2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 3252-1994
ガラスのレーザ干渉法による
均質度の測定方法
Measuring method for the homogeneity
of glasses by laser interferometry
1. 適用範囲 この規格は,レーザ干渉法によるガラスの屈折率の均質度の測定方法について規定する。
備考 この規格の引用規格を,次に示す。
JIS Z 8401 数値の丸め方
JIS Z 8703 試験場所の標準状態
2. 用語の定義 この規格で用いる主な用語の定義は,次のとおりとする。
(1) ガラスの屈折率の均質度 単一ガラス試料の中の定められた範囲内における屈折率の変化量のうち,
線形変化分を除いた屈折率変化量の最大値。
(2) 屈折率整合液 試料ガラスの屈折率と同一か又は非常に近い屈折率をもつ透明の液体。屈折率はレー
ザの波長における値とする。
(3) 平面度補正板 均質度の良い光学ガラスを高精度(例えば,レーザ波長の20分の1)に研磨した平行
平面板。試料の平面度を補正するために,試料に屈折率整合液を中間液としてはり合わせて使用する。
(4) 波面のPV値 干渉計で光が試料を1回透過したときに観測される波面の,近似した平面に対する偏
差の最大値と最小値の差。
3. 原理 レーザ干渉計を用いて,平面度の良い試料を透過した光束の波面のPV値を測定し,試料の屈
折率の均質度を求める。
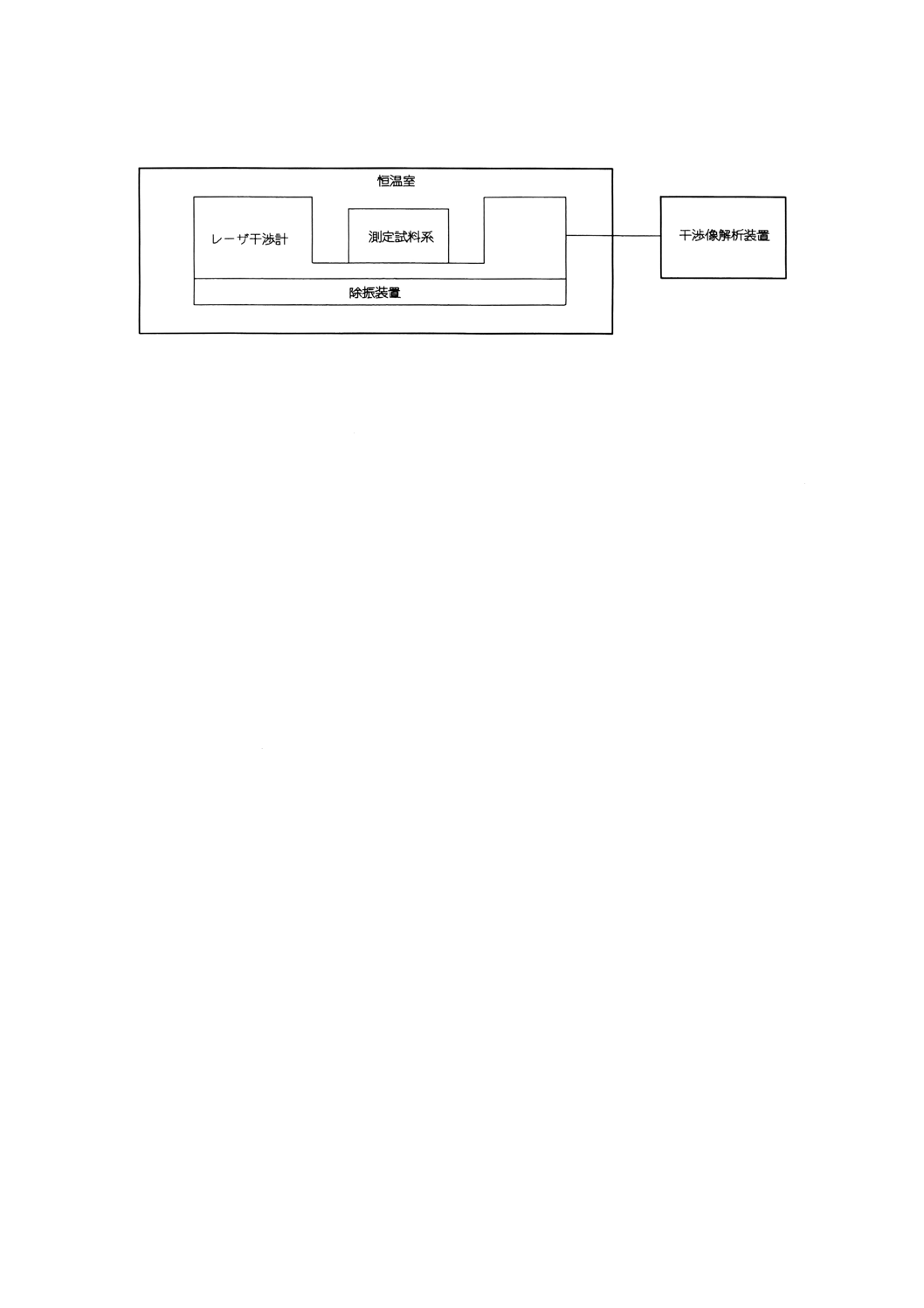
4. 測定装置 装置は,レーザ干渉計,干渉像解析装置,測定試料系,除振装置,恒温室などから構成し,
次のとおりとする(図1参照)。
2
R 3252-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 測定装置の構成例
(1) レーザ干渉計 レーザを光源とし,光束の波面が平面を成す光学系をもつものを用いる。干渉計につ
いては,附属書にその例を示す。
(2) 干渉像解析装置 干渉像から波面のPV値を求めることができるものを用いる。
(3) 恒温室 干渉計及び試料系をJIS Z 8703に規定する標準状態の温度のある一点の温度に保つために使
用する。温度制御は±0.5℃以内(温度0.5級)にすることが望ましい。
(4) 除振装置 干渉計及び試料系への外界からの振動の影響を除くことができるものを用いる。高精度測
定のためには備えるほうがよい。
5. 試料の調製 試料は,円柱状又は角柱状とし,その厚さ(高さ)方向を観測する方向(干渉計の光束
の光軸方向)とする。観測方向の厚さは,正確な測定値を得るために十分な厚さのものとする。
試料の両端面(光軸に垂直となる面)をレーザ波長の20分の1(波長が632.8nmの場合,約0.032μm)
以下の平面度に研磨する。
上記の精密研磨を行わない場合は,平面度補正板を屈折率整合液を中間液として試料にはり合わせて測
定に用いる。平面度補正板を用いる方法については,附属書にその例を示す。このとき,屈折率整合液と
試料の屈折率は,均質度測定に影響を与えないために一致させることが望ましい。
また,試料と平面度補正板を屈折率整合液で安定にはり合わせるため,試料の平面度はおよそ20μm以
下にするのがよい。
6. 操作 操作は,次のとおりとする。
(1) 測定試料系の準備 試料表面の汚れを取り除き,測定環境と同じ温度の場所で十分な時間放置し,試
料の温度を測定環境の温度に合わせるとともに,試料内の温度を均一にする。
平面度補正板を使用する場合は,平面度補正板の表面の汚れを取り除き,屈折率整合液,試料とと
もに上記と同じ条件下に置く。
(2) 測定試料系の設置 試料の定められた範囲が干渉計の光束に入るように,試料を干渉計に設置する。
平面度補正板を使用する場合は,試料の表面に屈折率整合液を挟みながら,平面度補正板をはり合
わせる。このとき,はり合わせ面に気泡が入らないようにする。
(3) 測定の準備 設置された測定試料系は,測定環境の温度に戻るまで放置する。
平面度補正板を使用する場合は,はり合わせ面の屈折率整合液の層の厚さが変化しなくなるまで放
置する。
(4) 測定の操作 干渉像の干渉じま(縞)を適切な本数となるように干渉計の光学系を調整し,測定する。
(5) 解析の操作 干渉像から,測定試料系を透過した光束の波面のPV値を求める。
3
R 3252-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 測定 測定は,次のとおり行う。
(1) 測定は,6.の(4),(5)の一連の操作を繰り返して2回以上行うほうがよい。平均値をもって測定値とす
る場合は,結果の報告にその旨を記載する。
(2) 干渉計の光学系の波面の乱れ,平面度補正板の屈折率の均質度及び平面度による波面の乱れは測定結
果の誤差となる。このため,測定試料系を透過した光束の波面についてこれらの誤差を補正し,補正
後の波面から波面のPV値を求めるほうがよい。波面のPV値の測定方法の例を附属書に示す。
8. 計算 測定結果の計算は,次による。
(1) 屈折率の均質度は,次の式で計算する。
t
P
n
λ
υ×
=
⊿
ここに, ⊿n: 屈折率の均質度
Pv: 波面のPV値(波長単位)
λ: レーザの波長 (mm)
t: 試料の厚み (mm)
(2) 屈折率の均質度の表示は,JIS Z 8401によって有効数字2けたに丸める。ただし,10−6未満の場合は
有効数字1けたにする。
参考 計算例を次に示す。
用いたレーザ光の波長 :632.8×10−6mm
試料の厚み
:41mm
透過波面のPV値
:0.049λ
とすると,
t
P
n
λ
υ×
=
⊿
41
10
8.
632
049
.0
6
−
×
×
=
6
10
756
.0
−
×
=
(10−6未満なので有効数字1けたにする)
9. 報告 測定結果は,次の項目について報告する。
(1) 測定年月日
(2) 測定場所
(3) 測定装置,干渉計の形式,及びレーザの波長
(4) 測定者
(5) 測定時の温度
(6) 試料の厚み,形状,及び測定範囲
測定試料系の方式(研磨面か平面度補正板を使用したかの区別)
(7) 屈折率の均質度の値(平均値の場合は測定反復回数),
7
10
8
−
×
=
n
⊿
4
R 3252-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
干渉計の光学系の波面の乱れ又は平面度補正板の屈折率の均質度及び平面度による波面の乱れの補
正の有無,また,代表的な測定試料系の干渉じまの写真をできるだけ添付する。
(8) その他の特記事項
5
R 3252-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 ガラスのレーザ干渉法による均質度の測定方法
この附属書は,規格本体のうち,レーザ干渉計,平面度補正板及び波面のPV値の求め方について規定す
る。
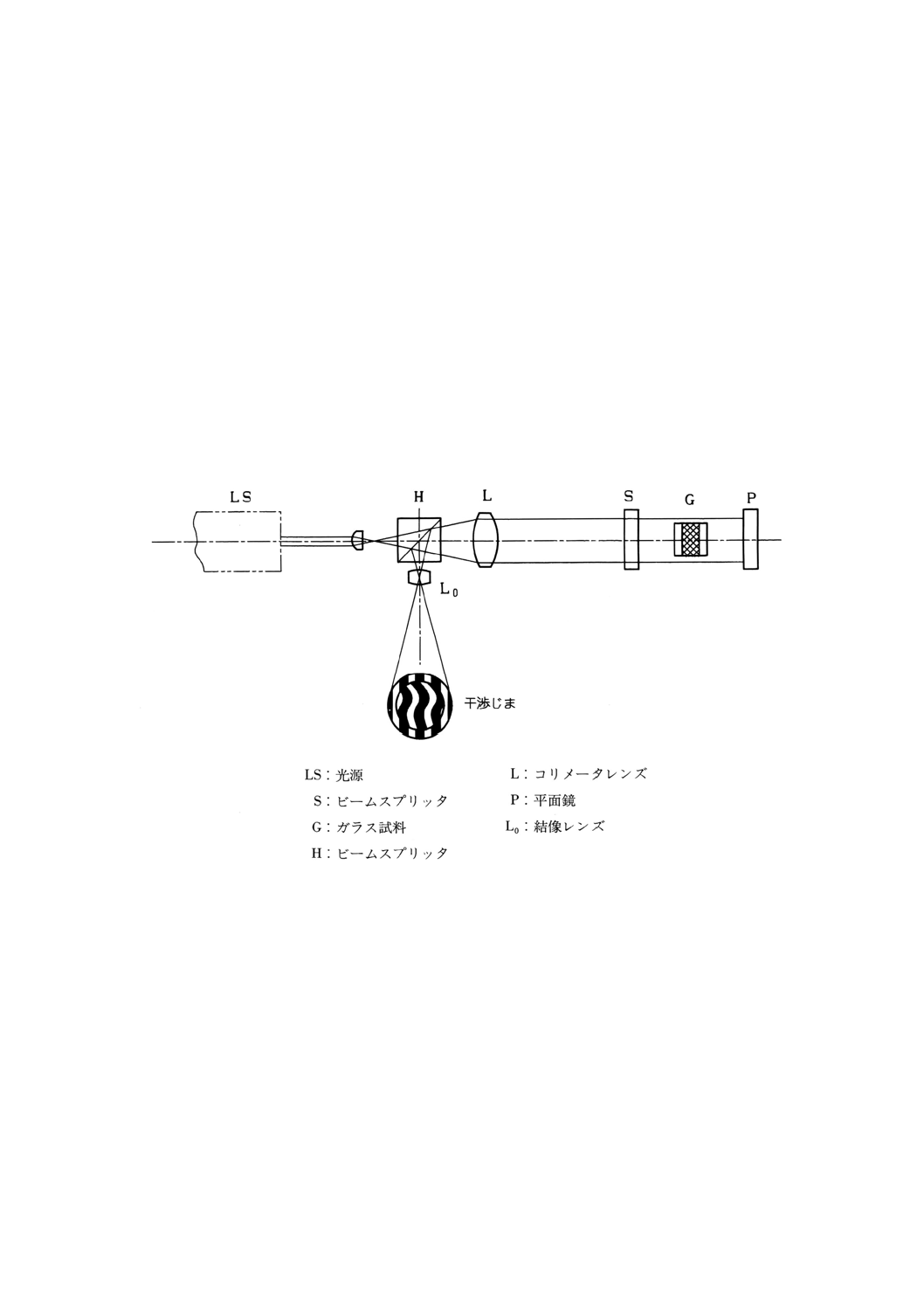
1. レーザ干渉計 レーザ干渉計は,波面のそろった平行光線を,半透明平面鏡(ビームスプリッタ)で
二つに分け,それぞれ別の通路を通したあと,波面をわずかにずらせて再び重ね合わせ,干渉じまを発生
させる装置である。
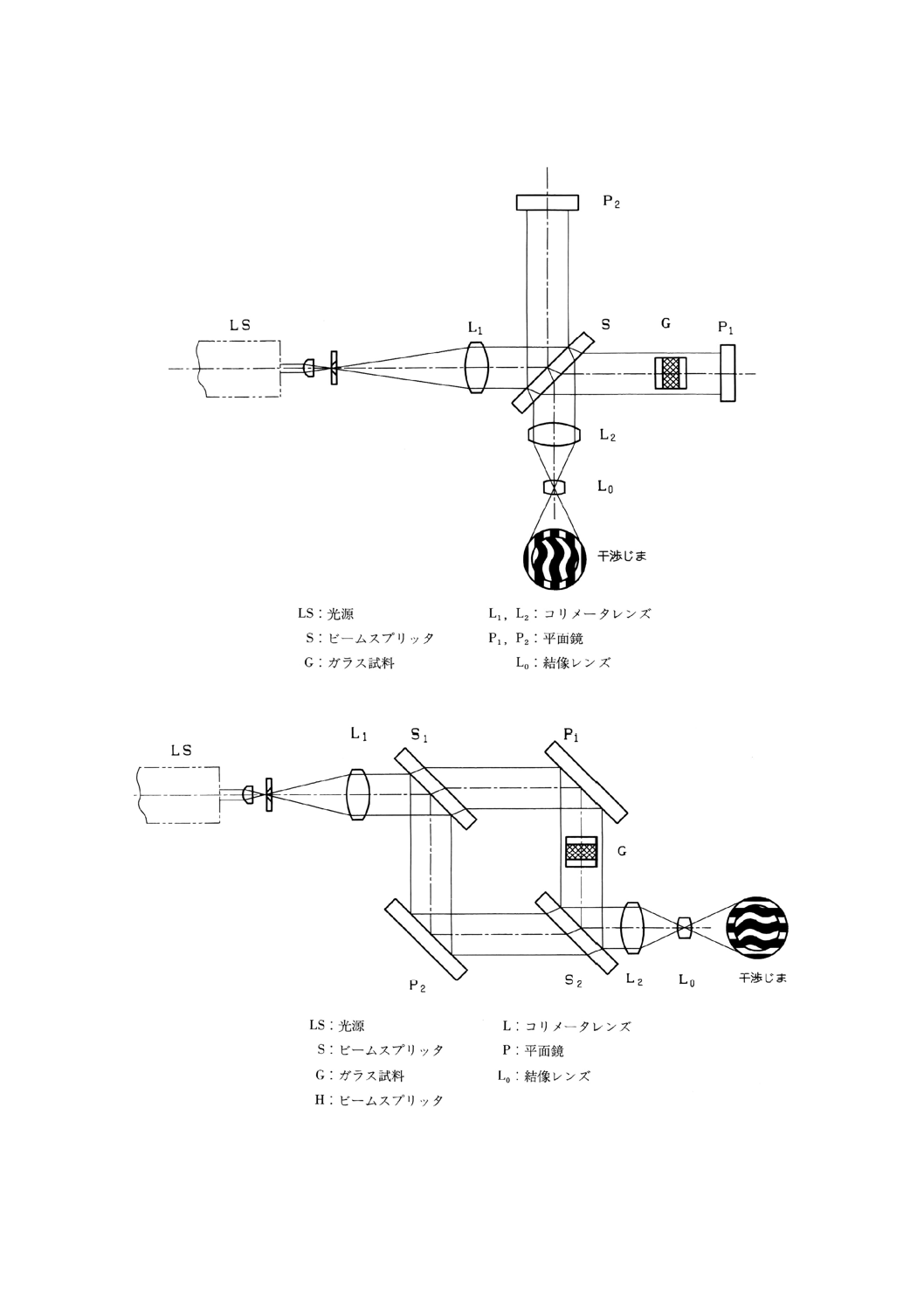
ガラスの均質度の測定に適切な装置の例として,次の3種類の干渉計を示す。附属書図1及び附属書図
2は,試料中を光束が2回透過する形式の干渉計であり,附属書図3は,試料中を光束が1回透過する形
式の干渉計である。
附属書図1 フィゾー干渉計
6
R 3252-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図2 トワイマン・グリーン干渉計
附属書図3 マッハツェンダー干渉計
これらの干渉計の一方の光の通路にガラス試料を入れると,光はガラス中を進行し,その面内の屈折率
差に応じて,波面の乱れ(位相差)を生じる。この光がもう一方の波面のそろった光と重ね合わされると,
7
R 3252-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
相対的な位相差を示す干渉像が現れる。光の位相差は,屈折率の不均質だけによらず,試料端面の平面度
不良によっても生じる。
レーザは,単一波長で最も干渉性のよい光源である。これを使用することによって,光路長の差に関係
なく,コントラストのよい干渉じまの観測ができる。
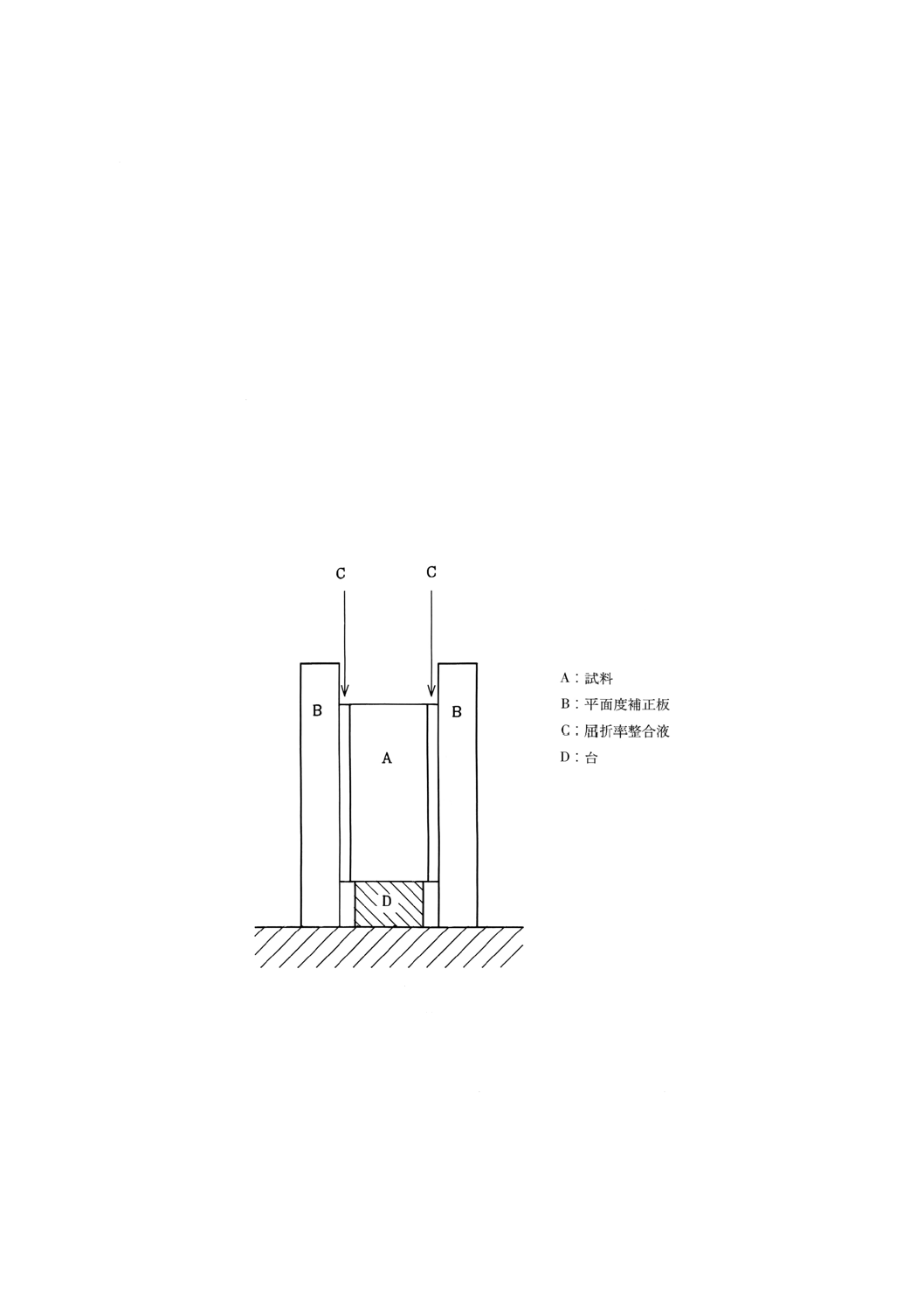
2. 平面度補正板を用いた測定方法 平面度補正板(以下,補正板という。)は,試料ガラスの両端面(光
軸に垂直となる面)が本体5.(試料の調製)に定められた平面度(レーザ波長の20分の1以下)に精密研
磨されていない場合に用いられる。
次に補正板の使用例を示す。
例1. 試料の端面が精密研磨されていない場合 附属書図4に示すように,屈折率整合液を用いて試料
の端面に補正板をはり合わせ,これ全体を測定試料系とする。
また,はり合わせの際に補正板がゆがまないように温度変化や屈折率整合液の量などにも十
分注意する。
試料の片面が精密研磨されている場合には,補正板1枚を省くことができる。
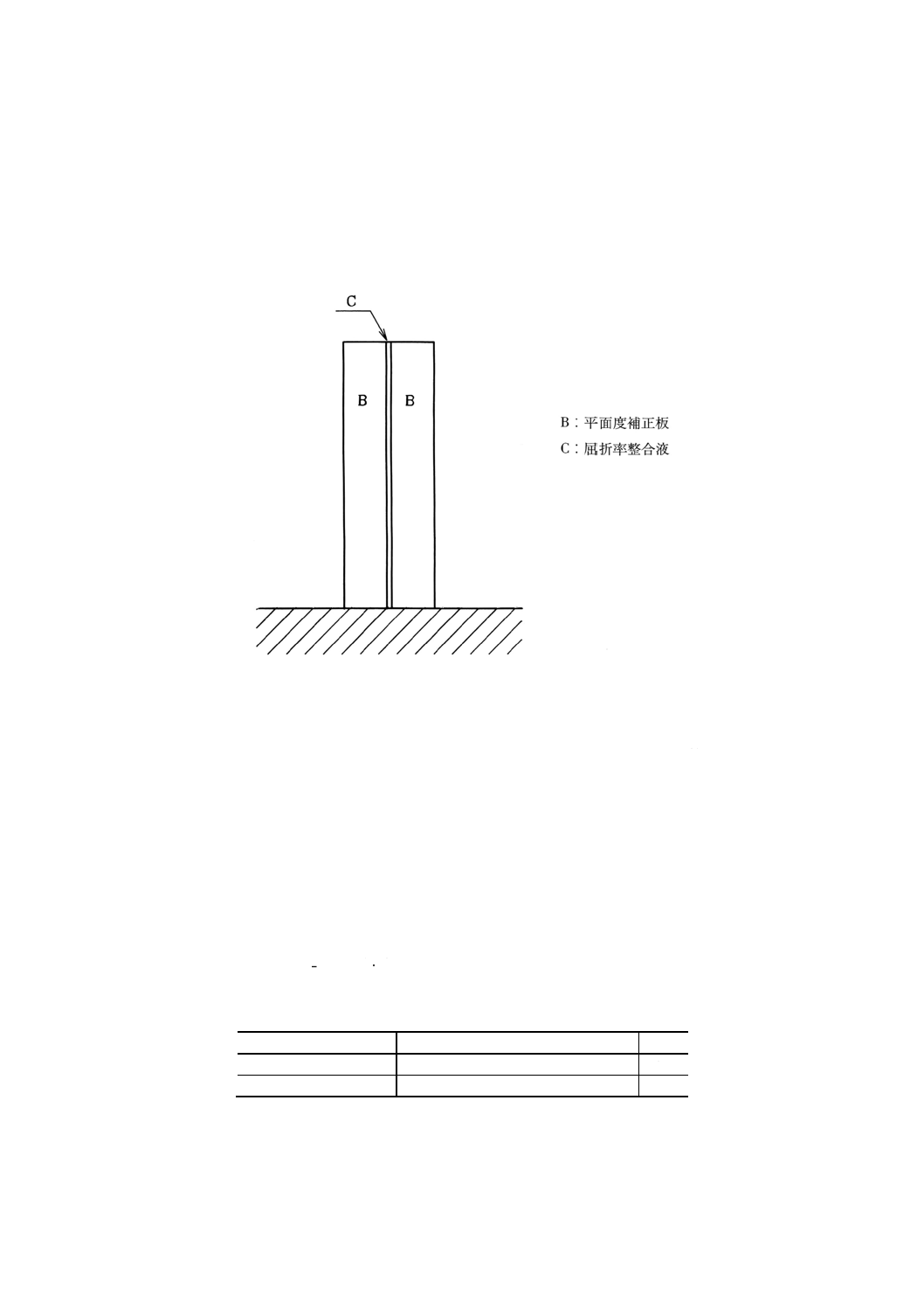
附属書図4 試料の両端面とも精密研磨されて
いない場合のはり合わせ方
例2. 干渉計の光学系の波面の乱れ及び補正板の均質度や平面度による波面の乱れを取り除く測定方
法 干渉像解析装置として,電子計算機を用いた自動解析装置が利用できる場合には,測定密
度を高めるために,次の方法を行うことができる。
まず初めに附属書図5のように,2枚の補正板だけを屈折率整合液を用いてはり合わせ,こ
れを干渉計に設置して測定を行う。そして補正板による波面の乱れを含む干渉計全体の波面の
乱れを電子計算機に記憶させる。次に附属書図4のように補正板を試料にはり合わせ,これを
干渉計に設置して測定を行う。この試料を入れたときの波面の乱れから,先に電子計算機に記
8
R 3252-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
憶しておいた干渉計全体の波面の乱れを差し引くことによって,試料だけによる波面の乱れを
求め,これから試料の均質度を求める。ただし,2枚の補正板をはり合わせる際や干渉計に設
置する際に,2枚の補正板の位置関係が変化しないように十分注意する。
また,はり合わせの際に補正板がゆがまないように温度変化や屈折率整合液の量などにも十
分注意する。
附属書図5 平面度補正板だけのはり合わせ
3. 波面のPV値の求め方 干渉じまから波面のPV値を求める方法として,一般的には次の二つの方法
がある。
(1) 干渉じまの曲がりから求める方法 この方法には,手作業で行う方法と,電子計算機を利用した“干
渉じま自動解析装置”を使用する方法がある。両者とも,一般的には明暗の干渉じまの暗部の位置を
利用して波面のPV値を求める。波面の補正を行うには,干渉じま全面の波面情報が必要となるため
手作業では困難である。
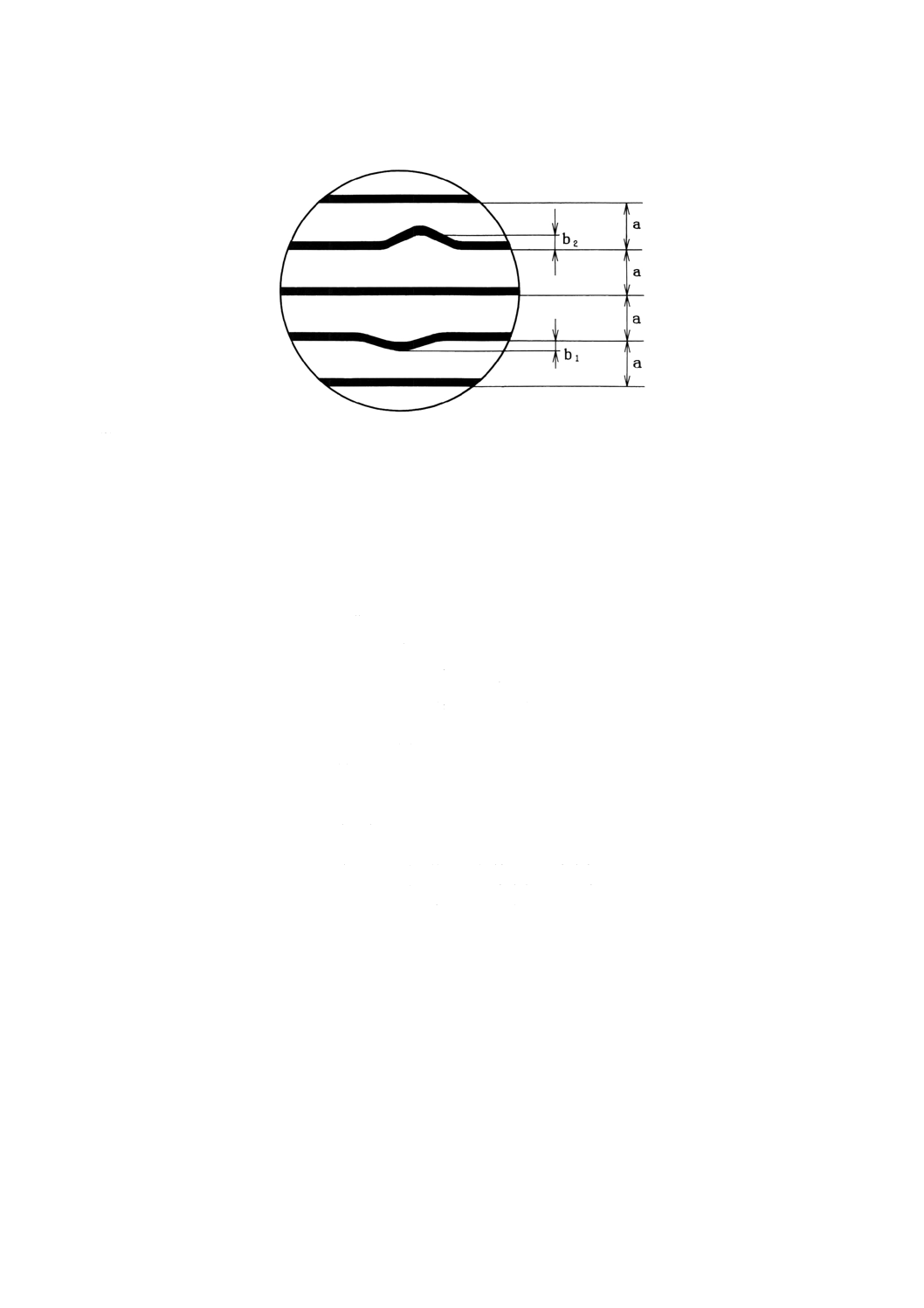
(a) 附属書図6に示したように干渉じまに等間隔の平行線を引き,平行線の間隔aと平行線と干渉じま
のずれの最も大きい箇所のずれ量b1, b2を実測する。ここでb1, b2は互いに反対方向のずれ量を示す。
そして次の式によって波面のPV値Pvを求める。平行線の間隔と傾きは (b1+b2) が最小となるよ
う注意する。干渉じま自動解析装置を使用する場合には最小自乗法でこの調整を行う。
a
f
b
b
P
+
=
)
(
2
1
υ
ここで,波面のPV値は,光束が試料を1回だけ透過したときの値のため[本体2.(用語の定義)
参照]f値は干渉計の種類によって異なり,次の値を使用する。
光束が試料を透過する回数
干渉計の種類の例
f値
1回
マッハツェンダーなど
1
2回
フィゾー,トワイマングリーンなど
0.5
(b) 解析精度を向上させるためには,附属書図6と直角方向の干渉じまに調整し(a)の手順を繰り返すこ
とが望ましい。
9
R 3252-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図6 干渉じまの曲がりから求める方法
(2) 位相測定法による方法 この方法は,データの読み取り及び解析は電子計算機で処理される。位相測
定法は,干渉じま自動解析装置より解析精度が高い。このため位相測定法を使用するのが望ましい。
干渉計の参照光を作っている平面板(平面鏡又はビームスプリッタ)を微小に動かし,干渉じま全
体の光の強度変化を測定し,干渉じま各位置の波面の位相関係から波面カーブを求める。これから線
形変化分を最小自乗法で除去し,波面の最大値と最小値の差から波面のPV値を求める。このとき波
面のPV値が光束が試料を1回だけ透過したときの値となるよう注意する。
JIS R 3252原案作成委員会 構成表
氏名
所属
(委員長)
井 上 悟
科学技術庁無機材質研究所
平 松 博 久
通商産業省生活産業局
地 崎 修
工業技術院標準部
山 下 敏 彦
キャノン販売株式会社
中 根 国 雄
株式会社島津製作所
星 加 進
東芝硝子株式会社
佐 藤 保 彦
富士写真光機株式会社
河 村 守 康
株式会社溝尻光学工業所
増 村 明
株式会社オハラ
中 橋 憲 一
オリンパス光学工業株式会社
片 岡 正 篤
信越石英株式会社
田 川 正 文
株式会社住田光学ガラス
石 橋 和 史
株式会社ニコン
相 楽 弘 治
HOYA株式会社
奥 田 啓 二
ミノルタカメラ株式会社
(事務局)
小 川 博 司
社団法人ニューガラスフォーラム