T 0330-1:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 分析方法の種類 ················································································································ 3
5 顕微鏡写真による気孔サイズ測定方法 ·················································································· 3
5.1 装置及び器具 ················································································································ 3
5.2 試料 ···························································································································· 3
5.3 試験方法 ······················································································································ 4
5.4 試験結果の取扱い ·········································································································· 4
5.5 試験結果の記録 ············································································································· 4
6 水銀圧入法による気孔径分布測定方法 ·················································································· 5
6.1 一般 ···························································································································· 5
6.2 測定の原理 ··················································································································· 5
6.3 装置及び器具 ················································································································ 6
6.4 試料 ···························································································································· 9
6.5 試験方法 ······················································································································ 9
6.6 ブランク試験による補正 ································································································ 10
6.7 計算 ··························································································································· 11
6.8 報告 ··························································································································· 12
7 微小焦点X線コンピュータ断層撮影(マイクロCT)による気孔構造分析方法···························· 12
7.1 装置及びソフトウエア ··································································································· 12
7.2 試験片 ························································································································ 13
7.3 試験方法 ····················································································································· 13
7.4 試験結果の取扱い ········································································································· 14
7.5 報告 ··························································································································· 14
T 0330-1:2012
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づき,日本工業標準調査会の審議を経て,厚生労働大臣及び経済産業大
臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。厚生労働大臣,経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の
特許出願及び実用新案権に関わる確認について,責任はもたない。
JIS T 0330の規格群には,次に示す部編成がある。
JIS T 0330-1 第1部:多孔質バイオセラミックスの気孔構造の分析方法
JIS T 0330-2 第2部:多孔質バイオセラミックスの強度試験方法
JIS T 0330-3 第3部:溶解速度試験方法
JIS T 0330-4 第4部:りん酸カルシウム骨ペーストの物理化学的特性の測定方法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
T 0330-1:2012
生体活性バイオセラミックス−第1部:
多孔質バイオセラミックスの気孔構造の分析方法
Bioceramics-Part 1: Pore analysis of porous calcium phosphate
bioceramics
1
適用範囲
この規格は,りん酸カルシウム系多孔質バイオセラミックスの気孔構造の分析方法について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7514 直定規
JIS K 8572 水銀(試薬)
JIS R 1600 ファインセラミックス関連用語
JIS R 1633 ファインセラミックス及びファインセラミックス粉体用の走査電子顕微鏡(SEM)観察
のための試料調製方法
JIS R 1655 ファインセラミックスの水銀圧入法による成形体気孔径分布試験方法
JIS S 6032 プラスチック製定規
JIS Z 8401 数値の丸め方
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS R 1600によるほか,次による。
3.1
多孔質バイオセラミックス
人工骨などに用いられる多孔質のりん酸カルシウム系セラミックス。
3.2
マクロ気孔
気孔直径が10 μm以上の気孔。
3.3
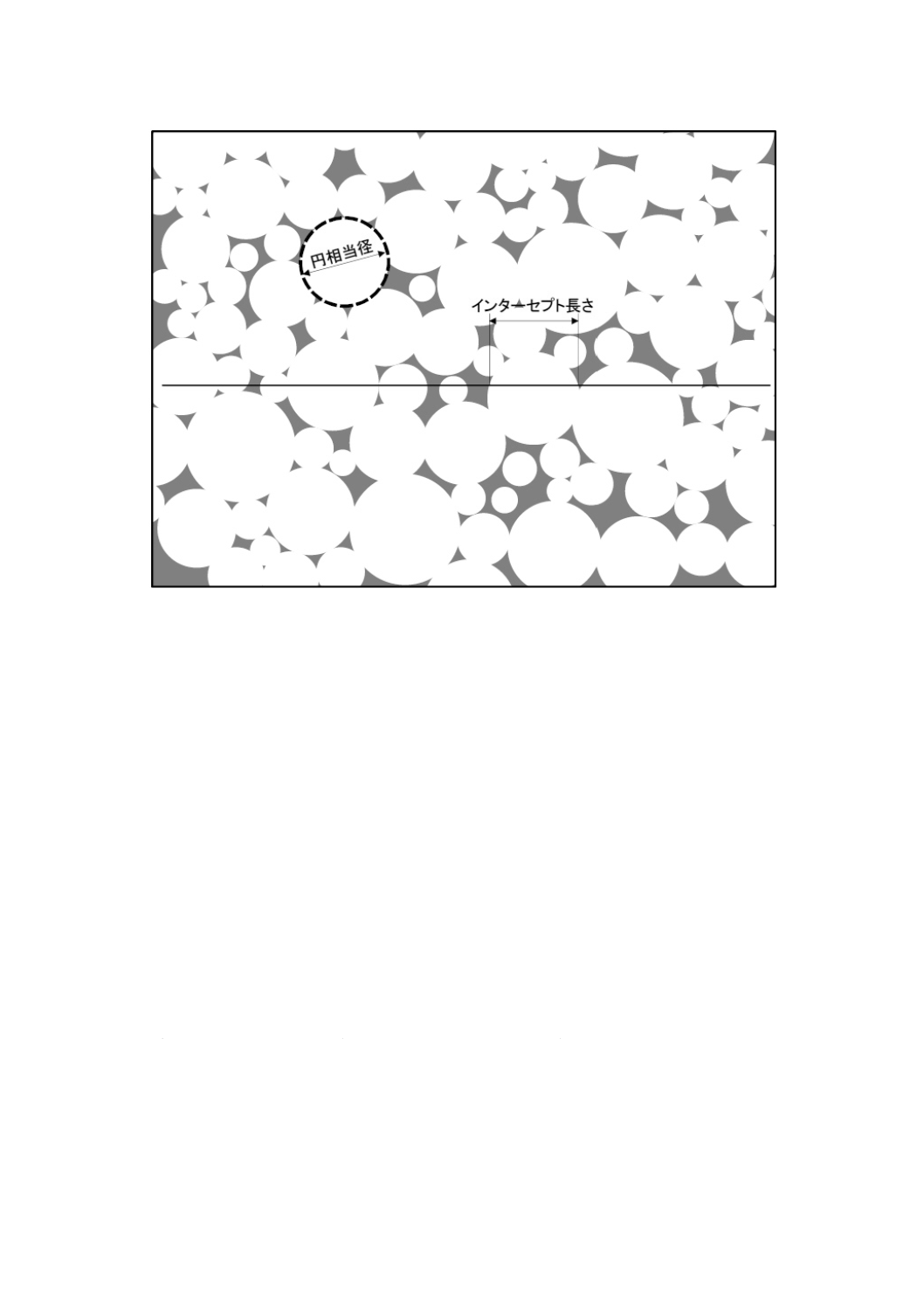
円相当径
現出した気孔断面と等しい面積をもつ円の直径(図1参照)。
3.4
インターセプト長さ
現出した気孔断面を横切る直線によって作られる弦の長さ(図1参照)。
2
T 0330-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−円相当径及びインターセプト長さの定義
3.5
水銀圧入
圧力をかけて試料の開気孔内に水銀を浸入させること。
なお,この規格で用いる圧力値は,全て絶対圧力値とする。
3.6
水銀ポロシメータ
水銀圧入法によって気孔径分布を測定する装置。
3.7
微小焦点X線コンピュータ断層撮影装置
微小焦点エックス線(X線)管によって発生するX線を使って試験片をX線検出装置に拡大投影して撮
影するコンピュータ断層撮影装置。マイクロCT装置ともいう。通常,コーンビームのX線を二次元検出
器で測定するシステムが用いられる。
3.8
サンプルステージ
試験片を載せて固定する台。360°のスキャンを行うためにサンプルステージが自動的に回転しながら
連続して撮影を行う。ターンテーブル,ステージ,スキャンテーブルなどともいう。
3.9
SOD(Source-to-object distance)
放射線束の方向に測定した線源と試験片との距離。
3
T 0330-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.10
SID(Source-to-image-detector distance)
放射線束の方向に測定した線源とX線検出装置の受像面との距離。
3.11
ビュー数
試験片が360°回転する間にデータとして取り込むX線透視画像の数。
3.12
積算回数
1ビュー分のデータを得るために平均処理するX線透視データのフレーム数。
3.13
撮影モード
X線コンピュータ断層撮影装置において,積算するデータを得るためのスキャン方法の種類。通常の
360°のスキャンを行うノーマルスキャン以外に,180°のスキャンで処理するハーフスキャン,空間分解
能を上げるためX線照射野の中心から試験片の回転中心をオフセットして撮影するオフセットスキャンな
どがある。
4
分析方法の種類
多孔質バイオセラミックスの気孔構造の分析方法には,次の3種類がある。分析結果の比較は,同じ種
類の分析方法で行う。
a) 顕微鏡写真による気孔サイズ測定方法
b) 水銀圧入法による気孔径分布測定方法
c) 微小焦点X線コンピュータ断層撮影(マイクロCT)による気孔構造分析方法
5
顕微鏡写真による気孔サイズ測定方法
5.1
装置及び器具
顕微鏡写真による気孔サイズ測定方法に用いる装置及び器具は,次による。
5.1.1
顕微鏡 観察には光学顕微鏡又は走査電子顕微鏡(以下,SEMという。)を用いる。マクロ気孔を
十分に認識できる倍率をもち鮮明な写真を撮影可能な機能をもつもの。
5.1.2
定規 JIS B 7514に規定する直定規,JIS S 6032に規定するプラスチック製定規又はこれらと同等
の精度をもつもの。
5.2
試料
5.2.1
樹脂包埋試料
顕微鏡観察に供する試料は,包埋樹脂を含浸・硬化し,観察面を研磨した樹脂包埋試料を用いる。包埋
樹脂には,エポキシ系樹脂,紫外線硬化型樹脂などが使用できる。多孔体の気孔に十分含浸するためには,
粘度の低い包埋樹脂を選択することが有効であり,気泡の残存を防止するために真空脱泡操作を行うとよ
い。さらに,硬化収縮の小さい包埋樹脂を選択することで,良好な樹脂包埋多孔体試料を作製することが
できる。研磨面は,面粗さなどを特に規定しないが,鮮明な写真を撮影できる研磨面状態とする。SEM観
察用試料の調製については,JIS R 1633の試料調製方法による。
4
T 0330-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
試験方法
5.3.1
顕微鏡断面写真又はSEM断面写真の撮影
試料の研磨断面部分を,光学顕微鏡又はSEMを用いて撮影する。写真は,気孔サイズを測定するとき,
マクロ気孔の下限である10 μmの長さを測定可能な倍率で撮影する。
5.3.2
円相当径及びインターセプト長さの測定
撮影した顕微鏡断面写真又はSEM断面写真を用いて,次のa)及びb)の手順によって気孔サイズを測定
する。測定の下限はマクロ気孔の下限である10 μmとし,特にこれ以外の値を下限とする場合は,試験結
果の記録に明示する。
なお,測定範囲内の10 μm以上の気孔サイズを全て測定し,測定範囲又は断面写真からはみ出した部分
のある気孔は測定対象外とする。測定個数は,100個以上とする。
a) 円相当径 測定用写真の全領域又は測定範囲として設けた領域を対象とし,その領域に現出した気孔
断面と等しい面積をもつ円の直径を測定する。
b) インターセプト長さ 断面写真上に直線を引く。直線が現出した気孔と交わる10 μm以上の弦の長さ
を全て測定する。
なお,一つの直線で100個以上の測定個数を満たさない場合は,直線を複数引くことができる。こ
の場合は,複数の直線が同一の気孔と交わらないように,適切な間隔を設ける。
5.4
試験結果の取扱い
5.4.1
平均円相当径及び平均インターセプト長さ
円相当径及びインターセプト長さの試験で得られた値を平均し,JIS Z 8401によって有効数字2桁に丸
める。
5.4.2
個数基準の積算分布
円相当径及びインターセプト長さの個数基準の積算分布を,図で表示する。
5.5
試験結果の記録
試験結果の記録には,次の項目を記録する。また,試験報告書が必要な場合には,次の項目を報告事項
として受渡当事者間の協定によって選択する。
a) 試料(試料名)
b) この規格の番号
c) 試験環境(温度,湿度など)
d) 記録者
e) 試験年月日
f)
試料調製方法
1) 加工条件
2) 導電性物質の種類及び膜厚(SEM観察の場合)
g) 観察方法
1) 光学顕微鏡装置名又はSEM装置名
2) 断面観察写真
3) 2)の断面観察写真にスケールが入っていない場合は,2)と同倍率でマイクロメータなどを撮影した
スケールが確認できる写真。
h) 試験項目及び結果
1) 平均円相当径
5
T 0330-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 平均インターセプト長さ
3) 測定個数
4) 1)及び2)の個々のデータの個数基準の積算分布
i)
試験中に気付いた特記事項
6
水銀圧入法による気孔径分布測定方法
6.1
一般
水銀圧入法による評価方法については,JIS R 1655による。
6.2
測定の原理
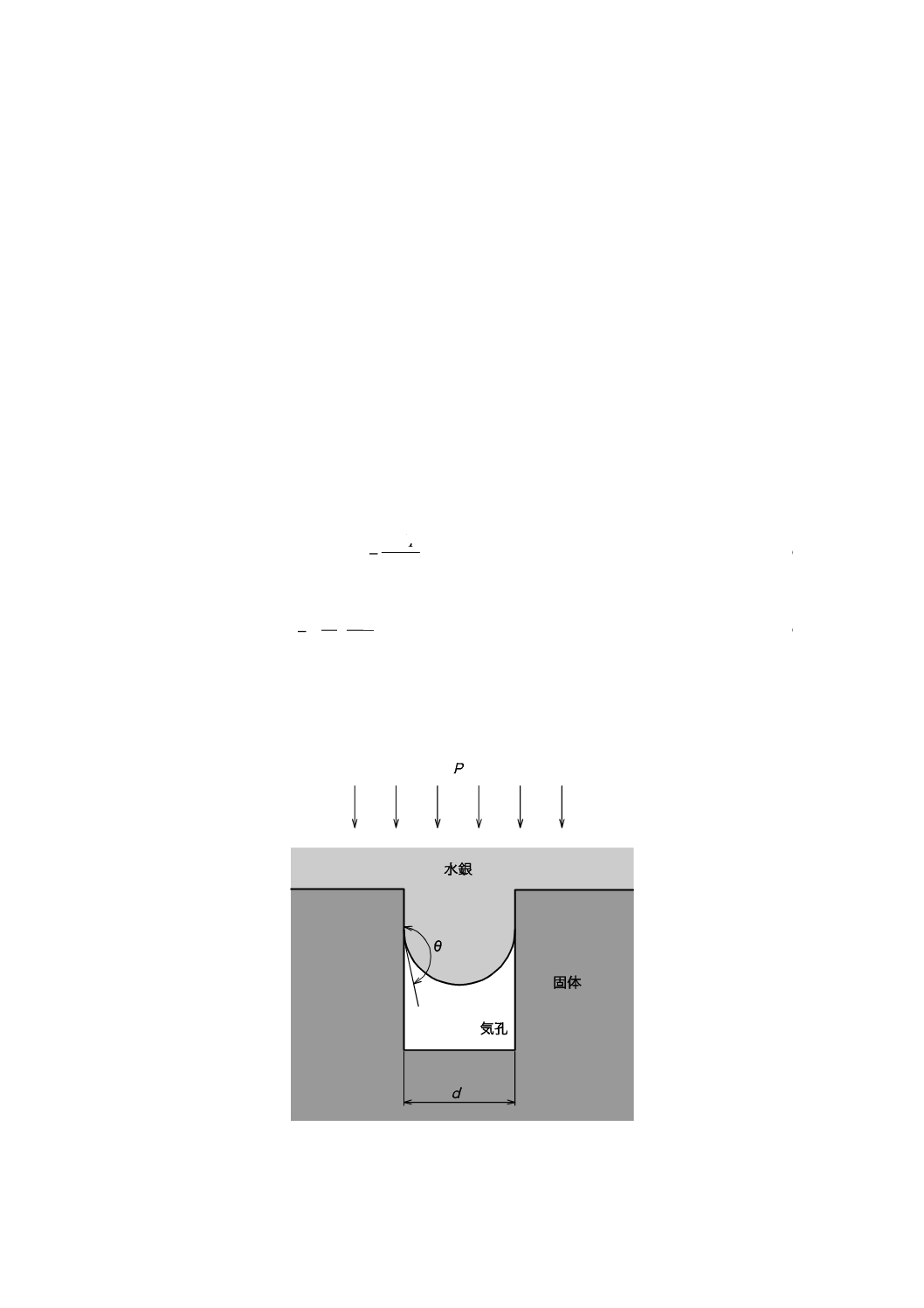
水銀は表面張力が大きく,ほとんど全ての固体に対して90°以上の接触角を示す。このため,気孔を含
む固体試料と水銀とが接しても,接触部分で水銀を排出しようとする力が働き,水銀は気孔に入らない。
水銀は,外部から圧力をかけることによって,気孔の中に圧入される。気孔の形状を直径d(m)の円筒
状と仮定し,水銀の表面張力をσ(N/m),水銀と試料との接触角をθ(°)とすると,気孔が水銀を排出
する力は−πdσ(cosθ)(N)になる(図2参照)。一方,水銀に圧力P(Pa)を加えると,気孔断面に加わ
る力はπd2P/4(N)となり,平衡状態では次の式(1)が成立する。
(
)
4
π
cos
π
2P
d
d
=
−
θ
σ
·································································· (1)
式(1)から,圧力Pと気孔径dとの関係は,次のウォッシュバーン式となる。
(
)
P
d
θ
σcos
4
−
=
········································································· (2)
式(2)から,水銀が浸入し得る最小の気孔径dは,水銀に加わる圧力Pに反比例する。水銀圧入量は,気
孔の体積に相当するため,圧力を変化させながら水銀圧入量を測定すれば気孔径分布を測定することがで
きる。
図2−固体内気孔への水銀圧入の模式図
6
T 0330-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
装置及び器具
水銀圧入法による気孔径分布測定方法に用いる装置及び器具は,次による。
6.3.1
水銀 JIS K 8572に規定する水銀,又は再生水銀を使用する。
6.3.2
質量計 1 mgまで測定できる質量計,又は試料の質量を有効数字3桁まで測定できる質量計。
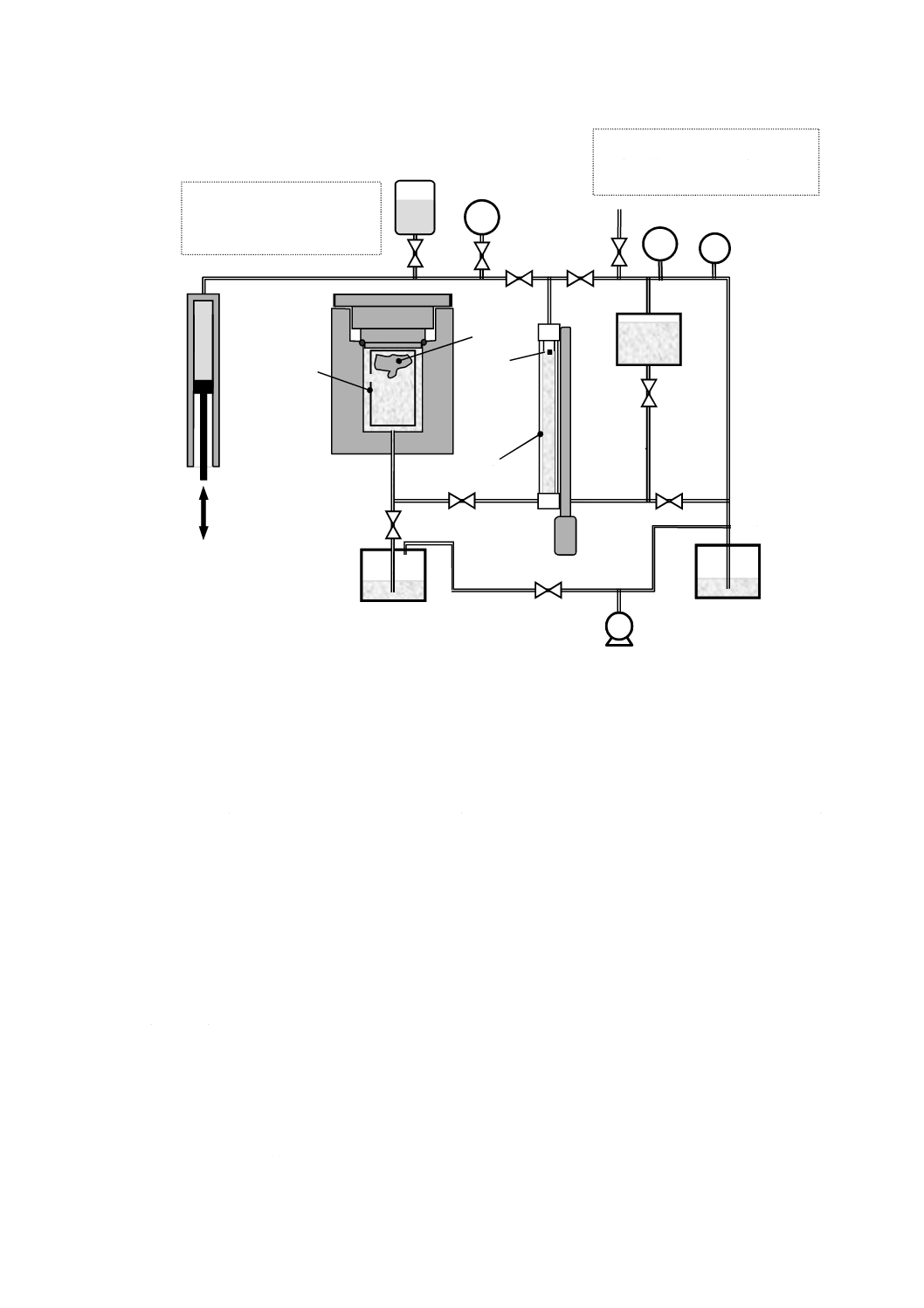
6.3.3
水銀ポロシメータ 水銀の圧入のために10 Pa以下〜数百MPaの圧力範囲で加圧できる装置を用
いる。低圧測定と高圧測定とに別個の測定室を用いる装置,又は低圧測定から高圧測定まで同一の測定室
を用いる装置が利用できる。
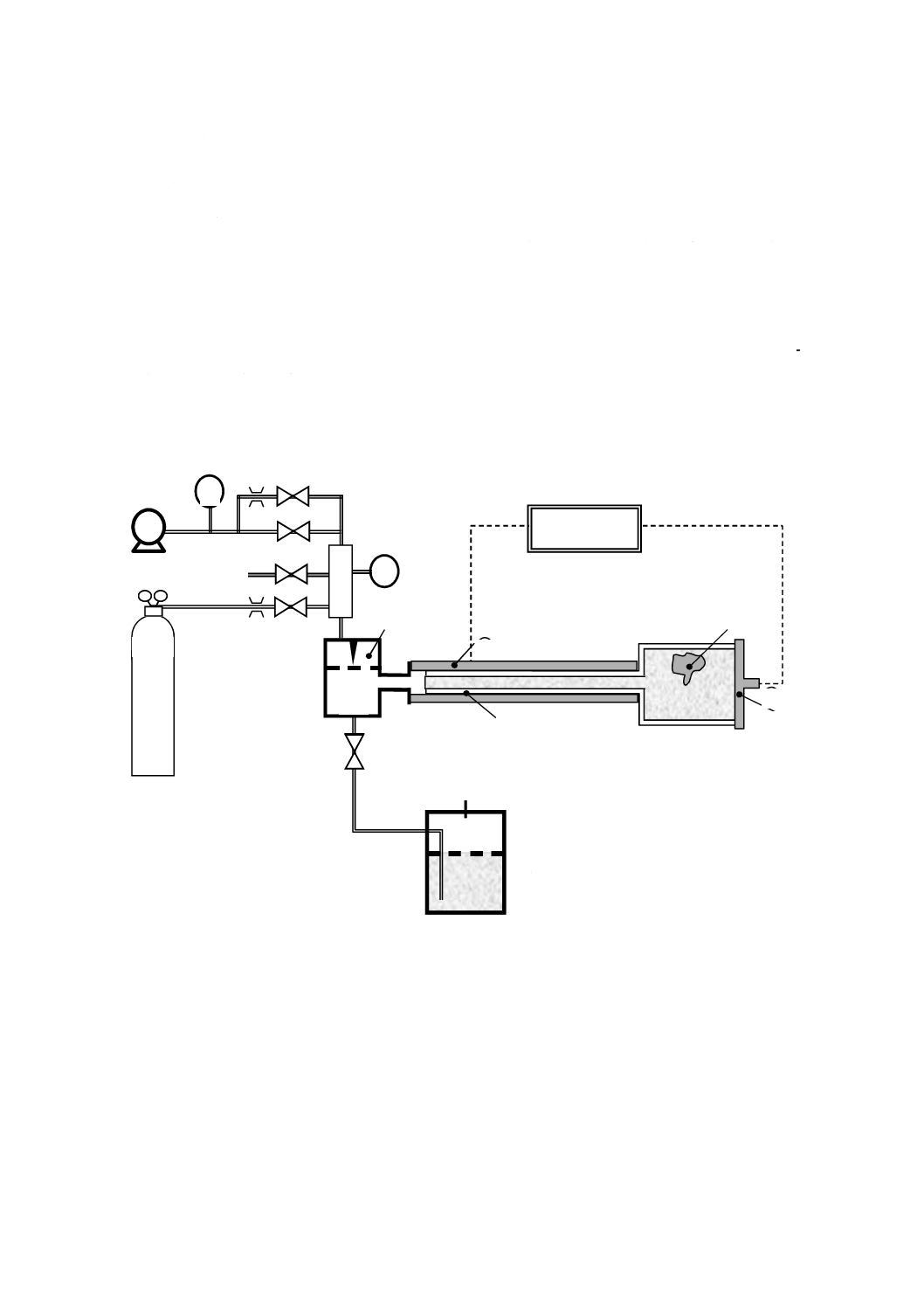
さらに,試料容器設置仕様として,横置き形及び縦置き形がある(図3〜図6参照)。低圧測定では,真
空から大気圧,又は大気圧をある程度超えた所定圧力まで加圧する。大気圧において水銀は直径約15 μm
までの気孔に入る。高圧測定では,約15 μmより小さい気孔を測定するために,大気圧から所定の最高圧
力までの加圧を行う。
図3−低圧・高圧測定部分離形水銀ポロシメータの低圧測定部の例(試料容器横置き形)
真空度計
圧力計
水銀充塡装置
真空ポンプ
試料容器
V
水銀ため
L
圧入量測定器
C/V
キャピラリ
+
−
試料
電極
電極
水銀レベル計
リーク弁
加圧ボンベ
7
T 0330-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
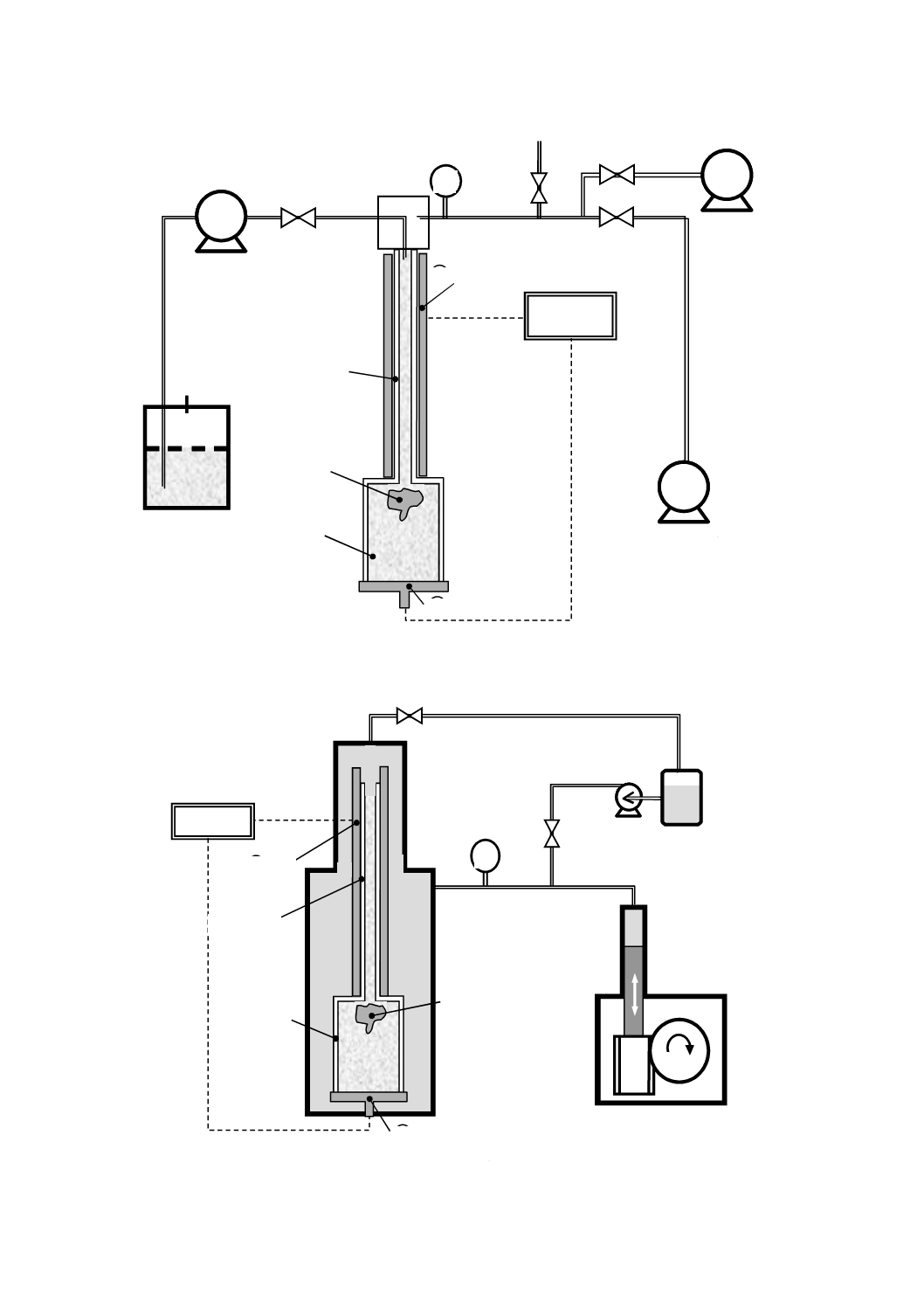
図4−低圧・高圧測定部分離形水銀ポロシメータの低圧測定部の例(試料容器縦置き形)
図5−低圧・高圧測定部分離形水銀ポロシメータの高圧測定部の例
キャピラリ
真空ポンプ
水銀ため
送液ポンプ
圧入量測定器
C/V
圧力計
LP
加圧ポンプ
+
−
試料
試料容器
電極
電極
リーク弁
H
キャピラリ
加圧用オイル
高圧測定室
圧力計
試料容器
送液ポンプ
試料
加圧装置
圧入量測定器
C/V
+
−電極
電極
8
T 0330-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図6−低圧・高圧測定部一体形水銀ポロシメータの例
6.3.4
試料容器 試料容器は,測定装置専用のものを用いる。一般的には,ガラス製又はステンレス製の
ものを用いる。試料容器には,試料室及び水銀圧入量を測定するためのキャピラリ部が一体になったもの,
又はキャピラリ部が試料室とは独立したものが使用できる。
6.3.5
低圧測定部 低圧測定部には,試料の入った試料容器内部及び測定系内を脱気し,脱泡処理した水
銀を試料容器へ完全に充塡する機構及びそのための真空排気装置,直径約15 μmよりも大きな気孔を測定
するために,真空から数百kPaまでの圧力を正確に測定できる圧力計,及び圧入された水銀体積を正確に
読み取る水銀圧入量測定器を備えていることが必要であり,それぞれは次による。
a) 真空ポンプ 試料容器及び水銀充塡装置内を完全に排気するため,10 Pa以下までの減圧が可能な真空
ポンプ。
b) 真空度計 試料容器及び水銀充塡装置内の真空度を10 Pa以下まで測定できる真空度計。
なお,真空度計を備えていない装置の場合は,圧力計を代用して真空度を読み取る。
c) 加圧装置 試料容器を真空から数百kPaまで加圧することができる加圧装置。
注記1 加圧のためには,ガス圧が利用できる。
注記2 加圧装置としては,加圧ボンベ及び加圧ポンプが利用できる。
d) 水銀注入装置 試料容器内を真空排気した後,水銀を試料容器内へ注入することができる水銀注入装
置。
e) 圧力計 数kPaから数百kPaまでの圧力範囲を少なくとも有効数字3桁まで読み取れる圧力計。
f)
水銀圧入量測定器 最低0.1 mm3の容量まで読み取れる水銀圧入量測定器。水銀圧入量の検出方法は
加圧ポンプ
キャピラリ
水銀ため
低圧計
高圧計
加圧用アルコール
リーク弁
水銀ため
真空度計
真空ポンプ
試料容器
低圧・高圧測定室
マグネット
位置センサ
大気圧以上は,圧力発生器で
アルコールを加圧し,水銀を
加圧する。
HP
V
LP
大気圧以下は,リーク弁から
大気を導入し,水銀を加圧する。
水銀ため
試料
マグネット
9
T 0330-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
主に静電容量法であり,キャピラリの静電容量を測定して体積に換算する。この場合,キャピラリの
内径精度は1 %以内とする。キャピラリの水銀表面にマグネットを浮かべ,水銀の高さをマグネット
の位置で検出することによって水銀圧入量を測定する方法もある。この場合も,キャピラリの内径精
度は1 %以内とする。
6.3.6
高圧測定部 約15 μmよりも小さな気孔の測定を目的とする。測定試料は水銀だけと接触し,水銀
表面がオイル又はアルコールによって加圧される。高圧測定部には,加圧のための高圧測定室及び加圧ポ
ンプを備え,圧力及び水銀圧入量を正確に読み取る機構が必要であり,それぞれは次による。
a) 高圧測定室 水銀を充塡した試料容器を簡単に挿入することができる開閉機構をもち,また,最高圧
力までの加圧に長期間耐え得る高圧測定室。
b) 加圧ポンプ 大気圧から数百MPaまで加圧し,かつ,減圧できる加圧ポンプ。
c) 圧力計 大気圧から数百MPaまでの圧力を少なくとも有効数字3桁まで読み取れる圧力計。
d) 水銀圧入量測定器 最低0.1 mm3の容量まで読み取れる水銀圧入量測定器[6.3.5 f)参照]。
6.4
試料
試料の標準形状は円柱成形体とし,標準寸法は直径5 mm,高さ10 mmとするが,特にこの限りでない。
ただし,試料全体の開気孔量がキャピラリ部の容積の20〜90 %程度となるようにする。
注記 成形体の試料の表面は,できるだけ平滑にする。試料表面に粉体が付着している場合は,きれ
いに粉体を取り除くことが望ましい。また,試料がか(顆)粒の場合には,か(顆)粒間の細
孔が計測される場合があるので注意する。
6.5
試験方法
6.5.1
試料の質量測定
試料の質量を1 mg単位又は有効数字3桁まで測定する。
6.5.2
試料の充塡
試料を試料容器に充塡する。
6.5.3
真空排気
低圧測定と高圧測定とに別個の測定室を用いる場合には,試料容器を低圧測定室へ設置し,10 Pa以下ま
で排気する。低圧測定室に設置するとき,試料容器を横置きにする装置では,水銀を注入する前に10 Pa
以下の真空度まで排気する。試料容器を縦置きにする装置では,真空排気を行いながら水銀を注入するこ
とができる。低圧から高圧まで同一の測定室を用いる装置では,容器を測定室内に設置した後,水銀注入
前に10 Pa以下の真空度まで排気する。
6.5.4
水銀注入
水銀を容器内に注入する。試料容器を水銀で満たすために圧力をかけると,試料間の空隙及び試料中の
粗大気孔に水銀が圧入される。この操作で満たされた気孔の体積は,その後に測定する気孔体積分布には
含まない。一旦圧入された水銀は,圧力を下げても完全に排出されないヒステリシス特性をもつので,水
銀圧入後に圧力を下げてはならない。このことを考慮して,測定しようとする気孔に水銀が圧入されない
ような低い圧力で水銀を注入する。
6.5.5
低圧測定
水銀を充塡した後,徐々に真空状態を解放することで,必要とする圧力まで容器内部を昇圧し,圧力及
び水銀圧入量を測定する。試料容器を縦置きにする装置では,試料に水銀ヘッド圧力が加わる。低圧測定
では,水銀ヘッド圧力は正味の水銀圧入圧力に大きく影響するため,縦置き装置では圧力測定値を水銀ヘ
ッド圧力で補正する。
10
T 0330-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.5.6
高圧測定の準備
低圧測定室を大気圧に戻し,試料容器を取り出す。試料容器を高圧測定室に設置し,加圧する高圧測定
室内部を加圧用オイル又は加圧用アルコールで満たす。
6.5.7
温度平衡のための待機
高圧測定室と試料容器との温度差は,水銀の収縮又は膨張による誤差の原因になるため,測定室及び試
料容器の温度が平衡に達するよう十分な時間待機する。
注記 低圧測定及び高圧測定に同一の測定室を用いる装置では,6.5.6及び6.5.7の操作を省略できる。
6.5.8
高圧測定
高圧測定室を徐々に加圧する。加圧速度は,水銀が圧入する気孔がほとんどない圧力領域では高速(例
えば,1 MPa/s程度)でもよいが,気孔の存在する範囲ではあまり高速にしない(例えば,0.1 MPa/s程度)。
なお,必要な場合は,ヒステリシスの測定を行う。所定の最大圧力に達したら,圧力を大気圧まで下げ,
圧力解放中に気孔内部から排出される水銀体積及びそのときの圧力を連続して測定する。
6.5.9
測定モード
所定圧力での水銀圧入量を測定するか,又は連続的に圧力を変化させる過程で,圧力変化又は水銀圧入
量変化が一定値を超えた時点における圧力及び水銀圧入量を測定する。
6.5.10 安全上の留意点
この試験方法は,水銀を用いることが必要であるが,この試験方法を遵守することによっても水銀の毒
性に由来する危険は回避できない。この試験方法を用いる者及び事業者は,各自の責任において,試験を
行う前に,水銀の取扱い1) について適切な訓練をし,かつ,水銀の購入,貯蔵,運搬,廃棄2) などのため
の設備,器具,システムなどを整え,試験操作の安全性3), 4) を確保するとともに,水銀の排出基準5) を遵
守しなければならない。
注1) 毒物及び劇物取締法参照
2) 廃棄物の処理及び清掃に関する法律参照
3) 労働安全衛生法,同法施行令及び同規則参照
4) 特定化学物質等障害予防規則参照
5) 水質汚濁防止法参照
危険予防の手段として,水銀を取り扱うときは,次の事項に十分注意を払わなければならない。
− 常に密閉容器に保存して,その蒸発を防止する。
− 法令を遵守した環境下で実施し,必ず十分な換気がされている部屋の中で行う。
− 皮膚から吸収されることもあるので,直接触れてはならない。
− 水銀を使用した後は,必ず直ちに手を洗う。
− 水銀をこぼさないように十分に注意し,万一こぼしたときは,希硫酸で洗浄した銅板を水銀に接触さ
せてアマルガム化して捕集する。多量にこぼした場合は,水銀ピペットなどを用いて捕集する。
− 水銀にばく(曝)露された試料も水銀と同様の危険性をもっているので,水銀と同様の注意を払って
扱う。
6.6
ブランク試験による補正
6.6.1
一般
高圧下で試料容器を加圧すると,水銀,試料及び試料容器が圧縮され,それらの体積は減少する。一方,
高圧容器内の圧力媒体であるオイル又はアルコールを急速に加圧すると,温度上昇をもたらし,その影響
11
T 0330-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
で水銀は膨張する。これらの現象の複合をブランクセル特性又は空セル特性と呼び,高圧測定においては
測定誤差の要因となる。通常の装置の高圧測定部では,水銀の入った試料容器及びキャピラリ部をオイル
などの圧力媒体中で静水圧加圧する。この場合,水銀圧入量誤差は,主に高圧領域での水銀の圧縮だけで
あり,ブランク補正は比較的小さい。高圧測定の場合,キャピラリ部が試料容器からは独立している形式
の装置では,加圧された水銀による高い内部圧力によって測定室及び配管の容積が膨張するため,見掛け
の水銀圧入が生じる。これに起因した水銀圧入量の増加は,水銀の圧縮による体積減少よりもはるかに大
きいためブランク補正が必要であり,試料測定時の水銀圧入量は,常にブランク試験の結果との差として
記録する。
ブランク試験の操作及び水銀圧入量補正を,6.6.2〜6.6.4に示す。
6.6.2
水銀注入
空の容器に水銀を注入する。
6.6.3
水銀加圧
容器を高圧測定室に入れ,試料測定と同じ条件で水銀圧入量を測定する。最高圧力まで加圧し,測定を
終了する。
6.6.4
水銀圧入量補正
測定する試料体積が大きい場合は,試料体積に相当する水銀体積の減少分を考慮して見掛けの水銀圧入
量を補正するか,又は体積が試料と同等な緻密な材料(例えば,ガラス片)を容器に入れた上でブランク
試験を行う。
注記1 ブランク特性の大小は,試料容器の容量,材質,試料の圧縮率,加圧速度,装置の仕様など
によって異なるので,ブランク補正を無視できる場合もある。
注記2 ブランク補正は,種々の要因による誤差を総合して補正するもので,個々の要因による誤差
を個別に補正することはできない。
6.7
計算
6.7.1
一般
次の手順で計算し,JIS Z 8401によって有効数字3桁に丸める。
6.7.2
表面張力
水銀の表面張力の値には,一般に科学データブックで報告されている数値を使用してよい。例えば,25 ℃
では0.480 N/mである。
6.7.3
接触角
測定試料に対する水銀の正しい接触角を使用する。
注記 接触角測定には,次の方法などを用いることができる。
a) 成形体表面上の水銀液滴像に引いた接線と成形体平面との角度を求める方法
b) 成形体にせん(穿)孔した既知の直径をもつ貫通孔に水銀を圧入する方法[式(2)及び図2
参照]
6.7.4
気孔径
式(2)から,気孔の見掛けの直径を計算する。
6.7.5
水銀圧入量補正
高圧部の水銀圧入量の読取り値から,ブランク試験時の水銀圧入量を差し引く。
6.7.6
単位質量当たりの水銀圧入量
補正した水銀圧入量を試料質量で除し,単位質量当たりの水銀圧入量を計算する。
12
T 0330-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.8
報告
6.8.1
必須項目
水銀圧入法による気孔径分布測定試験の結果は,次の各項目について報告する。
a) この規格番号
b) 試料の材質及び形態
c) 試料の質量(複数個の成形体試料を測定した場合は,その個数)
d) 試料の前処理
e) 使用装置
f)
使用水銀(試薬又は再生水銀。試薬の場合は,グレード及び使用した水銀の純度)
g) 計算に用いた水銀の物性値(表面張力及び接触角)
h) 測定開始圧力
i)
測定最高圧力
j)
測定モード
k) ブランク補正の有無
l)
単位質量当たりの累積水銀圧入量を,絶対圧力に対して示した表又はグラフ
m) 累積気孔径分布曲線
n) 気孔径頻度分布曲線
6.8.2
補足項目
水銀圧入法による気孔径分布測定試験の結果には,次の事項を付け加えて報告することが望ましい。
a) 試料の製造業者及び製造年月日
b) 試料のかさ密度,見掛け密度
c) 試料の気孔率
7
微小焦点X線コンピュータ断層撮影(マイクロCT)による気孔構造分析方法
7.1
装置及びソフトウエア
微小焦点X線コンピュータ断層撮影による気孔構造分析方法に用いる装置及びソフトウエアは,次によ
る。
7.1.1
微小焦点X線コンピュータ断層撮影(マイクロCT)装置 使用する微小焦点X線コンピュータ
断層撮影(マイクロCT)装置は,微小焦点X線管装置及びX線蛍光増倍管(イメージインテンシファイ
ア),フラットパネルディテクタ,CCDカメラ等のX線検出装置を組み合わせ,微細構造の非破壊的試験
を目的として開発された装置で,通常,スキャン機構部,計測操作部,三次元画像解析装置などから構成
され,高い空間分解能をもつデータを得て画像再構成によって三次元的な内部構造を分析できる装置。
このような装置のうち,十分に高い管電圧をもち,対象試料の材質及び構造条件に応じてその値を自由に
設定可能で,十分小さな撮影領域(Field Of View,FOV)を設定可能で,空間分解能6±0.6 μm/ピクセル
での撮影が可能なスペックをもち,多孔質バイオセラミックスの気孔構造を高分解能で観察するのに適し
た装置群を使用する。
7.1.2
ソフトウエア ソフトウエアは,マイクロCT装置にて得られたデジタルデータの再構成による断
層像及び三次元レンダリングによる立体像を表示し,任意に設定した関心領域の気孔率を算出できるもの
を用いる。これを用いて画像表示及び気孔率の測定を行う。
注記 ソフトウエアは,マイクロCT装置に附属のソフトウエアとして製造業者から供給されること
13
T 0330-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
が多い。必要なソフトウエアが附属品として供給されない場合には,同等の機能をもつ市販の
ソフトウエアなどを用いてもよい。
7.2
試験片
7.2.1
試験片の形状及び寸法
試験片の形状は,円柱とする。標準寸法は,直径5±0.5 mm,高さ10±1.0 mmとする。寸法が標準寸法
と異なる場合には,報告に記載する。
7.2.2
試験片の個数
試験片の個数は,1個以上とする。
7.3
試験方法
7.3.1
試験片の設置
円柱の試験片は,底面がマイクロCT装置のサンプルステージのステージ面(xy平面)に平行となり,
その中心軸がサンプルステージの回転軸(z軸)に可能な限り一致するよう微調整を行って固定する。
7.3.2
試験片の撮影条件
マイクロCT装置による画像撮影のときは,各装置の計測操作を制御するコンピュータに組み込まれた
ソフトウエア上で設定するため,各装置の特性及び設計上の事項によって一定の条件を設定することは困
難であるため,次の撮影条件項目についてだけ設定する。
空間分解能:6±0.6 μm/ピクセル
この条件を踏まえつつ,各マイクロCT装置及びその計測操作用ソフトウエアに応じて,最適な画像デ
ータが得られるように,画像サイズ(画素数),管電圧,管電流,SOD,SID,撮影モード,ビュー数,積
算回数,スライス厚などについて適切な条件を設定する。
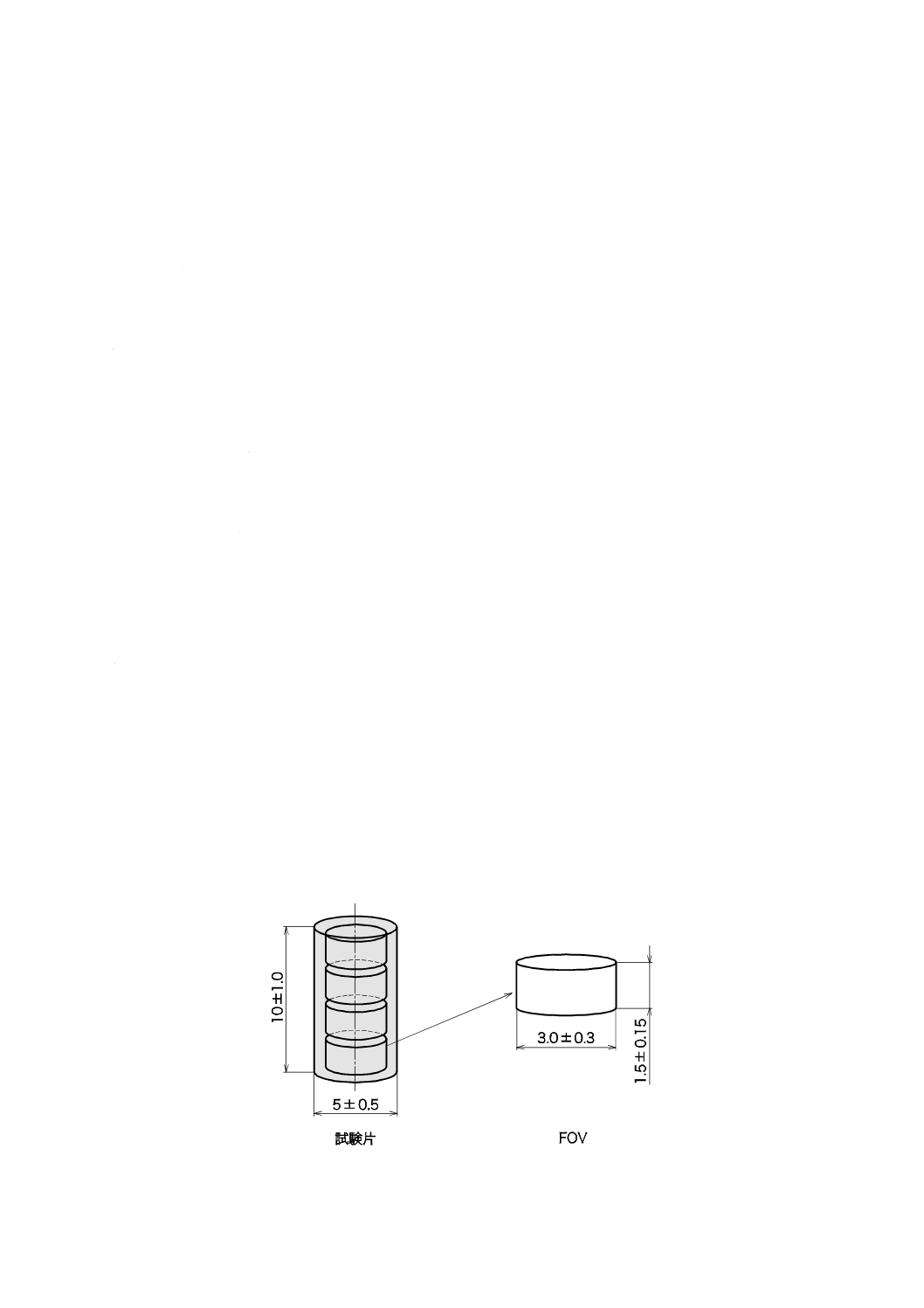
撮影領域は,多孔質バイオセラミックスの微細構造の分析において関心の対象となる気孔のサイズが直
径数百μmであることを考慮して次の条件を推奨するが,各装置の特性及び設計上の事項によって制限が
ある場合があり,その場合は,可能な最大限の大きさとする。
撮影領域:直径3.0±0.3 mm×高さ1.5±0.15 mm
7.3.3
撮影領域の数及び位置
直径5 mm,高さ10 mmの円柱形の試験片の内部から,互いに重ならない撮影領域を4か所以上設定し
て各々について撮影を行う。このとき,撮影領域同士が重ならないように,また撮影領域が試験片の表面
に接しないように注意する。試験片と撮影領域との関係を図7に示す。
単位 mm
図7−試験片並びに撮影領域のサイズ及び位置関係についての概略図
14
T 0330-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.4
試験結果の取扱い
7.4.1
画像表示
通常の二次元再構成による断層像又は三次元再構成によって得られる任意断面再構成像を作成する。さ
らに三次元レンダリングにて立体像を作成する。
注記1 任意断面再構成(Multiplanar reconstruction: MPR):ソフトウエア上で二次元画像を積み重ね
て三次元再構成して得られた立体データからソフトウエア上で任意の断面を作成する。
注記2 三次元レンダリング:三次元レンダリング法によって三次元グラフィックスを作成し,主と
して立体像の表面か又は任意の断面の性状がよく表現される条件を設定して画像を作成する。
7.4.2
気孔率の測定
三次元再構成による立体データにおいて,7.4.1によって得られた情報に基づき,辺縁のアーチファクト
の強い部分のデータ(1〜5 %程度)を除外した円柱又はこれに内包される直方体を解析範囲とする。セラ
ミックスの骨格部分と気孔部分との境界を明確に区別することのできるX線密度のしきい(閾)値をソフ
トウエア上で設定し,これに基づいて立体データを二値化する。これによって解析範囲内のセラミックス
骨格部分(X線不透過)の体積Vf及び気孔部分(X線透過)の体積Vpを計測し,式(3)によって気孔率を
算出し,JIS Z 8401によって,有効数字3桁に丸める。
100
(%)
×
+
=
p
f
p
f
V
V
V
P
·································································· (3)
ここに,
Vp: 解析範囲内の気孔部分の体積(%)
Vf: 解析範囲内のセラミックス骨格部分の体積(%)
Pf: 個々の解析範囲の気孔率(%)
7.4.3
平均値及び標準偏差の計算
個々の解析範囲の気孔率の平均値及びその標準偏差は,個々の解析範囲の気孔率の測定値から式(4),式
(5)によって算出し,JIS Z 8401によって,有効数字3桁に丸める。
∑
=
=
n
i
f
n
P
P
1
··············································································· (4)
(
)
∑
=
−
−
=
n
i
f
n
P
P
S
1
2
1
····································································· (5)
ここに,
P: 気孔率の平均値(%)
Pf: 個々の解析範囲の気孔率(%)
S: 気孔率の標準偏差
n: 撮影領域の数
7.5
報告
7.5.1
必須項目
マイクロCTによる気孔構造分析の結果は,次の各項目について報告する。
a) この規格番号
b) 材料の名称及び種類
c) 試験片形状,寸法及び個数
d) マイクロCT装置の名称及び形式
e) 試験条件[空間分解能,画像サイズ(画素数),管電圧,管電流,フィルタ使用の有無及びその種類・
厚さ,SOD,SID,撮影モード,ビュー数,積算回数及びスライス厚]
15
T 0330-1:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
f)
撮影領域の形状,大きさ及び数
g) 解析範囲の形状,大きさ及び数
h) 解析ソフトウエアの名称及びバージョン情報
i)
試験結果(断層像及び立体像表示並びに解析範囲の気孔率)の一覧
j)
気孔率の平均値及び標準偏差
7.5.2
補足項目
マイクロCTによる気孔構造分析の結果には,次の事項を付け加えて報告することが望ましい。
a) 材料の製造業者及び製造年月日
b) 材料の添加物の種類及び焼結方法
c) 材料の化学成分
d) 素材からの試験片の採取条件及び加工条件
e) 温度,湿度などの試験環境条件
f)
試験年月日,試験場所及び試験者名
参考文献 ISO/DIS 13175-3,Implants for surgery−Calcium phosphates−Part 3: Hydroxyapatite and
beta-tricalcium phosphate bone substitutes