R 2252-1:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 定義······························································································································· 1
4 原理······························································································································· 1
5 装置,関連器具及び摩耗材 ································································································· 2
5.1 摩耗試験装置の構成 ······································································································· 2
5.2 摩耗試験機及び試験片調節器の一例 ··················································································· 4
5.3 関連器具類 ··················································································································· 4
5.4 摩耗材 ························································································································· 4
6 試験片···························································································································· 5
6.1 全般 ···························································································································· 5
6.2 定形耐火物 ··················································································································· 5
6.3 不定形耐火物 ················································································································ 5
7 試験操作 ························································································································· 5
8 計算······························································································································· 6
9 試験報告 ························································································································· 6
R 2252-1:2007
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,耐火物技術協会 (TARJ) 及び日本規格協会
(JSA) から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審
議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS R 2252の規格群には,次に示す部編成がある。
JIS R 2252-1 第1部:室温法
JIS R 2252-2 第2部:熱間法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 2252-1:2007
耐火物製品の耐摩耗性の評価試験方法−
第1部:室温法
Test method for abrasion resistance of refractory products-
Part 1 : Method at room temperature
1
適用範囲
この規格は,耐火物製品の室温における耐摩耗性の評価試験方法について規定する。この方法は,耐火
物製品の耐摩耗性を評価する一つの指針とする。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7507 ノギス
JIS R 2001 耐火物用語
JIS R 2205 耐火れんがの見掛気孔率・吸水率・比重の測定方法
JIS R 2553 キャスタブル耐火物の強さ試験方法
JIS R 2655 軽量キャスタブル耐火物のかさ密度試験方法(成形品による方法)
JIS R 6001 研削といし用研磨材の粒度
JIS R 6111 人造研削材
JIS Z 8401 数値の丸め方
JIS Z 8801-1 試験用ふるい−第1部:金属製網ふるい
3
定義
この規格で用いる主な用語の定義は,JIS R 2001によるほか,次による。
3.1
耐摩耗性 (resistance of abrasion)
流動固体の機械的作用によって起こる表面摩耗に対する耐火物試験片の抵抗性。
3.2
摩耗材 (abrading medium)
耐摩耗性の評価試験に用いる一定粒度に調粒された研磨材。
4
原理
調粒された炭化けい素1 000 gを450 kPaの空気圧でノズルから吹付け,ノズル正面に置かれた試験片の
平たんな表面から摩耗した試料容積を測定して耐摩耗性を求める。
2
R 2252-1:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
装置,関連器具及び摩耗材
5.1
摩耗試験装置の構成
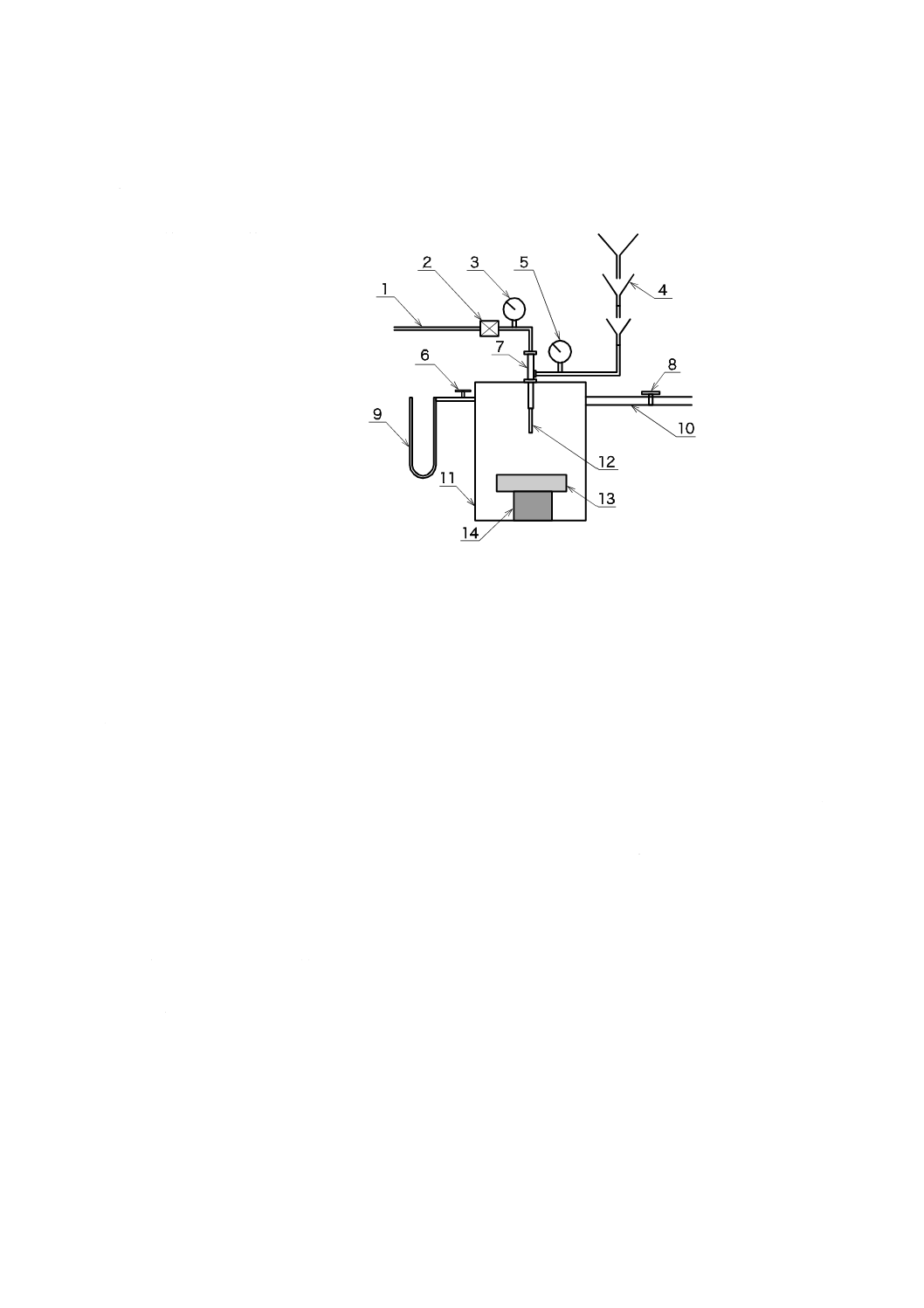
摩耗試験装置の構成は,図1による。
図 1−摩耗試験装置の構成
5.1.1
吹付け部
吹付け部は,次による。
a) 吹付け銃(図2参照。) 吹付け銃は,銃身側面から摩耗材が入り,ベンチュリとして働く銃身に空気
を供給するノズルを内蔵するものを用いる。空気供給ノズルは,入口側内部径が2.84 mm〜2.92 mm
で,出口側内部径が2.36 mm〜2.44 mmのものを用いる。吹付け銃内のベンチュリチャンバへの空気
供給ノズル表面は,摩耗材からの保護のために長さ9.4 mmのビニール管(肉厚1.5 mmで内径4.7 mm)
によっておお(被)うとよい。銃身(ベンチュリチャンバ)の内径は,10 mm以下でなければならな
い。銃身の摩耗状態を定期的に点検し,内径が10 mmを超えたときは交換する。
b) ノズル・ガラス管連結部 長さ115 mm,内径5 mmのガラス管1)を図2のように吹付け銃に装着して
試験片に摩耗材を吹き付けるために用いる。ガラス管は,測定ごとに新しいものに取り替えなければ
ならない。
吹付け銃内側のガラス管の先端は,空気供給ノズル先端との間隔が2 mmになるように設置しなけ
ればならない。
注1) ノズルには,肉厚のガラス管を用いたほうが安全である。ガラス管に代えて同形状・同寸法
のステンレス管又はスチール管を用いてもよい。
1 圧縮空気供給配管
2 圧力調整器
3 空気圧表示器
4 摩耗材供給システム
5 真空計
6 止水弁
7 吹付け銃
8 ちょう(蝶)形弁
9 マノメータ
10 排気管
11 試験チャンバ
12 ガラス管
13 試験片
14 試験片調節器
3
R 2252-1:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
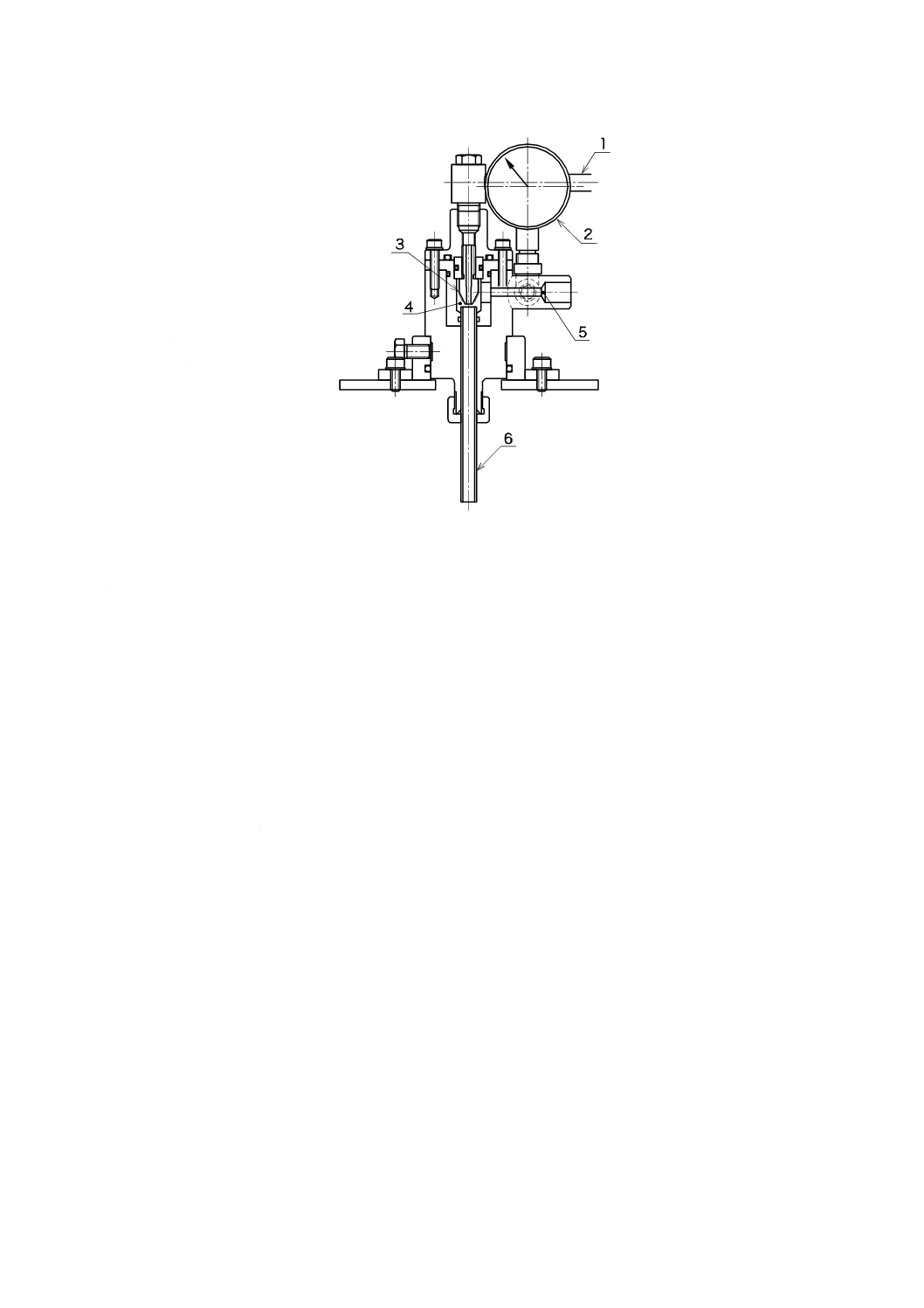
図2−吹付け銃及び関係部品
c) 真空計 吹付け銃への摩耗材配管の真空度を監視するために1 000 hPaまで測れるブルドン管圧力計
を用いる。
5.1.2
圧縮空気供給部
圧縮空気供給部は,空気供給配管,圧力調整器及び空気圧表示器からなり,規定の圧力で銃に清浄な空
気を供給する。空気圧表示器は,吹付け銃への圧縮空気入口の圧力を監視するために,1 000 kPaまで測れ
るブルドン管圧力計を用いる。
5.1.3
摩耗材供給システム
450±15 秒の時間で吹付け銃に摩耗材1 000 gを供給可能なもの。二次空気を摩耗材とともにこのシステ
ムに入れられるものでなければならない。摩耗材供給システムは,次による。
a) 上部漏斗 供給用摩耗材保存用
b) 中央漏斗 供給制御用。要求される供給速度で摩耗材を供給することが可能な金属,ガラス又はプラ
スチック製オリフィス(流体絞り)を備えたもの。
c) 下部漏斗 摩耗材送入用
5.1.4
試験チャンバ部
試験チャンバ部は,次による。
a) 試験チャンバ 試験片を容易に出し入れできる構造のもので,しっかりシールできる扉を備えていな
ければならない。ガラス管先端から摩耗材を試験片表面に向けて200±1 mm下方に吹付けるために,
試験チャンバの上部に吹付け銃を取り付けることができる穴を設け,吹付け銃を試験片の上面に対し
垂直に設置する。
試験チャンバは,その試験を通じてチャンバの中の圧力を調節するための排気管とちょう(蝶)形
弁とを取り付けなければならない。十分な容量の粉じん(塵)捕集布袋を排気管の出口端に取り付け
たほうがよい。チャンバの上部は,マノメータ[b) 参照]を接続するための止水栓を取り付けなけれ
1 圧縮空気供給口
2 真空計
3 空気供給ノズル
4 ベンチュリチャンバ
5 摩耗材供給口
6 ガラス管
4
R 2252-1:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ばならない。
b) マノメータ 試験を通じてチャンバ内の圧力を測るために,400 Paまで測れる水柱マノメータ又はブ
ルドン管圧力計を用いる。
c) 試験片高さ調節器 ガラス管先端から試験片表面までの距離を200±1 mmに調節できるもの。小形ジ
ャッキを用いるとよい。
5.2
摩耗試験機及び試験片調節器の一例
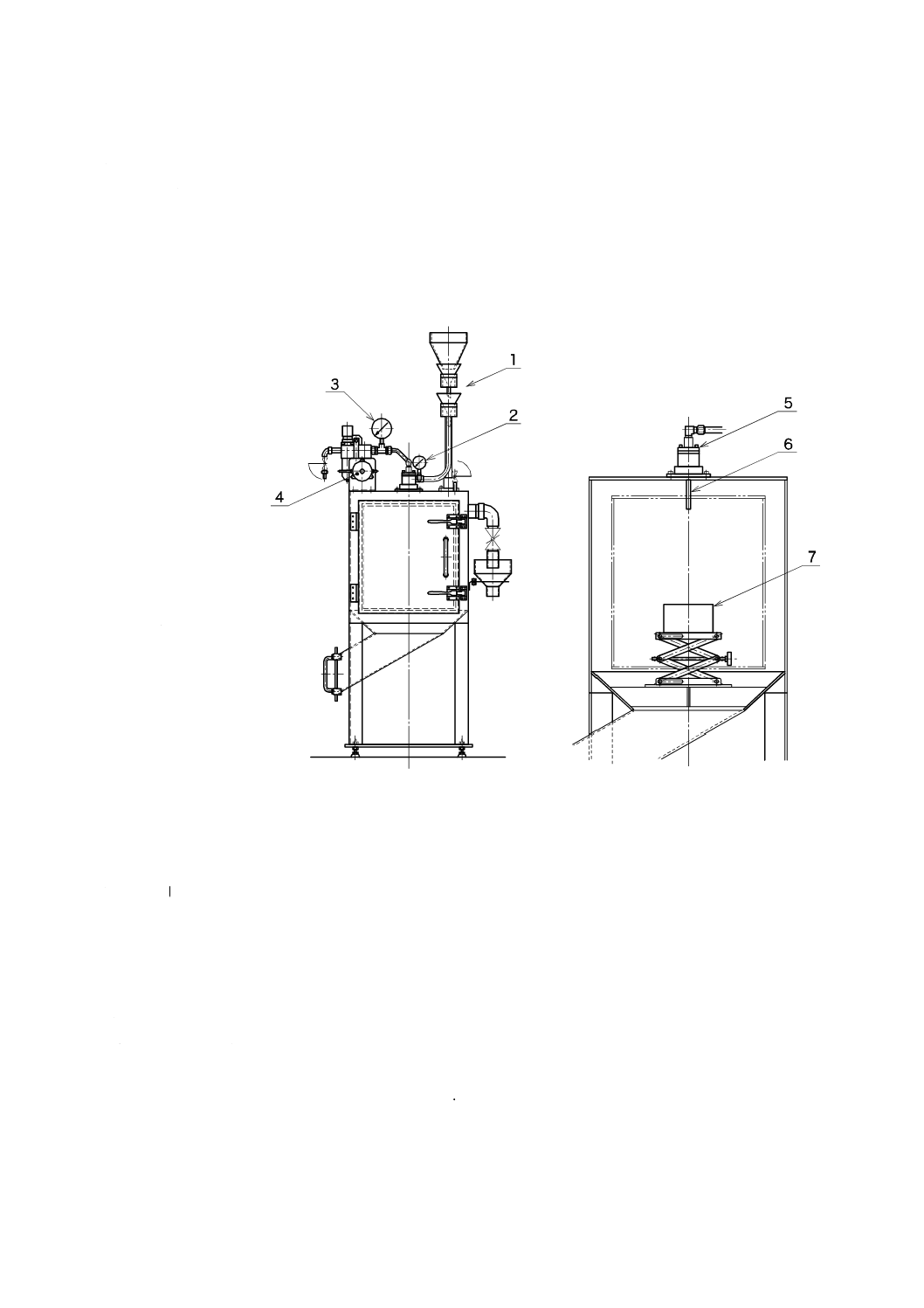
摩耗試験機及び試験片調節器の一例を図3に示す。
図 3−摩耗試験機及び試験片調節器の一例
5.3
関連器具類
関連器具類は,次による。
a) はかり 0.1 gまで測れるもの。
b) ノギス JIS B 7507に規定する最小読取値が0.05 mmのM形ノギス又はCM形ノギスを用いる。
c) 試験用ふるい JIS Z 8801-1による。
5.4
摩耗材
摩耗材は,JIS R 6111の炭化けい素質研削材C(黒色炭化けい素研削材)又はGC(緑色炭化けい素研削
材)であって,JIS R 6001においてF 36として規定されるものを用いる2)。
摩耗材は,使用前に,JIS Z 8801-1の目開き850 μmのふるい及び目開き300 μmのふるいを用いて,ふ
るい分け,目開き300 μmのふるいの上に残るものを用いる。
注2) この炭化けい素研削材は,FEPA(Federation of European Producers of Abrasive Products,欧州研磨
材工業連合会)による品質No.36に相当する。これら摩耗材は,まとまった量を確保し,粒度
分布が表1の範囲内であることを確認した上で利用することを推奨する。
1摩耗材供給システム
2真空計
3空気圧表示器
4 マノメータ
5吹付け銃
6 ガラス管
7試験片
5
R 2252-1:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1−摩耗材の粒度分布
目開き
μm
ふるい上
%(質量分率)
850
600
500
500のふるい上と425のふるい上との合量
355
微量
25以下
45以上
65以上
97以上a)
注a) 100%(質量分率)から,ふるいを通過する量[%(質量分率)]を差
し引いて求めるとよい。
6
試験片
6.1
全般
試験数は,受渡当事者間の協定による。協定事項は,試験報告書に記載する。
6.2
定形耐火物
長さ114 mm×幅114 mm×厚み65 mmの試験片を,定形れんがから切り出す。強耐摩耗性材料には,長
さ100 mm×幅100 mm×厚み25 mmの試験片を用いてもよい。試験片の寸法は,試験報告書に記載する。
6.3
不定形耐火物
試験片をJIS R 2553に準じて調製し,長さ114 mm×幅114 mm×厚み65 mmの試験片形状に成形する
か,又は,一定形状に成形したものから試験片を切り出す。焼成の要否及び焼成温度は,受渡当事者間の
協定による。
7
試験操作
試験操作は,次による。
a) 試験片を,110±5 ℃で恒量になるまで乾燥する。
b) 試験片は,0.1 gまで正確にひょう(秤)量し,ノギスを用いて0.5 mmまで正確に長さ,幅及び厚み
を測定して,試料容積を求める。
c) 試験片の試験面を,ガラス管先端から200±1 mmの位置に,ガラス管と垂直に置く3), 4)。定形耐火物
については,刻印による彫込みのない平たんな成形面を試験に用いる。不定形耐火物については,試
験面は,底部鋳型面とする。
注3) 受渡当事者間の協定によって,切断面を含む他の面を試験に用いてもよい。
4) 受渡当事者間の協定によって,別の吹付け角度での試験をしてもよい。
d) 空気圧力調整器を開け,空気圧表示器の指示が450±7 kPaになるように調節する。摩耗材を摩耗試験
装置に通す前後の空気圧を確認する。
e) マノメータを用いてチャンバ内圧を測り,排気管中のちょう(蝶)形弁によって圧力を310 Paに維持
する。
f)
銃への圧力及びチャンバ圧を調節する。摩耗材配管に設置された真空計が500 hPa以下を示さない場
合,ガラス管の位置又は空気供給ノズルの条件を調査する。適正な減圧が得られた後,摩耗材供給用
上部漏斗に乾燥摩耗材1 000±5 gを入れ,チャンバ内圧を確認する。下部漏斗は,摩耗材によって完
全に満たす。試験装置に接続された摩耗材供給システムは,450±15秒の規定時間で摩耗材を供給し
終えなければならない。
6
R 2252-1:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
g) 試料室から試験片を取り出し,ごみを取り除き,試験片の質量を0.1 gまではかりとる。
h) 次の試験は,新しい摩耗材で実施する。
8
計算
試験片のかさ密度 (g/cm3) を箇条7のb) で測定した質量及び容積から求める。試験片のかさ密度は,
定形耐火物の場合は,JIS R 2205とし,不定形耐火物の場合は,JIS R 2655によって求めたものを用いて
もよい。次の式によって各試験片の耐火物の摩耗量を計算し,JIS Z 8401によって小数点以下一けたに丸
める。
ρ
ρ
m
m
m
A
=
−
=
2
1
ここに,
A: 試験片の摩耗量 (cm3)
ρ: かさ密度 (g/cm3)
m1: 試験前の試験片の質量 (g)
m2: 試験後の試験片の質量 (g)
m: 試験片の摩耗量 (g)
9
試験報告
試験報告書は,次の内容を含むものとする。
a) 耐火物製品の製造業者名,種類,バッチ番号などを含む,試験試料を識別するために必要な情報
b) この規格の規格番号
c) 試験事業所名
d) 試験片の寸法
e) 試験片の数
f)
不定形耐火物の場合,調製,成形及び焼成条件。
g) 6.2又は6.3で規定する形状と異なる場合は,その情報。
h) 箇条8の規定によって計算された試験結果(個々の測定結果及びそれらの平均を含む)
i)
規定された操作手順からの逸脱事項
j)
試験中に観察された特異な状況(異常があった場合に限り)
k) 試験年月日