2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 6011-1991
研磨布紙用研磨材の粗粒の
粒度試験方法
Testing method for grain size of coated abrasive macrogrits (P12〜P220)
1. 適用範囲 この規格は,研磨布紙用研磨材及び研磨布紙製品からの回収研磨材のうち粗粒 (P12〜
P220) の粒度の試験方法について規定する。
備考 この規格の引用規格を,次に示す。
JIS R 6003 研摩材のサンプリング方法
JIS Z 8801 標準ふるい
2. 装置,器具及びマスターグリット
2.1
試験機 衝動数156回/分,回転数290回/分のロータップ試験機を用いる。
2.2
ふるい JIS Z 8801に規定する標準網ふるいの内枠の寸法が200mm,深さ45mmで,附属書1に定
められた許容範囲のものを用いる。
2.3
はかり ひょう量100g以上,感量0.1g以上のはかりを用いる。
2.4
タイマー ロータップ試験機に接続して,5分間作動し,±5秒の精度のものを用いる。
2.5
マスターグリット マスターグリットは各粒度ごとに用意され,それぞれ基準値を与えたもので,
粒度試験の補正用に使用される。
参考 マスターグリットは,ドイツ連邦共和国の連邦材料試験機関 研削製品材料部 (M. P. A.) で,基
準値を与えたものである。
これらのマスターグリットは次から購入できる。
Staatliche Materialprufungsanstalt Abteilung Schleifmitel Grafenstrasse 2,D-6100 Darmstadt
(Germany, F. R.)
3. 試料 試料はJIS R 6003によって採取し,105±5℃で1時間乾燥し,デシケーター中で室温まで冷却
したものを用いる。
4. 操作
4.1
ふるい分け試験 ふるい分け試験は,次による。
(1) 試料は原則として100gを0.1gまで正しく量り採る。ただし,回収研磨材の試料については20g以上
100gまで任意の質量を量り採る。
(2) 試験機に標準ふるいを,ふるい目の開きの小さいものから順に受け皿の上に重ねる。
(3) 試料を1段目の標準ふるいに入れ,試験機で5分間振とうする。
2
R 6011-1991
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(4) 各々の標準ふるい及び受け皿の上の試料の質量を0.1gまで量る。ただし,試料の合計が1%以上減量
した場合は再試験を行う。
(5) ふるい分けた試料の網上量Q1, Q2, Q3, Q4, Q5及び網下量△Qを計算する。
4.2
補正操作 補正操作は,原則として表1に従って次のとおり行うことを原則とする。
(1) 欄(1)に使用する標準ふるいの目開きを記載する。
(2) 欄(2)にマスターグリットの基準値を記載する。
(3) 4.1の方法でマスターグリットを使用する標準ふるいでふるい分け,その値を欄(3)に記載する。ただ
し,マスターグリットの使用量は,(5)でふるい分ける試料と同量とする。
(4) 欄(3)から欄(2)の値を,差し引いて得られた補正値を各段ごとにその値を欄(4)に記載する。
(5) 4.1の方法で使用する標準ふるいで試料をふるい分け,その値を欄(5)に記載する。
(6) 欄(5)の値から欄(4)の値を,差し引いて得られた補正値を各段ごとに欄(6)に記載する。
(7) 表2の規格値を欄(7)に記載する。参考に粗粒の試験結果の例を示す。
5. 報告 欄(6)の値と欄(7)の規格値によって粒度の適合を判定し,報告する。
3
R
6
0
11
-1
9
9
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 試験結果の記録表
使用する標
準ふるいの
目開き
マスターグ
リットの基
準値
使用する標
準ふるいで
マスターグ
リットをふ
るい分けた
結果
欄(3)から欄
(2)を差し引
いて得られ
た補正値
欄(3)に使用
した標準ふ
るいで試料
をふるい分
けた結果
欄(5)から欄
(4)の値を差
し引いて得
られた補正
値
表2の
規格値
備考
mm
μm
%
%
%
%
%
%
(1)
(2)
(3)
(4)
[=(3)−(2)]
(5)
(6)
[=(5)−(4)]
(7)
(8)
1
2
3
4
5
受け皿
日付: 試験者:
4
R
6
0
11
-1
9
9
1
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 粗粒 (P12〜P220) の粒度分布
粒度
1段網上量
1+2段累積網上量
1+2+3段累積
網上量
1+2+3+4段累積
網上量
1+2+3+4+5段累積
網上量
5段ふ
るいの
網下量
∆Q
1段ふる
いの目開
き
Q1
2段ふる
いの目開
き
Q2
3段ふる
いの目開
き
Q3
4段ふる
いの目開
き
Q4
5段ふる
いの目開
き
Q5
mm
μm
%
mm
μm
%
mm
μm
%
mm
μm
%
mm
μm
%
%
P12
3.35
−
0
2.36
−
1以下
2.00
−
14±4
1.70
−
61±9
1.40
−
92以上 8以下
P16
2.36
−
0
1.70
−
3以下
1.40
−
26±6
1.18
−
75±9
1.00
−
96以上 4以下
P20
1.70
−
0
1.18
−
7以下
1.00
−
42±8
−
850
86±6
−
710
96以上 4以下
P24
1.40
−
0
1.00
−
1以下
−
850
14±4
−
710
61±9
−
600
92以上 8以下
P30
1.18
−
0
−
850
1以下
−
710
14±4
−
600
61±9
−
500
92以上 8以下
P36
1.00
−
0
−
710
1以下
−
600
14±4
−
500
61±9
−
425
92以上 8以下
P40
−
710
0
−
500
7以下
−
425
42±8
−
355
86±6
−
300
96以上 4以下
P50
−
600
0
−
425
3以下
−
355
26±6
−
300
75±9
−
250
96以上 4以下
P60
−
500
0
−
355
1以下
−
300
14±4
−
250
61±9
−
212
92以上 8以下
P80
−
355
0
−
250
3以下
−
212
26±6
−
180
75±9
−
150
96以上 4以下
P100
−
300
0
−
212
1以下
−
180
14±4
−
150
61±9
−
125
92以上 8以下
P120
−
212
0
−
150
7以下
−
125
42±8
−
106
86±6
−
90
96以上 4以下
P150
−
180
0
−
125
3以下
−
106
26±6
−
90
75±9
−
75
96以上 4以下
P180
−
150
0
−
106
2以下
−
90
15±5
−
75
62±12
−
63
90以上 10以下
P220
−
125
0
−
90
2以下
−
75
15±5
−
63
62±12
−
53
90以上 10以下
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1 標準ふるいの目開きの検定
1. 検定方法 同じ目開き寸法の標準ふるいでも,そのふるい分け結果にそれぞれ偏りがでる。偏りを補
正するためマスターグリットを用いて(1)〜(4)によって標準ふるいの目開きを検定する。
(1) 検定する標準ふるいが,3段目にセットできる粒度のマスターグリットを用意し,本体4.1によって,
ふるい分け試験を行う。ただし,この場合,1段,2段の標準ふるいは,あらかじめ許容範囲内になけ
ればならない。
(2) ふるい分け試験による網上量Q3の値が,本体表2の許容量の1.5倍以内を許容範囲内とする。
(3) 3段の標準ふるいとして使用できない場合は,4段目で検定する。この場合,1段,2段及び3段の標
準ふるいは,許容範囲内になければならない。
(4) 3.35mm, 2.36mm及び53μmの標準ふるいは,JIS Z 8801によって検定する。ただし,1段及び2段の
標準ふるいが,3.35mm, 2.36mmより細かい目開きから始まる標準ふるいセットの場合は,その標準ふ
るいセットの中で粗い目開きの標準ふるい2個については,JIS Z 8801によって検定する。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
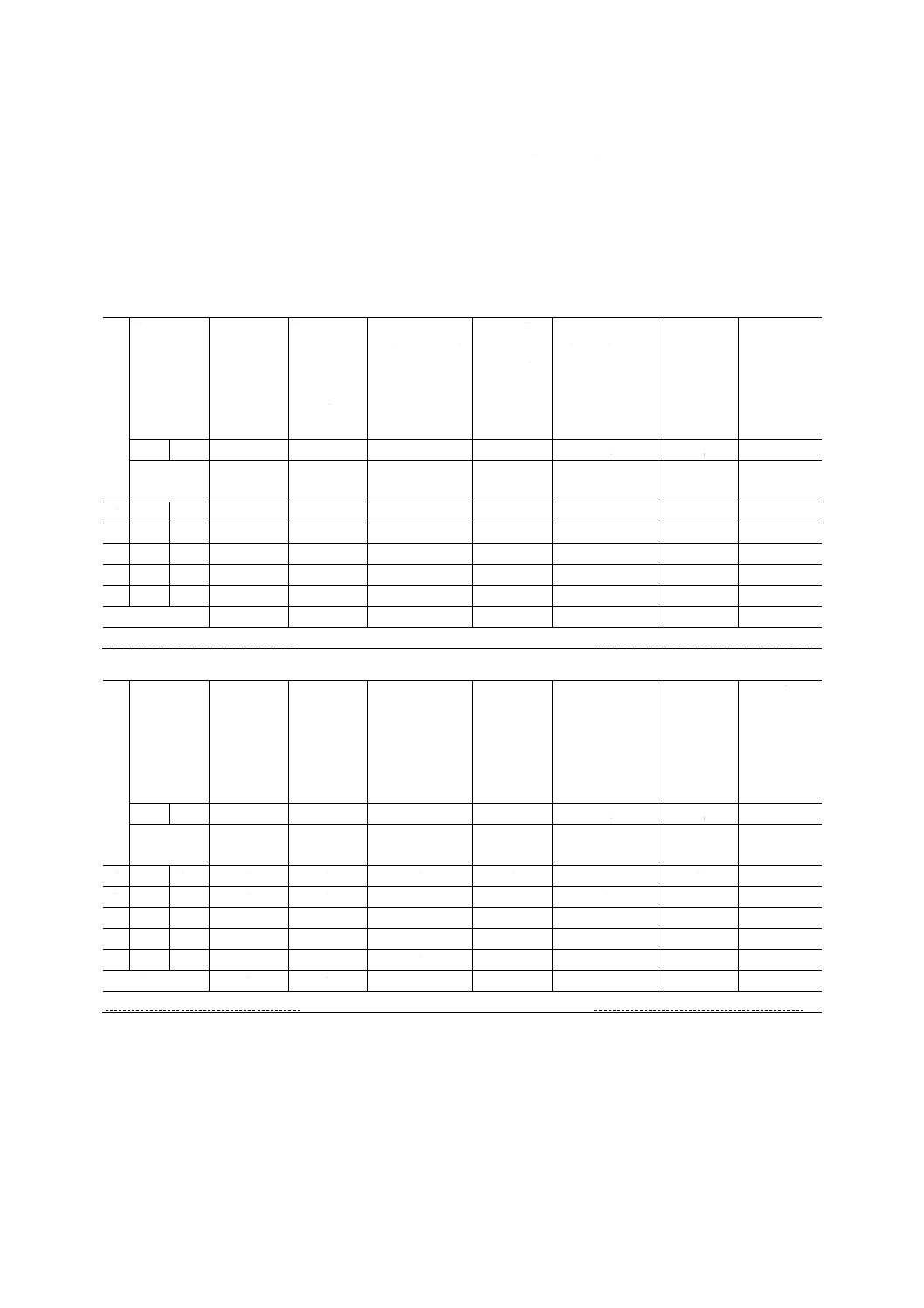
参考 粗粒の粒度試験結果の例
アルミナ質研削材の粒度P80の試料を二つの異なった標準ふるいセットAとBで試験した結果。
A及びBにより,異なったセットの標準ふるいを使用しているにもかかわらず,試料がこの規格に合格
していることを示している。
A 標準ふるいセットAによる粒度試験結果
使用する標
準ふるいの
目開き
マスターグ
リットの基
準値
使用する標
準ふるいで
マスターグ
リットをふ
るい分けた
結果
欄(3)から欄(2)
を差し引いて得
られた補正値
欄(3)に使用
した標準ふ
るいで試料
をふるい分
けた結果
欄(5)から欄(4)
の値を差し引い
て得られた補正
値
本体表2の
規格値
備考
mm
μm
%
%
%
%
%
%
(1)
(2)
(3)
(4)
[=(3)−(2)]
(5)
(6)
[=(5)−(4)]
(7)
(8)
1
355
0
0
0
0
0
0
2
250
1
4
+3
4
1
3以下
3
212
24.5
27
+2.5
31
28.5
20〜32
4
180
77.5
86
+8.5
88
79.5
66〜84
5
150
98
98
0
98
98
90以上
受け皿
2
2
0
2
2
4以下
日付: 試験者:
B 標準ふるいセットBによる粒度試験結果
使用する標
準ふるいの
目開き
マスターグ
リットの基
準値
使用する標
準ふるいで
マスターグ
リットをふ
るい分けた
結果
欄(3)から欄(2)
を差し引いて得
られた補正値
欄(3)に使用
した標準ふ
るいで試料
をふるい分
けた結果
欄(5)から欄(4)
の値を差し引い
て得られた補正
値
本体表2の
規格値
備考
mm
μm
%
%
%
%
%
%
(1)
(2)
(3)
(4)
[=(3)−(2)]
(5)
(6)
[=(5)−(4)]
(7)
(8)
1
355
0
0
0
0
0
0
2
250
1
1
0
1
1
3以下
3
212
24.5
22
−2.5
25
27.5
20〜32
4
180
77.5
81
+3.5
83
79.5
66〜84
5
150
98
98
0
98
98
96以上
受け皿
2
2
0
2
2
4以下
日付: 試験者:
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
研磨布紙用粒度規格原案作成委員会 委員構成表
氏名
所属
(委員長)
遠 藤 幸 雄
社団法人日本セラミックス協会
木 村 脩 七
東京工業大学工学部
桑 原 好 孝
名古屋工業技術試験所セラミックス基礎部
田 中 正 躬
通商産業省生活産業局
細 川 幹 夫
工業技術院標準部
池 田 順 一
財団法人日本規格協会
永 戸 泰 三
日本コーテッドアブレーシブ株式会社
園 部 英 哲
三共理化学株式会社
植 木 正 義
株式会社光陽社商品開発室
中 村 仲 次
永塚工業株式会社製造部
鈴 木 睦 郎
研磨布紙協会
川 村 隆 宏
昭和電工株式会社セラミックス事業部
嶋 田 脩 造
太平洋ランダム株式会社
久 保 昌 昭
不二見研磨材工業株式会社
飯 田 豊 彦
南興研磨材工業株式会社
猪 野 時 雄
研削材工業協会
落 合 哲 夫
日本カーリット株式会社製造部
小 池 慶 司
信濃電気製錬株式会社
玉 巻 雅 弘
日本研磨材工業株式会社
粟 田 熙
日本軽金属株式会社
藤 村 勝 広
屋久島電工株式会社
川 沢 直 通
宇治電化学工業株式会社開発部
佐 藤 完 司
昭和電工株式会社