R 6003 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS R 6003 : 1973は改正され,この規格に置き換えられる。
今回の改正では,研磨材のサンプリング方法に関する規定について,対応国際規格との整合を図った。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 6003 : 1998
研磨材のサンプリング方法
Method for sampling of abrasive grains
序文 この規格は,1993年に第1版として発行されたISO 9138, Abrasive grains−Sampling and splittingが
規定している研磨材のサンプリング方法について,その技術的内容を変更することなく採用した日本工業
規格であるが,対応国際規格には規定されていないサンプル採取器具についても日本工業規格として追加
している。
なお,この規格で点線の下線を施してある箇所は,対応国際規格には規定されていない事項である。
1. 適用範囲 この規格は,研磨材の1ロットの平均品質を決定するためのサンプリング方法及び試料調
製方法について規定する。
備考1. この規格に定めていない事項は,JIS M 8100を準用する。
2. この規格の対応国際規格を,次に示す。
ISO 9138 : 1993 Abrasive grains−Sampling and splitting
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS M 8100 粉塊混合物−サンプリング方法通則
JIS R 6001 研削といし用研磨材の粒度
JIS R 6010 研磨布紙用研磨材の粒度
JIS R 6111 人造研削材
3. サンプリング方法
3.1
インクリメントの採り方 インクリメントの大きさは,JIS R 6001又はJIS R 6010に定める粗粒は
200g以上,微粉は20g以上とし,表1のインクリメントの数をロットからランダムに採取する。
表1 インクリメントの数
ロットの大きさ(トン)
インクリメントの数
0.1 未満
6以上
0.1 以上 0.3 未満
8以上
0.3 以上 1 未満
10以上
1 以上 3 未満
12以上
3 以上10 未満
14以上
10 以上30 以下
16以上
3.2
インクリメントの採取器具
2
R 6003 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
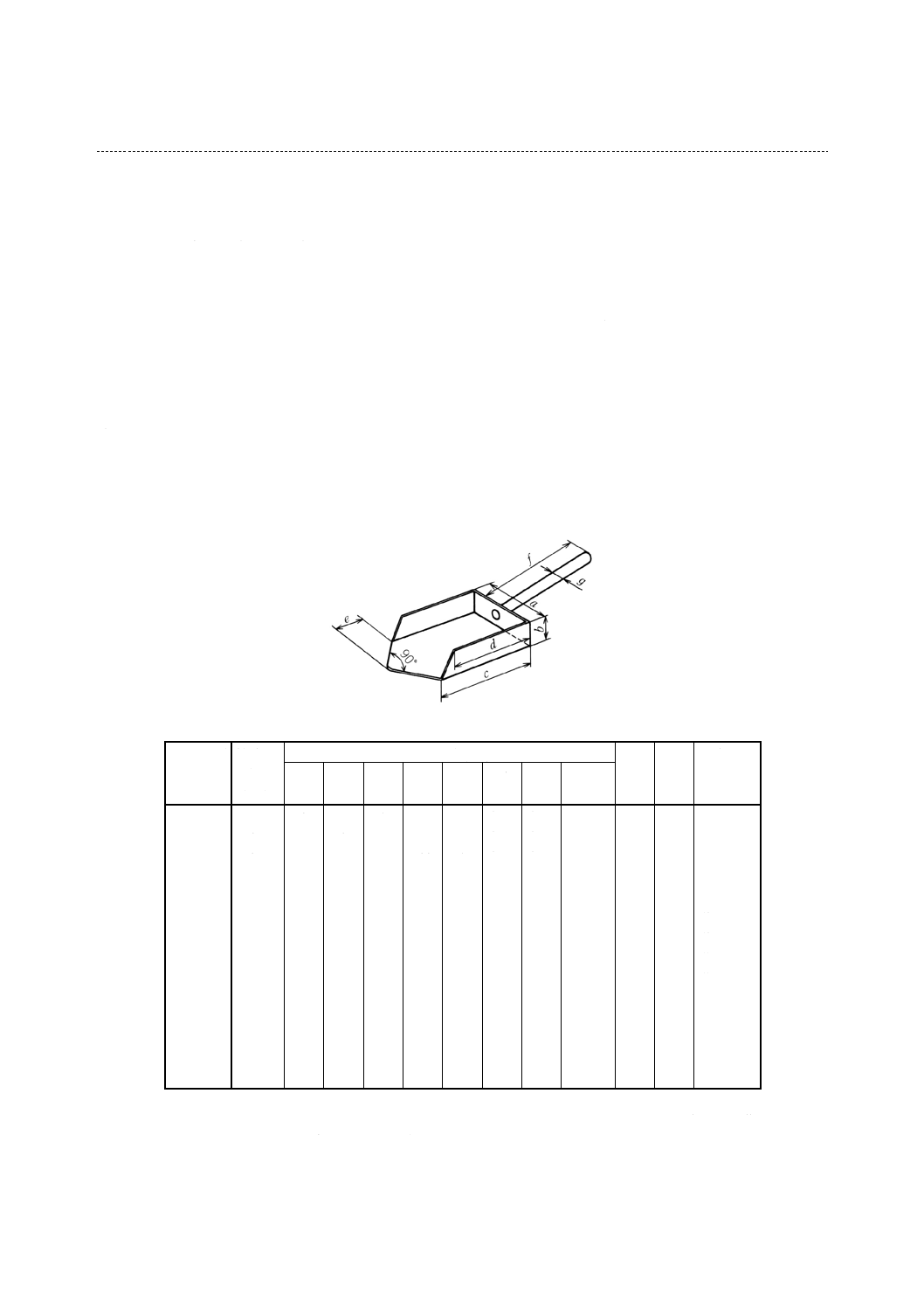
3.2.1
スコップ スコップを使ってインクリメントを採取する場合には,原則として表2に定めるスコッ
プ番号のうち,粗粒は10,微粉は1を用いる。
備考 表2以外の採取器具を用いる場合は,表2の表の容量以上のものを用いることとし,偏りのな
いことを実験によって確かめる。
3.2.2
サンプリングチューブ サンプリングチューブを使ってインクリメントを採取する場合には,次に
よる。
a) サンプリングチューブは,内径約25mm,長さ約800mmの継ぎ目のない鋼管で,一端がとが(尖)っ
ており,他端にT字型のハンドルの付いたもので,長さ方向の一直線上に50mm間隔のあな(孔)の
あいたものを用いる。あなの直径は,F20, P20以細の粒度に対しては10mmとし,F16, P16以粗の粒
度に対しては25mmとするのがよい。別のタイプのサンプリングチューブとして,同じ形状の鋼管で,
幅約25mmのスリットをもつものを使うこともできる。
b) サンプリングチューブを水平に対して45°の角度で,あな又はスリットを下に向けて容器に差し込み,
180°回転させてチューブにサンプルを満たしたら,引き抜いてサンプルを取り出す。この操作を必要
な量のサンプルが得られるまで繰り返す。
表2 インクリメント採取用スコップ(1)
注(1) JIS M 8100を参考にした。
スコップ
番号
最大粒
子径
(mm)
スコップ (mm)
a/c
b/c
容量
(ml)
a
b
c
d
e
f
g
材料の
厚さ
0.25
0.25
15
10
15
12
0 適宜 適宜
0.3
1.0
0.67
約
2
1
1
30
15
30
20
12 適宜 適宜
0.5
1.0
0.50
約
15
3
3
40
25
40
30
15 適宜 適宜
0.5
1.0
0.62
約
40
5
5
50
30
50
40
20 適宜 適宜
1
1.0
0.60
約
75
10
10
60
35
60
50
25 適宜 適宜
1
1.0
0.58
約
125
15
15
70
40
70
60
30 適宜 適宜
2
1.0
0.57
約
200
20
20
80
45
80
70
35 適宜 適宜
2
1.0
0.56
約
300
30
30
90
50
90
80
40 適宜 適宜
2
1.0
0.56
約
400
40
40
110
65
110
95
50 適宜 適宜
2
1.0
0.59
約
790
50
50
150
75
150
130
65 適宜 適宜
2
1.0
0.50
約 1 700
75
75
200
100
200
170
80 適宜 適宜
2
1.0
0.50
約 4 000
100
100
250
110
250
220
100 適宜 適宜
2
1.0
0.44
約 7 000
125
125
300
120
300
250
120 適宜 適宜
2
1.0
0.40
約 10 000
150
150
350
140
350
300
140 適宜 適宜
2
1.0
0.40
約 16 000
備考1. スコップは,表の寸法より一番下げてもほとんど偏りは入らない。
2. インクリメント縮分用に図のスコップを用いるときにはe=0, すなわち,先を切り落
としたスコップの番号にRを付ける。
3. スコップ番号0.25は,インクリメント縮分以外に使ってはならない。
3
R 6003 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3
大口試料の作り方 表1によるインクリメントを集めて大口試料とする。
4. 試料調製方法
4.1
縮分方法
a) 大口試料を混合して容器に入れ,均一に二分器に落下させて2分割する。いずれか一方をランダムに
選び,2分割を繰り返して調製試料とする。
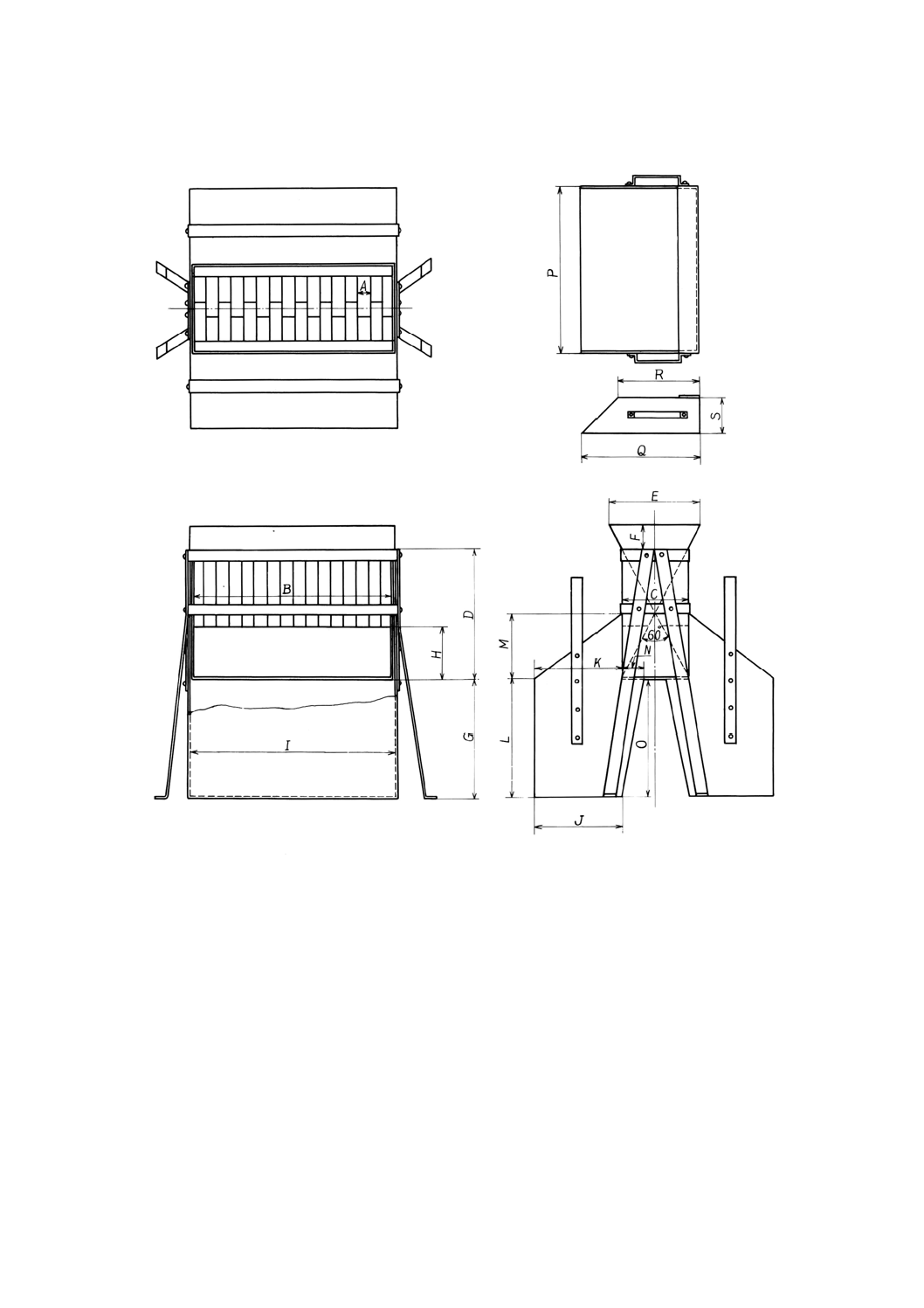
b) 二分器は,表3に定める種類のうち,粗粒は10号,微粉は6号を用いるのがよい。
備考1. 二分器の内面は平滑であって,さびの生じたものは使ってはならない。
2. 試料受器は,二分器出口にぴったり合い,試料が飛散しないような構造でなければならない。
3. 二分器の使用に当たっては,目の詰まり,試料容器のふり方のくせなどに注意しなければな
らない。
c) 調製試料は,粗粒は200g以上,微粉は20g以上とし,変質するおそれのない容器に収めて封印する。
d) 調製試料は,渡し主用,受け主用,審判用,保存用などの4個以上とするのがよい。
4.2
試料の兼用と重用
a) 3.1によって用意した調製試料は,JIS R 6111のすべての特性の測定に兼用することができる。
b) 粗粒のかさ密度の測定に用いた試料を,他の特性の測定に重用することができる。
c) 微粉の場合は,試料を重用してはならない。
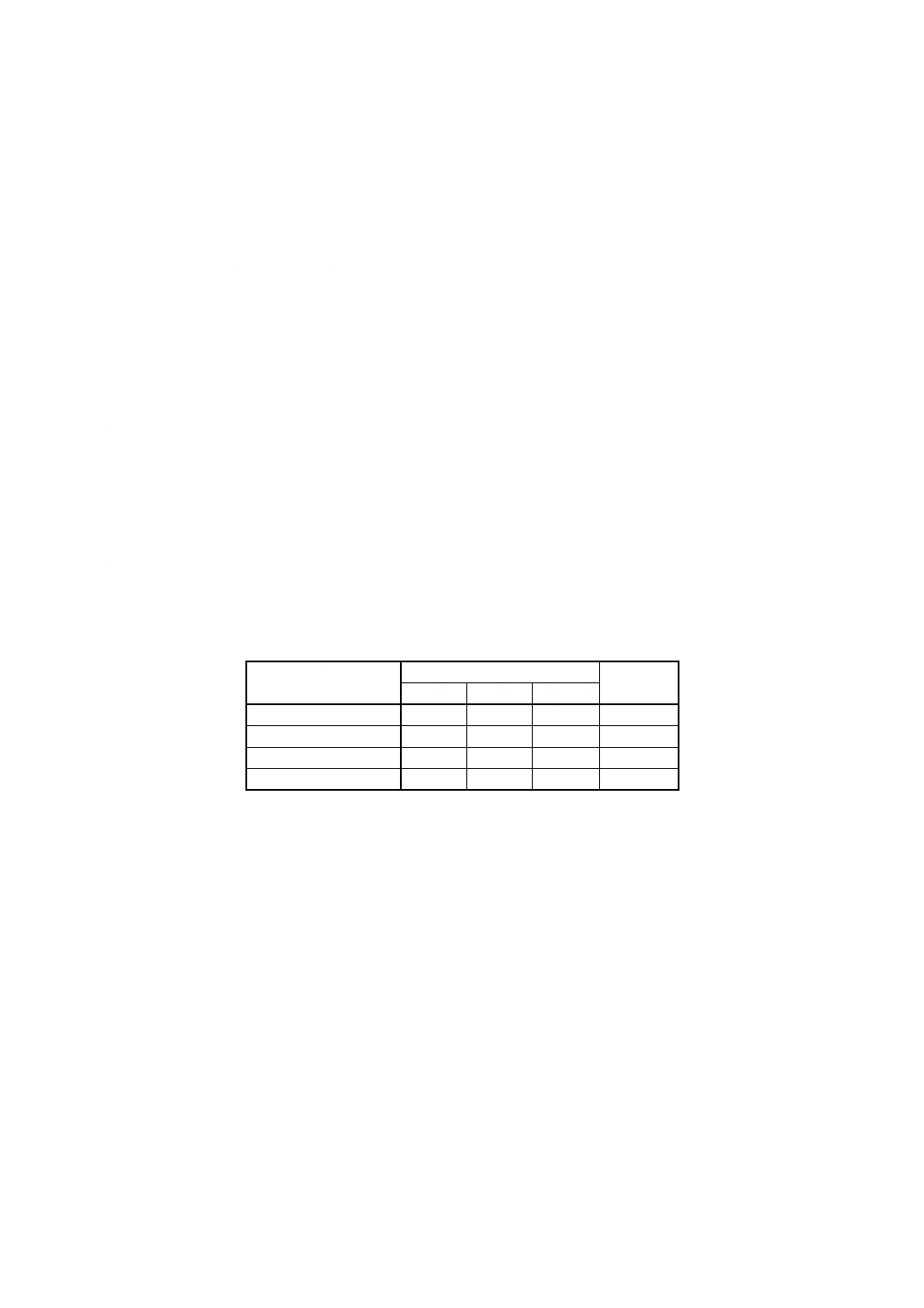
参考 精度 この規格によって,ロットの大きさ3トン未満の粗粒について実験した結果,粒度分布
とかさ密度との標準的な精度は,参考表1のとおりであった。
参考表1 粗粒の精度(確率95%)
項目
粒度分布 (%)
かさ密度
2段
3段
3段+4段
サンプリング精度 (βS)
±0.8
+2.0
±1.2
±0.006
縮分精度 (βR)
±0.7
±2.7
±0.8
±0.006
測定精度 (βM)
±2.7
+4.8
±3.8
±0.010
全精度 (β)
±2.9
±5.9
±4.0
±0.013
4
R 6003 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 二分器(2)
注(2) JIS M 8100を参考にした。
5
R 6003 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
種類
50号
30号
20号
10号
6号
みぞ数
記号
12
12
16
16
16
A
50±0.5
30±0.5
20±0.5
10±0.5
6±0.5
B
630
380
346
171
112
C
250
170
105
55
40
D
500
340
210
110
80
E
300
200
135
75
60
F
50
30
30
20
20
G
340
340
210
110
80
H
200
140
85
45
30
I
640
390
360
184
120
J
220
220
140
65
55
K
220
220
140
65
55
L
340
340
210
110
80
M
250
170
105
55
40
N
75
55
35
20
15
O
300
340
210
110
80
P
565
330
300
150
100
Q
400
300
200
120
80
R
265
200
135
70
45
S
200
150
105
50
35
備考1. みぞ数は50号,30号では12以上,20号,10号,6号では16以上とし,A
は,規定寸法である。
2. B〜Sの寸法は,一例として示したものである。
6
R 6003 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
サンプリング分科会 委員構成表
氏名
所属
主査
荒 川 広 次
昭和電工株式会社
委員
落 合 哲 夫
日本カーリット株式会社
峯 村 昌 宏
信濃電気製錬株式会社
河 井 浩
太平洋金属株式会社
高 丸 昭 八
日本研磨材工業株式会社
川久保 雅 史
宇治電化学工業株式会社
宮 原 邦 輔
屋久島電工株式会社
石 橋 力
不二見研磨材工業株式会社
原案作成委員会 構成表
氏名
所属
(委員長)
遠 藤 幸 雄
社団法人日本セラミックス協会
(委員)
桑 原 好 孝
名古屋工業技術研究所
富 田 育 男
通商産業省生活産業局窯業建材課
岡 林 哲 夫
工業技術院標準部繊維化学規格課
加 山 英 男
財団法人日本規格協会
中 岡 義 朗
クレノートン株式会社
村 上 峯 明
株式会社テイケン
堀 禎 之
研削砥石工業会
鈴 木 睦 郎
研磨布紙協会
佐 藤 完 司
昭和電工株式会社
嶋 田 脩 造
大平洋ランダム株式会社
久 保 昌 昭
株式会社フジミインコーポレーテッド
(事務局)
林 均
研削材工業協会
技術委員会 構成表
氏名
所属
(委員長)
佐 藤 完 司
昭和電工株式会社
(副委員長)
勝 男 正 克
大平洋ランダム株式会社
(委員)
関 一 郎
日本カートリット株式会社
本 多 一 紀
信濃電気製錬株式会社
新 井 一 正
日本軽金属株式会社
川 沢 直 通
宇治電化学工業株式会社
杉 田 正 義
屋久島電工株式会社
久 保 昌 昭
株式会社フジミインコーポレーテッド
(事務局)
林 均
研削材工業協会
(文責 林 均)