R 6244:2005
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,研削砥石工業会(GIS)/財団法人日本規格協
会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審
議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 13942:2000,Bonded abrasive
products―Limit deviations and run-out tolerancesを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS R 6244には,次の附属書がある。
附属書(参考)JISと対応する国際規格との対比表
R 6244:2005
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 記号及びその意味 ············································································································ 1
5. 平形,へこみ形,逃げ形及びドビテール形研削といし ···························································· 2
5.1 形状 ···························································································································· 2
5.2 一般用途用研削といし ···································································································· 3
5.3 特殊用途用研削といし ···································································································· 5
5.4 高圧研削用研削といし ···································································································· 6
5.5 セットで使用する平形研削といし ······················································································ 7
5.6 リング形及びディスク形研削といし(接着又は機械的取付け)並びにナット付リング形及びナット付
ディスク形研削といし ··········································································································· 7
6. カップ形及び皿形研削といし ····························································································· 8
6.1 形状 ···························································································································· 8
6.2 一般用途用カップ形及び皿形研削といし ············································································· 9
6.3 工具研削用カップ形及び皿形研削といし ············································································· 9
7. 切断用並びにばり取り及びきず取り用研削といし ································································· 10
7.1 適用 ··························································································································· 10
7.2 形状 ··························································································································· 10
7.3 切断用研削といし ········································································································· 10
7.4 ばり取り及びきず取り用研削といし ·················································································· 11
8. 自由研削用軸付といし ····································································································· 12
9. セグメント ···················································································································· 12
10. ナット付コーン形及びプラグ形研削といし ········································································· 13
11. ホーニングといし及び超仕上げといし ··············································································· 13
12. 手研ぎといし ··············································································································· 13
附属書(参考)JISと対応する国際規格との対比表 ···································································· 16
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 6244:2005
結合研削材といし―寸法許容差及び振れ公差
Bonded abrasive products-Limit deviations and run-out tolerances
序文 この規格は,2000年に第1版として発行されたISO 13942,Bonded abrasive products―Limit deviations
and run-out tolerancesを翻訳し,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線及び点線の下線を施してある箇所は,原国際規格を変更している事項である。変
更の一覧表をその説明を付けて,附属書(参考)に示す。
1. 適用範囲 この規格は,JIS R 6211-1からJIS R 6211-16までに規定する結合研削材といしについて,
主要な寸法許容差及び振れ公差をミリメートル(mm)単位で規定する。
備考 この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 13942:2000,Bonded abrasive products―Limit deviations and run-out tolerances (MOD)
2. 引用規格 付表1に示す規格は,この規格に引用されることによって,この規格の規定の一部を構成
する。これらの引用規格は,その最新版(追補を含む。)を適用する。
3. 定義 この規格で用いる主な用語の定義は,JIS B 0401-1の4.(用語及び定義)によるほか,次によ
る。
a) 外周振れ公差(radial run-out tolerances) 研削といしの回転中心軸に平行なといし外周面の振れ。
b) 面振れ公差(axial run-out tolerances) 研削といしの回転中心軸に直角なといし正面の振れ。
4. 記号及びその意味 寸法並びに寸法許容差及び振れ公差を表す記号は,表1による。
表 1 寸法並びに寸法許容差及び振れ公差を表す記号
寸
法
意味
寸法許容
差及び
2
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記
号
振れ公差
の記号
A
セグメントといしの狭い方の幅
TA
B
セグメントといし,ホーニングといし,超仕上げといし及び手研ぎといしの幅
TB
C
セグメントといし,ホーニングといし,超仕上げといし及び手研ぎといしの厚さ
TC
D 研削といしの外径
TD
E
―カップ形といし及び皿形といしの取付部の厚さ
―逃げ形といし及びへこみ形といしの孔部の厚さ
TE
F
へこみ深さ(1番目)
−
G へこみ深さ(2番目)
−
H ―研削といしの孔径
―ナット付といしのナットのねじ径
TH
H1 座ぐり径
TH1
J
テーパカップ形といし,皿形といし,テーパ形といし及びドビテール形といしの短い方の径
−
K
―テーパカップ形といし及び皿形といしのへこみ部の内径
―逃げ形といしの逃げ部の内径
―オフセット形といしの取付部の内径
TK
L
―セグメントといしの高さ,ホーニングといし,超仕上げといし及び手研ぎといしの長さ
―ナット付といしのナットの長さ
TL
P
へこみ径
TP
R
逃げ形といし,へこみ形といし,セグメントといし,軸付といし,コーン形といし及びプラグ形
といしの曲率半径
TR
S
軸付といしの軸径
TS
T
研削といしの厚さ
TT
U テーパ形,ドビテール形,皿形及びオフセット形といしの薄い方の厚さ
TU
W リング形,カップ形及び皿形といしの縁厚
TW
−
面振れ公差
TPL
−
外周振れ公差
TRL
5. 平形,へこみ形,逃げ形及びドビテール形研削といし
5.1
形状 形状は,1号,3号,4号,5号,7号,20号から26号まで,38号及び39号とする。(図1〜
5参照。)
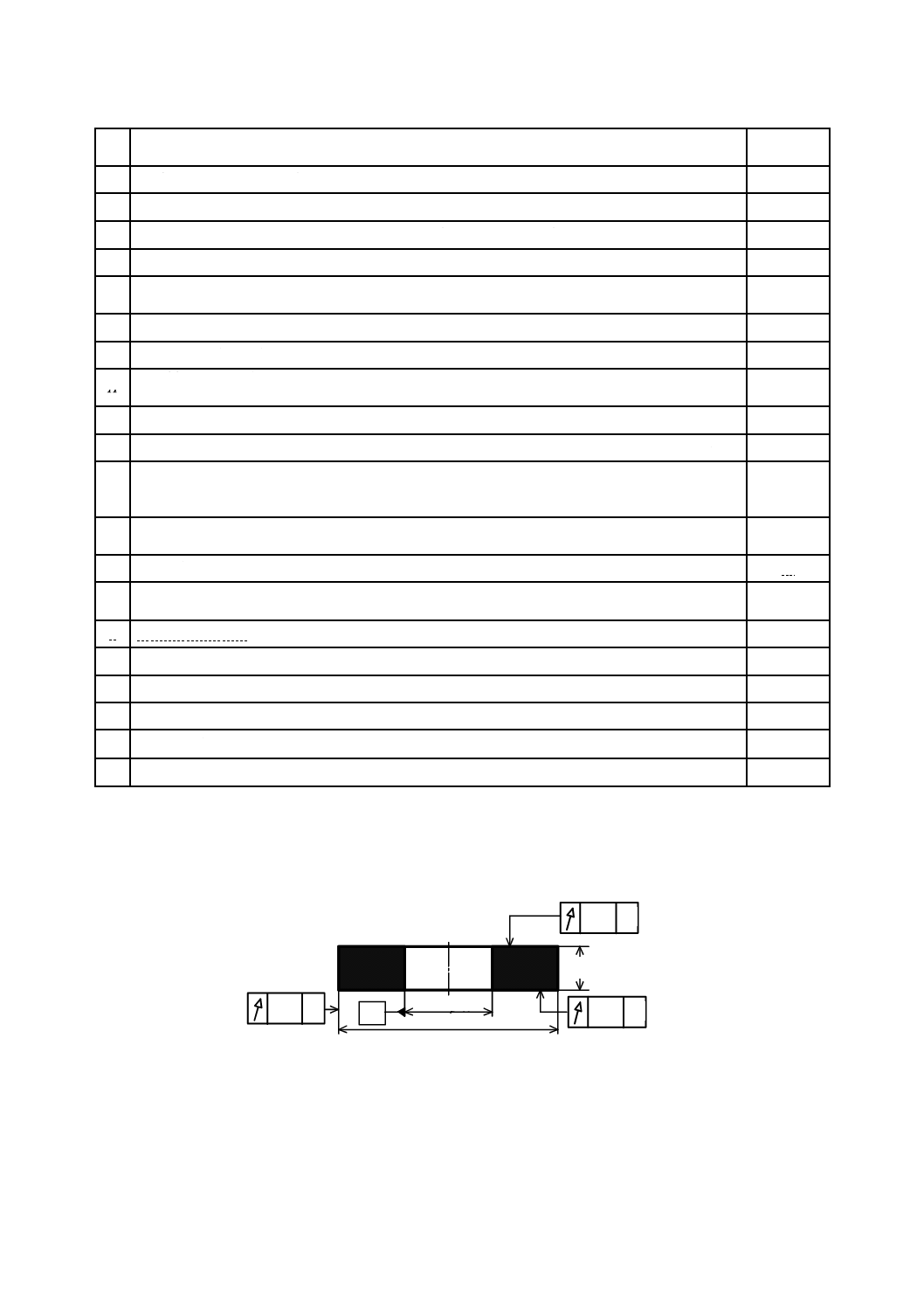
1号
図 1 平形研削といし,例えば,JIS R 6211-1に規定されている研削といし
φH
φD
T
TPLA
A
TPLA
TRLA
3
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5号
図 2 片へこみ形研削といし,例えば,JIS R 6211-1に規定されている研削といし
7号
図 3 両へこみ形研削といし,例えば,JIS R 6211-1に規定されている研削といし
38号
図 4 片ドビテール形研削といし,例えば,JIS R 6211-1に規定されている研削といし
39号
図 5 両ドビテール形研削といし,例えば,JIS R 6211-1に規定されている研削といし
5.2
一般用途用研削といし 一般用途用研削といしの寸法許容差及び振れ公差を,5.2.1〜5.2.5に規定す
る。寸法の測定方法は,JIS R 6240の3.1(形状・寸法)による。
5.2.1
外径の寸法許容差TD,面振れ公差TPL及び外周振れ公差TRL 外径の寸法許容差TD,面振れ公差
TPL及び外周振れ公差TRLは,表2による。
φHφH
φJ
φJ
φD
φD
U
T
T
U
φH
φD
φP
T
E
F
φP
φH
φP
φD
T
G
F
E
φHφH
φJ
φJ
φD
φD
T
U
U
T
4
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 2 外径の寸法許容差,面振れ公差及び外周振れ公差
単位 mm
D
TD
TPL
TRL
3≦D≦8
±0.5
−
0.3
8<D≦20
±0.8
0.2
0.3
20<D≦50
±1.2
0.2
0.3
50<D≦125
±2
0.2
0.4
125<D≦300
±3.2
0.3
0.5
300<D≦762
±5
0.3
0.6
762<D≦2 000
±8
0.4
0.8
5.2.2
孔径の寸法許容差TH 孔径の寸法許容差THは,表3による。
孔径寸法H>30 mmの寸法許容差は,JIS B 0401-2の表6に規定する公差域クラスH11を適用する。
H≦30 mmについては,製造の技術的理由によって,寸法許容差はH11より大きい値になっている。
表 3 孔径の寸法許容差
単位 mm
H
TH
1.6≦H≦50
+0.16
0
50<H≦80
+0.19
0
80<H≦180
+0.25
0
180<H≦250
+0.29
0
250<H≦315
+0.32
0
315<H≦400
+0.36
0
400<H≦500
+0.40
0
500<H
+0.44
0
備考 孔径の寸法許容差は,固定側フランジのパイロット径又はといし軸径の寸
法許容差がf 7以上の精度である場合に適用する。
5.2.3
へこみ径の寸法許容差TP及びへこみ部の曲率半径の最大値R max へこみ径の寸法許容差TP及び
へこみ部の曲率半径の最大値R maxは,表4による。
表 4 へこみ径の寸法許容差及びへこみ部の曲率半径の最大値
単位 mm
P
TP
R max
3.2≦P≦8
+0.8
0
JIS R 6211-1からJIS R 6211-4まで,
JIS R 6211-6及びJIS R 6211-7に規定
している曲率半径の最大値を適用す
る。
8<P≦20
+1.2
0
20<P≦50
+2
0
50<P≦125
+3.2
0
125<P≦315
+5
0
315<P≦900
+8
0
5
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.4
厚さの寸法許容差TT及び薄い方の厚さの寸法許容差TU 研削といしの全体の厚さの寸法許容差
TT及び薄い方の厚さの寸法許容差TUは,表5による。
表 5 研削といしの全体の厚さ及び薄い方の厚さの寸法許容差
単位 mm
T,U
TT
TU
0.4≦T,U≦1.6
+0.2
0
1.6<T,U≦5
±0.4
5<T,U≦16
±0.8
16<T,U≦50
±1.5
50<T,U≦160
±2
160<T,U≦500
±3.5
5.2.5
取付部厚さの寸法許容差TE 片側又は両側にへこみ部及び/又は逃げ部のある研削といし(5号又
は7号参照。)の取付部厚さの寸法許容差TEは,表6による。
表 6 取付部厚さの寸法許容差
単位 mm
E
TE
1.6≦E≦5
+0.8
0
5<E≦16
+1.6
0
16<E≦50
+2.4
0
50<E≦160
+3.2
0
5.3
特殊用途用研削といし
5.3.1
適用 次の分野で使用する特殊用途用研削といしの寸法許容差及び振れ公差は,5.3.2〜5.3.6で規
定する。寸法の測定方法は,JIS R 6240の3.1(形状・寸法)による。
― 外面心無し研削
― ねじ研削
― 歯形の創成研削
― 総形研削
― 溝研削
― 工具研削
― クランクシャフト研削
― プランジ研削
― 転がり軸受のボール研削
5.3.2
外径の寸法許容差TD,面振れ公差TPL及び外周振れ公差TRL 外径の寸法許容差TD,面振れ公差
TPL及び外周振れ公差TRLは,表7による。
6
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 7 外径の寸法許容差,面振れ公差及び外周振れ公差
単位 mm
D
TD
TPL
TRL
3≦D≦8
±0.3
−
0.3
8<D≦20
±0.5
0.2
0.3
20<D≦50
±0.8
0.2
0.3
50<D≦125
±1.2
0.2
0.4
125<D≦300
±2
0.2
0.4
300<D≦762
±3.2
0.2
0.5
762<D≦2 000
±5
0.3
0.6
5.3.3
孔径の寸法許容差TH 孔径の寸法許容差THは,5.2.2の表3を適用する。
5.3.4
へこみ径の寸法許容差TP へこみ径の寸法許容差TPは,5.2.3の表4を適用する。
5.3.5
研削といしの厚さの寸法許容差TT 次の分野で使用する研削といしの,厚さの寸法許容差TTは,
5.2.4の表5を適用する。
― 歯形の創成研削
― 総形研削
― 溝研削
― プランジ研削
― 工具研削
次の分野で使用する研削といしの,厚さの寸法許容差TTは,表8による。
― 外面心無し研削
― クランクシャフト研削
― ボール研削
― ねじ研削
― 軸受溝研削
表 8 特殊分野で使用するといし厚さの寸法許容差
単位 mm
研削分野
TT
外面心無し研削
±1.6
クランクシャフト研削
+0.4
0
ボール研削
±4
ねじ研削及び軸受溝研削
+0.2
0
5.3.6
取付部厚さの寸法許容差TE 取付部厚さの寸法許容差TEは,5.2.5の表6を適用する。
5.4
高圧研削用研削といし 高圧研削で使用される研削といしの寸法許容差は,表9による。振れ公差
TPL及びTRLは,5.2.1の表2を適用する。寸法の測定方法は,JIS R 6240の3.1(形状・寸法)による。寸
法については,JIS R 6211-9参照。
7
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 9 高圧研削用研削といしの寸法許容差
単位 mm
D
TD
T
TT
H
TH
356≦D<508
±5
40≦T≦80
±1.5
152.4≦H<203.2
+0.46
+0.21
508≦D≦762
±5.5
203.2≦H≦304.8
+0.55
+0.26
80<T≦152
±2
304.8<H
+0.65
+0.33
762<D≦914
±7
5.5
セットで使用する平形研削といし
5.5.1
一般 セットで使用する平形研削といしの寸法許容差は,5.2及び5.3の寸法許容差を適用する。
ただし,5.5.2及び5.5.3に規定されている付加的制限がある。
5.5.2
外径の寸法許容差TD 個別の研削といし外径Dは,実寸法の差がセット内で1 mmを超えないよ
うにする。
5.5.3
研削といしの厚さの寸法許容差TT ディスタンスカラーを用いてセットする場合,研削といしの
厚さ寸法の許容差TTは,それぞれ±0.2 mmである。カラーを使用しないでセットする分割といしの場合
は,トータルのといし厚さの寸法許容差TTも,数個に分割されている研削といしのどの部分の厚さの寸法
許容差TTも,5.2.4の表5の値を超えないようにする。
5.6
リング形及びディスク形研削といし(接着又は機械的取付け)並びにナット付リング形及びナット
付ディスク形研削といし 形状は,5.6.1に規定する。研削といしの正面を使用する,平面研削用研削とい
しの寸法許容差及び振れ公差を,5.6.2〜5.6.6に規定する。寸法の測定方法はJIS R 6240の3.1(形状・寸
法)による。
5.6.1
形状 形状は,2号,35号,36号及び37号とする。
5.6.2
外径の寸法許容差TD,面振れ公差TPL及び外周振れ公差TRL 外径の寸法許容差TD,面振れ公差
TPL及び外周振れ公差TRLは,表10による。
表 10 外径の寸法許容差及び振れ公差
単位 mm
D
TD (1)
TD (2)
TPL
TRL
D≦406
0
−1
+1
−2
0.6
406<D≦610
0
−2
+2
−4
0.8
610<D≦1 067
0
−3
+3
−6
1
注(1) 外周を基準にして心出しをする場合に適用する。
(2) 注(1)以外の方法で心出しをする場合に適用する。
5.6.3
孔径の寸法許容差TH 35号及び36号に適用する,孔径の寸法許容差THは,表11による。
8
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 11 孔径の寸法許容差
単位 mm
H
TH (3)
TH (4)
10≦H≦200
+1
0
±1
200<H≦500
+2
0
±2
500<H≦800
+3
0
±3
注(3) 孔を基準にして心出しをする場合に適用する。
(4) 注(3)以外の方法で心出しをする場合に適用する。
5.6.4
縁厚の寸法許容差TW 外周を基準にして心出しをする2号リング形及び37号ナット付リング形研
削といしの縁厚の寸法許容差TWは,表12による。
表 12 縁厚の寸法許容差
単位 mm
W
TW
W≦25
±1.5
25<W≦50
+2.0
−1.5
50<W
+3.0
−1.5
5.6.5
セットで使用する研削といしの外径の寸法許容差 同じ呼び外径の研削といしをセットで使用す
る場合,実寸法と研削といしの基準寸法の差は,1 mm以内とする。
5.6.6
研削といしの厚さの寸法許容差TT 2号,35号,36号及び37号の厚さの寸法許容差TTは,表13
による。
表 13 研削といしの厚さの寸法許容差
単位 mm
T
TT
16≦T≦50
±1.5
50<T≦160
±2.5
6. カップ形及び皿形研削といし
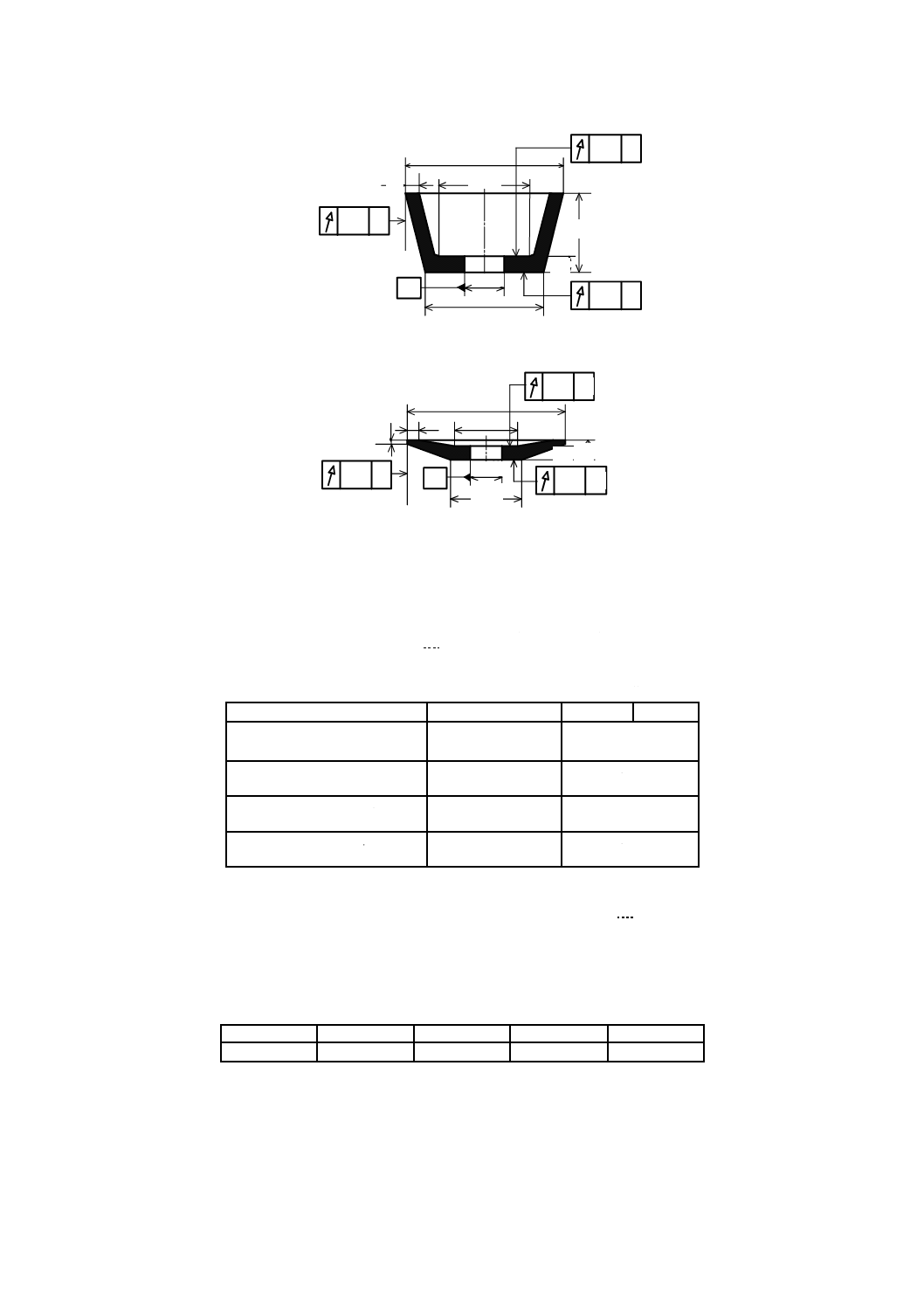
6.1
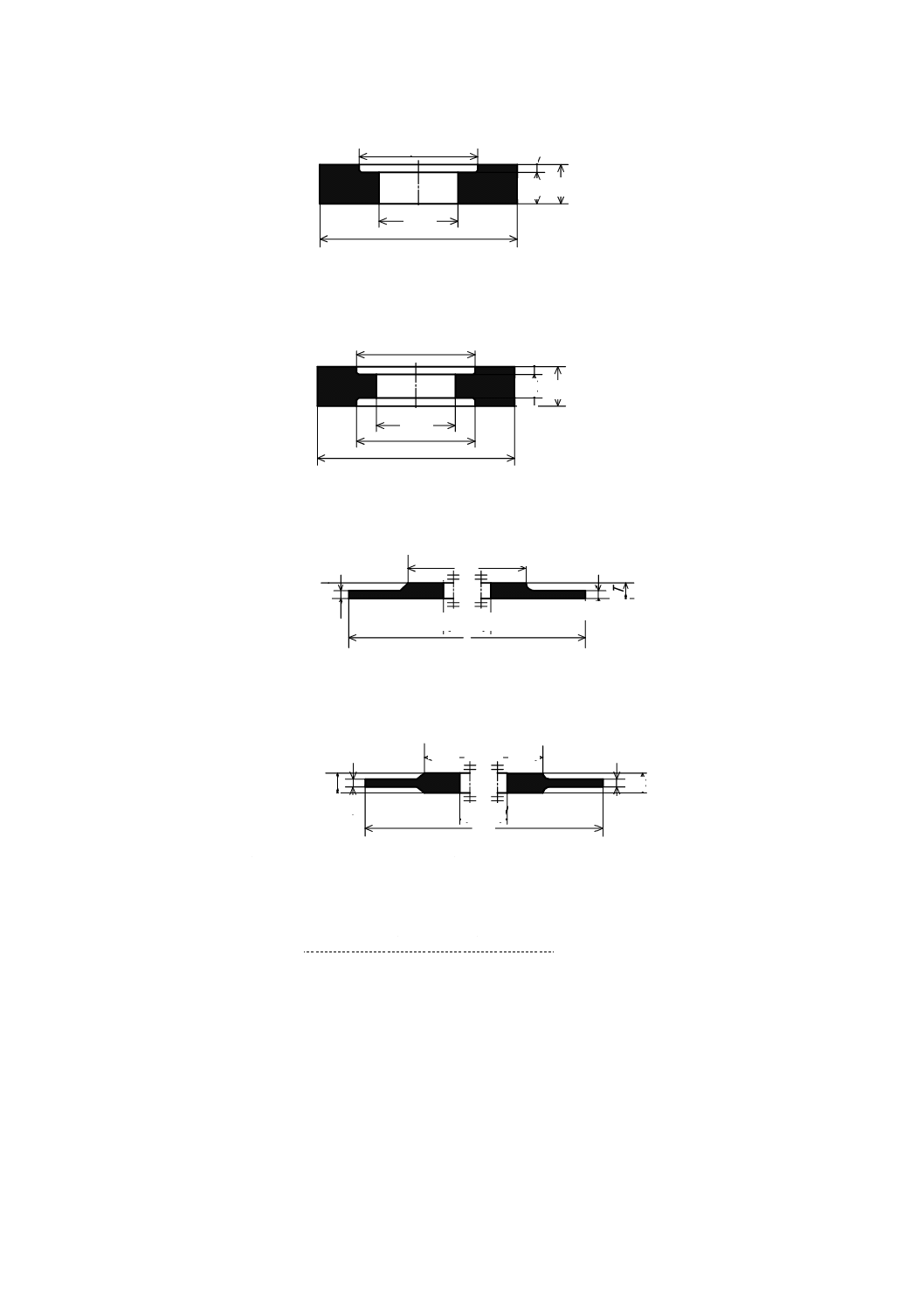
形状 形状は,6号,11号及び12号とする。(図6〜8参照。)
6号
図 6 ストレートカップ形研削といし,例えば,JIS R 6211-5に規定されている研削といし
W
E
φH
φD
T
A
TPLA
TPLA
TRLA
9
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11号
図 7 テーパカップ形研削といし,例えば,JIS R 6211-6に規定されている研削といし
12号
図 8 皿形研削といし,例えば,JIS R 6211-6に規定されている研削といし
6.2
一般用途用カップ形及び皿形研削といし 外径,孔径及び厚さの寸法許容差TD,TH,TT並びに振れ
公差TPL及びTRLは,5.2.1の表2,5.2.2の表3及び5.2.4の表5を適用する。その他の寸法許容差TE,TU,
TWは,表14による。寸法の測定方法は,JIS R 6240の3.1(形状・寸法)による。
表 14 一般用途用カップ形及び皿形研削といしの寸法許容差
単位 mm
E,U,W
TE
TU
TW
E,U,W≦6
+0.8
0
±0.5
6<E,U,W≦20
+1.2
0
±0.8
20<E,U,W≦32
+1.8
0
±1.2
32<E,U,W
+2.4
0
±1.6
6.3
工具研削用カップ形及び皿形研削といし 外径,孔径及び厚さの寸法許容差TD,TH,TT は,5.2.1
の表2,5.2.2の表3及び5.2.4の表5を適用する。寸法の測定方法は,JIS R 6240の3.1(形状・寸法)に
よる。
振れ公差TPL,TRL及びその他の寸法許容差TW,TE,TKは,表15による。
表 15 工具研削用カップ形及び皿形研削といしの寸法許容差及び振れ公差
単位 mm
TPL
TRL
TW
TE
TK
0.2
0.3
±0.4
±0.4
±0.4
W
φH
φJ
E
T
φD
φK
TRLA
A
TPLA
TPLA
φJ
TRLA
φK
φH
φD
E
W
T
A
TPLA
U
TPLA
10
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 切断用並びにばり取り及びきず取り用研削といし
7.1
適用 レジノイド結合剤及び他の熱硬化性有機質結合剤又は繊維補強したレジノイド結合剤及び他
の熱硬化性有機質結合剤からなる,切断用研削といし並びにばり取り及びきず取り用研削といしの寸法許
容差及び振れ公差を,7.3〜7.4に規定する。JIS R 6211-8及びJIS R 6211-12からJIS R 6211-16までに規定
するといしに適用する。
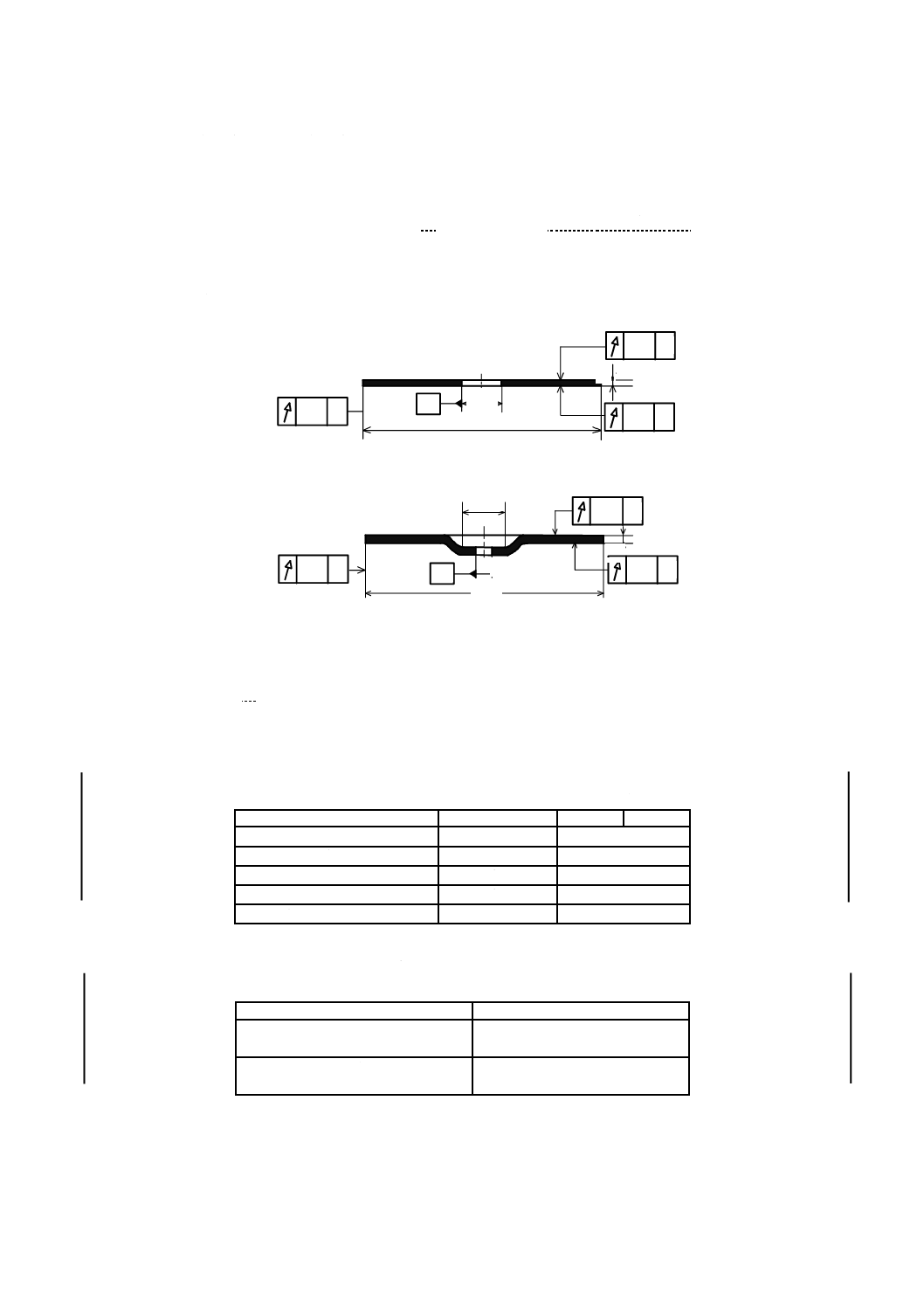
7.2
形状 形状は,1号,4号,6号,11号,27号,28号,35号,36号,41号及び42号とする。(図9
及び図10参照。)
41号及び42号
図 9 41号平形切断用研削といし,例えば,JIS R 6211-16に規定されている研削といし
27号及び28号
図 10 27号オフセット形研削といし,例えば,JIS R 6211-14に規定されている研削といし
7.3
切断用研削といし 切断用研削といしの寸法許容差及び振れ公差を,7.3.1〜7.3.4に規定する。寸法
の測定方法は,JIS R 6240の3.1(形状・寸法)による。
7.3.1
外径の寸法許容差TD,面振れ公差TPL及び外周振れ公差TRL 外径寸法許容差TD及び振れ公差TPL,
TRLは,表16による。
表 16 外径の寸法許容差及び振れ公差
単位 mm
D
TD
TPL
TRL
D<250
±1
1.0
250≦D<600
±2
1.0
600≦D<750
±3
1.2
750≦D<1 000
±4
1.6
1 000≦D≦1 800
±5
2
7.3.2
孔径の寸法許容差TH 孔径の寸法許容差THは,表17による。
表 17 孔径の寸法許容差
単位 mm
H
TH
H<50.8
+0.30
+0.10
50.8≦H
+0.40
+0.10
U
φH
φD
φK
TPLA
A
TRLA
TPLA
φH
φD
TRLA
A
TPLA
TPLA
T
11
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3.3
厚さの寸法許容差TT及びTU 厚さの寸法許容差TT及びTUは,表18による。
表 18 厚さの寸法許容差
単位 mm
T,U
TT
TU
T,U≦1.6
±0.2
1.6<T,U≦3.2
±0.3
3.2<T,U≦4
±0.4
4<T,U≦5
±0.6
5<T,U≦6
±0.8
6<T,U≦10
±1
10<T,U≦16
±1.2
7.3.4
偏肉許容範囲 厚さの偏肉許容範囲は,表19による。偏肉の測定方法は,JIS R 6240の3.1.3(偏
肉)による。
表 19 厚さの偏肉許容範囲
単位 mm
D
偏肉許容範囲
D<200
0.17
200≦D<300
0.20
300≦D<508
0.25
508≦D<750
0.30
750≦D<1 000
0.40
1 000≦D<1 250
0.65
1 250≦D≦1 800
0.80
7.4
ばり取り及びきず取り用研削といし ばり取り及びきず取り用研削といしの寸法許容差及び振れ公
差を,7.4.1〜7.4.4に規定する。寸法の測定方法は,JIS R 6240の3.1(形状・寸法)による。
7.4.1
平形研削といし
a) 外径の寸法許容差TD,面振れ公差TPL及び外周振れ公差TRL 外径の寸法許容差TD及び振れ公差TPL,
TRLは,5.2.1の表2を適用する。
b) 孔径の寸法許容差TH 孔径の寸法許容差THは,7.3.2の表17を適用する。
c) 厚さの寸法許容差TT 厚さの寸法許容差TTは,5.2.4の表5を適用する。
7.4.2
オフセット形研削といし
a) 外径の寸法許容差TD,面振れ公差TPL及び外周振れ公差TRL 外径の寸法許容差TD及び振れ公差TPL,
TRLは,7.3.1の表16を適用する。面振れの測定方法は,JIS R 6240の3.1.6(オフセットといしの面振
れ)による。
b) 孔径の寸法許容差TH 孔径の寸法許容差THは,7.3.2の表17を適用する。
c) 厚さの寸法許容差TT及びTU 厚さの寸法許容差TT及びTUは,7.3.3の表18を適用する。
7.4.3
カップ形研削といし
a) 外径の寸法許容差TD,面振れ公差TPL及び外周振れ公差TRL 外径の寸法許容差TD及び振れ公差TPL,
TRLは,5.2.1の表2を適用する。
b) 孔径の寸法許容差TH 孔径の寸法許容差THは,7.3.2の表17を適用する。
c) 厚さの寸法許容差TT 厚さの寸法許容差TTは,5.2.4の表5を適用する。
d) 取付部厚さ,研削といしの薄い方の厚さ及び縁厚の寸法許容差 寸法許容差TE,TU及びTWは,6.2
の表14を適用する。
12
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.4.4
ディスク形研削といし
a) 外径の寸法許容差TD,面振れ公差TPL及び外周振れ公差TRL 外径の寸法許容差TD 及び振れ公差TPL,
TRLは,5.6.2の表10を適用する。
b) 孔径の寸法許容差TH 孔径の寸法許容差THは,5.6.3の表11を適用する。
c) 厚さの寸法許容差TT 厚さの寸法許容差TTは,5.6.6の表13を適用する。
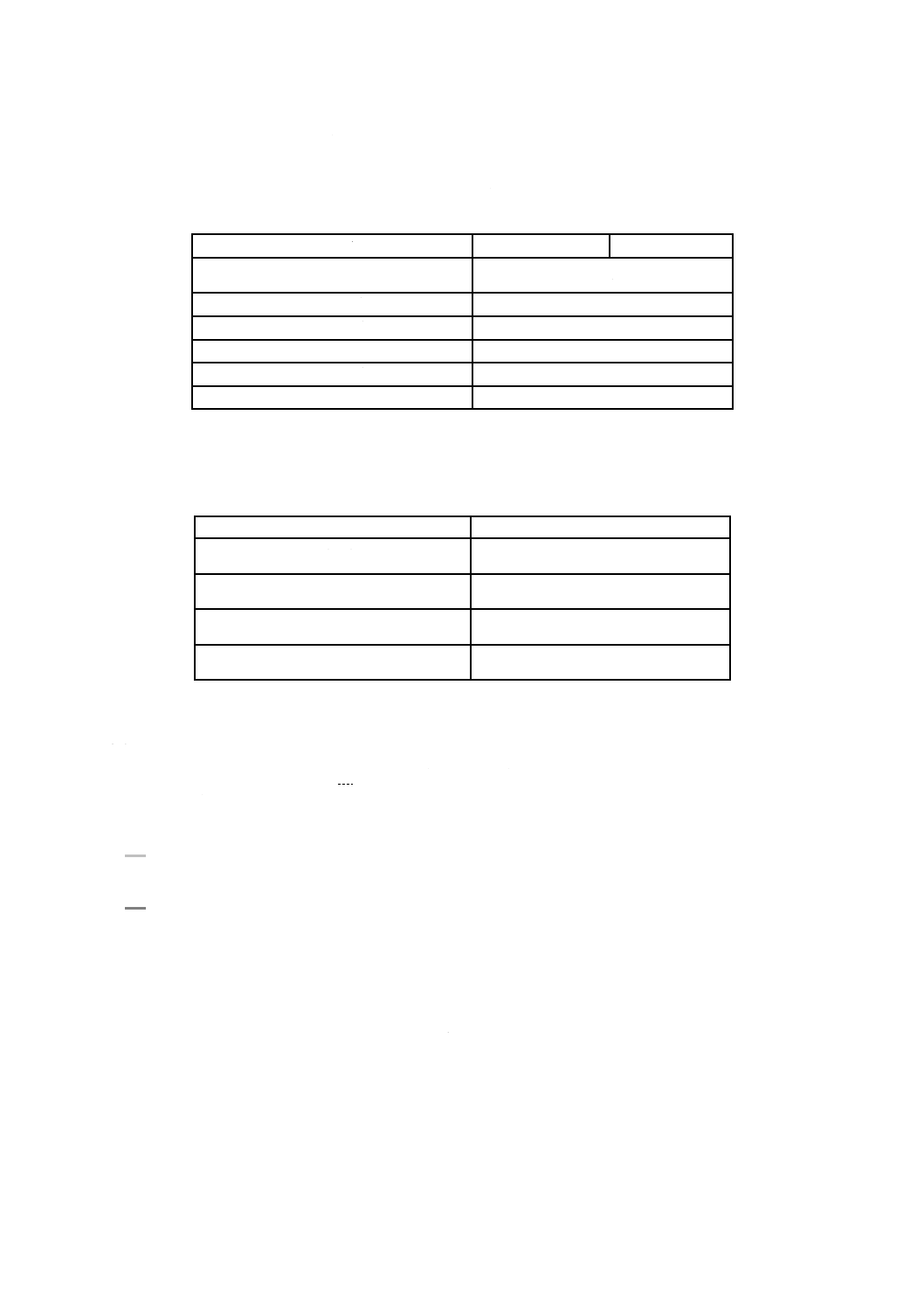
8. 自由研削用軸付といし 自由研削用軸付といしの寸法許容差TD,TT及びTSは,表20による。寸法の
測定方法は,JIS R 6240の3.1(形状・寸法)による。外周振れ公差TRLは,表21による。外周振れの測
定方法は,JIS R 6240の3.1.7 b)(外周振れ)による。
表 20 自由研削用軸付といしの寸法許容差
単位 mm
D
TD
T
TT
S
TS
2<D≦50
±0.5
T<25
±0.5
3
0
−0.05
25≦T
±1.0
6
0
−0.05
表 21 自由研削用軸付といしの外周振れ公差
単位 mm
D
粒度
TRL
外径未仕上品
外径仕上品
D<25
F46より粗目
0.5以下
0.3以下
F54より細目
0.4以下
0.2以下
25≦D
すべての粒度
0.5以下
0.3以下
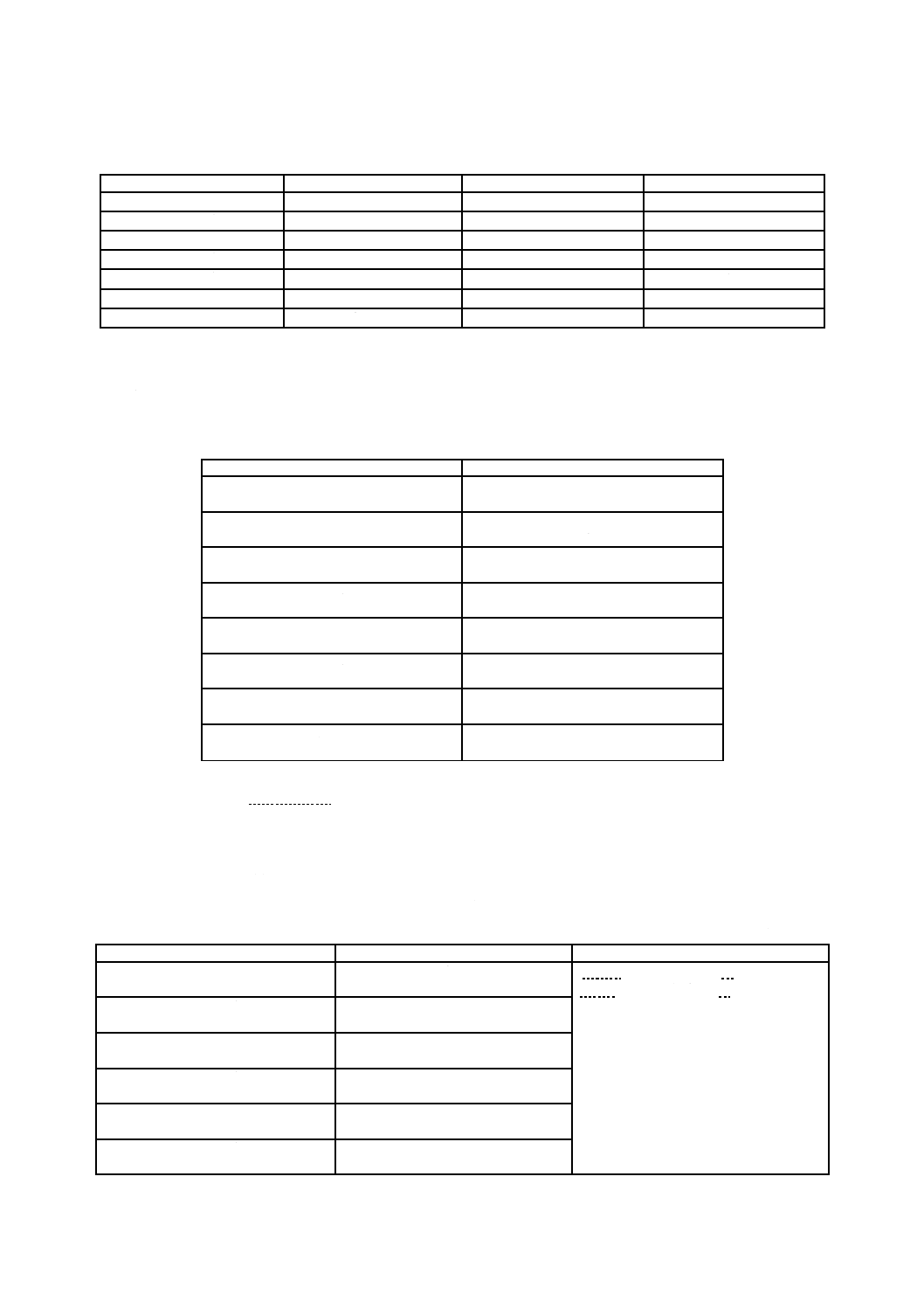
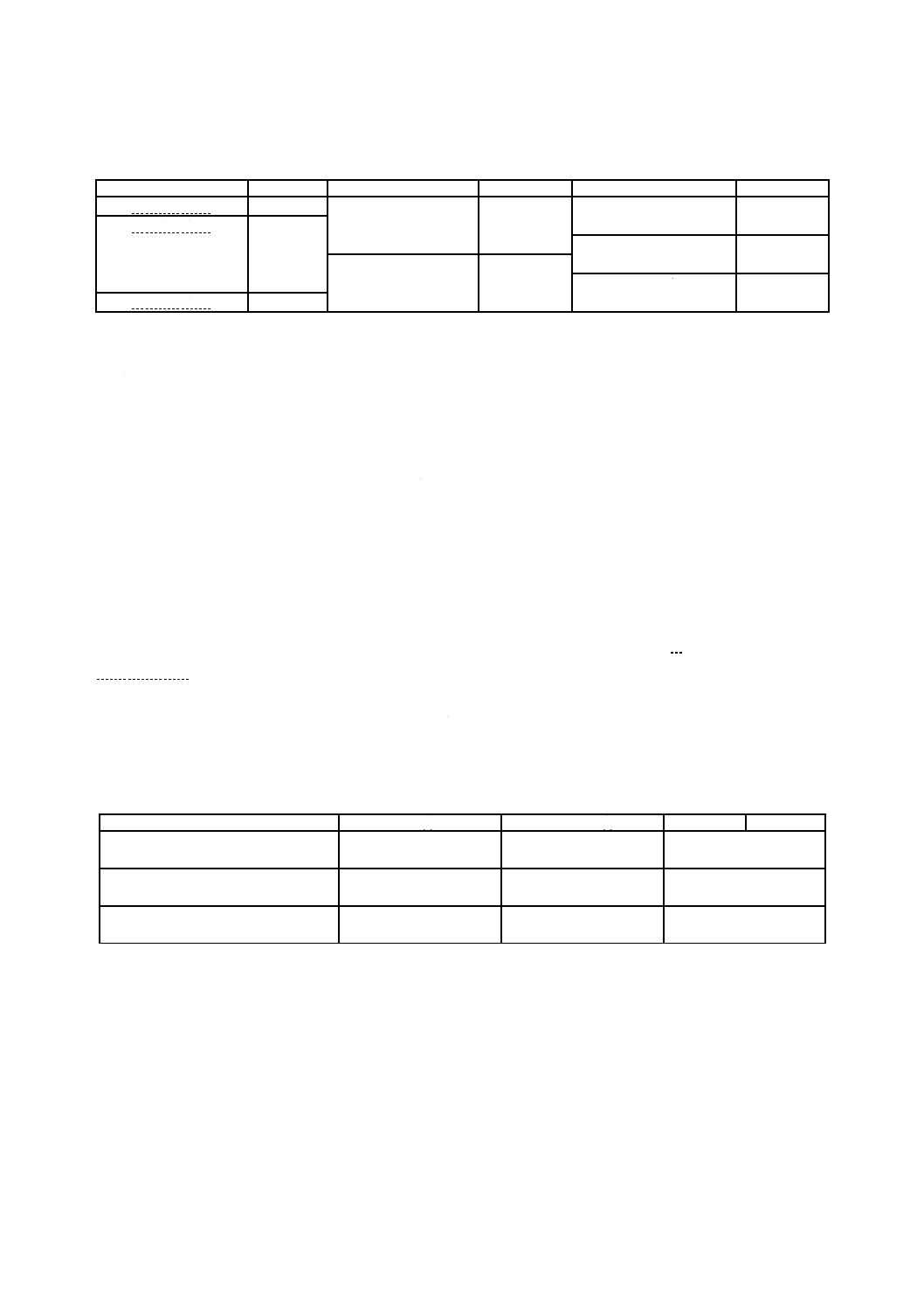
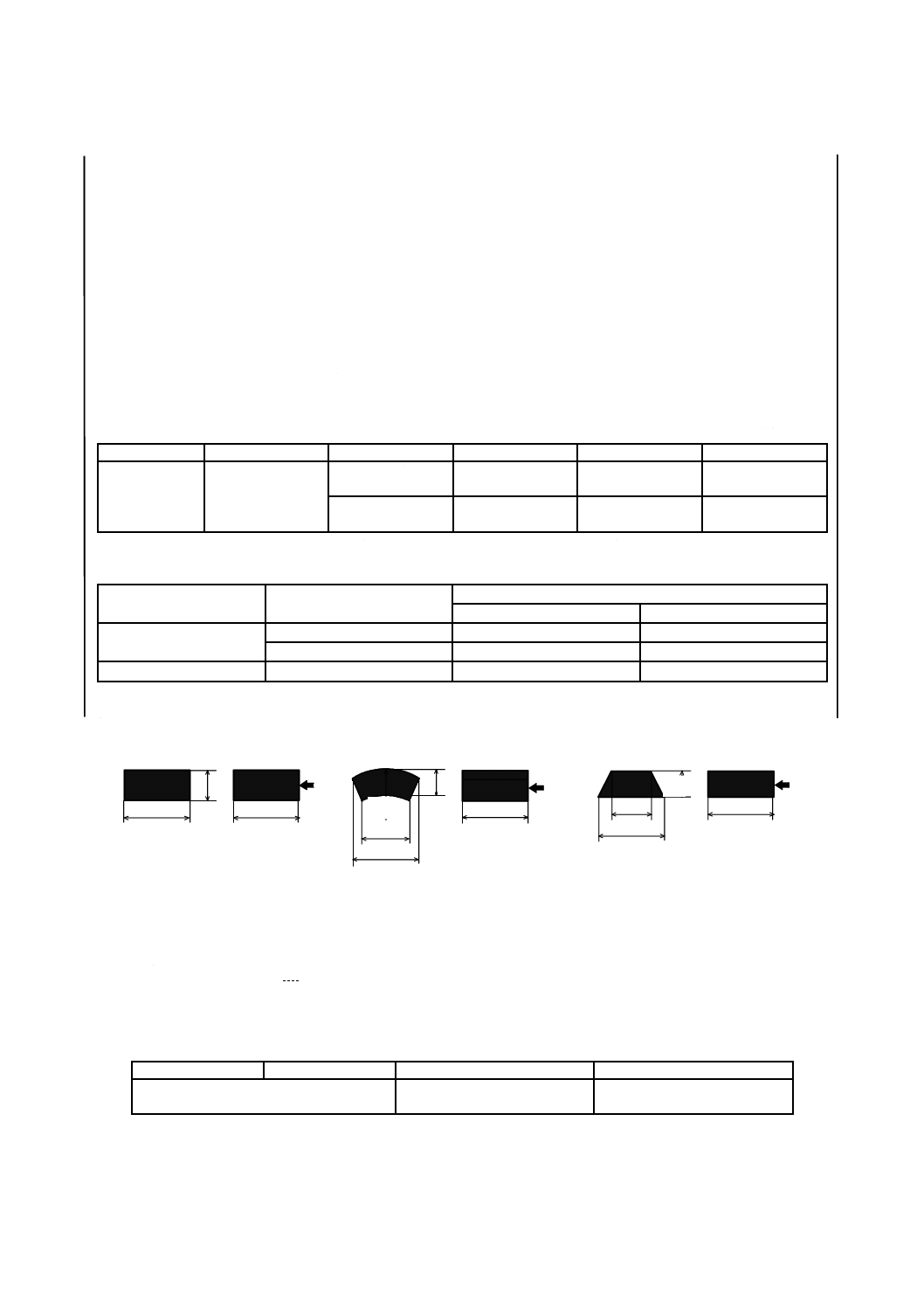
9. セグメント 図11〜13参照。
3101号
3104号
3109号
図11 長方形断面をもつセグメント
図13 台形断面をもつセグメント
図12 外側に曲線をもつセグメント
セグメントの幅B(又は,B及びA),厚さC及び長さLの寸法許容差は,表22による。寸法の測定方
法は,該当する試料をJIS B 7507に規定するノギスを用いて測定する。寸法については,JIS R 6211-5参
照。
表 22 幅,厚さ及び長さの寸法許容差
単位 mm
TA
TB
TC
TL
0
−1
±1
±3
B
C
L
A
B
L
C
R
A
B
L
C
13
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
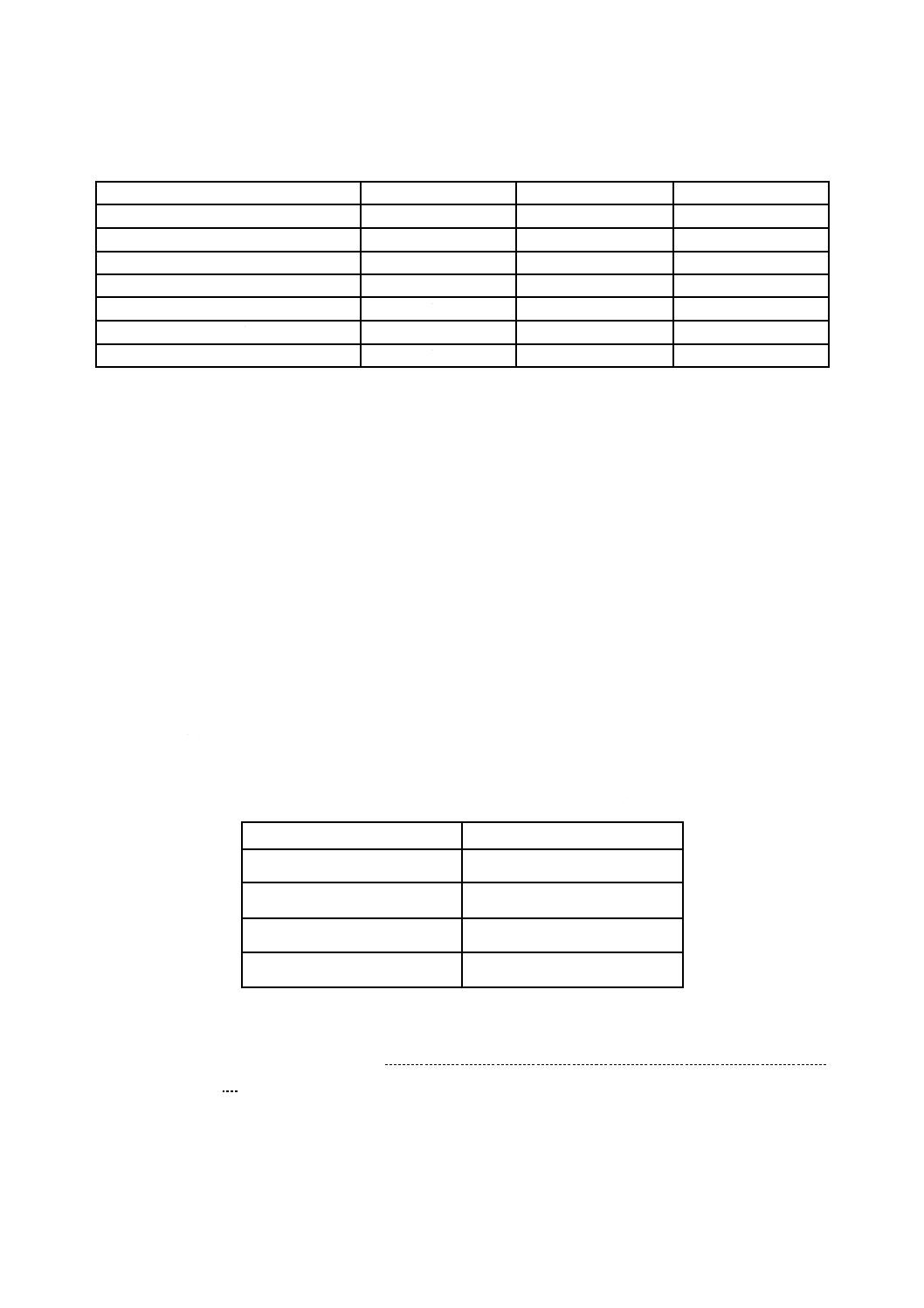
10. ナット付コーン形及びプラグ形研削といし 16号,18号,18R号及び19号のナット付コーン形及び
プラグ形研削といしの寸法許容差は,表23による。寸法の測定方法は,該当する試料をJIS B 7507に規
定するノギスを用いて測定する。寸法については,JIS R 6211-12参照。
表 23 コーン形及びプラグ形研削といしの寸法許容差
単位 mm
D,T
TD,TT
TH1 (5)
32及び40
+1.5
−0.5
H11
50
+2.0
−0.5
63
+3.0
−0.5
80
+3.5
−0.5
100 (6)
+4.0
−0.5
注(5) 座ぐり径の寸法許容差。
(6) 厚さT だけが適用される。
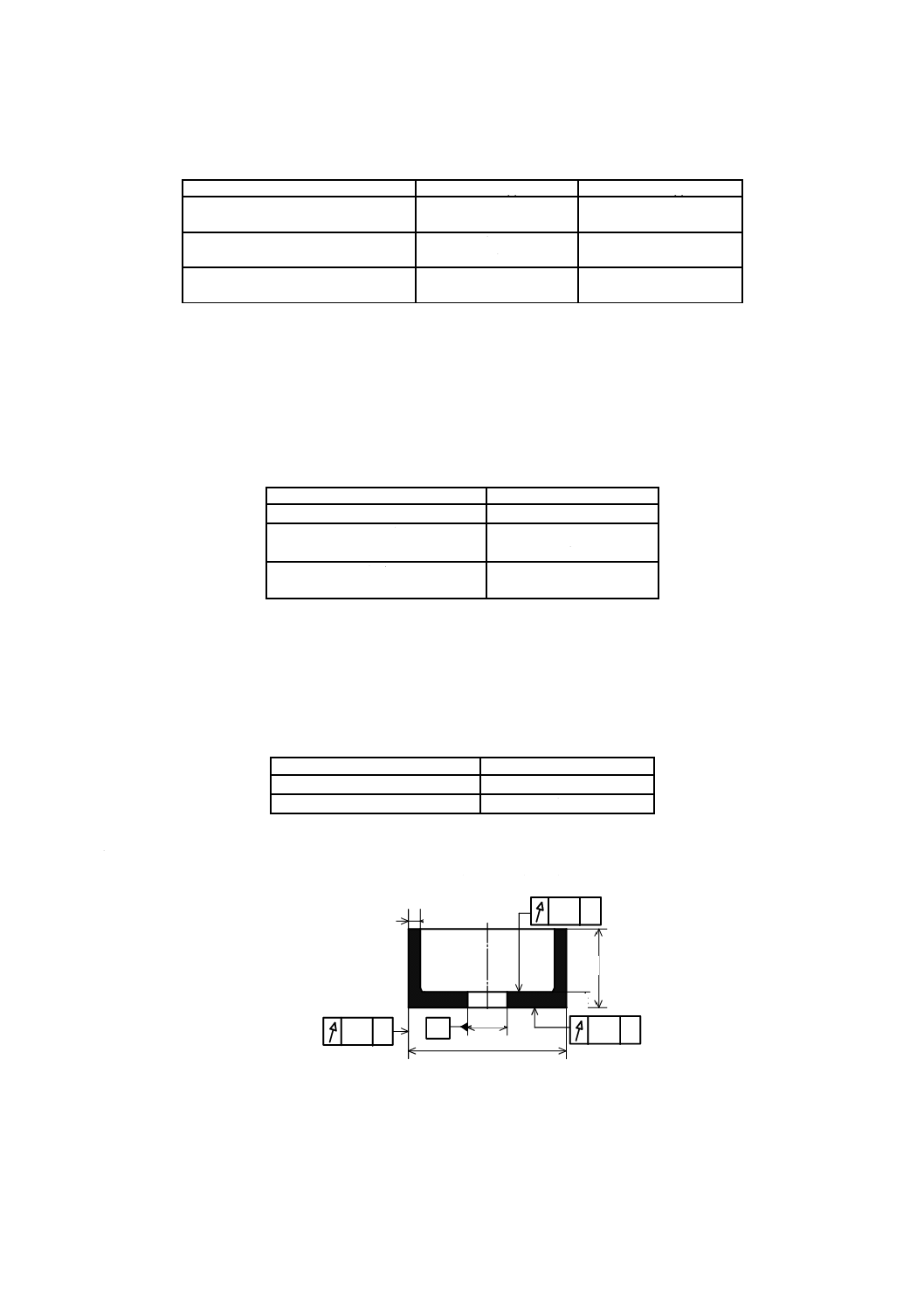
11. ホーニングといし及び超仕上げといし 54号では,寸法B及びCは,公差域h13を適用する。長さL
の寸法許容差は±2 mmとする。寸法の測定方法は,該当する試料の寸法B及びCについては,JIS B 7502
に規定するマイクロメータを,長さLについては,JIS B 7507に規定するノギスを用いて測定する。寸法
については,JIS R 6211-10参照。
12. 手研ぎといし 長さの寸法許容差については,L≦100 mmでは±2 mm,L≦150 mmでは±3 mm,
L≦250 mmでは±5 mmとする。幅の寸法許容差については,6 mm≦B≦16 mmでは±0.5 mm,B>16 mm
では±1 mmとする。寸法の測定方法は,該当する試料をJIS B 7507に規定するノギスを用いて測定する。
寸法については,JIS R 6211-11参照。
14
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 1 引用規格
JIS B 0401-1 寸法公差及びはめあいの方式―第1部:公差,寸法差及びはめあいの基礎
備考 ISO 286-1:1988 ISO system of limits and fits―Part 1:Bases of tolerances,deviations and fitsが,
この規格と一致している。
JIS B 0401-2 寸法公差及びはめあいの方式―第2部:穴及び軸の公差等級並びに寸法許容差の表
備考 ISO 286-2:1988 ISO system of limits and fits―Part 2:Tables of standard tolerance grades and limit
deviations for holes and shaftsが,この規格と一致している。
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
JIS R 6211-1 結合研削材といし―寸法―第1部:円筒研削用研削といし
備考 ISO 603-1:1999 Bonded abrasive products―Dimensions―Part 1:Grinding wheels for external
cylindrical grinding between centresからの引用事項は,この規格の該当事項と同等である。
JIS R 6211-2 結合研削材といし―寸法―第2部:外面心無し研削用研削といし
備考 ISO 603-2:1999 Bonded abrasive products―Dimensions―Part 2:Grinding wheels for centerless
external cylindrical grindingからの引用事項は,この規格の該当事項と同等である。
JIS R 6211-3 結合研削材といし―寸法―第3部:内面研削用研削といし
備考 ISO 603-3:1999 Bonded abrasive products―Dimensions―Part 3:Grinding wheels for internal
cylindrical grindingからの引用事項は,この規格の該当事項と同等である。
JIS R 6211-4 結合研削材といし―寸法―第4部:横軸平面研削用研削といし
備考 ISO 603-4:1999 Bonded abrasive products―Dimensions―Part 4:Grinding wheels for surface
grinding/peripheral grindingからの引用事項は,この規格の該当事項と同等である。
JIS R 6211-5 結合研削材といし―寸法―第5部:立軸平面研削用及び対向二軸平面研削用研削といし
備考 ISO 603-5:1999 Bonded abrasive products―Dimensions―Part 5:Grinding wheels for surface
grinding/face grindingからの引用事項は,この規格の該当事項と同等である。
JIS R 6211-6 結合研削材といし―寸法―第6部:工具研削用研削といし
備考 ISO 603-6:1999 Bonded abrasive products―Dimensions―Part 6:Grinding wheels for tool and tool
room grindingからの引用事項は,この規格の該当事項と同等である。
JIS R 6211-7 結合研削材といし―寸法―第7部:卓上及び床上グラインダにおける一般用研削といし
備考 ISO 603-7:1999 Bonded abrasive products―Dimensions―Part 7:Grinding wheel for manually
guided grindingからの引用事項は,この規格の該当事項と同等である。
JIS R 6211-8 結合研削材といし―寸法―第8部:ばり取り及びきず取り用研削といし
備考 ISO 603-8:1999 Bonded abrasive products―Dimensions―Part 8:Grinding wheels for deburring
and fettling/snaggingからの引用事項は,この規格の該当事項と同等である。
JIS R 6211-9 研削といし−寸法−第9部:高圧研削用研削といし
備考 ISO 603-9:1999 Bonded abrasive products−Dimensions−Part 9:Grinding wheels for
high-pressure grindingからの引用事項は,この規格の該当事項と同等である。
JIS R 6211-10 結合研削材といし―寸法―第10部:ホーニングといし及び超仕上げといし
備考 ISO 603-10:1999 Bonded abrasive products―Dimensions―Part 10:Stones for honing and
superfinishingsからの引用事項は,この規格の該当事項と同等である。
15
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS R 6211-11 結合研削材といし―寸法―第11部:手研ぎといし
備考 ISO 603-11:1999 Bonded abrasive products―Dimensions―Part 11:Hand finishing sticksが,この
規格と一致している。
JIS R 6211-12 結合研削材といし―寸法―第12部:ストレートグラインダにおけるばり取り用研削と
いし
備考 ISO 603-12:1999 Bonded abrasive products―Dimensions―Part 12:Grinding wheels for deburring
and fettling on a straight grinderからの引用事項は,この規格の該当事項と同等である。
JIS R 6211-13 結合研削材といし―寸法―第13部:バーチカルグラインダにおけるばり取り用研削と
いし
備考 ISO 603-13:1999 Bonded abrasive products―Dimensions―Part 13:Grinding wheels for deburring
and fettling on a vertical grinderからの引用事項は,この規格の該当事項と同等である。
JIS R 6211-14 結合研削材といし―寸法―第14部:アングルグラインダにおけるばり取り及びきず取
り用研削といし
備考 ISO 603-14:1999 Bonded abrasive products―Dimensions―Part 14:Grinding wheels for deburring
and fettling/snagging on an angle grinderからの引用事項は,この規格の該当事項と同等である。
JIS R 6211-15 結合研削材といし―寸法―第15部:定置型又は可搬型切断機における切断用研削とい
し
備考 ISO 603-15:1999 Bonded abrasive products―Dimensions―Part 15:Grinding wheels for cutting-off
on stationary or mobile cutting-off machinesからの引用事項は,この規格の該当事項と同等であ
る。
JIS R 6211-16 結合研削材といし―寸法―第16部:手持式電動切断機における切断用研削といし
備考 ISO 603-16:1999 Bonded abrasive products―Dimensions―Part 16:Grinding wheels for cutting-off
on hand held power toolsからの引用事項は,この規格の該当事項と同等である。
JIS R 6240 研削といしの試験方法
16
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(参考)JISと対応する国際規格との対比表
JIS R XXXX:0000 結合研削材といし―寸法許容差及び振れ公差
ISO 13942:2000,結合研削材といし―寸法許容差及び振れ公差
(Ⅰ) JISの規定
(Ⅱ)
国際
規
格番
号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体
表示方法:側線及び点線の下線
(Ⅴ) JISと国際規格との技術的差異の理
由及び今後の対策
項目番号
内容
項目番号
内容
項目ご
との評
価
技術的差異の内容
1. 適用範囲
JIS R 6211-1〜-16に規
定する結合研削材と
いしについて,主要な
寸法の寸法許容差及
び振れ公差を規定し
ている。
ISO
13942
1. 適用範囲
ISO 603-1〜-16に規定
する結合研削材といし
について,主要な寸法
の寸法許容差及び振れ
公差を規定している。
IDT
―
―
2. 引用規格
JIS B 0401-1〜-2,JIS
B 7502,JIS B 7507,
JIS R 6211-1〜-16及び
JIS R 6240を引用して
いる。
2. 引用規格
ISO 268-1〜-2並びに
ISO 603-1〜-16を引用
している。
MOD/
追加
寸法及び一部の研削と
いしの振れの測定方法
並びに測定器の規格を
引用した。
規格として測定方法を追加するこ
とが必須。次回ISO改正時に規定す
るよう提案する。
3. 定義
この規格で使用する
用語の定義を規定し
ている。
3. 定義
この規格で使用する用
語の定義を規定してい
る。
MOD/
追加
外周振れ及び面振れの
定義を追加した。
外周振れ及び面振れを正しく理解
してもらうために追加した。次回
ISO改正時に追加を提案する。
4. 記号及びそ
の意味
寸法記号及びその意
味並びに寸法許容差
及び振れ公差の記号
を規定している。
4. 記号及び
その意味
寸法記号及びその意味
並びに寸法許容差及び
振れ公差の記号を規定
している。
MOD/
追加,
削除
へこみ径の寸法許容差
TP及び軸付といしの軸
径Sを追加した。逃げ深
さNを削除した。
TP及びSはこの規格に規定されてい
るが,Nは規定されていないのでそ
れぞれ追加/削除した。次回ISO改
正時に追加/削除を申し入れる。
5.1 形状
この項目に適用され
る平形,へこみ形,逃
げ形及びドビテール
形研削といしの形状
番号を規定している。
5.1 形状
この項目に適用される
平形,へこみ形,逃げ
形及びドビテール形研
削といしの形状番号を
規定している。
IDT
―
―
1
6
R
6
2
4
4
:
2
0
0
5
2
R
6
2
4
4
:
2
0
0
5
17
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際規
格番号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異
の項目ごとの評価及びその内容
表示箇所:本体
表示方法:側線及び点線の下線
(Ⅴ) JISと国際規格との技術的差異の理
由及び今後の対策
項目番号
内容
項目番号
内容
項目ごと
の評価
技術的差異の内容
5.2 一般用
途用研削
といし
一般用途用研削といしの
寸法許容差及び振れ公差
を規定している。
ISO
13942
5.2 一般用
途用研削と
いし
一般用途用研削といし
の寸法許容差及び振れ
公差を規定している。
MOD/
追加
寸法の測定方法を追加
した。
規格として測定方法を追加すること
が必須。次回ISO改正時に規定する
よう提案する。
MOD/
変更
へこみ形研削といしの
曲率半径の最大値の規
格値が,ISO 13942と
ISO 603(JIS R 6211)
の規格群とが整合して
いないので,ISO 13942
の規格値は採用しなか
った。
曲率半径の最大値は,JIS R 6211-1,
-2,-3,-4,-6及び-7に規定されて
いる規格値を採用した。次回ISO改
正時に,ISO 603の規格群とISO
13942の規格値を整合させるように
申し入れる。
5.3 特殊用
途用研削
といし
心無し研削,ねじ研削,
歯形の創成研削,総形研
削,溝研削,工具研削,
クランクシャフト研削,
プランジ研削などの特殊
用途で用いられる研削と
いしの寸法許容差及び振
れ公差を規定している。
5.3 特殊用
途用研削と
いし
心無し研削,ねじ研削,
歯形の創成研削,総形研
削,溝研削,工具研削,
クランクシャフト研削,
プランジ研削などの特
殊用途で用いられる研
削といしの寸法許容差
及び振れ公差を規定し
ている。
MOD/
追加
寸法の測定方法を追加
した。
規格として測定方法を追加すること
が必須。次回ISO改正時に規定する
よう提案する。
5.4 高圧研
削用研削
といし
高圧研削用研削といしの
寸法許容差及び振れ公差
を規定している。
5.4 高圧研
削用研削と
いし
高圧研削用研削といし
の寸法許容差及び振れ
公差を規定している。
MOD/
追加
高圧研削用研削といし
の外径寸法許容差を特
定するための外径を,
個別寸法から範囲寸法
に変更した。
個別寸法では,寸法が限定されるの
で規格としてふさわしくない。次回
ISO改正時に範囲を規定するように
申し入れる。
5.5 セット
で使用する
平形研削と
いし
セットで使用する平形研削
といし寸法許容差を規定
している。
5.5 セット
で使用する
平形研削と
いし
セットで使用する平形研
削といし寸法許容差を規
定している。
IDT
―
―
1
7
R
6
2
4
4
:
2
0
0
5
18
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際
規
格番
号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の
項目ごとの評価及びその内容
表示箇所:本体
表示方法:側線及び点線の下線
(Ⅴ) JISと国際規格との技術的差異の理由
及び今後の対策
項目番号
内容
項目番号
内容
項目ごと
の評価
技術的差異の内容
5.6 リング形及び
ディスク形(接着
又は機械的取付
け)並びにナット
付リング形及び
ナット付ディス
ク形研削といし
リング形及びディスク
形(接着又は機械的取
付け)並びにナット付
リング形及びナット付
ディスク形研削といし
の寸法許容差及び振
れ公差を規定してい
る。
ISO
13942
5.6 リング形
及びディスク
形(接着又は
機械的取付
け)
リング形及びディス
ク形(接着又は機械
的取付け)研削とい
しの寸法許容差及
び振れ公差を規定
している。
MOD/
追加
JISで規定している寸法
測定方法を追加した。
規格として測定方法を追加することが
必須。次回ISO改正時に規定するよう
提案する。
“ナット付リング形及
びナット付ディスク形
研削といし”を項目名に
付け加えた。
5.6.1 形状には,ナット付リング形及び
ディスク形が規定されているので,項目
名に“ナット付リング形及びナット付デ
ィスク形研削といし”を追加した。次回
ISO改正時に追加するように申し入れ
る。
6.1 形状
この項目に適用する
形状番号を規定して
いる。
6.1 形状
この項目に適用す
る形状番号を規定
している。
IDT
―
―
6.2 一般用途用
カップ形及び皿
形研削といし
一般用途用カップ形
及び皿形研削といし
の寸法許容差及び振
れ公差を規定してい
る。
6.2 一般用
途用カップ
形及び皿形
研削といし
一般用途用カップ
形及び皿形研削と
いしの寸法許容差
及び振れ公差を規
定している。
MOD/
追加
JISで規定している寸法
測定方法を追加した。
規格として測定方法を追加することが
必須。次回ISO改正時に規定するよう
提案する。
6.3 工具研削用
カップ形及び皿
形研削といし
工具の製造及び再研
磨で用いるカップ形
及び皿形研削といし
の寸法許容差及び振
れ公差を規定してい
る。
6.3 工具研
削用カップ
形及び皿形
研削といし
工具の製造及び再
研磨で用いるカッ
プ形及び皿形研削
といしの寸法許容
差及び振れ公差を
規定している。
MOD/
追加
同上
同上
7.1 適用
切断用並びにばり取
り及びきず取り用研
削といしは,JIS R
6211-8,R 6211-12〜
R 6211-16までに規
定する研削といしに
適用すると規定して
いる。
7.1 適用
形状記号41号,42
号,27号及び28号
が適用されるよう
に規定されている。
MOD/
追加
JIS R 6211-8,JIS R
6211-12〜R 6211-16に規
定する,形状記号41号,
42号,27号及び28号以
外の形状のばり取り及
びきず取り用研削とい
しを追加した。
ばり取り及びきず取り用研削といしの
すべての形状を規定するように,次回
ISO改正時に申し入れる。
1
8
R
6
2
4
4
:
2
0
0
5
19
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際
規
格番
号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線及び点線の下線
(Ⅴ) JISと国際規格との技術的差異の理由
及び今後の対策
項目番号
内容
項目番号
内容
項目ご
との評
価
技術的差異の内容
7.2 形状
切断用並びにばり取り
及びきず取り用研削と
いしの形状番号を規定
している。
ISO
13942
7.1 適用
切断用研削といし
の形状並びにばり
取り及びきず取り
用オフセット形研
削といしの形状番
号を規定。
MOD/
追加
ISO 13942では,この項目が
適用される研削といしの種
類の規定を,7.1及び7.4の2
項にまたがって規定してい
る。これを一つにして7.2 形
状に適用した。また,ばり取
り用及びきず取り用のディ
ス形研削といしを追加した。
次回ISO改正時に,ばり取り及びきず
取り用研削といしすべての形状を規
定するように申し入れる。
7.4 厚さの
寸法許容差
オフセット形を含
むばり取り及びき
ず取り用研削とい
しを規定してい
る。
7.3 切断用
研削といし
切断用研削といしの寸
法許容差及び振れ公差
を規定している。
7.2 外径の
寸法許容差
TD,面振れ公
差TPL及び外
周振れ公差
TRL
7.3 孔径の
寸法許容差
TH
7.4 研削と
いしの厚さ
の寸法許容
差TT及びTU
切断用研削とい
し,ばり取り及び
きず取り用研削と
いしの寸法許容差
及び振れ公差を規
定している。
MOD/
追加
変更
“切断用研削といしの寸法
許容差及び振れ公差”と“ば
り取り及びきず取り用研削
といしの寸法許容差及び振
れ公差”とに大別し,さらに,
“ばり取り及びきず取り用
研削といしの寸法許容差及
び振れ公差”を形状別に細別
して規定した。
切断用研削といし,ばり取り及びきず
取り用研削といしは形状が10種類も
あるため,寸法許容差(外径,孔径,
厚さなど)を一つの規格表で規定する
のは無理がある。形状ごとの規格表に
するように,ISOの次回改正時に提案
する。
7.4 ばり取
り及びきず
取り用研削
といし
ばり取り及びきず取り
用研削といしの寸法許
容差及び振れ公差を規
定している。
1
9
R
6
2
4
4
:
2
0
0
5
20
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際
規
格番
号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線及び点線の下線
(Ⅴ) JISと国際規格との技術的差異の理由
及び今後の対策
項目番号
内容
項目番号
内容
項目ご
との評
価
技術的差異の内容
7.3.1 外径の
寸法許容差
TD,面振れ公
差TPL及び外
周振れ公差
TRL
切断用研削といしの外
径の寸法許容差及び振
れ公差を規定してい
る。
7.2 外径の寸
法許容差TD,
面振れ公差
TPL及び外周
振れ公差TRL
切断用研削とい
し,ばり取り及び
きず取り用研削
といしの外径の
寸法許容差及び
振れ公差を規定
している。
MOD/
変更
ISOは,外径の上の寸法許容
差が大きすぎるので,最大で
+5 mmと,上の寸法許容差
を小さい値に変更した。
我が国の切断用研削といしを用いる
機械は,といし外周面とといし覆いと
のすき間が約5 mm以内に製作されて
いるので,切断といしが正常に機械に
取り付けられるようにした。次回ISO
改正時に,上の寸法差を小さい値に規
定するように申し入れる。
7.3.2 孔径の
寸法許容差
TH
切断用研削といしの孔
径寸法許容差を規定し
ている。
ISO
13942
7.3 孔径の寸
法許容差TH
切断用研削とい
し,ばり取り及び
きず取り用研削
といしの標準孔
径の寸法許容差
を規定している。
MOD/
変更
ISOは,孔径の下の寸法許容
差が小さすぎるので,下の寸
法許容差を大きい値に変更
した。
手持式電動グラインダ及びエアーグ
ラインダのフランジパイロット径の
寸法許容差が(0,−0.1 mm)となっ
ており,ISOの最小許容寸法:0 mm
では,フランジに適切にセットできな
い場合があり,安全性に問題があるの
で変更した。パイロット径の寸法許容
差をISOと同じTHにすると,グライ
ンダ製造業者及び研削といし製造業
者でどのような問題が発生するか整
理し,可能ならISOと同じ寸法許容差
になるように努力する。
7.3.4 偏肉許
容範囲
切断用研削といしの厚
さの偏肉許容範囲を規
定している。
なし
―
MOD/
追加
切断用研削といしの厚さの
偏肉許容範囲を追加した。
偏肉許容範囲は,面振れ測定の代用に
なると考え得るので追加した。次回
ISO改正時に,偏肉許容範囲を規定す
るように提案する。
2
0
R
6
2
4
4
:
2
0
0
5
21
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際
規
格番
号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線及び点線の下線
(Ⅴ) JISと国際規格との技術的差異の理由
及び今後の対策
項目番号
内容
項目番号
内容
項目ご
との評
価
技術的差異の内容
7.4.1 平形研
削といし
ばり取り及びきず取り
用平形研削といしの寸
法許容差及び振れ公差
を規定している。
ISO
13942
7.2 外径の
寸法許容差
TD,面振れ
公差TPL及
び外周振れ
公差TRL
7.3 孔径の
寸法許容差
TH
7.4 研削と
いしの厚さ
の寸法許容
差TT及び
TU
切断用研削といし,
ばり取り及びきず
取り用研削といし
の寸法許容差及び
振れ公差を規定し
ている。
MOD/
追加
変更
外径の寸法許容差及び振れ
公差,厚さの寸法許容差は,
一般用途用研削といしの規
格を採用した。
孔径の寸法許容差は,切断用
研削といしの規格を採用し
た。
ISOの規格値は,切断用研削といしの
それに偏りすぎているため,平形研削
といしには適用できないところがで
てくる。ISO改正時に規格値の変更を
提案する。
7.4.2 オフセ
ット形研削
といし
ばり取り及びきず取り
用オフセット形研削と
いしの寸法許容差及び
振れ公差を規定してい
る。
MOD/
追加
変更
寸法許容差及び振れ公差は,
切断用研削といしの規格を
採用した。
孔径の寸法許容差については,切断用
研削といしと同じように,パイロット
径と研削といしの孔径のはめあいの
問題があるので,切断用研削といしと
同じ対処をする。
7.4.3 カップ
形研削とい
し
ばり取り及びきず取り
用カップ形研削といし
の寸法許容差及び振れ
公差を規定している。
ISO
13942
7.2 外径の
寸法許容差
TD,面振れ
公差TPL及
び外周振れ
公差TRL
7.3 孔径の
寸法許容差
TH
7.4 研削と
いしの厚さ
の寸法許容
差TT及び
TU
切断用研削といし,
ばり取り及びきず
取り用研削といし
の寸法許容差及び
振れ公差を規定し
ている。
MOD/
追加
変更
外径の寸法許容差及び振れ
公差,厚さの寸法許容差は,
一般用途用研削といしの規
格を採用した。
孔径の寸法許容差は,切断用
研削といしの規格を採用し
た。
取付部厚さ,研削といしの薄
い方の厚さ及び縁厚の寸法
許容差は一般用途用カップ
形及び皿形研削といしの規
格を採用した。
ISOの規格値は,切断用研削といしの
それに偏りすぎているため,カップ形
研削といしには適用できないところ
がでてくる。ISO改正時に規格値の変
更を提案する。
ISOでは,取付部厚さ,研削といしの
薄い方の厚さ及び縁厚の寸法許容差
が規定されていないので,ISO改正時,
規定するよう申し入れる。
7.4.4 ディス
ク形研削と
いし
ばり取り及びきず取り
用ディスク形研削とい
しの寸法許容差及び振
れ公差を規定してい
る。
MOD/
追加
変更
寸法許容差及び振れ公差は,
リング形及びディスク形研
削といし並びにナット付リ
ング形及びナット付ディス
ク形研削といしの規格を採
用した。
ISOの規格値は,切断用研削といしの
それに偏りすぎているため,ディスク
形研削といしには適用できないとこ
ろがでてくる。ISO改正時に規格値の
変更を提案する。
2
1
R
6
2
4
4
:
2
0
0
5
22
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(Ⅰ) JISの規定
(Ⅱ)
国際
規
格番
号
(Ⅲ) 国際規格の規定
(Ⅳ) JISと国際規格との技術的差異の項
目ごとの評価及びその内容
表示箇所:本体
表示方法:側線及び点線の下線
(Ⅴ) JISと国際規格との技術的差異
の理由及び今後の対策
項目番号
内容
項目番号
内容
項目ご
との評
価
技術的差異の内容
8. 自由研削
用軸付とい
し
自由研削用軸付といし
の寸法許容差及び振れ
公差を規定している。
なし
―
MOD/
追加
自由研削用軸付といしの寸
法許容差及び振れ公差をこ
の規格に追加した。
ISOには,軸付といしに関する規格が
全くない。ISOに,軸付といしの寸法,
寸法許容差及び振れ公差を規定する
よう提案する。
9. セグメン
ト
セグメントの寸法許容
差を規定している。
ISO
13942
8. セグメ
ント
セグメントの寸法
許容差を規定して
いる。
MOD/
追加
寸法測定法を追加した。
ISOには,寸法測定法がないので規定
した。ISOに,寸法測定法を規定する
ように提案する。
10. ナット
付コーン形
及びプラグ
形研削とい
し
ナット付コーン形及び
プラグ形研削といしの
寸法許容差を規定して
いる。
9. ナット
付コーン形
及びプラグ
形研削とい
し
ナット付コーン形
及びプラグ形研削
といしの寸法許容
差を規定している。
MOD/
追加
同上
同上
11. ホーニン
グといし及
び超仕上げ
といし
ホーニングといし及び
超仕上げといしの寸法
許容差を規定してい
る。
ISO
13942
10. ホーニ
ングといし
及び超仕上
げといし
ホーニングといし
及び超仕上げとい
しの寸法許容差を
規定している。
MOD/
追加
寸法測定法を追加した。
ISOには,寸法測定法がないので規定
した。ISOに,寸法測定法を規定する
ように提案する。
12. 手研ぎ
といし
手研ぎといしの寸法許
容差を規定している。
11. 手研ぎ
といし
手研ぎといしの寸
法許容差を規定し
ている。
MOD/
追加
同上
同上
JISと国際規格との対応の程度の全体評価:MOD
備考1. 項目ごとの評価欄の記号の意味は,次のとおりである。
― IDT……………… 技術的差異がない。
― MOD/削除……… 国際規格の規定項目又は規定内容を削除している。
― MOD/追加……… 国際規格にない規定項目又は規定内容を追加している。
― MOD/変更……… 国際規格の規定内容を変更している。
― NEQ…………… 技術的差異があり,かつ,それがはっきりと識別され説明されていない。
2.
JISと国際規格との対応の程度の全体評価欄の記号の意味は,次のとおりである。
2
2
R
6
2
4
4
:
2
0
0
5
23
R 6244:2005
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
― IDT……………… 国際規格と一致している。
― MOD…………… 国際規格を修正している。
― NEQ…………… 技術的内容及び構成において,国際規格と同等でない。
2
3
R
6
2
4
4
:
2
0
0
5