R 6242:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語,定義及び記号 ·········································································································· 2
3.1 用語及び定義 ················································································································ 2
3.2 記号 ···························································································································· 2
4 形状記号の呼び方及び縁形 ································································································· 3
4.1 形状記号の呼び方 ·········································································································· 3
4.2 縁形及びその表示 ········································································································· 11
5 要求事項························································································································ 12
5.1 寸法 ··························································································································· 12
5.2 寸法許容差 ·················································································································· 12
5.3 平衡度の許容差 ············································································································ 12
5.4 仕様 ··························································································································· 12
5.5 安全度 ························································································································ 14
6 製品の呼び方及び表示 ······································································································ 16
6.1 製品の呼び方 ··············································································································· 16
6.2 表示 ··························································································································· 16
附属書JA(参考)組織番号とと.粒率との関係 ··········································································· 18
参考文献 ···························································································································· 19
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 21
R 6242:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,研削砥石工業会(GIS)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS R 6242:2006は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 6242:2015
といし−一般的要求事項
Bonded abrasive products-General requirements
序文
この規格は,2013年に第4版として発行されたISO 525を基とし,我が国の強制法規である研削盤等構
造規格に適応させるため,技術的内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,研削といし,ホーニングといし,超仕上げといし,切断といし,軸付といし及び手研ぎと
いしの一般要求事項について規定する。ただし,ダイヤモンド及び立方晶窒化ほう素(cBN)研削材を使
用した研削工具は除く。
この規格には,次の項目が含まれる。
− 寸法を表す記号
− 形状記号の呼び方及び縁形
− 寸法,寸法許容差及び平衡度の許容差
− 仕様
− 安全度
− 表示
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 525:2013,Bonded abrasive products−General requirements(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS R 6001 研削といし用研磨材の粒度
注記 対応国際規格:ISO 8486-1:1996,Bonded abrasives−Determination and designation of grain size
distribution−Part 1: Macrogrits F4 to F220及びISO 8486-2:2007,Bonded abrasives−
Determination and designation of grain size distribution−Part 2: Microgrits F230 to F2000(MOD)
JIS R 6240 研削といしの試験方法
JIS R 6241 研削といしの最高使用周速度
2
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS R 6243 結合研削材といし−研削といしの静的平衡度試験
注記 対応国際規格:ISO 6103:2005,Bonded abrasive products−Permissible unbalances of grinding
wheels as delivered−Static testing(MOD)
JIS R 6244 結合研削材といし−寸法許容差及び振れ公差
注記 対応国際規格:ISO 13942:2000,Bonded abrasive products−Limit deviations and run-out
tolerances(MOD)
3
用語,定義及び記号
3.1
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1.1
呼び寸法
製品群を特定するための代表寸法。
3.2
記号
この規格で用いるといしの寸法を表す記号は,表1による。
表1−寸法記号及びその意味
記号
記号の意味
A
セグメント研削といしの狭いほうの幅
B
セグメント研削といし並びにホーニングといし,超仕上げといし及び手研ぎといしの幅
C
セグメント研削といし並びにホーニングといし,超仕上げといし及び手研ぎといしの厚さ
D
研削といし及びホーニングといしの外径,セグメント研削といしの組立径
D1 a)
ナット付研削といしのナット位置のピッチ円直径(Pitch circle diameter)
D2 a)
ナット付研削といしのナットのねじの呼び
E
カップ形研削といし,皿形研削といし,逃げ形研削といし,ホーニングといし及びへこみ形研削といしの
取付部の厚さ
F
へこみ深さ(1番目)
G
へこみ深さ(2番目)
H
− 研削といし及びホーニングといしの孔径
− センターナット付研削といしのナットのねじの呼び
H1 a)
コーン形研削といし及びプラグ形研削といしのナットの座ぐり径
J
テーパカップ形研削といし,皿形研削といし,テーパ形研削といし及びドビテール形研削といしの最も小
さい外径
K
− テーパカップ形研削といし及び皿形研削といしのへこみ部の内径
− 逃げ形研削といしの逃げ部の内径
− オフセット形研削といし及びオフセット形切断といしの取付部の内径
L
− セグメント研削といしの高さ並びにホーニングといし,超仕上げといし及び手研ぎといしの長さ
− ナット付研削といしのナットの長さ
L0a)
軸付といしのオーバハングの長さ
L2
軸付といしの軸長
L3a)
軸付といしの軸のつかみ長さ
N
逃げ部の深さ
P
へこみ径
R
− オフセット形研削といし,オフセット形切断といし,逃げ形研削といし,へこみ形研削といし及びドビ
テール形研削といしのへこみ部コーナーの曲率半径
− のこ用皿形研削といし,軸付といし,コーン形研削といし及びプラグ形研削といしの使用面の曲率半径
− セグメント研削といしの外側の半径
3
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−寸法記号及びその意味(続き)
記号
記号の意味
R1
セグメント研削といしの内側の半径
Sd
軸付といしの軸径
T
研削といし及びホーニングといしの厚さ
U
− テーパ形研削といし,ドビテール形研削といし,皿形研削といし,オフセット形研削といし及びオフセ
ット形切断といしの外周の厚さ
− 縁形の場合は,形状の細部寸法を示す厚さ
V b)
縁角度
W
カップ形研削といし,リング形研削といし,ホーニングといし及び皿形研削といしの縁厚
Y a)
補助使用面の幅
といしの使用面を示す。
注a) D1,D2,H1,L0,L3及びYは,対応国際規格に規定していない。
b) Vについては,4.2 図1の縁形Nを参照。
4
形状記号の呼び方及び縁形
4.1
形状記号の呼び方
形状記号及びその呼び方は,表2による。
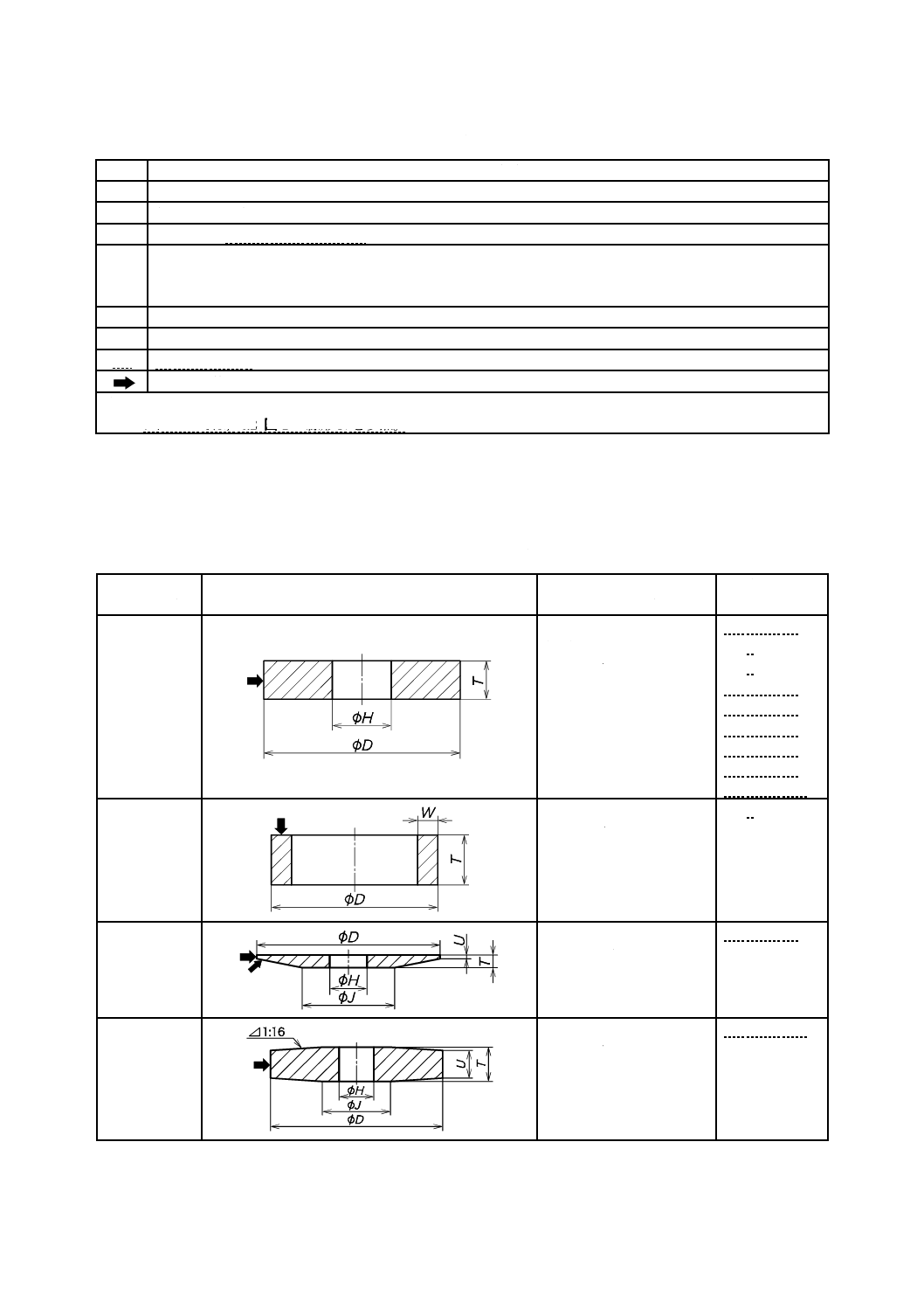
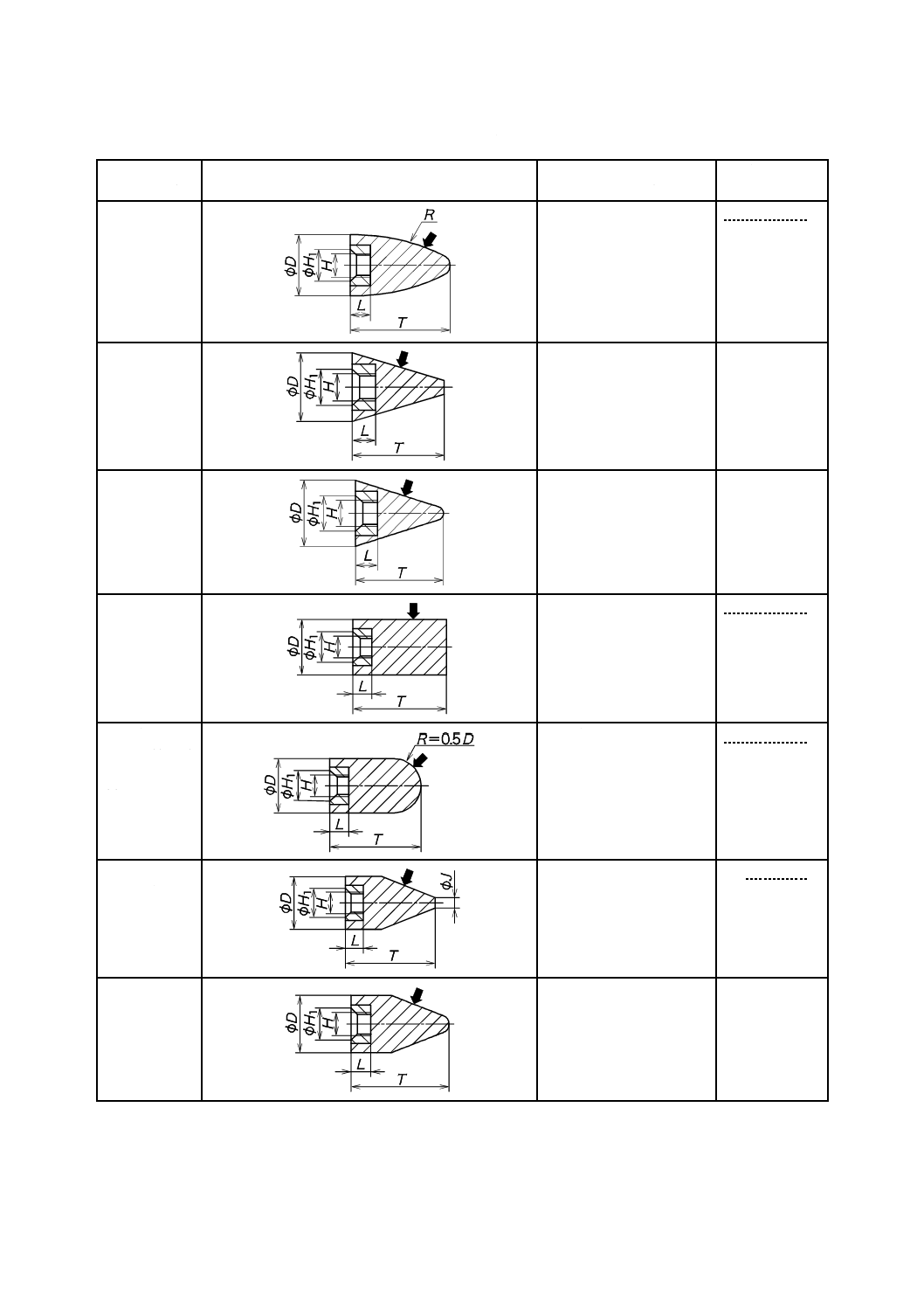
表2−形状記号の呼び方
形状記号及び
その呼び方
略図
形状記号及び呼び
寸法の表示方法
参照JIS
1号
平形研削とい
し
1号
縁形a)
D×T×H
JIS R 6211-1
JIS R 6211-2
JIS R 6211-3
JIS R 6211-4
JIS R 6211-6
JIS R 6211-7
JIS R 6211-8
JIS R 6211-9
JIS R 6211-12
2号
リング形研削
といし(接着
又は機械的に
取付け)
2号
D×T×W
JIS R 6211-5
3号
片テーパ形研
削といし
3号
D/J×T×H
JIS R 6211-6
4号
両テーパ形研
削といし
4号
D×T×H
JIS R 6211-12
4
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
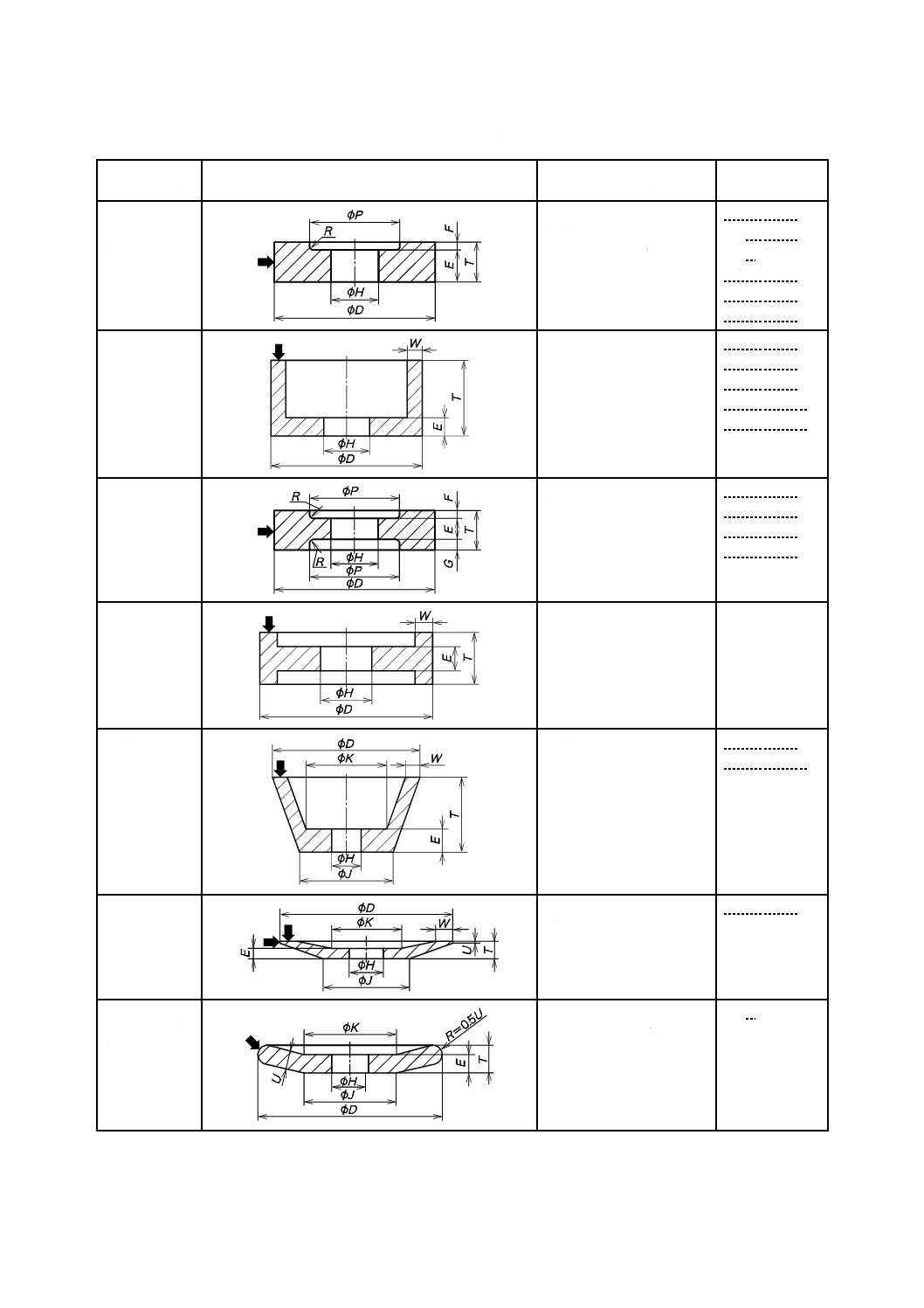
表2−形状記号の呼び方(続き)
形状記号及び
その呼び方
略図
形状記号及び呼び
寸法の表示方法
参照JIS
5号
片へこみ形研
削といし
5号
縁形a)
D×T×H−P×F
JIS R 6211-1
JIS R 6211-2
JIS R 6211-3
JIS R 6211-4
JIS R 6211-6
JIS R 6211-7
6号
ストレートカ
ップ形研削と
いし
6号
D×T×H−W×E
JIS R 6211-5
JIS R 6211-6
JIS R 6211-7
JIS R 6211-13
JIS R 6211-14
7号
両へこみ形研
削といし
7号
縁形a)
D×T×H−P×F/G
JIS R 6211-1
JIS R 6211-2
JIS R 6211-4
JIS R 6211-6
9号
ダブルカップ
形研削といし
9号
D×T×H−W×E
−
11号
テーパカップ
形研削といし
11号
D/J×T×H−W×E
JIS R 6211-6
JIS R 6211-14
12号
皿形研削とい
し
12号
D/J×T×H
JIS R 6211-6
13号
のこ用皿形研
削といし
13号
D/J×T/U×H−K
JIS R 6211-6
5
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−形状記号の呼び方(続き)
形状記号及び
その呼び方
略図
形状記号及び呼び
寸法の表示方法
参照JIS
16号
ナット付曲面
コーン形研削
といし
16号
D×T−H×L
JIS R 6211-12
17号
ナット付平端
面コーン形研
削といし
17号
D×T−H×L
−c)
17R号
ナット付丸端
面コーン形研
削といし
17R号
D×T−H×L
−c)
18号
ナット付平端
面プラグ形研
削といし
18号
D×T−H×L
JIS R 6211-12
18R号
ナット付丸端
面プラグ形研
削といし
18R号
D×T−H×L
JIS R 6211-12
19号
ナット付テー
パ平端面プラ
グ形研削とい
し
19号
D×T−H×L
JIS R 6211-12
19R号
ナット付テー
パ丸端面プラ
グ形研削とい
し
19R号
D×T−H×L
−c)
6
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
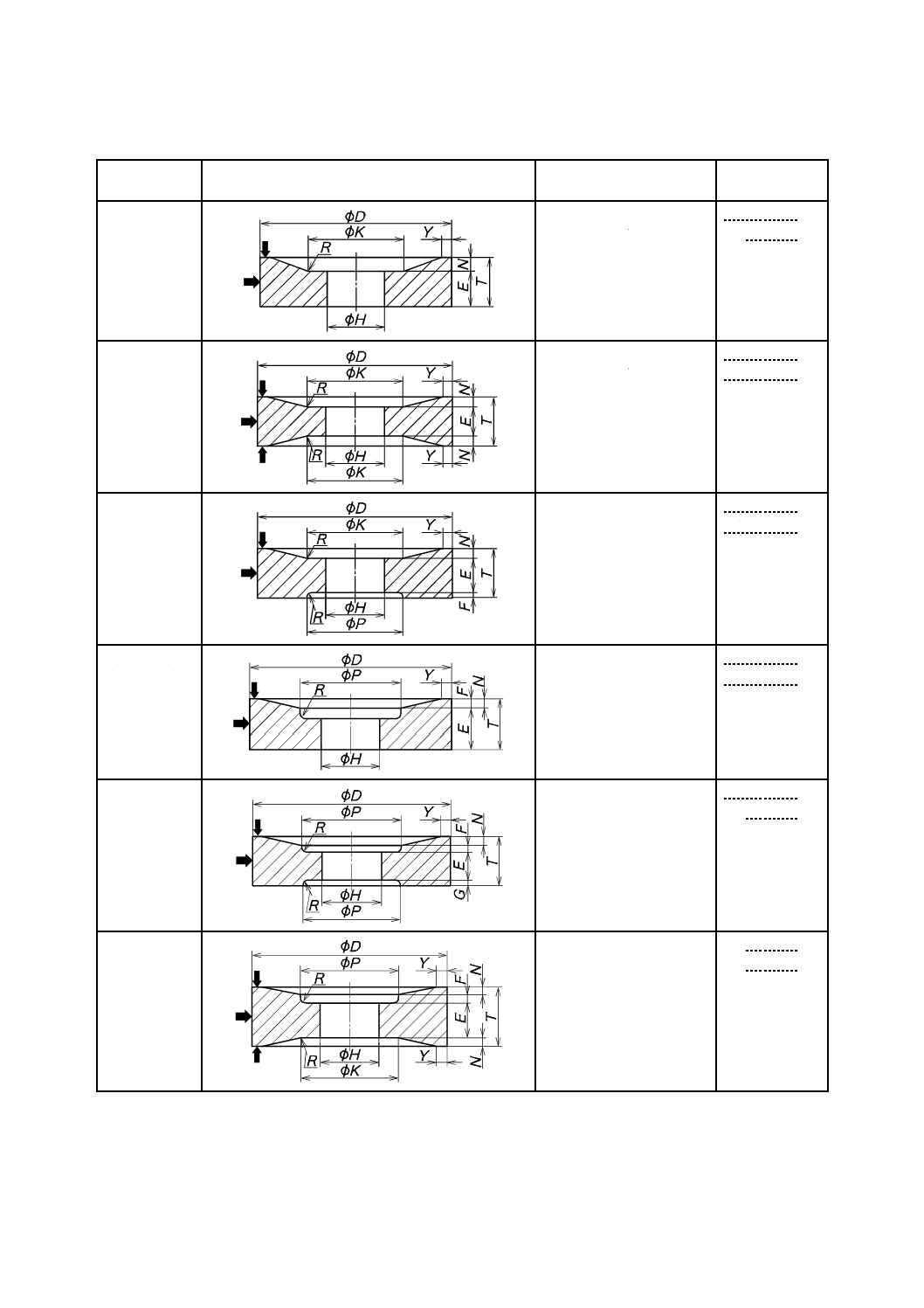
表2−形状記号の呼び方(続き)
形状記号及び
その呼び方
略図
形状記号及び呼び
寸法の表示方法
参照JIS
20号
片逃げ形研削
といし
20号
D/K×T/N×H
JIS R 6211-1
JIS R 6211-4
21号
両逃げ形研削
といし
21号
D/K×T/N×H
JIS R 6211-1
JIS R 6211-4
22号
片逃げ片へこ
み形研削とい
し
22号
D/K×T/N×H−P×F
JIS R 6211-1
JIS R 6211-4
23号
片へこみ逃げ
形研削といし
23号
D×T/N×H−P×F
JIS R 6211-1
JIS R 6211-4
24号
片逃げ両へこ
み形研削とい
し
24号
D×T/N×H−P×F/G
JIS R 6211-1
JIS R 6211-4
25号
両逃げ片へこ
み形研削とい
し
25号
D/K×T/N×H−P×F
JIS R 6211-1
JIS R 6211-4
7
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
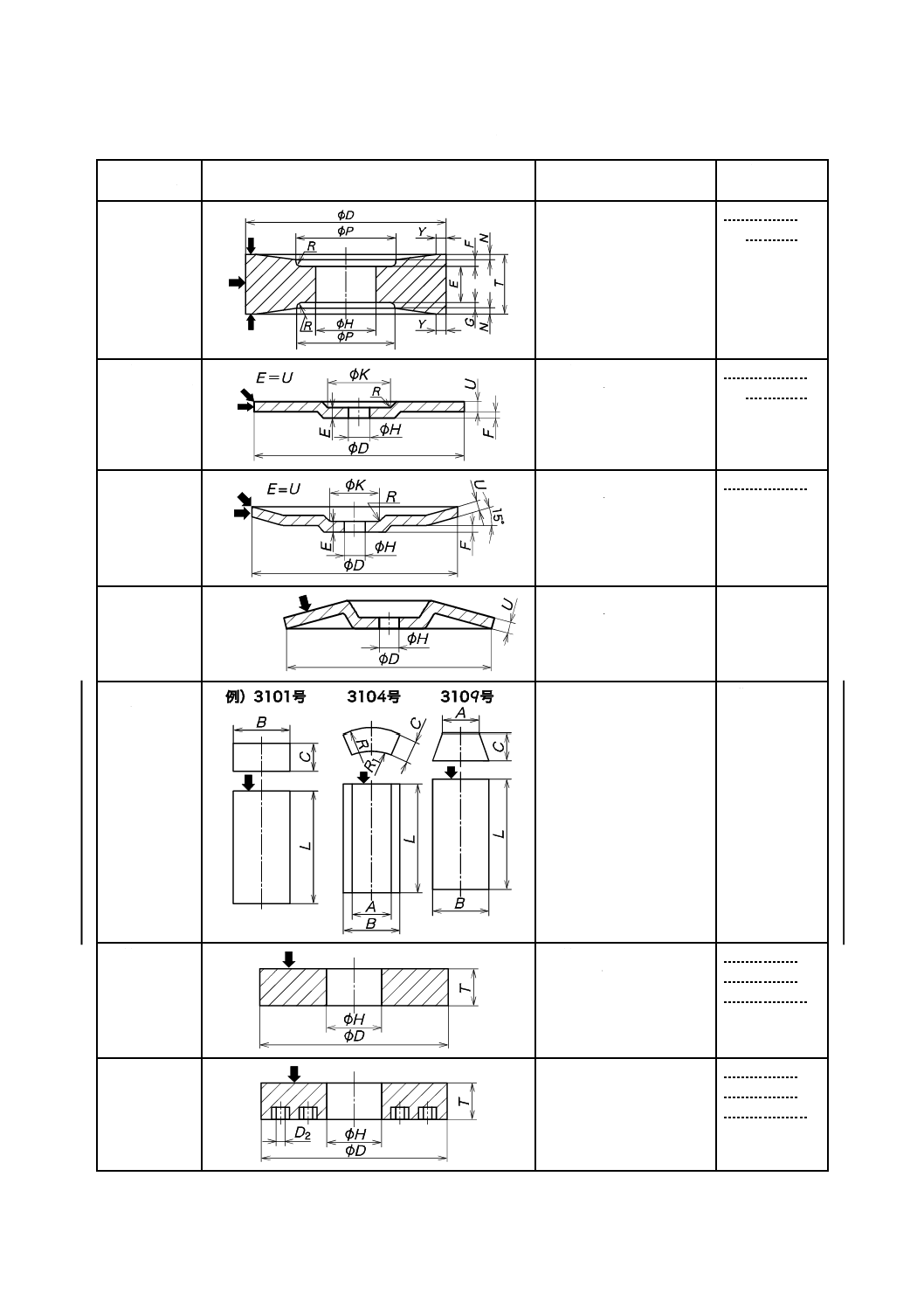
表2−形状記号の呼び方(続き)
形状記号及び
その呼び方
略図
形状記号及び呼び
寸法の表示方法
参照JIS
26号
両逃げ両へこ
み形研削とい
し
26号
D×T/N×H−P×F/G
JIS R 6211-1
JIS R 6211-4
27号
オフセット形
研削といし
27号
D×U×H
JIS R 6211-13
JIS R 6211-14
28号
オフセット形
研削といし
28号
D×U×H
JIS R 6211-14
29号d)
オフセット形
研削といし
29号
D×U×H
−c)
31号e)
セグメント研
削といし
31号
B×C×L
JIS R 6211-5
35号
ディスク形研
削といし(接
着又は機械的
に取付け)
35号
D×T×H
JIS R 6211-5
JIS R 6211-7
JIS R 6211-13
36号
ナット付ディ
スク形研削と
いし
36号
D×T×H−ナットb)
JIS R 6211-5
JIS R 6211-7
JIS R 6211-13
例)
8
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
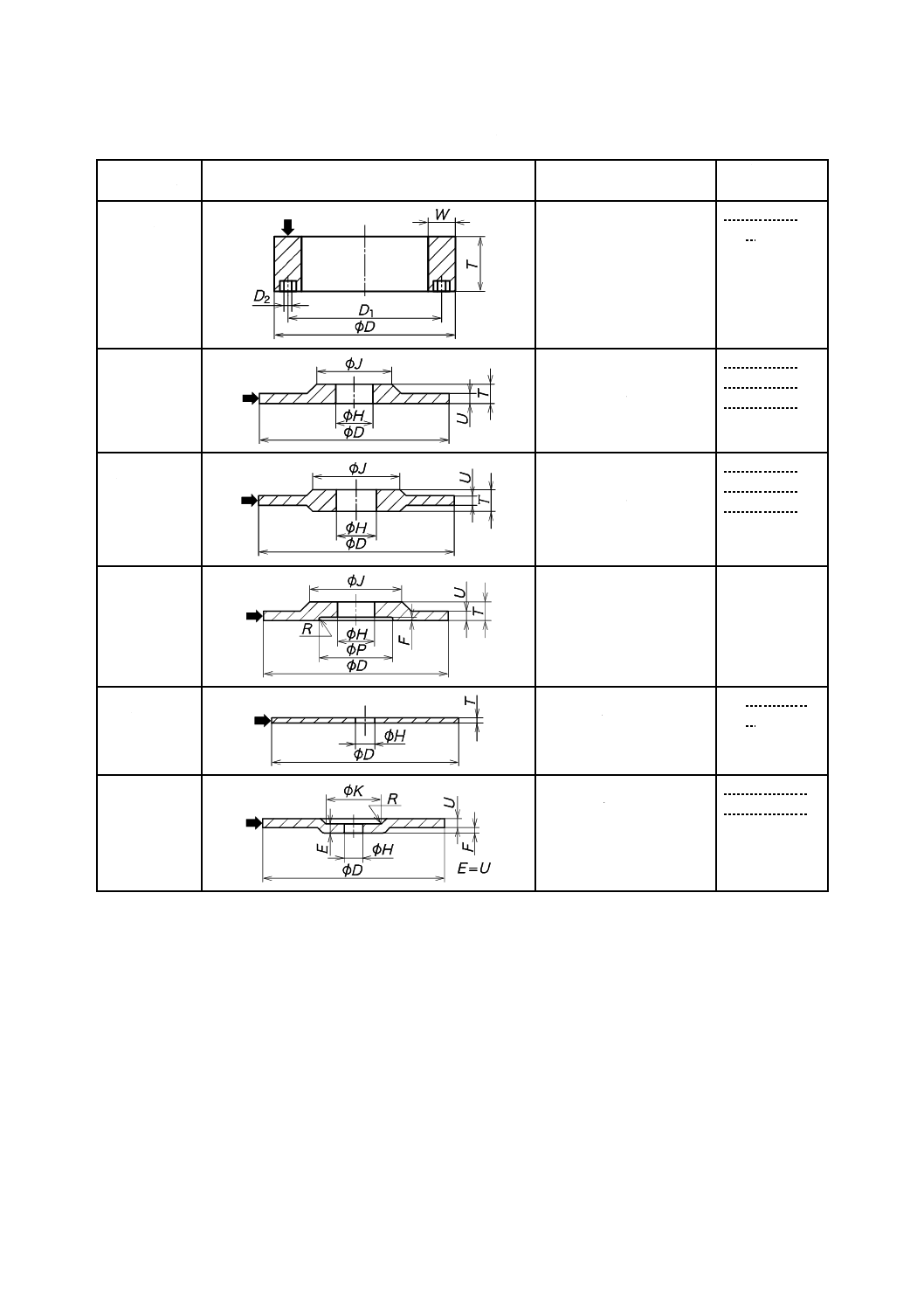
表2−形状記号の呼び方(続き)
形状記号及び
その呼び方
略図
形状記号及び呼び
寸法の表示方法
参照JIS
37号
ナット付リン
グ形研削とい
し
37号
D×T×W−ナットb)
JIS R 6211-5
JIS R 6211-7
38号
片ドビテール
形研削といし
38号
縁形a)
D/J×T/U×H
JIS R 6211-1
JIS R 6211-4
JIS R 6211-6
39号
両ドビテール
形研削といし
39号
縁形a)
D/J×T/U×H
JIS R 6211-1
JIS R 6211-4
JIS R 6211-6
40号
片へこみ片ド
ビテール形研
削といし
40号
D/J×T/U×H−P×F
−
41号
平形切断とい
し
41号
D×T×H
JIS R 6211-15
JIS R 6211-16
42号
オフセット形
切断といし
42号
D×U×H
JIS R 6211-15
JIS R 6211-16
9
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−形状記号の呼び方(続き)
形状記号及び
その呼び方
略図
形状記号及び呼び
寸法の表示方法
参照JIS
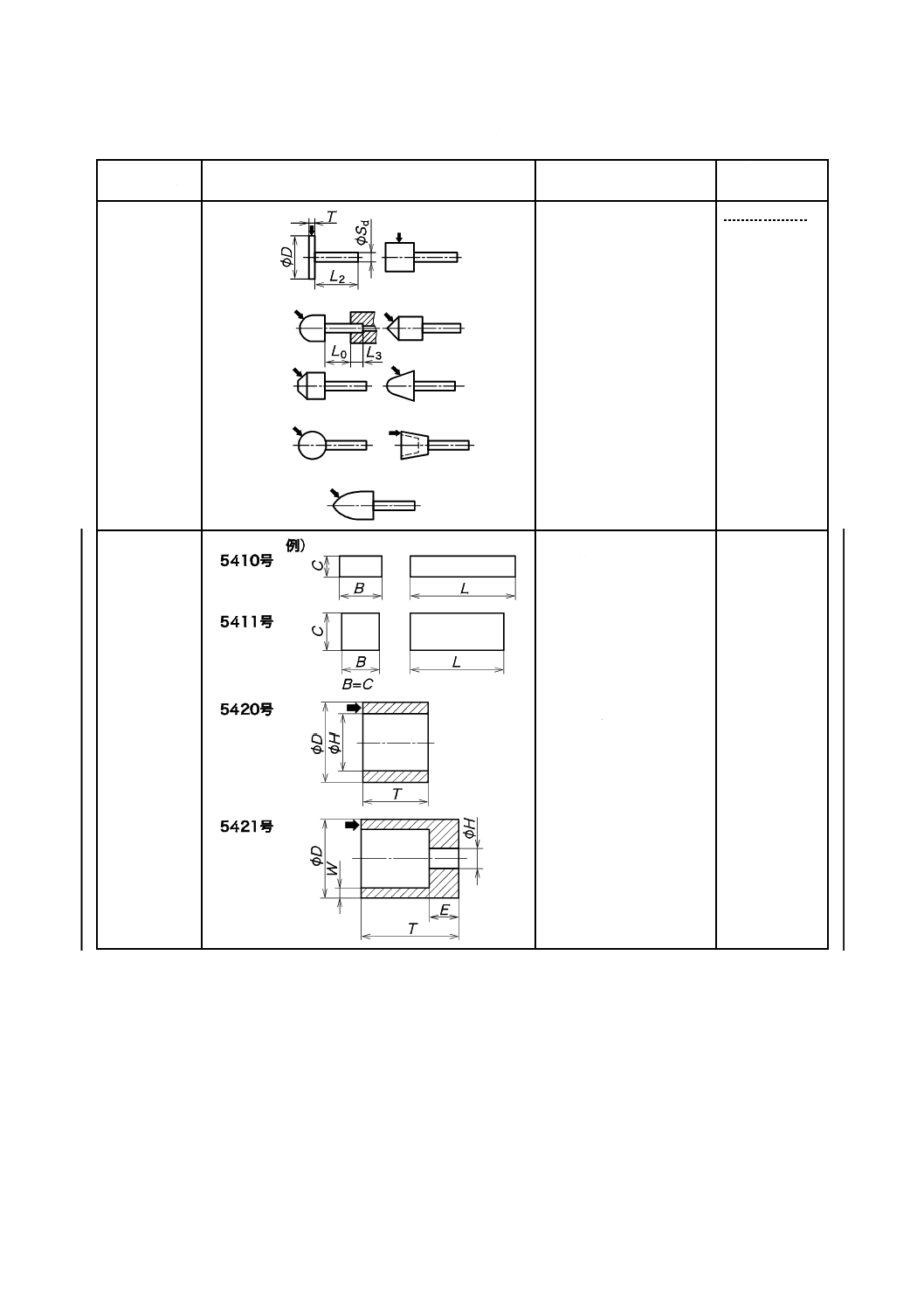
52号f)
軸付といし
52号
D×T×Sd
JIS R 6211-12
54号g)
ホーニングと
いし及び超仕
上げといし
例)
5410号
B×C×L
5411号
B×C×L
5420号
D×T×H
5421号
D×T×H−W×E
JIS R 6211-10
例)
10
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−形状記号の呼び方(続き)
形状記号及び
その呼び方
略図
形状記号及び呼び
寸法の表示方法
参照JIS
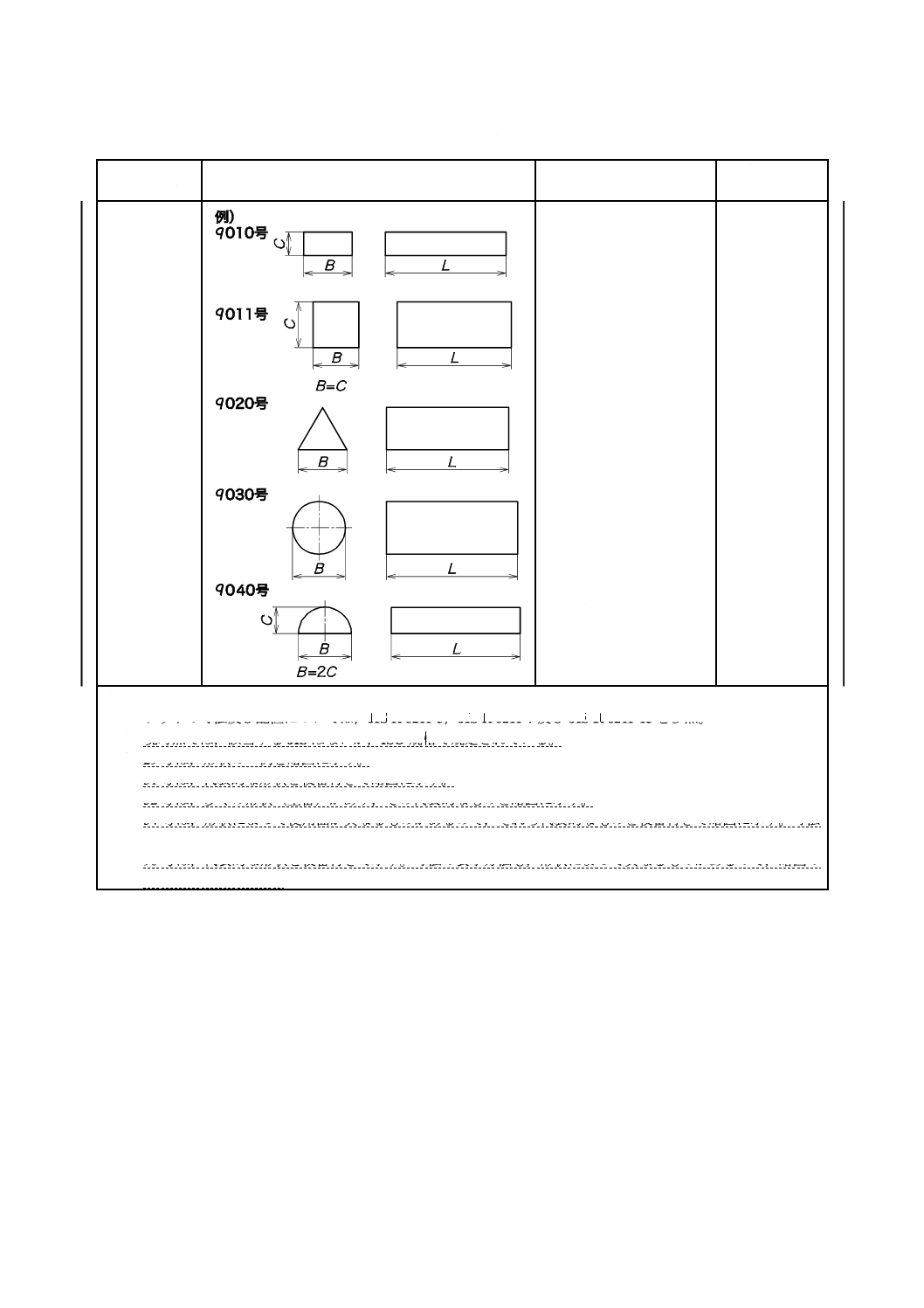
90号h)
手研ぎといし
例)
9010号
B×C×L
9011号
B×L
9020号
B×L
9030号
B×L
9040号
B×L
JIS R 6211-11
注a) 縁形については,4.2 図1を参照。
b) ナットの寸法及び配置については,JIS R 6211-5,JIS R 6211-7及びJIS R 6211-13を参照。
c) 現時点では,該当するJISはないが,ISO規格で規定されている。
d) 29号は,形状の一例を略図に示す。
e) 31号は,代表的な形状を枝番付きで略図に示す。
f) 52号は,多くの形状(型番)があり,その代表的なものを略図に示す。
g) 54号は,形状によって使用面が異なるものがあるので,それら代表的なものを枝番付きで略図に示す。寸法
の表示方法も,形状によって異なるものがあるので,略図の枝番に合わせて示す。
h) 90号は,代表的な形状を枝番付きで示す。寸法の表示方法も,形状によって異なるものがあるので,略図の
枝番に合わせて示す。
11
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
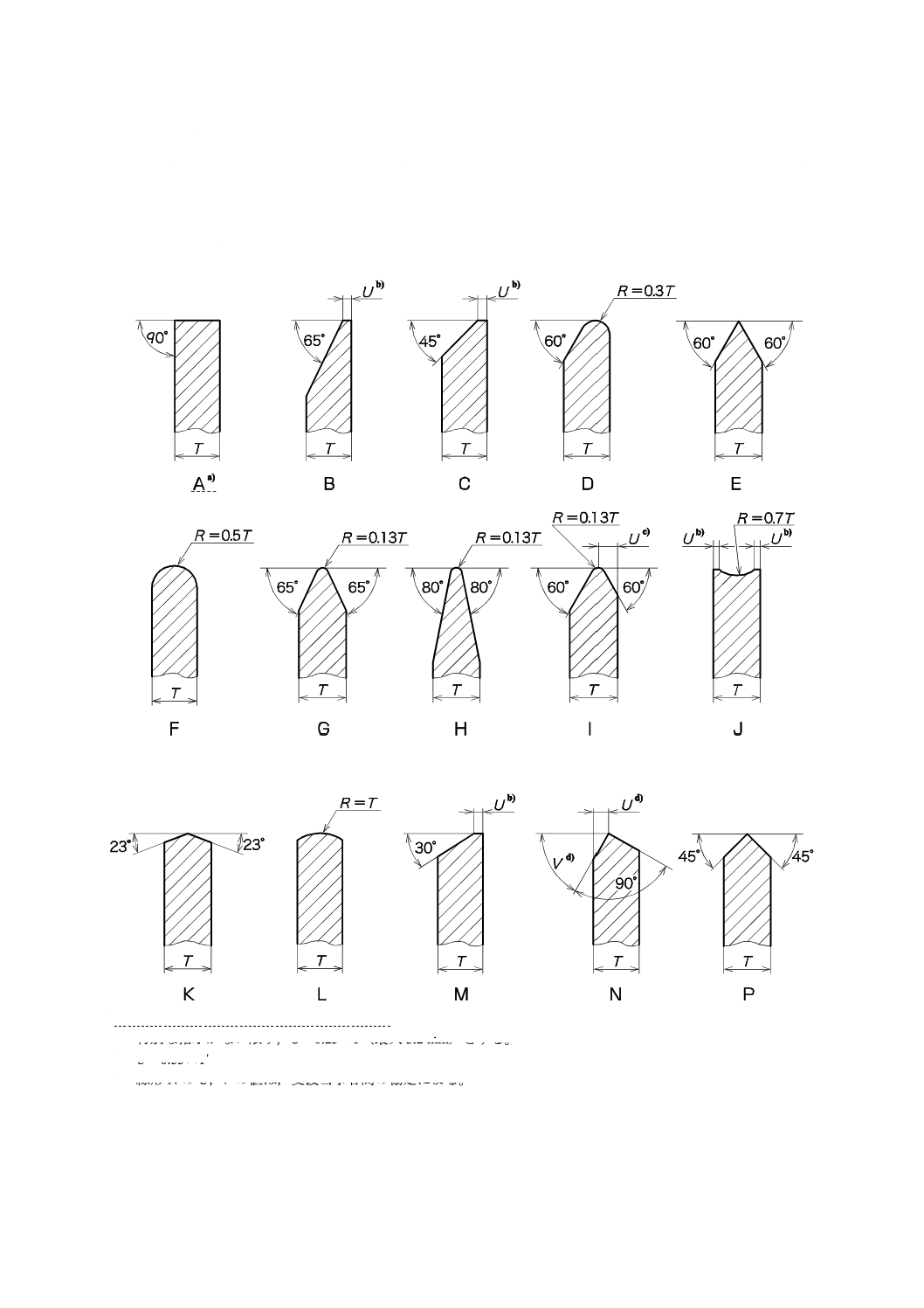
4.2
縁形及びその表示
4.1に記載する1号平形研削といし,5号片へこみ形研削といし,7号両へこみ形研削といし,38号片ド
ビテール形研削といし及び39号両ドビテール形研削といしの外周部の使用面に縁形を付けることができ
る。縁形の幾つかは標準化されており,形状記号のすぐ後に図1に示す文字記号で表示する。表記方法に
ついては,6.2を参照。
注a) 縁形Aは表示を省略することができる。
b) 特別な指示がない限り,U=0.25×T(最大3.2 mm)とする。
c) U=0.33×T
d) 縁形NのU,Vの値は,受渡当事者間の協定による。
図1−縁形及びその表示
12
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
要求事項
5.1
寸法
といしの寸法は,JIS R 6211-1〜JIS R 6211-16に記載されている。
5.2
寸法許容差
といしの寸法許容差は,JIS R 6244による。
5.3
平衡度の許容差
研削といし及び切断といしの平衡度の許容差は,JIS R 6243による。
5.4
仕様
5.4.1
仕様の表記方法
といしの仕様の表記方法は,表3による。記号の付け方は,5.4.2〜5.4.8による。
表3−仕様の表記方法
表記区分
任意a)
必須b)
必須b)
任意a)
必須b)
任意a)
必須b)
任意a)
表記内容
研削材の
細分記号
研削材の
種類
研削材の
粒度
混合粒度
結合度
組織
結合剤の
種類
結合剤の
細分記号
例
2
A
36
1
L
5
V
23
注a) 任意区分は,製造業者独自の記号を使用したり,又は省略することができる。
b) 必須区分は,表記区分の順番で必ず記載しなければならない記号又は数値。
5.4.2
研削材の細分記号
といしの製造業者は,研削材の種類の細分を表す場合及び2種類以上の研削材を混合して使用する場合,
研削材記号の前に製造業者独自の細分記号を付けることができる。
5.4.3
研削材の種類
といしに使用する研削材の種類は,表4による。
表4−研削材の種類
記号
研削材の種類
A
アルミナ質研削材
C
炭化けい素質研削材
Z
アルミナジルコニア質研削材
注記 研削材の種類に細分記号を付けた例を次に示す。太字は,細分記号を表す。
− アルミナ質研削材:A,2A,4A,32A,38A,HA,PA,RA,SA,TA,WAなど
− 炭化けい素質研削材:C,2C,4C,37C,39C,GCなど
− アルミナジルコニア質研削材:AZ,NZなど
5.4.4
研削材の粒度
といしに使用する研削材の粒度は,表5による。ただし,粒度を仕様で用いるときは,F又は#を省略す
ることができる。
13
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−研削材の粒度
粗粒の研削材
細粒の研削材
一般研磨用微粉
精密研磨用微粉
F4〜F220
F230〜F2000
#240〜#8000
粗目
中目
細目
微細
微細
F4
F30
F70
F230
#240
#2500
F5
F36
F80
F240
#280
#3000
F6
F40
F90
F280
#320
#4000
F7
F46
F100
F320
#360
#6000
F8
F54
F120
F360
#400
#8000
F10
F60
F150
F400
#500
−
F12
−
F180
F500
#600
F14
F220
F600
#700
F16
−
F800
#800
F20
F1000
#1000
F22
F1200
#1200
F24
F1500
#1500
F2000
#2000
研削材の粒度は,JIS R 6001による。
5.4.5
混合粒度
異なる粒度を混合した場合,粒度の最後に製造業者独自の1〜9の細分記号を付けることができる。
5.4.6
結合度
といしの結合度は,アルファベットの文字で表し,表6による。
表6−結合度
結合度記号
A
B
C
D
極端に軟らかい
E
F
G
−
大変軟らかい
H
I
J
K
軟らかい
L
M
N
O
中間
P
Q
R
S
硬い
T
U
V
W
大変硬い
X
Y
Z
−
極端に硬い
注記 “A”が最も軟らかく,“Z”が最も硬いことを意味している。
5.4.7
組織
といしの組織の表示は,数字(0〜25)で表し,表7による。ただし,マグネシア研削といしは除く。
14
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−組織
組織番号
0,1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,
24,25
注記1 数字が大きくなるほどと粒間隔が広くなる。
なお,組織番号と対応すると粒率との関係を,附属書JAに示す。
注記2 マグネシア研削といしの場合は,1S〜5Sで表し,数字が大きくなるほどと粒間隔が広く
なる。
なお,組織番号と対応すると粒率との関係を,附属書JAに示す。
5.4.8
結合剤の種類
といしに使用する結合剤の種類と関連規格との関係は,表8による。
なお,といしの製造業者は,結合剤記号の後に製造業者独自の細分記号を付けることができる。
表8−結合剤の種類
結合剤記号
結合剤の種類
関連規格(参考)
B
レジノイド及び熱硬化性結合剤
JIS R 6212,JIS R 6213,JIS R 6214,
JIS R 6216,JIS R 6217,JIS R 6218
BF
繊維補強付レジノイド及び熱硬化性結合剤
JIS R 6213,JIS R 6214
E
セラック結合剤
−
MG
マグネシア結合剤
JIS R 6216,JIS R 6218,JIS R 6219
PL
熱可塑性樹脂結合剤
−
R
ゴム結合剤
JIS R 6215,JIS R 6217
RF
繊維補強付ゴム結合剤
−
V
ビトリファイド結合剤
JIS R 6210,JIS R 6217,JIS R 6218
5.5
安全度
外径50 mm以上の研削といしの安全度(JIS R 6004参照)は,次によって判定する。
研削といし及び切断といしは,最高使用周速度で判定する。更にオフセット形研削といしは,衝撃強度
の最低値でも判定する。
a) 最高使用周速度 最高使用周速度は,次による。
1) 研削といし及び切断といし 最高使用周速度は,JIS R 6241の箇条5(最高使用周速度の決め方)
によって試験を行ったとき,JIS R 6241の表1による。
2) セグメント研削といし セグメント研削といしの最高使用周速度は,次の式による。
W
l
R
Z
N
V
×
×
×
×σ
2
1
≦
ここに,
V: セグメント研削といしの最高使用周速度(m/s)
N: 安全係数
σ: セグメント研削といしの引張強さ(MPa)
(
)
(
)
(
)
×
+
−
+
×
×
×
+
2
1
2
2
2
ν
3
ν
1
4
ω
ν
3
r
r
ρ
ρ: 1号平形研削といしの密度(kg/m3)
ω: 1号平形研削といしの破壊回転角速度
(rad/s)
ν: 1号平形研削といしのポアソン比
15
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
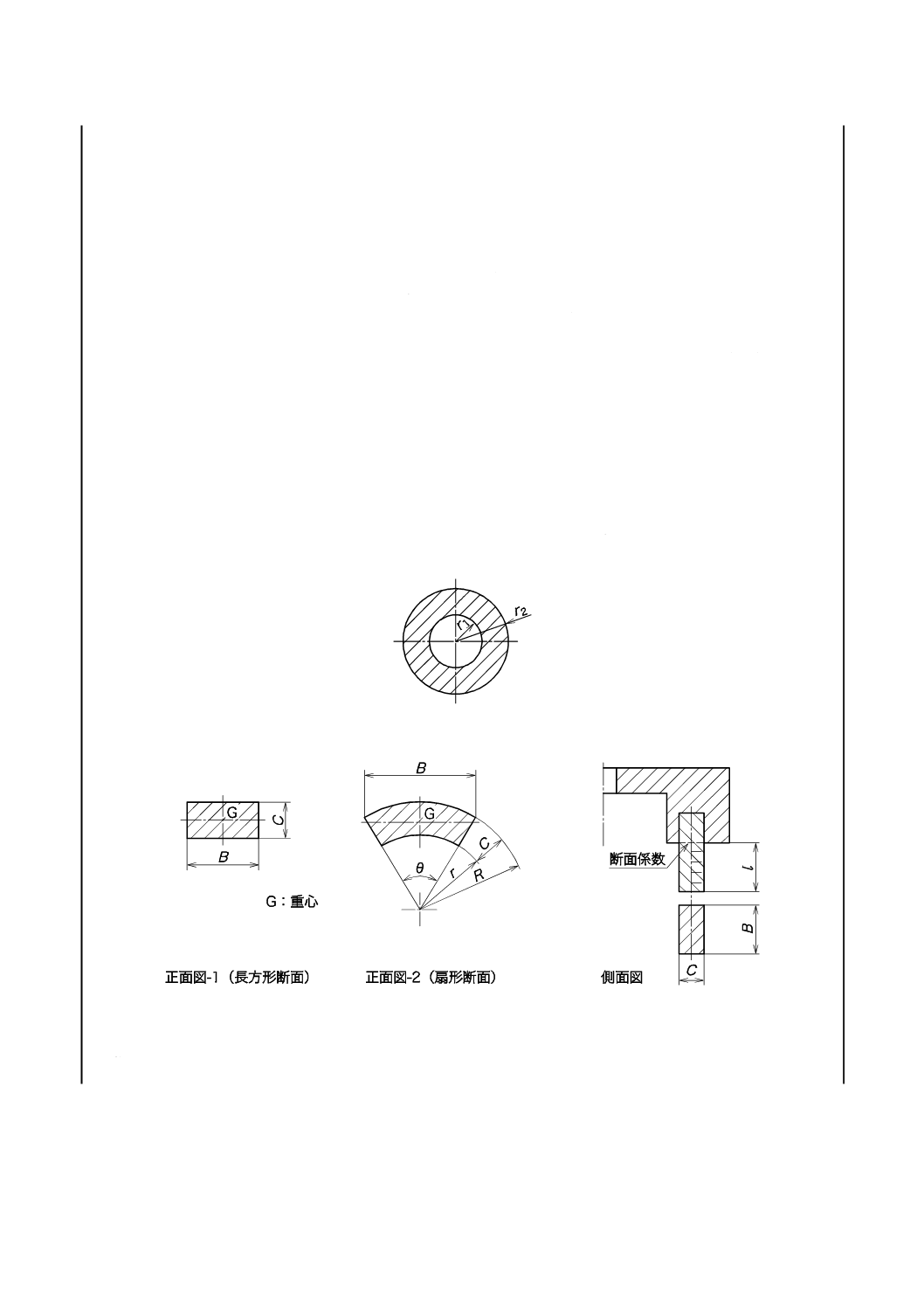
r1: 1号平形研削といしの内周半径(m)(図2
参照)
r2: 1号平形研削といしの外周半径(m)(図2
参照)
Z: 断面係数(m3)(Z=1/6×B×C2,扇形断面も実用上長方
形断面とみなしても差し支えない。図3の側面図参照)
R: セグメント研削といしの回転半径(m)(実用上外周半径
をとる。)
l: セグメント研削といしのオーバハング部の長さ(m)(l
≦1.5Cかつl≦0.05)
W: セグメント研削といしのオーバハング部の質量(kg)
− 長方形断面の場合(図3の正面図-1 参照)
W:s×l×B×C
s: セグメント研削といしの密度(kg/m3)
− 扇形断面の場合(図3の正面図-2 参照)
W:s×l×(R2−r2)×θ/2
R: セグメント研削といしを組んだときの外
周半径(m)
r: セグメント研削といしを組んだときの内
周半径(m)
θ: 扇形の角度(rad)
図2−1号平形研削といしの形状
図3−セグメントといしの形状
3) 安全係数 といしのうち,研削といし及び切断といしの安全係数は,表9による。
16
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表9−安全係数
研削といし及び切断といしの種類
安全係数a)
普通速度で機械研削(粗研削b)を除く。)に使用される研削といし及び切断といし。
1.8以上
普通速度で使用される研削といし及び切断といしで,自由研削用及び粗研削用のもの。
普通速度以外の速度(高速度)で使用される研削といし及び切断といしで,機械研削(粗
研削を除く。)用のもの並びに自由研削用のもの及び粗研削用のもの。
2.0以上
注a) 安全係数=破壊回転周速度/最高使用周速度
b) 粗研削とは,スラブ,ビレットなどのきず取りを行う超重研削をいう。
b) 衝撃強度 オフセット形研削といし(ただし,弾性といしを除く。)の衝撃強度は,0.029 7 J/mm2以上
とする。衝撃強度は,次の式によって求める。
T
L
E
IS
×
=
ここに,
IS: 衝撃強度(J/mm2)
E: JIS R 6240の4.5.3で求めた衝撃吸収エネルギー(J)
L: 破断面の弦の長さ(mm)
2
2
2
B
R
L
−
=
T: 試験といしの厚さ(mm)
R: 試験といしの半径(mm)
B: JIS R 6240の4.5.3に規定するB寸法(mm)
6
製品の呼び方及び表示
6.1
製品の呼び方
といしの製品の呼び方は,次による。
a) JIS R 6211の関係する部編成の中から,該当するといしに従ったといしの呼び方
b) JIS R 6211-1〜JIS R 6211-16のうち,相当する規格番号
c) 関係する寸法規格JIS R 6211-1〜JIS R 6211-16に規定する形状番号
d) 縁形を付けることができるといし形状の中で,必要な場合には,4.2による縁形記号
e) 呼び寸法(表2参照)
f)
仕様(5.4.1参照)
g) 最高使用周速度[5.5 a)参照]
6.2
表示
6.2.1
一般
製品及び包装の表示の目的は,正しく保管及び取扱いし,機械に正しい方法で取り付け,安全に使用し
てもらうために,といしを特定するために必要な情報を,使用者に提供することである。また,表示はと
いしの使用者の国の表示方法に従わなければならない。
6.2.2
製品への表示
といしには,次のa)〜e) の事項を明瞭に表示する。ただし,外径が75 mm未満のといしは,最小包装
単位ごとに表示することができる。
a) 規格番号
b) 結合剤の種類及び細分記号(細分記号は,5.4.8を参照)
c) 最高使用周速度(最高使用回転数を併記してもよい。)
17
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 製造業者名又はその略号
e) トレーサビリティコード(製品追跡調査用番号,製造番号で代用できる。)
6.2.3
包装への表示
1包装ごとに次のa)〜l) の事項を明瞭に表示する。
なお,d)〜h) は,この順序に記載しなければならない。
a) 規格番号
b) 形状(縁形を併記してもよい。)
c) 寸法(単位はmm)
d) 研削材の種類,又は細分記号及び種類(研削材の細分記号は,5.4.2及び5.4.3を参照)
e) 研削材の粒度及び混合粒度記号(混合粒度の記号は,5.4.5を参照)
f)
結合度
g) 組織
h) 結合剤の種類及び細分記号(細分記号は,5.4.8を参照)
i)
最高使用周速度
j)
製造業者名又はその略号
k) 製造番号
l)
製造年月又はその略号
例 形状:1号
縁形:D
寸法:外径205 mm,厚さ19 mm,孔径19.05 mm
研削材の種類,又は細分記号及び種類:A
研削材の粒度:F36
結合度:K
組織:7
結合剤の種類及び細分記号:V23
最高使用周速度:33 m/s
製造業者名:○○○KK
製造番号:第×××号
製造年月:20××年××月
上記の内容の研削といしであれば,次のように表示することができる。
製品への表示例:
JIS R 6210,V23,33 m/s,○○○KK,第×××号
包装への表示例:
JIS R 6210,1号,D,205×19×19.05,A,36,K,7,V23,33 m/s
○○○KK,第×××号,20××.××
18
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
組織番号とと
.
粒率との関係
JA.1 概要
この附属書は,といしの組織番号とと
.
粒率との関係について記載するものであって,規定の一部ではな
い。
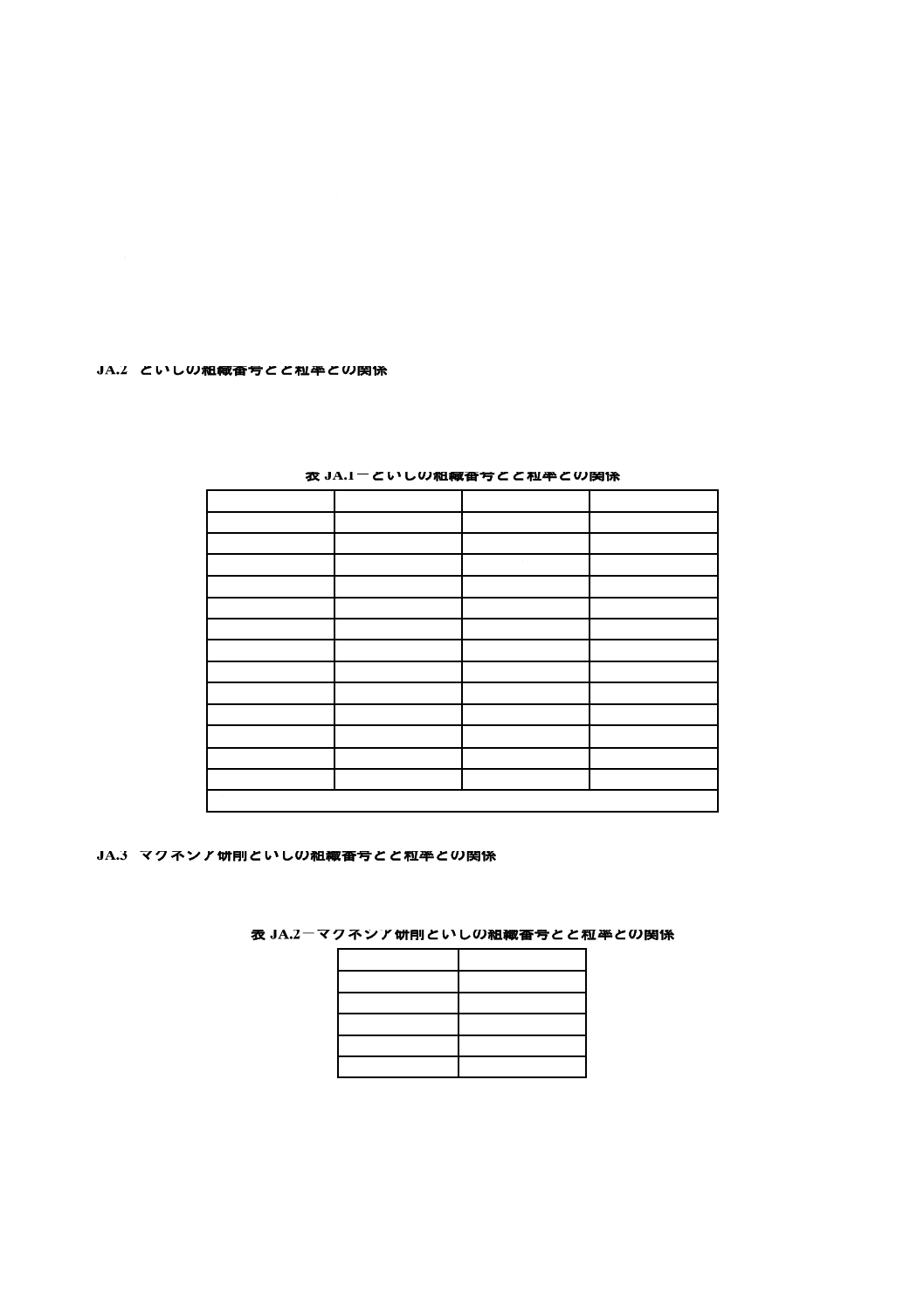
JA.2 といしの組織番号とと.粒率との関係
といし(ただし,マグネシア研削といしは除く。)の組織番号と対応すると粒率との関係を,表JA.1に
示す。
表JA.1−といしの組織番号とと.粒率との関係
組織番号
と粒率 %
組織番号
と粒率 %
0
62
13
36
1
60
14
34
2
58
15
32
3
56
16
30
4
54
17
28
5
52
18
26
6
50
19
24
7
48
20
22
8
46
21
20
9
44
22
18
10
42
23
16
11
40
24
14
12
38
25
12
注記 と粒率の許容差は±1.5 %
JA.3 マグネシア研削といしの組織番号とと.粒率との関係
マグネシア研削といしの組織番号と対応すると粒率との関係を,表JA.2に示す。
表JA.2−マグネシア研削といしの組織番号とと.粒率との関係
組織番号
と粒率 %
1S
50〜59
2S
40〜49
3S
30〜39
4S
20〜29
5S
10〜19
19
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
JIS R 6004 研削材及び研磨材,といし並びに研磨布紙−用語及び記号
JIS R 6210 ビトリファイド研削といし
JIS R 6211-1 といし−寸法−第1部:円筒研削用研削といし
注記 対応国際規格:ISO 603-1:1999,Bonded abrasive products−Dimensions−Part 1: Grinding wheels for
external cylindrical grinding between centres(MOD)
JIS R 6211-2 といし−寸法−第2部:外面心無し研削用研削といし
注記 対応国際規格:ISO 603-2:1999,Bonded abrasive products−Dimensions−Part 2: Grinding wheels for
centreless external cylindrical grinding(MOD)
JIS R 6211-3 といし−寸法−第3部:内面研削用研削といし
注記 対応国際規格:ISO 603-3:1999,Bonded abrasive products−Dimensions−Part 3: Grinding wheels for
internal cylindrical grinding(MOD)
JIS R 6211-4 といし−寸法−第4部:横軸平面研削用研削といし
注記 対応国際規格:ISO 603-4:1999,Bonded abrasive products−Dimensions−Part 4: Grinding wheels for
surface grinding/peripheral grinding(MOD)
JIS R 6211-5 といし−寸法−第5部:立軸平面研削用及び対向二軸平面研削用研削といし
注記 対応国際規格:ISO 603-5:1999,Bonded abrasive products−Dimensions−Part 5: Grinding wheels for
surface grinding/face grinding(MOD)
JIS R 6211-6 といし−寸法−第6部:工具研削用研削といし
注記 対応国際規格:ISO 603-6:1999,Bonded abrasive products−Dimensions−Part 6: Grinding wheels for
tool and tool room grinding(MOD)
JIS R 6211-7 といし−寸法−第7部:卓上及び床上グラインダにおける一般用研削といし
注記 対応国際規格:ISO 603-7:1999,Bonded abrasive products−Dimensions−Part 7: Grinding wheels for
manually guided grinding(MOD)
JIS R 6211-8 といし−寸法−第8部:ばり取り及びきず取り用研削といし
注記 対応国際規格:ISO 603-8:1999,Bonded abrasive products−Dimensions−Part 8: Grinding wheels for
deburring and fettling/snagging(MOD)
JIS R 6211-9 といし−寸法−第9部:超重研削用研削といし
注記 対応国際規格:ISO 603-9:1999,Bonded abrasive products−Dimensions−Part 9: Grinding wheels for
high-pressure grinding(MOD)
JIS R 6211-10 といし−寸法−第10部:ホーニングといし及び超仕上げといし
注記 対応国際規格:ISO 603-10:1999,Bonded abrasive products−Dimensions−Part 10: Stones for honing
and superfinishings(MOD)
JIS R 6211-11 といし−寸法−第11部:手研ぎといし
注記 対応国際規格:ISO 603-11:1999,Bonded abrasive products−Dimensions−Part 11: Hand finishing
sticks(MOD)
JIS R 6211-12 といし−寸法−第12部:ストレートグラインダにおけるばり取り用研削といし
注記 対応国際規格:ISO 603-12:1999,Bonded abrasive products−Dimensions−Part 12: Grinding wheels
20
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
for deburring and fettling on a straight grinder(MOD)
JIS R 6211-13 といし−寸法−第13部:バーチカルグラインダにおけるばり取り用研削といし
注記 対応国際規格:ISO 603-13:1999,Bonded abrasive products−Dimensions−Part 13: Grinding wheels
for deburring and fettling on a vertical grinder(MOD)
JIS R 6211-14 といし−寸法−第14部:アングルグラインダにおけるばり取り及びきず取り用研削とい
し
注記 対応国際規格:ISO 603-14:1999,Bonded abrasive products−Dimensions−Part 14: Grinding wheels
for deburring and fettling/snagging on an angle grinder(MOD)
JIS R 6211-15 といし−寸法−第15部:定置型又は可搬型切断機における切断といし
注記 対応国際規格:ISO 603-15:1999,Bonded abrasive products−Dimensions−Part 15: Grinding wheels
for cutting-off on stationary or mobile cutting-off machines(MOD)
JIS R 6211-16 といし−寸法−第16部:手持式切断機における切断といし
注記 対応国際規格:ISO 603-16:1999,Bonded abrasive products−Dimensions−Part 16: Grinding wheels
for cutting-off on hand held power tools(MOD)
JIS R 6212 レジノイド研削といし
JIS R 6213 レジノイドオフセット研削といし
JIS R 6214 レジノイド切断といし
JIS R 6215 ゴム切断といし
JIS R 6216 ナット付ディスク形及びナット付リング形研削といし
JIS R 6217 軸付といし
JIS R 6218 セグメント研削といし
JIS R 6219 マグネシア研削といし
研削盤等構造規格(昭和46年労働省告示第8号)
21
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
JIS R 6242:2015 といし−一般的要求事項
ISO 525:2013,Bonded abrasive products−General requirements
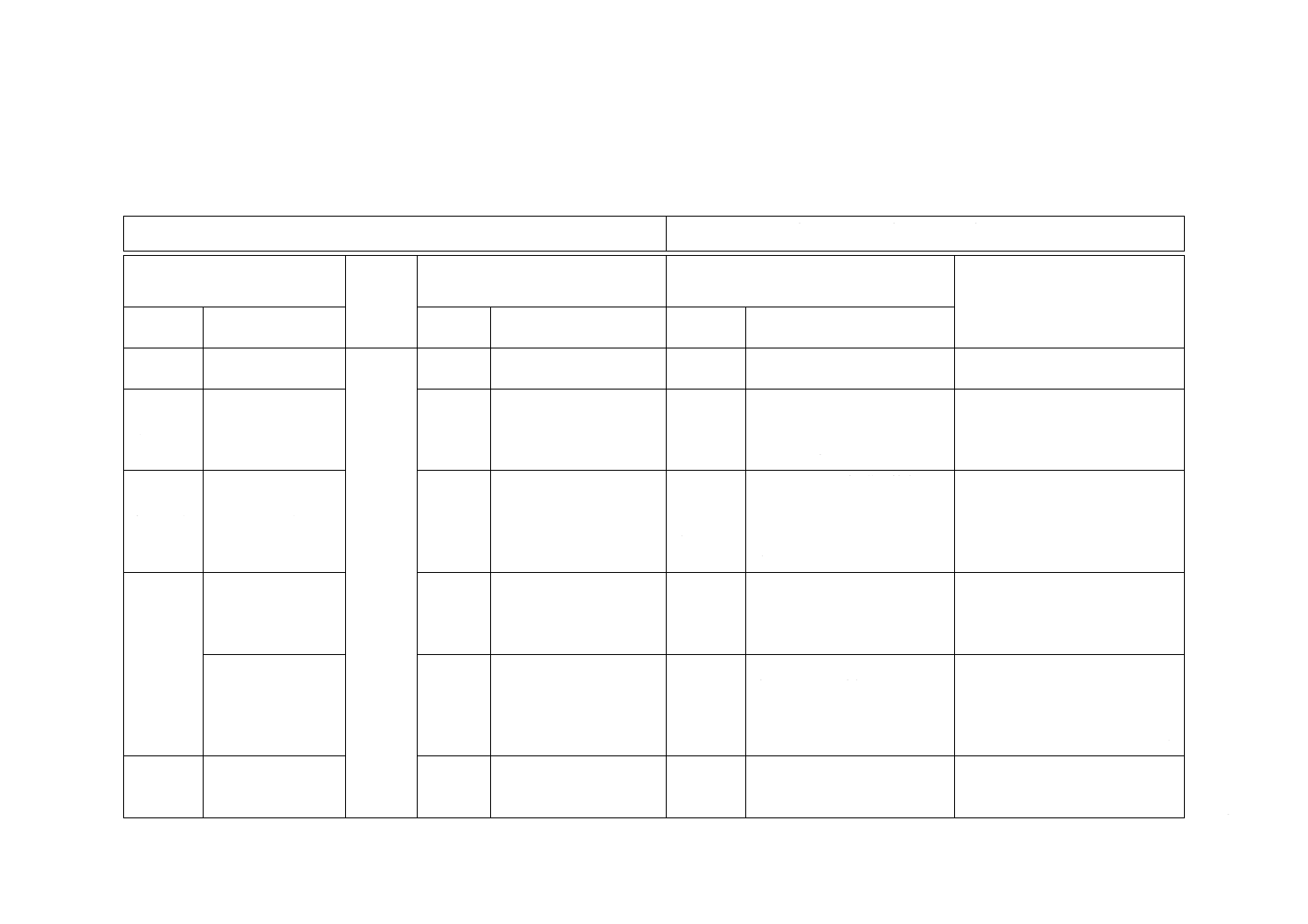
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規
格
2
3 用語,定
義及び記
号
用語“呼び寸法”の
定義,並びに寸法を
表す記号及びその
意味を規定。
3
JISにほぼ同じ。
追加
JIS R 6211規格群と整合させ
るため“呼び寸法”を定義
寸法記号D1,D2,H1,L0,L3
及びYを追加
次回ISO改正時に追加を提案する
予定
4 形状記
号の呼び
方及び縁
形
といしの形状及び
研削といしの外周
部に付ける縁形を
規定。
4
JISにほぼ同じ。
追加
追加
JIS R 6211規格群と整合させ
るため,31号,54号及び90
号に細分記号を追加
国内で使用している縁形Aを
追加
次回ISO改正時に追加を提案する
予定
5 要求事
項
仕様として,研削
材,混合粒度,結合
度,組織及び結合剤
を規定。
5.4
JISにほぼ同じ。
組織及び気孔率として0
〜99で規定
追加
変更
研削材の細分記号,研削材の粒
度に“精密研磨用微粉”を追加
組織は0〜25としてと粒率を
規定
我が国独自の仕様をISO規格と併
せて活用するため
安全度として,最高
使用周速度及び衝
撃強度を規定。
−
−
追加
ISO規格には,安全に関する規
定がないので追加
強制規格のため,ここに規定する。
セグメントといしの最高使用周速
度の計算式は,次回の改正時にJIS
R 6241に,衝撃強度の計算式は,
同様にJIS R 6240に移動する予定
6 製品の
呼び方及
び表示
製品の呼び方及び
表示の仕方を規定。
6
製品の表示だけ規定して
いる。
追加
製品の呼び方を追加
ISO規格より,より国内に適応
した規定にした。
ISO規格に,消費国内の法及び慣
習に従わなければならないとして
いる
2
R
6
2
4
2
:
2
0
1
5
22
R 6242:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JISと国際規格との対応の程度の全体評価:ISO 525:2013,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
R
6
2
4
2
:
2
0
1
5