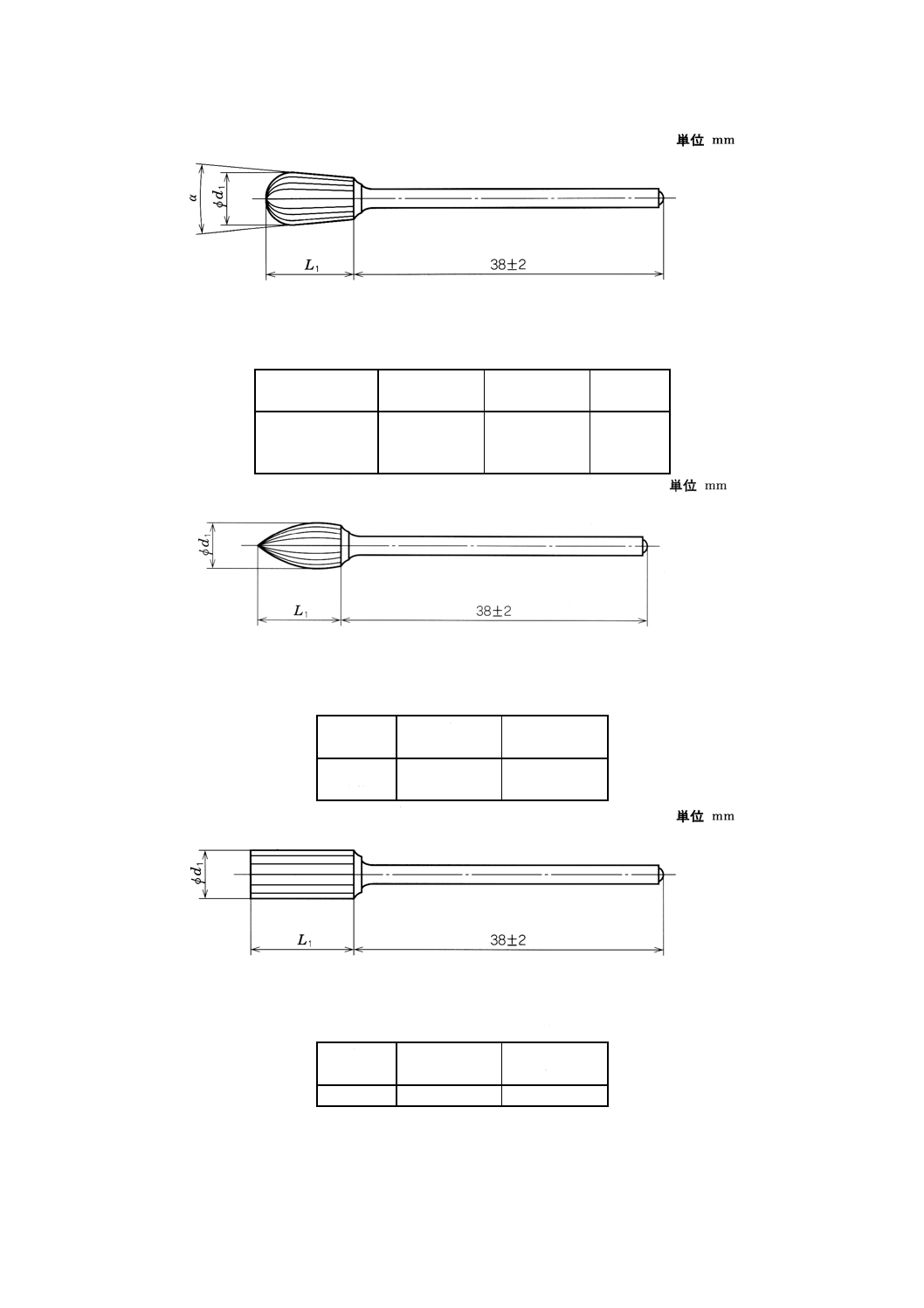
図5
表5 半球状逆円すい形(ペア)標準形
単位 mm
呼び
d1
±0.3
L1
±0.5
α
050
5
10
14〜18°
060
6
11
070
7
12
図6
表6 細長つぼみ形(ロングバッド)
単位 mm
呼び
d1
±0.3
L1
±0.5
050
5
10
060
6
12
図7
表7 円柱形(シリンダー)
単位 mm
呼び
d1
±0.3
L1
±0.5
060
6
13
5
T 5506-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
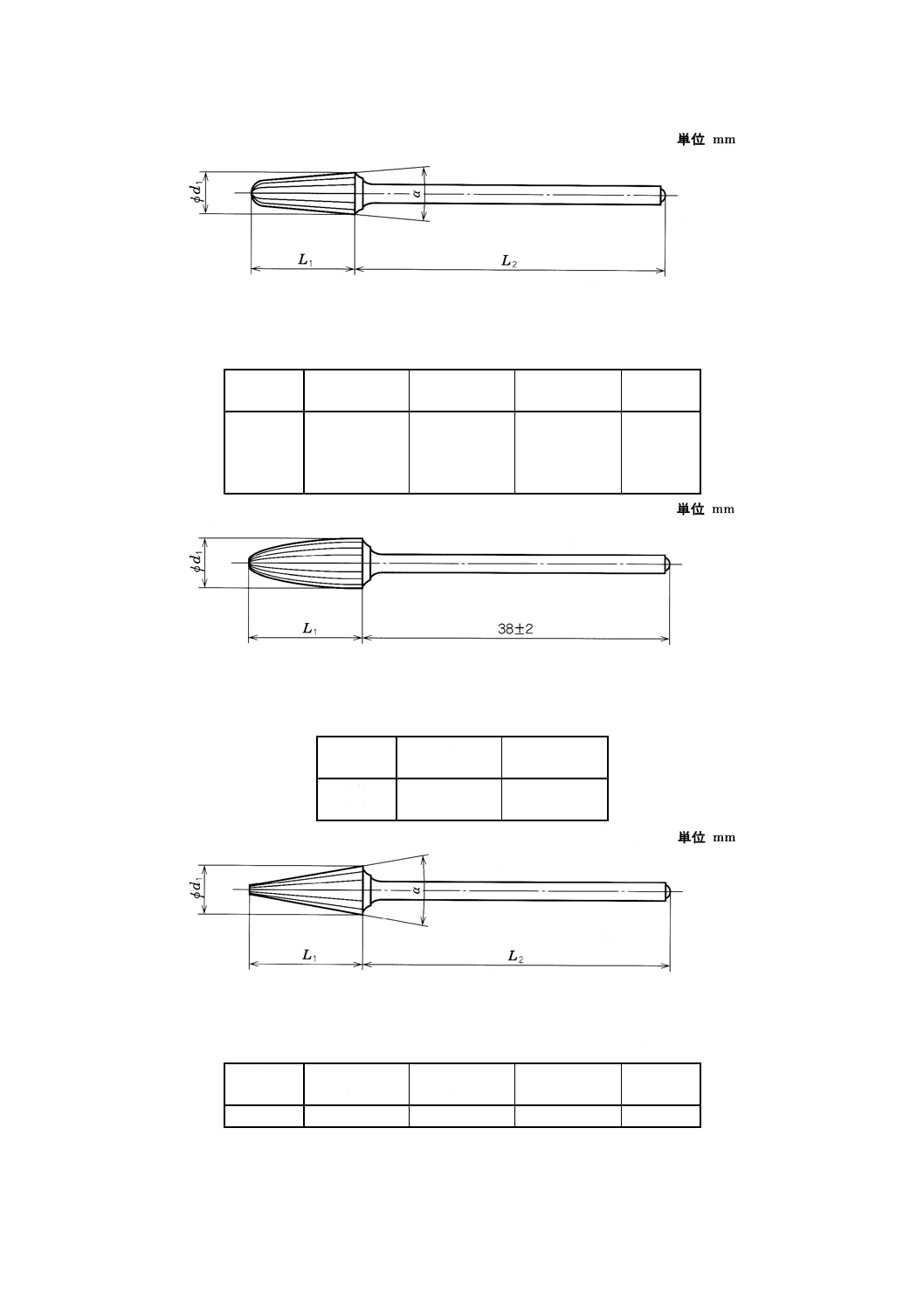
図8
表8 半球長円すい形(ラウンドコーン)標準形
単位 mm
呼び
d1
±0.3
L1
±0.5
L2
±2
α
040
4
13
38
10〜14°
050
5
13
38
060
6
13
38
070
7
14
38
図9
表9 放物線形(パラボラ)
単位 mm
呼び
d1
±0.3
L1
±0.5
060
6
14
070
7
14
図10
表10 円すい形(コーン)
単位 mm
呼び
d1
±0.3
L1
±0.5
L2
±2
α
060
6
14
38
18〜22°
6
T 5506-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図11
表11 逆円すい形(インバーテッドコーン)
単位 mm
呼び
d1
±0.3
L1
±0.5
L2
±2
α
031
3.1
3
41.5
12〜16°
060
6
5.5
38
8〜12°
4.5
偏心 切削器具の最大偏心量は,5.3によって試験したとき,0.08mm以下でなければならない。
5. 試験方法
5.1
サンプリング方法 サンプリング方法は,JIS Z 9015-1による。
5.2
形状 形状は,目視によって確認する。
5.3
寸法及び刃の数 寸法は,JIS T 5502の3.1(寸法測定試験)による。刃の数は,目視によって求め
る。
5.4
偏心 偏心は,JIS T 5502の3.2(偏心試験)による。
なお,その測定点は,最大直径の部分,又は円柱形のものについては,作業部の中央とする。
6. 切削器具の刃状の呼称
a) 切削器具の刃状は,表12に規定された用語から選ぶ。例えば,細かい,粗いなどによって呼称される。
b) 切削器具の刃状は,表12に規定された略号から選ぶ。例えば,F,Cなどによって呼称される。
c) 切削器具の刃状は,表12に規定された色から選び,呼称される。
d) 切削器具の頭部の大きさは,JIS T 5501に規定された3けたの数字のコード番号に一致し,これによ
って呼称される。
7
T 5506-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
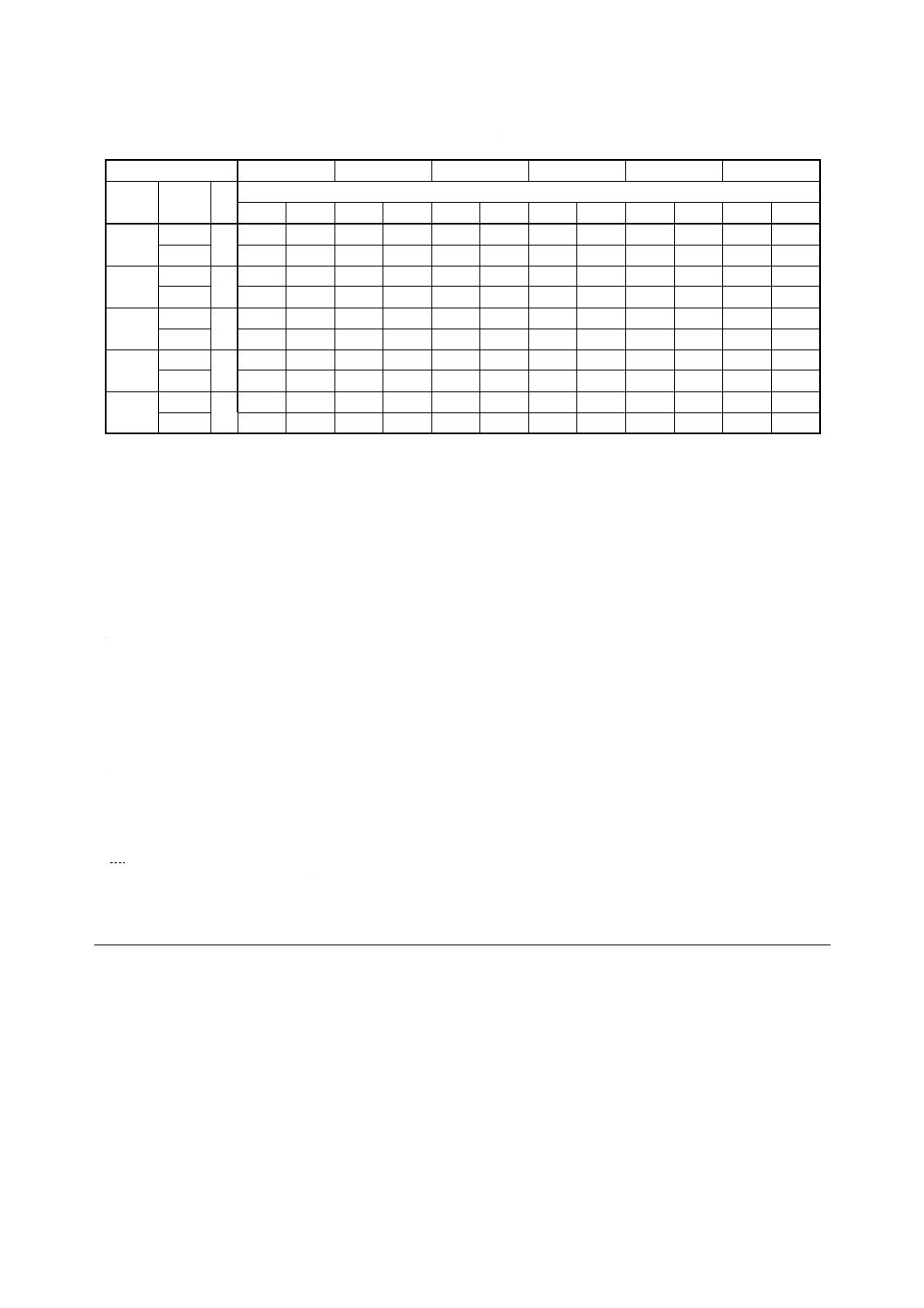
表12 呼称及び刃数
呼び
031
040
045
050
060
070
用語
略語
色
刃の数
右
左
右
左
右
左
右
左
右
左
右
左
非常に
細かい
VF
黄
VFX
細かい
F
赤 18-24
FX
18-22 12-18 20-25 15-20 20-25 15-20 25-27 18-24 27-32 20-26 30-33 23-29
中程度
M
青 12-16
12-18
14-18
16-20
16-25
17-25
MX
12-16
8-14
12-18
8-14
14-18
8-14
16-20 10-16 18-22 12-18 22-24 14-20
粗い
C
緑
8-10
10-12
10-14
12-16
CX
8-12
6-8
8-12
6-8
10-12
6-10
12-14
7-11
14-16
9-14
非常に
粗い
VC
黒
8-10
10-12
VCX
6-8
4-5
6-8
4-5
8-10
4-6
8-10
4-6
8-12
6-8
備考1. 空欄は,現在はカッタが存在しないことを示す。
2. 略語のXは,刃状がクロスカットのカッタを示す。
3. 呼びは,表1〜11中の直径を示す。
7. 表示 切削器具の包装に,次の事項を表不しなければならない。
なお,表示は,表12に規定された用語,略号,色及びJIS T 5501に規定された3けたの数字のコード
番号からなる。色による表示は,作業部の後ろ又は装着部の外側に行う。
a) 規格の名称又は略称
b) 製品名
c) 軸部形式
d) 形状及び呼び
e) 寸法
f)
刃状の特性
g) 数量(単品は除く。)
h) 製造番号又は製造記号
i)
製造業者名及び所在地
j)
他の法定表示事項
備考 情報は,すべてJIS T 5501の適切な部分に準拠して与えられること。
8. 包装 切削器具は,製造業者の裁量によって,1本ずつ又は数本をセットにして,包装する。
関連規格 JIS T 5210 歯科用回転器具−技工用アブレーシブ研削器具
JIS T 5503 歯科用回転器具−寸法及び呼び
JIS T 5505-1 歯科用回転器具−ダイヤモンド研削器具−第1部:ポイント−寸法,要求事項,
表示及び包装
JIS T 5505-2 歯科用回転器具−ダイヤモンド研削器具−第2部:ディスク
JIS T 5505-3 歯科用回転器具−ダイヤモンド研削器具−第3部:粒度,呼び及びカラーコード
JIS T 5506-1 歯科用回転器具−カッタ−第1部:技工用スチール切削器具
JIS T 5506-3 歯科用回転器具−カッタ−第3部:技工用カーバイド切削器具−ミリング装置用
8
T
5
5
0
6
-2
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
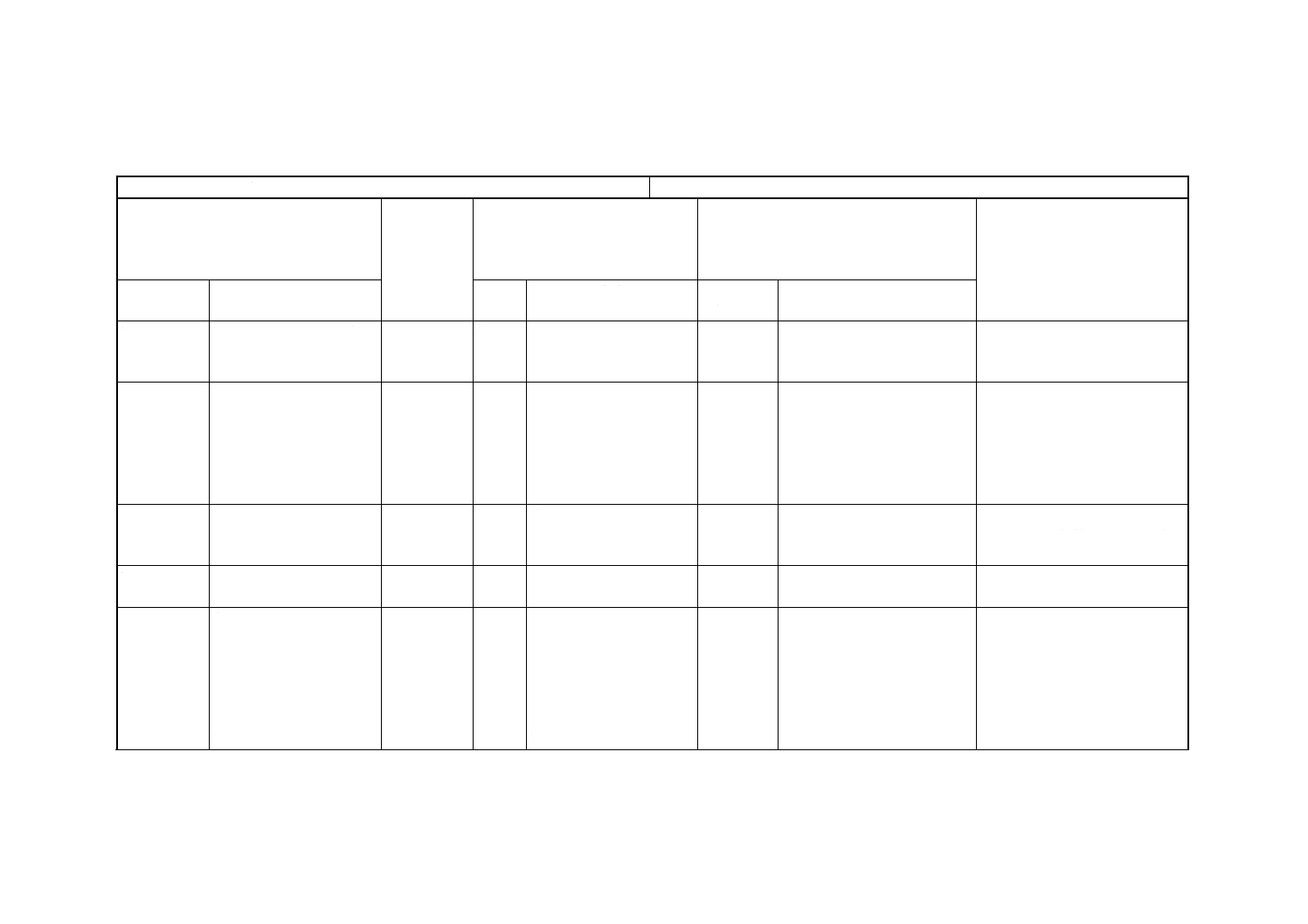
附属書(参考) JISと対応する国際規格との対比表
JIS T 5506-2 : 2001 歯科用回転器具−カッタ−第2部:技工用カーバイド切削器具 ISO/DIS 7787-2 : 1998 歯科用回転器具−カッタ−第2部:技効用カーバイドカッタ
(I)JISの規定
(II)国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の項目ご
との評価及びその内容
表示箇所:本体
表示方法:点線の下線
(V)JISと国際規格との技術的差
異の理由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
1. 適用範囲
技工用カーバイド切削器
具の寸法,及び偏心につい
て規定
ISO 7787-2
1.
JISに同じ。
IDT
−
−
2. 引用規格
JIS T 5501
JIS T 5502
JIS T 5503
JIS T 5504-1
JIS Z 9015-1
2.
ISO 1797-1 : 1992
ISO 2157 : 1992
ISO 2859-1 : 1989
ISO 6360-1 : 1985
ISO 6360-2 : 1986
ISO 8325 : 1985
MOD/変更 JISを引用。
便宜的にJISを引用している。
3.
分類
MOD/削除 ISOでは,スチールカッタとカ
ーバイドカッタを記している。
JISは,分類ごとに規格を策定し
ており,この規格で分類を記さな
くとも問題はない。
3. 記号及び用
語
d1,d2,L1,L2,α
4.
JISと同じ。
IDT
−
−
4. 品質
合格品質水準
材料
形状
寸法及び刃の数
偏心
7.
5.1
5.2
5.3
5.4
−
材料
形状
寸法,刃数,及び刃状
(toothing)
偏心
IDT
IDT
IDT
IDT
IDT
ISOは“サンプリング及び許容
レベル”に記載。
−
−
−
−
−
−
−
−
9
T
5
5
0
6
-2
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
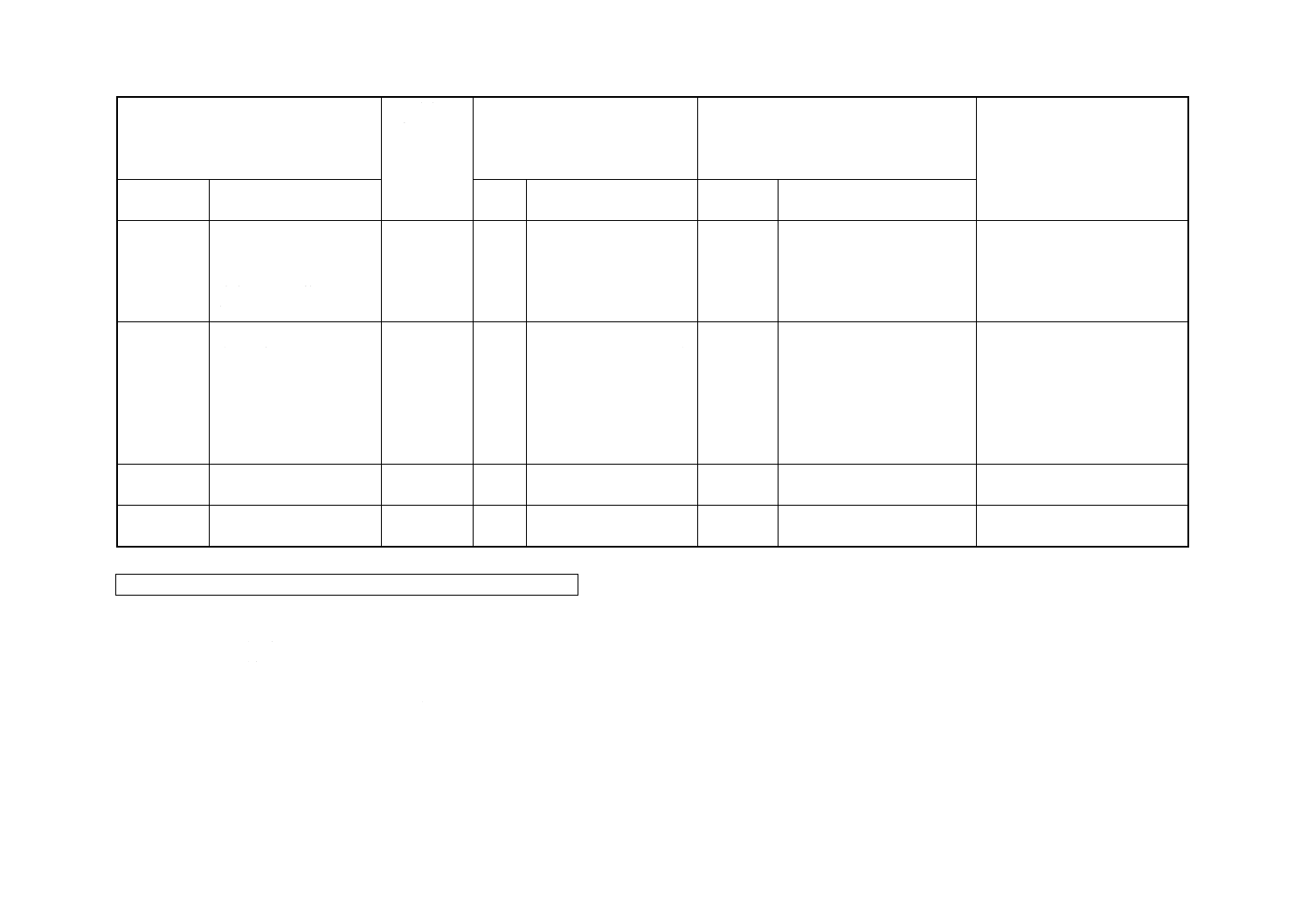
(I)JISの規定
(II)国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の項目ご
との評価及びその内容
表示箇所:本体
表示方法:点線の下線
(V)JISと国際規格との技術的差
異の理由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
5. 試験方法
サンプリング方法
形状
寸法及び刃の数
偏心
7.
6.1
6.2
6.3
サンプリング及び許容レ
ベル
形状
寸法及び刃数
ふれ
IDT
IDT
IDT
IDT
ISOは“サンプリング及び許
容レベル”に記載。
−
−
−
−
−
−
6. 切削器具
の刃状
の呼称
刃状における刃の数,呼
称及び表示。
8.
8.1
8.2
8.3
技工用カーバイドカッタ
の刃状 (toothing) の呼称
用語及び(又は)その略
語による呼称
色による呼称
ISOコード番号による呼
称
IDT
IDT
IDT
IDT
−
−
−
−
−
−
−
−
7. 表示
表示方法を規定。
9.
技工用カーバイドカッタ
の表示
IDT
−
−
8. 包装
業者の裁量によって包装
する。
10.
包装へのラベリング
IDT
−
−
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT ······················· 技術的差異がない。
− MOD/削除 ············ 国際規格の規定項目又は規定内容を削除している。
− MOD/変更 ············ 国際規格の規定内容を変更している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− MOD ····················· 国際規格を修正している。
10
T 5506-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本歯科材料工業協同組合JIS原案作成委員会 構成表
氏名
所属
(技術担当理事)
亀 水 忠 茂
亀水化学工業株式会社
(技術委員長)
窪 田 隆 夫
日本歯科材料工業協同組合
(第1規格部会長)
河 合 正 勝
株式会社松風
(議長)
安 達 浩
株式会社松風
(委員)
藤 澤 睦 雄
株式会社東洋化学研究所
渡 辺 一 弘
株式会社ジーシー
(用語部会長)
村 松 寛 昭
株式会社ジーシー
(事務局)
前 川 市 男
日本歯科材料工業協同組合
日本歯科医師会・器材部会材料規格委員会 構成表
氏名
所属
(委員長)
長谷川 二 郎
愛知学院大学歯学部歯科理工学
(副委員長)
庵 原 靖 之
社団法人日本歯科医師会
(委員)
小 田 豊
東京歯科大学歯科理工学
長谷川 晃 嗣
東京歯科大学歯科理工学
宮 川 行 男
日本歯科大学新潟歯学部先端研究センター
加 藤 勇
社団法人日本歯科医師会
梶 山 進
社団法人日本歯科医師会
河 合 正 勝
株式会社松風
野 原 建
石福金属興業株式会社
渡 辺 一 弘
株式会社ジーシー
日本歯科医師会・器材部会材料規格委員会原案作成者,又は関係者
氏名
所属
梅 田 昭 夫
社団法人日本歯科医師会
三 宅 公 雄
社団法人日本歯科医師会
神 成 粛 一
社団法人日本歯科医師会
野 口 八九重
社団法人日本歯科医師会
小 倉 英 夫
社団法人日本歯科医師会
杉 山 勉
社団法人日本歯科医師会
勝 木 紘 一
日本歯科材料器械研究協議会
窪 田 隆 夫
日本歯科材料工業協同組合
安 達 浩
日本歯科材料工業協同組合
(事務局)
輿 石 嘉 弘
社団法人日本歯科医師会
11
T 5506-2 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
医療安全用具部会 歯科材料専門委員会 構成表
氏名
所属
(委員会長)
長谷川 二 郎
愛知学院大学歯学部
淺 井 康 宏
東京歯科大学
庵 原 靖 之
社団法人日本歯科医師会
飯 塚 恵 文
株式会社日本橋徳力松戸事業所技術部
井 堂 孝 純
社団法人日本歯科医師会
梅 田 昭 夫
社団法人日本歯科医師会
小 倉 英 夫
日本歯科大学新潟歯学部
小 田 豊
東京歯科大学
梶 山 進
社団法人日本歯科医師会
勝 木 紘 一
日本歯科材料器械研究協議会
加 藤 勇
社団法人日本歯科医師会
河 合 正 勝
株式会社松風研究開発部研究企画室
窪 田 隆 夫
日本歯科材料工業協同組合
倉 田 幸 男
社団法人日本歯科医師会
佐々木 弥 生
厚生省医薬安全局
田 中 文 夫
昭和薬品化工株式会社
中 嶌 裕
明海大学
西 川 泰 蔵
工業技術院標準部標準業務課環境生活標準化推進室
野 原 建
石福金属興業株式会社研究部研究課
三 宅 公 雄
社団法人日本歯科医師会
桃 井 保 子
鶴見大学
渡 辺 一 弘
株式会社ジーシー
(事務局)
宗 像 保 男
工業技術院標準部標準業務課