S 6009:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 2
5 品質······························································································································· 2
6 寸法······························································································································· 2
7 色·································································································································· 3
8 試験方法························································································································· 3
8.1 書きやすさ ··················································································································· 3
8.2 拭き消しやすさ ············································································································· 3
8.3 色 ······························································································································· 3
8.4 曲がり ························································································································· 3
8.5 折損強度 ······················································································································ 3
8.6 含水率 ························································································································· 4
8.7 有害物質 ······················································································································ 4
8.8 寸法 ···························································································································· 5
8.9 数値の丸め方 ················································································································ 5
9 検査方法························································································································· 5
10 表示 ····························································································································· 5
S 6009:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本白墨工業組合
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS S 6009:1995は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
S 6009:2013
白墨
Chalks
序文
この規格は,1955年に制定され,その後5回の改正を経て今日に至っている。前回の改正は1995年に
行われたが,その後の日本における使用実態,環境保護などの観点に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,黒板などに使用する焼きせっこう製及び炭酸カルシウム製の白墨(以下,白墨という。)に
ついて規定する。
なお,白墨は,手を汚さないために表面加工したもの及び再生材料を配合したものを含む。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7507 ノギス
JIS K 0050 化学分析方法通則
JIS K 0121 原子吸光分析通則
JIS K 8180 塩酸(試薬)
JIS S 6007 黒板
JIS Z 8401 数値の丸め方
JIS Z 8703 試験場所の標準状態
JIS Z 8801-1 試験用ふるい−第1部:金属製網ふるい
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
焼きせっこう(石膏)
二水せっこうを焼成し粉砕したもの。二水せっこうの原料には,天然せっこう,化学せっこう,再生材
料などがある。
注記 せっこう(石膏)は,二水せっこう,半水せっこう及び無水せっこうの3種類に区分される。
3.2
炭酸カルシウム

2
S 6009:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
炭酸カルシウムは,石灰石など天然原料を微粉砕した重質炭酸カルシウムと化学的に合成された軽質炭
酸カルシウムとに区分される。
3.3
再生材料
環境負荷を少なくするために,発生した副生物,不要となった廃棄物などを再利用したもの。再生材料
には陶磁器成形用せっこう型の廃型,貝殻,卵殻の粉末などを利用したものがある。
4
種類
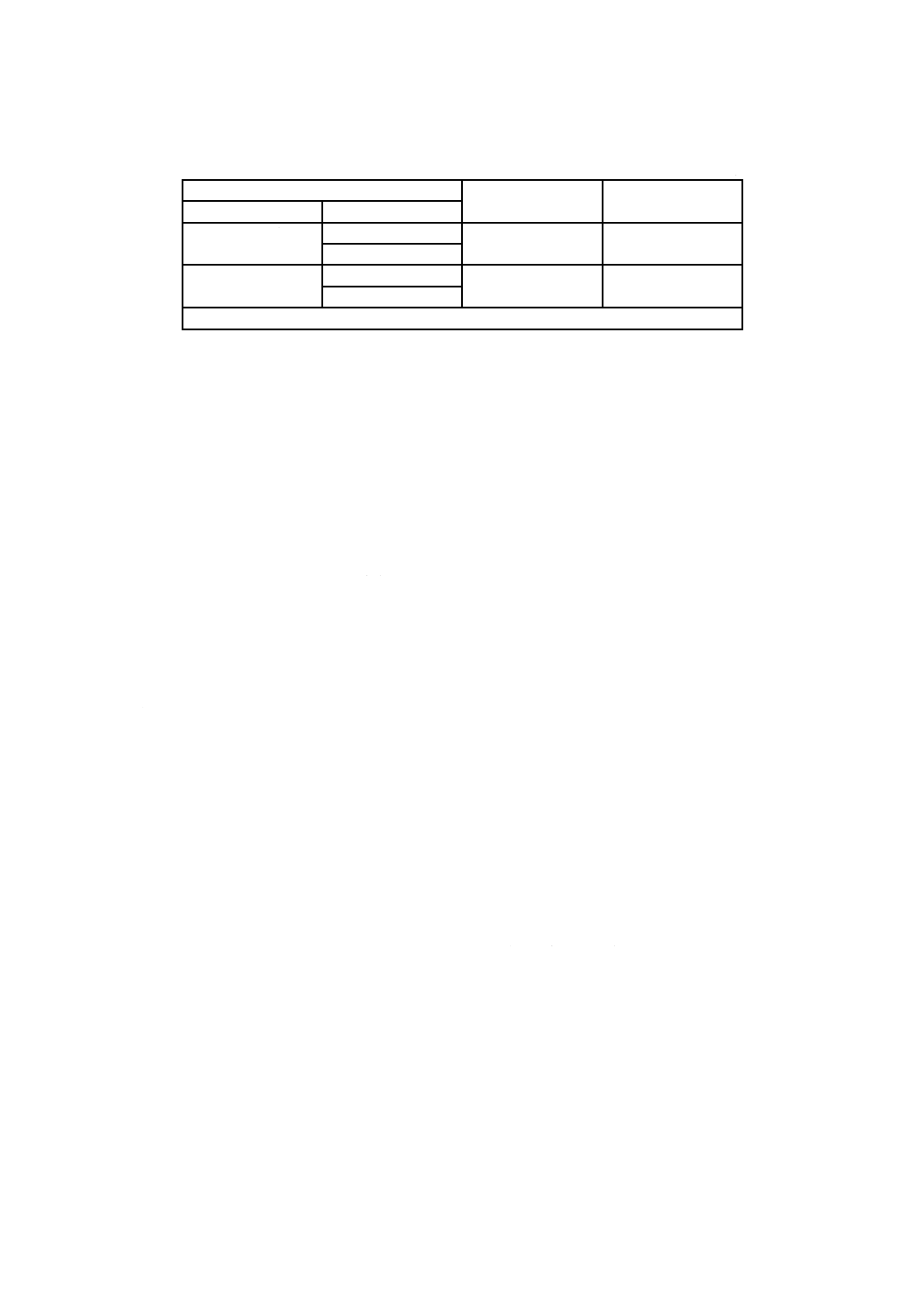
白墨の種類は,材料及び形状によって表1のとおり区分する。
表1−種類
材料による区分
形状による区分
適用
焼きせっこう製a)
円柱形
六角柱形
焼きせっこうに適量な水を加えてかき混
ぜて均一な泥状物とし,これを型に流し込
み,硬化後,離型して乾燥したもの。
なお,焼きせっこうに再生材料を加えるこ
とがある。
炭酸カルシウム製b) 円柱形
六角柱形
炭酸カルシウムに適量の粘結剤と水とを
加えて練り,押出機などを使って棒状に成
形し,規定の長さに切断し,乾燥したもの。
なお,炭酸カルシウムに再生材料を加える
ことがある。
注a) 焼きせっこう製は,せっこうを90 %以上含有しているものとする。
b) 炭酸カルシウム製は,炭酸カルシウムを60 %以上含有しているものとする。
5
品質
白墨の品質は,次による。
a) 外観 表面に外観を損なうようなきず及び汚れがあってはならない。
b) 粒状物質 焼付け鋼製黒板で白墨を使用した場合に,黒板面をきずつけるような堅い粒状物質を含ん
ではならない。
c) 書きやすさ及び拭き消しやすさ 書きやすさ及び拭き消しやすさは,8.1及び8.2によって試験したと
き,快適で良好なものとする。
d) 色 色は,8.3によって試験したとき,鮮明なものとする。
e) 曲がり 曲がりは,炭酸カルシウム製だけに適用し,8.4によって試験したとき,白墨が鉛直の孔を通
過しなければならない。
f)
折損強度 折損強度は,8.5によって試験したとき,折損してはならない。
g) 含水率 含水率は,8.6によって試験したとき,2 %以下とする。
h) 有害物質 有害物質は,8.7によって試験したとき,アンチモンが60 mg/kg以下,ひ素が25 mg/kg以
下,バリウムが1 000 mg/kg以下,カドミウムが75 mg/kg以下,クロムが60 mg/kg以下,鉛が90 mg/kg
以下,水銀が60 mg/kg以下及びセレンが500 mg/kg以下とする。
6
寸法
白墨の長さ及び直径は,表2に適合しなければならない。
3
S 6009:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−寸法
単位 mm
種類
長さ
直径a)
材料による区分
形状による区分
焼きせっこう製
円柱形
80±3
11以上
六角柱形
炭酸カルシウム製
円柱形
63±3
10以上
六角柱形
注a) 六角柱形の場合は,内接円の直径をいう。
7
色
白墨の色は,赤,だいだい色(又はオレンジ色),黄色,緑,黄緑,青,紫,茶色,朱色(又は朱赤)及
び白とする。ただし,蛍光色は除く。
8
試験方法
試験方法は,次のとおりとし,試験条件は,特に規定しない限り,JIS Z 8703に規定する常温(温度20 ℃
±15 ℃),常湿[相対湿度(65±20) %]とする。
8.1
書きやすさ
書きやすさの試験は,JIS S 6007に適合する黒板に直径10 cmの円を通常の筆圧で45°の角度で5回筆
記することによって調べる。
8.2
拭き消しやすさ
8.1で筆記した線を,粉をよく落とした黒板拭きで通常の力で消したとき,黒板面から1 m離れた位置
から見て,黒板面に筆記跡及び消しむらがあるか否かを調べる。
8.3
色
黒板面から1 m離れた位置で,8.1によって筆記した線の色が鮮明であるかを調べる。
8.4
曲がり
曲がりの試験は,内径が試験する白墨の直径の1.2倍,長さが70 mmの鉛直の孔の上部から白墨を落下
させ,外力を加えずに自重で孔を通過するかどうかを調べる。ただし,六角柱形の場合の直径は,外接円
の直径とする。
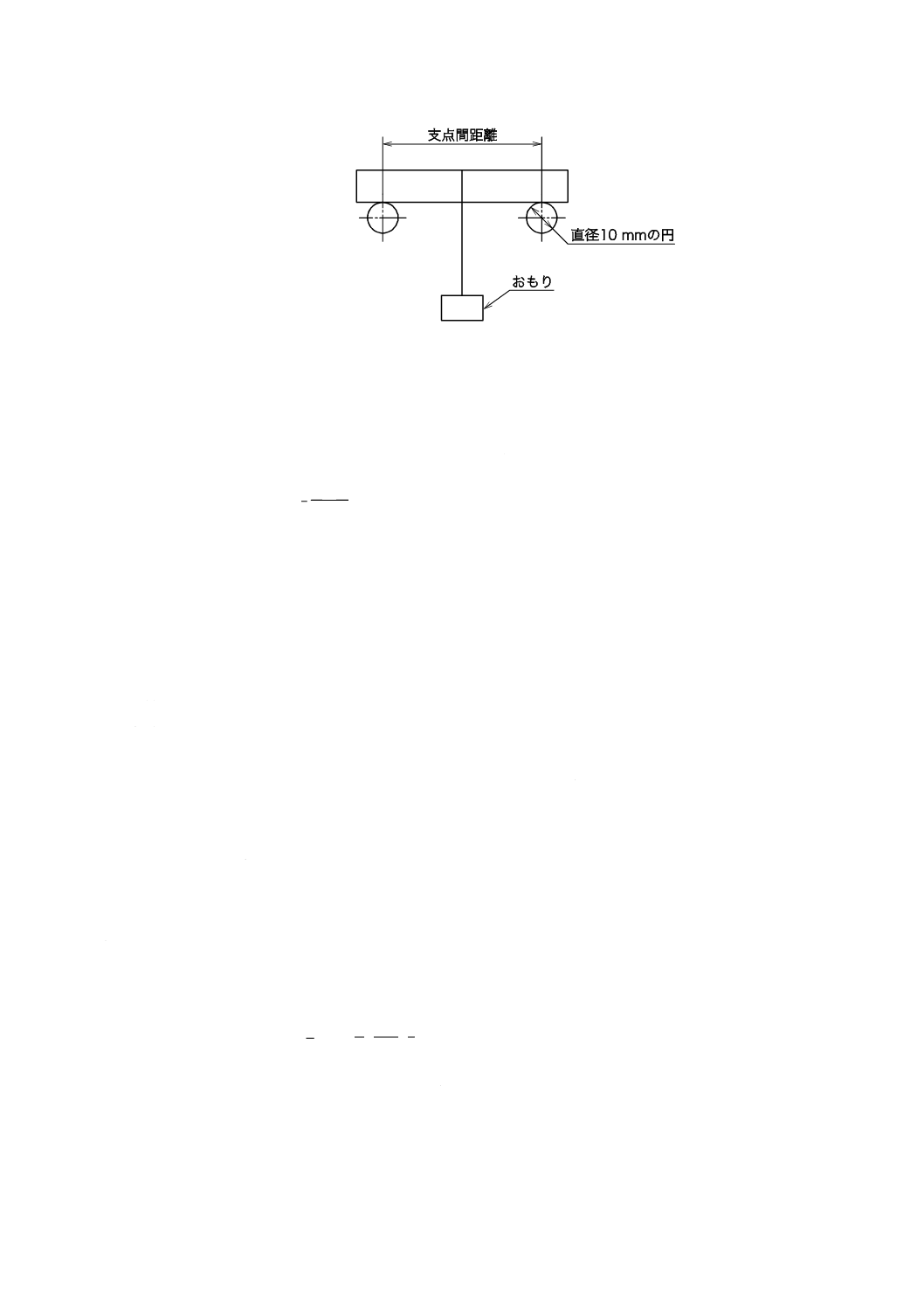
8.5
折損強度
折損強度の試験は,試料を45 ℃±5 ℃の恒温乾燥器で30分間乾燥し,デシケーター中で1時間以上冷
却してから試料を図1のように支点間距離50 mmになるように置き,その中央に太さ0.30 mm±0.02 mm
の鉄線を白墨に沿わせて掛け,その先に1.8 kgのおもりを静かに加え,折損するかどうかを調べる。
4
S 6009:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−折損強度試験
8.6
含水率
含水率の測定は,試料を粉砕し,JIS Z 8801-1に規定する網ふるい850 μmでふるい,この粉末約5 gを
10 mgまで量り,適切な容器に薄層にして広げ,45 ℃±5 ℃の恒温乾燥器に30分間入れ,デシケーター
中で1時間以上冷却してから再び量り,次の式によって計算する。
100
×
−
=
S
m
S
A
ここに,
A: 含水率(%)
S: 乾燥前の試料の質量(g)
m: 乾燥後の試料の質量(g)
8.7
有害物質
有害物質の試験は,次による。ただし,化学分析方法に関する事項については,JIS K 0050の規定によ
る。
a) 試験する試料を6 mm以下に裁断し,その100 mg以上をとり0.1 mgの単位まで量り,その質量の50
倍量の0.07 mol/Lの塩酸溶酸(37 ℃±2 ℃)と混合し,1分間振り混ぜて混合液をつくる。ただし,
塩酸は,JIS K 8180に規定する塩酸を用いて調製する。
b) 混合液の酸性度を調べ,次のとおり調製する。
1) 焼きせっこう製の場合 pHが1.5以上あるときは,2 mol/Lの塩酸をpHが1.0〜1.5となるまで振り
混ぜながら滴下する。また,pHは,±0.2 pH単位の精度をもつ計器を使用する。
2) 炭酸カルシウム製の場合 pHが1.5以上あるときは,6 mol/Lの塩酸をpHが1.0〜1.5となるまで振
り混ぜながら滴下する。また,pHは,±0.2 pH単位の精度をもつ計器を使用する。
c) 混合液に光が当たらないようにし,37 ℃±2 ℃で混合液を1時間連続でよく振り混ぜた後,同様の温
度によって1時間放置する。
d) 混合液をろ過し,得られた溶液をJIS K 0121に規定する原子吸光光度計又は同等以上の性能をもつ試
験装置を用いて分析する。
e) 分析結果は,表3の補正値を用い,次の式によって補正する。
100
2
B
1
B
1
B
B
ρ
ρ
ρ
ρ
×
−
=
ここに,
ρB: 分析結果の補正後の値(mg/kg)
ρB1: 分析結果
ρB2: 分析元素の補正値(%)
5
S 6009:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
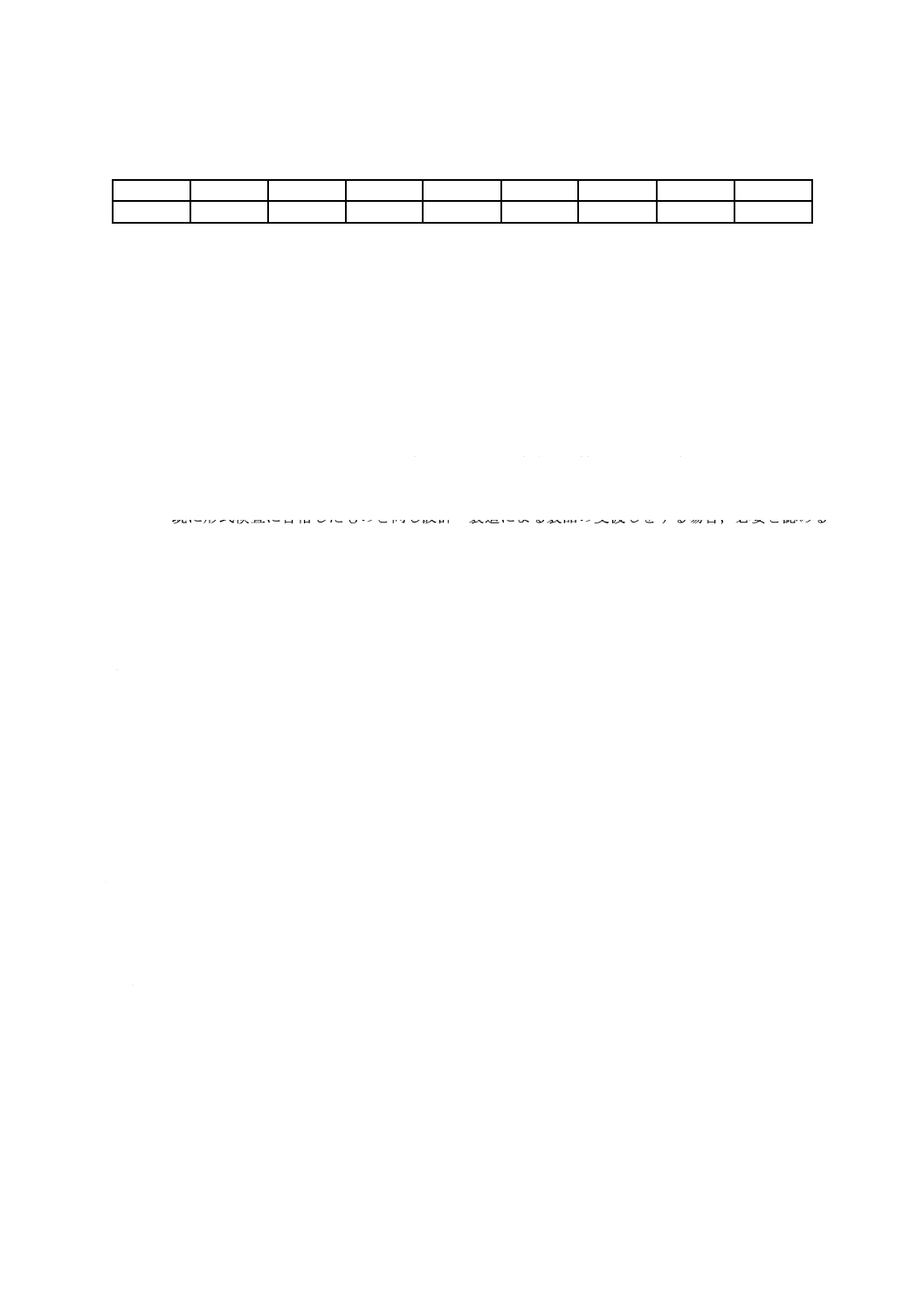
表3−補正値
単位 %
元素
アンチモン
ひ素
バリウム カドミウム
クロム
鉛
水銀
セレン
補正値
60
60
30
30
30
30
50
60
8.8
寸法
寸法の測定は,JIS B 7507に規定するノギス又はこれと同等以上の精度の測定器を用いて測定する。
8.9
数値の丸め方
試験結果は,規定の数値より1桁の下の位まで求めて,JIS Z 8401の規則B(四捨五入法)によって丸
める。
9
検査方法
白墨の検査は,形式検査1) と受渡検査2) とに区分し,検査の項目は,それぞれ次のとおりとする。
なお,形式検査及び受渡検査の抜取検査の方式は,受渡当事者間の協議によって定める。
注1) 製品の品質が設計で示した全ての特性を満足するかどうか判定するための検査。
2) 既に形式検査に合格したものと同じ設計・製造による製品の受渡しをする場合,必要と認める
特性を満足するものであるかどうかを判定するための検査。
a) 形式検査項目
1) 種類(材料による区分)
2) 品質
b) 受渡検査項目
1) 外観
2) 寸法
3) 表示
10 表示
この規格の全ての要求事項に適合した白墨には,一箱ごとに容易に消えない方法で,次の事項を表示し
なければならない。
a) 規格番号及び名称
b) 種類 材料による区分及び形状による区分を表示する。ただし,形状による区分は六角柱形だけとす
る。
c) 色名
d) 製造業者名又はその略号
e) 製造年月又はその略号