T 5506-1 : 2001
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本歯科材料工業協同組合 (JDMA) から工
業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,厚生
労働大臣が制定した日本工業規格である。これによって,JIS T 5506 : 1993は廃止され,この規格に置き
換えられる。
制定に当たっては,国際規格に整合した日本工業規格を作成するため,ISO 7787-1 : 1984, Dental rotary
instruments−Cutters−Part 1 : Steel laboratory cuttersを基礎として用いた。
JIS T 5506-1には,次に示す附属書がある。
附属書(参考) JISと対応する国際規格との対比表
JIS T 5506の規格群には,次に示す部構成がある。
JIS T 5506-1 歯科用回転器具−カッタ−第1部:技工用スチール切削器具
JIS T 5506-2 歯科用回転器具−カッタ−第2部:技工用カーバイド切削器具
JIS T 5506-3 歯科用回転器具−カッタ−第3部:技工用カーバイド切削器具−ミリング装置用
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 5506-1 : 2001
歯科用回転器具−カッタ−
第1部:技工用スチール切削器具
Dental rotary instruments−Cutters−
Part 1 : Steel laboratory cutters
序文 この規格は,1984年に第1版として発行されたISO 7787-1, Dental rotary instruments−Cutters−Part 1 :
Steel laboratory cuttersを基に,対応する部分について原国際規格を翻訳し,技術的内容を変更することな
く作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にない事項である。
1. 適用範囲 この規格は,歯科用回転器具の一種である技工用スチール切削器具(以下,切削器具とい
う。)において,通常最も多く使用される9種類の形状の寸法及び偏心について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 7787-1 : 1984 Dental rotary instruments−Cutters−Part 1 : Steel laboratory cutters (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS T 5501 歯科用回転器具−番号表示法
JIS T 5502 歯科用回転器具−試験方法
備考 ISO/DIS 8325 : 1997, Dental rotary instruments−Test methodsからの引用事項は,この規格の該
当事項と同等である。
JIS T 5503 歯科用回転器具−寸法及び呼び
備考 ISO 2157 : 1992, Dental rotary instruments−Nominal diameters and designation code numberが,こ
の規格と一致している。
JIS T 5504-1 歯科用回転器具−軸−第1部:金属製
備考 ISO 1797-1 : 1992, Dental rotary instruments−Shanks−Part 1 : Shanks made of metalsからの引用
事項は,この規格の該当事項と同等である。
JIS Z 9015-1 計数値検査に対する抜取検査手順−第1部:ロットごとの検査に対するAQL指標型抜
取検査方式
3. 記号及び用語 記号及び用語は,次による。
2
T 5506-1 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
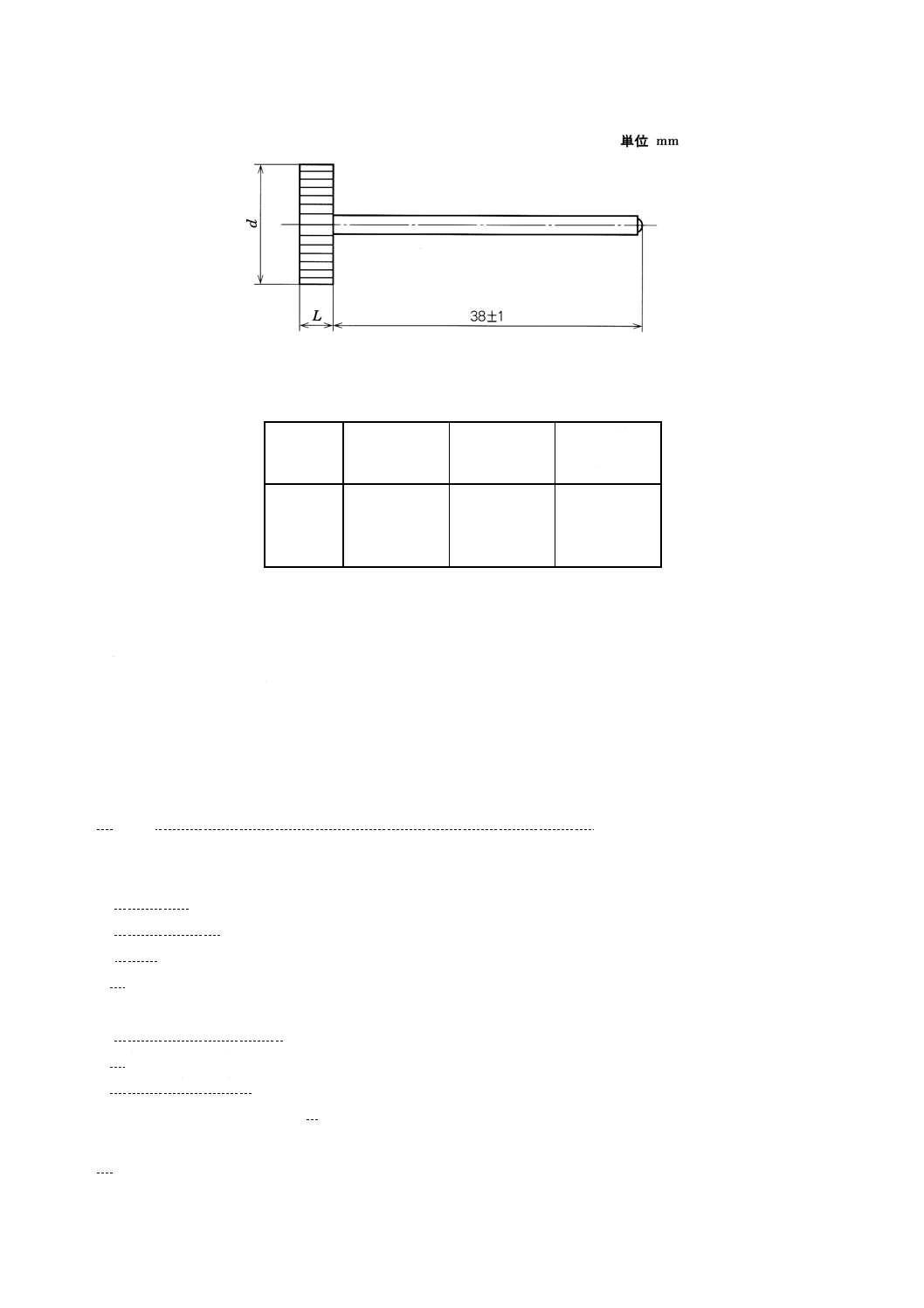
d 作業部(又は頭部)の直径
L 作業部(又は頭部)の長さ
a 作業部の角度
4. 品質
4.1
合格品質水準 切削器具の検査は,JIS Z 9015-1に規定する方法によって行い,合格品質水準 (AQL)
は,軸部の直径を2.5,他の品質を6.5とする。
4.2
材料
4.2.1
作業部 作業部の材料は,鋼鉄とする。
4.2.2
軸 軸の材料は,鋼鉄とし,JIS T 5504-1に適合しなければならない。軸の種類は,JIS T 5504-1
の軸部形式2 (HP) とする。軸の材料の種類及び軸の材料の処理は,製造業者による。
4.3
形状 作業部の形状は,図1〜9とする。その形状の許容範囲は,5.2によって試験したとき,表1
〜9の各表題に示される形状とする。
4.4
寸法
4.4.1
作業部 作業部の寸法は,5.3によって試験したとき,表1〜9とする。表中の呼びは,JIS T 5503
の規定による。
4.4.2
刃の数 作業部の刃の数は,表1〜9とする。
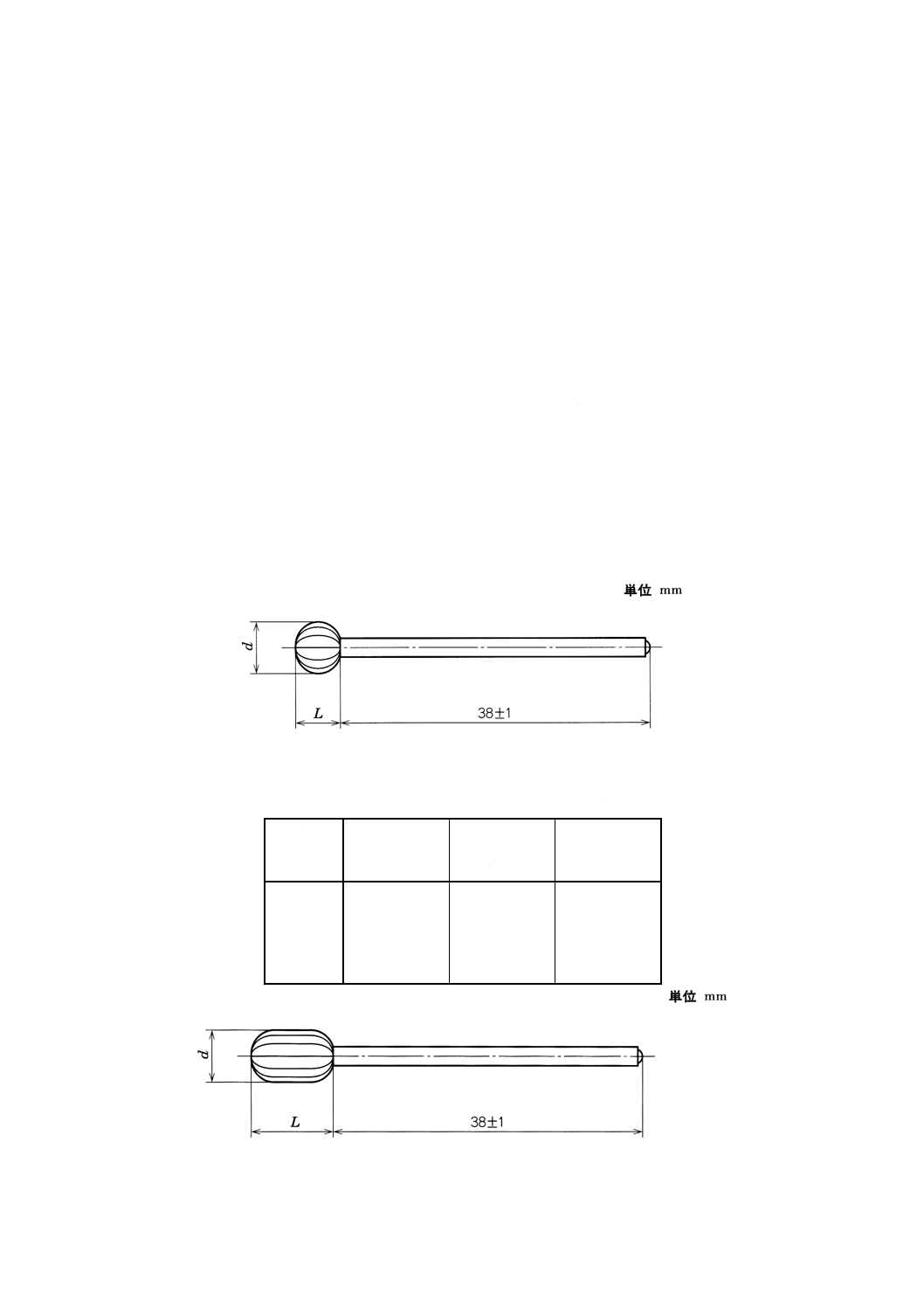
図1
表1 球形(ラウンド)
単位 mm
呼び
d
L
刃の数
+0.15
−0.25
±0.25
最小
040
4
3.7
8
050
5
4.7
10
060
6
5.8
12
070
7
6.8
14
080
8
7.8
16
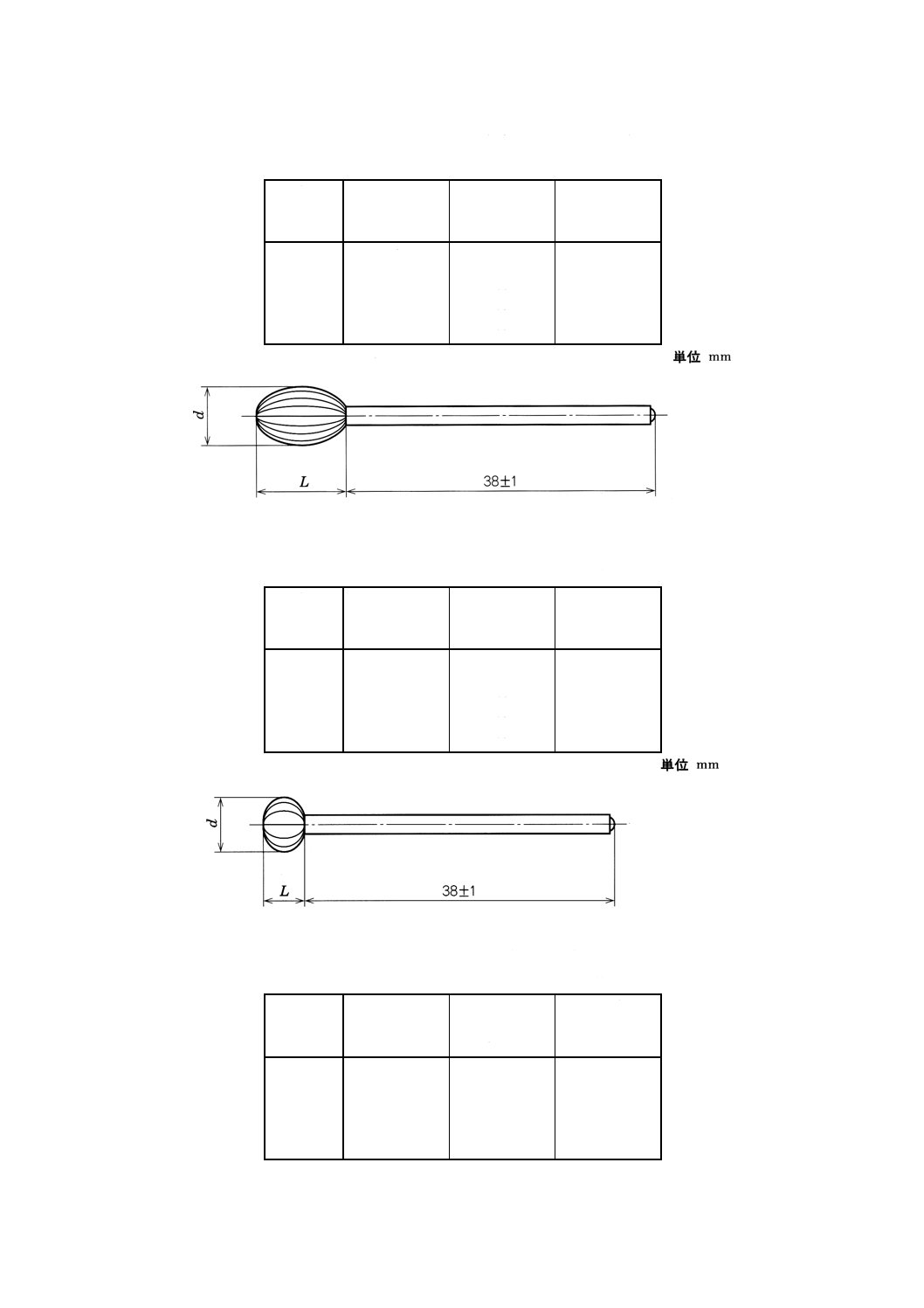
図2
3
T 5506-1 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 円柱形,二重ドーム形(ダブルドームシリンダー)
単位 mm
呼び
d
L
刃の数
+0.15
−0.25
±0.25
最小
040
4
9
8
050
5
10
10
060
6
11
12
070
7
12
14
080
8
13
16
図3
表3 卵形(縦長楕円形)(エッグ)
単位 mm
呼び
d
L
刃の数
+0.15
−0.25
±0.25
最小
040
4
9
8
050
5
10
10
060
6
11
12
070
7
12
14
080
8
13
16
図4
表4 横長長円形(トランスバースオバール)
単位 mm
呼び
d
L
刃の数
+0.15
−0.25
±0.25
最小
040
4
2.5
8
050
5
3.0
10
060
6
3.5
12
070
7
4.0
14
080
8
4.5
16
4
T 5506-1 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5
表5 丸つぼみ形(半球形,先端を切った円すい形,逆半球形)
(バッドラウンド)
単位 mm
呼び
d
L
刃の数
+0.15
−0.25
±0.25
最小
040
4
8
8
050
5
9.5
10
060
6
11.0
12
070
7
12.5
14
080
8
14.0
16
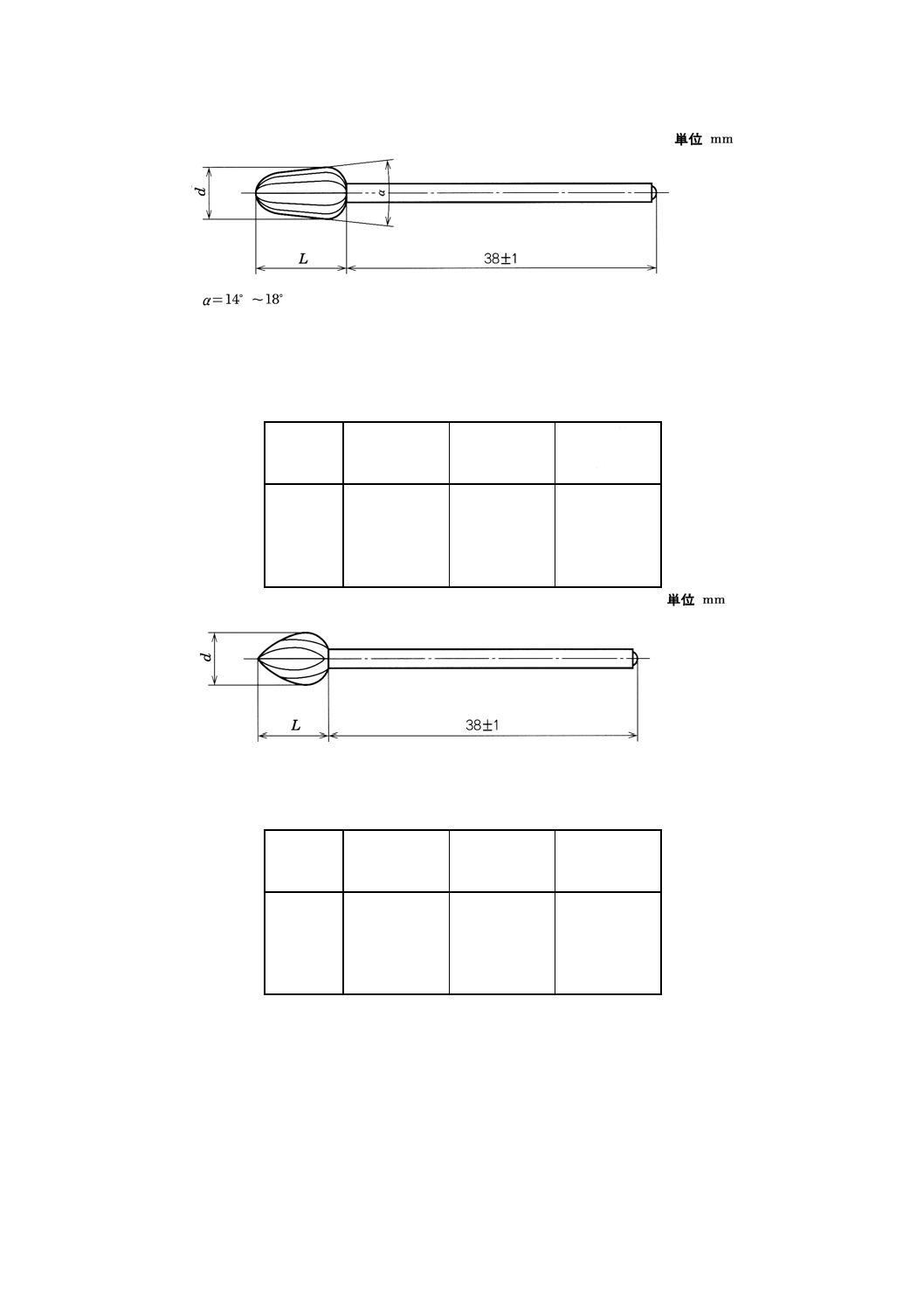
図6
表6 つぼみ形(尖頭/逆半球形)(バッド)
単位 mm
呼び
d
L
刃の数
+0.15
−0.25
±0.25
最小
040
4
7
8
050
5
8
10
060
6
9
12
070
7
10
14
080
8
11
16
5
T 5506-1 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7
表7 なし(梨)形(球形/先端を切った逆円すい形)(ペア)
単位 mm
呼び
d
L
刃の数
+0.15
−0.25
±0.25
最小
040
4
9
8
050
5
10
10
060
6
11
12
070
7
12
14
080
8
13
16
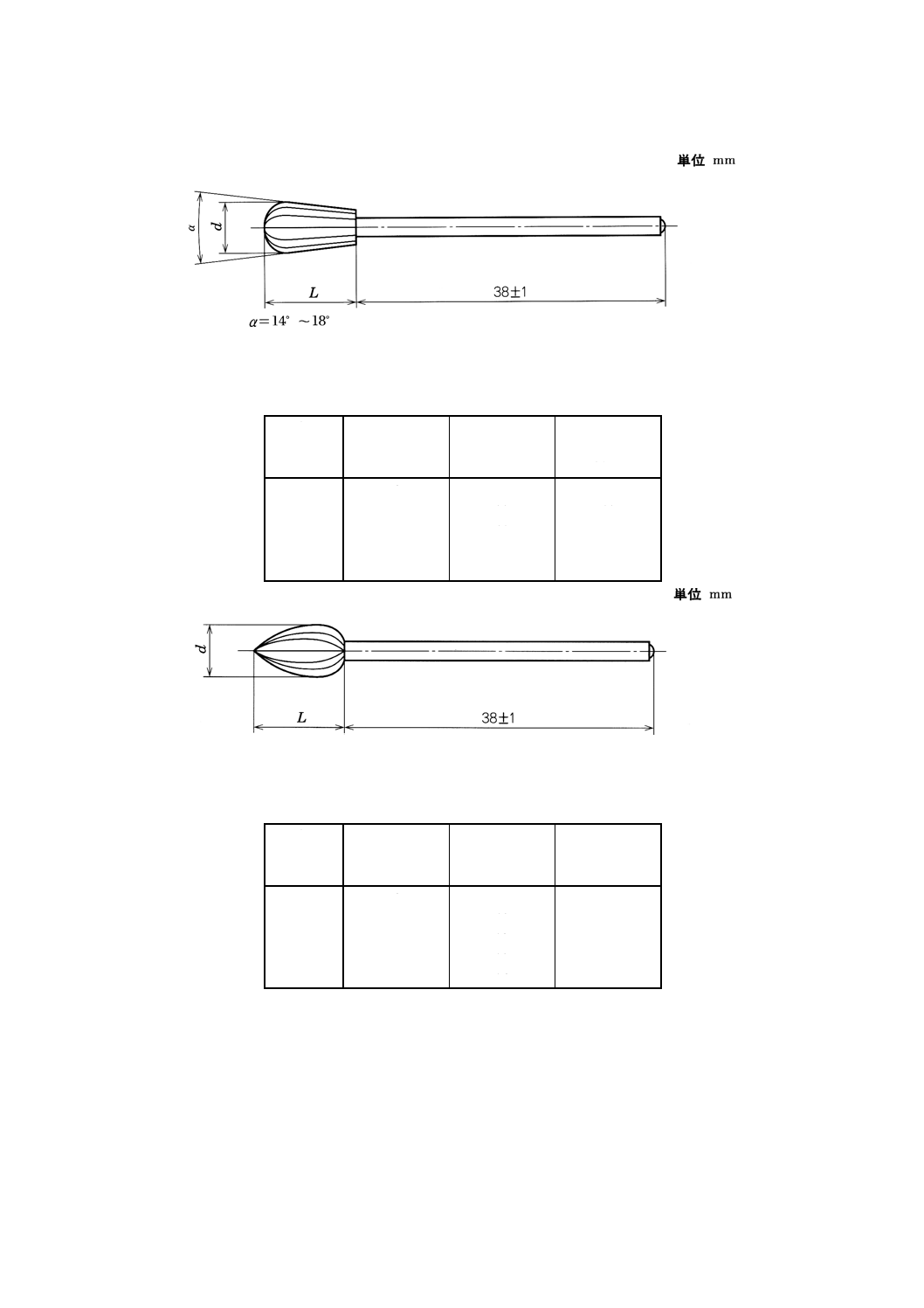
図8
表8 細長つぼみ形(尖頭/細長逆形,球形)(バッドスレンダー)
単位 mm
呼び
d
L
刃の数
+0.15
−0.25
±0.25
最小
040
4
10
8
050
5
11
10
060
6
12
12
070
7
13
13
080
8
14
14
6
T 5506-1 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図9
表9 輪形(ホイール)
単位 mm
呼び
d
L
刃の数
+0.15
−0.25
±0.25
最小
100
10
3.5
18
125
12.5
3.5
22
140
14
4.0
26
160
16
4.0
30
4.5
偏心 切削器具の最大偏心量は,5.4によって試験したとき,0.12mm以下でなければならない。
5. 試験方法
5.1
サンプリング方法 サンプリング方法は,JIS Z 9015-1による。
5.2
形状 形状は,目視によって確認する。
5.3
寸法及び刃の数 寸法は,JIS T 5502の3.1(寸法測定試験)による。刃の数は,目視によって求め
る。
5.4
偏心 偏心は,JIS T 5502の3.2(偏心試験)による。
なお,その測定点は,最大直径の部分,又は円柱形のものについては,作業部の中央とする。
6. 表示 切削器具の包装には、次の事項を表示しなければならない。
a) 規格の名称又は略称
b) 製品名
c) 軸部形式
d) 形状及び呼び
e) 寸法
f)
刃状の特性
g) 数量(単品は除く。)
h) 製造業者名及び所在地
i)
製造番号又は製造記号
j)
他の法定表示事項
備考 情報は,すべてJIS T 5501の適切な部分に準拠して与えられる。
7. 包装 切削器具は,製造業者の裁量によって,1本ずつ又は数本をセットにして,包装する。
7
T 5506-1 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
関連規格 JIS T 5120 歯科用回転器具−技工用アブレーシブ研削器具
JIS T 5503 歯科用回転器具−寸法及び呼び
JIS T 5505-1 歯科用回転器具−ダイヤモンド研削器具−第1部:ポイント−寸法,要求事項,
表示及び包装
JIS T 5505-2 歯科用回転器具−ダイヤモンド研削器具−第2部:ディスク
JIS T 5505-3 歯科用回転器具−ダイヤモンド研削器具−第3部:粒度,呼び及びカラーコード
JIS T 5506-2 歯科用回転器具−カッタ−第2部:技工用カーバイド切削器具
JIS T 5506-3 歯科用回転器具−カッタ−第3部:技工用カーバイド切削器具−ミリング装置用
8
T
5
5
0
6
-1
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考) JISと対応する国際規格との対比表
JIS T 5506-1 : 2001 歯科用回転器具−カッタ−第1部:技工用スチール切削器具
ISO 7787-1 : 1984 歯科用回転器具−カッタ−第1部:スチール技工用カッタ
(I) JISの規定
(II) 国際規格
番号
(III) 国際規格の規定
(IV) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(V) JISと国際規格との技術的
差異の理由及び今後の対策
項目番号
内容
項目番
号
内容
項目ごとの
評価
技術的差異の内容
1. 適用範囲
技工用スチール切削器具
の寸法,及び偏心について
規定。
ISO 7787-1
1.
JISに同じ。
IDT
−
−
2. 引用規格
JIS T 5501
2.
ISO 1797
IDT
JISを引用。
便宜的にJISを引用した。
JIS T 5502
ISO 2157
JIS T 5503
ISO 2859
JIS T 5504-1
ISO 6360
JIS Z 9015-1
ISO 8325
3. 記号及び用
語
d,L,a
3.
d,L
MOD/追加 aはISOに無記載。
ISOの図には記載されているた
め,JISには記載した。
4. 品質
合格品質水準
−
IDT
ISOは”サンプリング及び受容
レベル”に記載。
材料
4.
材料
IDT
−
−
形状
−
MOD
ISO 7787-1 : 1984には記載がな
いが,ISO/DIS 7787-2 : 1998に
記載されているため。
寸法
5.
寸法とブレードの数
IDT
−
−
偏心
6.
偏心
IDT
−
−
9
T
5
5
0
6
-1
:
2
0
0
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I) JISの規定
(II) 国際規格
番号
(III) 国際規格の規定
(IV) JISと国際規格との技術的差異の項目
ごとの評価及びその内容
表示箇所:本体
表示方法:点線の下線
(V) JISと国際規格との技術的
差異の理由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごとの
評価
技術的差異の内容
5. 試験方法
サンプリング方法
7.
サンプリング及び受容
レベル
IDT
ISOは”サンプリング及び受容
レベル”に記載。
形状
−
MOD/追加 ISO 7787-1 : 1984には記載がな
いが,ISO/DIS 7787-2 : 1998に
記載されているため。
新しいISO様式では記載されて
おり,またJIS様式では必要であ
る。
寸法及び刃の数
−
MOD/追加 同上。
同上。
偏心
−
MOD/追加 同上。
同上。
6. 表示
−
MOD/追加 ISO 7787-1 : 1984には記載がな
いが,ISO/DIS 7787-2 : 1998に
記載されているため。
新しいISO様式では記載されて
おり,またJIS様式では必要であ
る。
7. 包装
業者の裁量によって包装
する。
−
MOD/追加 ISO 7787-1 : 1984には記載がな
いが,ISO/DIS 7787-2 : 1998に
記載されているため。
新しいISO様式では記載されて
おり,またJIS様式では必要であ
る。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
− IDT…………… 技術的差異がない。
− MOD/追加……国際規格にない規定項目又は規定内容を追加している。
2. JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
− MOD……………国際規格を修正している。
10
T 5506-1 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本歯科材料工業協同組合JIS原案作成委員会 構成表
氏名
所属
(技術担当理事)
亀 水 忠 茂
亀水化学工業株式会社
(技術委員長)
窪 田 隆 夫
日本歯科材料工業協同組合
(第1規格部会長)
河 合 正 勝
株式会社松風
(議長)
安 達 浩
株式会社松風
(委員)
藤 澤 睦 雄
株式会社東洋化学研究所
渡 辺 一 弘
株式会社ジーシー
(用語部会長)
村 松 寛 昭
株式会社ジーシー
(事務局)
前 川 市 男
日本歯科材料工業協同組合
日本歯科医師会・器材部会材料規格委員会 構成表
氏名
所属
(委員長)
長谷川 二 郎
愛知学院大学歯学部歯科理工学
(副委員長)
庵 原 靖 之
社団法人日本歯科医師会
(委員)
小 田 豊
東京歯科大学歯科理工学
長谷川 晃 嗣
東京歯科大学歯科理工学
宮 川 行 男
日本歯科大学新潟歯学部先端研究センター
加 藤 勇
社団法人日本歯科医師会
梶 山 進
社団法人日本歯科医師会
河 合 正 勝
株式会社松風
野 原 建
石福金属興業株式会社
渡 辺 一 弘
株式会社ジーシー
日本歯科医師会・器材部会材料規格委員会原案作成者,又は関係者 構成表
氏名
所属
梅 田 昭 夫
社団法人日本歯科医師会
三 宅 公 雄
社団法人日本歯科医師会
神 成 粛 一
社団法人日本歯科医師会
野 口 八九重
社団法人日本歯科医師会
小 倉 英 夫
社団法人日本歯科医師会
杉 山 勉
社団法人日本歯科医師会
勝 木 紘 一
日本歯科材料器械研究協議会
窪 田 隆 夫
日本歯科材料工業協同組合
安 達 浩
日本歯科材料工業協同組合
(事務局)
輿 石 嘉 弘
社団法人日本歯科医師会
11
T 5506-1 : 2001
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
医療安全用具部会 歯科材料専門委員会 構成表
氏名
所属
(委員会長)
長谷川 二 郎
愛知学院大学歯学部
淺 井 康 宏
東京歯科大学
庵 原 靖 之
社団法人日本歯科医師会
飯 塚 恵 文
株式会社日本橋徳力松戸事業所技術部
井 堂 孝 純
社団法人日本歯科医師会
梅 田 昭 夫
杜団法人日本歯科医師会
小 倉 英 夫
日本歯科大学新潟歯学部
小 田 豊
東京歯科大学
梶 山 進
社団法人日本歯科医師会
勝 木 紘 一
日本歯科材料器械研究協議会
加 藤 勇
社団法人日本歯科医師会
河 合 正 勝
株式会社松風研究開発部研究企画室
窪 田 隆 夫
日本歯科材料工業協同組合
倉 田 幸 男
社団法人日本歯科医師会
佐々木 弥 生
厚生省医薬安全局
田 中 文 夫
昭和薬品化工株式会杜
中 嶌 裕
明海大学
西 川 泰 蔵
工業技術院標準部標準業務課環境生活標準化推進室
野 原 建
石福金属與業株式会社研究部研究課
三 宅 公 雄
社団法人日本歯科医師会
桃 井 保 子
鶴見大学
渡 辺 一 弘
株式会社ジーシー
(事務局)
宗 像 保 男
工業技術院標準部標準業務課