R 1723:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語,記号及び定義 ·········································································································· 2
4 原理······························································································································· 3
5 装置······························································································································· 3
5.1 試験機 ························································································································· 3
5.2 荷重伝達系(負荷ジグ) ································································································· 4
5.3 環境槽(チャンバー) ···································································································· 4
5.4 環境槽内における荷重の確認···························································································· 6
5.5 伸び測定装置 ················································································································ 6
5.6 加熱装置 ······················································································································ 7
5.7 温度測定 ······················································································································ 7
5.8 データ収集システム ······································································································· 7
5.9 寸法測定器 ··················································································································· 7
6 試験片···························································································································· 7
6.1 一般 ···························································································································· 7
6.2 試験片形状 ··················································································································· 7
6.3 試験片のタブ ················································································································ 9
7 試験片の準備 ··················································································································· 9
7.1 試験片の加工 ················································································································ 9
7.2 試験片本数 ··················································································································· 9
8 試験方法 ························································································································· 9
8.1 試験準備 ······················································································································ 9
8.2 試験手順 ····················································································································· 10
8.3 試験の有効性判定 ········································································································· 11
9 計算······························································································································ 12
10 報告 ···························································································································· 12
附属書A(参考)試験機及びジグのアライメント評価方法 ··························································· 14
附属書B(規定)引張軸方向調整における曲げ率の測定方法 ························································ 18
R 1723:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本ファインセラミックス協会
(JFCA)及び国立研究開発法人宇宙航空研究開発機構(JAXA)から,工業標準原案を具して日本工業規
格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規
格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 1723:2015
長繊維強化セラミックス複合材料の高温における
引張クリープ特性の試験方法
Testing method for creep behavior of continuous fiber-reinforced ceramic
composites under tensile loading at elevated temperature
序文
長繊維強化セラミックス複合材料(炭素繊維強化炭素複合材料を含む。)は耐熱性に優れ,各種産業分野
における高温部材として幅広く適用されている。長繊維強化セラミックスを構造部材として使用する場合
には,高温における引張クリープ特性が材料データ及び部品設計データとして重要になる。この規格は,
長繊維強化セラミックス複合材料の高温における引張クリープ挙動について,客観的かつ容易に再現可能
な試験方法を提供し,長繊維強化セラミックス複合材料を利用する諸工業の発展に寄与することを目的と
して制定された。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,室温を超え1 600 ℃以下の高温における大気中,不活性雰囲気中又は真空中での長繊維強
化セラミックス複合材料(炭素繊維強化炭素複合材料を含む。)の引張クリープ特性を測定するための試験
方法について規定する。この方法は,一方向(1D),二方向(2D)及び三方向(xD)の連続繊維で強化さ
れた全ての長繊維強化セラミックス複合材料に対する高温でのクリープ引張挙動試験に適用できる。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 7502 マイクロメータ
JIS B 7721 引張試験機・圧縮試験機−力計測系の校正方法及び検証方法
JIS B 7741 一軸試験に使用する伸び計の検証方法
JIS C 1602 熱電対
JIS C 1612 放射温度計の性能試験方法通則
JIS R 1600 ファインセラミックス関連用語
JIS R 1673 長繊維強化セラミックス複合材料の常温における圧縮挙動試験方法
JIS R 1693-1 ファインセラミックス及びセラミックス複合材料の放射率測定方法−第1部:FTIRを
用いた分離黒体法による垂直分光放射率
JIS R 1693-2 ファインセラミックス及びセラミックス複合材料の放射率測定方法−第2部:FTIRを
用いた反射法による垂直放射率
2
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS R 1693-3 ファインセラミックス及びセラミックス複合材料の放射率測定方法−第3部:直接加熱
熱量法による半球全放射率
JIS R 1721 長繊維強化セラミックス複合材料の高温における圧縮特性の試験方法
JIS Z 8401 数値の丸め方
ISO 17161,Fine ceramics (advanced ceramics, advanced technical ceramics)−Ceramic composites−
Determination of the degree of misalignment in uniaxial mechanical tests
3
用語,記号及び定義
この規格で用いる主な用語及び定義は,JIS R 1600及びJIS R 1721によるほか,次による。
3.1
引張応力,σ(tensile stress)
試験片に加えられた引張荷重(外力)を初期断面積で除した値。表面コーティング層がある場合は,次
に示す2種類の引張応力を定義する。
3.1.1
見かけの引張応力,σa(apparent tensile stress)
表面コーティング層を含む見かけの断面積(A0,a)を用いた場合の引張応力。
3.1.2
実効引張応力,σe(effective tensile stress)
表面コーティング層を除いた実効断面積(A0,e)を用いた場合の引張応力。
3.2
初期伸び量,ΔL0(initial longitudinal deformation)
負荷直後における標点間のゲージ部長さの増加量。
3.3
初期ひずみ,ε0(initial strain)
標点間における負荷直後の長手方向変位量を,ゲージ部長さで除した値(ΔL0/L0)。
3.4
伸び量,ΔL(longitudinal deformation)
標点間のゲージ部長さの増加量。
3.5
全ひずみ,εt(total strain)
標点間における長手方向変位量を,ゲージ部長さで除した値(ΔL/L0)。
3.6
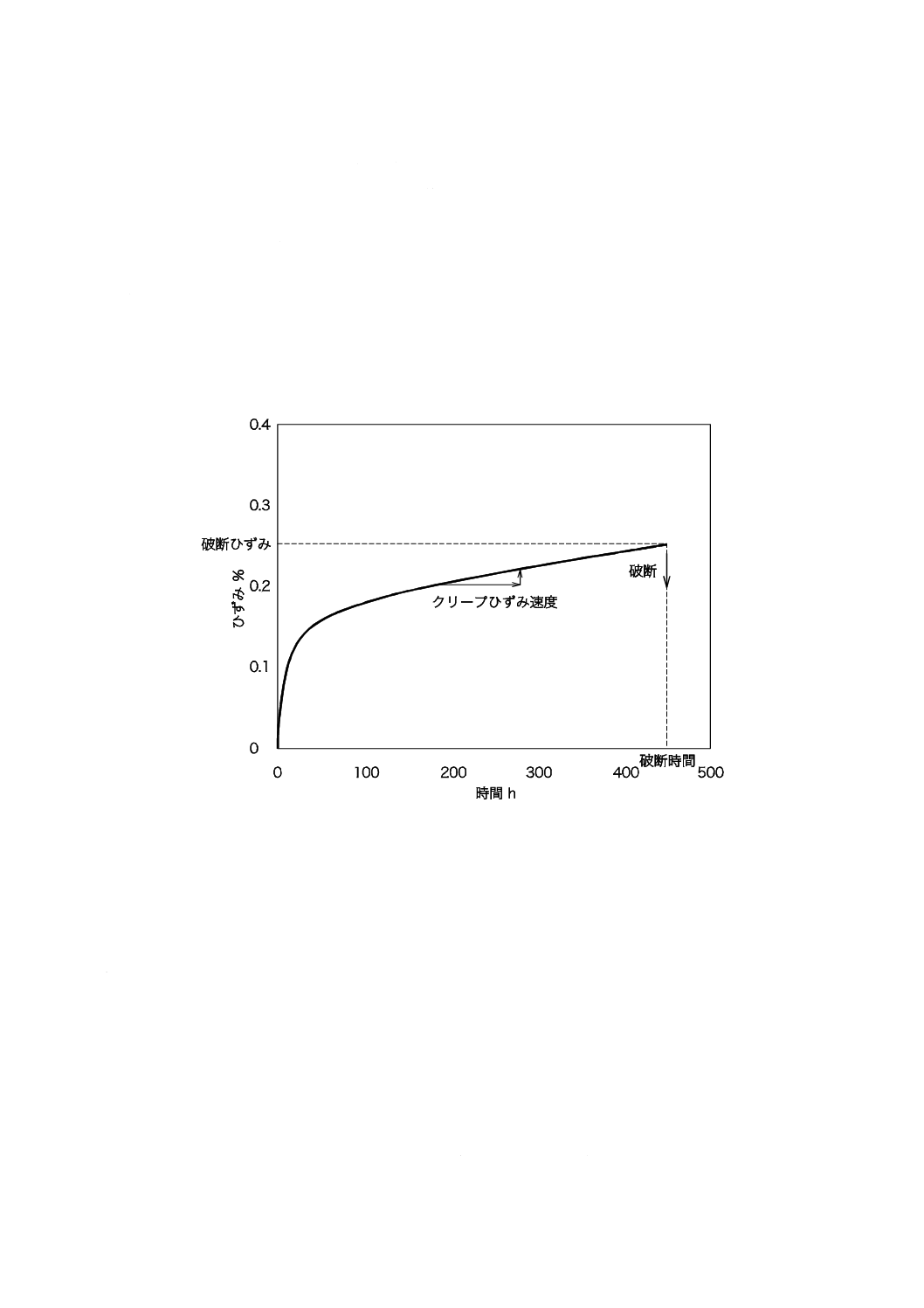
クリープひずみ,εc(creep strain)
クリープ試験中に生じたひずみ。全ひずみから初期ひずみを減じた値[(ΔL−ΔL0)/L0](図1参照)。
3.7
破断時間,tf(lifetime)
引張クリープ試験において,負荷開始から試験片が破断するまでの時間(図1参照)。
3.8
クリープ破断ひずみ,εf(failure strain)
引張クリープ試験において,試験片が破断したときの全ひずみ(図1参照)。
3
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.9
クリープひずみ速度,dε/dt(creep strain rate)
引張クリープ試験において,ひずみ−時間曲線から求められる単位時間当たりのひずみ量。
3.10
曲げひずみ(bending strain)
指定された場所における試験片表裏の長手方向ひずみの差に1/2を乗じたもの(附属書A及び附属書B
参照)。
3.11
曲げ率(percent bending)
曲げひずみを軸方向ひずみで除した値をパーセント表示したもの(附属書A及び附属書B参照)。
図1−全ひずみ−時間関係曲線(例)
4
原理
大気中,真空中又は不活性雰囲気において,規定する形状及び寸法の試験片を試験温度まで加熱後,一
定の引張荷重を負荷する。試験片が破壊するか,又は所定負荷時間まで試験を行うことによって引張応力
−ひずみ応答,ひずみ−時間応答,ひずみ速度−時間応答,破断時間,クリープ破断ひずみなどを測定す
る。
5
装置
5.1
試験機
引張試験機は,JIS B 7721で規定する等級1のものを使用する。試験機の精度は,実際の試験条件(圧
力,温度)においても有効でなければならない。
重すい(錘)式試験機を用いる場合は,試験片に負荷された荷重を直接測定するシステムを備える必要
はないが,JIS B 7721で規定する等級1と同等の精度であることを事前に確認する。
4
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
荷重伝達系(負荷ジグ)
試験機で負荷する測定荷重を試験片に伝達するために,種々の形式のつか(掴)みジグ(以下,グリッ
プという。)を使用する。負荷ジグは,ロードセルの測定値と,実際の試験片に負荷される荷重とが一致す
るようにしなければならない。また,アライメントシステム又は荷重伝達システムを含む負荷ジグ系は,
加熱による変化があってはならない。
荷重システムは,試験片に曲げ又はねじりが発生しないように,負荷方向に対して軸合わせをする。試
験片の曲げひずみを低減するため,試験片連結カップラー(ユニバーサルジョイントなど)を用いてもよ
い。
アライメント(軸ずれ)の評価は,ISO 17161(附属書A参照)又はJIS R 1673の附属書Bで規定する
方法によって実施し,曲げ率を測定する。曲げ率の最大値は,500×10−6ひずみにおいて5 %を超えてはな
らない。
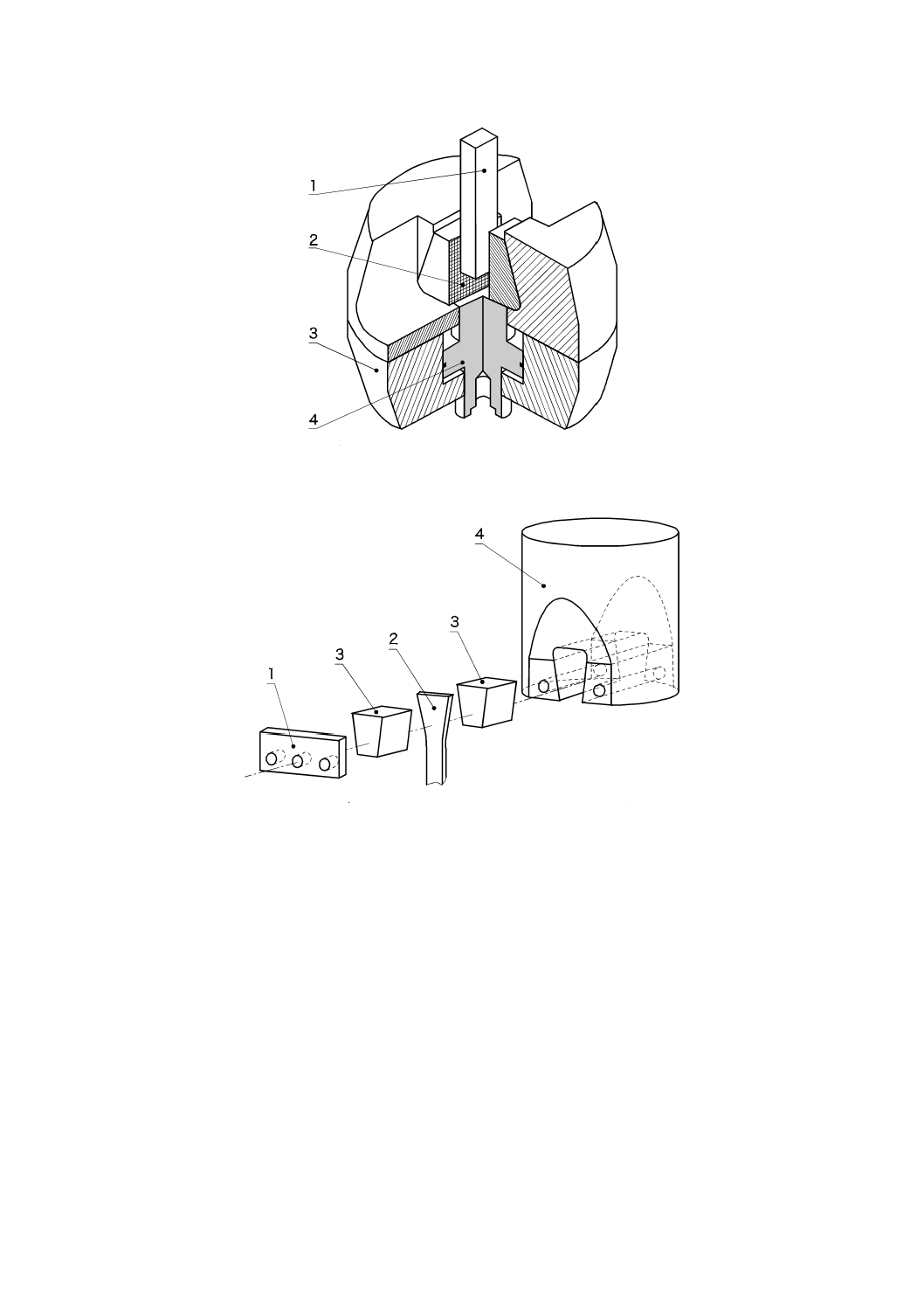
負荷ジグとしては,次の二つの方法がある。
a) 直接グリップ方式 直接グリップ方式では,機械式,油圧式,空気式などの方法で試験機から試験片
に力を伝達する。直接グリップ方式の例を図2に示す。
試験片のつかみ面とグリップ面との間に滑りが生じないように,試験片のつかみ部は刻み目状又は
のこぎり歯状などに加工されたグリップ面をもつとともに,十分な側面圧力を負荷しなければならな
い。
b) 間接グリップ方式 間接グリップ方式では,試験機から試験片へ直接の機械的連結によって力が伝達
される。機械的連結の例として,試験片平行部から拡幅させたつかみ部に至る肩部の形状を利用する
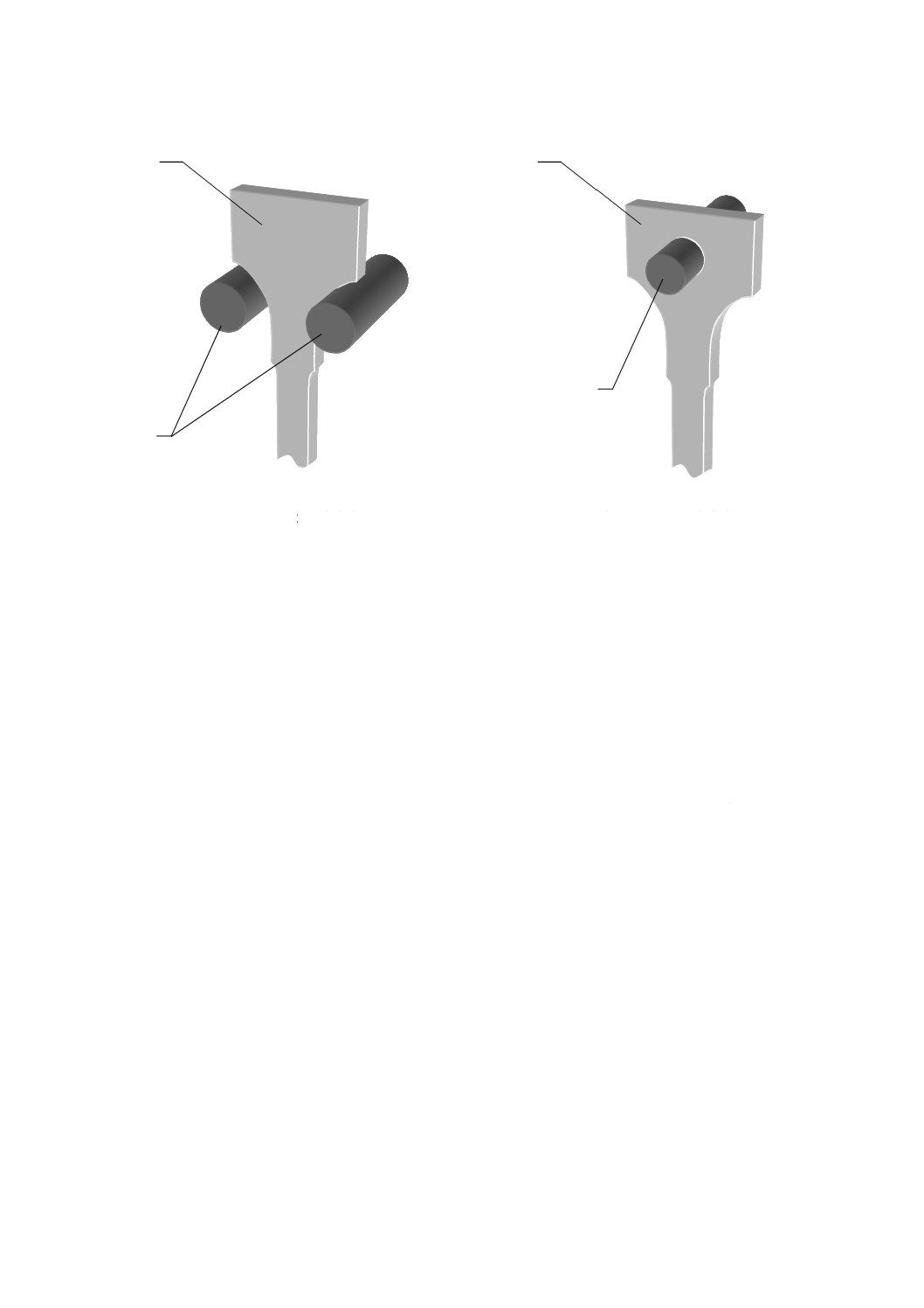
方式(図3及び図4)及びつかみ部にあけた孔にピンを差し込む方式(図5)などがある。
5.3
環境槽(チャンバー)
不活性雰囲気又は真空中での試験においては,気密な環境槽(チャンバー)を用いる。チャンバーは,
試験中に試験片近傍の雰囲気を適切に制御できるものでなければならない。チャンバー内の圧力変動によ
る荷重の変動が,ロードセルのスケールに対して1 %以下でなければならない。
ガス雰囲気中で試験を行う場合は,対象材料及び試験温度に適した雰囲気ガスを選択しなければならな
い。ガスの圧力レベルは,対象材料,温度,雰囲気ガス,伸び計の種類などを考慮して決定する。
真空中で試験を行う場合は,対象材料及び伸び計ロッドが,化学的・物理的に安定な真空度で試験を実
施する。
5
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 試験片 2 くさびつかみ 3 つかみ本体 4 つかみ機構
図2−直接グリップ方式の例
1 拘束板 2 試験片 3 横方向センター合わせ挿入部材 4 つかみ取付け
図3−間接グリップ方式の例1
6
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1
2
1
2
1 固定ピン 2 試験片
1 固定ピン 2 試験片
図4−間接グリップ方式の例2
図5−間接グリップ方式の例3
5.4
環境槽内における荷重の確認
荷重指示装置の指示値が,試験片に負荷されている荷重と同一であることを確認する。そのためには,
次に示す二通りの方法がある。
a) 試験環境槽(チャンバー)内にロードセルを配置する方法(直接法)。
b) 事前に炉内圧及びチャンバー外ロードセル指示値のキャリブレーションを行っておく方法。
なお,炉内圧の変動が試験片に与える荷重変動は,5.1で規定する精度の範囲を超えてはならない。
5.5
伸び測定装置
試験温度において,荷重の関数として長手方向の変形を連続的に測定するために,ひずみゲージ又は伸
び計を用いる。可能な限り長いゲージ長さの伸び計を用いることが望ましい。伸び計の直線性は,フルレ
ンジに対して0.15 %以下とする。伸び計は,JIS B 7741に規定するものを使用する。
a) 機械式伸び計 機械式の接触形伸び計を用いる場合,試験片長手方向の初期標点間距離と一致するよ
うにロッドを取り付けなければならない。伸び計のロッドは,試験温度及び環境において,ロッド材
料の形状変化による変位測定精度への影響があってはならない。また,ロッド材料は,試験片材料と
反応しないものを選択する。
注記1 可能な限り長いゲージ長さの伸び計を用いることが望ましい(最小10 mm以上,できれば
25 mm以上)。
注記2 接触点で伸び計が滑らないような最小の接触力とする。また,伸び計の接触力によって,
5.2で規定されている曲げ成分を超えることのないように注意する。
b) 電気光学式伸び計 レーザー光又はCCDカメラを利用した電気・光学式伸び計を用いる場合には,
試験片に参照マークが必要である。一般にロッド,フラッグなどの基準マークは,試験片の長手方向
に対して垂直方向に取り付ける。これらのマーク間の距離は,ゲージ部長さに対応する。マークに用
いる材料は,試験温度において試験片の材料と反応せず,また試験片材料との熱膨張差が小さいなど,
7
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験片の応力状態に影響を与えないものでなければならない。
注記3 試験片に直接マークとなる突起などを加工する“インテグラルフラグ”を用いる場合は,
試験結果に影響を及ぼさないように形状・寸法などに配慮する。
注記4 基準マークが十分に認識できない場合,光学式伸び計の使用は望ましくない。
5.6
加熱装置
加熱装置は,一定の昇温速度で昇温可能な温度調節装置を備えており,試験片全体又は一部を加熱する。
加熱装置は該当の試験温度(T0)において,ゲージ部の温度偏差が500 ℃以上の試験では20 ℃以内,室
温を超え500 ℃未満では10 ℃以内を保持できるものでなければならない。また,全試験期間を通して,
ゲージ部の温度偏差が500 ℃以上の試験では20 ℃以内,室温を超え500 ℃未満では10 ℃以内となるよ
うに保持し,かつ試験温度(T0)が,摂氏単位における±1 %の範囲内に保持できるものでなければならな
い。
5.7
温度測定
加熱装置及び試験片の温度の測定には,JIS C 1602に準じた熱電対,又はJIS C 1612に準じた放射温度
計を使用する。放射温度計を使用するときには,JIS R 1693-1〜-3に準拠して対象とする波長における試
験片の放射率,放射率比を測定しておく必要がある。試験片の放射率の経時変化が顕著な場合,放射温度
計の使用は望ましくない。
試験片の温度を直接測定する目的で熱電対を試験片に接触させる場合には,引張クリープ挙動,測定結
果に有害な影響を生じるような損傷及び化学反応を試験片表面に与えるものであってはならない。
5.8
データ収集システム
試験中の荷重,ゲージ部伸び・ひずみなどの時間変化を記録するために,校正された記録計を使用する。
アナログチャート記録計又はデジタルデータ収集システムを用いて,荷重,ゲージ部伸び・ひずみなどの
時間変化を記録できるものでなくてはならない。記録装置は,出力ユニットも含めて,試験システムの選
択範囲において1.0 %以内の精度でなければならない。
5.9
寸法測定器
試験片の平行部における幅及び厚さ測定に使用する長さ計は,0.01 mmの単位まで測定できるもの,又
はこれと同等以上の目量をもつものとする。マイクロメータは,JIS B 7502に規定するものを使用する。
6
試験片
6.1
一般
試験片形状は,材料及び強化体の構造,加熱方法,負荷方法,試験方法などを考慮して選択する。ゲー
ジ部長さは,材料の代表的な値でなければならない。試験片表裏面の仕上げ状態については,未加工状態
又は加工状態のいずれでもよく,試験の目的に応じて決定する。
注記 試験片平行部の断面積は,構造ユニットセル(複合材料の織物周期構造をなす最小単位)の4
倍以上であることが望ましい。具体的には,平行部の幅は簡単な織物材では3繊維束,複雑な
織物材では構造ユニットセル2単位を最小とする。厚さは簡単な織物材では3層,複雑な織物
材では構造ユニットセル2単位を最小とする。
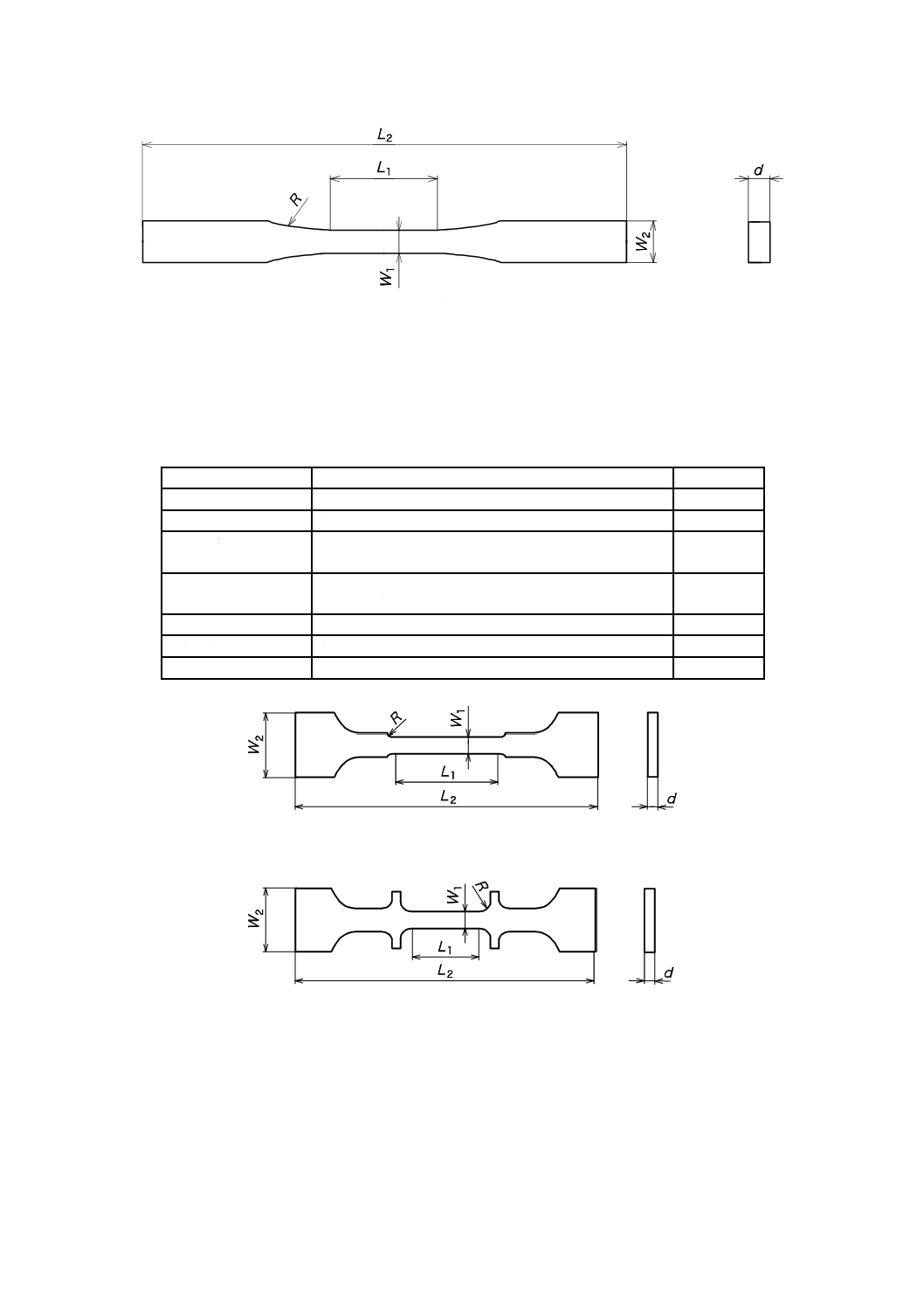
6.2
試験片形状
直接グリップ方式用ダンベル形試験片の形状及び寸法の例を図6及び表1に,肩部をピンで固定する間
接グリップ方式用ダンベル形試験片の形状及び寸法の例を図7に示す。
8
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
L1
平行部長さ
L2
全長
W1 平行部幅
W2 つかみ部幅
d
厚さ
R
R部半径
図6−直接グリップ方式用ダンベル形試験片の例
表1−ダンベル形試験片(図6)の寸法例
単位 mm
項目
寸法
許容値
全長 L2
≧100
±0.5
平行部長さ L1
≧30
±0.2
厚さ d
≧2,かつ最小限 簡単な織物材では3層
又は,複雑な織物材では構造ユニットセルを2単位
±0.2
平行部幅 W1
≧5,かつ最小限 簡単な織物材では3繊維束
又は,複雑な織物材では構造ユニットセルを2単位
±0.2
つかみ部幅 W2
≧10,かつ最小限1.4×W1
±0.2
R部半径 R
≧10
±2
機械加工部の平行度
0.05
−
L1
平行部長さ
L2
全長
W1 平行部幅
W2 つかみ部幅
d
厚さ
R
R部半径
図7−間接グリップ方式用ダンベル形試験片の例(肩部でのピン固定方式)
9
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
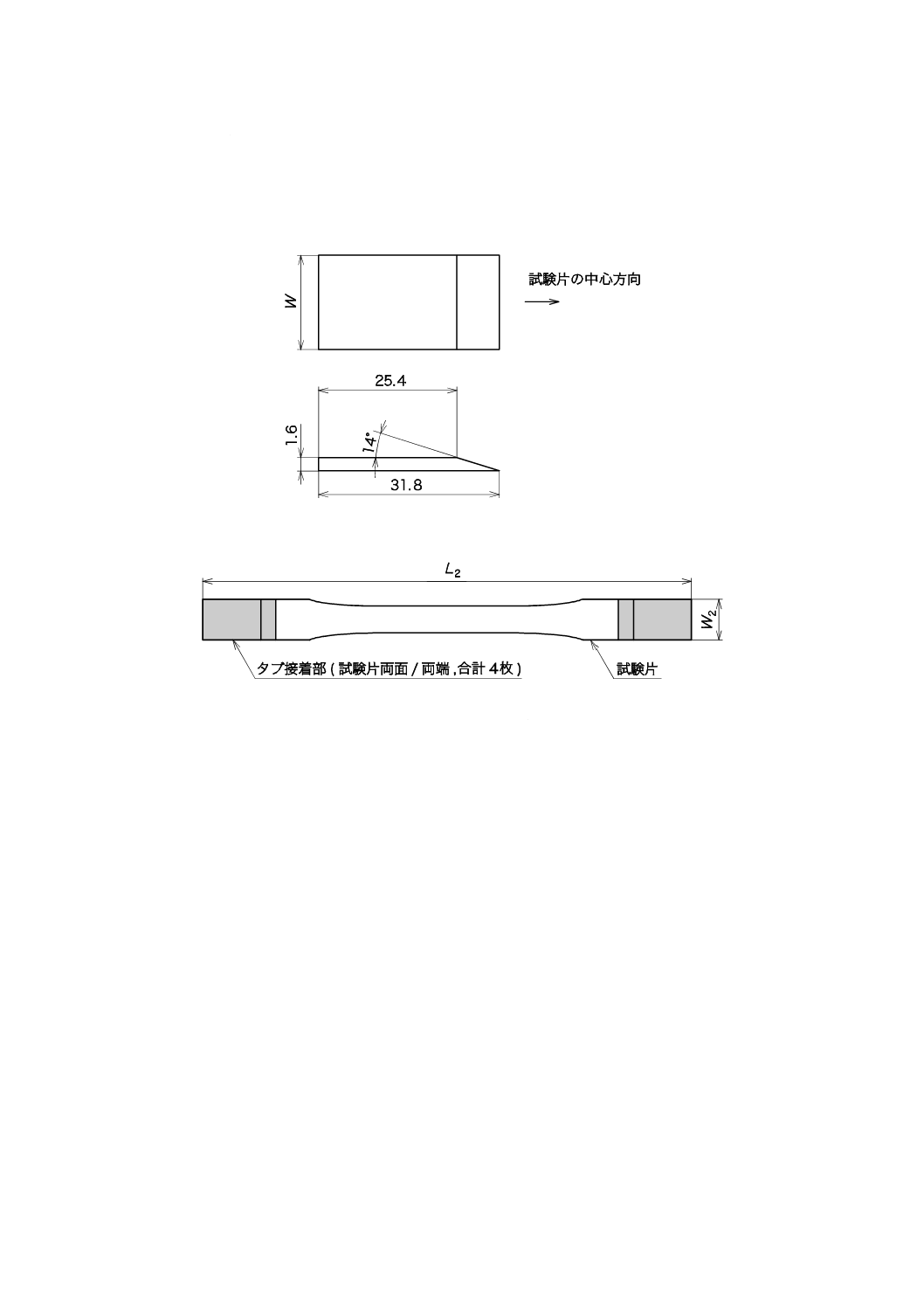
試験片のタブ
グリップによる負荷方式を採用するときには,試験片の両端部に補強のためのタブを用いてもよい。タ
ブの推奨材料としては,銅板,アルミ板などがある。図8にタブ形状の例を示す。
単位 mm
W 試験片幅
タブの詳細
タブの接着例
図8−傾斜の付いたタブの例
7
試験片の準備
7.1
試験片の加工
母板から試験片を切り出す場合には,繊維方向及び試験片方向の切り出し方向に注意し,切り出した場
所・方向などを記録する。
注記1 耐酸化コーティングを形成した素材から切り出した場合,切断面はコーティングされていな
い。そのため,切断面には適切な酸化保護を適用する。
注記2 冷却されたつかみジグを用いる場合,試験温度とつかみジグ温度の間の温度に対する適切な
酸化保護が試験片表面に対して必要となることがある。
7.2
試験片本数
試験片本数は,各試験条件に対して2本以上とすることが望ましい。
8
試験方法
8.1
試験準備
試験条件に対して,次の試験準備を行う。この準備作業は,材料,試験片形状,試験片つかみ部など,
試験条件が変化した場合には随時行わなければならない。
10
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 温度分布の測定及び均熱域の決定 試験前に,試験対象温度における炉内の平行部長さにおける温度
分布を測定する。試験片長手方向に対して,少なくとも3か所[試験片中央,標点(2か所)]におけ
る温度を測定する。均熱域を決定するためには,ゲージ部の外部の温度も測定する必要がある。
試験温度は,試験片中央の温度となる。ゲージ部内における最大温度と最低温度との差(温度偏差)
は,500 ℃以上の試験では20 ℃以内,室温を超え500 ℃未満では10 ℃以内でなければならない。
ゲージ部を含む平行部において,最大温度と最低温度との差(温度偏差)が500 ℃以上の試験では
50 ℃以内,室温を超え500 ℃未満では20 ℃以内である領域を均熱域として決定する。
温度測定は,5.7に従って行う。熱電対を用いた測定は,試験片厚さ方向の中心の位置に熱電対を埋
め込んだダミー試験片を用いて行う。
注記 温度制御装置で表示される温度と試験片温度との関係は,均熱域での温度分布測定と同時に測
定するのが通常である。
b) 荷重伝達系(負荷ジグ)の調整 試験片に発生する曲げ成分を,ISO 17161(附属書A参照)又は附
属書Bで規定する方法によってあらかじめ室温において測定する。曲げ率の最大値が,500×10−6ひ
ずみにおいて5 %を超えないことを確認する。
c) 試験片の寸法測定 試験片の中心とゲージ部両端の3か所における寸法を室温で0.01 mmの単位まで
測定し,算術平均によって断面積を決定する。
試験片に標点測定用マーカが取り付けられている場合,室温でゲージ部長さを±1 %の精度で測定
する。
ただし,ゲージ部長さ測定誤差よりも,室温と試験温度とにおける熱膨張の方が大きい場合は,ゲ
ージ部長さは熱膨張の影響を考慮するか,又は高温で測定しなければならない。
8.2
試験手順
8.2.1
試験片の取付け
曲げ荷重又はねじり荷重が負荷されないように注意しながら,試験機に試験片を取り付ける。試験片取
付け時に予荷重(プリロード)を与える場合は,試験温度(T0)で予想される破断荷重の5 %を超えては
ならない。
8.2.2
伸び計の取付け
機械式伸び計によってひずみを計測する場合,常温の無負荷状態で試験片の平行部に伸び計を装着して
出力のゼロ調整を行う。電気光学式伸び計によってひずみを計測する場合,ひずみを計測するインタグラ
ルフラグがカメラに収まるようにセッティングして出力のゼロ調整を行う。試験温度において温度を安定
させた後,再び,試験前にゼロ調整を行う。
注記 試験片材料の熱膨張係数が大きい場合,熱膨張の影響をあらかじめ考慮して伸び計をセットす
ることが望ましい。
8.2.3
不活性雰囲気の設定
不活性ガス中で試験を行う場合は,あらかじめチャンバー内の空気及び水蒸気を排気しておかなければ
ならない。これは,密閉されたチャンバー内で真空度10 Pa以下まで排気するか,又はガス置換をするこ
とで達成できる。
8.2.4
試験片の昇温
試験片の温度を試験温度(T0)まで加熱する。温度が安定し,また伸び計の出力が安定するまで試験温
度に保持する。温度制御には,次の二つの方法がある。
a) 試験中に試験片自体の温度を測定している場合は,その温度を温度制御に使用する。
11
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 試験中に試験片自体の温度を測定することが不可能な場合は,8.1に示されている方法に従い,あらか
じめ測定されている試験片の温度と電気炉の温度との関係を用いる。
試験片が加熱中に初期の応力負荷状態にあることを確認する。
注記1 試験片に熱衝撃がかからないように,10〜30 ℃/分程度の昇温速度で実施することが望まし
い。
注記2 昇温時の過昇温が,5.6に要求する温度範囲を超えないように注意する。
注記3 昇温時には,試験片及び試験ジグの熱膨張によって試験片に過大な負荷がかからないように
するため,荷重制御でゼロ荷重の状態で昇温するか,又は予荷重を負荷したまま昇温する。
この場合,予荷重は試験温度における破断荷重の5 %を超えてはならない。
8.2.5
温度の保持
試験温度(T0)に到達した後に,試験片ゲージ部の温度が均一になり及び伸び計の出力が安定状態に達
したことを確認した後に,負荷を開始する。昇温時間及び保持時間を記録する。
注記 一般には,試験片の温度が安定した後に,15分間以上保持した後に負荷を開始する。ただし,
熱処理時間の影響を評価するときにはこの限りではない。
8.2.6
クリープ試験の実施
クリープ試験の実施は,次による。
a) 温度及び環境条件(ガス,圧力など)を記録する。
b) 試験機及び伸び計のゼロ調整を行う。
c) 荷重,長手方向ひずみ(変位),温度などの記録を開始する。
d) 試験片に所定の引張荷重を負荷する。
e) 試験片が破壊した場合又は所定の時間を経過した場合,荷重を除荷する。
f)
試験機及びデータ収集システムを停止する。
g) 環境試験の場合は,材料の特性低下が起こらない温度まで雰囲気温度を下げてから試験チャンバーを
開放する。
h) ゲージ部中心点からの破断部相対位置を測定する。
i)
試験終了後,グリップの面から試験片を注意して取り除く。破断面が互いに接触したり,他の物体に
接触したりして破断面を損傷させないように注意する。
j)
試験片及び平行部からの飛散物を合わせて回収する。
注記1 試験片に衝撃を与えない範囲内で,できるだけ速やかに荷重を負荷する。負荷速度は,0.1〜
10 MPa/sの範囲が一般的である。
注記2 デッドウェイト式の試験機では荷重負荷速度を制御することが容易ではないが,急速な負荷
は避けることが望ましい。
8.3
試験の有効性判定
次の場合には,得られたクリープ試験結果は無効とする。
a) 試験条件が記録されていない場合
b) 試験条件を満足していない場合
c) 試験片がグリップ部で滑った場合(滑りが生じる直前までの結果は有効とする。)
d) 伸び計の滑りが生じた場合(滑りが生じる直前までの結果は有効とする。)
また,次の場合には破断時間の結果は無効とする。
e) 均熱域以外の箇所で破壊した場合
12
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
計算
引張応力及び試験結果の算出は,次による。
a) クリープ試験における引張応力 クリープ試験における引張応力は,式(1)又は式(2)によって計算する。
表面コーティング層のない材料では,これらは同じ値(σ)となる。
a,0
a
A
F
σ=
················································································· (1)
e,0
e
A
F
σ=
················································································· (2)
ここに,
σa: 見かけの引張応力(MPa)
σe: 実効断面積に対する引張応力(MPa)
A0,a: 試験片の見かけの断面積(mm2)
(コーティング層を含む。)
A0,e: 試験片の実効断面積(mm2)
(コーティング層を除く。)
F: 引張荷重(N)
b) 引張方向のひずみ 負荷直後の初期ひずみを,式(3)によって計算する。また,クリープ試験中の全ひ
ずみを式(4),クリープひずみを式(5)によって計算する。
0
0
0
L
L
∆
=
ε
············································································· (3)
0
t
L
L
∆
=
ε
··············································································· (4)
(
)
0
0
c
L
L
L∆
−
∆
=
ε
······································································ (5)
ここに,
ε0: 初期ひずみ
εt: 全ひずみ
εc: クリープひずみ
L0: ゲージ部長さ(mm)
ΔL0: 負荷直後の伸び量(mm)
ΔL: クリープ試験中の伸び量(mm)
c) ひずみ速度 図1に示す全ひずみ−時間関係曲線の傾き(Δε/Δt)から,ひずみ速度−時間曲線を計算
する。
d) 試験結果の丸め方 引張応力,引張ひずみ及びひずみ速度に関する各試験結果は個々に算出し,JIS Z
8401によって有効数字3桁に丸める。
10 報告
試験結果報告書には,次の項目を報告する。
なお,受渡当事者間の協議によって,報告事項を取り決めてもよい。
a) この規格の番号(JIS R 1723を使用した旨の記述)
b) 試験実施機関の名称及び住所
c) 試験年月日,報告・ページに対する番号付け,顧客の名称,住所,及び署名(調印)
d) 試験片の形状(図面,規格品)
e) 試験材料に関する記述(材料,製造番号,バッチ番号,試験片準備工程に関する記述。表面加工をし
た場合は,加工面の表面粗度)
f)
試験片のセット・アップに関する記述[加熱方式,温度測定方法,グリップ方式,荷重方式,伸び計
13
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
及びゲージの形式,荷重の伝達方式,曲げ率及び曲げ率評価方法(附属書B)]
g) ゲージ部及び平行部における温度分布
h) 昇温速度,試験温度,雰囲気(圧力,ガス),変位速度,ひずみ速度又は荷重印加速度
i)
試験した試験片数,及び有効試験数
j)
荷重−長さ方向変位(ひずみ)記録(必要に応じて)
k) クリープ試験に関する有効な結果[試験片寸法及び形状,応力−ひずみ線図(初期負荷時),全ひずみ
−時間線図,クリープひずみ−時間線図,ひずみ速度−時間線図,破断時間,破断ひずみ,破断位置,
試験中の温度変化など]
l)
実効断面積を用いる場合の補正係数値及び補正係数を得た方法(例えば,顕微鏡写真など)
m) 記録した全ての試料の破壊位置
14
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
試験機及びジグのアライメント評価方法
この附属書は,ISO 17161を要約して,試験機及びジグのアライメント評価方法の概要を示す。
A.1 装置及び器具
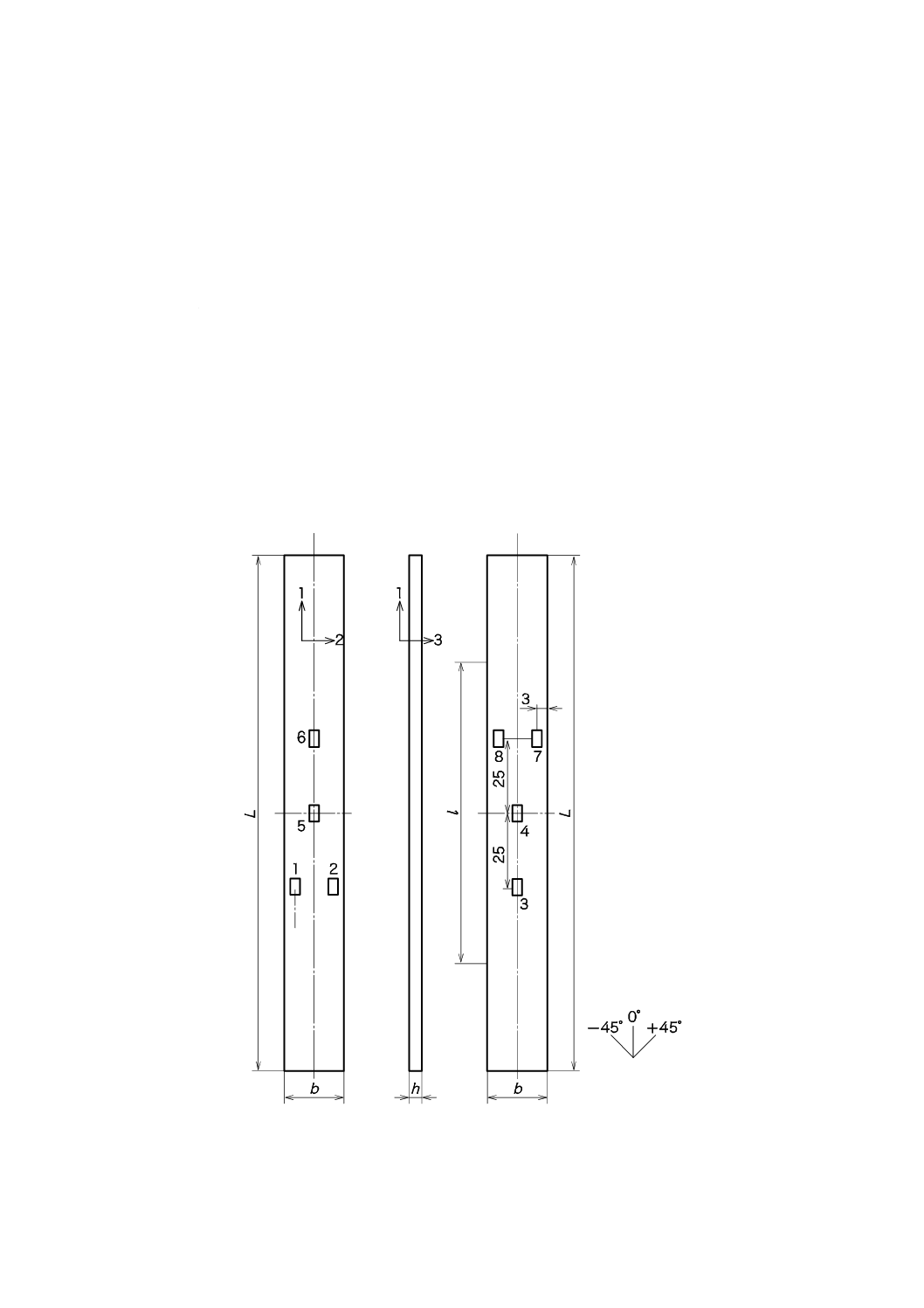
対象とする引張クリープ試験に使用する試験機,つかみジグ並びに図A.1及び表A.1に示す参照試験片
を用意する。参照試験片の材料は,適切な強度をもつ鋼材とする。長方形断面をもつ参照試験片に対して
図A.1に示すように8枚のひずみゲージを接着する。このうち位置5には,試験片長手方向及び±45°の
3軸からなる3軸ひずみゲージ(ロゼッタゲージ)を貼付する。その他の7枚は単軸とし,いずれも試験
片長手方向に対して平行に貼付する。ひずみゲージのセンサー部は,長さ4 mm以下×幅2 mm以下とす
る。また,ひずみゲージは,参照試験片のエッジから2 mm以上離れた場所に接着する。
単位 mm
図A.1−参照試験片の形状及びひずみゲージ貼付位置
15
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.1−参照試験片の形状
単位 mm
項目
寸法
許容差
試験片全長,L
200
−
平行部長さ(チャック間長さ),l
100
±0.1
厚さ,h
4
±0.1
平行部幅,b
18
±0.1
ひずみ測定の精度は,読取値の誤差0.5 %以内又は3×10−6ひずみ以内,分解能は1×10−6ひずみ以下で
なければならない。参照試験片に対して,ロードセルの最大容量の10 %に該当する荷重を負荷する。その
ため,参照試験片に用いた材料の降伏応力は,この時に負荷する応力の2倍以上でなければならない。
A.2 試験手順
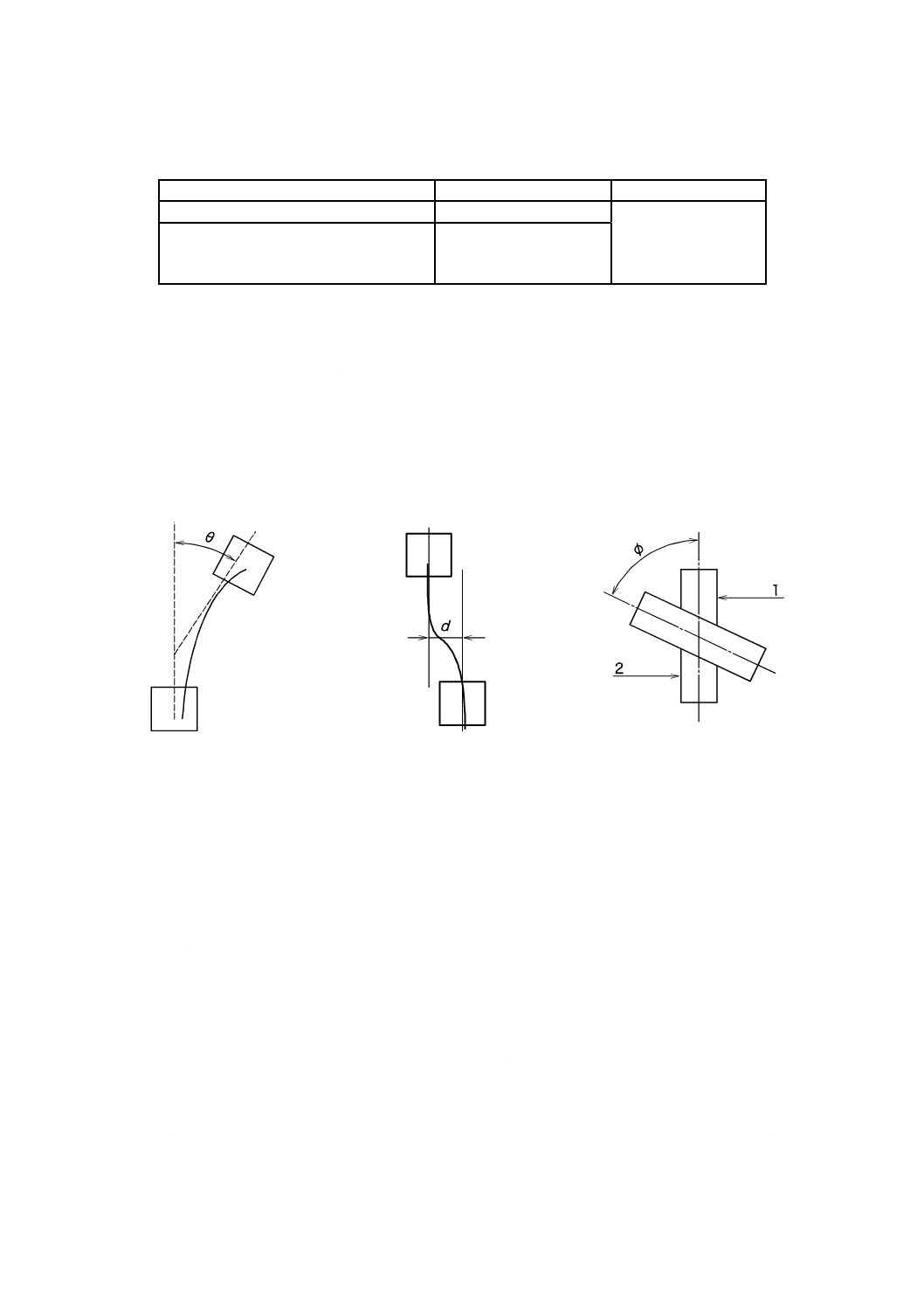
それぞれの場所に貼付されたひずみゲージの測定値から,図A.2に示すような曲げひずみ成分C,曲げ
ひずみ成分S及びねじりひずみ成分を次によって評価する。
a) 曲げ成分C
b) 曲げ成分S
c) ねじり成分
図A.2−アライメント(軸ずれ)の成分
a) ねじりひずみの評価 はじめに参照試験片をチャックし,位置1及び位置2のひずみ測定値から参照
試験片の長手方向と試験機の荷重軸とが平行であることを確認する。
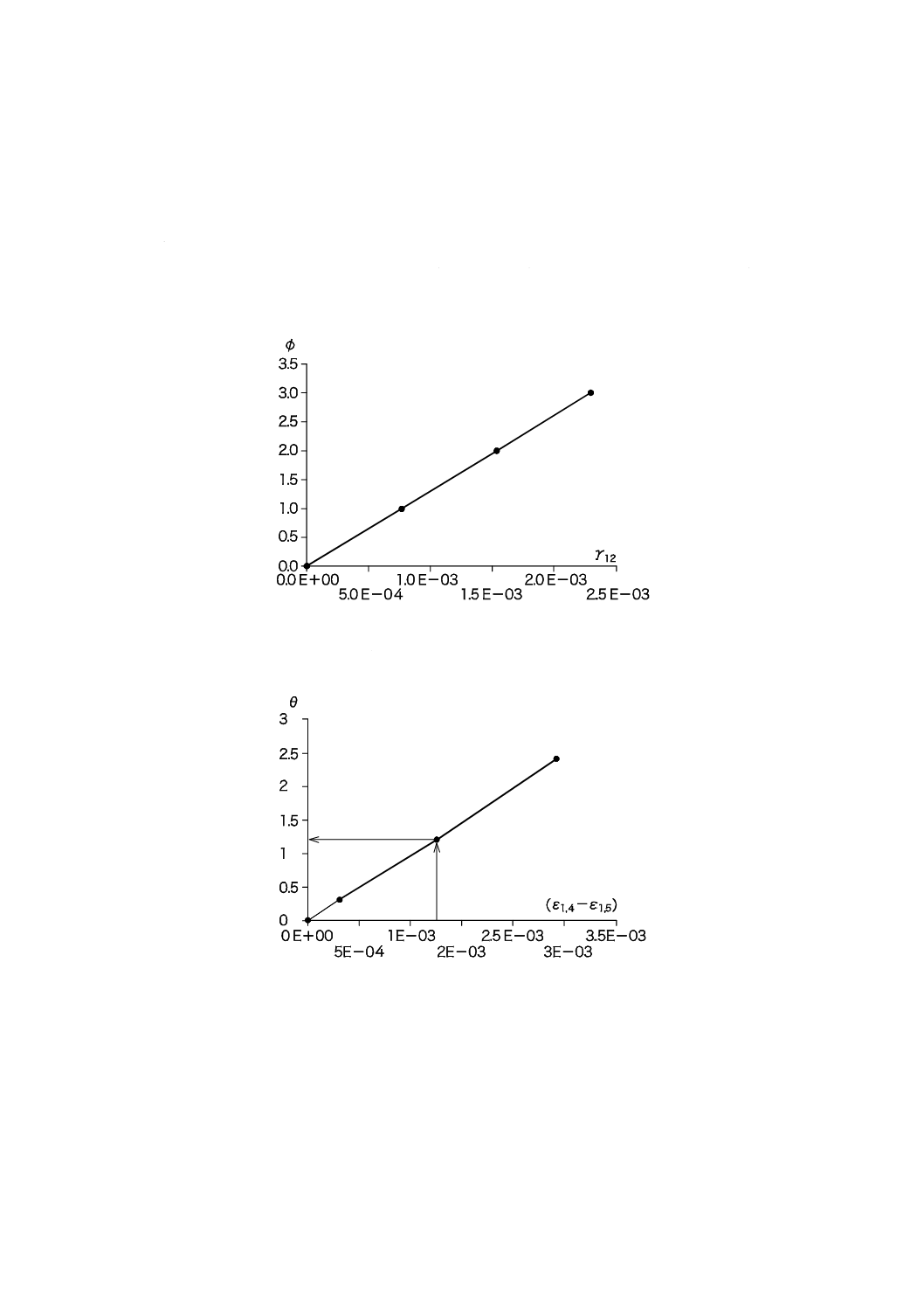
次に試験片に引張荷重を付与し,位置5の±45°方向ひずみから(ε+45−ε−45)=γ12を計算し,図
A.3を用いてねじりひずみの偏差角度φを求める。この値が要求値を満足していない場合は,グリッ
プを調整する。上記の手順を,要求値を満足するまで繰り返し実施する。
b) 曲げひずみCの評価 参照試験片に引張荷重を付与する。位置4及び位置5の長手方向ひずみから(ε1,4
−ε1,5)を計算し,図A.4を用いて曲げひずみCの偏差角度θを求める。この値が要求値を満足してい
ない場合は,グリップを調整する。上記の手順を,要求値を満足するまで繰り返し実施する。
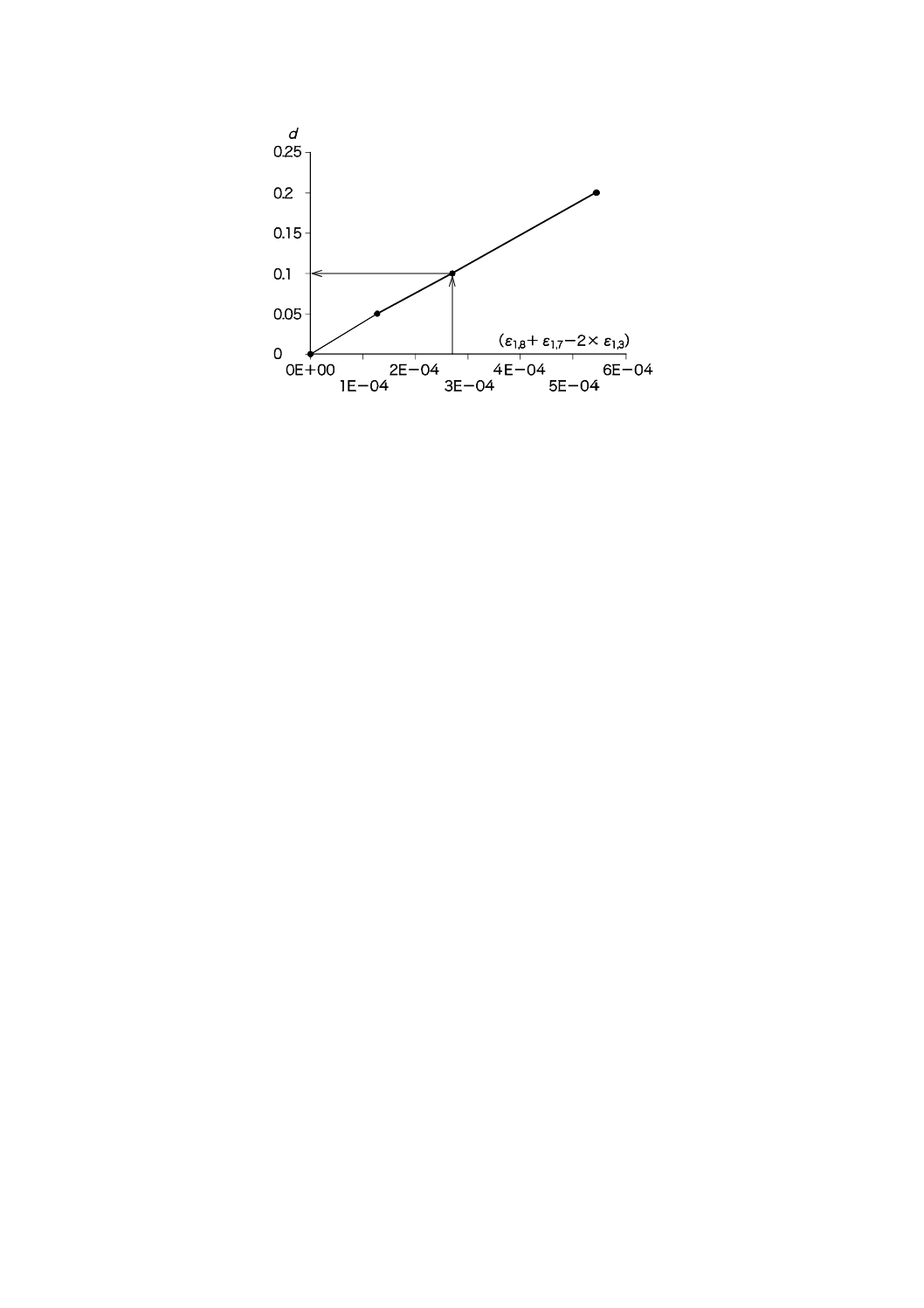
c) 曲げひずみSの評価 参照試験片に引張荷重を付与する。位置1,2,3,6,7,8の長手方向ひずみ
から(ε1,8+ε1,7−2×ε1,3)及び(ε1,1+ε1,2−2×ε1,6)を計算し,図A.5を用いて曲げひずみSの偏差距離
dを求める。この値が要求値を満足していない場合は,グリップを調整する。上記の手順を,要求値
を満足するまで繰り返し実施する。
d) 最終確認 参照試験片に対して,500×10−6ひずみ又は材料の降伏応力の50 %までの荷重を負荷し,
長手方向のひずみ(軸方向ひずみ)を測定する。上述の方法によって,曲げひずみC,曲げひずみS
16
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の評価及び修正を行う。また,曲げ率を,次の式によって計算する。
曲げ率=(曲げひずみ)/(軸方向ひずみ)×100(%)
A.3 試験評価手順
以上の作業が終了したら,参照試験片を180°裏返して,再度同じ手順でねじりひずみ,曲げひずみC,
曲げひずみSを評価し,アライメントを調整する。
図A.3−ねじりひずみの偏差角度φと位置5における
ひずみ偏差(ε+45−ε−45)との関係
図A.4−曲げひずみCの偏差角度θとひずみ偏差(ε1,4−ε1,5)との関係
17
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図A.5−曲げひずみSの偏差距離dとひずみ偏差(ε1,8+ε1,7−2×ε1,3)
及び(ε1,1+ε1,2−2×ε1,6)との関係
18
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(規定)
引張軸方向調整における曲げ率の測定方法
B.1
概要
この附属書は,引張軸方向調整における曲げ率の測定方法を規定する。
B.2
装置
箇条5に規定した装置を用いる。
B.3
引張試験における曲げ率の計測
引張試験における曲げ率の計測は,次による。
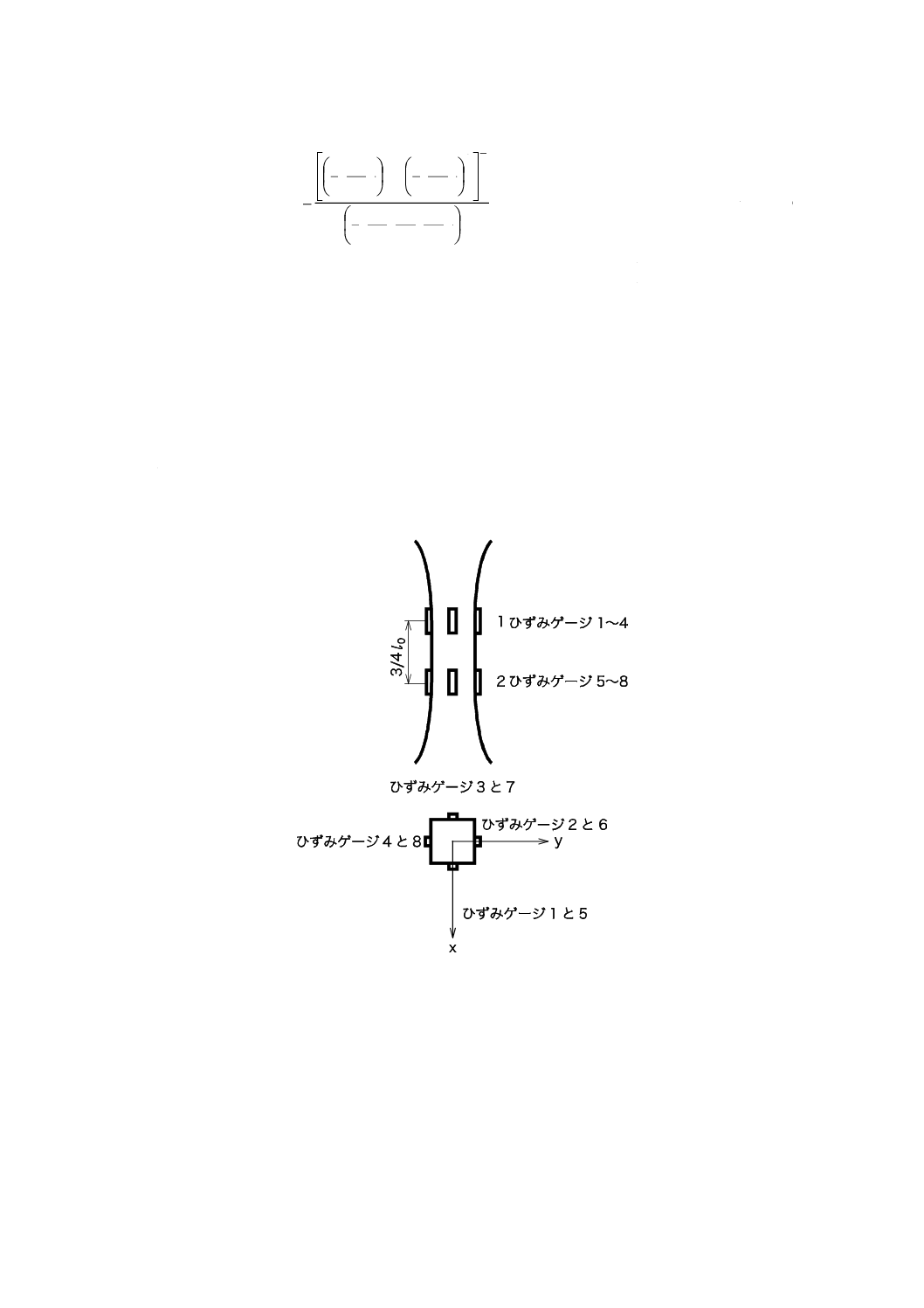
a) ダミー又は実際の試験片を用いて,図B.1に示すように,確認用の試験片のゲージ部上下2か所に4
枚ずつ合計8枚のひずみゲージを円周上に等間隔(90°)に接着して測定する。そのときひずみゲー
ジを接着する上下2点間の距離は3/4 l0とし,ゲージ部の軸方向の中心点に対して対称でなければな
らない。
なお,このl0は試験片のゲージ部長さである。試験中のひずみ量の計測及び記録には,適切な装置
を使用する。
ひずみゲージによる検出値が,繊維をまたがったような局部的なひずみ現象による不当な影響を受
けないことを保証できない場合は,ひずみゲージは,縦方向長さは9 mm以上必要であり,12 mm以
上であることが好ましく,横方向の長さは6 mm以上が望ましい。ひずみゲージ,表面調整及び接着
剤は,対象試料に対して適切な試験ができるように選定する。
b) 試験片の上端を試験機のグリップ間に挟み,ひずみゲージのリード線を調整された測定装置に接続す
る。ひずみゲージのゼロ点を調整した後に,試験片の下端を試験機のグリップで挟む。
c) 比例限界応力を加えた場合のひずみ量の1/2又は0.000 5 mm/mmのいずれか大きな方のひずみ量を人
為的に付与するために,試験片に対して十分な荷重を負荷する。
B.4
曲げ率の計算
図B.1に記載する各番号のひずみゲージの値を基に,長方形又は円形の断面に対して,上部及び下部の
曲げ率(それぞれBu及びBl)を,それぞれ式(B.1)及び式(B.2)を用いて計算する。ε1からε4は,ゲージ部
の上部,ε5からε8はゲージ部の下部に配置されたひずみゲージの計測値である。
100
4
2
2
4
3
2
1
2
1
2
4
2
2
3
1
u
×
+
+
+
−
+
−
=
ε
ε
ε
ε
ε
ε
ε
ε
B
············································ (B.1)
19
R 1723:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
100
4
2
2
8
7
6
5
2
1
2
8
6
2
7
5
l
×
+
+
+
−
+
−
=
ε
ε
ε
ε
ε
ε
ε
ε
B
············································ (B.2)
ここに,
Bu: ゲージ上部における曲げ率
Bl: ゲージ下部における曲げ率
ε1,ε2,ε3,ε4: ゲージ上部の面にセットされたひずみゲージの
ひずみ値の読み
ε5,ε6,ε7,ε8: ゲージ下部の面にセットされたひずみゲージの
ひずみ値の読み
注記 ひずみ計の読みの単位は(mm/mm)で,圧縮の場合は,負の符号である。
B.5
記録
Bu及びBlを記録する。
図B.1−ひずみゲージの接着位置及びナンバリングの説明