T 5221-4:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義並びに記号 ···································································································· 2
3.1 用語及び定義 ················································································································ 2
3.2 記号 ···························································································································· 2
4 分類······························································································································· 3
5 要求事項························································································································· 3
5.1 材料 ···························································································································· 3
5.2 寸法 ···························································································································· 3
5.3 カラー表示及びリングによる寸法表示················································································ 7
5.4 機械的要求事項 ············································································································· 8
5.5 耐食性 ························································································································ 11
5.6 滅菌時の熱の影響 ········································································································· 11
6 サンプリング ·················································································································· 11
7 試験方法························································································································ 11
7.1 一般 ··························································································································· 11
7.2 寸法 ··························································································································· 11
8 表示及び識別 ·················································································································· 12
9 包装······························································································································ 12
10 添付文書 ······················································································································ 12
11 機器又はその直接の容器若しくはその直接の被包への表示 ····················································· 12
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 14
T 5221-4:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本歯科器械工業協同組合(JDMMA),公
益社団法人日本歯科医師会(JDA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日
本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣が制定した日
本工業規格である。
これによって,JIS T 5217-1:2009は廃止され,その一部を分割して制定した,JIS T 5221-1,この規格及
びJIS T 5221-5に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS T 5221の規格群には,次に示す部編成がある。
JIS T 5221-1 第1部:一般的要求事項及び試験方法
JIS T 5221-2 第2部:エンラージャ
注記 現行JIS T 5217-2:2009 歯科用根管器具−第2部:エンラージャ が存在するが,次回改正
時にJIS T 5221の規格群と調整し,整備する。
JIS T 5221-3 第3部:コンデンサ(プラガ及びスプレッダ)
JIS T 5221-4 第4部:補助器具
JIS T 5221-5 第5部:形成器具及び清掃器具
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 5221-4:2014
歯科用歯内療法器具−第4部:補助器具
Dentistry-Endodontic instruments-Part 4: Auxiliary instruments
序文
この規格は,2009年に第1版として発行されたISO 3630-4を基とし,我が国の実態を反映させるため
技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,手で又は機械的に操作する歯内療法に用いる補助器具(以下,補助器具という。)の要求事
項及び試験方法について規定する。ただし,JIS T 5221-1:2014,JIS T 5217-2:2009,JIS T 5221-3及びJIS T
5221-5に含まれる補助器具は除く。
この規格は,補助器具の寸法,製品の指定,安全性,添付文書及び表示に対する要求事項を規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3630-4:2009,Dentistry−Root canal instruments−Part 4: Auxiliary instruments(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS T 5217-2:2009 歯科用根管器具−第2部:エンラージャ
注記 対応国際規格:ISO 3630-2:2000,Dental root-canal instruments−Part 2: Enlargers(MOD)
JIS T 5221-1:2014 歯科用歯内療法器具−第1部:一般的要求事項及び試験方法
注記 対応国際規格:ISO 3630-1:2008,Dentistry−Root-canal instruments−Part 1: General requirements
and test methods(MOD)
JIS T 5221-3 歯科用歯内療法器具−第3部:コンデンサ(プラガ及びスプレッダ)
注記 対応国際規格:ISO 3630-3:1994,Dental root-canal instruments−Part 3: Condensers, pluggers and
spreaders(MOD)
JIS T 5221-5 歯科用歯内療法器具−第5部:形成器具及び清掃器具
注記 対応国際規格:ISO 3630-5:2011,Dentistry−Endodontic instruments−Part 5: Shaping and cleaning
instruments(MOD)
2
T 5221-4:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS T 5504-2 歯科用回転器具−軸−第2部:プラスチック製
注記 対応国際規格:ISO 1797-2,Dental rotary instruments−Shanks−Part 2: Shanks made of plastics
(MOD)
ISO 1797-1,Dentistry−Shanks for rotary instruments−Part 1: Shanks made of metals
ISO 1942,Dentistry−Vocabulary
3
用語及び定義並びに記号
3.1
用語及び定義
この規格で用いる主な用語及び定義は,ISO 1942及びJIS T 5221-1:2014によるほか,次による。
3.1.1
バーブドブローチ(歯科用クレンザ)(barbed broach)
とげをもち,歯髄組織を除去するように設計された歯内療法器具。
3.1.2
ラスプ(rasp)
鋭いとげが作業部に形成されていて,すり減らす動作によって根管を広げるように設計された歯内療法
器具。
3.1.3
ペーストキャリア(paste carrier)
充塡材料又は薬剤を根管内に搬送するように設計された歯内療法器具。
3.1.4
根管用エキスプローラ(root-canal explorer)
根管系を探索するように設計された歯内療法器具。
3.1.5
コットンブローチ(歯科用ブローチ)(cotton broach)
根管を乾燥する,又は薬剤を塗布するために,綿とともに使用される歯内療法器具。
3.1.6
とげの高さ(height of barb)
コアの外側から,とげの先端まで垂直に測定した高さ。
3.1.7
(歯内療法器具の)コアの直径(core diameter of the instrument)
バーブドブローチ(歯科用クレンザ)及びラスプの作業部のコアの直径。
3.2
記号
この規格で用いる主な記号は,次による。
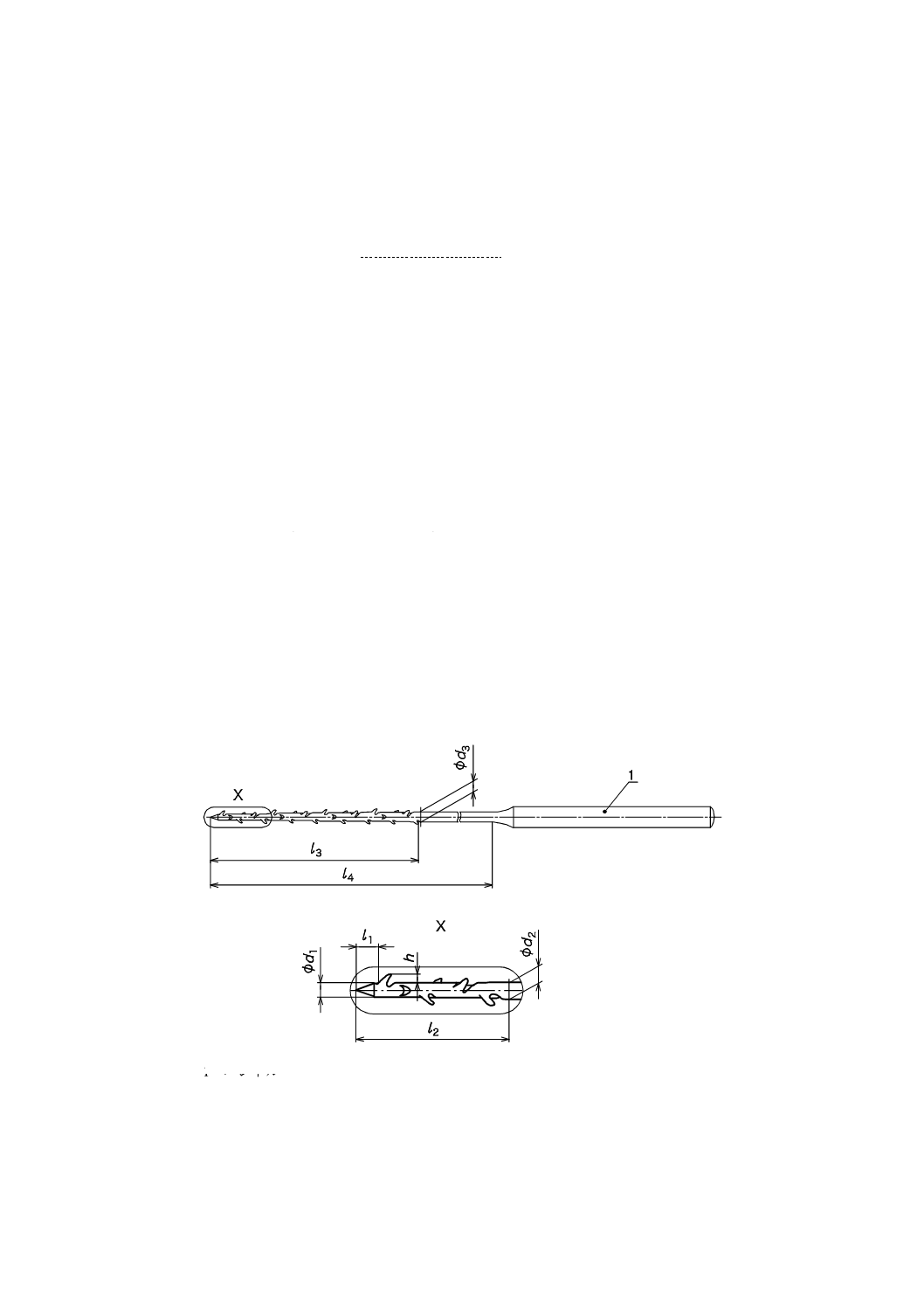
d1 :作業先端部のコア又は突出部の直径(基準寸法)
d2 :せん(尖)端から長さl2の点での直径
d3 :せん(尖)端から長さl3の点での直径
h :とげの高さ
l1 :せん(尖)端から一番目のとげの底部までの長さ(タイプ1及びタイプ2に適用)
l2 :せん(尖)端から計測点d2までの長さ
l3 :せん(尖)端から最後のとげまでの作業部の長さであり,作業部の最小長さ
3
T 5221-4:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
l4 :オペラティブ部の長さ
4
分類
この規格では,補助器具を,その形状及び用途によって,次のように分類する。
− タイプ1器具:バーブドブローチ(歯科用クレンザ)
− タイプ2器具:ラスプ
− タイプ3器具:ペーストキャリア
− タイプ4器具:根管用エキスプローラ及びコットンブローチ(歯科用ブローチ)
5
要求事項
5.1
材料
補助器具の作業部の材料及びハンドル又はシャンクの材料は,製造販売業者の指定による。ハンドル及
びシャンクの堅ろう(牢)性は,JIS T 5221-1:2014の5.7の要求事項に従わなければならない。
5.2
寸法
5.2.1
一般
製造販売業者が選択する補助器具の呼びは,補助器具の寸法を表し,図1〜図4,及び表1〜表4Aに示
す要求事項に従わなければならない。
オペラティブ部の長さを製造販売業者が指定する場合は,その許容差は±0.5 mm以内でなければならな
い。
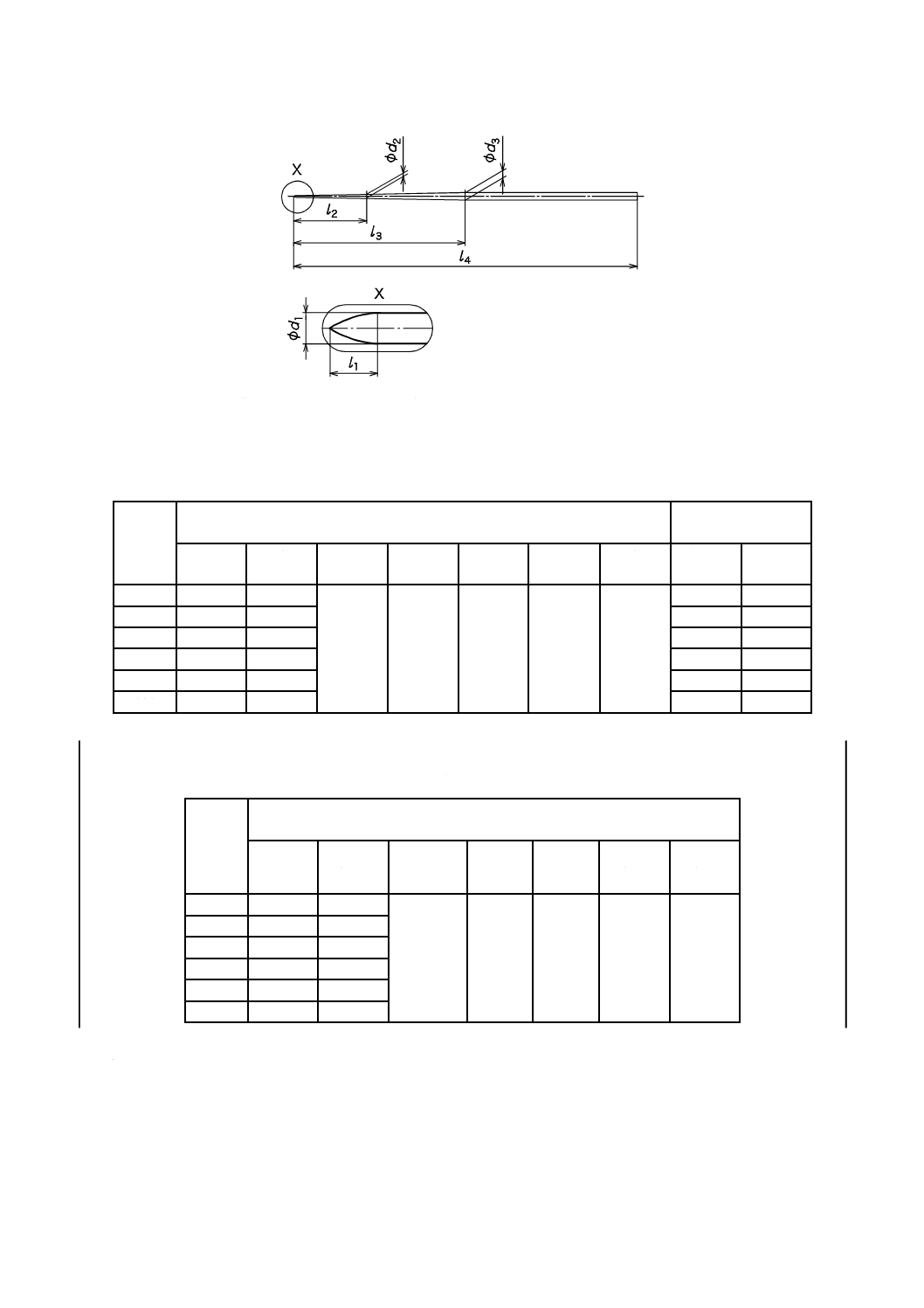
5.2.2
バーブドブローチ(歯科用クレンザ)(タイプ1器具)
タイプ1器具は,図1,及び表1又は表1Aに規定される寸法及び許容差に適合していなければならない。
l1を含めた先端部の形状,及び手で使うためのハンドルの設計は,製造販売業者の指定による。
1 ハンドル
図1−タイプ1器具[バーブドブローチ(歯科用クレンザ)]
4
T 5221-4:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
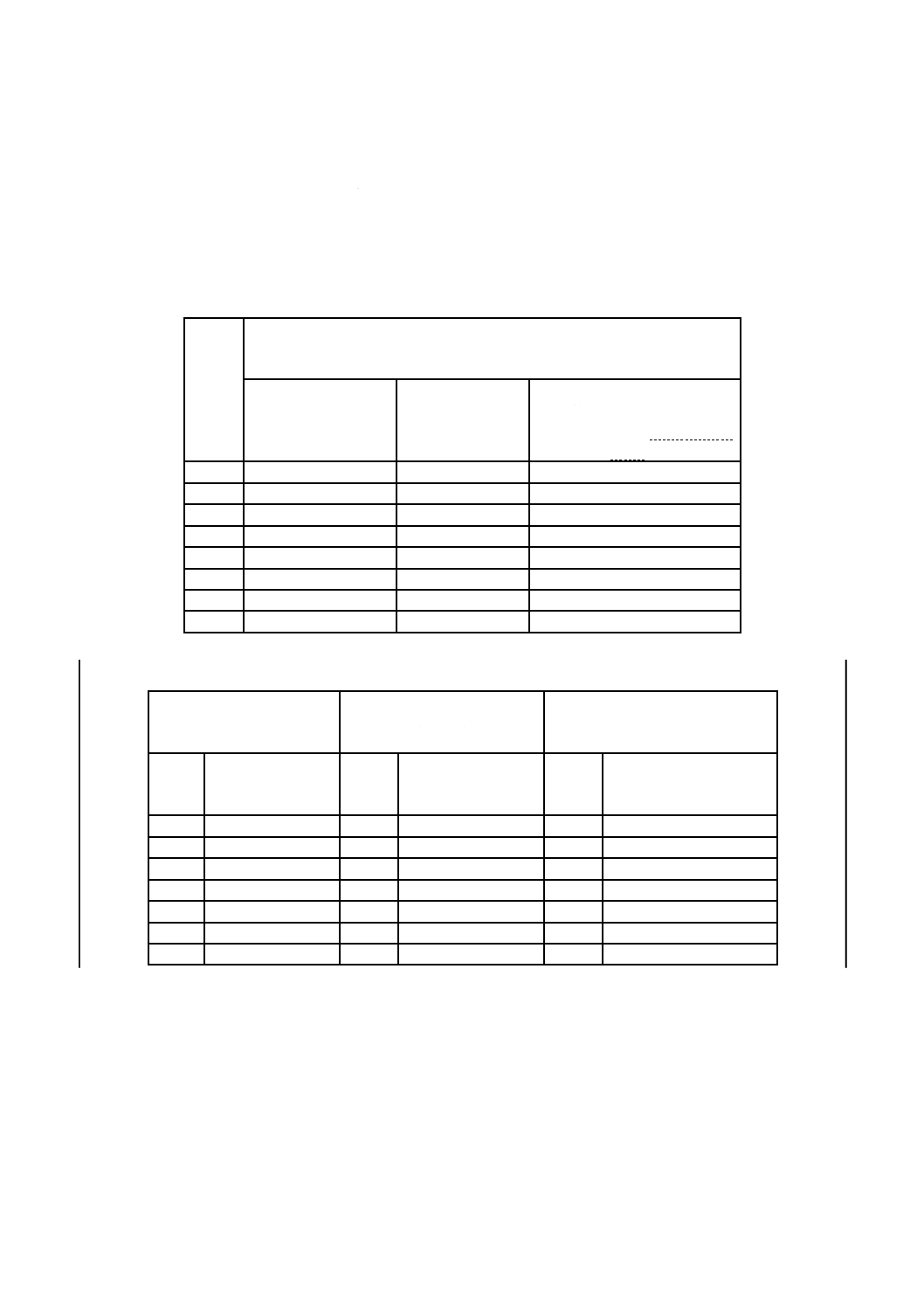
表1−タイプ1器具[バーブドブローチ(歯科用クレンザ)]の寸法及び表示(その1)
呼び
寸法
mm
とげ
の数
最小
表示
カラー
表示
リン
グの
数
d1
d2
d3
l2
l3
±1.5
l4
最小
h
許容差
許容差
許容差
020
0.12
±0.02
0.15
±0.02
0.22
±0.02
3
10.5
20
0.075
36
紫
0
025
0.14
0.17
0.24
0.085
白
1
030
0.16
0.19
0.26
0.096
黄色
2
035
0.18
±0.03
0.21
±0.03
0.28
±0.03
0.105
赤
3
040
0.21
0.24
0.31
0.120
青
4
050
0.25
±0.04
0.28
±0.04
0.35
±0.04
0.140
緑
5
060
0.29
0.32
0.39
0.160
黒
6
表1A−タイプ1器具[バーブドブローチ(歯科用クレンザ)]の寸法及び表示(その2)
呼び
寸法
mm
とげの
数
最小
d1
d2
d3
l2
l3
±1.5
l4
±1.0
3 mm部径
(とげ込み)
許容差
許容差
許容差
#000
0.13
±0.03
0.15
±0.01
0.20
±0.03
3
10.5
30.0
0.28〜0.40
36
#00
0.16
0.18
0.24
0.34〜0.475
#0
0.19
0.21
0.27
0.40〜0.55
#1
0.22
0.25
0.31
0.48〜0.65
#2
0.26
±0.04
0.29
0.35
±0.04
0.58〜0.75
#3
0.30
0.33
0.41
0.64〜0.85
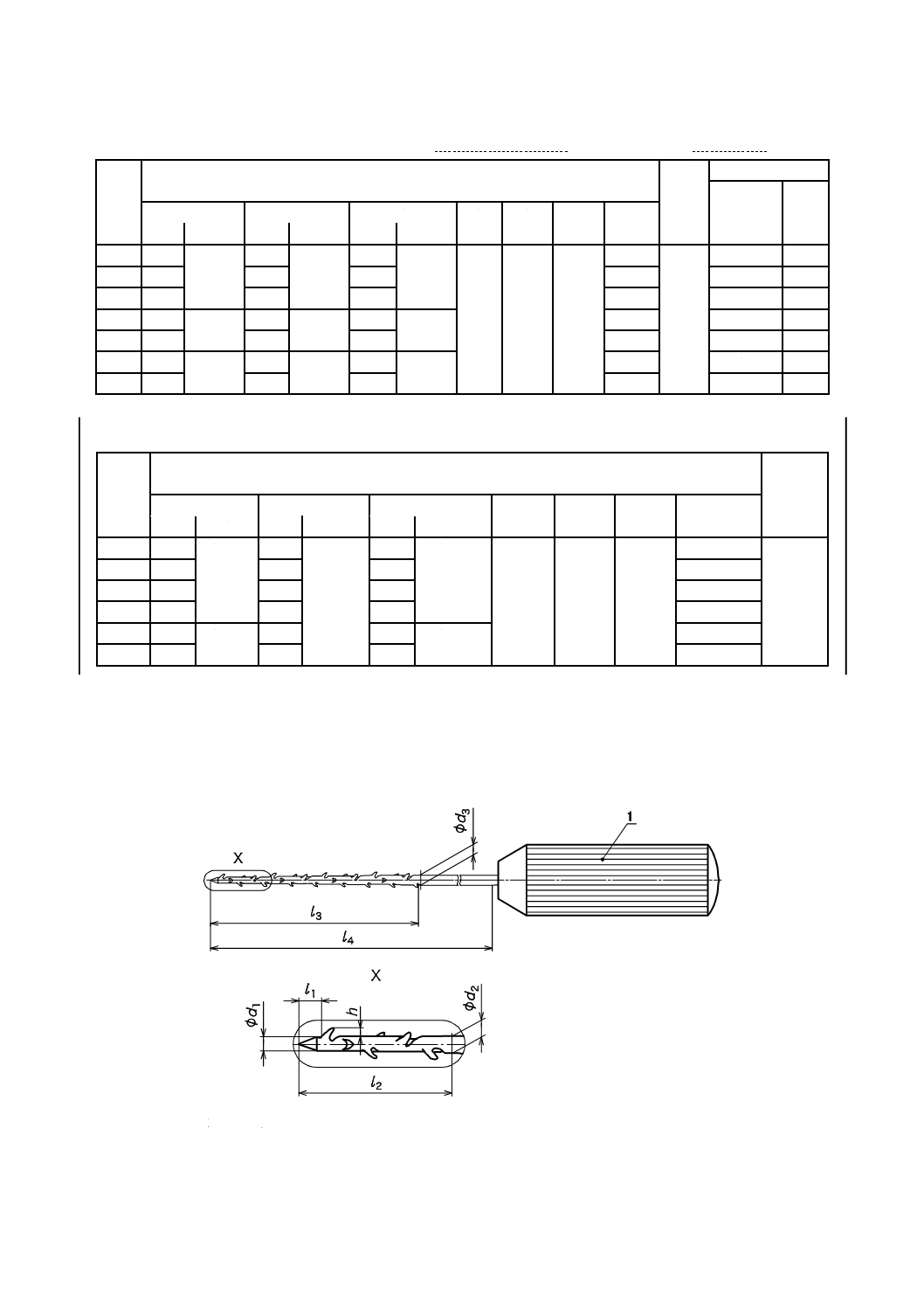
5.2.3
ラスプ(タイプ2器具)
ラスプ(タイプ2器具)は,図2,及び表2又は表2Aに規定される寸法及び許容差に適合していなけれ
ばならない。
l1を含めた先端部の形状,及び手で使うためのハンドルの設計は,製造販売業者の指定による。
1 ハンドル
図2−タイプ2器具(ラスプ)
5
T 5221-4:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−タイプ2器具(ラスプ)の寸法及び表示(その1)
呼びa)
寸法
mm
とげ
の数
最小
表示
d1
+0.03
0
d2
+0.03
0
d3
+0.03
0
l2
l3
±1.5
l4
最小
h
カラー
表示
リング
の数
025
0.15
0.20
0.31
3
10.5
20
0.05
50
白
1
030
0.18
0.23
0.34
0.06
黄色
2
035
0.21
0.26
0.37
0.07
赤
3
040
0.24
0.29
0.40
0.08
青
4
045
0.27
0.32
0.43
0.09
緑
5
050
0.30
0.35
0.46
0.10
黒
6
注a) 呼び=h×2+d1で計算する。
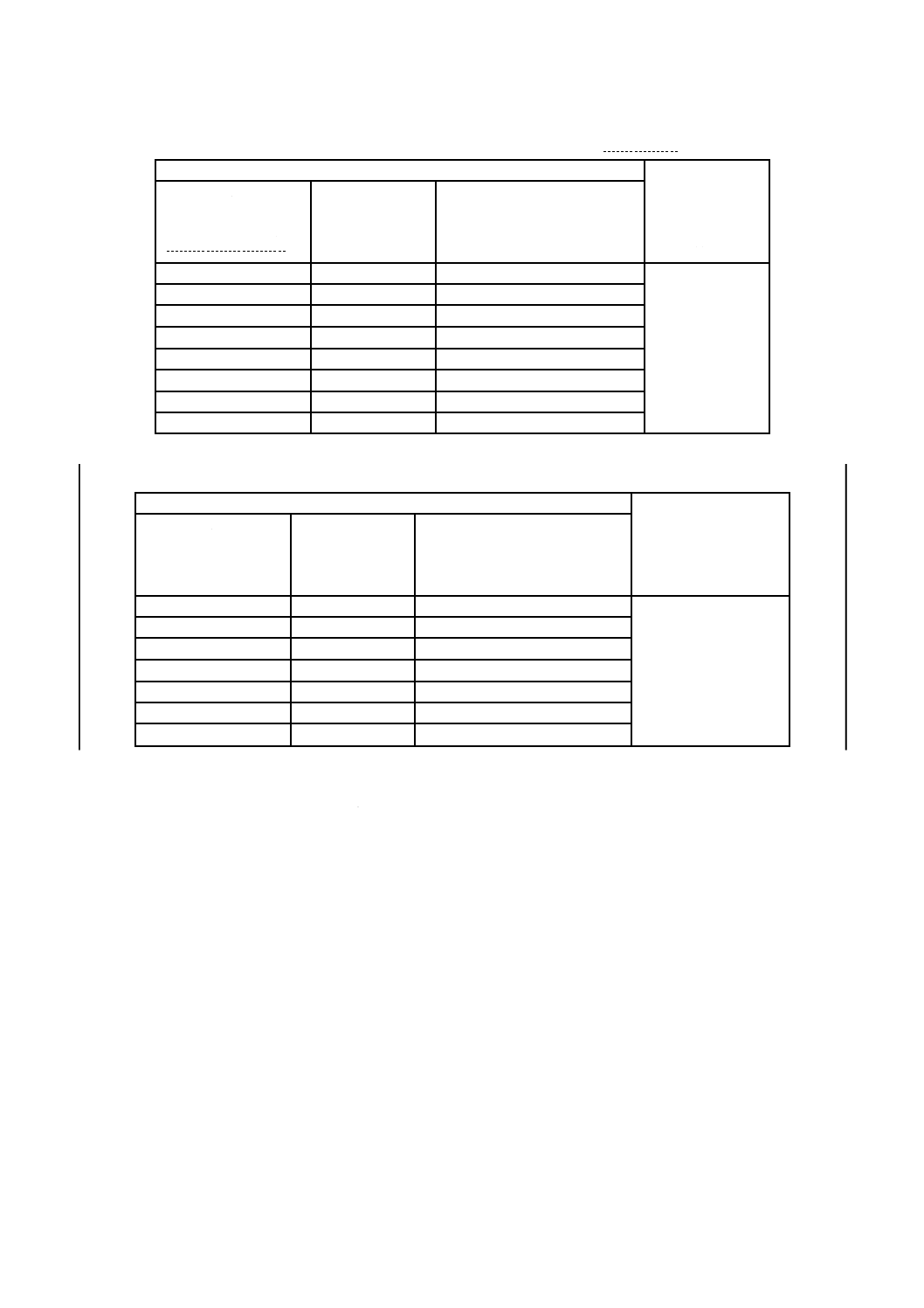
表2A−タイプ2器具(ラスプ)の寸法及び表示(その2)
呼び
寸法
mm
とげ
の数
最小
表示
d1
d2
d3
l2
l3
±1.5
l4
±0.5
3 mm部径
(とげ込み)
カラー
表示
許容差
許容差
許容差
0
0.13
±0.03
0.15
±0.03
0.22
±0.03
3
10.5
21.0
30.0
0.280〜0.400
36
−
1
0.15
0.17
±0.02
0.23
0.340〜0.425
白
2
0.17
0.19
0.25
0.380〜0.475
黄色
3
0.19
0.21
±0.03
0.27
0.420〜0.525
赤
4
0.21
0.24
0.30
0.480〜0.600
青
5
0.26
±0.04
0.28
±0.04
0.34
±0.04
0.560〜0.700
緑
6
0.30
0.32
0.38
0.640〜0.800
黒
5.2.4
ペーストキャリア(タイプ3器具)
タイプ3器具は,図3,及び表3又は表3Aに規定される寸法及び許容差に従わなければならない。作業
部のテーパ率は,0〜2 %でなければならない。シャンクは,ISO 1797-1及びJIS T 5504-2のタイプ1(軸
部形式1)及びタイプ2(軸部形式2)でなければならない。
注記 ペーストキャリアのテーパ測定は,7.2.4による。ただし,d2は,せん(尖)端から3 mmの位
置での径とする。
ハンドル又はシャンクの端から見て時計回りに回転させたとき,補助器具の先端へ材料を搬送するよう
に,ら(螺)旋が施されていなければならない。
6
T 5221-4:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3−タイプ3器具(ペーストキャリア)
表3−タイプ3器具(ペーストキャリア)の寸法及び表示(その1)
呼び
寸法
mm
表示
d1
±0.02
l2
l3
最小
カラー
表示
リング
の数
025
0.25
3
16
赤
1
030
0.30
青
2
035
0.35
緑
3
040
0.40
黒
4
表3A−タイプ3器具(ペーストキャリア)の寸法及び表示(その2)
呼び
寸法
mm
表示
せん(尖)端か
ら3 mm部径
l2
l4
±0.5
カラー
表示
リングの
数
#25
0.26〜0.31
3
21.0
25.0
29.0
赤
1
#30
0.31〜0.36
青
2
#35
0.36〜0.41
緑
3
#40
0.41〜0.46
黒
4
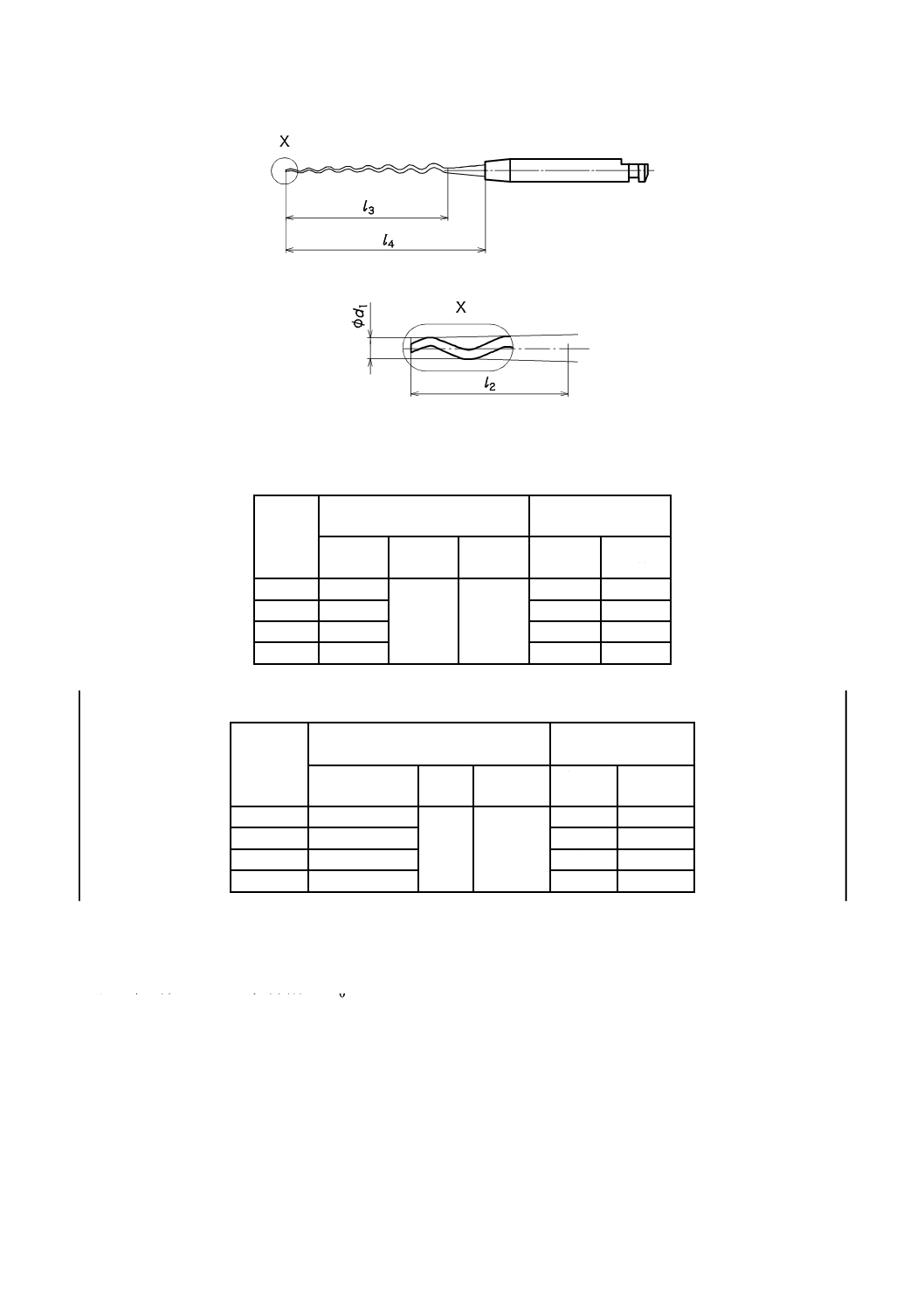
5.2.5
根管用エキスプローラ及びコットンブローチ(歯科用ブローチ)(タイプ4器具)
タイプ4器具は,図4,及び表4又は表4Aに規定される寸法及び許容差に従わなければならない。オペ
ラティブ部のテーパは,許容差が0003
.0
+
で0.007:1(テーパ率0.07 %)でなければならない。
オペラティブ部の断面(例えば,円形又は多角形),寸法及び許容差は,製造販売業者の指定による。
7
T 5221-4:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4−タイプ4器具[根管用エキスプローラ及びコットンブローチ(歯科用ブローチ)]
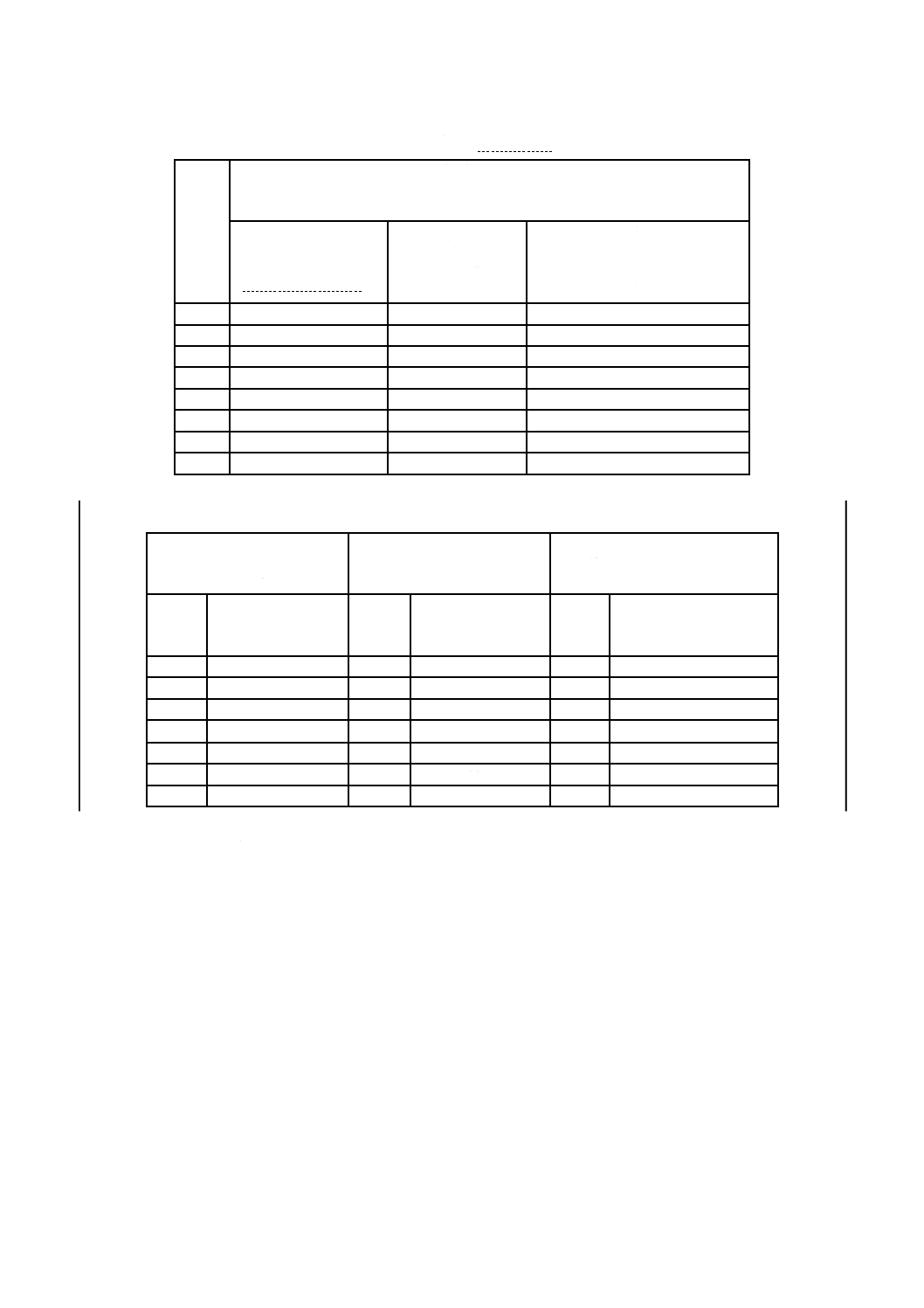
表4−タイプ4器具[根管用エキスプローラ及びコットンブローチ(歯科用ブローチ)]
の寸法及び表示(その1)
呼び
寸法
mm
表示
d1
±0.02
d2
±0.02
d3
最大
l1
l2
l3
l4
±1.5
カラー
表示
リング
の数
012
0.12
0.20
0.8
2×d1
10.5
25
50
紫
1
015
0.14
0.23
白
2
017
0.16
0.25
黄色
3
020
0.18
0.28
青
4
025
0.21
0.33
緑
5
030
0.25
0.38
黒
6
表4A−タイプ4器具[根管用エキスプローラ及びコットンブローチ(歯科用ブローチ)]
の寸法及び表示(その2)
呼び
寸法
mm
d1
±0.03
d2
±0.01
d3
0
−0.007
l1
l2
l3
±1.0
l4
+0.2
#000
0.13
0.15
0.800
0
3
30.0
52.0
#00
0.16
0.18
#0
0.18
0.21
#1
0.21
0.24
#2
0.24
0.27
#3
0.27
0.30
5.3
カラー表示及びリングによる寸法表示
補助器具の寸法を特定するために,製造販売業者がカラー表示及び/又はリングを用いる場合,その表
示は,表1〜表4Aによる。
8
T 5221-4:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
機械的要求事項
5.4.1
ねじ(捩)り破断に対する耐久性及びねじ(捩)り角度
バーブドブローチ(歯科用クレンザ)及びラスプは,JIS T 5221-1:2014の7.4に従って試験したとき,
表5〜表6Aに規定されるねじ(捩)り破断に対する耐久性に適合し,及びねじ(捩)り角度に関する最小
値より小さな値で破断してはならない。
表5−ねじ(捩)り破断に対する耐久性(その1)
呼び
ねじ(捩)り破断に対する耐久性
mN・m
最小
タイプ1器具
[バーブドブローチ
(歯科用クレンザ)]
タイプ2器具
(ラスプ)
タイプ4器具
[根管用エキスプローラ及び
コットンブローチ(歯科用ブロ
ーチ)]
020
0.5
−
1.2
025
0.6
0.8
2.1
030
0.8
1.0
3.5
035
1.0
1.2
−
040
1.2
2.0
−
045
−
2.6
−
050
2.0
3.4
−
060
3.4
−
−
表5A−ねじ(捩)り破断に対する耐久性(その2)
タイプ1器具
[バーブドブローチ(歯科用
クレンザ)]
タイプ2器具
(ラスプ)
タイプ4器具
[根管用エキスプローラ及びコッ
トンブローチ(歯科用ブローチ)]
呼び
ねじ(捩)りトルク
mN・m
最小
呼び
ねじ(捩)りトルク
mN・m
最小
呼び
ねじ(捩)りトルク
mN・m
最小
#000
0.5
0
0.3
#000
0.5
#00
0.8
1
0.6
#00
0.8
#0
1.0
2
0.8
#0
1.0
#1
1.2
3
1.0
#1
1.2
#2
2.0
4
1.2
#2
2.1
#3
3.5
5
2.0
#3
3.5
−
−
6
3.5
−
−
9
T 5221-4:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−ねじ(捩)り角度による破断に対する耐久性(その1)
呼び
タイプ1器具
[バーブドブローチ
(歯科用クレンザ)]
タイプ2器具
(ラスプ)
タイプ4器具
[根管用エキスプローラ及び
コットンブローチ(歯科用ブロ
ーチ)]
ねじ(捩)り角度
度(°)
最小
020
020
012
90
025
025
015
030
030
017
035
035
020
040
040
025
045
045
030
050
050
−
060
060
−
表6A−ねじ(捩)り角度による破断に対する耐久性(その2)
呼び
タイプ1器具
[バーブドブローチ
(歯科用クレンザ)]
タイプ2器具
(ラスプ)
タイプ4器具
[根管用エキスプローラ及びコ
ットンブローチ(歯科用ブロー
チ)]
最大ねじ(捩)り角度
度(°)
最小
#000
0
#000
90
#00
1
#00
#0
2
#0
#1
3
#1
#2
4
#2
#3
5
#3
−
6
−
5.4.2
曲げに対する耐久性
バーブドブローチ(歯科用クレンザ)及びラスプをJIS T 5221-1:2014の7.5に従って試験したとき,バ
ーブドブローチ(歯科用クレンザ)及びラスプは,破断してはならず,表7又は表7Aに規定される最大
値を超えてはならない。
10
T 5221-4:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−曲げ抵抗(その1)
呼び
曲げモーメント
mN・m
最大
タイプ1器具
[バーブドブローチ
(歯科用クレンザ)]
タイプ2器具
(ラスプ)
タイプ4器具
[根管用エキスプローラ及び
コットンブローチ(歯科用ブロー
チ)]
020
2.5
−
−
025
2.9
4.9
7.8
030
3.9
6.9
11.7
035
4.9
8.8
16.6
040
7.8
13.7
−
045
−
16.7
−
050
11.8
20.6
−
060
16.7
−
−
表7A−曲げ抵抗(その2)
タイプ1器具
[バーブドブローチ(歯科用
クレンザ)]
タイプ2器具
(ラスプ)
タイプ4器具
[根管用エキスプローラ及びコッ
トンブローチ(歯科用ブローチ)]
呼び
曲げモーメント
mN・m
最大
呼び
曲げモーメント
mN・m
最大
呼び
曲げモーメント
mN・m
最大
#000
2.5
0
1.9
#000
2.4
#00
3.9
1
2.9
#00
3.9
#0
4.9
2
3.9
#0
4.9
#1
7.8
3
4.9
#1
7.8
#2
11.7
4
7.8
#2
11.7
#3
16.6
5
11.7
#3
16.6
−
−
6
16.6
−
−
5.4.3
ハンドル及びシャンクの堅ろう(牢)性
ハンドルは,JIS T 5221-1:2014の5.9.3の要求事項に従わなければならない。
5.4.4
疲労耐久性(タイプ3器具だけに適用)
次の要求事項は,ペーストキャリアだけに適用される。
ペーストキャリアをJIS T 5217-2:2009の6.5に従って試験したとき,試験したペーストキャリア全てが,
表8に規定される最小回転数に適合しなければならない。
11
T 5221-4:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−タイプ3器具(ペーストキャリア)の疲労耐久性
呼び
直径
mm
回転数
最小
min−1
025
0.25
4 000
030
0.30
2 400
035
0.35
1 500
040
0.40
1 000
5.5
耐食性
補助器具は,JIS T 5221-1:2014の5.10.1の要求事項に従わなければならない。
5.6
滅菌時の熱の影響
5.6.1
一般
補助器具は,JIS T 5221-1:2014の5.10.2の要求事項に従わなければならない。
5.6.2
単回使用器具
高圧蒸気滅菌法及び乾熱滅菌法によって1回滅菌した後,JIS T 5221-1:2014の7.8に従って試験したと
き,単回使用器具は,5.4.1〜5.4.4の要求事項に従わなければならない。
5.6.3
繰返し使用器具
高圧蒸気滅菌法及び乾熱滅菌法によって5回滅菌した後,JIS T 5221-1:2014の7.8に従って試験したと
き,繰返し使用器具は,5.4.1〜5.4.4の要求事項に従わなければならない。
6
サンプリング
各試験について,別に規定がない場合には,試験した補助器具の90 %より多くが要求事項に適合してい
なければならない。
サンプリング方法は,次による。
各寸法について,10本を試験する。10本が全て適合の場合は,合格とする。2本以上が不適合の場合は,
不合格とする。1本が不適合の場合,更に5本の補助器具を追加試験し,5本全てが適合する場合は,合格
とする。
7
試験方法
7.1
一般
試験方法は,JIS T 5221-1:2014の箇条7に従わなければならない。
7.2
寸法
7.2.1
一般
ハンドルがある場合は,ハンドルを補助器具から外す。補助器具のシャンクを,適切なホルダに挿入す
る。
7.2.2
コア又は作業部の直径
JIS T 5221-1:2014の7.3に規定される手順によって,コア部の直径(d2)及び作業部の直径(d3)を測定
する。
7.2.3
バーブドブローチ(歯科用クレンザ)及びラスプ
7.2.3.1
とげの位置
12
T 5221-4:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
補助器具を回転させて,せん(尖)端に最も近いとげの全体が見えるように位置を定める。補助器具の
せん(尖)端から一番目のとげの底部までの距離(l1)を測定する。
補助器具を回転させて,せん(尖)端に最も遠いとげの全体が見えるように位置を定める。補助器具の
せん(尖)端から最後のとげのせん(尖)端までの距離(l3)を測定する。
7.2.3.2
とげの高さ(参考)
補助器具を回転させて,せん(尖)端から3 mmの点に最も近いとげの位置を定める。とげの底部から
とげのせん(尖)端までの垂直距離を測定する。
注記 この手順は,単に,呼びの計算に用いる参考として記載したもので,とげの高さは,参考寸法
である。
7.2.3.3
とげの数
補助器具を回転させつつ,作業部のせん(尖)端から末尾までのとげの数を数える。
7.2.3.4
せん(尖)端部
補助器具を回転させて,7.2.3.1に規定されるように,一番目のとげの位置を定める。目視で一番目のと
げの底部の点を,コア面上に定める。長さ(l1)を測定する。
7.2.4
テーパ
補助器具を回転させて,7.2.3.1に規定されるように,一番目のとげの位置を定めて,コアの直径を測定
し,式(1)からテーパ率を算出する。
100
2
3
2
3
×
−
−
)
(
)
(
テーパ率=
l
l
d
d
···························································· (1)
8
表示及び識別
補助器具の呼びは,ハンドル又はシャンク上に表示しなければならない。識別記号は,JIS T 5221-1:2014
の8.2に従わなければならない。
9
包装
包装は,JIS T 5221-1:2014の箇条9に規定される要求事項に従わなければならない。
10
添付文書
薬事法に定める添付文書には,次の事項を記載しなければならない。
a) 補助器具のタイプ
b) 補助器具の推奨される臨床使用法
c) 補助器具の最高毎分回転速度(該当する場合)
d) 滅菌方法及び消毒方法(該当する場合)
e) その他法定要求事項
11
機器又はその直接の容器若しくはその直接の被包への表示
補助器具又はその直接の容器若しくはその直接の被包には,少なくとも次の情報を表示しなければなら
ない。
a) 製造販売業者の名称及び所在地
b) 補助器具のタイプ(製品識別)
13
T 5221-4:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) オペラティブ部の長さ
d) タイプ1器具:(16 mmより短い場合)作業部の長さ
e) 補助器具の分類及びテーパの寸法表記(100より小さい直径については,最初の“0”の桁を省略して
もよい。)
f)
製造番号又は製造記号
g) ユニットパッケージ内の補助器具の数(内部を見られない場合)
h) オペラティブ部の材料
i)
補助器具が単回使用の場合,その旨を示す表示
j)
滅菌済みの場合は,滅菌済み又は単回使用であること,及びその滅菌有効期限
k) その他法定要求事項
14
T 5221-4:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
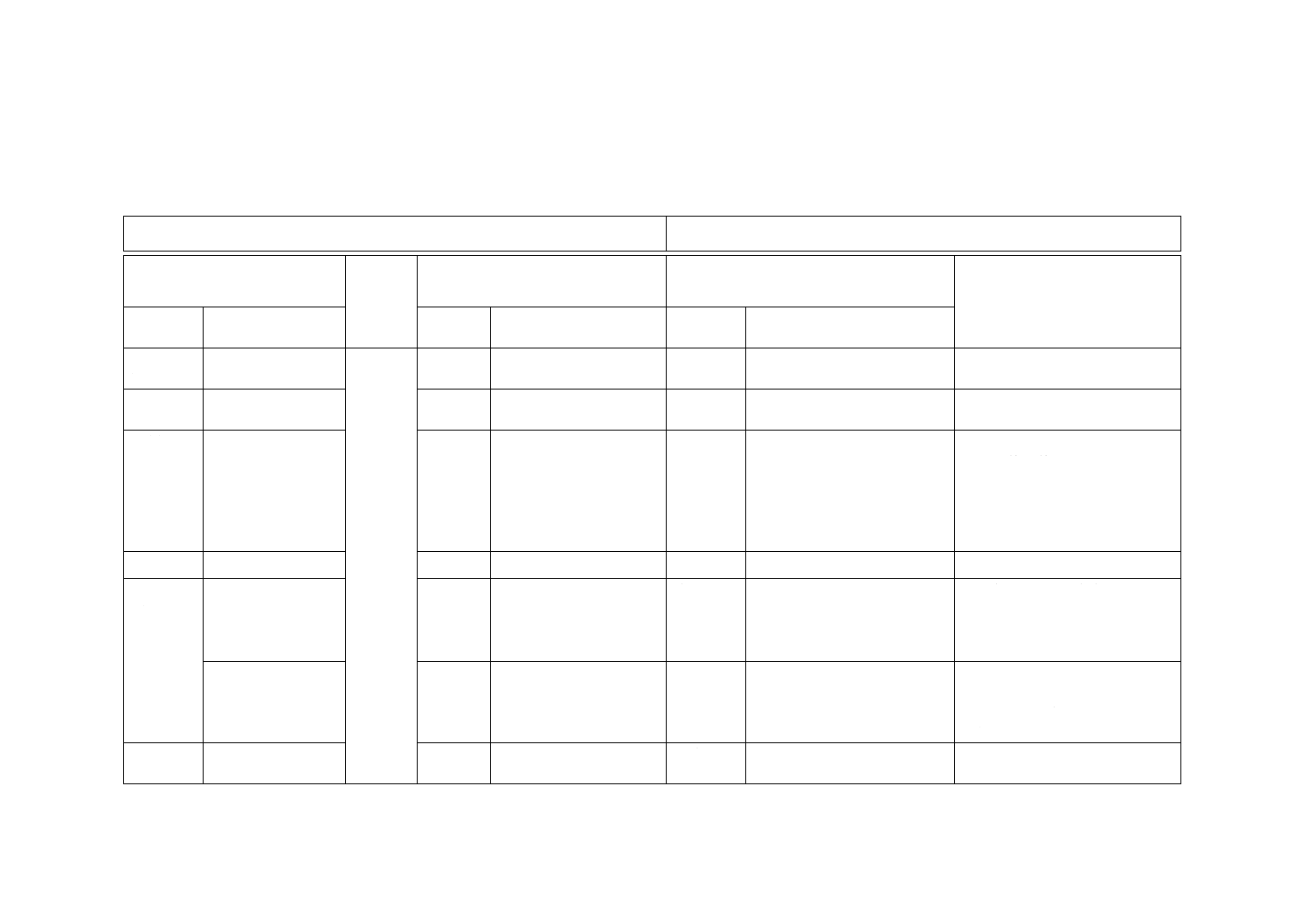
JIS T 5221-4:2014 歯科用歯内療法器具−第4部:補助器具
ISO 3630-4:2009 Dentistry−Root canal instruments−Part 4: Auxiliary instruments
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
1
一致
2 引用規
格
3 用語及
び定義並
びに記号
3.1.1 バーブドブロ
ーチ(歯科用クレン
ザ)
3.1.5 コットンブロ
ーチ(歯科用ブロー
チ)
3.1.1
3.1.5
追加
バーブドブローチの名称に(歯
科用クレンザ)及びコットンブ
ローチの名称に(歯科用ブロー
チ)を追加した。
使用者の便益性を考慮し,我が国
で一般的に使われている用語を
括弧書きで追加。
4 分類
4
一致
5 要求事
項
5.2 寸法
5.2
寸法
追加
国内流通しているものを“表
1A”〜“表4A”として追加し
た。
使用者の便益性を考慮し,国内に
て製造されている器具の表を追
加したための変更。
技術的差異はない。
5.4 機械的要求事項
5.4
機械的要求事項
追加
国内流通しているものを“表
5A”〜“表7A”として追加し
た。
使用者の便益性を考慮し,国内に
て製造されている器具の表を追
加したための変更。
技術的差異はない。
6 サンプ
リング
6
一致
2
T
5
2
2
1
-4
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
15
T 5221-4:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
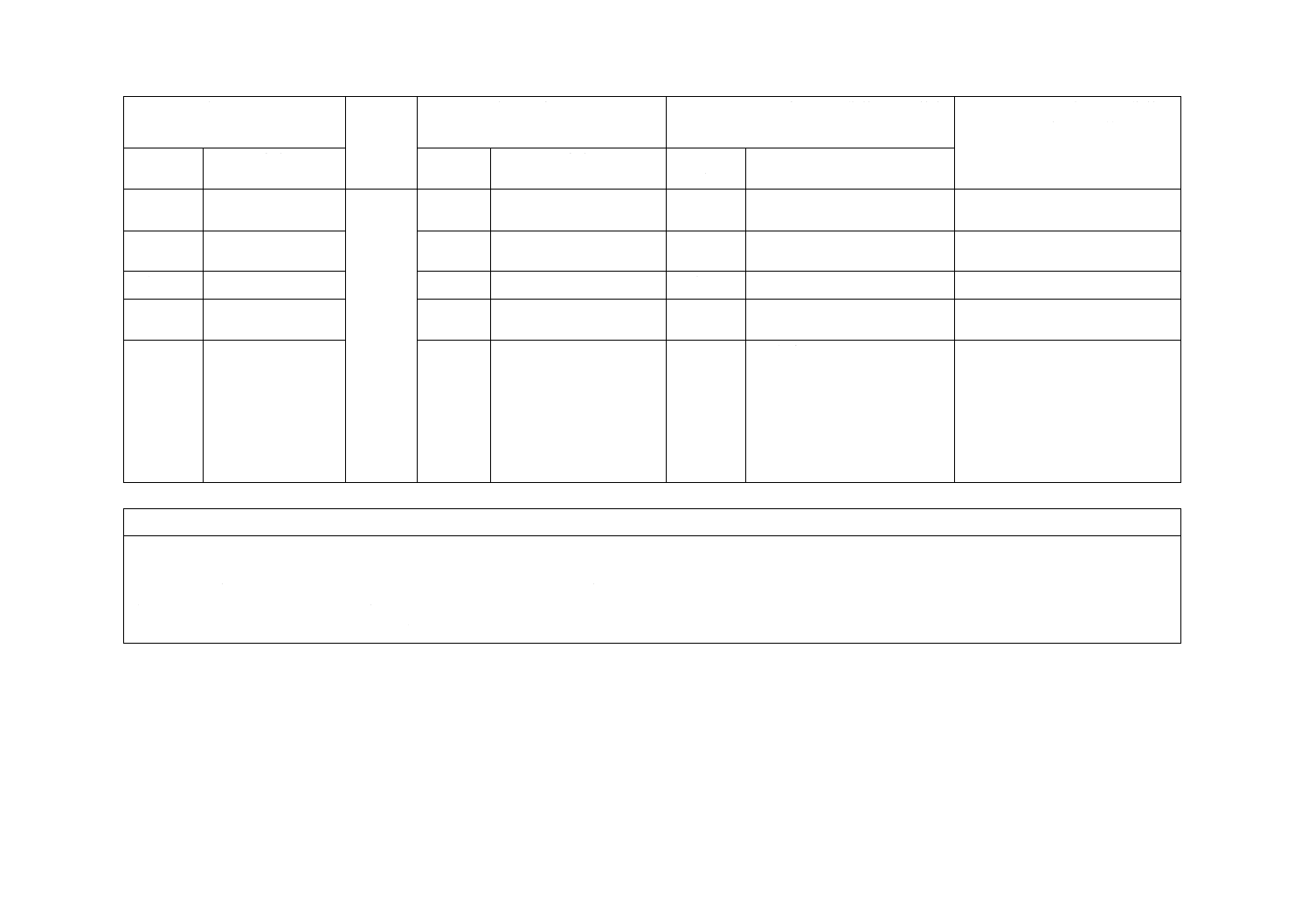
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
7 試験方
法
7
一致
8 表示及
び識別
8
一致
9 包装
9
一致
10 添付文
書
−
追加
薬事法で定める添付文書に表
示する事項を規定した。
11 機器又
はその直
接の容器
若しくは
その直接
の被包へ
の表示
10
追加
j) 及びk) を追加した。
JISと国際規格との対応の程度の全体評価:ISO 3630-4:2009,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致……………… 技術的差異がない。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
T
5
2
2
1
-4
:
2
0
1
4
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。