R 6251:2006
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,研磨布紙協会(ACPA)
/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出があり,日
本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS R 6251:1999は改正され,この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 3366:1999,Coated abrasives−
Abrasive rolls及びISO 21948:2001,Coated abrasives−Plain sheetsを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS R 6251には,次に示す附属書がある。
附属書(参考)JISと対応する国際規格との対比表
R 6251:2006
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 種類 ······························································································································ 1
4. 品質 ······························································································································ 2
4.1 外観 ···························································································································· 2
4.2 特性 ···························································································································· 2
5. 寸法及び寸法許容差 ········································································································· 2
5.1 寸法 ···························································································································· 2
5.2 寸法許容差 ··················································································································· 2
6. 材料 ······························································································································ 2
6.1 基材 ···························································································································· 2
6.2 研磨材 ························································································································· 3
6.3 接着剤 ························································································································· 3
7. 試験方法 ························································································································ 3
7.1 引張強さ ······················································································································ 3
7.2 柔軟性 ························································································································· 4
8. 検査 ······························································································································ 4
9. 表示 ······························································································································ 4
9.1 製品 ···························································································································· 4
9.2 包装 ···························································································································· 4
附属書(参考)JISと対応する国際規格との対比表 ····································································· 5
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 6251:2006
研磨布
Abrasive cloths
序文 この規格は,1999年に第2版として発行されたISO 3366,Coated abrasives−Abrasive rolls及び2001
年に初版として発行されたISO 21948,Coated abrasives−Plain sheetsを翻訳し,原国際規格の適用範囲で
ある研磨布紙のうち研磨布だけを対象とし,かつ,対応する部分(種類,寸法及び許容差,並びに表示)
については技術的内容を変更して作成した日本工業規格であるが,対応国際規格には規定されていない規
定項目(品質,材料,試験方法及び検査)を日本工業規格として追加している。
なお,項目2.,3.,5.及び9.で側線又は点線の下線を施してある箇所は,原国際規格を変更している事項
である。変更の一覧表をその説明を付けて,附属書(参考)に示す。
1. 適用範囲 この規格は,金属,木材などの研削・研磨加工に使用する研磨布について規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 3366:1999,Coated abrasives−Abrasive rolls (MOD)
ISO 21948:2001,Coated abrasives−Plain sheets (MOD)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS L 1096 一般織物試験方法
JIS R 6010 研磨布紙用研磨材の粒度
JIS R 6111 人造研削材
JIS Z 8401 数値の丸め方
3. 種類 研磨布の種類は,形状,研磨材の材質及び研磨材の粒度によって,表1のとおりとする。
表 1 研磨布の種類
形状による種類
研磨材の材質による種類(記号)
研磨材の粒度による種類
シート
ロール
アルミナ質研削材(A,WA,PA,HA,AZ)
炭化けい素質研削材(C,GC)
ガーネット(G)
P24,P30,P36,P40,P50,P60,
P80,P100,P120,P150,P180,
P220,P240,P280,P320,P360,
P400,P500,P600,P800,P1 000
備考1. 研磨材の材質は,JIS R 6111の規定による。
2. 研磨材の粒度は,JIS R 6010の規定による。
2
R 6251:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 品質
4.1
外観 研磨布には,使用上有害なきず,しわ,破れ,穴及び研磨材の塗装むらがあってはならない。
4.2
特性 研磨布の特性は,表2による。特性の試験は,7.による。
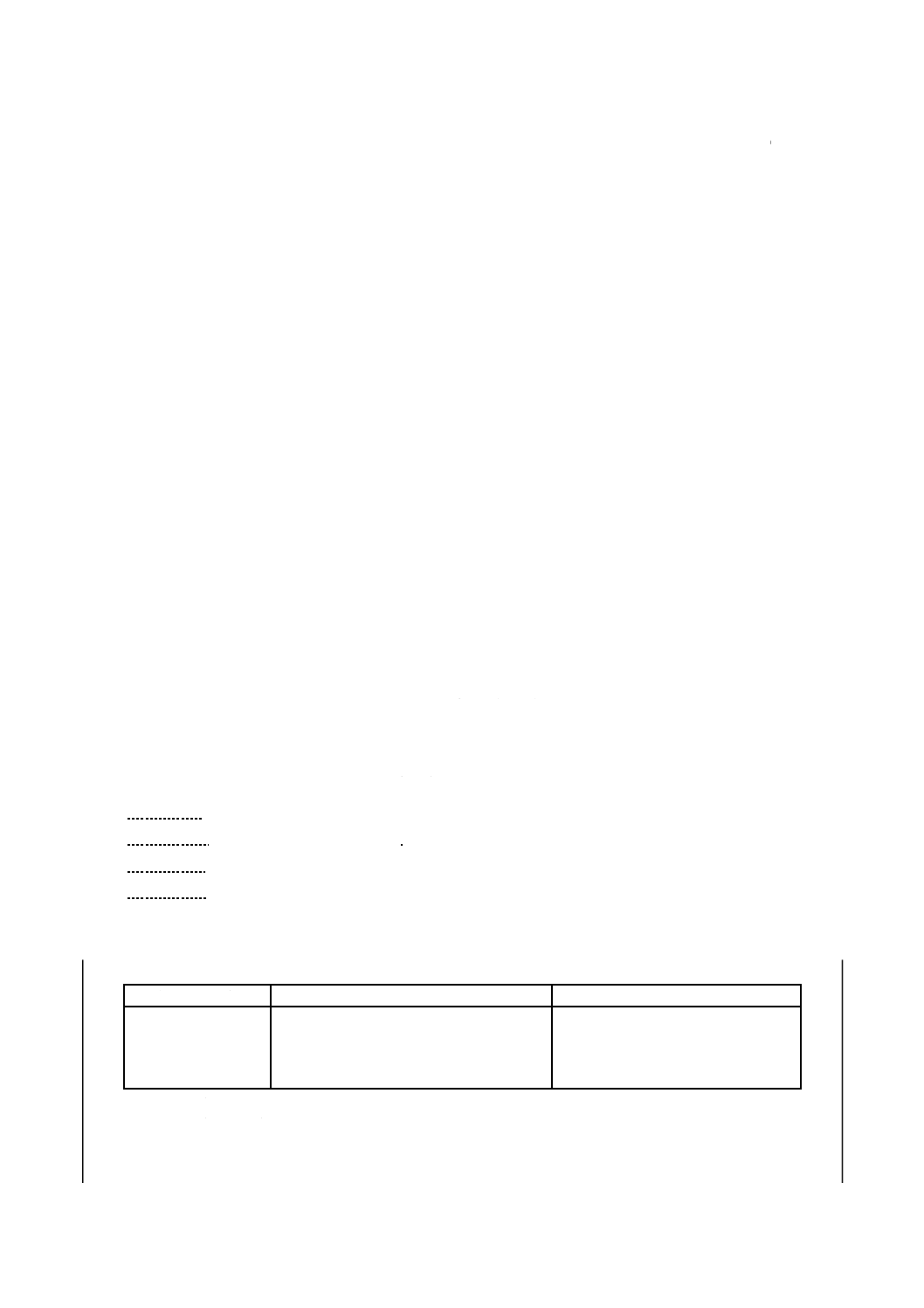
表 2 研磨布の特性
単位 N/25 mm
形状による種類
粒度による種類
特性
引張強さ
柔軟性
幅方向
長さ方向
シート
P24〜P60
147以上
441以上
割れ目の幅(一箇所ご
と)は,研磨布の厚さ
の1.5倍を超えてはな
らない。
P80〜P1 000
98以上
196以上
ロール
P24〜P60
―
539以上
P80〜P1 000
―
196以上
5. 寸法及び寸法許容差
5.1
寸法 研磨布の寸法は,通常,表3による。
表 3 研磨布の寸法
単位 mm
形状による種類
寸法
シート
幅×長さ
70×115,70×230,93×230,115×140,115×280,140×230,
230×280
ロール
幅
12.5,15,25,35,40,50,75,80,93,100,115,120,125,150,
200,300,600
長さ
25 000,36 500,50 000
5.2
寸法許容差 研磨布の寸法許容差は,表4による。
表 4 研磨布の寸法許容差
形状による種類
寸法許容差
シート
幅
±3 mm
長さ
±3 mm
ロール
幅
35 mm未満
±1 mm
35 mm以上
±2 mm
長さ
±1 %
6. 材料
6.1
基材 研磨布に使用する基材は,綿布又はこれに準じる織布とし,その区分は表5による。
表 5 基材の種類
単位 g/m2
形状による種類
粒度による種類
単位面積当たりの質量
シート
P24〜P60
130以上
P80〜P1 000
50以上
ロール
P24〜P60
200以上
P80〜P1 000
50以上
備考 研磨布に使用する基材の質量の試験方法は,JIS L 1096の8.4(単位面積当たり
の質量)による。
3
R 6251:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
研磨材 研磨布に使用する研磨材の種類は,表6による。アルミナ質研削材及び炭化けい素質研削
材の品質は,JIS R 6111に適合するもの又は同等以上のものとする。ガーネットの品質は,受渡当事者間
の協定による。研磨布に使用する研磨材の粒度は表7に,その特性は,JIS R 6010の規定による。
表 6 研磨材の種類
研磨材の材質による区分
研磨材の種類(記号)
アルミナ質研削材
A,WA,PA,HA,AZ
炭化けい素質研削材
C,GC
ガーネット
G
表 7 研磨材の粒度
研磨材の粒度
P24,P30,P36,P40,P50,P60,P80,P100,P120,P150,P180,
P220,P240,P280,P320,P360,P400,P500,P600,P800,P1 000
6.3
接着剤 研磨材の塗装に使用する接着剤は,目的に対して良質のものでなければならない。
7. 試験方法
7.1
引張強さ シートは幅方向及び長さ方向について,また,ロールは長さ方向だけについて引張強さ
を測定するものとし,その方法は,次による。
a) 装置 引張試験機を用い,つかみの間隔は,125±0.5 mmとする。
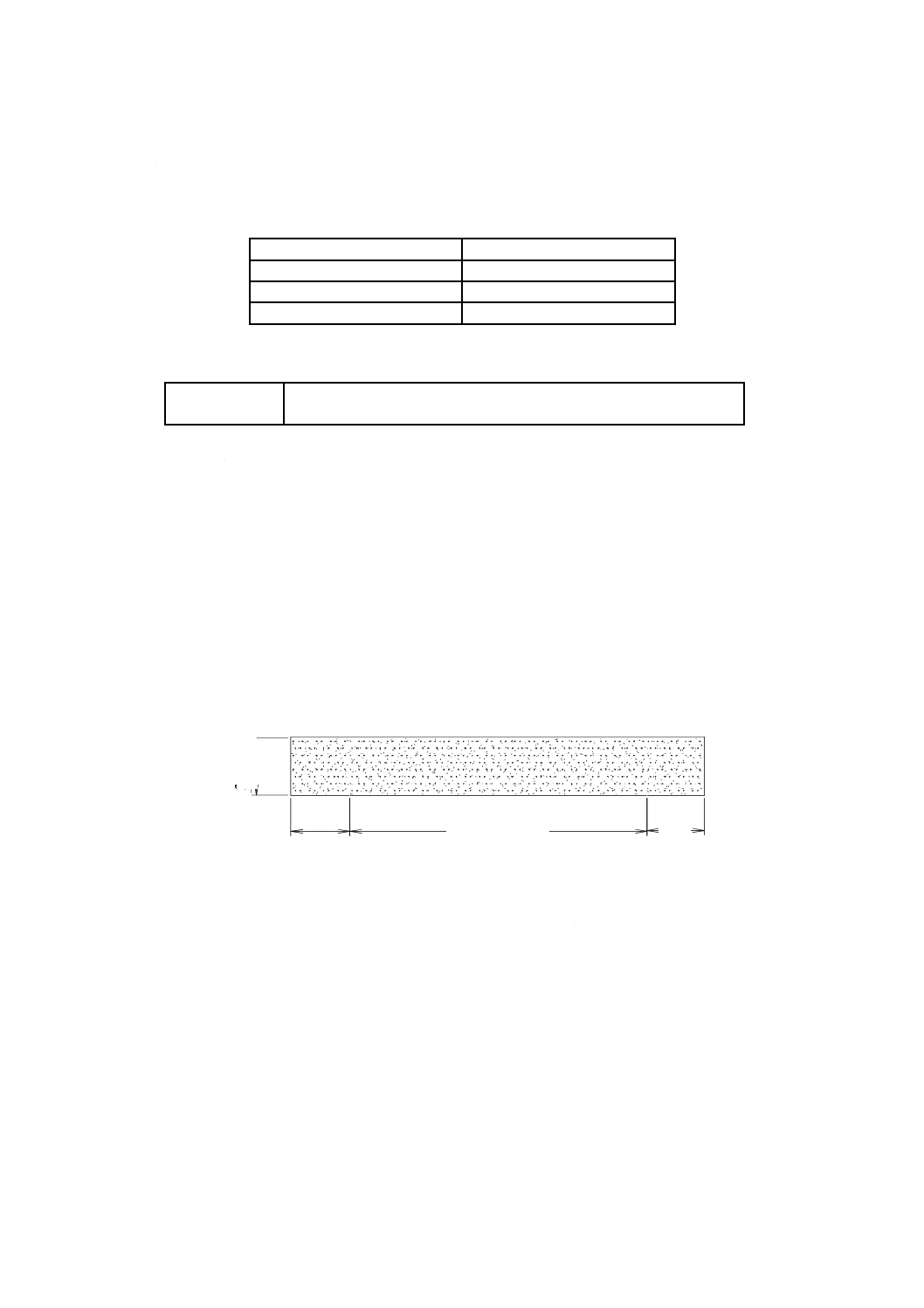
b) 試験片 シートの試験片は,幅230 mm,長さ280 mmのシートから採取し,それぞれの辺が研磨布の
幅及び長さの各方向にそれぞれ平行となるように切り取る。また,ロールの試験片は,幅25 mm以上
のものを対象とし,その長さ方向に平行となるように切り取る。試験片の幅は,25±0.5 mm,長さは
試験機のつかみの間隔に対し,十分なものとする(図1参照)。
単位 mm
a:つかみに必要十分な長さ
図 1 試験片の寸法
c) 試験片の前処理 試験片は,あらかじめ温度20±2 ℃,相対湿度(65±5) %の空気中に1時間保存し
た後,直ちに試験に供する。
d) 操作及び測定値の処理 試験片をつかみに取り付けるには,まず,下部つかみに緩く挟んで一線にそ
ろえ,上部つかみにその上端をしっかり締め付け,次にその下部を締め付け,直ちに毎分200〜350 mm
の速度で荷重をかける。試験片が滑ったり,又はつかみの端で切断した場合の読みは捨て,切断時に
おける引張強さを測定する。
測定値は,各方向について,5枚の試験片の引張強さをそれぞれ小数点以下1けたまで求め,引張
強さの平均値を,JIS Z 8401によって整数位に丸める。
125±0.5
125±0.5
48
50
48
25
±
0.5
a
a
125±0.5
2
5
±
0
.5
4
R 6251:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
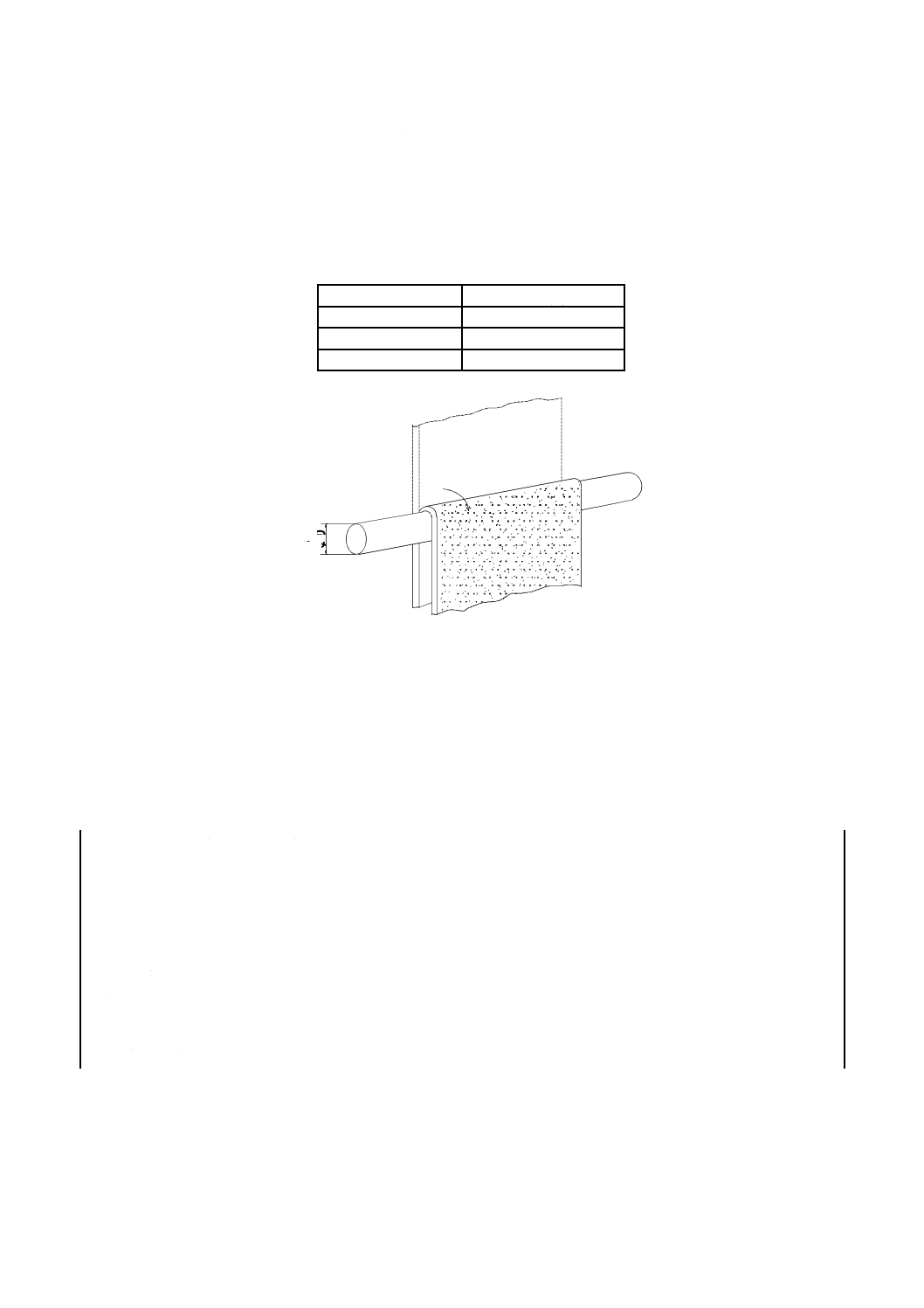
7.2
柔軟性 柔軟性は,研磨布を温度20 ℃±2 ℃,相対湿度(65±5) %の空気中に1時間保持した後,
長さ方向を表8に示す直径の丸棒に研磨材面を外側にして,図2のように,徐々に丸棒の曲面に密着させ
ながら180度折り曲げ,研磨材面の割れ目の状態を調べる。
表 8 丸棒径の使用区分
単位 mm
粒度による区分
棒径(D)
P24〜P60
60
P80〜P220
30
P240〜P1 000
15
図 2 柔軟性の測定
8. 検査 研磨布の検査は,受渡当事者間の協定によって合理的に設計された抜取方法で試料を採取し,
外観,引張強さ,柔軟性及び寸法について行い,4.及び5.によって合否を決定する。
9. 表示
9.1
製品 研磨布には,1製品ごとに,次の事項を表示する。
a) 研磨材の材質による種類(記号)
b) 研磨材の粒度による種類
c) 製造業者名又はその略号
9.2
包装 研磨布には,1包装ごとに,次の事項を表示する。
a) 研磨材の材質による種類(記号)
b) 研磨材の粒度による種類
c) 寸法(幅×長さ)
d) 製造業者名又はその略号
φ
D
3
0φD
5
R 6251:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考)JISと対応する国際規格との対比表
JIS R 6251:2005 研磨布
ISO 3366:1999 研磨布紙−研磨ロール
ISO 21948:2001 研磨布紙−研磨シート
(Ⅰ) JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格との技術的差異
の理由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
1.適用範囲
研削・研磨加工に使用する研
磨布について規定。
ISO
21948
ISO
3366
1
研磨シート及び研磨ロール
について,寸法及び寸法許容
差並びに製品の呼び方につ
いて規定。
MOD/追加 JISは,ISO規格の規定
項目以外に,品質,材料,
試験方法及び検査の項
目を追加
ISO規格は,品質に関する標準化
がなされていない。JISは製品規
格として必要な規定項目を追加。
ISO規格の次回改正時に,提案の
検討を行う。
MOD/削除 JISは,研磨布紙のうち,
研磨布について規定。
研磨紙はJIS R 6252で,耐水研
磨紙はJIS R 6253で規定。
2.引用規格
JIS L 1096, JIS R 6010
JIS R 6111, JIS Z 8401
21948
3366
2
−
MOD/追加 −
規定項目の相違によって,引用規
格を追加・削除。
−
ISO 554
MOD/削除
3.種類
形状(シート及びロール),研
磨材の材質及び研磨材の粒度
による分類を規定。
3366
3.1
ロールを巻く,しん(芯)及
びフランジの有無による,2
種類の分類を規定(シートの
分類は規定していない)。
MOD/変更
MOD/追加
JISは,研磨布の種類を
細かく規定。
製品規格としての必要な規定内
容に変更。
ISO規格の次回改正時に,提案の
検討を行う。
4.品質
研磨布の外観及び特性(引張
強さ及び柔軟性)について規
定。
−
−
MOD/追加 −
製品規格としての必要な規定項
目として,追加。
ISO規格の次回改正時に,提案の
検討を行う。
5.寸法及び
寸法許容
差
研磨布の寸法及び寸法許容差
について規定
21948
3.1
シート:JISと同じ。
IDT
−
−
3366
3.1
ロール:JISとほぼ同じ。
MOD/追加 JISは,幅に,75,120
及び125 mmを追加。ま
た,長さ36 500 mmを追
加。
国内市場実態から追加が必要。
次回JIS見直し時に必要性を再検
討する。
2
R
6
2
5
1
:
2
0
0
6
6
R 6251:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際
規格
番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線又は点線の下線
(Ⅴ) JISと国際規格との技術的差異
の理由及び今後の対策
項目番号
内容
項目
番号
内容
項目ごと
の評価
技術的差異の内容
6.材料
研磨布の材料(基材,研磨材
及び接着剤)について規定。
−
−
MOD/追加
製品規格としての必要な規定項
目として,追加。
ISO規格の次回改正時に,提案の
検討を行う。
7.試験方法
研磨布の試験方法(引張強さ
及び柔軟性)について規定
21948
3366
−
−
MOD/追加 −
品質のそれぞれの試験方法を追
加。
ISO規格の次回改正時に,提案の
検討を行う。
3.2
寸法許容差測定時の試験環
境(温度及び湿度)を規定。
MOD/削除 −
ISO規格の試験環境は,我が国の
実際とはかい(乖)離が大きいの
で採用せず。次回改正時に再検討
する。
8.検査
研磨布の試料採取方法,検査
項目及び合否判定基準につい
て規定。
−
−
MOD/追加 −
製品規格としての必要な規定項
目として,追加。
ISO規格の次回改正時に,提案の
検討を行う。
9.表示
製品及び包装についての表示
項目について規定。
21948
5
シートの表示項目を規定。内
容は,JISとほぼ同じ。
MOD/変更 −
製品規格としての必要な規定内
容に変更。
ISO規格の次回改正時に,提案の
検討を行う。
3366
5
ロールについての表示は,製
造業者が決める。
−
−
21948
3366
4
この規格に適合するするシ
ート及びロールの製品の呼
び方を規定。
MOD/削除 −
JISは,呼び方として種類と寸法
を規定しているためISOの呼び
方を入れることは,ダブル表示と
なるためISOの呼び方を削除。
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
2
R
6
2
5
1
:
2
0
0
6
7
R 6251:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
― MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
― MOD/変更……… 国際規格の規定内容を変更している。
2.
JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
― MOD…………… 国際規格を修正している。
2
R
6
2
5
1
:
2
0
0
6