R 7202:2008
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 測定項目························································································································· 1
5 テーパねじの角度及び有効径測定器具 ·················································································· 1
5.1 測定器具の種類 ············································································································· 1
5.2 測定器具の形状及び組合せ ······························································································ 2
5.3 測定器具の寸法,許容差及び締付けトルク ·········································································· 3
6 数値の丸め方 ··················································································································· 8
7 テーパねじの角度及び有効径測定方法 ·················································································· 8
7.1 テーパねじの角度測定方法 ······························································································ 8
7.2 テーパねじの有効径測定方法 ·························································································· 10
8 テーパねじゲージの校正 ··································································································· 12
9 報告······························································································································ 12
R 7202:2008
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,炭素協会(JCA)及び
財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本
工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS R 7202:1997は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 7202:2008
人造黒鉛丸形電極のテーパねじの角度及び有効径
測定方法
Testing methods for taper screw thread angle and pitch diameter of
cylindrical machined graphite electrodes
序文
この規格は,1952年に制定され,その後6回の改正を経て今日に至っている。前回の改正は1997年に
行われたが,今回は2002年に発行されたJIS R 7201と整合性を図るために改正した。具体的にはテーパ
ねじサイズを追加し,ストレートねじを削除した。
なお,対応国際規格は,現時点で制定されていない。
1
適用範囲
この規格は,主として電気製鋼に使用する人造黒鉛丸形電極のテーパねじの角度及び有効径測定方法に
ついて規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0262 テーパねじゲージの検査方法
JIS B 4652 手動式トルクツールの要求事項及び試験方法
JIS B 7503 ダイヤルゲージ
JIS R 7201 人造黒鉛丸形電極の寸法
JIS Z 8401 数値の丸め方
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS R 7201による。
4
測定項目
この規格で規定する測定項目は,テーパねじの角度及び有効径とする。
5
テーパねじの角度及び有効径測定器具
5.1
測定器具の種類
テーパねじの角度及び有効径の測定には,テーパねじプラグゲージ及びテーパねじリングゲージを用い
る。その種類は,表1による。
2
R 7202:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−測定器具の種類
測定項目
テーパねじゲージ
器具
ソケット
テーパねじの角度
プラグゲージ
・JIS B 7503に規定するダイヤルゲージ
・JIS B 4652に規定する手動式トルクレンチ
・セットブロックゲージ
有効径
ニップル
テーパねじの角度
リングゲージ
有効径
5.2
測定器具の形状及び組合せ
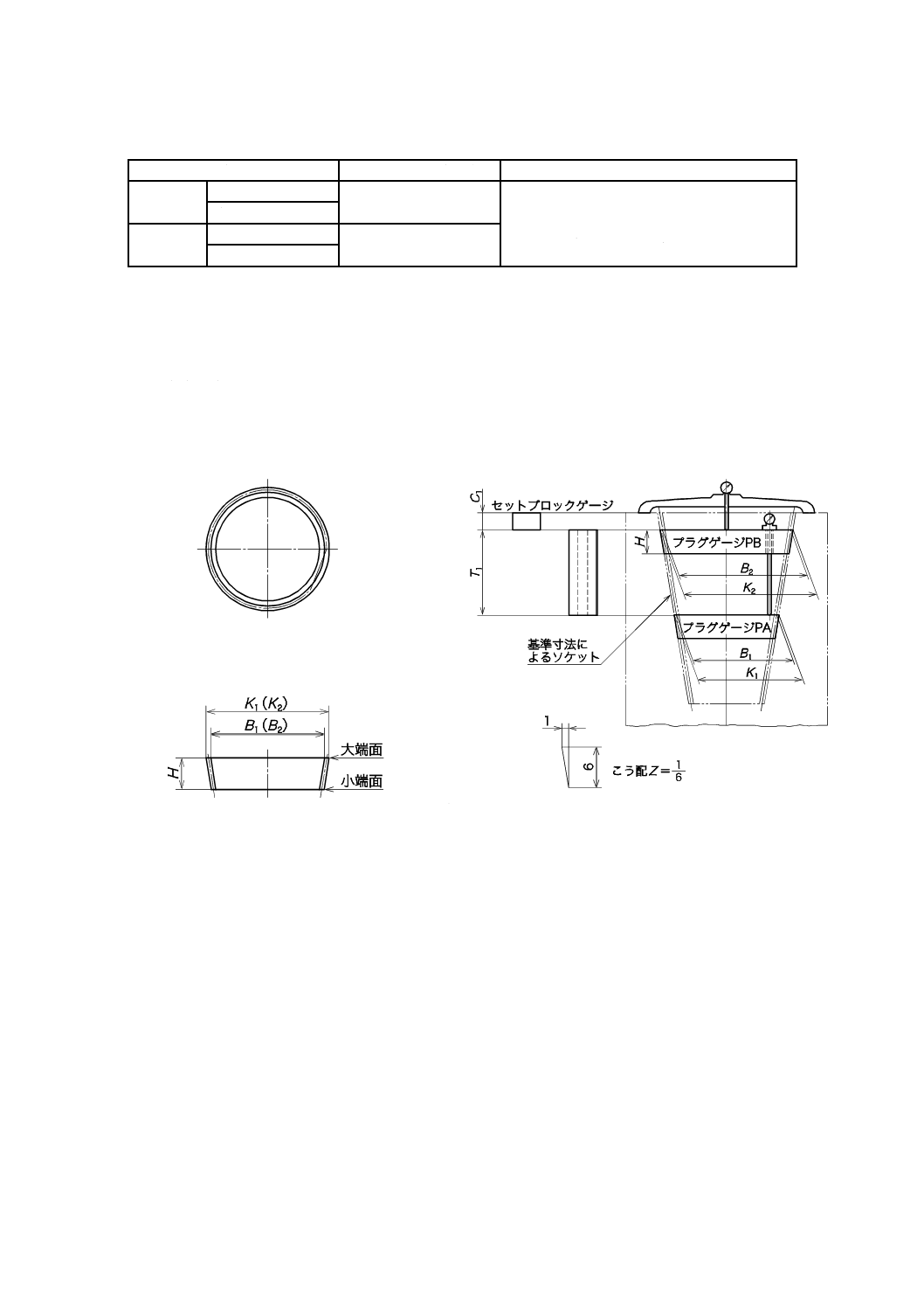
a) プラグゲージの形状は,図1による。
b) プラグゲージ(PA,PB)の組合せは,図2による。
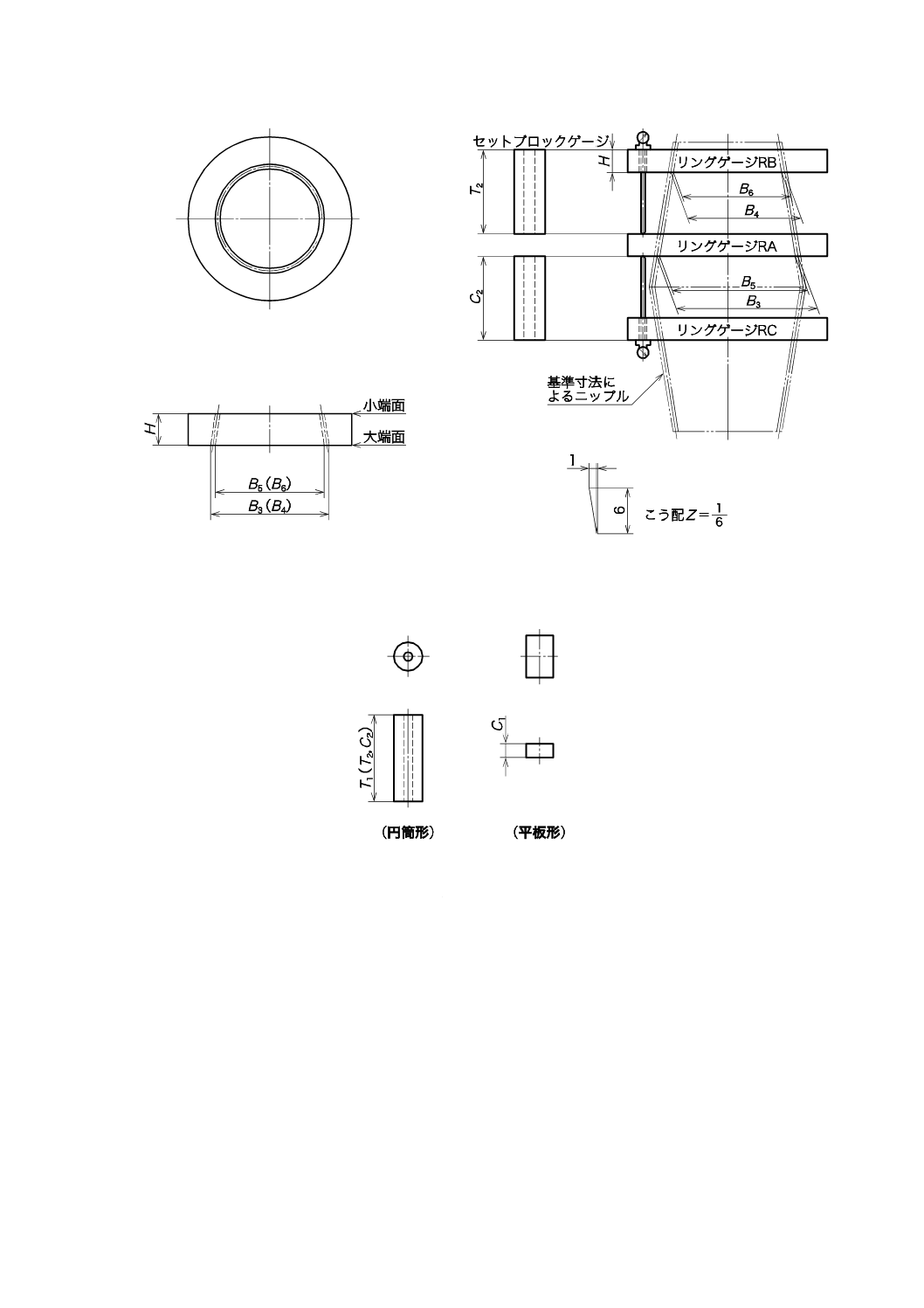
c) リングゲージの形状は,図3による。
d) リングゲージ(RA,RB,RC)の組合せは,図4による。
e) セットブロックゲージの形状は,図5による。
注記 図中の記号は,表2-1及び表2-2の
記号と対応する。
注記 図中の記号は,表2-1,表2-2,表4-1及び表4-2の記号
と対応する。
図1−プラグゲージの形状
図2−プラグゲージの組合せ
3
R 7202:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 図中の記号は,表3-1及び表3-2の記号
と対応する。
注記 図中の記号は,表3-1,表3-2,表4-1及び表4-2
の記号と対応する。
図3−リングゲージの形状
図4−リングゲージの組合せ
注記 図中の記号は,表4-1及び表4-2の記号と対
応する。
図5−セットブロックゲージの形状
5.3
測定器具の寸法,許容差及び締付けトルク
5.3.1
プラグゲージの寸法及び許容差は,表2-1及び表2-2による。
5.3.2
リングゲージの寸法及び許容差は,表3-1及び表3-2による。
5.3.3
ゲージ間隔(セットブロックゲージ)の基準寸法及び許容差は,表4-1及び表4-2による。この規
格に規定するテーパねじゲージの精度の測定方法は,JIS B 0262による。
5.3.4
締付けトルクは,表4-1及び表4-2による。
4
R 7202:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2-1−プラグゲージの寸法及び許容差(4TPI)
単位 mm
ねじ部
の
呼び名
ゲージ
の
種類
大端面の外径
大端面の有効径
ねじ山の角度
(半角)
ねじのピッチ
テーパの1/2
ゲージ厚さ
ねじ軸心に
対する大端
面の振れ
(最大)
両端面の
平行度
(最大)
K1
寸法
K2
許容差
B1
寸法
B2
許容差
α/2
P
Z
H
角度
許容差
寸法
許容差
角度
許容差
寸法
許容差
8T4
PA
PB
102.271
118.905
±0.060
99.111
115.745
±0.025
30°
±10′
6.350
±0.010 a)
±0.015 b)
9°27′44″
(1/6)
+1′20″
0
19.0
±0.2
0.020
0.010
9T4
PA
PB
119.733
136.367
116.573
133.207
10T4
PA
PB
132.317
149.067
129.157
145.907
25.0
12T4
PA
PB
153.483
174.467
150.323
171.307
14T4
PA
PB
172.533
199.867
169.373
196.707
16T4
PA
PB
184.783
218.917
181.623
215.757
30.0
18T4
PA
PB
203.833
237.967
200.673
234.807
±0.030
20T4
PA
PB
223.947
266.547
220.787
263.387
22T4
PA
PB
252.517
295.117
249.357
291.957
24T4
PA
PB
271.567
314.167
268.407
311.007
26T4
PA
PB
309.667
352.267
306.507
349.107
±0.010 a)
±0.020 b)
28T4
PA
PB
328.717
371.317
325.557
368.157
30T4
PA
PB
360.467
403.067
357.307
399.907
33.0又は
35.0
注記 K1,K2,B1及びB2は,図1及び図2の記号に対応する。
注a) 単一ピッチの許容差
b) 累積ピッチの許容差
2
R
7
2
0
2
:
2
0
0
8
5
R 7202:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2-2−プラグゲージの寸法及び許容差(3TPI)
単位 mm
ねじ部
の
呼び名
ゲージ
の
種類
大端面の外径
大端面の有効径
ねじ山の角度
(半角)
ねじのピッチ
テーパの1/2
ゲージ厚さ
ねじ軸心に
対する大端
面の振れ
(最大)
両端面の
平行度
(最大)
K1
寸法
K2
許容差
B1
寸法
B2
許容差
α/2
P
Z
H
角度
許容差
寸法
許容差
角度
許容差
寸法
許容差
9T3
PA
PB
117.633
136.367
±0.060
113.421
132.155
±0.025
30°
±10′
8.467
±0.015 a)
±0.020 b)
9°27′44″
(1/6)
+1′20″
0
25.4
±0.2
0.020
0.010
10T3
PA
PB
130.689
152.242
126.477
148.030
12T3
PA
PB
143.812
173.832
139.600
169.620
14T3
PA
PB
176.900
212.567
172.688
208.355
±0.030
16T3
PA
PB
196.657
237.967
192.445
233.755
18T3
PA
PB
227.117
269.717
222.905
265.505
30.0
20T3
PA
PB
252.517
295.117
248.305
290.905
注記
K1,K2,B1及びB2は,図1及び図2の記号に対応する。
注a) 単一ピッチの許容差
b) 累積ピッチの許容差
2
R
7
2
0
2
:
2
0
0
8
6
R 7202:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3-1−リングゲージの寸法及び許容差(4TPI)
単位 mm
ねじ部
の
呼び名
ゲージ
の
種類
大端面の有効径
大端面の内径
ねじ山の角度
(半角)
ねじのピッチ
テーパの1/2
ゲージ厚さ
ねじ軸心に
対する大端
面の振れ
(最大)
両端面の
平行度
(最大)
B3
寸法
B4
許容差
B5
寸法
B6
許容差
α/2
P
Z
H
角度
許容差
寸法
許容差
角度
許容差
寸法
許容差
8T4
RB
RA,RC
99.111
115.745
±0.025
95.951
112.585
±0.060
30°
±10′
6.350
±0.010 a)
±0.015 b)
9°27′44″
(1/6)
0
−1′20″
19.0
±0.2
0.020
0.010
9T4
RB
RA,RC
116.573
133.207
113.413
130.047
10T4
RB
RA,RC
129.157
145.907
125.997
142.747
25.0
12T4
RB
RA,RC
150.323
171.307
147.163
168.147
14T4
RB
RA,RC
169.373
196.707
166.213
193.547
16T4
RB
RA,RC
181.623
215.757
178.463
212.597
30.0
18T4
RB
RA,RC
200.673
234.807
±0.030
197.513
231.647
20T4
RB
RA,RC
220.787
263.387
217.627
260.227
22T4
RB
RA,RC
249.357
291.957
246.197
288.797
24T4
RB
RA,RC
268.407
311.007
265.247
307.847
26T4
RB
RA,RC
306.507
349.107
303.347
345.947
±0.010 a)
±0.020 b)
28T4
RB
RA,RC
325.557
368.157
322.397
364.997
30T4
RB
RA,RC
357.307
399.907
354.147
396.747
33.0又は
35.0
注記 B3,B4,B5及びB6は,図3及び図4の記号に対応する。
注a) 単一ピッチの許容差
b) 累積ピッチの許容差
2
R
7
2
0
2
:
2
0
0
8
7
R 7202:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3-2−リングゲージの寸法及び許容差(3TPI)
単位 mm
ねじ部
の
呼び名
ゲージ
の
種類
大端面の有効径
大端面の内径
ねじ山の角度
(半角)
ねじのピッチ
テーパの1/2
ゲージ厚さ
ねじ軸心に
対する大端
面の振れ
(最大)
両端面の
平行度
(最大)
B3
寸法
B4
許容差
B5
寸法
B6
許容差
α/2
P
Z
H
角度
許容差
寸法
許容差
角度
許容差
寸法
許容差
9T3
RB
RA,RC
113.421
132.155
±0.025
109.209
127.943
±0.060
30°
±10′
8.467
±0.015 a)
±0.020 b)
9°27′44″
(1/6)
0
−1′20″
25.4
±0.2
0.020
0.010
10T3
RB
RA,RC
126.477
148.030
122.265
143.818
12T3
RB
RA,RC
139.600
169.620
135.388
165.408
14T3
RB
RA,RC
172.688
208.355
±0.030
168.476
204.143
16T3
RB
RA,RC
192.445
233.755
188.233
229.543
18T3
RB
RA,RC
222.905
265.505
218.693
261.293
30.0
20T3
RB
RA,RC
248.305
290.905
244.093
286.693
注記 B3,B4,B5及びB6は,図3及び図4の記号に対応する。
注a) 単一ピッチの許容差
b) 累積ピッチの許容差
2
R
7
2
0
2
:
2
0
0
8
8
R 7202:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4-1−ゲージ間隔(セットブロックゲージ)の基準寸法,許容差及び締付けトルク(4TPI)
単位 mm
ねじ部
の
呼び名
テーパ測定用
ゲージ間隔の基準寸法
有効径測定用
ゲージ間隔の基準寸法
許容差
締付けトルクa)
Q(kN・cm)
PA-PB用
RA-RB用
PB-ポール
端面用
RA-RC用
T1
T2
C1
C2
8T4
49.90
49.90
10.00
39.00
±0.005
1.5〜3.0
9T4
10T4
50.25
50.25
45.00
12T4
62.95
62.95
14T4
82.00
82.00
16T4
102.40
102.40
50.00
2.0〜7.0
18T4
20T4
127.80
127.80
22T4
24T4
26T4
28T4
30T4
53.00又は
55.00
注記 T1,T2,C1及びC2は,図2,図4及び図5の記号に対応する。
注a) リングゲージの締付けトルクは,図10及び式(3)によって求める。
表4-2−ゲージ間隔(セットブロックゲージ)の基準寸法,許容差及び締付けトルク(3TPI)
単位 mm
ねじ部
の
呼び名
テーパ測定用
ゲージ間隔の基準寸法
有効径測定用
ゲージ間隔の基準寸法
許容差
締付けトルクa)
Q(kN・cm)
PA-PB用
RA-RB用
PB-ポール
端面用
RA-RC用
T1
T2
C1
C2
9T3
56.20
56.20
10.00
45.40
±0.005
1.5〜3.0
10T3
64.65
64.65
12T3
90.05
90.05
14T3
107.00
107.00
2.0〜5.0
16T3
123.90
123.90
18T3
127.80
127.80
50.00
20T3
注記 T1,T2,C1及びC2は,図2,図4及び図5の記号に対応する。
注a) リングゲージの締付けトルクは,図10及び式(3)によって求める。
6
数値の丸め方
測定値及び計算値の数値の丸め方は,JIS Z 8401による。
7
テーパねじの角度及び有効径測定方法
7.1
テーパねじの角度測定方法
7.1.1
ソケット測定方法
9
R 7202:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
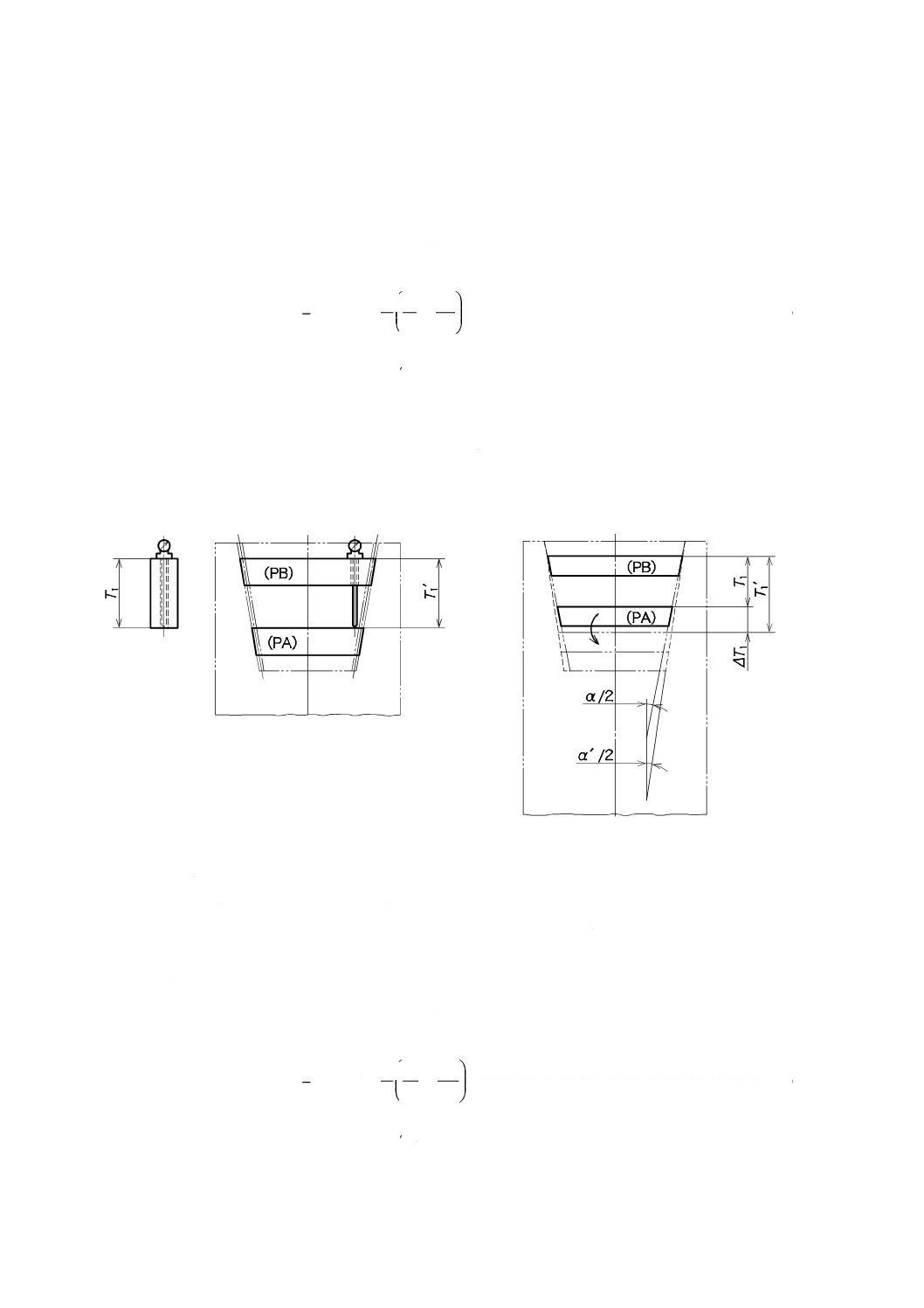
a) 測定方法 ダイヤルゲージでセットブロックゲージの値T1を測定する。次に,図6のようにプラグゲ
ージPA及びPBを所定の締付けトルクではめ合わせ,その間隔T1′を測定し,T1との差∆T1を計算す
る。ただし,セットブロックゲージのT1測定時にダイヤルゲージの目盛を0点に合わせることによっ
て,T1′測定のとき∆T1が直接測定できるようにしてもよい。
b) 計算 求めるテーパねじの角度α′は,式 (1) によって計算し,分の単位に丸める(図7参照)。
−
=
′
1
1
1
1
2
tan
tan
2
ΔT
T
T
α
α
−
·························································· (1)
ここに,
α′: 求めるテーパねじの角度(°)
α : テーパ1/3に相当する角度(18°55′29″)
T1 : 表4-1及び表4-2に示すゲージ間隔の基準寸法(mm)
∆T1 : T1とT1′との差1)(mm)
注1) ∆T1の符号は,角度α′がテーパ1/3に相当す
る角度α(18°55′29″)より大きい場合を
正とし,小さい場合を負とする。
図6−ソケットテーパ測定ゲージの組合せ
図7−ソケットのテーパ
7.1.2
ニップル測定方法
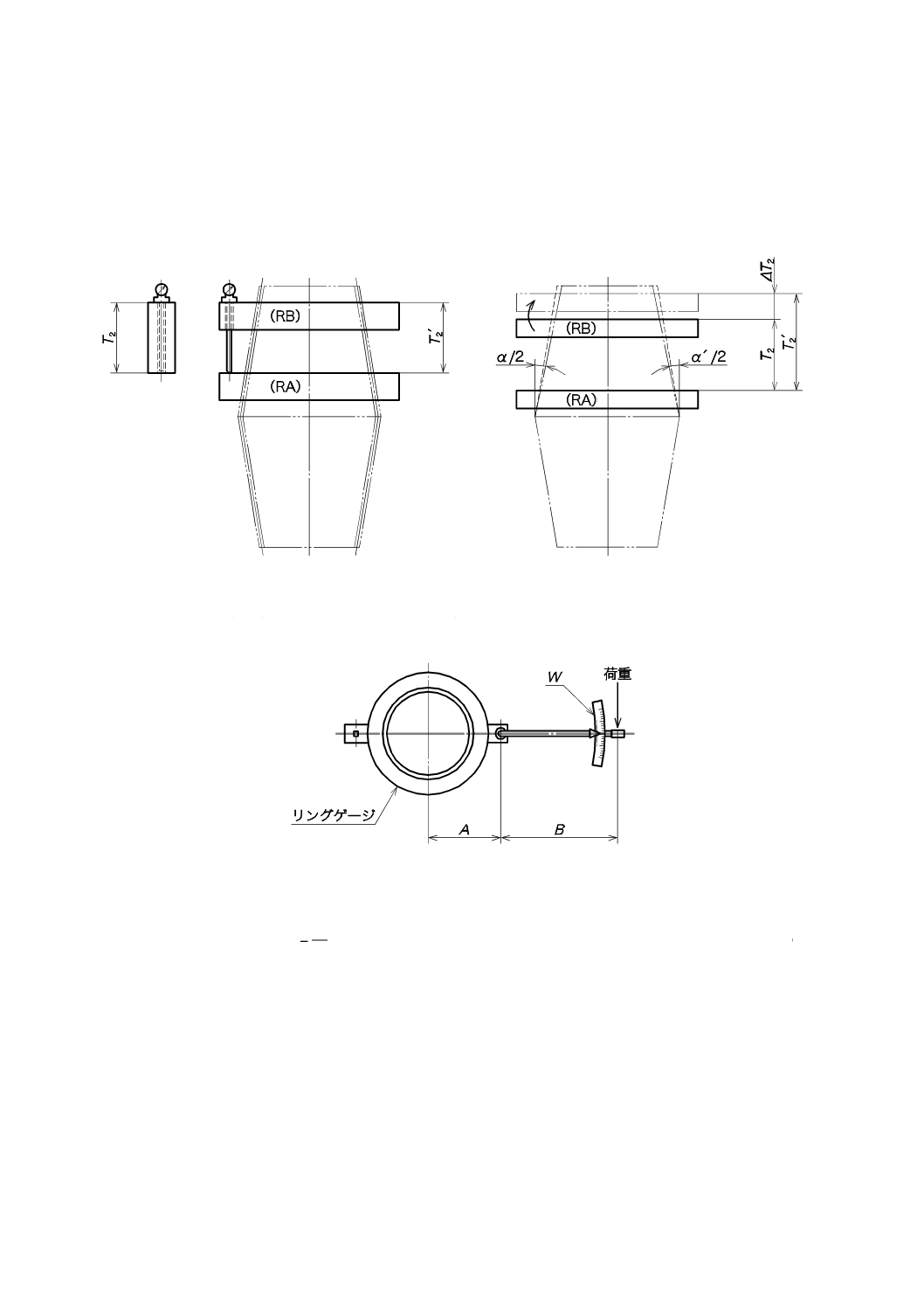
a) 測定方法 ダイヤルゲージでセットブロックゲージの値T2を測定する。次に,図8のようにリングゲ
ージRA及びRBを所定の締付けトルクではめ合わせ,その間隔T2′を測定し,T2との差∆T2を計算す
る。ただし,セットブロックゲージのT2測定時にダイヤルゲージの目盛を0点に合わせることによっ
て,T2′測定のとき∆T2が直接測定できるようにしてもよい。
b) 計算 求めるテーパねじの角度α′は,式 (2) によって計算し,分の単位に丸める(図9参照)。
−
=
′
2
2
2
1
2
tan
tan
2
ΔT
T
T
α
α
−
·························································· (2)
ここに,
α′: 求めるテーパねじの角度(°)
α : テーパ1/3に相当する角度(18°55′29″)
10
R 7202:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
T2 : 表4-1及び表4-2に示すゲージ間隔の基準寸法(mm)
∆T2 : T2とT2′との差2)(mm)
注2) ∆T2の符号は,角度α′がテーパ1/3に相当す
る角度α(18°55′29″)より大きい場合を
正とし,小さい場合を負とする。
図8−ニップルテーパ測定ゲージの組合せ
図9−ニップルのテーパ
リングゲージの締付けトルクは,図10及び式 (3) によって計算する。
図10−リングゲージの締付けトルク
(
)
B
A
B
W
Q
+
×
=
········································································· (3)
ここに,
Q: 締付けトルク(kN・cm)
W: トルクレンチの読み(kN・cm)
A: リングゲージ中心とトルクレンチ接続点との距離(cm)
B: トルクレンチ接続点と荷重点との距離(cm)
7.2
テーパねじの有効径測定方法
7.2.1
ソケット測定方法
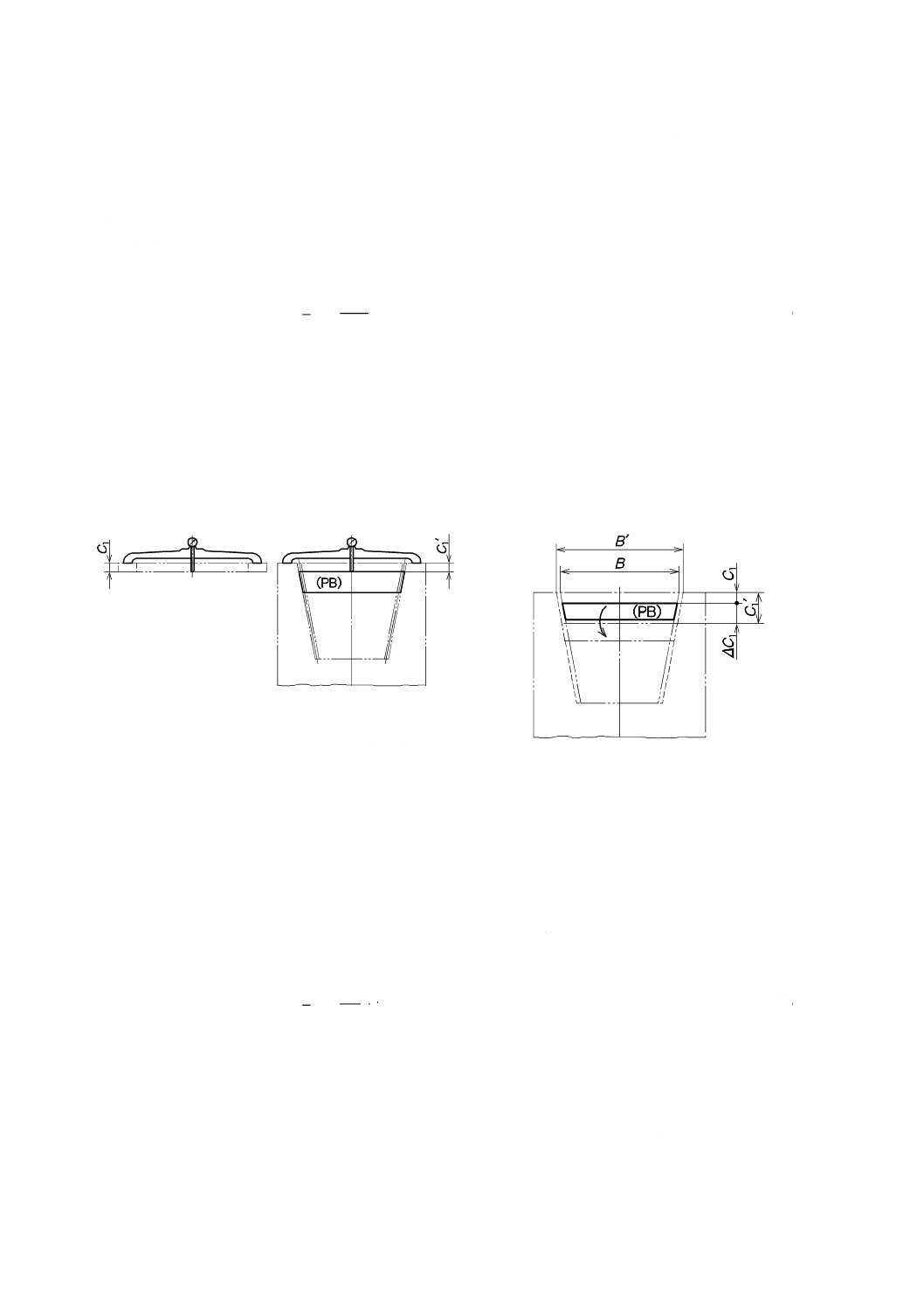
a) 測定方法 ダイヤルゲージでセットブロックゲージの値C1を測定する。次に,図11のようにプラグ
11
R 7202:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ゲージPB(ポール端面用)を所定の締付けトルクではめ合わせ,その間隔C1′を測定し,C1との差
∆C1を計算する。ただし,セットブロックゲージのC1測定時にダイヤルゲージの目盛を0点に合わせ
ることによって,C1′測定のとき∆C1が直接測定できるようにしてもよい。
b) 計算 求めるテーパねじの有効径B′は,式 (4) によって計算し,小数点以下2けたに丸める(図12
参照)。
3
1
ΔC
B
B
+
=
′
············································································ (4)
ここに,
B′: 求めるテーパねじの有効径(mm)
B : テーパねじの有効径基準寸法(mm)
C1 : 表4-1及び表4-2に示すゲージ間隔の基準寸法(mm)
∆C1 : C1とC1′との差3)(mm)
注3) ∆C1の測定値の符号は,有効径B′が基準寸法
Bより大きい場合を正とし,小さい場合を負
とする。
図11−ソケット有効径測定ゲージの組合せ
図12−ソケットの有効径
7.2.2
ニップル測定方法
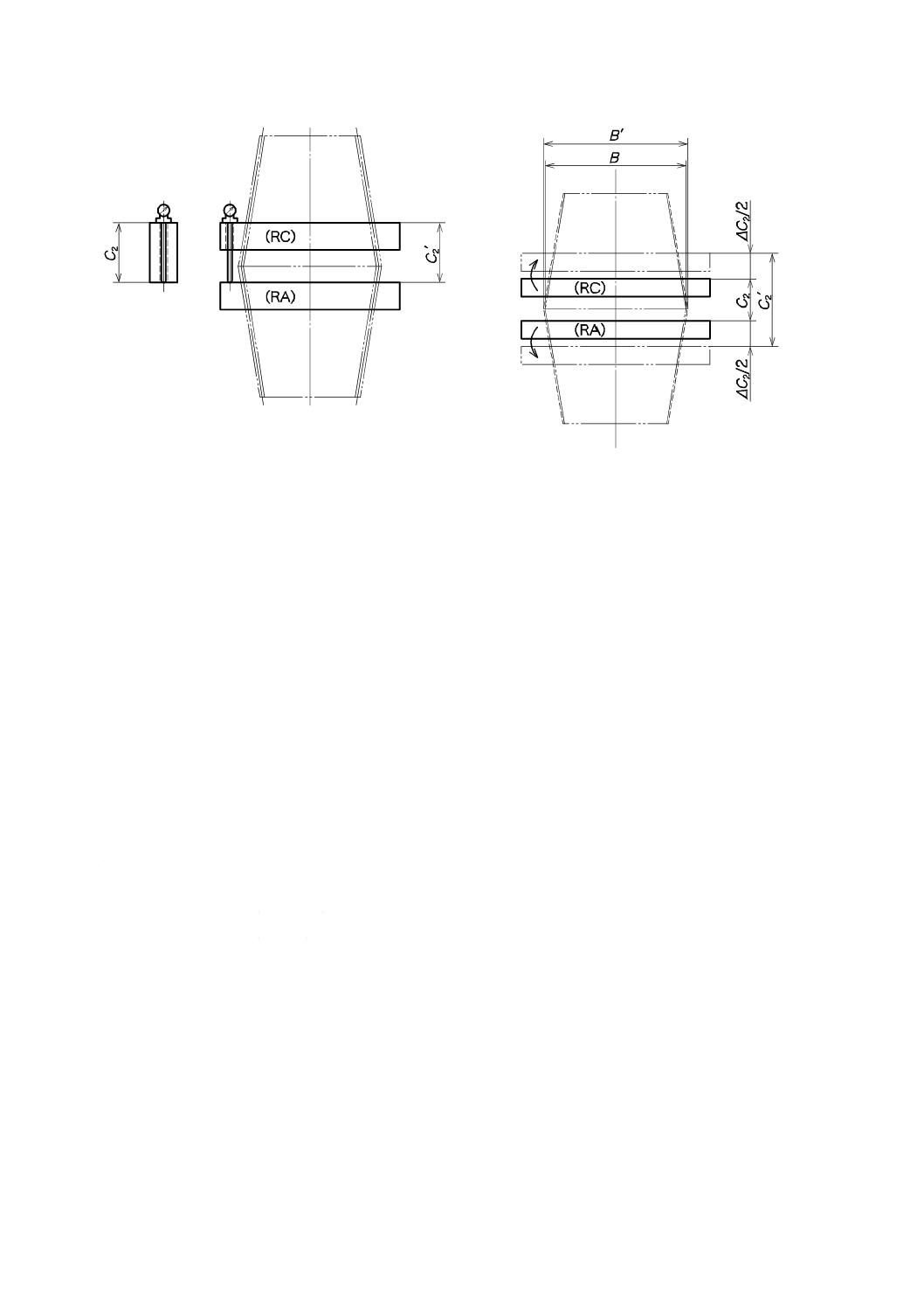
a) 測定方法 ダイヤルゲージでセットブロックゲージの値C2を測定する。次に,図13のようにリング
ゲージRA及びRCを所定の締付けトルクではめ合わせ,その間隔C2′を測定し,C2との差∆C2を計算
する。ただし,セットブロックゲージのC2測定時にダイヤルゲージの目盛を0点に合わせることによ
って,C2′測定のとき∆C2が直接測定できるようにしてもよい。
b) 計算 求めるテーパねじの有効径B′は,式 (5) によって計算し,小数点以下2けたに丸める(図14
参照)。
6
2
ΔC
B
B
+
=
′
············································································ (5)
ここに,
B′: 求めるテーパねじの有効径(mm)
B : テーパねじの有効径基準寸法(mm)
C2 : 表4-1及び表4-2に示すゲージ間隔の基準寸法(mm)
∆C2 : C2とC2′との差4)(mm)
注4) ∆C2の符号は,有効径B′が基準寸法Bより大
きい場合を正とし,小さい場合を負とする。
12
R 7202:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図13−ニップル有効径測定ゲージの組合せ
図14−ニップルの有効径
リングゲージの締付けトルクは,図10及び式 (3) によって計算する。
8
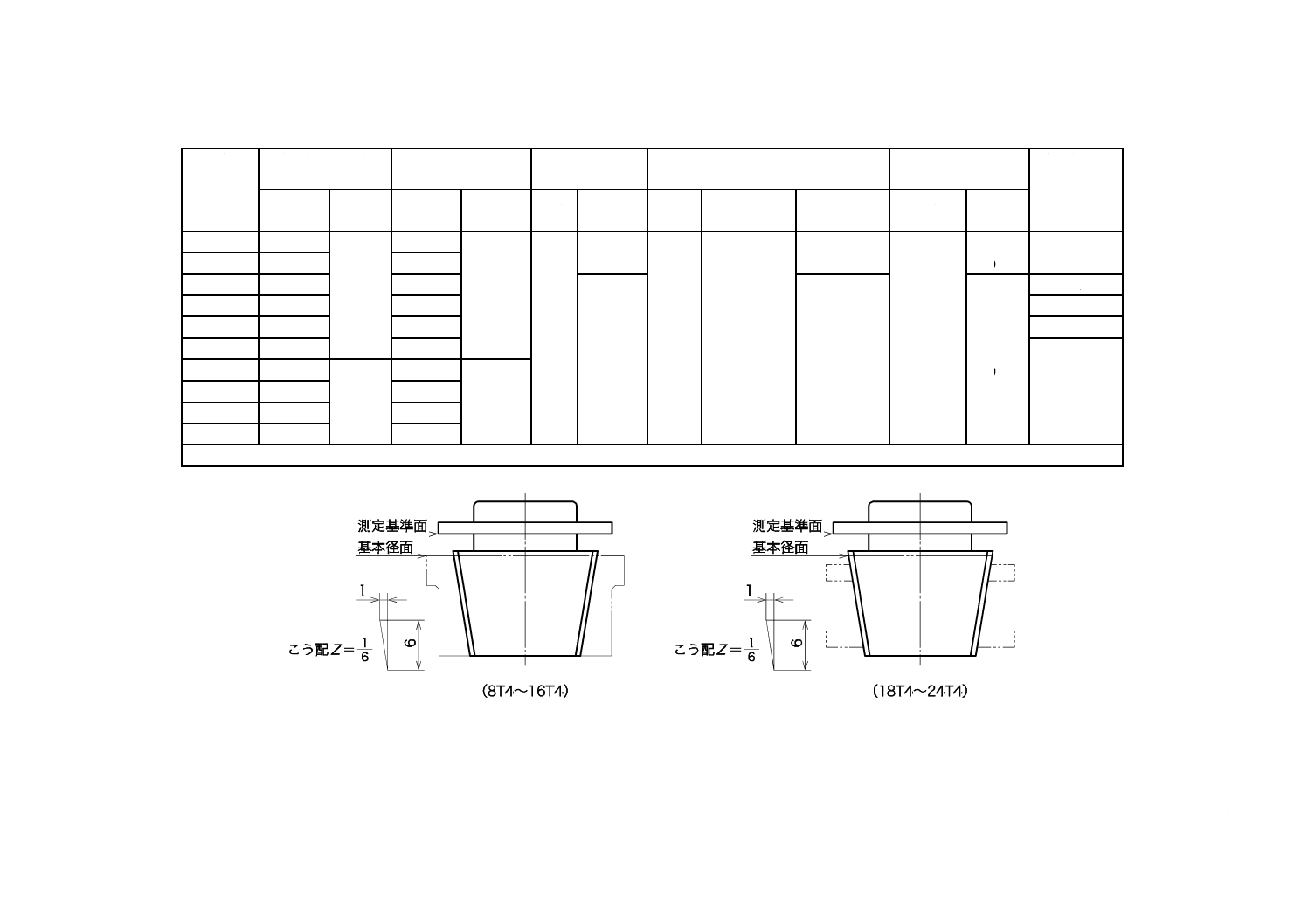
テーパねじゲージの校正
テーパねじゲージの校正は,テーパねじマスタゲージを用いることができる。テーパねじマスタゲージ
の形状,寸法及び許容差を,表5-1〜表5-3に示す。テーパねじゲージの校正値は,テーパねじマスタゲー
ジの製作誤差を補正した値で示す。
9
報告
報告には,必要に応じて次の項目を含める。
a) 規格番号(JIS R 7202)
b) 測定日
c) ソケットの製品番号
d) ソケットのテーパネジの角度
e) ソケットのテーパネジの有効径
f)
ニップルの製品番号
g) ニップルのテーパネジの角度
h) ニップルのテーパネジの有効径
i)
その他特記事項
13
R 7202:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5-1−テーパねじマスタゲージの形状,寸法及び許容差(4TPI)
単位 mm
ねじ部の
呼び名
基本径面の外径
基本径面の有効径
ねじ山の角度
(半角)
ねじのピッチ
テーパの1/2
基本径面と
測定基準面
との距離
寸法
許容差
寸法
許容差
角度
許容差
寸法
単一ピッチ
の許容差
累積ピッチ
の許容差
角度
許容差
8T4
122.238
±0.050
119.078
±0.020
30°
±7′
6.350
±0.010
±0.013
9°27′44″
(1/6)
+1′20″
0
10
9T4
139.700
136.540
10T4
152.400
149.240
±8′
±0.020
+1′00″
0
86.2 a)
12T4
177.800
174.640
10
14T4
203.200
200.040
67.15 a)
16T4
222.250
219.090
10
18T4
241.300
±0.060
238.140
±0.025
20T4
269.880
266.720
22T4
298.450
295.290
24T4
317.500
314.340
注a) 10T及び12T,14T及び16Tはそれぞれ共用テーパねじマスタゲージである。
2
R
7
2
0
2
:
2
0
0
8
14
R 7202:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
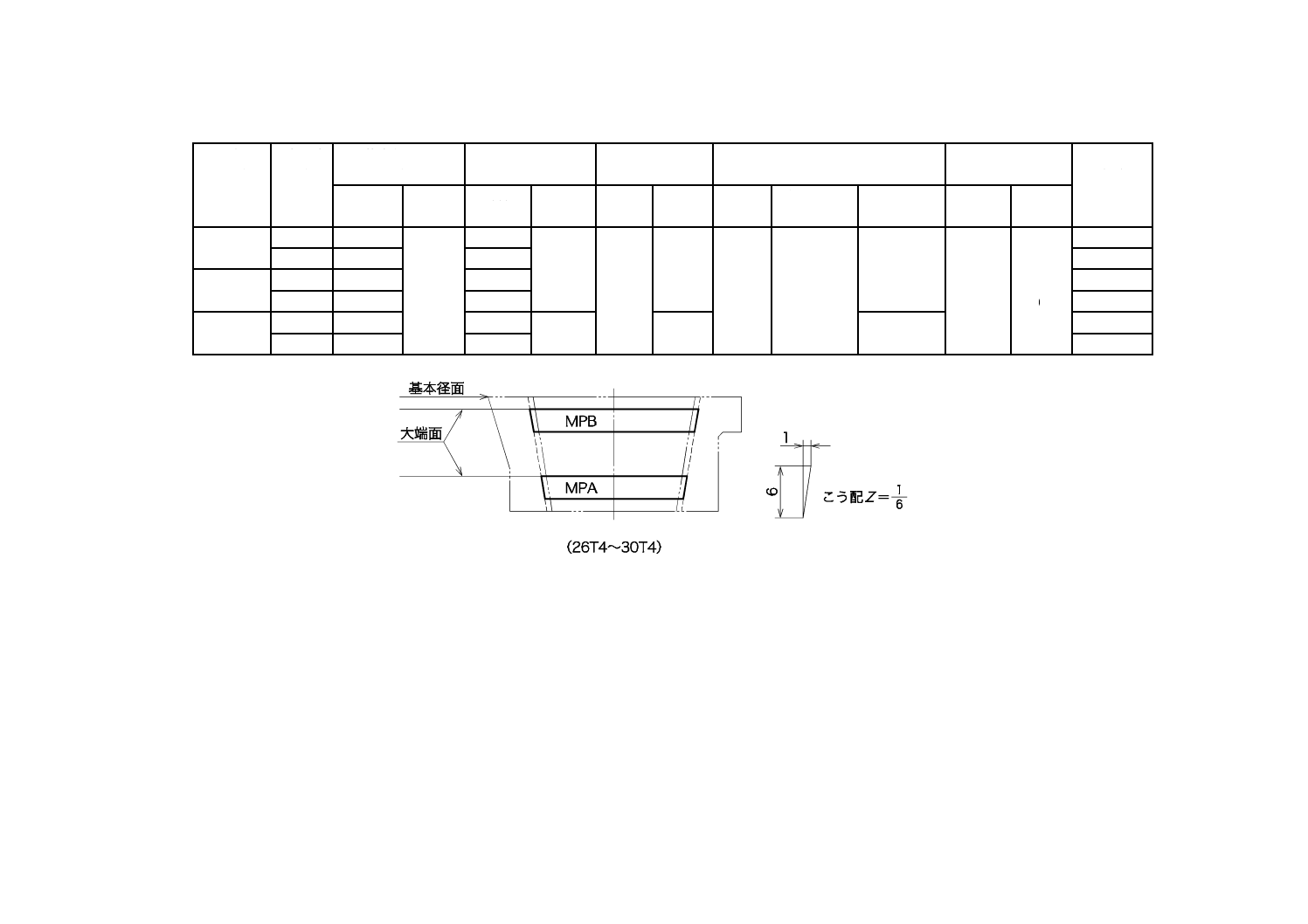
表5-2−テーパねじマスタゲージ(分割形)の形状,寸法及び許容差(4TPI)
単位 mm
ねじ部の
呼び名
ゲージ
の種類
基本径面の
外径
基本径面の
有効径
ねじ山の
角度(半角)
ねじのピッチ
テーパの1/2
基本径面
と大端面
との距離
寸法
許容差
寸法
許容差
角度
許容差
寸法
単一ピッチ
の許容差
累積ピッチ
の許容差
角度
許容差
26T4
MPA
309.667
±0.060
306.507
±0.025
30°
±8′
6.350
±0.010
±0.018
9°27′44″
(1/6)
+1′00″
0
137.800
MPB
352.267
349.107
10
28T4
MPA
328.717
325.557
137.800
MPB
371.317
368.157
10
30T4
MPA
360.467
357.307
±0.030
±10′
±0.020
137.800
MPB
403.067
399.907
10
2
R
7
2
0
2
:
2
0
0
8
15
R 7202:2008
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
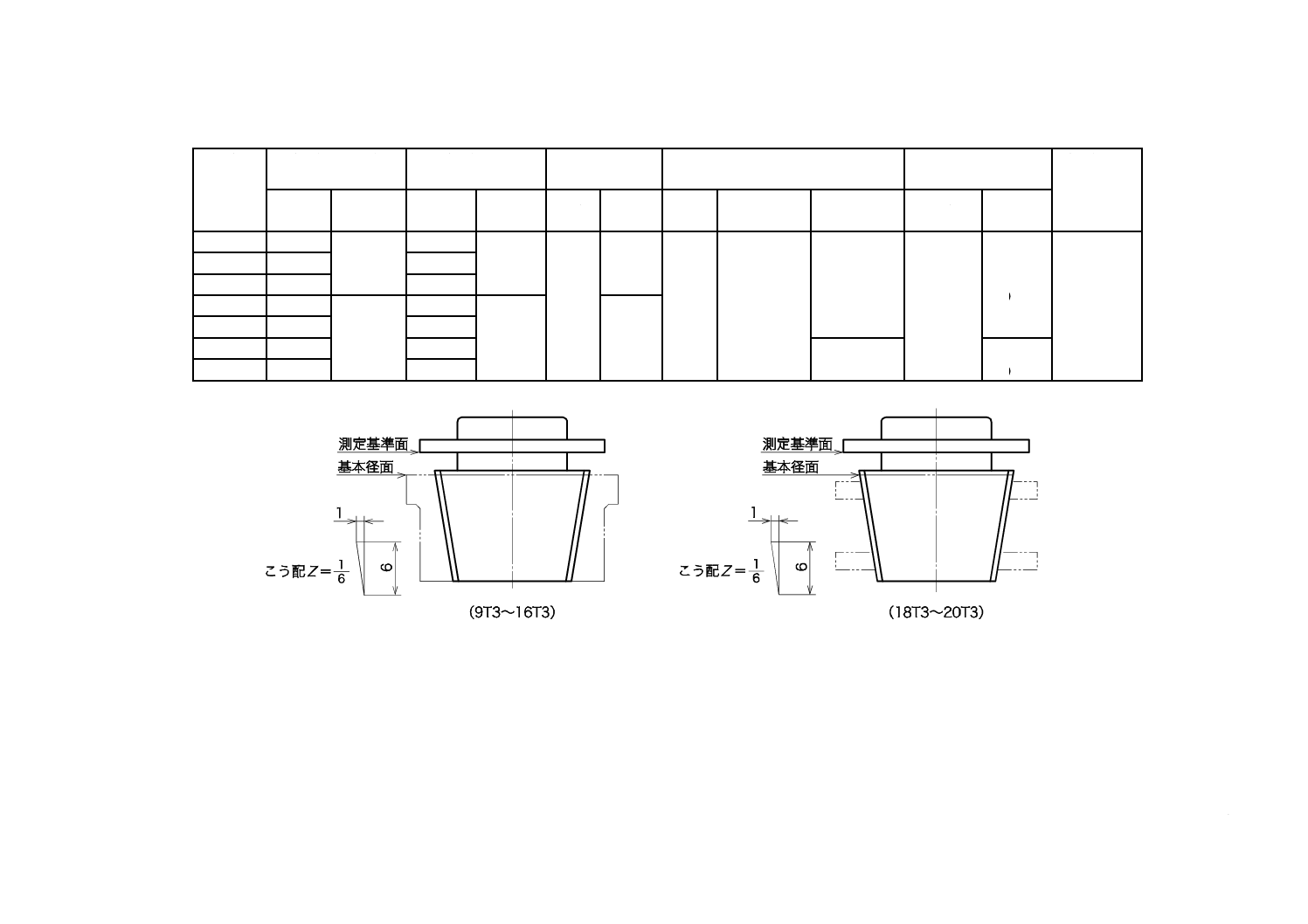
表5-3−テーパねじマスタゲージの形状,寸法及び許容差(3TPI)
単位 mm
ねじ部の
呼び名
基本径面の外径
基本径面の
有効径
ねじ山の角度
(半角)
ねじのピッチ
テーパの1/2
基本径面と
測定基準面
との距離
寸法
許容差
寸法
許容差
角度
許容差
寸法
単一ピッチ
の許容差
累積ピッチ
の許容差
角度
許容差
9T3
139.700
±0.050
135.488
±0.020
30°
±7′
8.467
±0.010
±0.013
9°27′44″
(1/6)
+1′20″
0
10
10T3
155.575
151.363
12T3
177.165
172.953
14T3
215.900
±0.060
211.688
±0.025
±8′
16T3
241.300
237.088
18T3
273.050
268.838
±0.018
+1′00″
0
20T3
298.450
294.238
2
R
7
2
0
2
:
2
0
0
8