T 5221-3:2019
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 タイプ···························································································································· 2
5 分類······························································································································· 2
6 要求事項························································································································· 2
6.1 材料 ···························································································································· 2
6.2 寸法要件 ······················································································································ 2
6.3 機械的要求事項 ············································································································· 5
6.4 再処理に対する耐久性 ···································································································· 6
6.5 カラー表示 ··················································································································· 6
7 サンプリング ··················································································································· 6
8 試験方法························································································································· 7
8.1 一般 ···························································································································· 7
9 呼び,表示及び識別 ·········································································································· 8
10 包装 ····························································································································· 8
11 添付文書 ······················································································································· 8
12 ラベリング ···················································································································· 8
参考文献 ····························································································································· 9
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 10
T 5221-3:2019
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本歯科器械工業
協同組合(JDMMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,厚生労働大臣が改正した日本工業規格で
ある。
これによって,JIS T 5221-3:2014は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS T 5221の規格群には,次に示す部編成がある。
JIS T 5221-1 第1部:一般的要求事項及び試験方法
JIS T 5221-2 第2部:エンラージャ
JIS T 5221-3 第3部:コンパクタ(プラガ及びスプレッダ)
JIS T 5221-4 第4部:補助器具
JIS T 5221-5 第5部:形成器具及び清掃器具
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 5221-3:2019
歯科用歯内療法器具−第3部:コンパクタ
(プラガ及びスプレッダ)
Dentistry-Endodontic instruments-
Part 3: Compactors: pluggers and spreaders
序文
この規格は,2015年に第2版として発行されたISO 3630-3を基とし,我が国の実態を反映させるため,
技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,歯科で使用する根管充塡材の圧入に使用する歯科用歯内療法器具のうち,コンパクタ(プ
ラガ及びスプレッダ)の要求事項及び試験方法について規定する。ただし,電熱式充塡器具及び加熱注入
式コンパクタの場合は,先端部だけに適用できる。
この規格は,サイズ,マーキング,製品の指定,安全性,添付文書及び表示に対する要求事項を規定す
る。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3630-3:2015,Dentistry−Endodontic instruments−Part 3: Compactors: pluggers and spreaders
(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS T 5221-1:2014 歯科用歯内療法器具−第1部:一般的要求事項及び試験方法
注記 対応国際規格:ISO 3630-1:2008,Dentistry−Root-canal instruments−Part 1: General requirements
and test methods
ISO 1942,Dentistry−Vocabulary
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS T 5221-1及びISO 1942によるほか,次による。
2
T 5221-3:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1
コンパクタ(compactor)
作業部が円筒形又はテーパ状で,充塡材を軸方向及び/又は横方向の根管内で圧縮するように設計した
円形断面の器具(図3参照)。
3.2
プラガ(plugger)
作業部が円筒形又はテーパ状の円形断面のフィンガタイプ及びハンドタイプで,根管内の充塡材を主に
軸方向に圧縮するように設計した先端が平たん(坦)な器具(図1参照)。
3.3
スプレッダ(spreader)
作業部が円筒形又はテーパ状の円形断面のフィンガタイプ及びハンドタイプで,主に横方向の根管内の
充塡材を圧縮するように設計したとが(尖)った先端をもつ器具(図2参照)。
3.4
電熱式充塡器具(heat carrier instrument)
根管内で熱を充塡材に伝達するために使用するハンドタイプの根管器具。
3.5
加熱注入式コンパクタ(thermomechanical compactor)
根管内の充塡材を圧縮するために加熱及び回転することができる器具。
4
タイプ
コンパクタは,JIS T 5221-1:2014の箇条4に規定しているタイプ1,タイプ2及びタイプ4に分類する。
5
分類
分類は,コンパクタ,プラガ,スプレッダ,電熱式充塡器具及び加熱注入式コンパクタとする。
6
要求事項
6.1
材料
ハンドル又はシャンクの設計と同様に作業部の材料は,製造業者の指定によるが,JIS T 5221-1:2014の
5.7の要求事項に従わなければならない。
注記 “製造業者”とは,JIS Q 13485の3.10(製造業者)のことをいう。
6.2
寸法要件
6.2.1
一般
コンパクタの呼び及びテーパの寸法は,ここで規定しているものを除き,JIS T 5221-1:2014の箇条5に
よるほか,6.2.1〜6.2.4の規定を満たさなければならない。器具は,該当する図及び表に一致しなければな
らない。寸法要求事項の範囲内での,形状の異なり及びデザインは,製造業者の指定による。
作業部の長さl1,オペラティブ部の長さl2,全長及び先端部の寸法は,製造業者の指定による。
製造業者は,作業部の長さを最小に設定し,オペラティブ部の長さを,規定された長さの±0.5 mmとす
る。製造業者によって指定された場合,全長は,指定された全長の±1.0 mmでなければならない。
6.2.2
直径
タイプ1,タイプ2及びタイプ4では,JIS T 5221-1:2014の7.3に従って測定した場合,図1及び図2
3
T 5221-3:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
で示す直径d1は,呼びの値と一致しなければならない。タイプ4の直径d1は,作業部の直径である。図又
は表で示すタイプ4の直径d1を除く全ての寸法値は,タイプ2の作業部のテーパの算出,直径d1の算出及
び器具の直径測定箇所の決定に使用する。
6.2.3
長さ
長さは,JIS T 5221-1:2014の7.3に従って測定する。
6.2.3.1
タイプ1
作業部の長さl1は,16 mm以上でなければならない。オペラティブ部の長さl2及び全長は,製造業者の
指定による。
6.2.3.2
タイプ2及びタイプ4
製造業者は,作業部の長さを最小に設定し,オペラティブ部の長さを指定した長さの±0.5 mmでなれば
ならない。
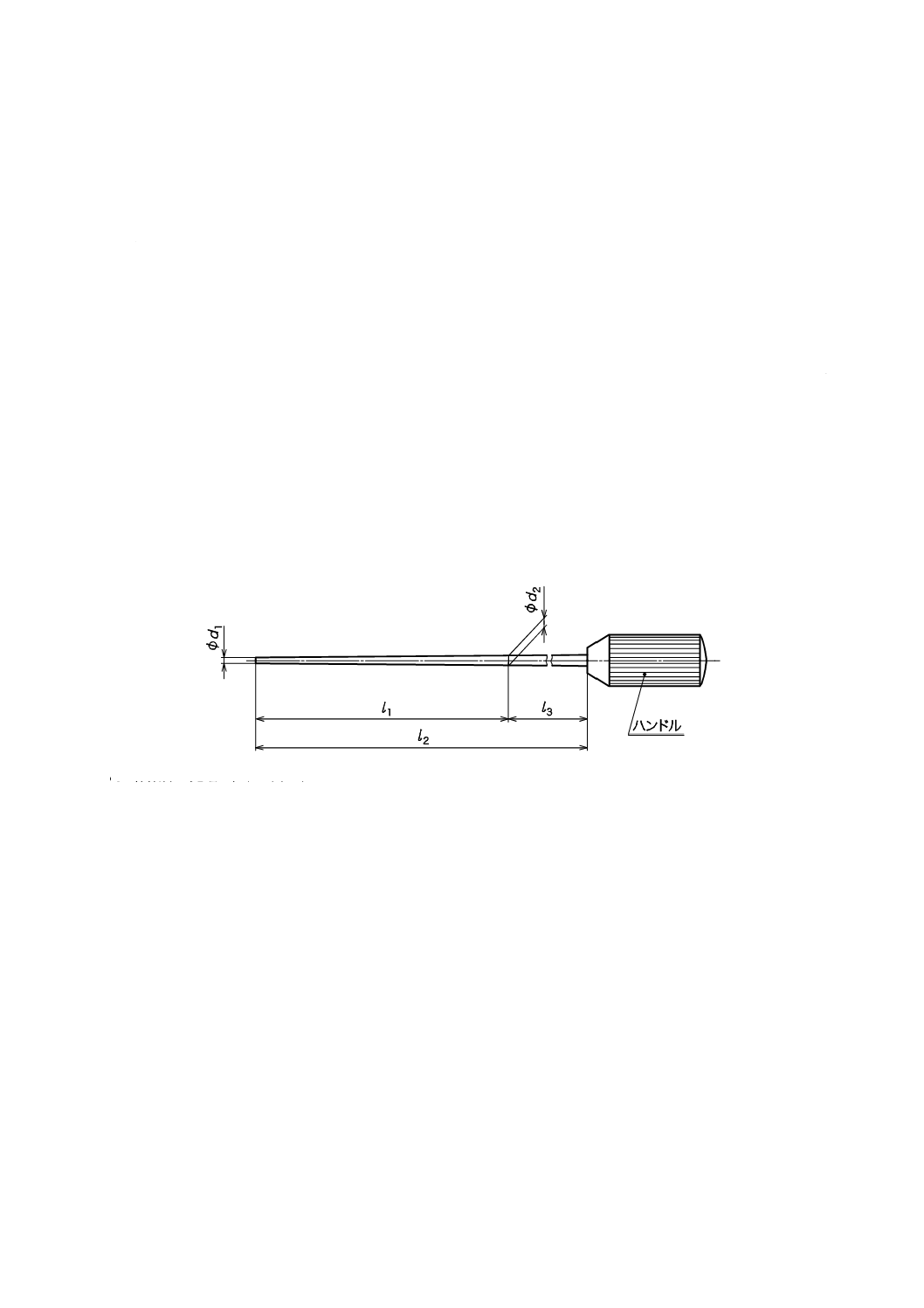
先端部は,平たん(担)で器具の軸に垂直でなければならない。作業部は,表1のd1とd2とに基づいて,
l1に沿ってタイプ1(標準サイズ),タイプ2(テーパサイズ)又はタイプ4(テーパなし)でなければな
らない。
ネック部l3は,円筒状又はテーパ状でなければならない。テーパなしの場合,直径d1は,d2を超えては
ならない。
dl:作業部の先端の直径(呼び)
d2:せん(尖)端から長さl1の点での直径
l1:計測点d2の長さ及び作業部の最小長さ
l2:オペラティブ部の長さ
l3:ネック部の長さ
図1−プラガの形状
4
T 5221-3:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−プラガの呼び,寸法及びカラー表示
単位 mm
呼び
d1
±0.02
d2
±0.02
カラー表示
015
020
025
030
035
040
0.15
0.20
0.25
0.30
0.35
0.40
0.47
0.52
0.57
0.62
0.67
0.72
白
黄色
赤
青
緑
黒
045
050
055
060
070
080
0.45
0.50
0.55
0.60
0.70
0.80
0.77
0.82
0.87
0.92
1.02
1.12
白
黄色
赤
青
緑
黒
090
100
110
120
130
140
0.90
1.00
1.10
1.20
1.30
1.40
1.22
1.32
1.42
1.52
1.62
1.72
白
黄色
赤
青
緑
黒
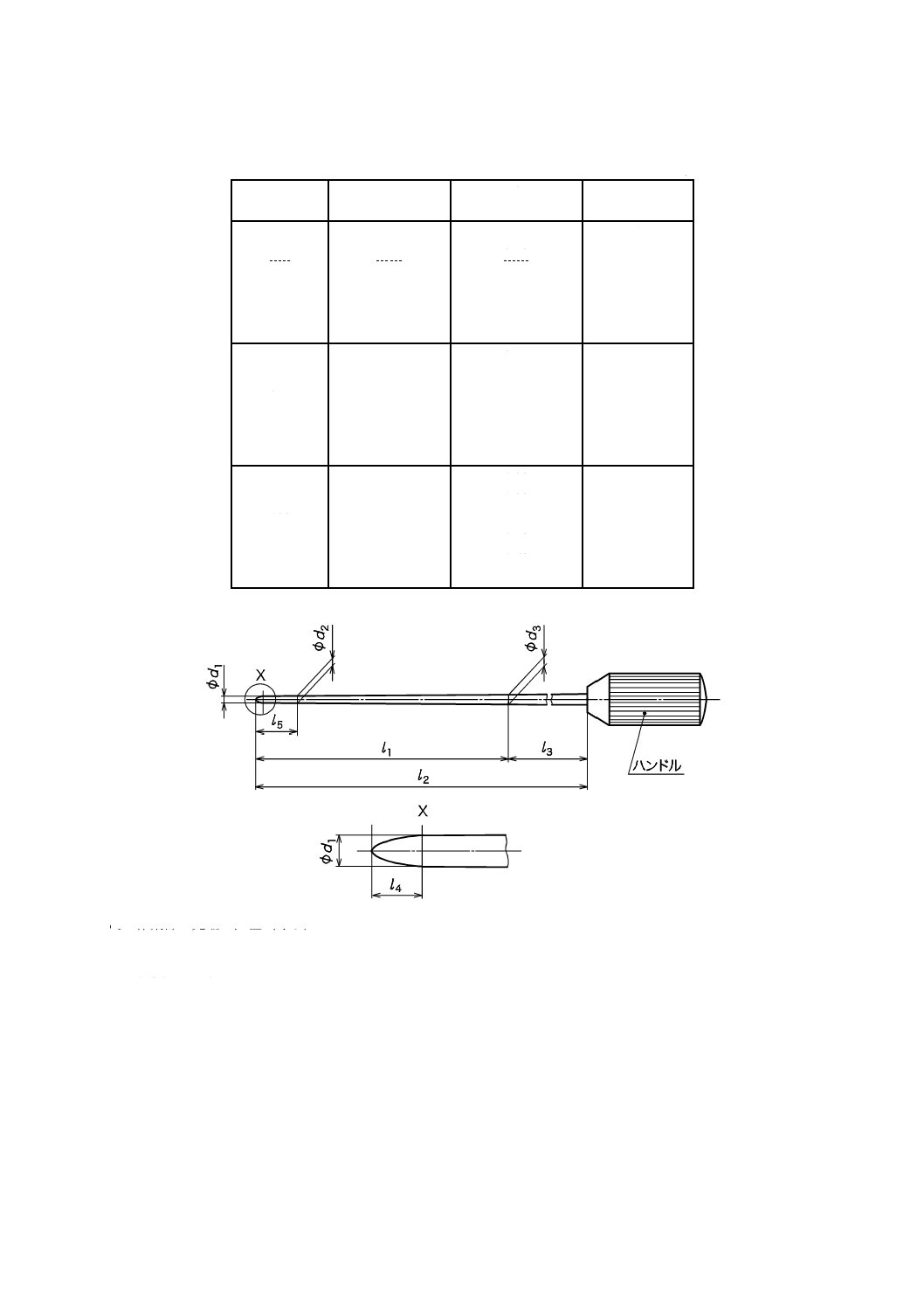
d1:作業部の先端の直径(呼び)
d2:せん(尖)端から長さl5の点での直径
d3:せん(尖)端から長さl1の点での直径
l1:作業部の長さ
l2:オペラティブ部の長さ
l3:ネック部の長さ
l4:先端部の長さ
l5:せん(尖)端から計測点d2までの長さ
図2−スプレッダの形状
テーパは,l1に沿って表2のd1及びd2に基づき規定する。ネック部は,円筒形,テーパ状又はその両方
5
T 5221-3:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
でなければならない。円筒形の場合,直径d1は,d2を超えてはならない。
表2−スプレッダの呼び,寸法及びカラー表示
単位 mm
呼び
d1
参考
d2
±0.02
d3
±0.02
カラー表示
010
015
020
025
030
035
040
045
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.16
0.21
0.26
0.31
0.36
0.41
0.46
0.51
0.42
0.47
0.52
0.57
0.62
0.67
0.72
0.77
紫
白
黄色
赤
青
緑
黒
白
6.2.4
ハンドコンパクタ
6.1及び6.2.1〜6.2.3の記号及び用語は,ハンドコンパクタ(以下,ハンドタイプ器具という。)にも適用
する。
ハンドルの長さ及び直径は,製造業者の指定によるが,全長は,175 mmを超えてはならない。
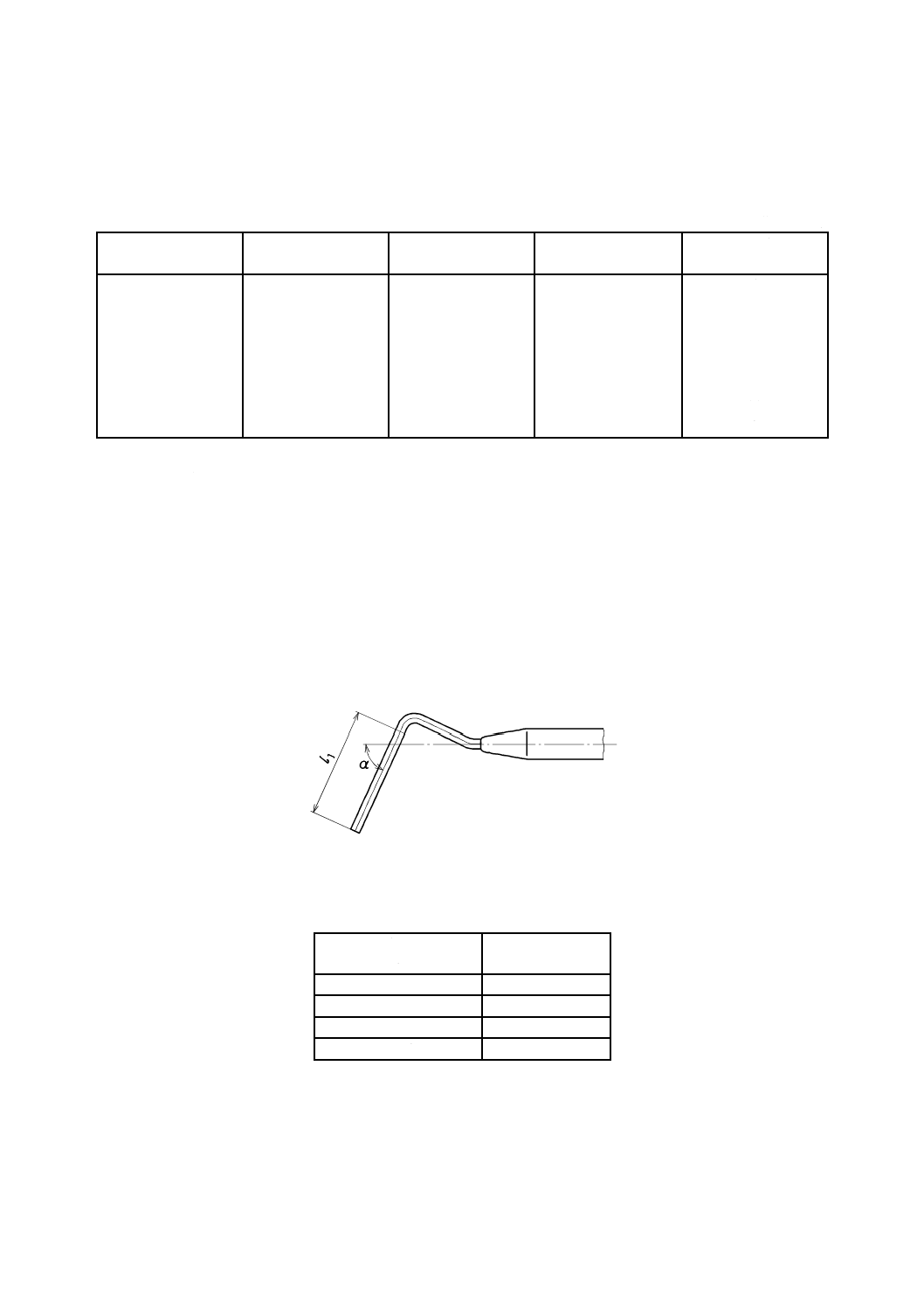
ハンドタイプ器具の作業部の形状は,図3にあるように直線又は曲線のいずれかでなければならない。
作業部の長さl1は,製造業者の指定で,16 mmよりも短くすることができる。
図3に示した角度αは,製造業者のいかなるサイズに対しても,表3に規定した許容差内になければな
らない。
図3−ハンドタイプ器具の形状
表3−ハンドタイプ器具の角度の許容差
角度範囲
α
許容差
α≦10°
±1°
10°<α≦25°
±2°
25°<α≦45°
±3°
α>45°
±4°
6.3
機械的要求事項
6.3.1
フィンガタイプ器具の剛性(曲げ抵抗)
7°に曲げた後,力を除いたとき,ハンドルは元の位置に戻らなければならない。
6
T 5221-3:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9°に曲げた後,力を除いたとき,曲げる前の軸位置から2°以内に戻らなければならない。
18°に曲げた後,力を除いたとき,クラックが生じてはならない。
試験は,8.1.2による。
6.3.2
ハンドタイプ器具の剛性(曲げ抵抗)
15 mmの目盛まで曲げた後,力を除いたとき,ハンドルは元の位置に戻らなければならない。
20 mmの目盛まで曲げた後,力を除いたとき,元の位置から4.5 mm以内に戻らなければならない。
40 mmの目盛まで曲げた後,力を除いたとき,クラックが生じてはならない。
試験は,8.1.3による。
6.3.3
電熱式充塡器具の剛性(曲げ抵抗)
15 mmの目盛まで曲げた後,力を除いたとき,ハンドルは元の位置に戻らなければならない。
20 mmの目盛まで曲げた後,力を除いたとき,元の位置から4.5 mm以内に戻らなければならない。
40 mmの目盛まで曲げた後,力を除いたとき,クラックが生じてはならない。
試験は,8.1.4による。
注記 この要求事項の適用箇所は,熱を充塡材に伝達する先端部だけである。
6.3.4
ハンドルの堅ろう(牢)性
ハンドルは,オペラティブ部に取り付けたとき,永続的に固定されていなければならない。器具は,ハ
ンドルから軸方向に動いてはならない。規定したトルクを加えたとき,ハンドル内でねじ(捩)れてはな
らない。
試験は,JIS T 5221-1:2014の7.6による。
6.3.5
表面仕上げ
オペラティブ部は,4倍の拡大鏡の下で目視検査したとき,滑らかに仕上げていなければならない。
6.4
再処理に対する耐久性
複数回使用する器具は,製造業者の指示に従って100回の再処理サイクルをした後,劣化又は腐食の兆
候を示してはならない。
再処理サイクルには,推奨される洗浄,消毒及び滅菌方法を含んでいなければならない。
製造業者が許容再処理サイクルよりも少ない回数を提示している場合,その回数を上記の100回に代え
て使用するか,又はJIS T 5221-1:2014の7.7及び7.8による。
6.5
カラー表示
呼び又はテーパにカラー表示を含む場合,使用する色は,JIS T 5221-1:2014の5.2.3,5.3.6,5.3.7,5.4.3,
5.5.3,5.6.6及び5.6.7に適合しなければならない。
7
サンプリング
各試験について,別に規定がない場合には,少なくとも試験したサンプルの95 %以上が要求事項に適合
していなければならない。サンプリング方法は,各サイズについて,10本を試験し,次による。
− 10本全てが適合の場合は,合格とする。
− 合格が8本以下の場合は,不合格とする。
− 仮に9本が合格の場合,追加で10本を試験する。追加した10本全てが適合する場合は,合格とする。
7
T 5221-3:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8
試験方法
8.1
一般
試験方法の一般的条件は,JIS T 5221-1:2014の箇条7による。
8.1.1
寸法
プラガの場合は,d1とd2とを測定し,スプレッダの場合は,d2とd3とを測定する。試験する各タイプの
器具10本について,直径及び算出後のテーパを記録する。
8.1.2
フィンガタイプ器具の剛性(曲げ抵抗)
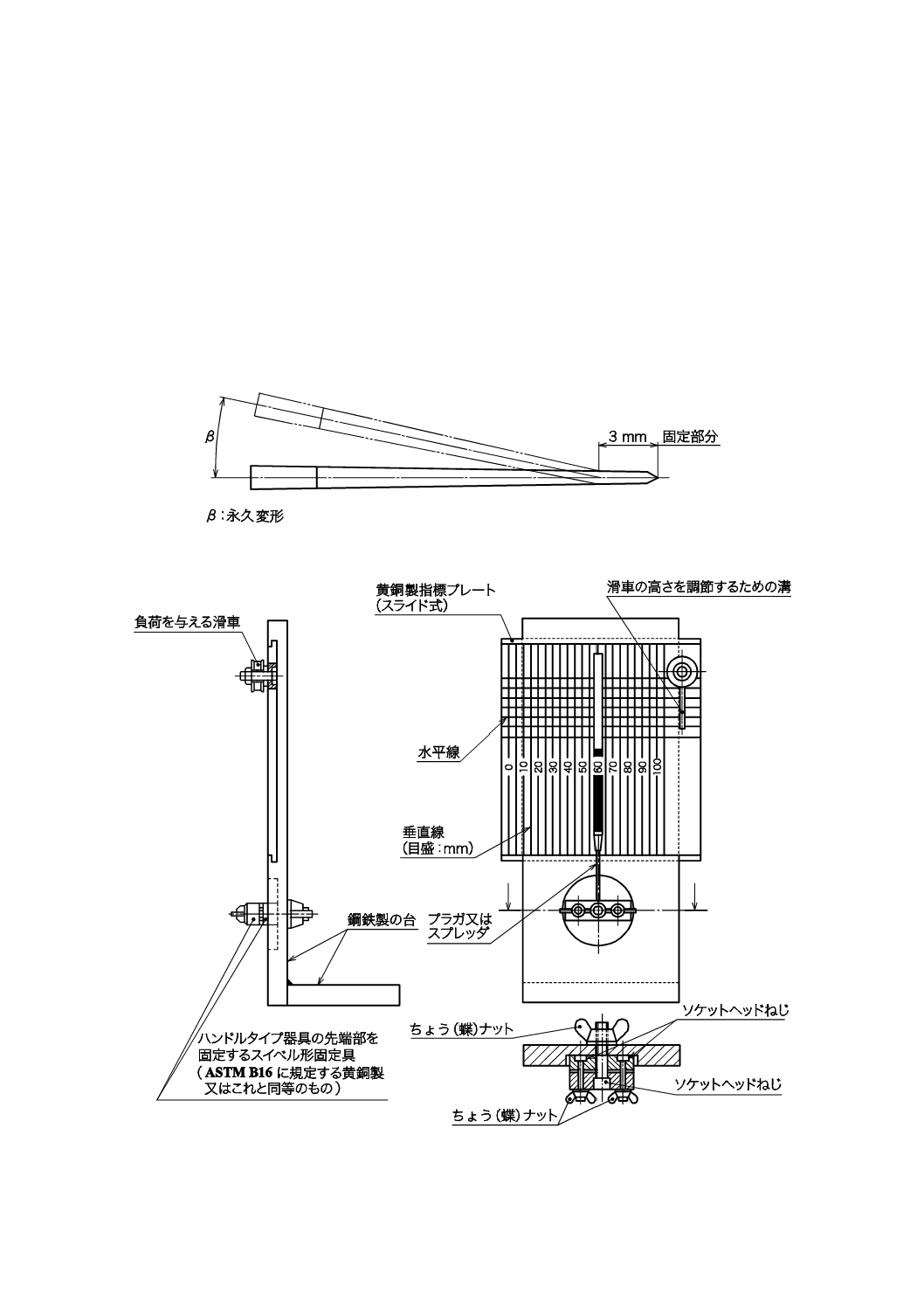
JIS T 5221-1:2014の7.5に規定しているように器具を試験する。図4の記載のように,その軸の角度β
を使用して永久変形量を測定し記録する。
図4−永久変形の計測
図5−ハンドタイプ器具の曲げ剛性試験装置
8
T 5221-3:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.1.3
ハンドタイプ器具の剛性(曲げ抵抗)
図5に示した装置及び次に記載する方法を用いて,負荷した力と,15 mm,20 mm及び40 mmの目盛ま
で曲げた後,力を除いたときに,元の位置からの距離によって確かめた永久変形量とを計測する。器具の
破折の兆候に注意する。
器具の作業部先端から3 mmにわたって,適切なクランプ又は装置でしっかりと固定し,先端が試験中
に動くことがないようにする。ハンドタイプ器具をもち,ハンドルを上向きの垂直方向に固定する。ハン
ドルの中心軸に対し,垂直方向に負荷を与え,固定した位置から曲げ負荷を与える。固定された作業部先
端から125 mmの点(ハンドル上の点)を計測点とし,固定した位置にあった垂直線に対し,直角をなす
水平線との距離を計測する。
8.1.4
電熱式充塡器具の剛性(曲げ抵抗)
電熱式充塡器具に熱が及ぼす影響を調べるために,ブンゼンバーナーなどの適切な熱源で鮮紅色になる
まで器具を加熱する。試験の前に,少なくとも10分間,室温で放置する。試験は,8.1.2による。
注記 この要求事項の適用箇所は,熱を充塡材に伝達する先端部だけである。
9
呼び,表示及び識別
器具の呼びは,JIS T 5221-1:2014の箇条8に従い,ハンドル又はシャンク上に表示をしなければならな
い。識別記号は,JIS T 5221-1:2014の箇条8による。
電熱式充塡器具の場合,ハンドルの表示には“HC”又は“加熱可能”若しくは“heatable”が含まれて
いなければならない。
10
包装
包装は,JIS T 5221-1:2014の箇条9による。
11
添付文書
添付文書は,JIS T 5221-1:2014の箇条10による。
12
ラベリング
ラベリングは,JIS T 5221-1:2014の箇条11による。
9
T 5221-3:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] ISO 8601,Data elements and interchange formats−Information interchange−Representation of dates and
times
[2] ISO 15223-1,Medical devices−Symbols to be used with medical device labels, labelling and information to be
supplied−Part 1: General requirements
[3] JIS Q 13485:2018 医療機器−品質マネジメントシステム−規制目的のための要求事項
[4] ASTM B16,Standard Specification for Free−Cutting Brass Rod, Bar and Shapes for Use in Screw Machines
10
T 5221-3:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
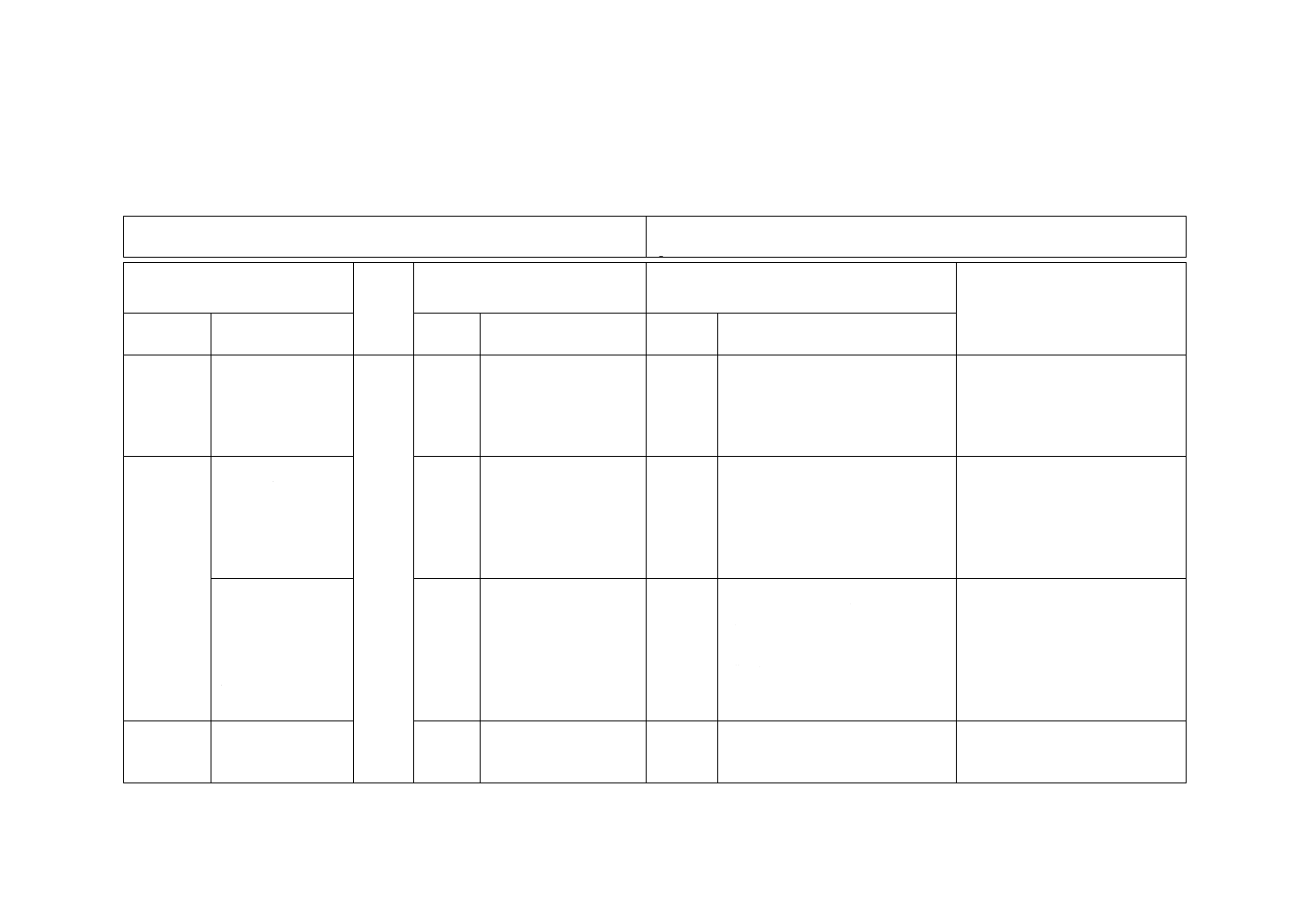
JIS T 5221-3:2019 歯科用歯内療法器具−第3部:コンパクタ(プラガ及びスプ
レッダ)
ISO 3630-3:2015,Dentistry−Endodontic instruments−Part 3: Compactors: pluggers and
spreaders
(I)JISの規定
(II)
国際規
格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 適用範囲の詳細を
追記した。
1
JISと同じ
追加
電熱式充塡器具及び加熱注入式コ
ンパクタの本体への要求事項は,医
薬品医療機器等法の認証基準で別
途定められているため,先端部だけ
に適用することを明確にした。
技術的差異はない。
6 要求事項 6.2.3.2 タイプ2及
びタイプ4
表1に,呼び“015”
及び“020”の寸法
及びカラー表示を
追加
6.2.3.2
JISとほぼ同じ
追加
市場で製造及び流通している呼び
“015”及び“020”を表1に追加し
た。
対応国際規格の改訂時に削除され
たため,今後の改訂時には,日本
から追加提案する。
技術的差異はない。
6.4 再処理に対する
耐久性
“又は
JIS T
5221-1:2014の7.7及
び7.8による。”を追
加
6.4
JISとほぼ同じ
追加
市場では樹脂製ハンドルなどの非
金属材料製品も存在していること
及びJIS T 5221-1:2014の要求事項
と整合させる必要があることから,
“JIS T 5221-1:2014の7.7及び7.8
による。”を追加し,製造業者が選
択できるようにした。
この規格の使用者の利便性を考慮
した。今後の対応国際規格の改訂
時には,日本から追加提案する。
技術的差異はない。
9 呼び,表
示及び識別
ハンドルへの表示
に“加熱可能”での
表示を追加
9
JISとほぼ同じ
変更
“加熱可能”の文字表示でも可能と
した。
この規格の使用者の利便性を考慮
した。
技術的差異はない。
2
T
5
2
2
1
-3
:
2
0
1
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11
T 5221-3:2019
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:ISO 3630-3:2015,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
T
5
2
2
1
-3
:
2
0
1
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。