T 1501:2005
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人電子情報
技術産業協会(JEITA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工業標
準調査会の審議を経て,厚生労働大臣及び経済産業大臣が改正した日本工業規格である。
これによって,JIS T 1501:1984は改正され,この規格に置き換えられる。
今回の改正では,性能測定方法を全面的に見直し,定義,試験方法などについて改正を行った。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願, 実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。厚生労働大臣,経済産業大臣及び日本
工業標準調査会は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願
公開後の実用新案登録出願にかかわる確認について,責任はもたない。
T 1501:2005
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 試験に必要な測定機器及び測定用具 ···················································································· 2
5. 試験方法 ························································································································ 3
5.1 測定の条件 ··················································································································· 3
5.2 測定方法 ······················································································································ 4
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 1501:2005
パルス反射法超音波診断装置の性能試験方法通則
General methods of measuring the performance of
ultrasonic pulse-echo diagnostic equipment
1. 適用範囲 この規格は, 超音波パルス反射法によるリアルタイム医用超音波画像診断装置(以下,超
音波診断装置という。)で,周波数範囲が0.5〜15 MHzで作動するように設計製造した超音波診断装置の性
能試験方法に関する基本的事項について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この引用規格は,その最新版(追補を含む。)を適用する。
JIS T 0601-1 医用電気機器−第1部:安全に関する一般的要求事項
3. 定義 この規格で用いる主な用語の定義は,JIS T 0601-1の2.(定義)によるほか,次による。
なお,この規格の文中で用いた太字は,この規格及びJIS T 0601-1の定義で規定した用語であることを
示す。
a) エコー 被検体の音響的不連続部分又は音響的不均質部分から反射した超音波パルス。
b) STC (sensitivity time control) 深度の増加に伴うエコー信号の減衰を補正するため,増幅器の利得を送
受信サイクルに同期して時間的に変化させる手段。TGC (time gain compensation) ともいう。
c) Mモード 走査面上の任意の線上の構造体の動きを,そのエコーの時間変化として表示する方法。
d) 音響作動周波数 空間ピーク及び時間ピークの位置の音圧スペクトラムにおいて,振幅のピーク値か
ら−3 dBになったときの周波数f 1とf2との算術平均による周波数。
e) 音響作動周波数帯域幅 音圧スペクトラムが,振幅のピーク値から−3 dBになったときの周波数f 1
とf 2との差。
f)
音響走査線 エコー収集の送受信サイクルに直接に関係する画像を構成する線。
g) 距離分解能 ファントム内の,規定の深度にある超音波ビーム軸に沿った二つのターゲットを,分離
表示できる最小の間隔。
h) サンプルボリューム ドプラ信号などを測定するために設定する,測定対象になる領域。超音波パル
ス幅とビーム幅とで決定する。
i)
視野 超音波ビームによって作られる走査面内の1枚の画像領域。
j)
スペックルパターン 生体組織近似材料からの散乱エコーの干渉によって生じる画像パターン。
k) スライス厚さ 規定の深度での走査面に垂直な方向の超音波ビームの幅。
l)
生体組織近似材料 0.5〜15 MHzの周波数範囲で,超音波の伝搬速度(音速),反射,散乱及び減衰の
特性が,生体軟部組織の特性と同様な材料。
m) 走査面 音響走査線によって形成される面。
2
T 1501:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
n) 送信超音波音場 超音波探触子から放射される超音波エネルギーが,三次元に分布した場。
o) 超音波 正常な聴力をもつ人に,聴感覚を感じさせないほど高い周波数(20 kHz以上)の音波。
p) 超音波探触子 超音波エネルギーの送信と受信を受けもつ,超音波トランスジューサの振動子を含む
組立部品。必要があれば他の構成部品を含む場合もある。
q) 超音波探触子の公称周波数 製造業者が指定する超音波探触子の作動周波数。
r) 超音波ビーム 超音波探触子から放射された音響エネルギーが,指向性をもって集中して伝搬してい
る空間での超音波の様子。
s)
超音波ビーム軸 送信超音波音場の伝搬の方向に,距離を増加しながら測定した最大感度の点を通る
直線。
t)
B走査 エコー情報を,走査超音波ビームによって作られる走査面内に存在する各点から得るデータ
取得形態の種類。
u) Bモード 被検体の特定の断面を,エコー振幅の部分的輝度又は光学的密度によって表示するB走査
情報の表示方法。
v) パルス反射法 超音波パルスを被検体に放射し,被検体の音響的不連続部分又は音響的不均質部分か
ら反射した超音波パルスを用いる方法。
w) 表示精度 ファントム画像中の線材像の位置と,ファントムの寸法によって規定された正しい位置と
の間の誤差。
x) ファントム 生体組織近似材料又は水に,一つ以上の物体の配列群を埋め込んだ器具。
y) ファントム走査表面 試験時の超音波探触子で走査できるファントムの表面。
z) ペネトレーション深度 生体組織近似材料ファントムにおいて,スペックルパターンが表示できる最
大の深度。超音波パルスの到達する深さ。
aa) 方位分解能 ファントムの規定の深度で,超音波ビーム軸に垂直であり,かつ,走査面に平行な方向
で2本のラインターゲットが分離表示される最小間隔。
ab) リジェクション 設定値以下の弱いエコーを除去し,表示しないようにする機能。
4. 試験に必要な測定機器及び測定用具 試験に必要な測定機器及び測定用具は,次による。
a) ハイドロホン 音響作動部分の有効直径が1 mm以下のピエゾ素子で,0.5〜15 MHzの範囲で平たん
な周波数応答(±3 dB以内)特性をもつハイドロホン。
b) オシロスコープ 周波数帯域幅が40 MHz以上で,感度が5 mV/div.以上のオシロスコープ。
c) スペクトラムアナライザ 周波数帯域幅が40 MHz以上で,ダイナミックレンジが60 dB以上のスペ
クトラムアナライザ。
d) パルス発生器及び超音波探触子 バースト波(例えば,200 ms間隔の1 msバースト)を発生できる
パルス発生器及び試験をする超音波探触子に類似した音響作動周波数をもつ超音波探触子。これによ
って,被測定超音波探触子に外部から超音波の規則的なバースト信号を注入する。
e) ファントム 次の機器性能を測定することができるように構造を考慮した生体組織近似ファントム。
1) ペネトレーション深度
2) 距離分解能及び方位分解能
3) 表示精度,距離精度及び面積精度
f)
糸ファントム 糸とプーリとで構成する速度計測用のファントムで,水中に張られた糸を任意の速度
で走行させることができるもの。
3
T 1501:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) 水槽 ハイドロホン測定が可能な水槽。
5. 試験方法
5.1
測定の条件 超音波診断装置の設定は,超音波ビームのフォーカスを,目に見えるすべてのターゲ
ットにわたり,最良の分解能を達成するように調整する。a) 及びb) の手順のために,ファントム(例え
ば,図1に示すもの。)を用いる。
生体組織近似ファントムの例を,図1に示す。
10mm
10mm
2
5
0
m
m
300mm
走査表面
散乱中心を含まない均一な減衰材
(低減衰)
生体組織近似散乱材
(高減衰)
幅:100mm
図 1 生体軟部組織近似ファントム(断面)例
a) 表示部の設定(輝度,コントラスト) 表示部の設定は,次による。
1) 表示部(例えば,CRTモニタ)の輝度調整器及びコントラスト調整器を最小の状態に設定する。
2) 次に,輝度調整器を,画像の端部のエコ−のない領域が最小の階調を識別できる最小のところまで
調整する。
3) 次に,画像が階調の最大の範囲を含むように,コントラスト調整をする。
b) 感度設定(周波数,リジェクション,出力,利得,STC)感度設定は,次による。
1) 超音波診断装置に接続した超音波探触子の公称周波数を記録する。
2) リジェクション調整がある場合には,最小の信号を表示できるように調整する。
3) 出力及び利得は,強減衰散乱材からのエコーを得るために最大に設定する。弱い超音波エコーと電
気的ノイズを区別する。
300 mm
2
5
0
m
m
100 mm
10 mm
10 mm
4
T 1501:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4) STCの近距離の利得を,ファントムの最初の1 cm又は2 cmの深さのエコー信号を中間の階調に表
示するように,調整する。また,中間の深度からの信号が中間の階調になるように調整する。
5.2
測定方法 測定方法は,次による。
a) ペネトレ−ション深度 5.1 b) の感度設定を用いて,超音波がファントム(例えば,図1に示すもの。)
の生体組織近似散乱材料を通るように,ファントム走査表面から走査する。ペネトレーション深度は,
画像の中にエコーのスペックルパターンが検出できなくなる深度とする。スペックルパタ−ンが検出
できていても,画像上に電気的ノイズが現れた場合は,ペネトレーション深度は,スペックルパター
ンが電気ノイズと区別できなくなる深さとする。
b) 分解能 分解能を決めるための測定方法は,一般に臨床検査で分解能を最適化するために行う装置設
定と同じ方法を用いる。STCを用いて画像の輝度を最適化し,かつ,幾つかの深度でフォーカスを調
整する。
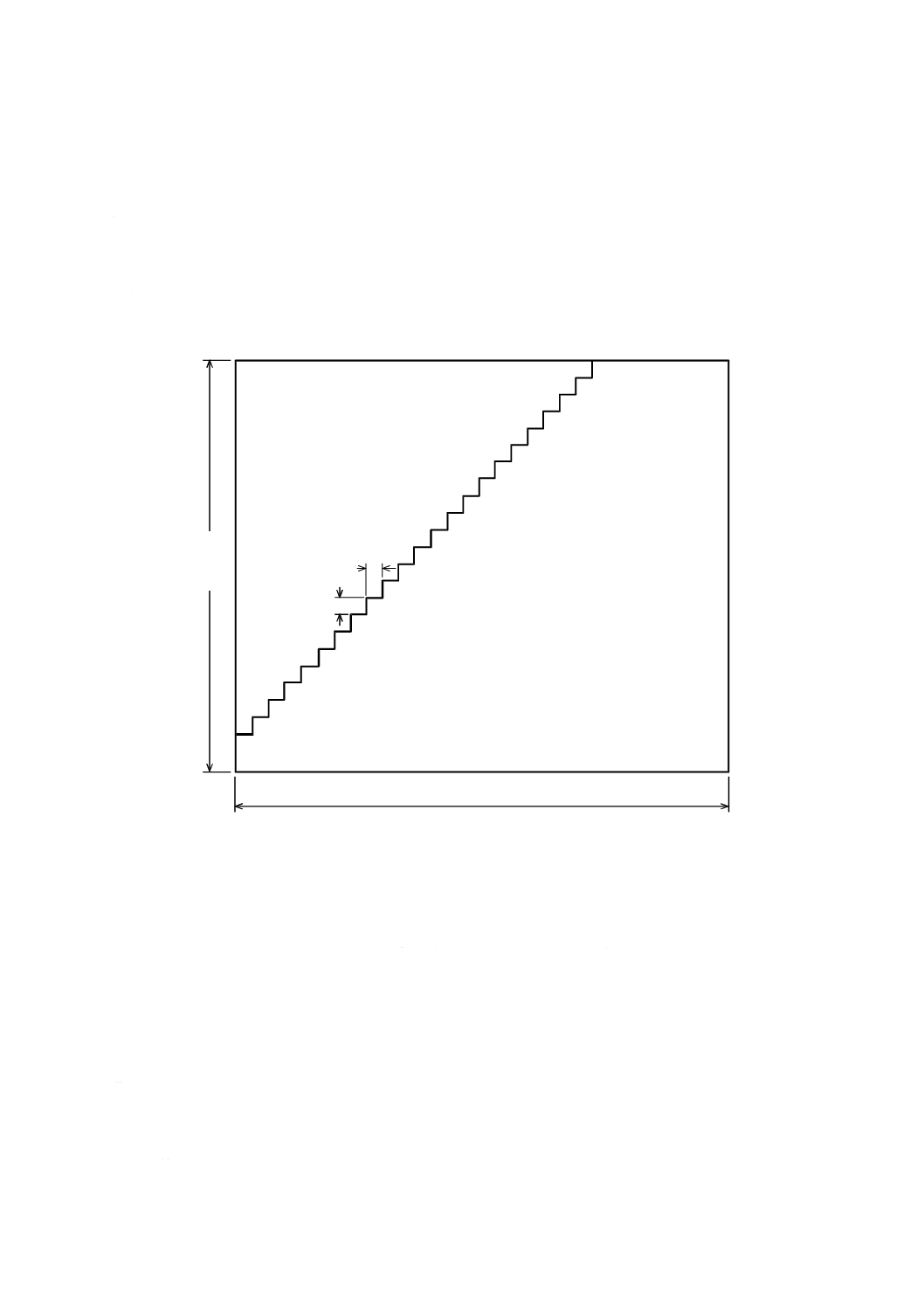
1) 距離分解能 距離分解能の測定方法は,Bモードで水中の2本の線材が明りょうに画像化された最
小間隔を記録する。ファントムは,例えば,2本の反射する線材を,図2に示すように小さな角度
をつけて配置したものとする。
300mm
2
5
0
m
m
150mm
5mm
走査表面
低散乱材
線材(φ0.2mm以下)
幅:100mm
図 2 距離分解能ファントム(断面)
2) 方位分解能 方位分解能は3. aa)において定義されるが, 実際の試験の場合においては,方位分解
能は,Bモードでターゲットのエコーとして表示された点の大きさの方位方向の長さとする。この
長さは,信号レベルがバックグラウンドレベルを超える部分の長さとする。さらに,検出される限
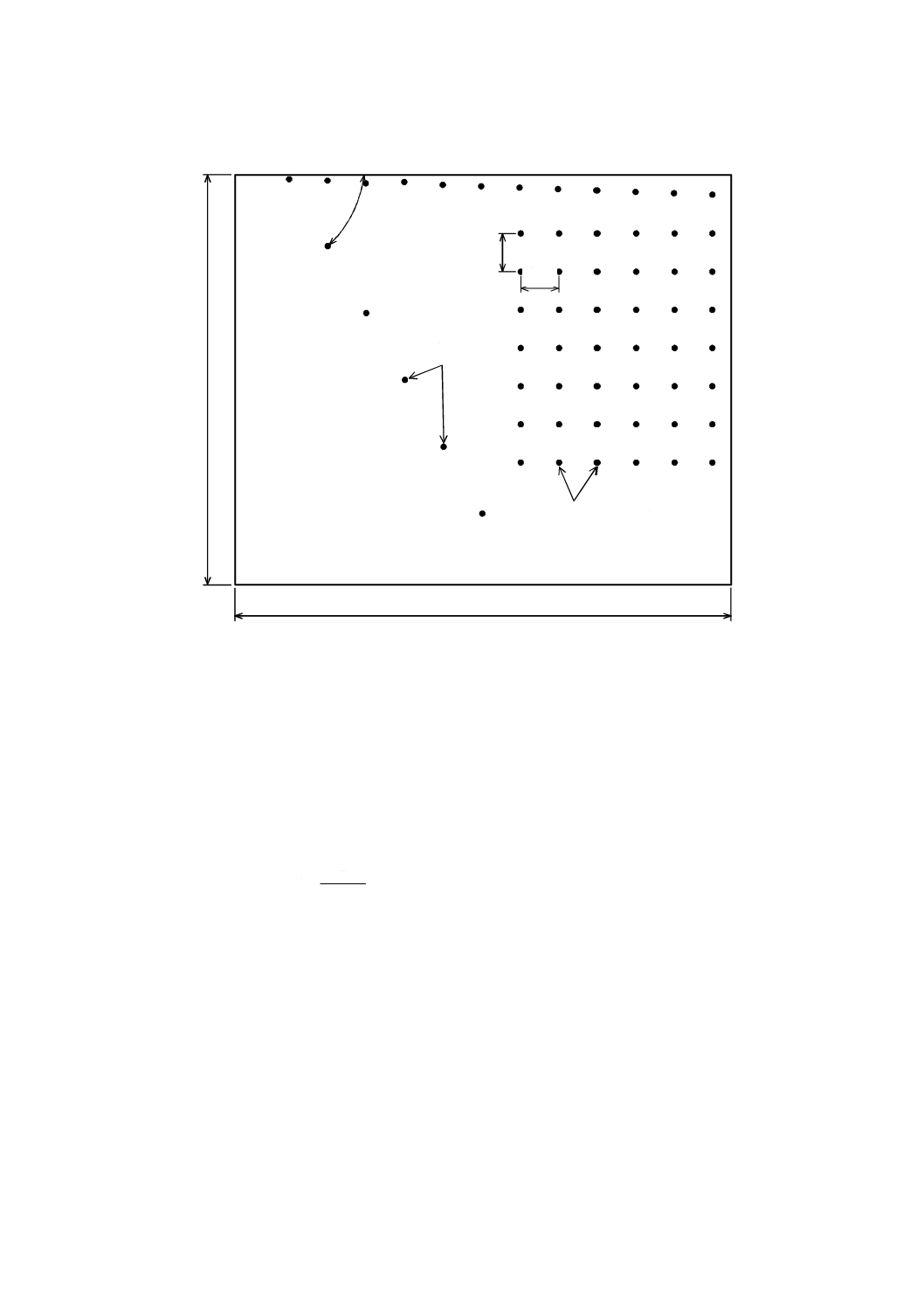
界の感度よりも10 dB及び20 dB高い感度レベルでの測定も行う。方位分解能は,例えば,図3に
示すファントムを使って,ファントム走査表面から線材を超音波探触子で走査する。
2
5
0
m
m
300 mm
100 mm
150 mm
5 mm
0.2 mm
5
T 1501:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
300mm
25
0
m
m
20mm
20mm
60°
走査表面
表示及び記録誤差測定線材配列
幅:100 mm
方位分解能線材配列
図 3 方位分解能ファントム(断面)
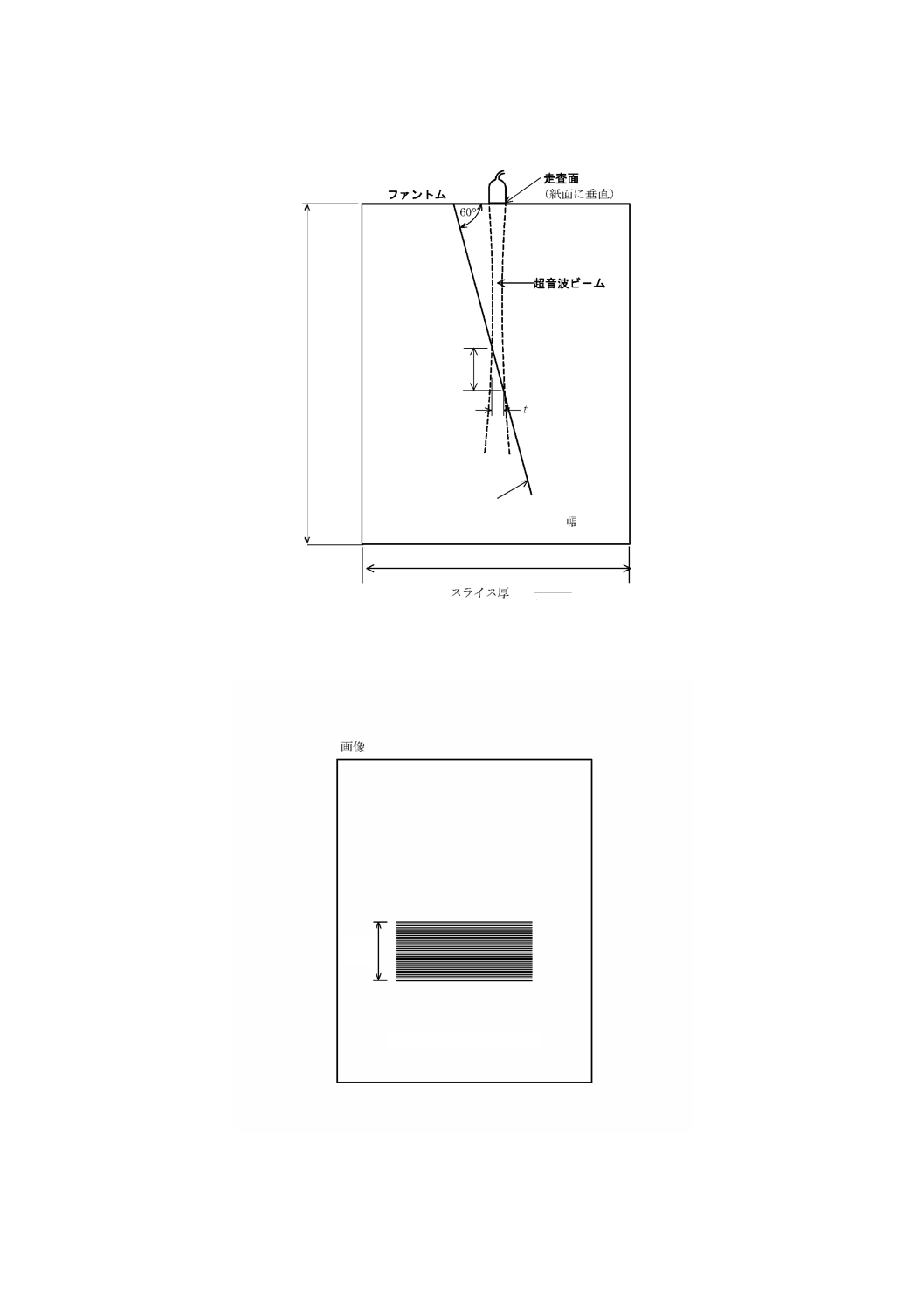
c) スライス厚さ スライス厚さは,図4に示す薄い散乱体シートを内蔵したファントムを,超音波ビー
ムで走査して求める。この図に示すように,超音波探触子をファントム走査表面に垂直となるように
置き,測定する深さにエコーの中心がくるように設定して,散乱体エコー幅xを測定する。エコー幅
の測定は,エコー中心の最大感度点から−6 dBの位置にある両端を,垂直に結ぶ距離を複数回測定し
てその平均値とする。
スライス厚さtは,次の式によって求める。
°
=
60
tan
x
t
薄いシート(例えば,X線フィルム)状の散乱体は,走査面と60゜の角度をなすように配置する。
参考 大きな後方散乱係数を得るために, シートは超音波ビームが照射される側のシート面だけをシ
リコンカーバイドぺーパ(#1500)で不透明になるまで均一に表面を荒らす。また,シートは
0.4 mm以下の厚さとする。
300 mm
2
5
0
m
m
20 mm
20 mm
6
T 1501:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 4a) シートの画像表示
x
シート散乱体からエコー
図 4b) シートの画像表示
300 mm
:100 mm
2
5
0
m
m
散乱体のシート
x
x
tan 60°
t =
7
T 1501:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 音響作動周波数及び音響作動周波数帯域幅 音響作動周波数及び音響作動周波数帯域幅は,脱気水中
で,集束領域の送信超音波パルスをハイドロホンで検出し,その検出した信号をスペクトラムアナラ
イザで解析することによって測定する。この測定から得たスペクトラムから音響作動周波数及び音響
作動周波数帯域幅を,次の式によって算出する。
2
ƒ
2
1
c
f
f+
=
1
2
f
f
BW
−
=
ここに,
fc:
f1:
音響作動周波数
音圧スペクトラムの振幅のピーク値から−3 dBの振
幅になる低周波側の周波数
f2: 音圧スペクトラムの振幅のピーク値から−3 dBの振
幅になる高周波側の周波数
BW: 音響作動周波数帯域幅
パルス波形が,ケーブルの容量負荷及び反射のような電気的な要因によってひずまないように注意す
る。必要な場合には,増幅器をハイドロホンとスペクトラムアナライザとの間に設置する。非線形伝
搬によるパルスひずみを避けるために,送信音響パワーを十分に低くする。
e) 表示精度 図3のファントムの中に二次元に規則正しく並んだ線材列のエコーが,全視野に示される
ように,超音波探触子をファントム走査表面上に置いて走査する。屈折によるビームの偏向を避ける
ために,音響結合剤の音速は,1 540±15 m/sとする。線材列は,全視野の中心を通り水平方向と垂直
方向に配置したものを選択する。視野の中心から各々の線材までの距離を,フィルム又はその他のハ
ードコピーの画像上で測定する。
f)
計測精度 距離,面積,時間及び速度について,超音波診断装置の計測精度を評価する。
1) 距離精度 超音波診断装置のBモード計測機能を用いて距離を測定し,この値からパーセント誤差
を計算する。例えば,図3に示すような,物理的に距離が既知の線材間の距離を測定する。
2) 面積精度 超音波診断装置のBモード計測機能を用いて面積を測定し,この値からパーセント誤差
を計算する。例えば,図3に示すような,物理的に既知の線材が囲む面積を測定する。
3) 時間精度 Mモード表示の時間軸の精度測定は,外部のパルス発生器と超音波探触子とを使って,
正確に時間間隔が分かっているバースト波(例えば,200 ms間隔の1 msバースト)を超音波診断
装置の超音波探触子に音響的に注入する。次に,表示されたバーストの時間間隔を超音波診断装置
の計測機能を用いて測定する。この測定では,外部のパルス発生器のバースト信号を直接超音波診
断装置の初段増幅器の入力部へ電気的に注入して測定してもよい。
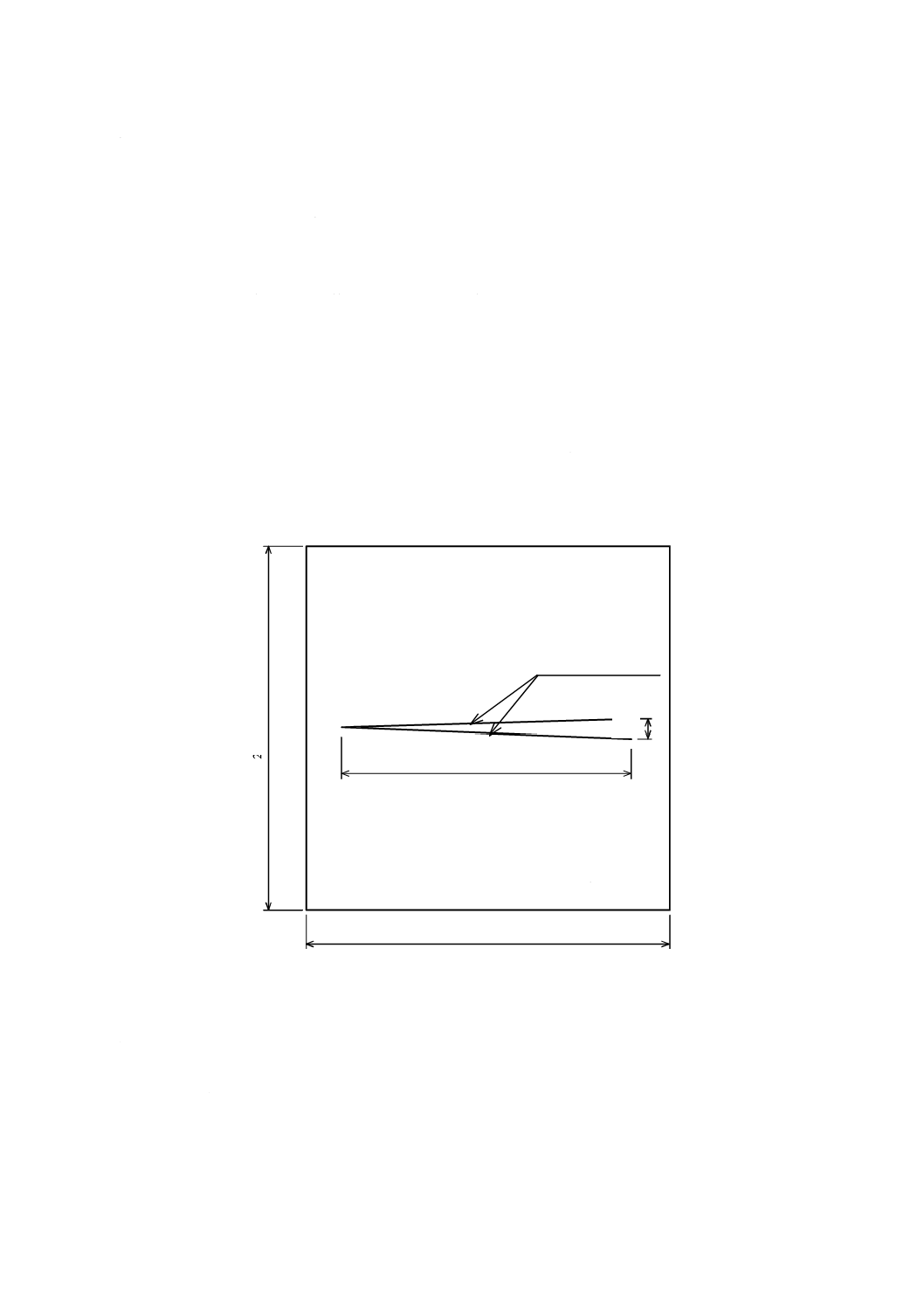
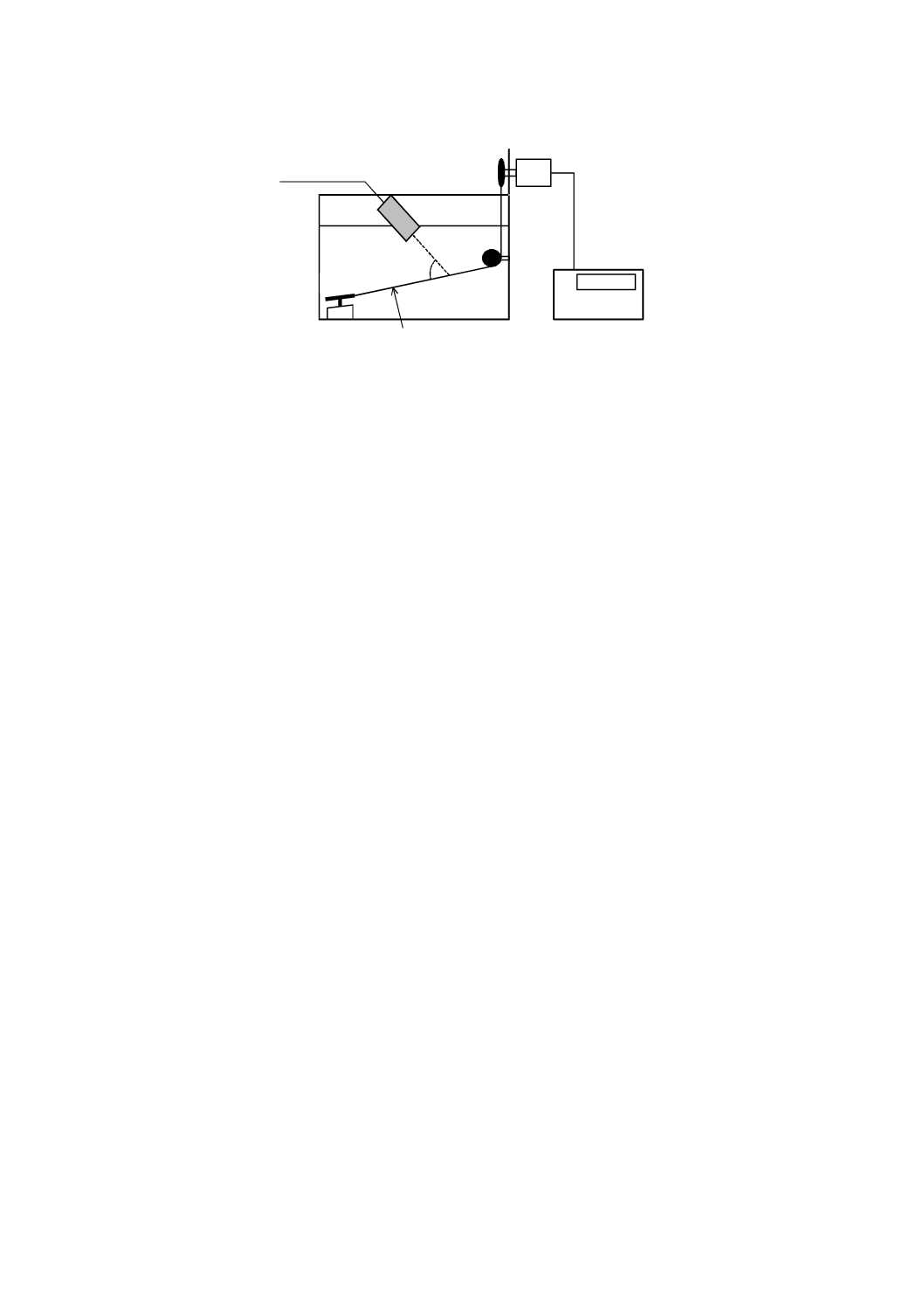
4) 速度精度 一定速度で走行する糸ファントムを用いる。図5に示すように,超音波診断装置のBモ
ード上で走査面に糸が写るよう固定し,次にパルスドプラモード機能を用いて,サンプルボリュー
ムを糸上に設定して速度を測定する。必要な場合は,サンプルボリュームの角度補正機能を用いる。
8
T 1501:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
診断装置へ
探触子
角度
糸
コントロ−ラ
モ−タ
プ−リ
プ−リ
プ−リ
図 5 糸ファントム
プーリ
プーリ
プーリ
コントローラ
モータ