2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
S 2190-1993
ガス用ゴム管バンド
Bands for rubber tube
1. 適用範囲 この規格は,JIS K 6348に規定するガス用ゴム管を,JIS S 2120に規定するガス栓,燃焼
器具などのホースエンドに接続する場合,ガス用ゴム管を抜けにくくするために取り付けるゴム管バンド
(以下,バンドという。)について規定する。
備考 この規格の引用規格を,次に示す。
JIS B 0405 普通交差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 7507 ノギス
JIS B 7721 引張試験機
JIS G 3141 冷間圧延鋼板及び鋼帯
JIS G 3311 みがき特殊帯鋼
JIS G 3521 硬鋼線
JIS G 3522 ピアノ線
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS G 4309 ステンレス鋼線
JIS G 4313 ばね用ステンレス鋼帯
JIS G 4314 ばね用ステンレス鋼線
JIS G 4315 冷間圧造用ステンレス鋼線
JIS K 6348 ガス用ゴム管
JIS S 2120 ガス栓
JIS Z 2371 塩水噴霧試験方法
JIS Z 8401 数値の丸め方
2. 種類 バンドの種類は,バンドの形式と使用するゴム管の径によって,次のように区分する。
(1) ばね式9.5用
(2) ばね式13用
(3) ねじ式9.5用
(4) ねじ式13用
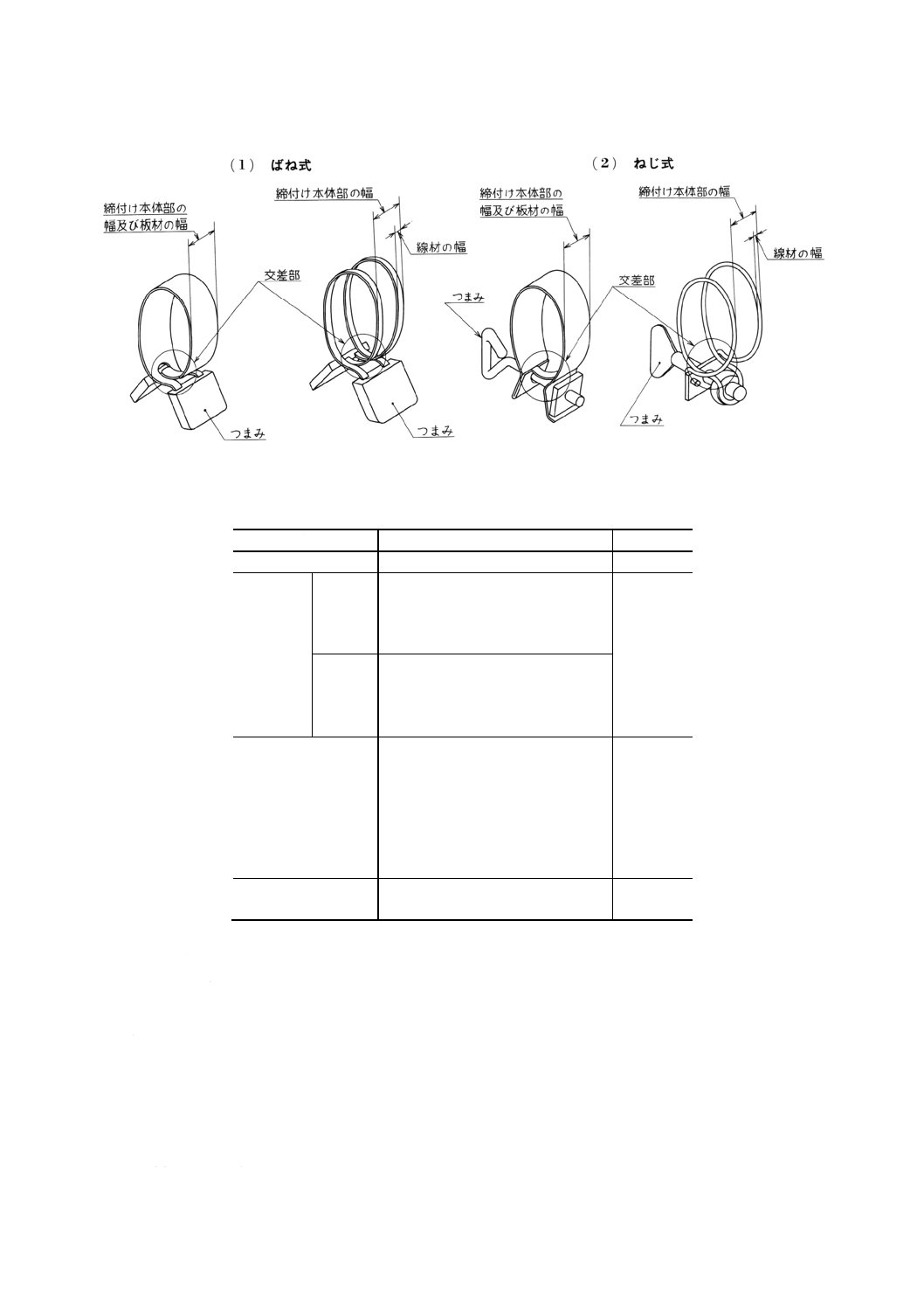
3. 主要部の名称 バンドの主要部の名称は,図1のとおりとする。
2
S 2190-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 主要部の名称(図は,一例を示したものである。)
4. 性能 バンドの性能は,7. によって試験したとき,表1の規定に適合しなければならない。
表1 性能
項目
性能
試験方法
引抜き荷重増加率
20%以上
7.2
永久変形
9.5用
3%以下であること。
また,つまみ部の変形及びその他
の部分に使用上支障がある異常が
ないこと。
7.3
13用
4%以下であること。
また,つまみ部の変形及びその他
の部分に使用上支障がある異常が
ないこと。
耐久性
ひび,割れなど使用上支障がある欠
陥がなく,かつ,ばね式においては,
試験前後の内径の差が0.5mm以下
であること。
また,ねじ式においては,245N
の荷重を1分間加えた後,使用上支
障がある欠陥がないこと。
7.4
耐食性
機能を損なうような赤さびの発生
がないこと。
7.5
5. 構造及び寸法
5.1
構造 構造は,次のとおりとする。
(1) バンドは,手指で取り付けられる構造であり,通常の締付け操作に十分耐えられる強度を持つもので
あること。
(2) バンドは,ゴム管を傷めないように,ばり,まくれなどを除去し,滑らかに仕上げられていること。
(3) つまみ部は,締め付けやすい形状であり,手の触れる部分は滑らかに仕上げられており,また,容易
に破損及び脱落しないものであること。
(4) ねじ式においては,ナットの有効ねじ山数が三つ以上あり,かつ,つまみ部は,1.47N・mのトルク(1)
に耐えるものであること。
3
S 2190-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(1) トルクを確認する計器は,当分の間,荷重が従来単位によって表示されたものを用いてもよい。
この場合,トルクは,15kgf・cmとする。
5.2
寸法 バンドの寸法は,7.6によって試験し,表2の規定に適合しなければならない。
表2 寸法
測定項目
バンドの種類
ばね式9.5用
ばね式13用
ねじ式9.5用
ねじ式13用
最小時内径
−
15.5mmのしん金が
貫通せず,14.45mm
のしん金が貫通する
こと。
19.5mmのしん金が
貫通せず,17.95mm
のしん金が貫通する
こと。
最大時内径
mm
17.5以上
22.5以上
17.5以上
22.5以上
締付け本体
部の幅mm
6以上15以下 7以上15以下 6以上15以下
7以上15以下
内径偏差
0.3mmの針状のすきまゲージが貫通しないこと。
6. 材料 バンドの締付け本体部に用いる材料は,次に示すもの又はこれらと同等以上の品質をもつ金属
とする。
(1) JIS G 3141に規定する鋼の表面に防せい処理を施したもの。
(2) JIS G 3311に規定する鋼の表面に防せい処理を施したもの。
(3) JIS G 3521に規定する鋼線の表面に防せい処理を施したもの。
(4) JIS G 3522に規定するピアノ線の表面に防せい処理を施したもの。
(5) JIS G 4305に規定するもの。
(6) JIS G 4309に規定するもの。
(7) JIS G 4313に規定するもの。
(8) JIS G 4314に規定するもの。
(9) JIS G 4315に規定するもの。
7. 試験方法
7.1
数値の丸め方 試験結果は,規定の数値より1けた下の位まで求めて,JIS Z 8401によって丸める。
7.2
引抜き荷重増加率 引抜き荷重増加率の試験は,次のとおりとする。
(1) 装置及び器具 装置及び器具は,次のとおりとする。
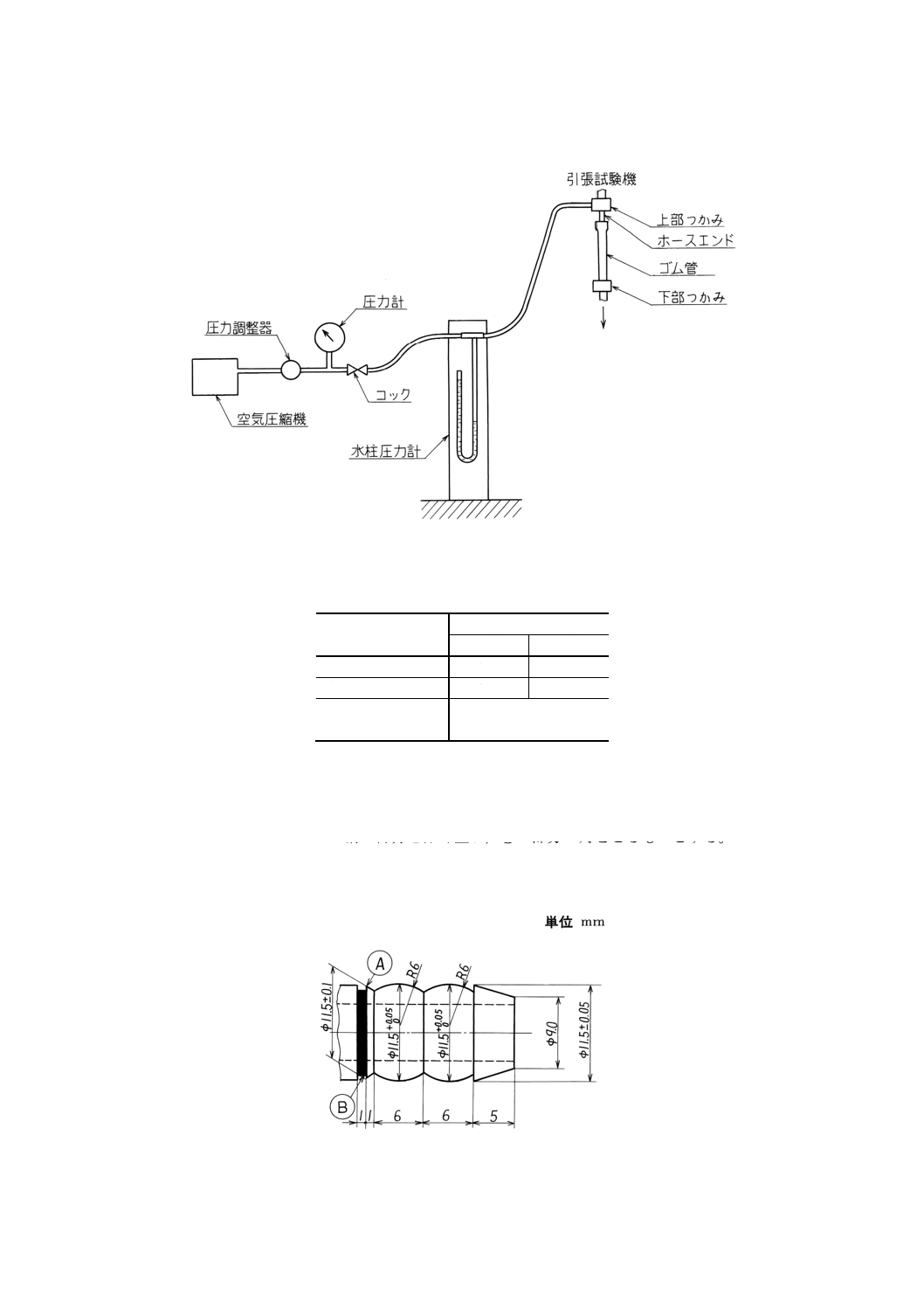
(a) 装置 装置は,図2のように組み立てる。この場合,引張試験機は,JIS B 7721に規定するもので,
ゴム管及びホースエンドをつかみ,500±25mm/minの速度で引っ張り,引抜き荷重を測定できるも
のであること。
備考 引張試験機は,当分の間,引張強さが従来単位によって表示されたものを使用してもよい。
4
S 2190-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 装置の一例
(b) ゴム管 ゴム管は,JIS K 6348の規定に適合するもので,かつ,表3の条件を満足するものである
こと。
表3 ゴム管
項目
バンドの種類
9.5用
13用
内径mm
9.4±0.3
12.7±0.3
肉厚mm
3.0±0.2
3.3±0.2
内面ゴム及び中間
ゴムの硬さ
HS 60±5
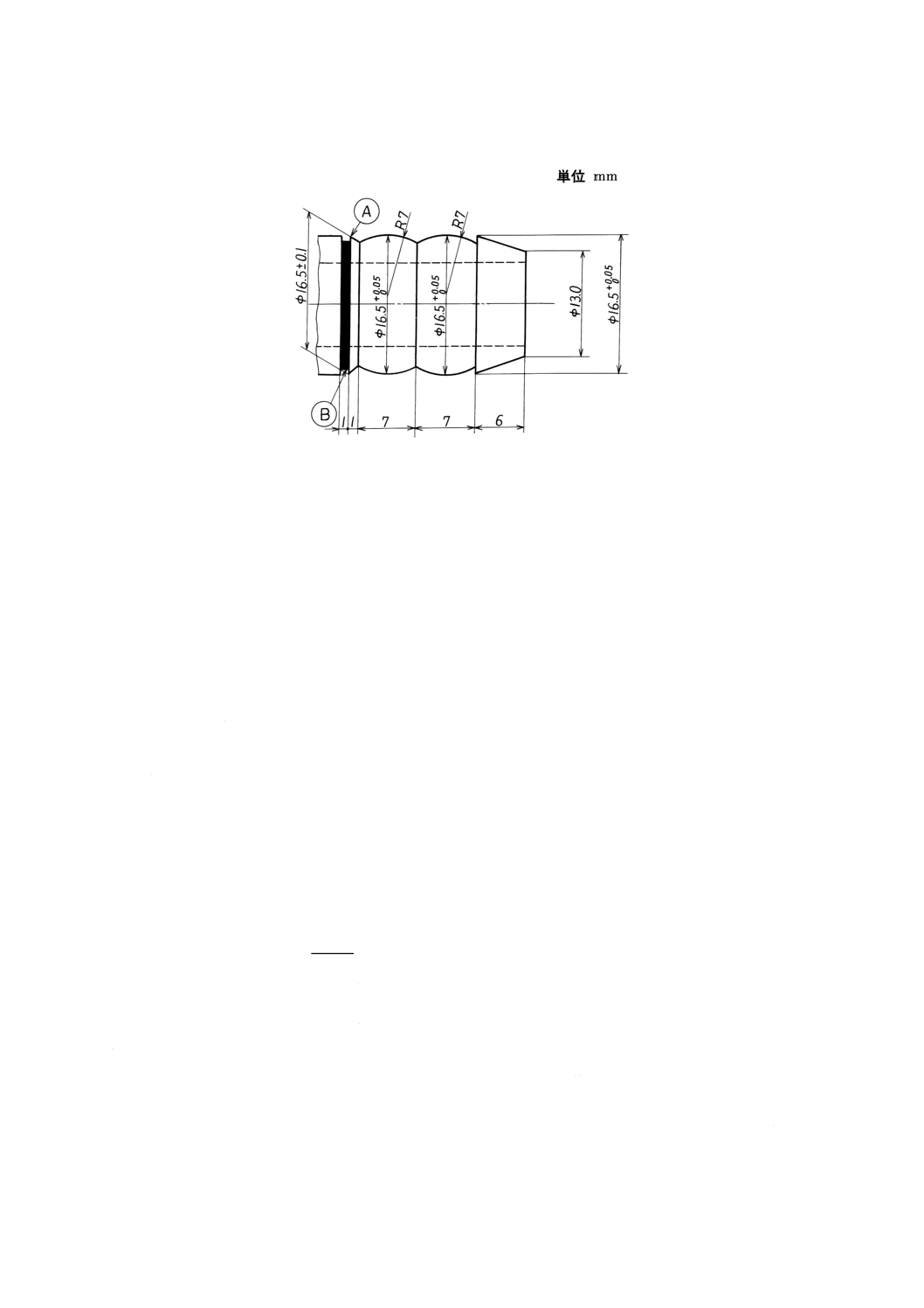
(c) ホースエンド ホースエンドの形状及び寸法は,図3(2)及び図4(2)のとおりとし,表面はめっき処理
がしてあり,表面が滑らかで,使用上支障があるパーティングライン(型きず),ばり,きずなどの
欠陥がないこと。
なお,図3及び図4の◯
Bの溝の部分を赤く塗り,◯
Aの部分の角をとるものとする。
注(2) 寸法公差の表示のないものは,JIS B 0405に規定する粗級による。
図3 9.5用
5
S 2190-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4 13用
(d) トルクドライバ 0.6N・mのトルクが与えられるもの。
備考 トルクドライバは,当分の間,トルクが従来単位によって表示されたものを使用してもよい。
この場合,トルクドライバは,6kgf・cmのトルクが与えられるものとする。
(2) 方法 方法は,次のとおりとする。
(a) バンド5個とそれに適合するゴム管及びホースエンド10組分を用意する。
なお,ゴム管は,軸に直角に長さ15cmに切断し,切り口の内径の最大値と最小値が0.2mmの範
囲内にあるものを使用する。
(b) ホースエンドの外面をアセトンを含ませた布又はろ紙を用いて清浄し,アセトンが蒸発した後,ホ
ースエンドにゴム管を寸法測定した切り口から入れ,ホースエンドの赤線が隠れるまで差し込む。
(c) 20±3℃に保った空気恒温槽内にホースエンド付きゴム管を3時間以上入れた後,5個のホースエン
ド付きゴム管にバンドを取り付ける。
なお,ねじ式のものは,トルクドライバを用い0.6N・mのトルク(3)を加えて締め付ける。
注(3) 従来単位によって表示されたトルクドライバを用いる場合は,6kgf・cmのトルクとする。
(d) 温度20±3℃に保った恒温槽内に24時間入れた後,室内でホースエンド付きゴム管に4.12kPaの空
気圧(4)を加えながら,500±25mm/minの速度で引っ張り,引抜き荷重を測定する。
注(4) 空気圧を確認する計器は,当分の間,荷重が従来単位によって表示されたものを用いてもよい。
この場合,空気圧は,420mmH2Oとする。
(3) 計算及び判定 引抜き荷重増加率は,次の式によって算出し,判定は,平均値で行う。
100
×
−′
=
F
F
F
A
ここに,
A: 引抜き荷重増加率 (%)
F: ゴム管だけの引抜き荷重 (N)
F': Fと一対になるゴム管にバンドを付けたものの引抜き荷重 (N)
7.3
永久変形 永久変形の試験は,次のとおりとする。
(1) ばね式の場合には,バンドのつまみに力を加えないときの内径 (l ) を測定する。
ねじ式の9.5用の場合には外径15.5mmのしん金に,ねじ式の13用の場合には外径19.5mmのしん
金にバンドを締め付ける。次に,しん金を取り外した後,バンドのつまみにゆっくり0.6N・m(3)のトル
クを加えて増し締めした後,内径 (l ) を測定する。
6
S 2190-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
測定器具は,JIS B 7507に規定するノギス又はこれと同等以上の精度をもつものを用いる。
(2) 9.5用の場合には外径17.5mmのしん金に,13用の場合には外径22.5mmのしん金にバンドを取り付け
る。この場合,ねじ式のものは,バンドのつまみに0.6N・m(3)のトルクを加えて締め付ける。
(3) 温度120150
−℃の場所に24時間放置した後バンドをしん金から取り外し,その内径 (l' ) を(1)と同じ方
法によって測定する。
また,つまみ部の変形及びその他の部分に使用上支障がある異常の有無を調べる。
(4) 永久変形は,次の式によって算出する。
100
×
−
′
=
l
l
l
B
ここに, B: 永久変形 (%)
l: (1)によって測定した内径 (mm)
l': (3)によって測定した内径 (mm)
7.4
耐久性 耐久性の試験は,次のとおりとする。
(1) ばね式のものは,最小時内径から最大時内径に広げる操作を30回行い,使用上支障がある欠陥の有無
を調べる。
また,試験前と試験後の内径の差を調べる。
(2) ねじ式のものは,最小時内径から最大時内径に広げる操作を30回行い,使用上支障がある欠陥の有無
を調べる。
次に,245Nの荷重(5)をねじの軸方向に1分間加えた後,使用上支障がある欠陥の有無を調べる。
注(5) 荷重を確認する計器は,当分の間,荷重が従来単位によって表示されたものを使用してもよい。
この場合,荷重は,25kgfとする。
7.5
耐食性 耐食性の試験は,JIS Z 2371の2.(装置)の装置及び8.(噴霧室の条件)の噴霧室の条件
に適合する噴霧室において,7.4の試験後の試料にJIS Z 2371の6.(試験用塩溶液)の塩溶液に適合する
塩水を24時間噴霧した後,機能を損なうような赤さびの発生の有無を調べる。
7.6
寸法 寸法は,次のとおり測定する。
(1) 最小時内径
(a) 9.5用の場合 外径15.5mmのしん金にバンドを締め付ける。次に,しん金を取り外した後,バンド
のつまみにゆっくり0.6N・mのトルク(3)を加えて増し締めした後,外径15.5mmのしん金及び外径
14.45mmのしん金が貫通するかどうかを調べる。
(b) 13用の場合 外径19.5mmのしん金にバンドを締め付ける。次に,しん金を取り外した後,バンド
のつまみにゆっくり0.6N・mのトルク(3)を加えて増し締めした後,外径19.5mmのしん金及び外径
17.95mmのしん金が貫通するかどうかを調べる。
(2) 最大時内径
(a) 9.5用の場合 17.5mmのしん金がバンド内を貫通するかどうかを調べる。
(b) 13用の場合 22.5mmのしん金がバンド内を貫通するかどうかを調べる。
(3) 締付け本体部の幅 締付け本体部の幅は,JIS B 7507に規定するノギス又はこれと同等以上の精度を
もつ器具によって測定する。
(4) 内径偏差 内径偏差は,交差部を除いて,次のとおり測定する。
(a) ばね式の場合 9.5用の場合は,外径16.5mmのしん金にバンドを取り付け,バンドの内面としん金
の間に0.3mmの針状のすきまゲージを差し込み,貫通するかどうかを調べる。13用の場合は,外
7
S 2190-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
径21.0mmのしん金にバンドを取り付け,バンドの内面としん金の間に0.3mmの針状のすきまゲー
ジを差し込み,貫通するかどうかを調べる。
(b) ねじ式の場合 9.5用の場合は,外径16.5mmのしん金にバンドを0.6N・mのトルク(3)で締め付け,
バンドの内面としん金の間に0.3mmの針状のすきまゲージを差し込み,貫通するかどうかを調べる。
13用の場合は,外径21.0mmのしん金にバンドを0.6N・mのトルク(2)で締め付け,バンドの内面
としん金の間に0.3mmの針状のすきまゲージを差し込み,貫通するかどうかを調べる。
8. 検査方法 バンドは,4.及び5.について検査を行う。この場合,検査は,全数検査又は合理的な抜取
検査方式によって行う。
9. 表示 バンドには,本体の見やすい位置に容易に消えない方法で,次の事項を表示しなければならな
い。
(1) 製造事業者名又はその略号
(2) 製造年又はその略号
日用品部会 ガス用ゴム管バンド専門委員会 構成表(昭和58年6月1日制定時)
氏名
所属
(委員会長)
福 田 喜 男
高圧ガス保安協会
西 川 禎 一
通商産業省生活産業局
竹 澤 正 格
通商産業省立地公害局
石 田 寛
資源エネルギー庁
吉 枝 正 明
工業技術院標準部
吉 満 行 孝
通商産業省工業品検査所
織 田 好 雄
財団法人日本ガス機器検査協会
鈴 木 健 一
財団法人日本エルピーガス機器検査協会
井 上 宏
社団法人エルピーガス供給機器工業会
深 谷 喬 介
株式会社東郷製作所
竹 内 嘉 平
有限会社加藤スプリング製作所
小 松 武 夫
株式会社カネサン製作所
石 原 輝 保
三興線材工業株式会社
小 堀 甚 弌
株式会社大洋発條製作所
佐 藤 雅 志
村田発條株式会社
宮 崎 嵩 司
社団法人日本ガス協会
金 子 良 雄
社団法人日本エルピーガス連合会
原 保 貴
社団法人日本簡易ガス協会
牛 尾 整 爾
社団法人日本ガス石油機器工業会
吉 田 忠 夫
日本ゴム工業会
兵 頭 美代子
主婦連合会
長 野 都司恵
全国地域婦人団体連絡協議会
(関係者)
佐 藤 金 弥
株式会社志村発條製作所
小 林 大 吉
社団法人日本エルピーガス供給機器工業会
(事務局)
天 野 正 喜
工業技術院標準部繊維化学規格課
久 米 均
工業技術院標準部繊維化学規格課
(事務局)
天 野 正 喜
工業技術院標準部繊維化学規格課(平成5年7月1日改正時)
平 塚 智 章
工業技術院標準部繊維化学規格課(平成5年7月1日改正時)