2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 3651-1997
化学分析用ガラス器具の
共通球面すり接手
Interchangeable spherical ground glass joints
序文 この規格は,1975年に第1版として発行されたISO 641, Laboratory glassware−Interchangeable
spherical ground jointsを元に作成した日本工業規格である。本体では,従来,日本工業規格で規定していた
内容を規定しており,附属書は対応する国際規格の技術的内容を変更することなく作成した日本工業規格
である。
1. 適用範囲 この規格は,化学分析用ガラス器具の共通球面すり接手(以下,共通球面すり接手という。)
について規定する。
備考1. この規格の引用規格を,次に示す。
JIS B 0601 表面粗さ−定義及び表示
JIS B 0651 触針式表面粗さ測定器
JIS B 1501 玉軸受用鋼球
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
JIS R 3503 化学分析用ガラス器具
2. この規格の対応国際規格を,次に示す。
ISO 641 : 1975 Laboratory glassware−Interchangeable spherical ground joints
2. 品質 共通球面すり接手の品質は,JIS R 3503の規定による。
3. 気密性 共通球面すり接手の気密性は,6.4の試験を行い,漏れによる圧力増加が,1分間で次の数値
を超えてはならない。
S7〜S13 0.93kPa,S19以上のもの1.99kPa
4. 表面粗さ 共通球面すり接手の球面部分の表面粗さは,JIS B 0601の2.(1)(表面粗さ)で定義する算
術平均粗さ (Ra) として1μmを超えてはならず,0.5μm未満であることが望ましい。
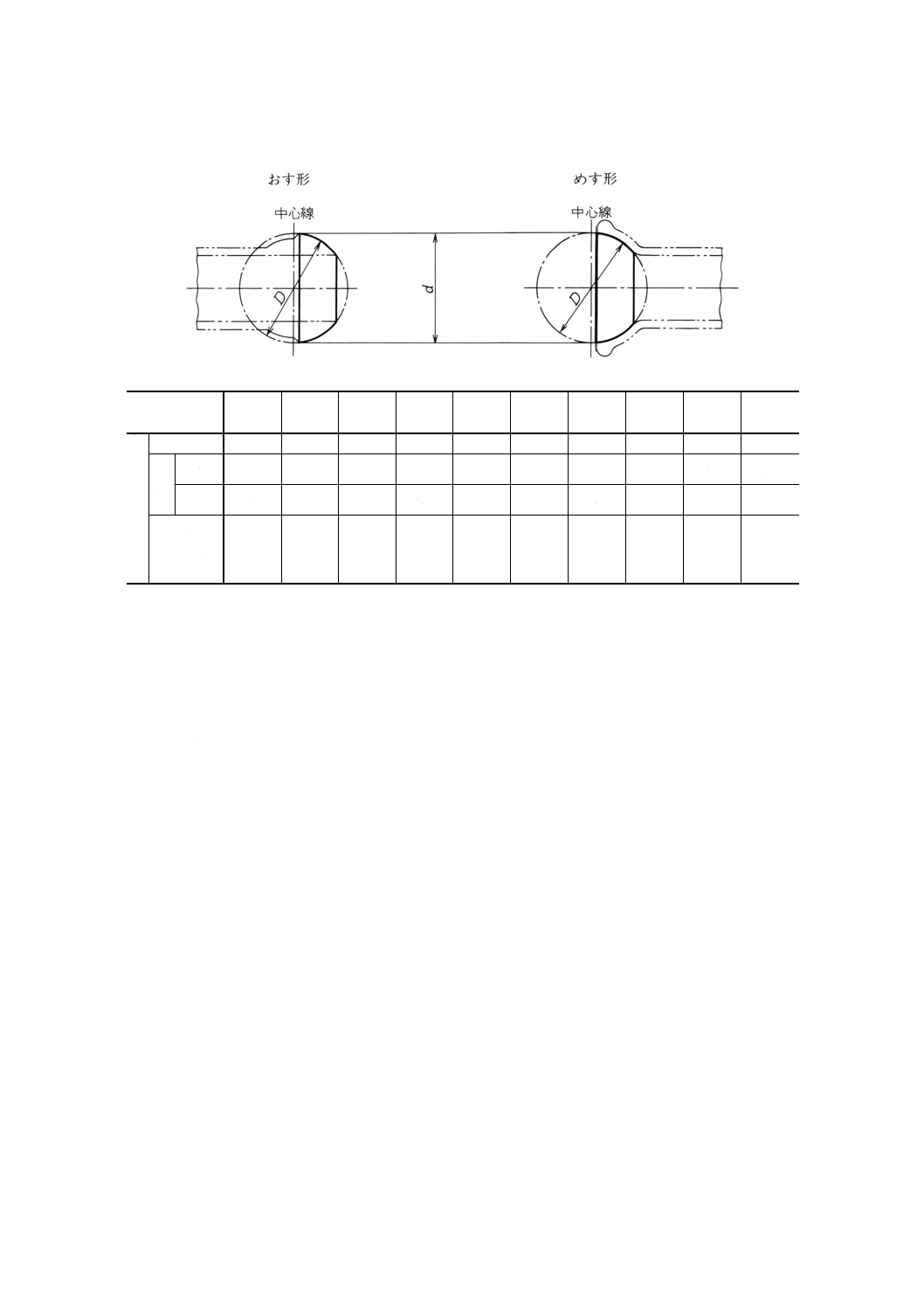
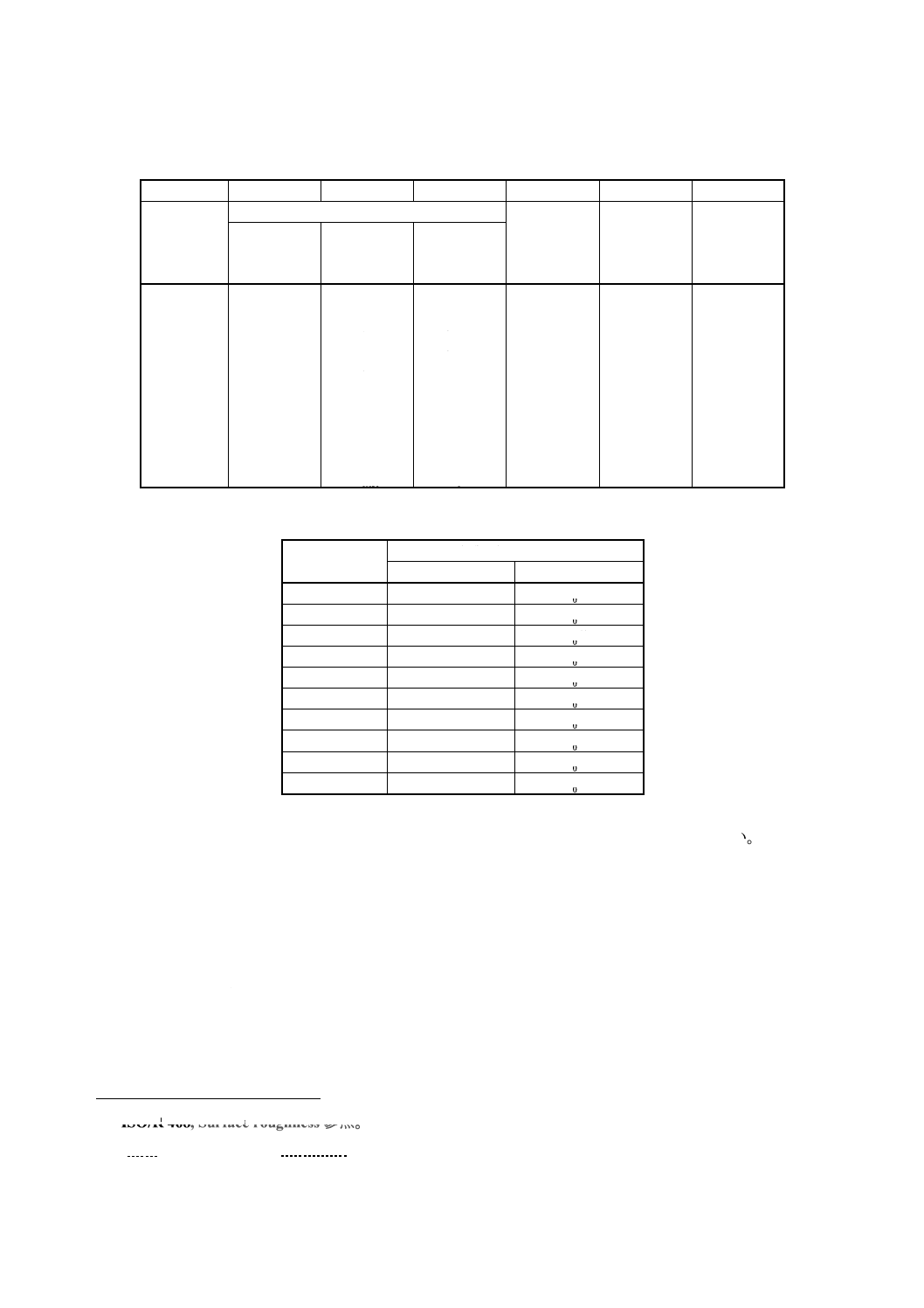
5. 記号,形状及び寸法 共通球面すり接手の記号,形状及び寸法は,表1のとおりとする。
2
R 3651-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 共通球面すり接手の記号,形状及び寸法
単位 mm
共通球面すり
接手の記号
S7
S13
S19
S29
S35
S41
S51
S64
S76
S102
共
通
球
面
す
り
接
手
の
球
面
寸
法
直径D
7.144
12.700
19.050
28.575
34.925
41.275
50.800
63.500
76.200
101.600
直
径
公
差
おす形
025
.0
0
−
025
.0
0
−
025
.0
0
−
025
.0
0
−
025
.0
0
−
025
.0
0
−
025
.0
0
−
035
.0
0
−
040
.0
0
−
050
.0
0
−
めす形
0
025
.0
+
0
025
.0
+
0
025
.0
+
0
025
.0
+
0
025
.0
+
0
025
.0
+
0
025
.0
+
0
035
.0
+
0
040
.0
+
0
050
.0
+
すり部
大径 d
6.9
12.5
18.7
28.0
34.3
40.5
50.0
62.5
75.0
100.0
備考1. 共通球面すり接手の球面の直径は,JIS B 1501に対応している。
2. 表中,許容差がない寸法は,標準寸法を示す。
6. 試験
6.1
寸法測定 共通球面すり接手の寸法は,JIS B 7502に規定するマイクロメータ若しくはJIS B 7507
に規定するノギス又はこれらと同等の測定器具を用いて測定する。
6.2
球面試験 球面試験は,次のとおり行う。
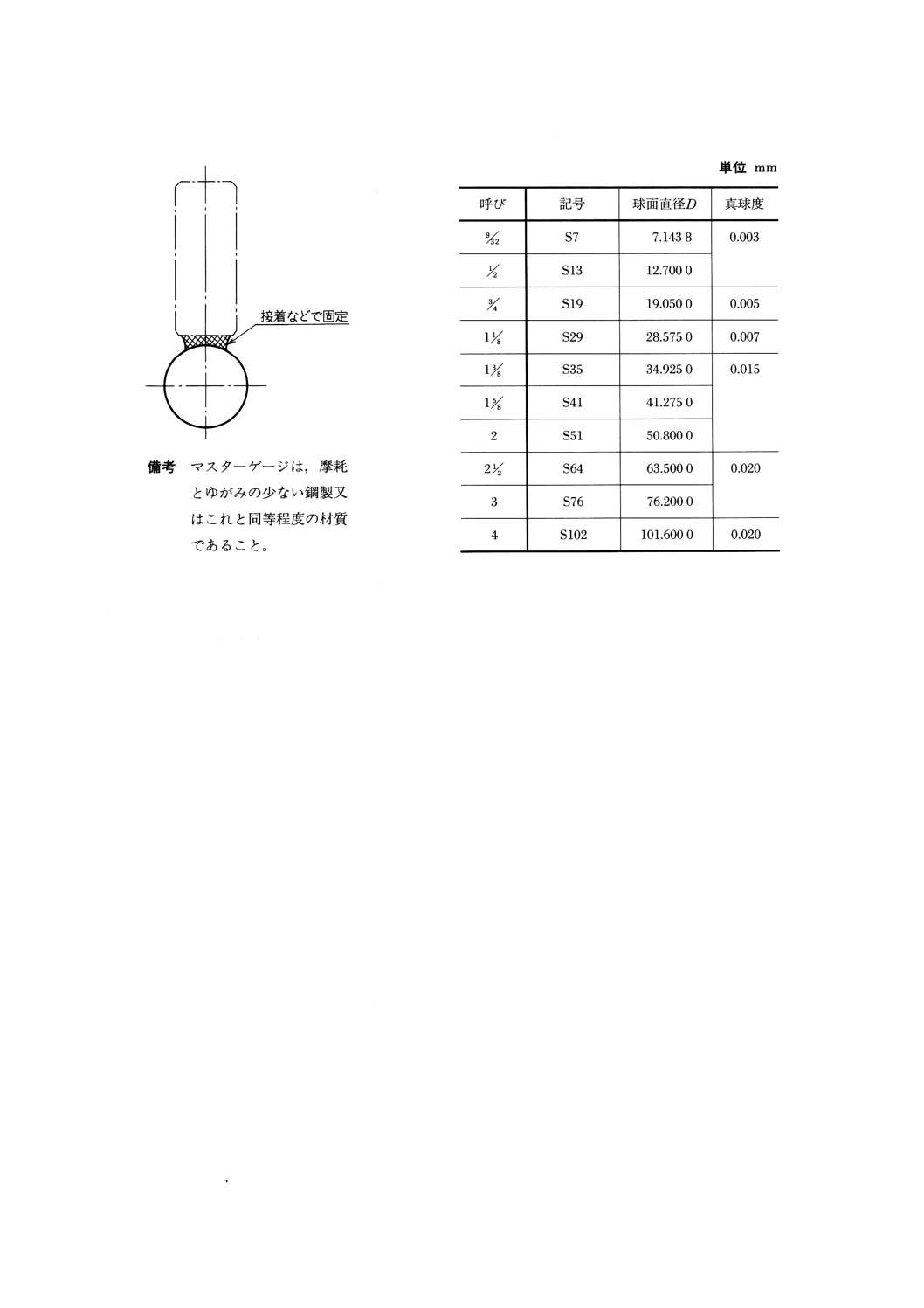
(1) めす形の球面試験は,表2に示すマスターゲージを用いて,これを共通球面接手のめす形にはめ合わ
せ,がたの有無を調べる。
(2) おす形の球面試験は,(1)の試験に適合しためす形をゲージとして用い,これを共通球面接手のおす形
にはめ合わせ,がたの有無を調べる。
3
R 3651-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 マスターゲージの形状及び寸法
備考 表2の呼びは,JIS B 1501の規定による。
6.3
線膨張係数及びアルカリ溶出量 線膨張係数及びアルカリ溶出量の試験は,JIS R 3503の規定によ
る。
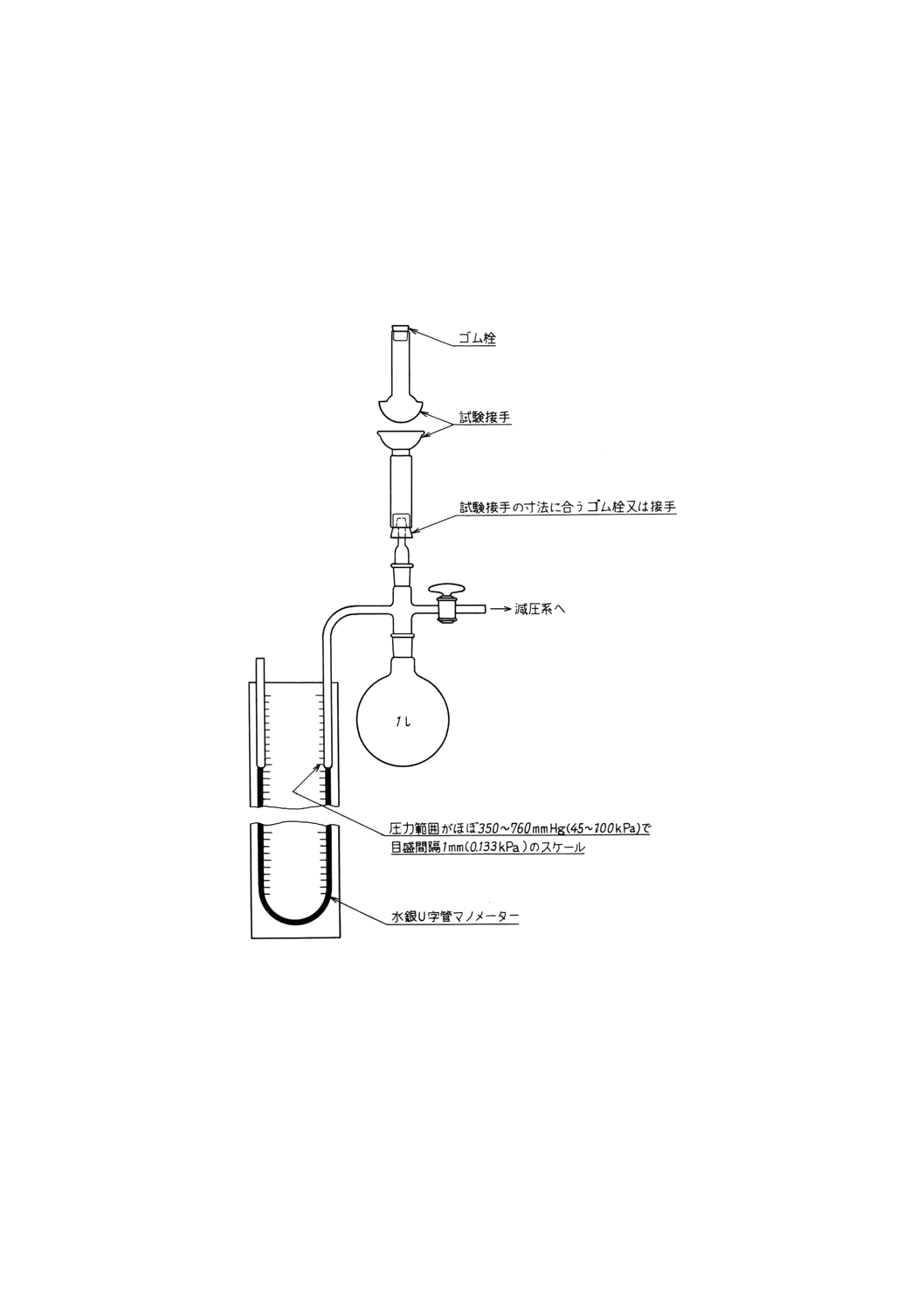
6.4
気密試験 気密試験は,次のとおり行う。
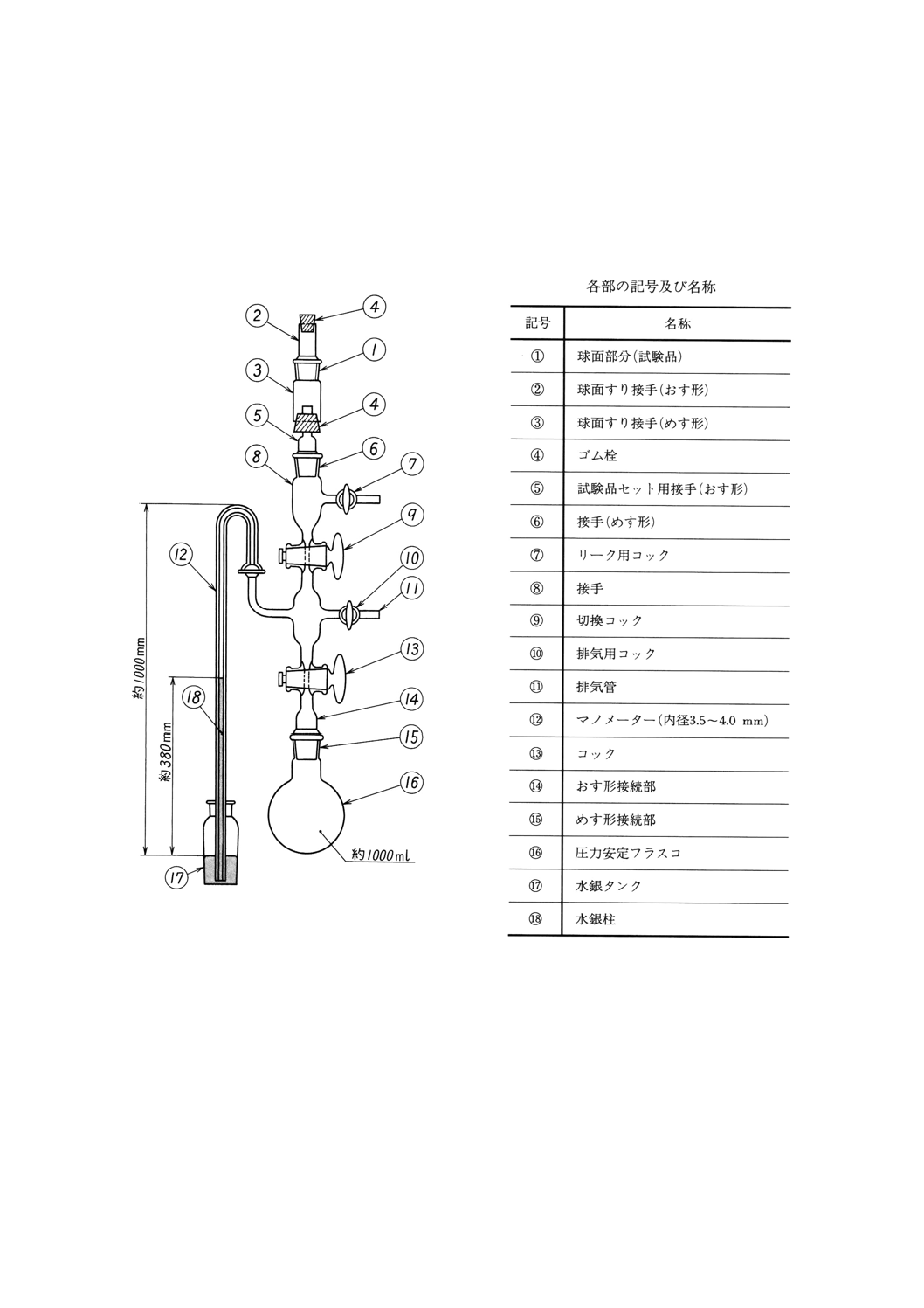
(1) 装置 装置は,図1のとおり組み立て,コック及び試験品以外の接手部分にグリースを塗布する。
(2) 操作 試験に先立ち,装置自体の気密試験を行う。装置の気密試験は,まず水銀タンク⑰に試薬の水
銀400〜500gを入れる。排気管⑪と真空ポンプを真空用ゴム管で気密に連結させる。切換コック⑨と
排気用コック⑩は閉じ,コック⑬は開き,ポンプを始動させた後,排気用コック⑩を開く。装置内は
徐々に減圧されて真空状態になり,水銀タンク⑰内の水銀はマノメーター⑫に上昇する。水銀柱の高
さが約760mmに達したら,排気用コック⑩を閉じてポンプの作動を停止させる。約10分間放置し,
水銀柱の降下がなければ,装置の気密試験は良好とみなす。試験終了後は,切換コック⑨をわずかに
開き,装置内を大気圧にする。
球面すり接手の試験は,最初に試験品の共通球面すり接手の球面部分を適切な溶剤(例えば,シク
ロヘキサン)に浸した布でふいた後に溶剤に浸し,乾燥させる。
また,表面に付着した粒子は,柔らかいはけを用いて除去する。次に,試験品セット用接手(おす
形)⑤を装置から外し,球面すり接手(おす形)②,球面すり接手(めす形)③,ゴム栓④,試験品
セット用接手(おす形)⑤のように組み立て,装置の接手(めす形)⑥にセットする。リーク用コッ
ク⑦及び排気用コック⑩は閉じ,切換コック⑨及びコック⑬を開いてから,真空ポンプを作動させる。
水銀柱の高さが約760mmに達したら,排気用コック⑩を閉じ,真空ポンプの作動を停止する。約1
分経過後水銀柱に急激な変化がなければ試験を開始する。まずリーク用コック⑦をわずかに開き水銀
柱を静かに降下させ,約380mmの高さでリーク用コック⑦を閉じる。ここで1分間放置し,そのと
きの水銀柱の位置をチェックする。その後1分間経過したときの水銀柱の高さを読み取り,その圧力
増加を求める。次に切換コック⑨を閉じ,リーク用コック⑦を開いて装置の一部を大気圧に戻し,試
験品を静かに41回転させ,前述の試験を繰り返す。
4
R 3651-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験が終了した後,切換コック⑨を閉じ,リーク用コック⑦を静かに開き,装置の一部を大気圧に
戻す。試験品を装置から外す場合は,組み立てられている図1の接手(めす形)⑥から試験品セット
用接手(おす形)⑤を離脱させ,球面すり接手(おす形)②及び球面すり接手(めす形)③を取り外
す。最終的に装置内を大気圧に戻す場合は,切換コック⑨を開く。
図1 気密試験装置(一例)
6.5
表面粗さ測定 表面粗さ測定は,JIS B 0651で規定する触針式表面粗さ測定器又はこれと同等の測
定器具を用いて測定する。
7. 検査 共通球面すり接手の検査は,合理的な抜取方式によって試料を採取し,次によって行う。
(1) 生地,肉周り及びひずみ 生地,肉周り及びひずみは,2.の規定に適合しなければならない。
(2) 形状及び寸法 形状及び寸法は,6.1によって測定を行い,5.の規定に適合しなければならない。
(3) 球面 球面は,6.2によって試験を行い,がたがあってはならない。
(4) 線膨張係数及びアルカリ溶出量 線膨張係数及びアルカリ溶出量は,6.3によって試験を行い,2.の規
5
R 3651-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
定に適合しなければならない。
(5) 気密性 気密性は,6.4によって試験を行い,3.の規定に適合しなければならない。
(6) 表面粗さ 表面粗さは,6.5によって測定を行い,4.の規定に適合しなければならない。
8. 呼び方 共通球面すり接手の呼び方は,名称及び記号による。
例 共通球面すり接手 S19
9. 表示 共通球面すり接手には,次の事項を表示する。
(1) 記号(おす形,めす形ともに表示する。)
(2) 製造業者名又はその略号
6
R 3651-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 交換可能球形すり接手
序文 この附属書は,1975年に第1版として発行されたISO 641 (Laboratory glassware−Interchangeable
spherical ground joints) を翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格
である。
なお,この附属書で点線の下線を施してある箇所は,原国際規格にはない事項である。
この附属書は,製造場所にかかわらず球形ガラスすり接手間の互換性を,確保することを目的とする。
互換性を確保するためのすり部と接続管外径の寸法を,附属書表1に示す。すり部の表面粗さの規定は,
ISO/R 383 Interchangeable conical ground glass jointsの規定と同じである。
記号Sとミリメートルで表した接手の球径概略値を併記した呼び方を,採用する。この附属書では,接
手の内径は,すり部の狭端最大径だけを規定する。
グリースを塗布しない状態での接手に適用する漏れ試験を,附属書Aに記載するが,この附属書の欠く
ことのできない部分ではない。附属書Bには,この附属書に規定する接手に対応するか,又は互換性のあ
るイギリス及びアメリカ合衆国で規定する接手の呼び方を記載する。
この附属書では,ガラス接手だけを規定するが,これらは種々の用途に使用されつつあり,この附属書
は,同じ寸法で他の材料で製作される接手の開発を排除することを意図するものではない。
参考 ISO/R 383 Interchangeable conical ground glass jointsは,ISO 383 : 1976 Laboratory glassware−
Interchangeable conical ground jointsとして発行されている。
1. 適用範囲 この附属書は,球形ガラスすり接手の互換性を確保するため,寸法及び表面粗さを規定し,
一つの系列に対して適用する。
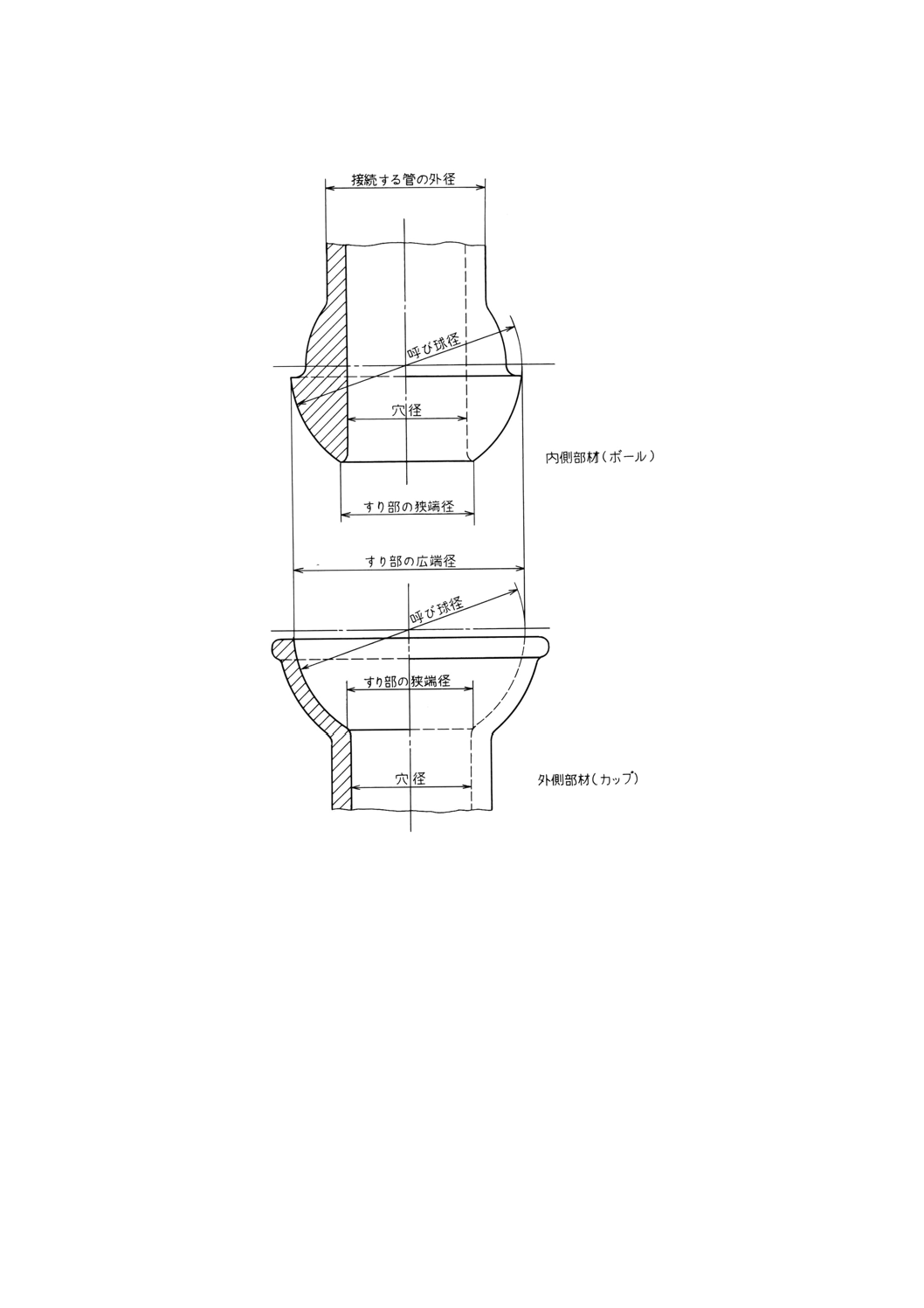
2. 球形すり接手の呼び直径 球形すり部の直径を,附属書表1第2列,第3列及び第4列に規定する。
内側部材(又はボール部材)は,呼び直径より大きくはなく,外側部材(又はカップ部材)は,呼び直径
より小さくはないことを,許容差によって確実とする。
3. 寸法 すり部の広端での直径は,対応する附属書表1第5列に規定する寸法より小さくてはならず,
また,すり部の狭端での直径は,対応する附属書表1に規定する第6列の寸法より大きくてはならない。
附属書図1に略図を示す。
4. 管の直径 接手に接続する管の外径は,附属書表1第7列の寸法を,超えてはならない。
備考 クランプの互換性を得るには,管の外径を制限することが重要となる。
7
R 3651-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図1 球形接手の寸法
8
R 3651-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表1 球形すり接手の寸法と許容差
単位 mm
1
2
3
4
5
6
7
呼び方
球径
すり部の
広端最小径
すり部の
狭端最大径
接続する管
の最大外径
寸法
内側部材の
許容差
(ボール)
外側部材の
許容差
(カップ)
S7
7.144
025
.0
0
−
0
025
.0
+
6.9
2.0
4.5
S13
12.700
025
.0
0
−
0
025
.0
+
12.5
7.0
9
S19
19.050
025
.0
0
−
0
025
.0
+
18.7
12.5
14
S29
28.575
025
.0
0
−
0
025
.0
+
28.0
19.0
22
S35
34.925
025
.0
0
−
0
025
.0
+
34.3
27.5
30
S41
41.275
025
.0
0
−
0
025
.0
+
40.5
30.0
34
S51
50.800
025
.0
0
−
0
025
.0
+
50.0
36.0
43
S64
63.500
035
.0
0
−
0
035
.0
+
62.5
47.0
53
S76
76.200
040
.0
0
−
0
040
.0
+
75.0
58.0
64
S102
101.600
050
.0
0
−
0
050
.0
+
100.0
84.0
85
附属書表2 カップ試験用ボールゲージの寸法
単位mm
カップの呼び方
鋼製ボールの球径
寸法
許容差
S7
7.144
0003
.0
+
S13
12.700
0005
.0
+
S19
19.050
0005
.0
+
S29
28.575
0008
.0
+
S35
34.925
0008
.0
+
S41
41.275
0008
.0
+
S51
50.800
0008
.0
+
S64
63.500
0010
.0
+
S76
76.200
0013
.0
+
S102
101.600
0015
.0
+
5. 表面粗さ すり部のRa値1)は,1μmを超えてはならず,0.5μm未満であることが望ましい。
6. 球形接手の内側部材及び外側部材(ボール及びカップ)の試験 許容差に従うことの試験には,一般
の工学技術(空気圧及び半径ゲージを含む。)を採用する。
すり部の清浄度は,漏れ率に影響する重要因子である。最初に適切な溶剤(例えば,シクロヘキサン)
に浸した布でふいた後に溶剤に浸し,乾燥させる。
また,表面に付着した粒子は,柔らかいはけを用いて除去する。試験接手を取り付けた後,系を排気す
る。接手には,大気以外の圧力を加えてはならない。
水銀ゲージの読みが,あらかじめ定めた値を超えたときにストップコックを閉じ,読みを記録する。さ
らに,5分後に再び目盛の読みを記録する。
1) ISO/R 468, Surface roughness参照。
参考 この規格は,ISO 468 : 1982, Surface roughness−Parameters, their values and general rules for
specifying requirementsとして発行されている。
9
R 3651-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
系の内外の圧力を等しくし,試験接手をその軸に90°回転し,試験を繰り返す。
試験結果は,二つの読みの間の時間にわたり平均された系内の圧力上昇として,パスカル毎分で表す。
平常の生産における試験では,最初の読みをストップコックを閉じた直後に行い,2番目の試験を1分
後に行うことで十分である。比較試験には,ストップコックを閉じてから30秒後に最初の読みを,さらに
2分後に2番目の読みを行う。
カップ部材は,附属書表2で示される寸法のゲージボール(例えば,鋼製)に装着して試験を行っても
よい。
ボール部材は,カップメンバーを最初に鋼製ボールに対して試験し,次にボールメンバーを,このカッ
プメンバーに対して試験を行う2段階操作を用いる方法による試験を行ってもよい。
附属書表1の許容差に従う接手に対しては,経験によって次の漏れの値を超えないことを示している。
− S13及びこれより小さいもの:930 Pa/min
− S19及びこれより大きいもの:2 kPa/min
10
R 3651-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A 球形接手の漏れ試験
漏れ試験は,乾燥した接手に対して大気による圧力増加率の測定によって行う。試験装置の一例として
附属書A図1に示すような装置が使われ,系の総容量がほぼ1.5lであれば,細部は重要ではない。試験装
置に用いる接手の漏れば,試験中に測定される漏れに比較して無視できるものでなければならない。
附属書A図1 球形接手の漏れ試験に適した装置
11
R 3651-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B 球形接手の呼び方
附属書B表1にこの附属書に適合する接手に適用される呼び方に対応する,次に記載する国家規格に規
定される接手の呼び方を示す。
イギリス:BS 2761 : 1963, Spherical ground glass joints.
アメリカ合衆国:CS 21-58, Interchangeable taper-ground joints, stopcocks, stoppers and spherical-ground joints.
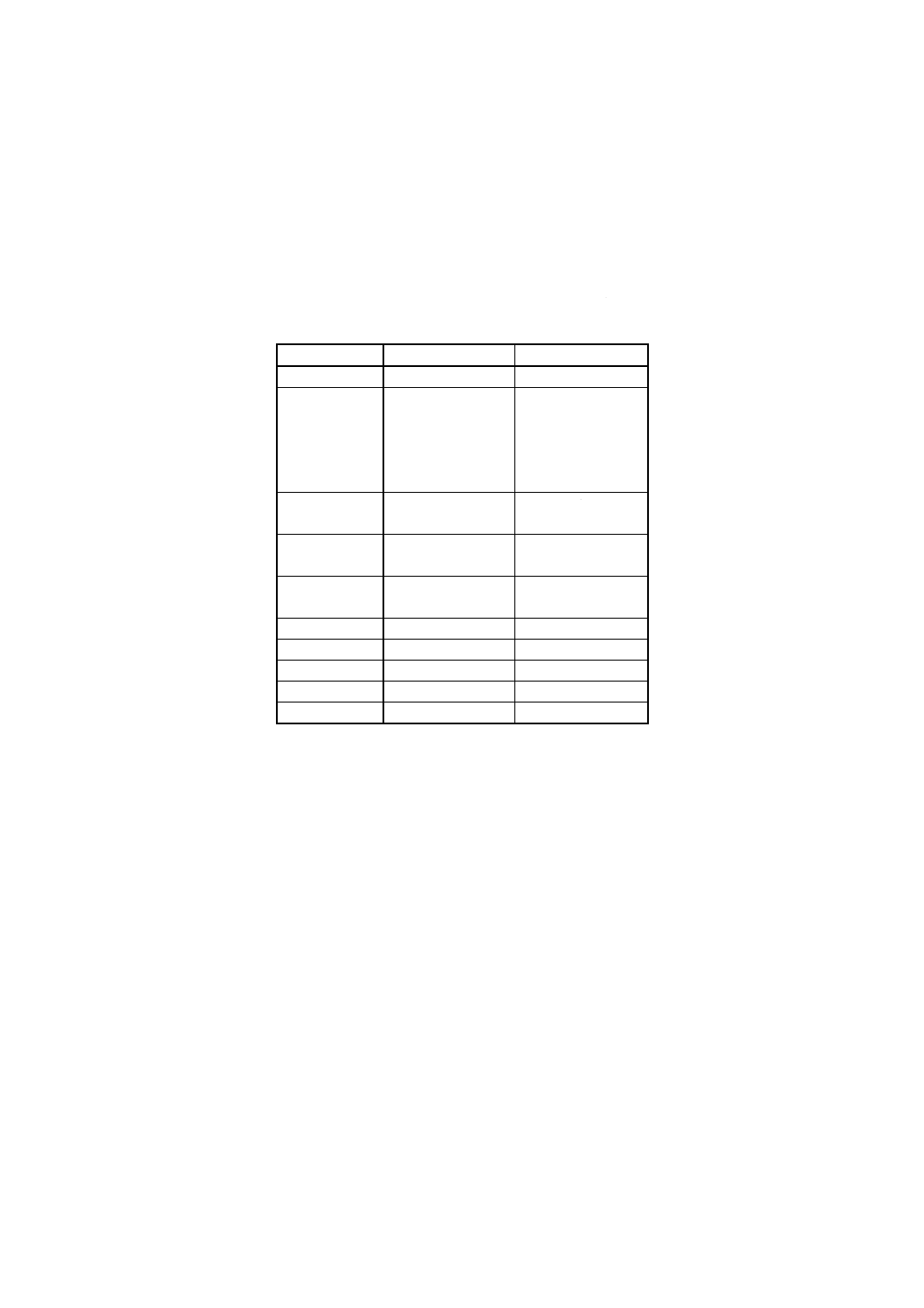
附属書B表1 対応する呼び方
ISO系列
BS 2761
CS 21-58
S7
−
7/1
S13
S13C
12/1
S13
12/1.5
12/2
12/3
12/5
S19
S19
18/7
18/9
S29
S29
28/12
28/15
S35
S35
35/20
35/25
S41
S41
40/25
S51
S51
50/30
S64
−
65/40
S76
−
75/50
S102
−
102/75
12
R 3651-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ガラス製品分野の国際整合化推進委員会 構成表
氏名
所属
(委員長)
寺 井 良 平
元工業技術院大阪工業技術試験所
(幹事)
○ 小 川 晋 永
社団法人日本硝子製品工業会
(委員)
武 田 明 治
日本大学農獣医学部
遠 藤 善 久
通商産業省生活産業局
岡 林 哲 夫
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
岸 野 忠 信
財団法人日本規格協会
○ 柴 田 晴 通
柴田科学器械工業株式会社
○ 木 下 義 夫
日本理化学硝子機器工業会
○ 森 尾 治 若
岩城硝子株式会社
○ 松 丸 清 司
三和特殊硝子株式会社
山 田 隆
国立衛生試験所
辰 濃 隆
社団法人日本食品衛生協会
上 部 隆 男
東京都立工業技術センター
稲 本 勇
株式会社日鐵テクノリサーチ
金 子 敏 男
三菱化学株式会社
(事務局)
吉 田 晃 雄
社団法人日本硝子製品工業会
備考 ○印は,分科会(対比検討分科会及び原案作成分科会)
委員を兼ねる。