S 6032:2004
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,財団法人化学技術
戦略推進機構 (JCII) / 財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を改正すべ
きとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。こ
れによって,JIS S 6032:1993は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
S 6032:2004
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 種類 ······························································································································ 2
5. 品質 ······························································································································ 3
5.1 外観及び構造 ················································································································ 3
5.2 目盛 ···························································································································· 3
5.3 性能 ···························································································································· 4
6. 寸法 ······························································································································ 4
7. 材料 ······························································································································ 5
8. 試験方法 ························································································································ 5
8.1 試験の一般条件 ············································································································· 5
8.2 目盛線の太さ,目盛線と目盛側面とのすきま及び目盛線の傾きの測定 ······································ 5
8.3 端面と目盛線との間隔の測定 ··························································································· 5
8.4 目幅の測定 ··················································································································· 6
8.5 角度の測定 ··················································································································· 6
8.6 器差の測定 ··················································································································· 6
8.7 直線部のすきまの測定 ···································································································· 6
8.8 熱変形試験 ··················································································································· 6
8.9 衝撃試験 ······················································································································ 6
8.10 三角定規の長短の差の測定 ····························································································· 7
8.11 寸法測定 ····················································································································· 7
9. 検査方法 ························································································································ 7
10. 表示 ···························································································································· 7
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
S 6032:2004
プラスチック製定規
Plastics rulers
序文 この規格は,消費者ニーズの多様化,デザイン化の進展及び再生材料利用による“国等による環境
物品等の調達の推進等に関する法律(グリーン購入法)”特定調達品目の対応製品として,それに適応でき
るようにプラスチック製定規の品質改良が図られている現況を考慮し,かつ,資源循環型社会を構築する
ための一助として,有限な資源を効率よく活用するために再生プラスチック材料の利用を考慮した規格内
容に改正した。
1. 適用範囲 この規格は,文房具として日常生活に用いるプラスチック製の三角定規及び直線定規(以
下,定規という。)について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
JIS B 7514 直定規
JIS B 7516 金属製直尺
JIS B 7524 すきまゲージ
JIS B 7526 直角定規
JIS K 6900 プラスチック−用語
JIS K 7100 プラスチック−状態調節及び試験のための標準雰囲気
JIS Z 8103 計測用語
JIS Z 8401 数値の丸め方
3. 定義 この規格で用いる主な用語の定義は,JIS K 6900 及び JIS Z 8103 によるほか,次による。
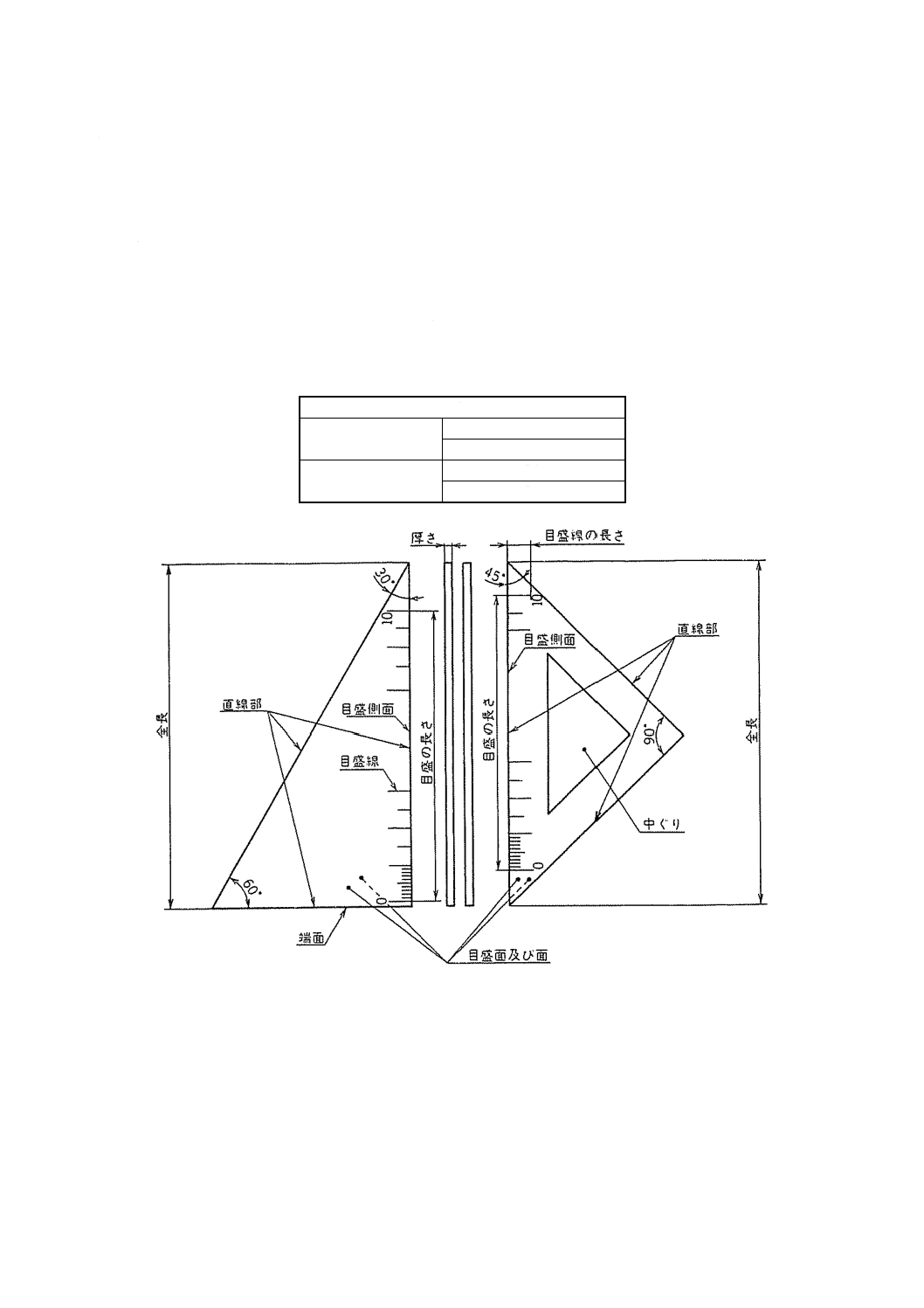
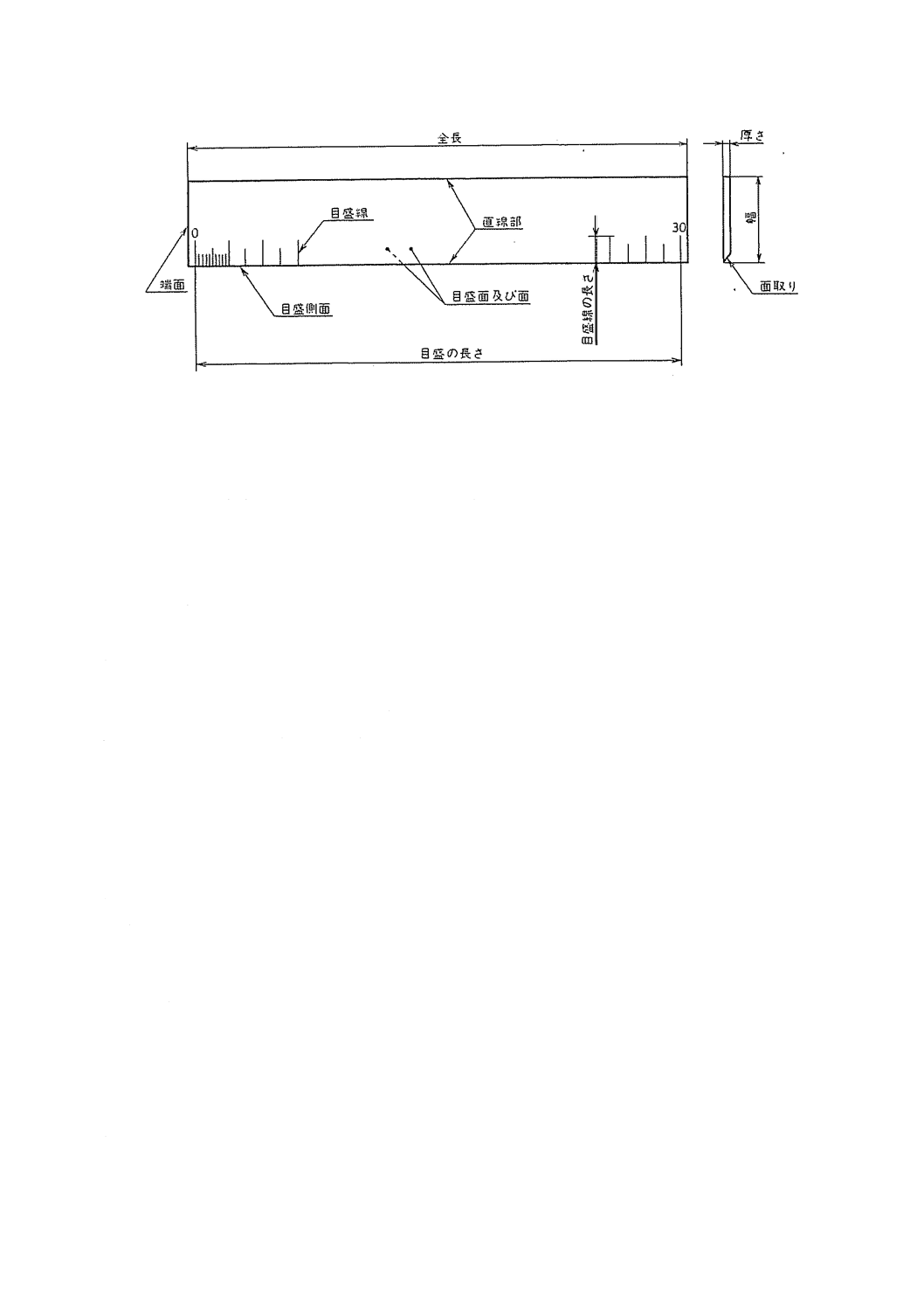
a) 目盛線 定規の直線部に等間隔に目盛られた線。
b) 全長 直線定規の場合は直線部の長さ,60°・30°三角定規の場合は60°角の対辺の長さ,45°・90°
三角定規の場合は90°角の対辺の長さ。
c) 長短の差 60°・30°三角定規の全長と45°・90°三角定規の全長との差。
d) 目量 隣り合う目盛線の最小単位。
e) 目幅 隣り合う目盛線の間隔。
f)
目盛の長さ 定規の目盛側面に付されている最大目盛。
g) 裏目盛 定規を使用するとき,紙面などに接する面に付されている目盛。
h) 目盛側面 目盛が施された直線部。
2
S 6032:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
i)
端面 目盛線と平行な定規の端の面。
j)
面取り 直線定規の直線部の角を斜めに削り取る操作。
k) 中ぐり 三角定規の中央部分に施された孔。
l)
器差 任意の長さにおける基準直尺の目盛と定規の目盛との相互の差。
m) 分長 定規の目盛の長さをほぼ三等分した任意の目盛線からゼロ目盛線までの長さ。
4. 種類 定規の種類は,表1による。三角定規は,“60°・30°三角定規”及び“45°・90°三角定規”
の2形状とする。三角定規の一例を図1に,直線定規の一例を図2に示す。
表 1 定規の種類
種類
三角定規
目盛付き
目盛なし
直線定規
目盛付き
目盛なし
a) 60°・30°三角定規 b) 45°・90°三角定規
図 1 三角定規の一例
3
S 6032:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図 2 直角定規の一例
5. 品質
5.1
外観及び構造 定規の外観及び構造は,次の各項目に適合しなければならない。
a) 面には使用上支障のあるねじれ及び反りがなく,射出成形品は樹脂の充てん(填)不足があってはな
らない。
b) き裂及び欠けがなく,泡,きず,汚れ,ひび,異物の混入などが目立ってはならない。また,透明な
ものにあっては,著しい曇りがあってはならない。射出成形品は,突出しピンの跡の仕上げが良好で
なければならない。
c) 直線部及び端面には,使用上支障のあるきず及び凹凸があってはならない。
d) 印刷,ホットスタンピングなどで,絵柄,記号などを付ける場合は,目盛線に重なってはならない。
ただし,目盛線を見やすくするために,目盛線に直交する直線,補助的マークなどを付ける場合は,
誤認のおそれがないようにしなければならない。
e) 厚さ1.5mm以上の直線定規の直線部は,少なくとも一面は面取りが施されていなければならない。ま
た,面取りを施した面には,著しい曇りがあってはならない。
f)
三角定規の中ぐりが三角形の場合,直線部と中ぐりの辺との幅は,全長に対して10%以上とする。
5.2
目盛 目盛付きの定規は,次の各項目に適合しなければならない。ただし,全長600mmのもので,
目量が5mm及び10mmのものはi)を,また,目盛が端面から付されているもので,0の表記が難しいもの
はb)及びc)を除くものとする。
a) 目盛線及び数字は,誤認のおそれがないように正確に表記し,かつ,誤記又は脱落があってはならな
い。
b) 端面と目盛線との間隔は,8.3によって測定したとき,2mm以上とする。
c) ゼロ目盛線には,誤認のおそれがないように0を表記する。
d) 目盛線には,少なくとも100mm単位の長さを示す数字を,誤認のおそれがないように表記しなけれ
ばならない。
e) 目盛線は,二重線,枝線又は目切れが,著しく目立たないものとする。
f)
性質を同じくする目盛線は,長さ2mm以上とし,かつ,均一でなければならない。
g) 目量は,1mm,2mm,5mm又は10mmとする。
h) 各目盛線の中心線は,平行でなければならない。
i)
目盛線の太さは,8.2によって測定したとき,0.4mm以下とし,最小目盛線の太さは,最大目盛線の
4
S 6032:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
0.3倍以上とする。
j)
目盛線と目盛側面とのすきまは,8.2によって測定したとき,0.2mm以下とする。
k) 目盛線の傾きは,8.2によって測定したとき,目盛側面の垂線に対して2°以下とする。
l)
性質を同じくする目幅は,8.4によって測定したとき,最大値と最小値との差は,0.2mm以下とする。
5.3
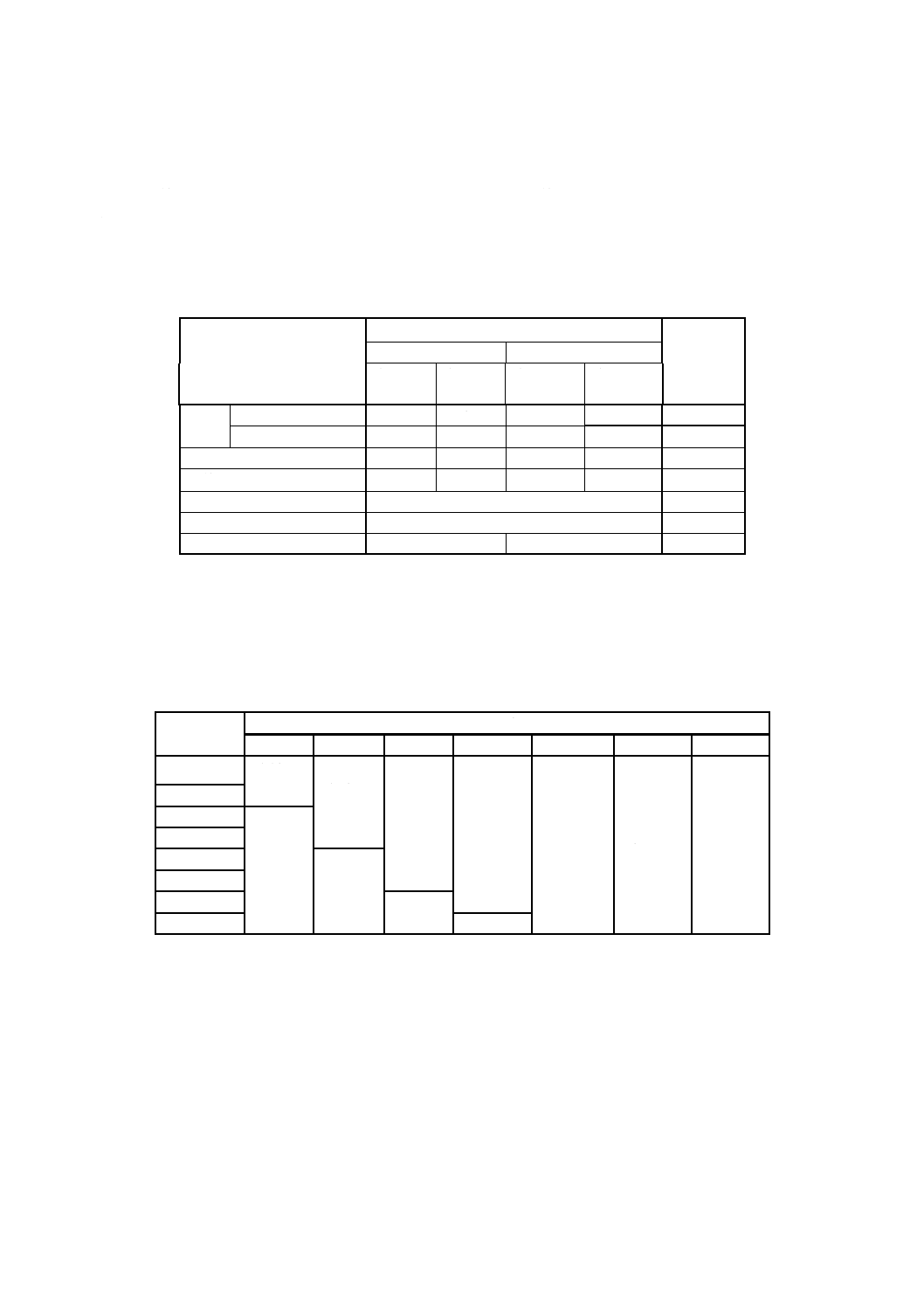
性能 定規の性能は,8.によって試験を行い,表2の規定に適合しなければならない。
表 2 定規の性能
性能
項目
三角定規
直線定規
適用箇条
全長300
mm未満
全長300
mm以上
全長300
mm未満
全長300
mm以上
角度
90 度 ′
±10
±5
−
−
8.5
その他の角度 ′
±15
±10
−
−
器差(1) mm
±0.5
±0.7
±0.5
±0.7
8.6
直線部のすきま mm
0.1以下
0.2以下
0.1以下
0.2以下
8.7
熱変形性
異常があってはならない。
8.8
耐衝撃性
ひび,き裂などを生じてはならない。
8.9
長短の差 mm
2以下
−
8.10
注(1)
目盛付きの定規だけに適用する。
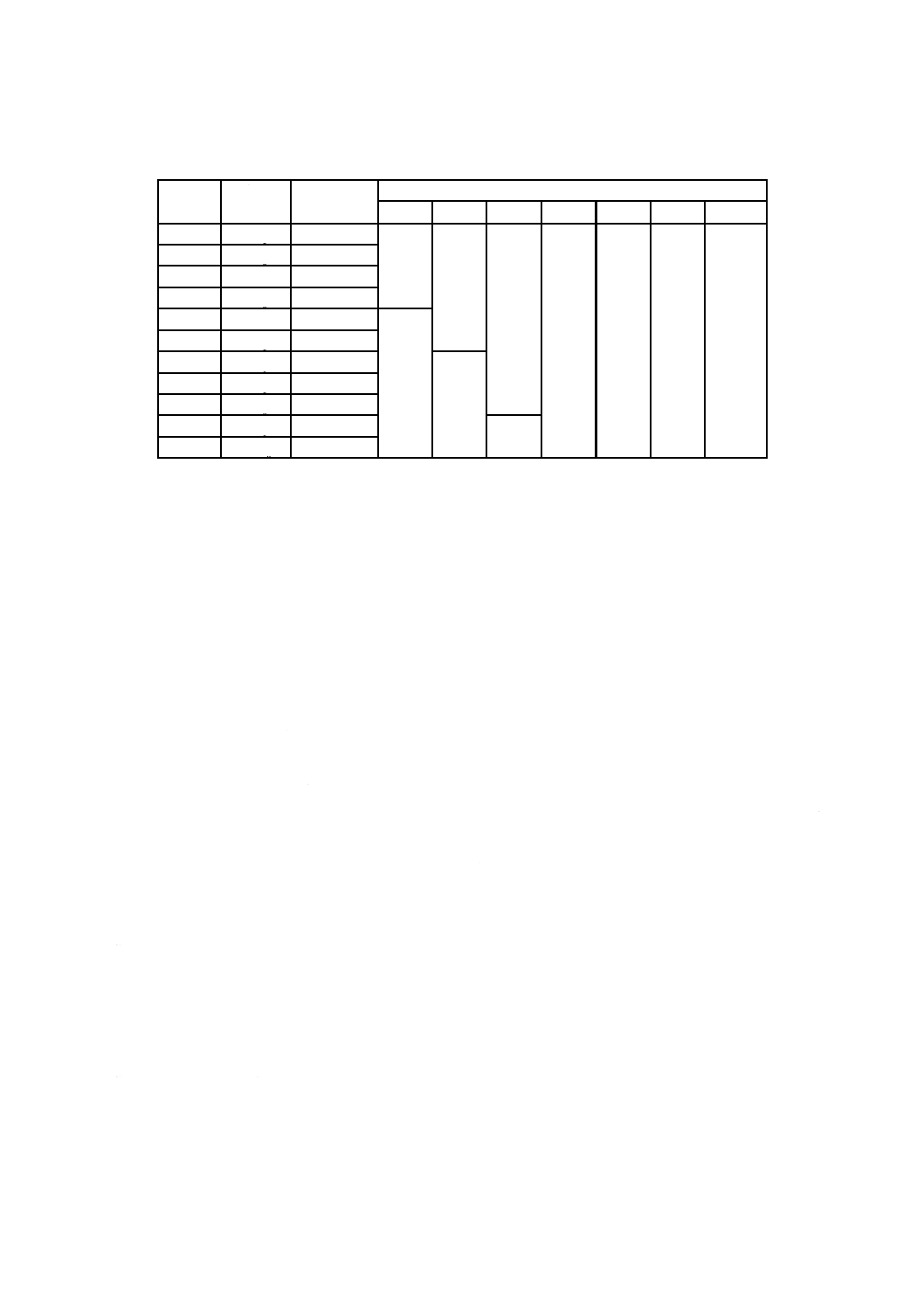
6. 寸法 定規の寸法は,8.11によって測定し,表3及び表4の規定に適合しなければならない。
表 3 三角定規の寸法
単位 mm
全長
厚さ
1.0
1.5
2.0
2.5
3.0
4.0
5.0
12020
+
1.00
±0.10
1.50
±0.15
2.00
±0.20
2.50
±0.25
3.00
±0.30
4.00
±0.40
5.00
±0.50
15020
+
18020
+
24020
+
30030
+
36030
+
45030
+
60030
+
5
S 6032:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 4 直線定規の寸法
単位 mm
目盛の
長さ
全長
幅
厚さ
1.0
1.5
2.0
2.5
3.0
4.0
5.0
120
120120
+
20以上
1.00
±0.10
1.50
±0.15
2.00
±0.20
2.50
±0.25
3.00
±0.30
4.00
±0.40
5.00
±0.50
150
150120
+
20以上
180
180120
+
20以上
200
200120
+
22以上
240
240120
+
24以上
300
300220
+
27以上
360
360220
+
32以上
400
400220
+
36以上
450
450220
+
41以上
500
500220
+
45以上
600
600220
+
54以上
7. 材料 定規の製造に用いる材料は,5.3に規定する定規の性能を満足し,かつ,衛生的で安全なもので
なければならない。
なお,規定の性能を満足し,衛生的で安全な再生材料を用いてもよい。
8. 試験方法
8.1
試験の一般条件
8.1.1
試料のサンプリング方法 試料は,品質が同一とみなすことができるロットから,ロット全体を代
表するようにランダムサンプリングするか,受渡当事者間の協定による合理的なサンプリング方法によっ
て,必要量を採取する。
8.1.2
試料の状態調節及び試験場所の標準状態 8.4,8.6及び8.9の項目については,試験前に試料をJIS
K 7100に規定する温度23±2℃で1時間以上状態調節し,試験は23±2℃の室内で行う。それ以外の項目
については,受渡当事者間の協定による。
8.1.3
試験結果の表し方 試験結果は,規定の数値より1けた下の位まで求めて,JIS Z 8401によって丸
める。
8.2
目盛線の太さ,目盛線と目盛側面とのすきま及び目盛線の傾きの測定 目盛線の太さ,目盛線と目
盛側面とのすきま及び目盛線の傾きの測定は,次による。
a) 測定器具 測定器具は,次に適合するものを用いる。
1) 顕微鏡 最小目盛値0.1mm及び最小角度1°の目盛付きのもの。
b) 操作 試料を水平な台の上に置き,顕微鏡を用いて目盛線の太さの最大値及び最小値,目盛線と目盛
側面との最大すきま並びに目盛線の傾きを測定する。
8.3
端面と目盛線との間隔の測定 端面と目盛線との間隔の測定は,次による。
a) 測定器具 測定器具は,次に適合するものを用いる。
1) 金属製直尺 JIS B 7516に規定する金属製直尺の1級のもの。
b) 操作 試料を水平な台の上に置き,試料と金属製直尺とを水平に突き合わせて,直線定規の場合は左
右の端面から目盛線までの間隔,60°・30°三角定規の場合は90°の端面から目盛線までの間隔を,
それぞれ測定する。ただし,45°・90°三角定規は除く。
6
S 6032:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.4
目幅の測定 性質を同じくする目幅の測定は,次による。
a) 測定器具 測定器具は,次に適合するものを用いる。
1) 顕微鏡 最小目盛値0.1mmの目盛付きのもの。
2) 基準直尺 1級基準直尺(2)又はJIS B 7516に規定する金属製直尺の1級を,1級基準直尺で補正し
たもの。
注(2) 1級基準直尺は,計量法基準器検査令に定めるもの。
b) 操作 8.1.2によって状態調節した試料を水平な台の上に置き,試料と基準直尺の各目盛側面を突き合
わせて,性質を同じくする目幅の最大値及び最小値を顕微鏡で測定する。
8.5
角度の測定 角度の測定は,次による。
a) 測定器具 測定器具は,次に適合するものを用いる。
1) 角度測定器 最小目盛値1′のもの。
2) 直角定規 JIS B 7526に規定するもの。
b) 操作 直角定規を角度測定器の直線部に置き,角度測定器の回転定規をスライドさせ,直角定規に正
確に固定し,回転定規の角度を示す分度目盛をゼロに調節する。次いで,試料を角度測定器の直線部
と回転定規との間に挟んで試料の角度を測定する。
8.6
器差の測定 器差の測定は,次による。
a) 測定器具 測定器具は,次に適合するものを用いる。
1) 顕微鏡 最小目盛値0.1mmの目盛付きのもの。
2) 基準直尺 1級基準直尺(2)又はJIS B 7516に規定する金属製直尺の1級を,1級基準直尺で補正し
たもの。
b) 操作 8.1.2によって状態調節した試料を水平な台の上に置き,試料と基準直尺の各目盛側面とを突き
合わせて,目盛の長さ及び任意の分長2か所について,顕微鏡で器差を測定する。
8.7
直線部のすきまの測定 直線部のすきまの測定は,次による。
a) 測定器具 測定器具は,次に適合するものを用いる。
1) 直定規 JIS B 7514に規定する直定規のB級で有効長さ1 000mmのもの。
2) すきまゲージ JIS B 7524に規定するもの。
b) 操作 試料の直線部を直定規に合わせて,すきまゲージによって直定規と試料の直線部とのすきまを
測定する。
8.8
熱変形試験 熱変形試験は,次による。
a) 装置及び器具 装置及び器具は,次に適合するものを用いる。
1) 空気かくはん装置付恒温槽 温度を50±2℃に調節できるもの。
2) 木製台 試料を水平に保持できるもので,恒温槽の中に入れることができる大きさのもの。
b) 操作 あらかじめ,50±2℃に調節した空気かくはん装置付恒温槽の中に,木製台の上にほぼ水平に置
いた試料を台と共に入れ,1時間加熱した後に取り出し,室温まで放冷後,目視によって試料の異常
の有無を調べる。
8.9
衝撃試験 衝撃試験は,次による。
a) 装置 装置は,次に適合するものを用いる。
1) 落下試験装置 試料を水平に85cmの高さに保持して,容易に落下させることができるもの。
b) 操作 落下試験装置を用いて,8.1.2によって状態調節した試料を85cmの高さからコンクリート床上
に,ほぼ水平に連続して3回落下させ,試料の異常の有無を調べる。
7
S 6032:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.10 三角定規の長短の差の測定 三角定規の長短の差の測定は,次による。
a) 測定器具 測定器具は,次に適合するものを用いる。
1) 金属製直尺 JIS B 7516に規定する金属製直尺の1級のもの。
b) 操作 一組の三角定規のうち,60°・30°三角定規の全長と45°・90°三角定規の全長とを突き合わ
せて,長短の差を金属製直尺を用いて測定する。
8.11 寸法測定
8.11.1 全長の測定 全長の測定は,次による。
a) 測定器具 測定器具は,次に適合するものを用いる。
1) 金属製直尺 JIS B 7516に規定する金属製直尺の1級のもの。
b) 操作 試料を水平な台の上に置き,試料の目盛側面と金属製直尺とを水平に突き合わせて,全長を測
定する。
8.11.2 直線定規の幅の測定 直線定規の幅の測定は,次による。
a) 測定器具 測定器具は,次に適合するものを用いる。
1) ノギス JIS B 7507に規定するもの。
b) 操作 試料を水平に保持し,ノギスを用いて試料の両端及び中央部の3か所の幅を測定する。この場
合,合否の判定は,それぞれの測定値について行う。
8.11.3 厚さの測定 厚さの測定は,次による。
a) 測定器具 測定器具は,次に適合するものを用いる。
1) マイクロメータ JIS B 7502に規定するもの。
b) 操作 マイクロメータを用いて,試料の任意の3か所の厚さを測定する。この場合,合否の判定は,
それぞれの測定値について行う。
9. 検査方法 定規は,5.及び6.の項目について検査を行う。この場合,検査は全数検査方式又は合理的
な抜取検査方式によって行う。
10. 表示 容易に消えない方法でa)及びb)の事項を表示しなければならない。
a) 包装 包装には,最小単位ごとに,次の事項を表示しなければならない。ただし,直線定規の場合,
“目盛の長さ”を表示するときは“全長”を省略してもよい。
1) “三角定規”又は“直線定規”
2) 全長(3)
3) “目盛の長さ”(3)又は“目盛なし”
4) 厚さ
5) 用いた材料の名称又はその略号(4)
6) 製造業者名又はその略号
注(3) 全長及び目盛の長さは“cm”で表示してもよい。
(4) 用いた材料の名称又はその略号は,JIS K 6900に基づいて表示する。
例1. 三角定規 全長 12cm,目盛の長さ 100mm,厚さ 2.0mm,材質 再生PET,製造業者名又はそ
の略号
例2. 三角定規 全長 300mm,目盛なし,厚さ 2.0mm,材質 PMMA,製造業者名又はその略号
例3. 直線定規 目盛の長さ 30cm,厚さ 1.5mm,材質 PVC,製造業者名又はその略号
8
S 6032:2004
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例4. 直線定規 全長 450mm,目盛なし,厚さ 3.0mm,材質 再生PET,製造業者名又はその略号
b) 製品 製品には,次の事項を表示しなければならない。
1) 用いた材料の名称又はその略号(4)
2) 製造業者名又はその略号