R 2207-1:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 1
4 原理······························································································································· 2
5 装置,器具及び標準試料 ···································································································· 3
6 試験片···························································································································· 5
6.1 試験片の寸法及び形状 ···································································································· 5
6.2 試験片の調製方法 ·········································································································· 6
7 操作······························································································································· 6
8 計算及び作図 ··················································································································· 6
9 試験報告 ························································································································· 8
R 2207-1:2007
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,耐火物技術協会(TARJ)及び財団法人日本規格
協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準調査会の
審議を経て,経済産業大臣が制定した日本工業規格である。
これによって,JIS R 2207:1976,JIS R 2555:1981,JIS R 2577:1981及びJIS R 2617:1985は,廃止され,
この規格群に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS R 2207の規格群には,次に示す部編成がある。
JIS R 2207-1 第1部:非接触法
JIS R 2207-2 第2部:円筒試験片を用いる接触法
JIS R 2207-3 第3部:棒状試験片を用いる接触法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 2207-1:2007
耐火物の熱膨張の試験方法−第1部:非接触法
Test methods for thermal expansion of refractory products-
Part 1: Non-contact method
1
適用範囲
この規格は,耐火物の線熱膨張率,線熱膨張率曲線及び線熱膨張係数を求めるための,非接触法による
熱膨張の試験方法について規定する。
注記 耐火物の熱膨張の試験方法は,JIS R 2207-1,JIS R 2207-2及びJIS R 2207-3の規格群によって
構成される。この規格群における特徴を,表1に示す。
表1−この規格群における特徴
適用区分
第1部:非接触法
第2部:円筒試験片を
用いる接触法
第3部:棒状試験片を
用いる接触法
小さな粒で構成される耐火物
◎
◎
◎
大きな粒を含む耐火物
◎
◎
△
軟化しやすい耐火物
○
△
△
荷重を負荷した測定
×
◎
○
荷重を負荷しない測定
◎
×
×
注記 ◎:最適な試験方法 ○:適用できる △:目的によって適用できる ×:適用できない
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7507 ノギス
JIS C 1602 熱電対
JIS R 2001 耐火物用語
JIS R 2553 キャスタブル耐火物の強さ試験方法
JIS Z 8401 数値の丸め方
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS R 2001によるほか,次による。
3.1
起点温度(T0)
熱膨張結果の取りまとめ上の起点となる温度(20 ℃)。
2
R 2207-1:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
標準試料
線熱膨張率及び線熱膨張係数が既知の物質。試験片と同じ形状にして用いる。
3.3
下限温度(T1)
線熱膨張を測定する温度範囲中の最低温度。
3.4
上限温度(T2)
線熱膨張を測定する温度範囲中の最高温度。
3.5
線熱膨張(εi=ΔLi/L0)
温度を起点温度T0からある温度Tiへ変化させ,試験片の長さがL0からLiに変化したときの,その長さ
変化ΔLi(=Li−L0)の起点温度での長さL0に対する比。
3.6
線熱膨張率[Ei=(ΔLi/L0)×100]
線熱膨張(εi=ΔLi/L0)を百分率で表したもの。
3.7
線熱膨張率曲線
横軸に温度をとり,縦軸に線熱膨張率をとって描かれる曲線。物質の自然膨張のほか,試験片中の含有
物の分解,化学変化,相変化などに伴って起こる寸法変化及び収縮も含まれる。昇温曲線及び冷却曲線が
ある。
3.8
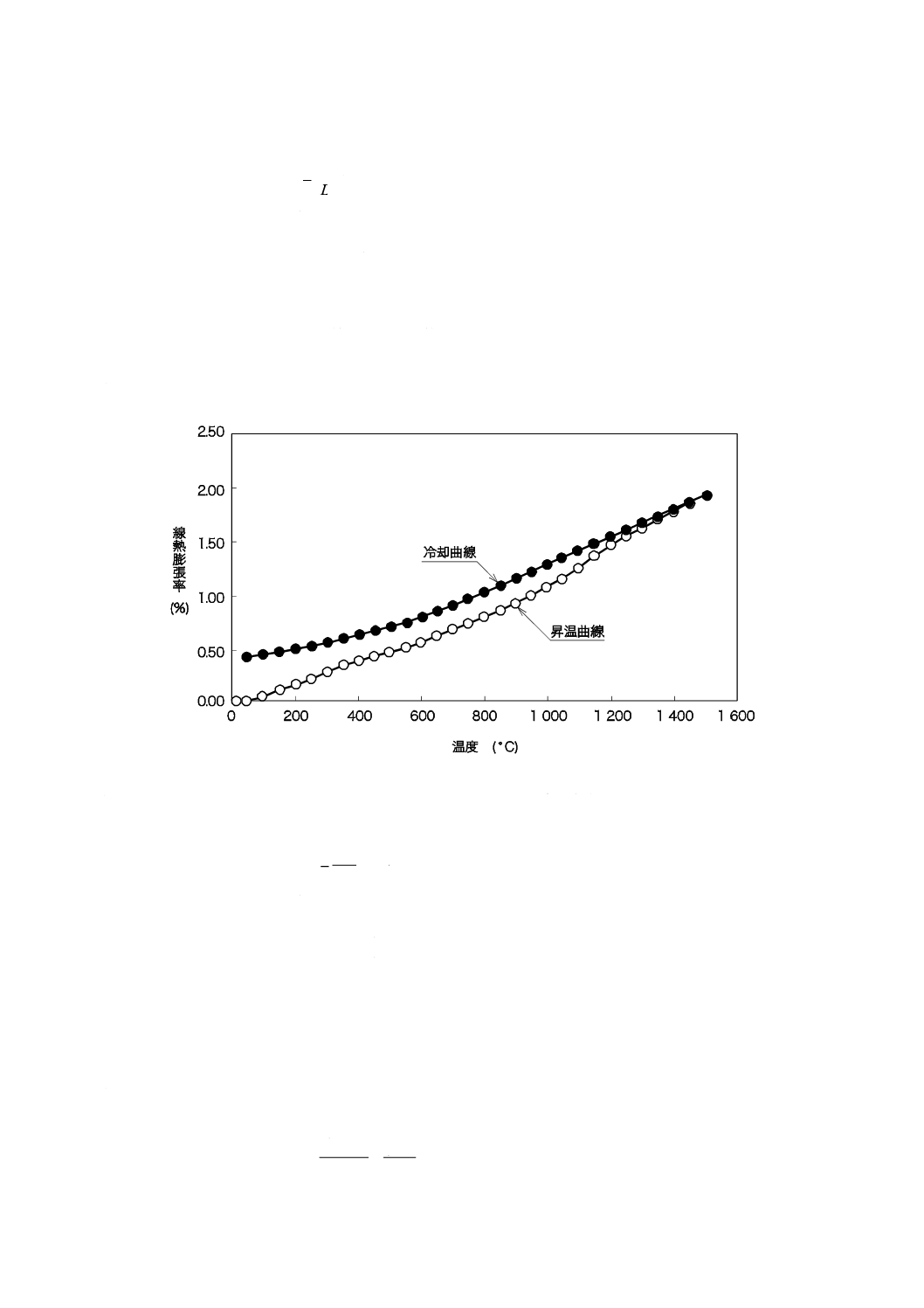
昇温曲線
昇温によって生じる線熱膨張率の変化を示す曲線。通常,これを線熱膨張率曲線という。
3.9
冷却曲線
冷却によって生じる線熱膨張率の変化を示す曲線。加熱変化後の試料の寸法挙動を見ることを目的とす
る。
3.10
平均線熱膨張係数(aT2−T1)
線熱膨張率曲線において温度T1及びT2における試験片長さをL1及びL2とすると,試験片の起点温度で
の長さL0に対する長さ変化ΔL(=L2−L1)の比を温度差ΔT(=T2−T1)で除した値。単位は,℃−1で表す。
3.11
線熱膨張係数(aTi)
3.10において,ΔTを限りなく零に近付けた場合のΔLi/(L0・ΔTi)の値。すなわち所定の温度ΔTiにおける線
熱膨張(εi=ΔLi/L0)と温度との関係線の接線のこう配。単位は,℃−1で表す。
4
原理
棒状試料を加熱炉に設置し,一定速度で加熱しながら,炉外から棒状試験片の両端の位置を非接触計測
器によって連続的又は一定温度間隔でその長さの変化を測定し,線熱膨張率,線熱膨張率曲線,平均線熱
3
R 2207-1:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
膨張係数及び線熱膨張係数を求める。
5
装置,器具及び標準試料
5.1
熱膨張試験装置
5.1.1
一般
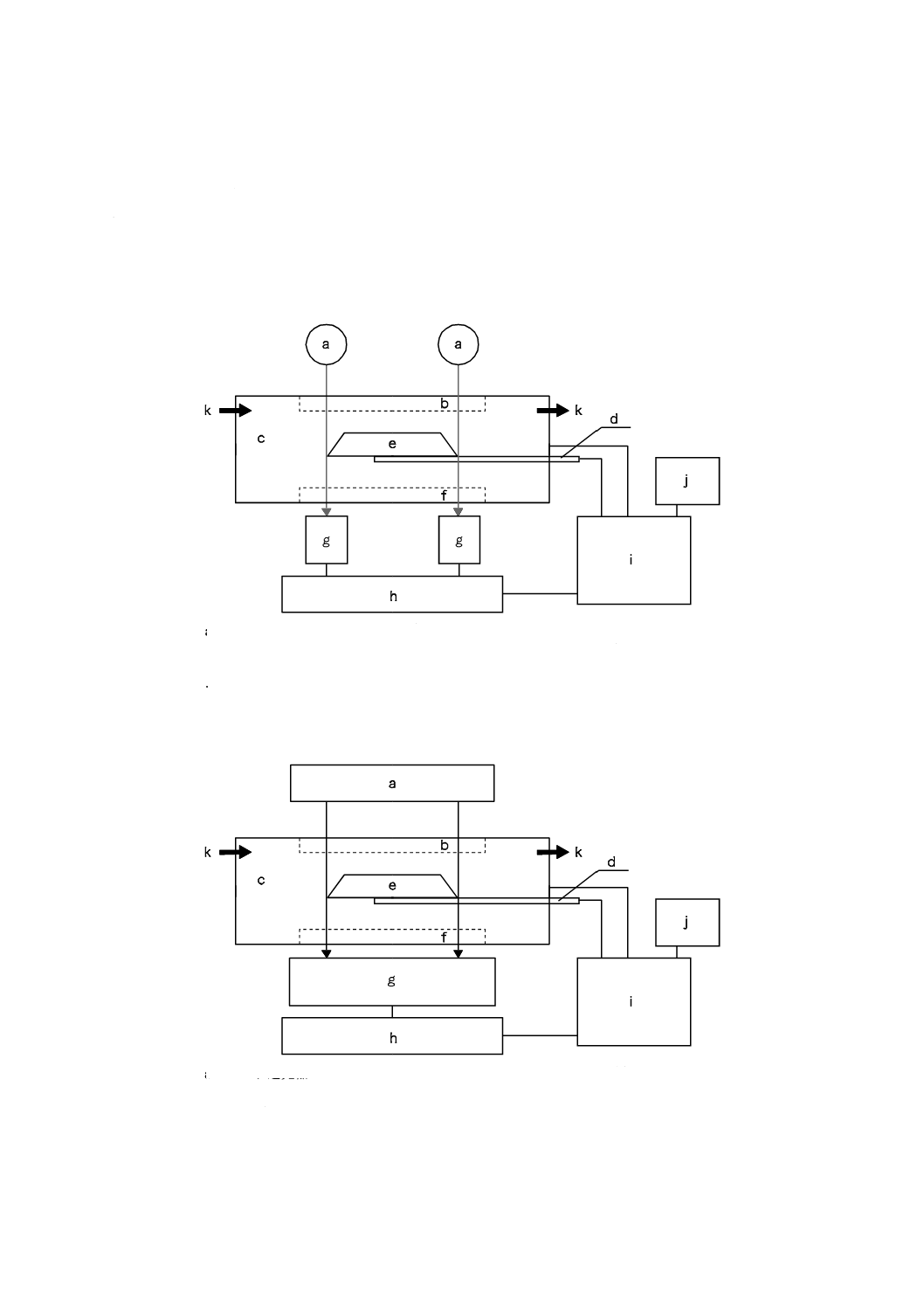
熱膨張試験装置は,加熱炉,試料支持台,変位検出器などで構成する。非接触式試験装置の概念図を,
図1及び図2に示す。
a:送光器(白熱灯)
b:透明石英ガラス窓
c:電気炉
d:熱電対及び温度指示器
e:試験片
f:透明石英ガラス窓
g:受光器(半導体検出器) h:試料位置変換器
i:コンピュータ
j :プリンタ
k:不活性ガス(必要に応じ)
図1−熱膨張試験装置概念図−可視光投影方式
a:レーザ送光器
b:透明石英ガラス窓
c:電気炉
d:熱電対及び温度指示器
e:試験片
f:透明石英ガラス窓
g:レーザ受光器
h:試料位置変換器
i:コンピュータ
j:プリンタ
k:不活性ガス(必要に応じ)
図2−熱膨張試験装置概念図−赤外線レーザ投影方式
4
R 2207-1:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1.2
加熱炉
5.1.2.1
加熱炉の概要
加熱炉は,発熱体,温度制御装置,試料支持台,観察窓,試料取出し機構などからなり,横形管状炉又
は箱形炉で,規定の昇温速度[箇条7のb)参照]で最終(最高)試験温度まで試験片を加熱できるものを
用いる。炭素及び/又は炭化けい素含有耐火物の測定用の加熱炉には,不活性ガス(窒素又はアルゴン)
を一定流量流す機構を設ける。6.2で規定する試験片を均一に加熱できる少なくとも試験片の1.5倍の等温
帯をもつものでなければならない。
注記1 試験片に発熱体の放射光が直接当たらないマッフルタイプの炉を用いることが望ましい。
注記2 加熱によって有機ガスを発生するものには,これらの発生ガスを排出することのできる機構
を設けた装置を用いるとよい。
5.1.2.2
加熱炉の構成
加熱炉の構成は,次による。
a) 発熱体 発熱体には,炭化けい素発熱体,けい化モリブデン発熱体,金属発熱体又は黒鉛発熱体のい
ずれかを用いる。
b) 観察窓 装置には,外部から試験片の両端の位置を計測するための窓を設ける。窓の材質としては,
透明石英ガラスを用いる。窓の高温温度からの保護及び発生ガスによる曇り防止のために,窓の冷却,
ガスカーテンなどの機能を備えたものが望ましい。
c) 試料温度測定用熱電対 保護管付き熱電対を使用し,その温接点を試験片近傍にくるように配置する。
注記 炉の構造によっては,試料温度測定用とは別に,炉内温度制御用熱電対を発熱体の近傍に配
置してもよい。
d) 熱電対の種類及び精度 熱電対は,JIS C 1602に規定する白金−白金ロジウム系熱電対を,最終(最
高)試験温度に合わせて選択して用いる。また,熱電対の精度は,JIS C 1602に準拠した方法で検定
しておく。
高温の測定のためにJIS C 1602に規定されるもの以外の熱電対を使用する場合にも,JIS C 1602に
準拠した方法で検定したうえで用いる。
5.1.3
試料支持台
熱間で試験片と接触した部分が低融物を生成するなど,測定に直接又は間接的に影響のない材質を用い
る。支持台の高さ方向の熱膨張収縮をできるだけ小さくして,試験片の測定位置が変動しないようにする
ために,支持台の高さをできるだけ低く抑え,低熱膨張率の材質を適用する。
5.1.4
変位検出器
変位検出器は,送光器と受光器とからなり,受光器で受光した試験片両端の変化を試験片の寸法変位に
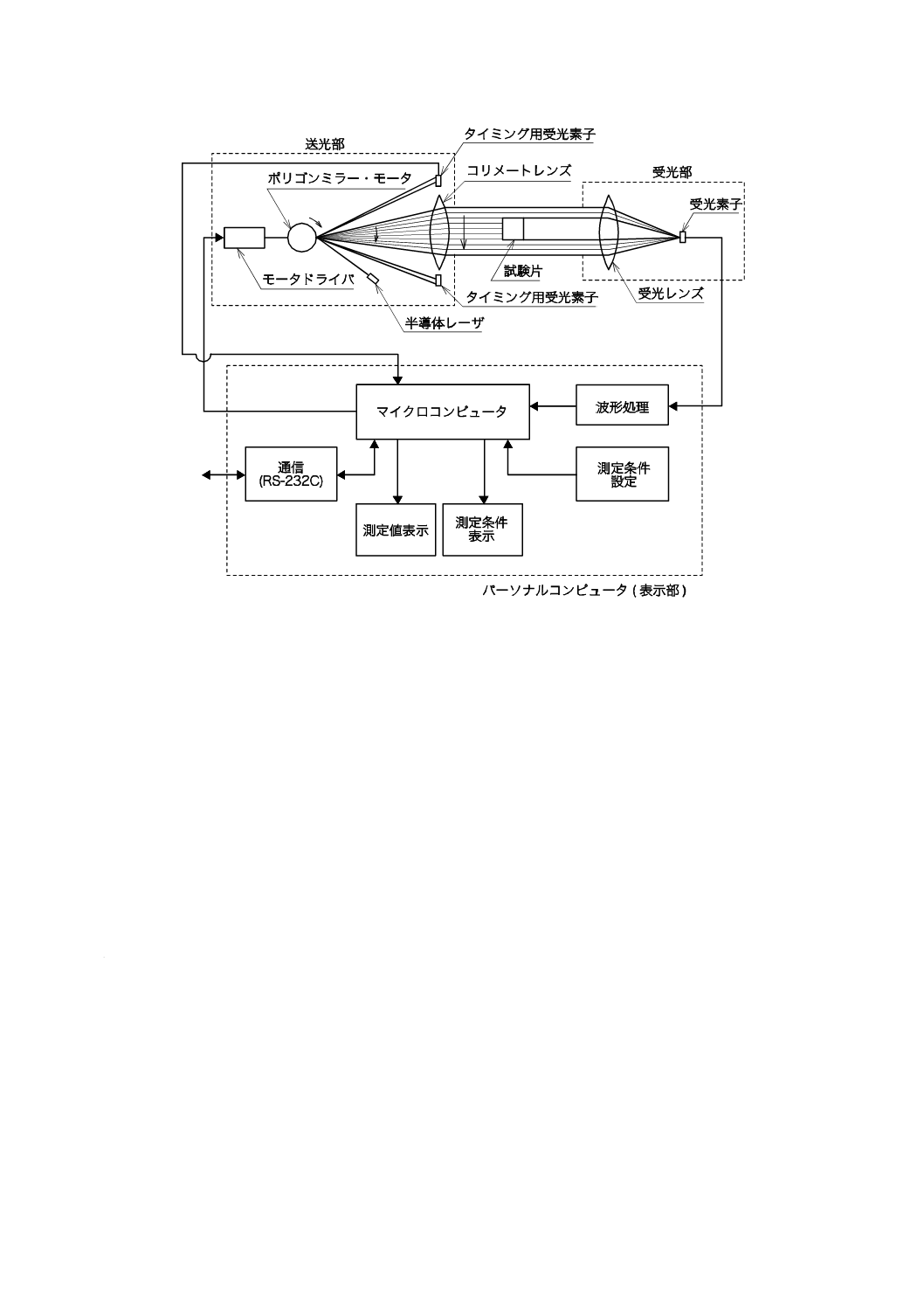
変換できるものを用いる。変位検出器には,自動測定方式及び手動方式があり,自動測定方式には,白色
光を送光して固体撮像素子で受光する可視光投影方式(図1),レーザ光を用いるレーザ投影方式(図2)
などがある。図3にレーザ検出器の構造の一例を示す。目視・手動方式には,望遠鏡で試験片の両端を検
出して,コンパレータで変位を読み取る手動コンパレータ方式,映写した写真から変位を読み取るものな
どがある。
検出器の検出分解能は,0.1 μm以下で,変位測定頻度は,5 ℃間隔以内であることが望ましい。
5
R 2207-1:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3−レーザ検出器の構造の一例
5.2
乾燥器
乾燥器は,温度110±5 ℃に保つことのできる,自動温度調節器付き電気恒温器を用いる。
5.3
ノギス
JIS B 7507に規定する最小読取値が,0.01 mmのM形ノギス又はCH形ノギスを用いる。
5.4
はかり
最小読取値が0.1 g又はそれ以下まで読み取ることのできるはかりを用いる。
5.5
標準試料
線熱膨張率及び線熱膨張係数が既知な高純度アルミナ焼結体,石英ガラス及び/又は高純度黒鉛焼結体
を用いる。
注記 定期的に測定して測定精度を管理するとよい。
6
試験片
6.1
試験片の寸法及び形状
試験片は,各辺が15〜25 mmで長さ60〜150 mmの角棒,又は直径が15〜25 mmで長さが60〜150 mm
の丸棒とし,両端面が平行となるように軸方向に垂直に加工する。
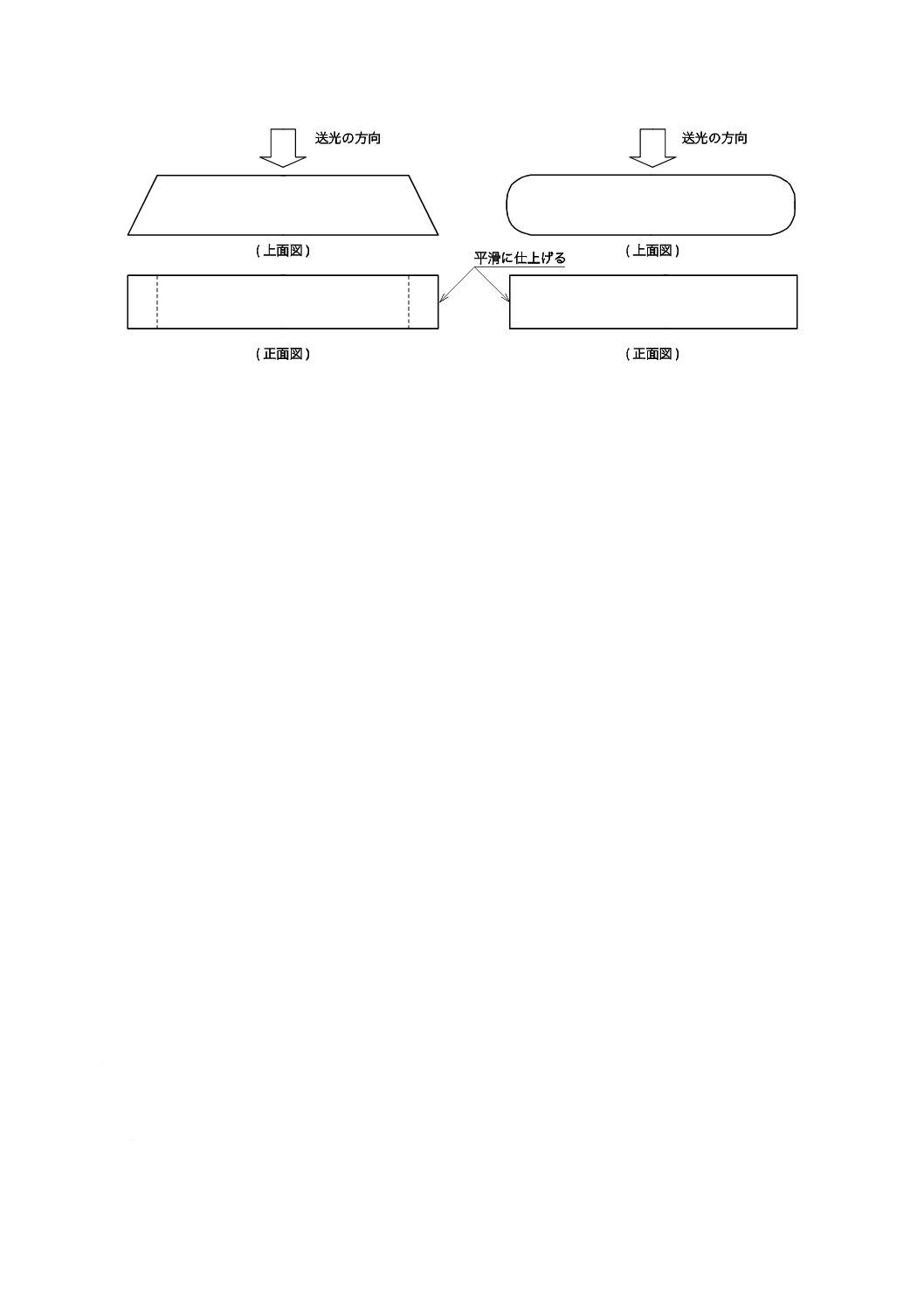
試験片は,図4に示すように試験片の光路側の両端辺を切り欠くか,円弧をもたすなどして測定時に測
定位置が変わらないようにする。また,長さ方向の試料台と接する面は,水平で平滑に仕上げる。
6
R 2207-1:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 角欠け試験片の一例
b) 角取り試験片の一例
図4−試験片の形状の例
6.2
試験片の調製方法
6.2.1
定形耐火物
試験片の採取方向は,特に取り決めがない場合,試験片の長さ方向が供試試料の成形時の加圧方向に平
行となるように採取する。採取した試験片は,110±5 ℃で恒量になるまで加熱する。
なお,試験片の採取方向は,熱膨張結果の使用目的に合わせて,受渡当事者間の協定によって定めてよ
い。不焼成耐火物の場合には,一定温度で焼成後の試料から試験片を採取するか,加工した試験片を一定
条件で焼成して試験片として供することができる。
注記 恒量とは,まず,加工後の試験片を2時間加熱し,デシケータ中で冷却後質量をはかり,その
後30分間加熱後,冷却・ひょう量を繰り返して,各測定前後の質量の差が0.3 g以内になった
点をいう。
6.2.2
不定形耐火物
試験片は,JIS R 2553に準じて6.1に規定する形状に成形するか,又は一定形状に成形したものから切
り出すかのいずれかによる。焼成の要否及び焼成温度は,受渡当事者間の協定による。試験片の調製・成
形・焼成条件及び試験片の寸法は,試験報告書に記載する。
7
操作
操作は,次による。
a) 試験片の長さをノギスで測定する。
b) 試験片を加熱炉内の測定位置に置き,毎分4±1 ℃の加熱速度で均一に加熱を続け,所定の温度まで
昇温させる。この間,各温度における試験片両端の寸法変化量を直読式検出計によって精密に測定し,
試験片温度と試験片の長さとの関係を記録する。
注記 温度計及び直読式検出器の読みをパソコンで読み取りデータ処理を容易にすることができ
る。この場合,1 ℃単位ごとの寸法変化量を記録するとよい。
c) 必要な場合には,冷却過程における試験片の温度と長さとの関係を測定し,記録する。
8
計算及び作図
計算及び作図は,次による。
a) 線熱膨張率は,箇条7の測定結果を基に次の式によって算出し,JIS Z 8401によって小数点以下2け
7
R 2207-1:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
たに丸める。
100
0
×
=LL
E
i
i
∆
ここに,
Ei: 線熱膨張率(%)
L0: 起点温度における試験片の長さ(mm)
ΔLi: 温度Ti(℃)における試験片の長さの変化量(Li−L0)(mm)
なお,実測温度の方が起点温度よりも低い場合には,起点温度からの長さ変化の値を用いて線熱膨
張率を算出する。また,実測温度の方が起点温度よりも高い場合には,d)の線熱膨張係数を用いて外
挿法によって起点温度からの線熱膨張率を算出する。
注記 受渡当事者間の協定によって,起点温度を変更してもよい。
b) 線熱膨張率曲線は,a)で得た各温度とその線熱膨張率との関係を作図して求める。図5に,その一例
を示す。
図5−マグネシア炭素質耐火れんがの線熱膨張率曲線の一例
c) 平均線熱膨張係数は,次の式で計算し,JIS Z 8401によって有効数値を10−8のけたに丸め,10−6・℃−1
の単位で表示する。
T
L
L
α
T
T
∆
∆
×
=
−
0
1
2
ここに, αT2−T1: 試験片の平均線熱膨張係数(℃−1)
L0: 起点温度における試験片の長さ(mm)
ΔT: 下限温度(T1)と上限温度(T2)との差(℃)
ΔL: 温度差ΔTに対応する試験片の伸びの差(mm)
線熱膨張率と温度との関係線が全温度域を通じて直線的なものは,下限温度(T1)を起点にとり,上
限温度(T2)を測定最高温度とすることができる。また,線熱膨張率と温度との関係線がわい(歪)曲
していても,目的に応じて任意の温度範囲での平均線熱膨張率を求めてもよい。ただし,平均線熱膨
張係数の表示は,“α800−200”のように平均した温度範囲で表示する。
d) 線熱膨張係数は,次の式で計算し,JIS Z 8401によって有効数値2けたに丸めて10−6・℃−1の単位で
表示する。
)
(
)
(
25
25
0
25
25
−
+
−
−
=
−
+
i
i
T
T
T
T
T
L
L
L
i
i
i
α
8
R 2207-1:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
αTi: 温度Ti(℃)における試験片の線熱膨張係数(℃−1)
L0: 起点温度における試験片の長さ(mm)
Ti+25: 温度Tiよりも25 ℃高い温度(℃)
Ti−25: 温度Tiよりも25 ℃低い温度(℃)
: 温度Ti+25における試験片の長さ(mm)
: 温度Ti−25における試験片の長さ(mm)
なお,実測された線熱膨張と温度との関係線は,必ずしもスムーズな曲線とはならない。そのため,
所定温度Tiの前後25 ℃における試験片の長さを求めて線熱膨張係数とする。実測された線熱膨張率
曲線をカーブフィッテングして関数化して,温度Tiにおける微分値(接線のこう配)を求め,100で
除して線熱膨張係数を求めてもよい。
9
試験報告
測定結果の報告書には,次の項目を明記する。
a) 試験実施事業所名
b) 試験年月日
c) この規格番号(JIS R 2207-1)
d) 測定試料名(製造事業者名,品種,形式,バッチ番号など)
e) 試験片の形状及び寸法
f)
試験片の調製条件(6.2の条件,成形時の加圧方向との関係,試験片を採取した位置など)
g) 使用した装置の名称及び変位検出器の種類
h) 炉内雰囲気(ガスを流した場合,ガスの種類と単位時間当たりの流量)
i)
加熱条件(発熱体の種類,昇温速度,冷却速度など)
j)
試験結果(受渡当事者間の協定によって各温度の線熱膨張率,線熱膨張率曲線,平均線熱膨張係数,
線熱膨張係数の内,必要とする測定結果)
k) 試験中に観察された異常現象
25
+
iTL
25
−
iT
L