2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 3101-1979
注射針
Injection Needles
1. 適用範囲 この規格は,医療で使う注射針(以下,注射針という。)について規定する。
備考 この規格の中で{ }を付けて示してある単位及び数値は,国際単位系(SI)によるものであっ
て,参考として併記したものである。
引用規格:5ページに示す。
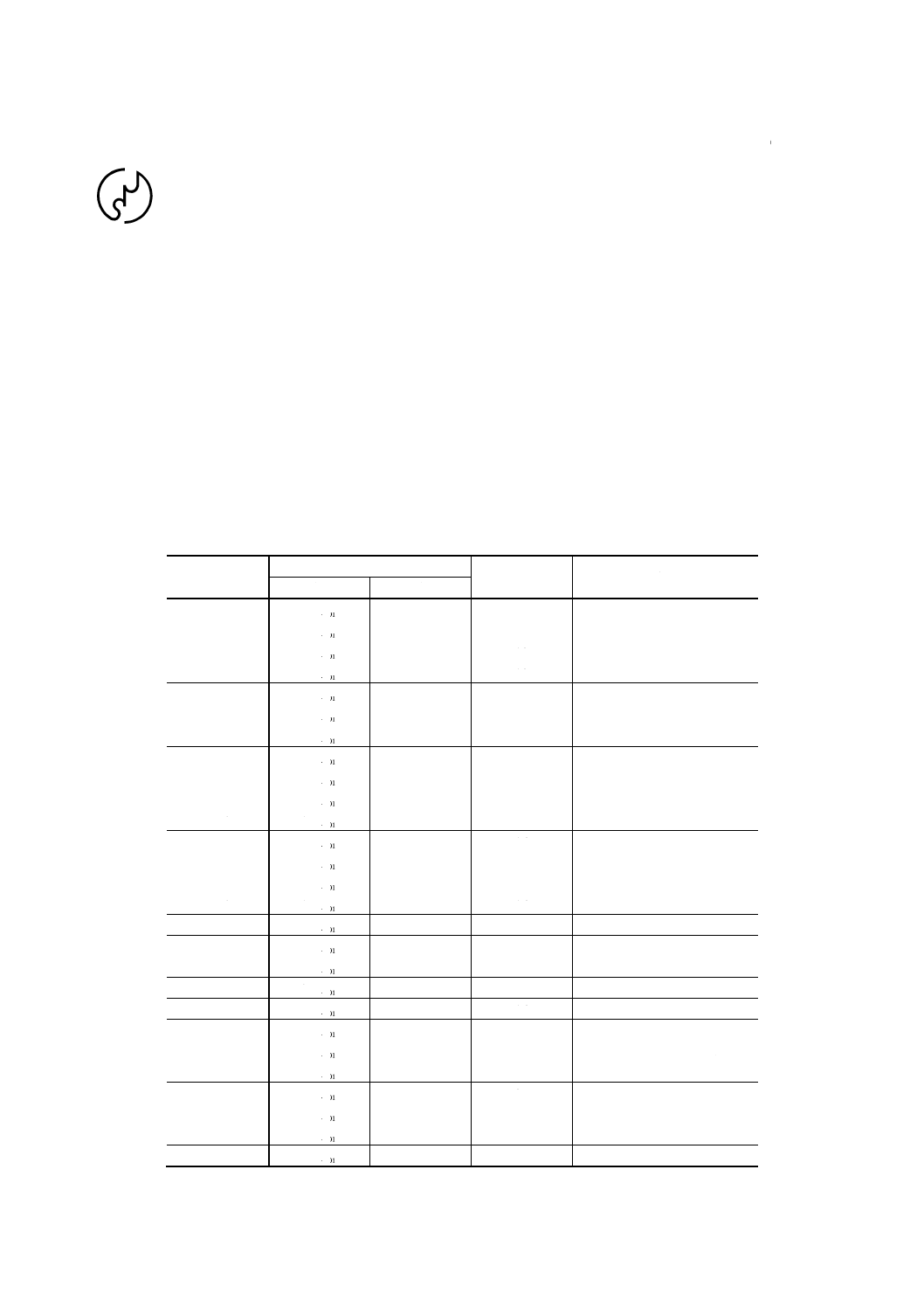
2. 種類,針管の寸法及び刃先の角度 種類,針管の寸法及び刃先の角度は,表1のとおりとする。
表1 種類・寸法・刃先の角度
種類
針管の寸法 mm
刃先の角度(1)
θ°
摘要
外径D
長さL
H
4
0.4
02
.001
.0
+−
20±1
12
皮下注射用
H
5
0.5
02
.001
.0
+−
23±1
12
H
6
0.6
02
.001
.0
+−
26±1
12
H
7
0.7
02
.001
.0
+−
30±1
12
V
6
0.6
02
.001
.0
+−
30±1
18
静脈注射用
V
7
0.7
02
.001
.0
+−
33±1
18
V
8
0.8
02
.001
.0
+−
35±1
18
V 10
1.0
02
.001
.0
+−
40±1.5
20
静脈注射用及び輸血用
(安定板付きを含む)
V 11
1.1
02
.001
.0
+−
40±1.5
20
V 12
1.2
02
.001
.0
+−
40±1.5
20
V 15
1.5
02
.001
.0
+−
40±1.5
20
M
8
0.8
02
.001
.0
+−
50±1.5
14
筋肉注射用及び採のう用
M1 8
0.8
02
.001
.0
+−
60±1.5
14
M 10
1.0
02
.001
.0
+−
60±1.5
14
M 15
1.5
02
.001
.0
+−
80±2
14
L
4
0.4
02
.001
.0
+−
20±1
20
局所麻酔用及び耳鼻科用
L
6
0.6
02
.001
.0
+−
60±1
14
局所麻酔用
L
7
0.7
02
.001
.0
+−
70±1.5
14
L1
7
0.7
02
.001
.0
+−
70±1.5
20
局所麻酔用及び耳鼻科用
L
8
0.8
02
.001
.0
+−
80±2
14
局所麻酔用
S
7
0.7
02
.001
.0
+−
50±1.5
20
腰つい麻酔用(針もとは,つ
め付マンドリンとする)
S1
7
0.7
02
.001
.0
+−
60±1.5
20
S
8
0.8
02
.001
.0
+−
60±1.5
20
D
4
0.4
02
.001
.0
+−
20±1
25
歯科局所麻酔用
D
5
0.5
02
.001
.0
+−
23±1
25
D
6
0.6
02
.001
.0
+−
26±1
25
D1 6
0.6
02
.001
.0
+−
33±1
20
歯科伝達麻酔用
2
T 3101-1979
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
種類
針管の寸法 mm
刃先の角度(1)
θ°
摘要
外径D
長さL
D
7
0.7
02
.001
.0
+−
30±1
20
歯科局所麻酔用
注(1) 刃先の角度は,標準を示す。
備考1. 輸出品の場合に限り,種類,針管の寸法,刃先の角度及び針もと穴の寸法について特
に注文者から指定があった場合には,この規格に準じてかえることができる。
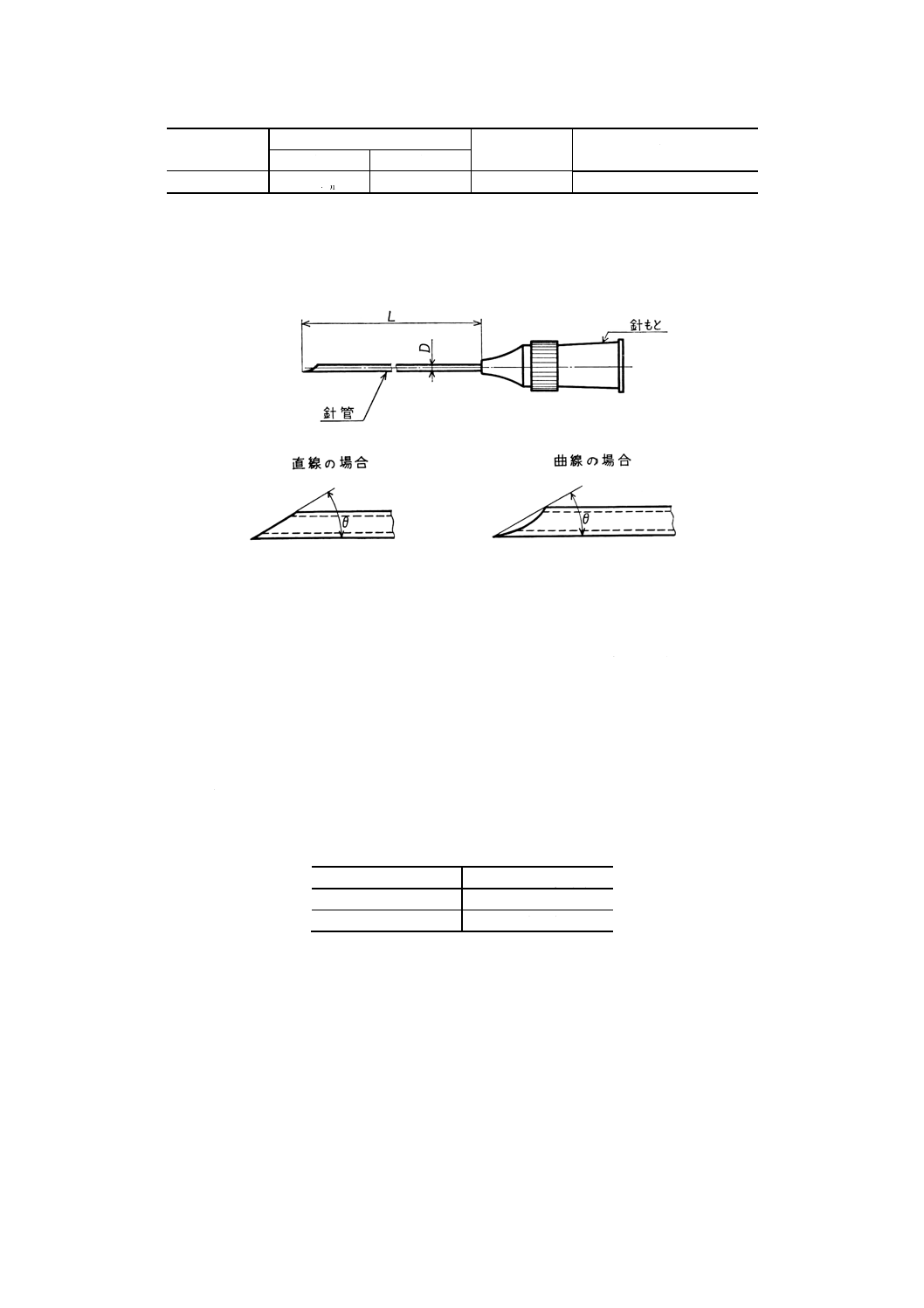
2. 刃先の形状は,直線又は曲線の2種とし,刃先の角度θは図1による。
図1 刃先の形状
3. 性能
3.1
内外面 注射針の内外面は,次のとおりとする。
(1) 外面には,おうとつ及びきずがなく,仕上げ面は滑らかでなければならない。
(2) 内面には,きず及びみがきの汚れがなく,酸化物の薄片,ごみ及び切り粉が付着していてはならない。
(3) 刃先は,鋭利に研摩してあり,まくれ及びばりがあってはならない。
(4) 6.3(1)の検査方法によって検査を行ったとき,グリセリンが着色してはならない。
3.2
針管の弾性 針管の外径が1.0mm以下のものにあっては,6.4の試験方法によって検査を行ったと
き,針管が元の位置に復さなければならない。
3.3
針管の曲げ強さ 6.5の試験方法によって試験を行ったとき,折れてはならない。
3.4
針管の引抜強さ 6.6の試験方法によって試験を行ったとき,表2の値に耐えなければならない。
表2 引抜強さ
針管の外径 mm
引抜荷重 kgf {N}
0.6未満
2 {19.6}
0.6以上
3 {29.4}
3
T 3101-1979
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.5
針の切れ味 6.7の試験方法によって試験を行ったとき,表3の値に適合しなければならない。
表3
種類
刺通抵抗 gf {N}
種類
刺通抵抗 gf {N}
H
4
15 {0.147} 以下
L
4
18 {0.177} 以下
H
5
15 {0.147} 以下
L
6
15 {0.147} 以下
H
6
17 {0.167} 以下
L
7
17 {0.167} 以下
H
7
17 {0.167} 以下
L1
7
17 {0.167} 以下
V
6
17 {0.167} 以下
V
7
17 {0.167} 以下
L
8
19 {0.186} 以下
V
8
20 {0.196} 以下
S
7
17 {0.167} 以下
V
10
23 {0.226} 以下
S1
7
17 {0.167} 以下
V
11
24 {0.235} 以下
S
8
20 {0.196} 以下
V
12
25 {0.245} 以下
D
4
20 {0.196} 以下
V
15
28 {0.275} 以下
D
5
20 {0.196} 以下
M
8
19 {0.186} 以下
D
6
23 {0.226} 以下
M1
8
19 {0.186} 以下
D1 6
17 {0.167} 以下
M
10
22 {0.216} 以下
M
15
27 {0.265} 以下
D
7
17 {0.167} 以下
3.6
プラスチック製針もとの耐熱耐寒性 プラスチック製針もとの注射針は,6.8の試験方法によって試
験を行ったとき,針もとに使用に耐えないような変質又は変形があってはならない。また,6.6の試験方法
によって試験を行ったとき表2の値に耐えなければならない。
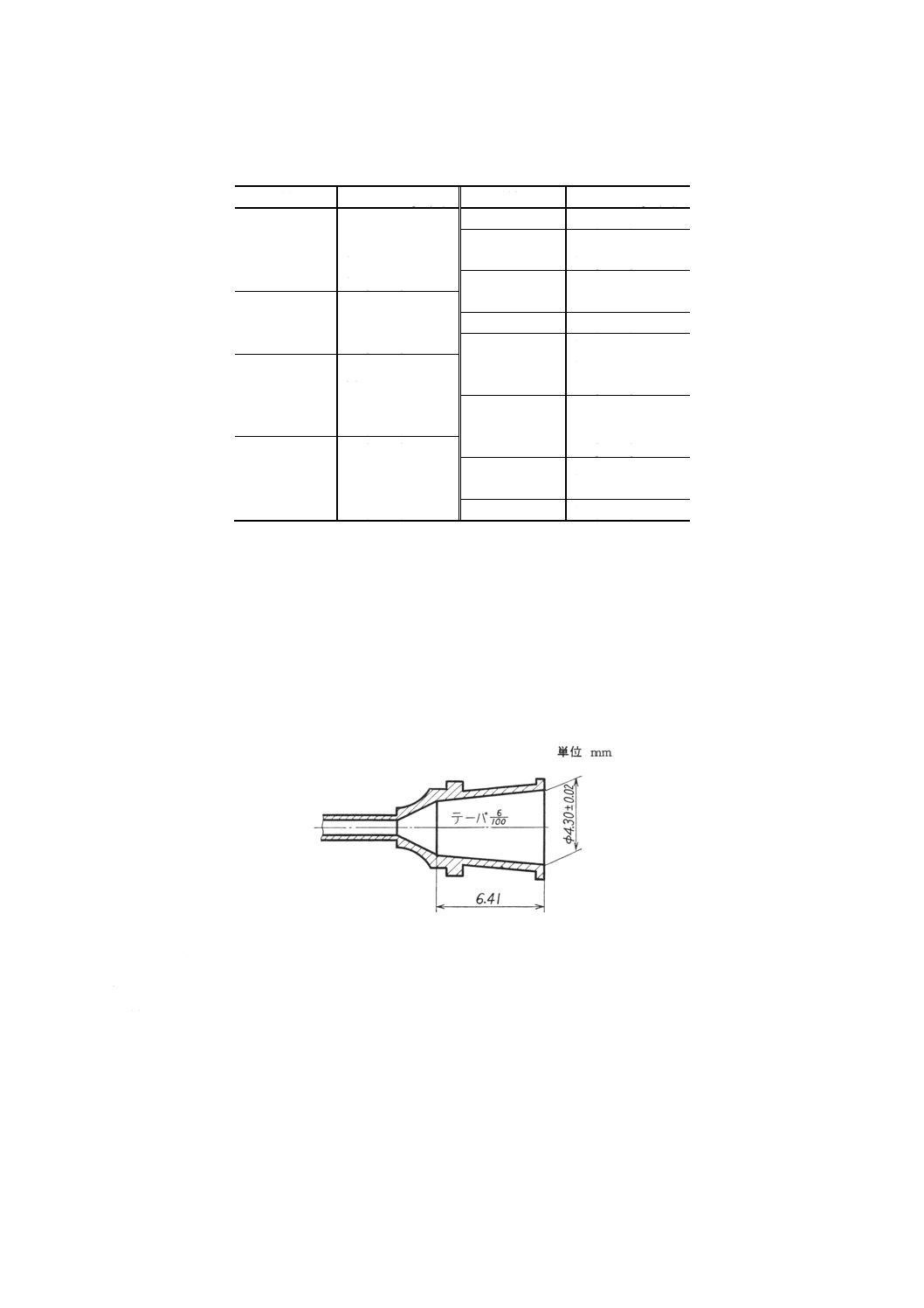
4. 針もと及び針もと穴 針もとの外側の形は丸形及び角形の2種とし,針もと穴の寸法は図2に示すと
おりとする。針もと穴は図3の検査ゲージで検査したとき,針もと穴のテーパとゲージのテーパが合致し,
かつ針もとの端は,ゲージの限度内になければならない。
図2 針もと及び針もと寸法
5. 材料及び加工方法
5.1
材料 針管にはJIS G 4305(冷間圧延ステンレス鋼板)に規定されたSUS 304, SUS 304L, SUS 321
を,針もとにはJIS H 3250(銅及び銅合金棒)に規定されたもの又はこれと同等以上の被切削性と延性の
あるもの若しくはプラスチックを使用する。
5.2
めっき 針もとの素材が黄銅のものにあっては,針もとに,ニッケルめっき又はクロムめっきを施
すものとする。
6. 試験
4
T 3101-1979
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.1
試験項目 注射針の試験項目は,次のとおりとする。
(1) 寸法検査
(2) 内外面検査
(3) 弾性試験
(4) 曲げ試験
(5) 引抜試験
(6) 切れ味試験
(7) プラスチック製針もとの耐熱耐寒試験
6.2
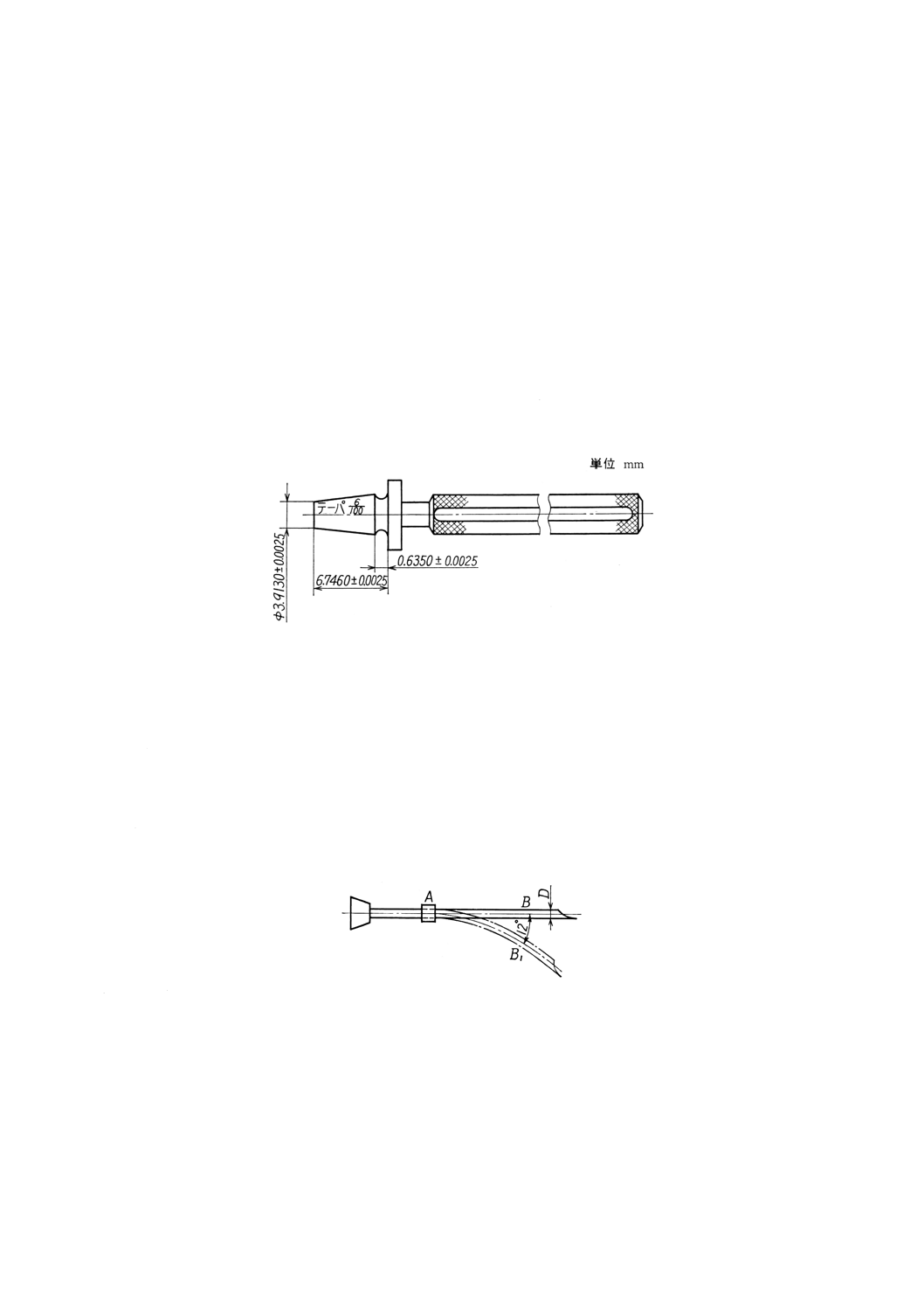
寸法検査 2.の針管の寸法,刃先の角度及び4.の針もと穴の寸法を調べる。針もとの検査は,図3
に示す検査ゲージを軽い圧力で針もと穴に入れ,針もと穴のテーパとゲージのテーパが合致するかどうか
を調べる。次に合致したものについて針もとの端がゲージの限度内にあるかどうかを調べる。
図3 検査ゲージ
6.3
内外面検査 注射針の内外面検査は,次のとおり行う。
(1) 清浄にした注射筒内にグリセリンを入れた後,注射針をはめ合わせてグリセリンを抽出し,そのグリ
セリンが着色するかどうかを調べる。
(2) 外面及び刃先が3.1に記載した事項に適合するかどうかを調べる。
(3) 針管を切り割り,内面が3.1に記載した事項に適合するかどうかを調べる。
6.4
弾性試験 注射針を図4のようにAを支点として固定し,AB=約25D2(単位 mm)になるようなB
点に荷重を加え,∠BAB1が12°になるまで曲げて1分間保った後放し,針管が元の位置に復するかどう
かを肉眼で調べる。
図4
6.5
曲げ試験 針管のほぼ中央の点を半径5 mmの円弧に沿って90°に曲げ,折れるかどうかを調べる。
6.6
引抜試験 注射針の針管に針もとから引き抜く方向に荷重を加え,表2の規定に耐えるかどうかを
調べる。
6.7
切れ味試験 天びんを利用した試験装置を使い,〔厚さ3mm,径10mmの耐圧用工具JIS G 4805(高
炭素クロム軸受鋼鋼材)に規定された2種 (SUJ2) のものを焼入して,ラップ仕上げを施した硬さ(ショ
ア)約70〕刃先を垂直に接触させ,約0.5gf {0.05N} の荷重は静かにかけた後,表4に示す荷重まで徐々
に荷重を増やし,30秒間保つ。
5
T 3101-1979
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4 切れ味試験荷重
用途別
試験荷重 gf {N}
皮下注射用
30 {0.29}
静脈注射用
50 {0.49}
筋肉注射及び採のう用
50 {0.49}
歯科用
50 {0.49}
麻酔用
50 {0.49}
次にJIS H 4160(アルミニウム及びアルミニウム合金はく)に規定された厚さ0.02mmのアルミニウム
はくをアルコール又はベンゾールでよくぬぐい,きれいにしてから針をその面に垂直に接触させ,約1.5gf
{0.015N} の荷重を静かにかけた後,表3の刺通抵抗に相当する荷重まで徐々に荷重を増やし,表3の荷重
で針がアルミニウムはくを刺通するかどうかを調べる。
6.8
プラスチック製針もとの耐熱耐寒試験 プラスチック製針もとの注射針を121.5℃,1.05kgf/cm2
{0.103 MPa}(1)の下に20分間放置した後常温,常圧にもどし,次に0℃に冷却して2時間放置した後,常
温にもどし針もとについて使用に耐えないような変質又は変形があるかどうかを調べる。
注(1) 1N/mm2=1MPa
7. 製品の呼び方 名称及び種類による。
例: 注射針 H4
8. 表示 針もとには製造業者の商標を,包装には次の事項は表示しなければならない。
(1) 名称
(2) 種類
(3) 製造業者名及び所在地
引用規格:
JIS G 4305 冷間圧延ステンレス鋼板
JIS G 4805 高炭素クロム軸受鋼鋼材
JIS H 3250 銅及び銅合金棒
JIS H 4160 アルミニウム及びアルミニウム合金はく