R 1681:2007
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 1
4 装置及び器具 ··················································································································· 2
4.1 試験機 ························································································································· 2
4.2 球圧子 ························································································································· 2
4.3 台座 ···························································································································· 2
4.4 マイクロメータ ············································································································· 2
4.5 ダイヤルゲージ ············································································································· 2
5 試験片 ···························································································································· 2
5.1 試験片の形状及び寸法····································································································· 2
5.2 試験片の個数 ················································································································ 3
6 試験方法 ························································································································· 3
6.1 試験片の寸法の測定 ······································································································· 3
6.2 試験片の位置及び負荷方法······························································································· 3
6.3 クロスヘッド速度 ·········································································································· 3
6.4 荷重及び荷重点変位の測定······························································································· 3
6.5 台座の再使用 ················································································································ 4
6.6 球圧子の再使用 ············································································································· 4
7 試験結果の取扱い ············································································································· 4
7.1 荷重−荷重点変位曲線····································································································· 4
7.2 球圧子押込み強さ ·········································································································· 4
7.3 平均値及び標準偏差の計算······························································································· 4
8 報告······························································································································· 5
8.1 必す(須)項目 ············································································································· 5
8.2 補足項目 ······················································································································ 5
R 1681:2007
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づき,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本
工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 1681:2007
ファインセラミックス多孔体の
球圧子押込み試験方法
Testing method for sphere indentation of porous fine ceramics
1
適用範囲
この規格は,フィルター,触媒担体,湿度センサーなどに使用される気孔率30 %〜60 %のファインセ
ラミックス多孔体の室温における球圧子押込み試験方法について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 0621 幾何偏差の定義及び表示
JIS B 1501 玉軸受用鋼球
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS G 4051 機械構造用炭素鋼鋼材
JIS R 1600 ファインセラミックス関連用語
JIS Z 8401 数値の丸め方
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS R 1600によるほか,次による。
3.1
ファインセラミックス多孔体
フィルター,触媒担体,湿度センサーなどに用いられる気孔率30 %〜60 %の多孔質セラミックス。
3.2
球圧子
球圧子押込み試験において,試験片の荷重点に圧縮負荷を加えるための球。
3.3
球圧子押込み破壊
球圧子押込みによる圧縮負荷によって,試験片が大きく2個以上に破断するか,多数の小片又は粉末状
に破壊すること。これに伴い,押込み負荷は,無負荷状態になるか,又は荷重が大幅に低下する。
2
R 1681:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4
球圧子押込み強さ
試験片の荷重点に球圧子押込みによる圧縮荷重を加えたとき,試験片の破壊までに得られた最大荷重。
4
装置及び器具
4.1
試験機 クロスヘッド速度を一定に保つことができ,最大荷重の±1 %以下の精度で荷重を計測で
きるものとする。
4.2
球圧子 球圧子は,JIS B 1501で規定する呼び3/4の鋼球を用いる。
4.3
台座 試験片の下に配置する台座は,JIS G 4051で規定する炭素の含有率が質量分率0.4 %〜0.6 %
の機械構造用炭素鋼鋼材,又はそれと同等以上の硬さをもつものを用いる。台座は,厚さが10 mm以上,
試験片接触面の面積が,試験片と台座の接触面積の4倍以上のものを用いる。台座の試験片接触面は,JIS
B 0601に規定する0.4 μmRa以下に仕上げ,その平行度は,JIS B 0621に規定する0.01 mm以下とする。
4.4
マイクロメータ マイクロメータは,JIS B 7502に規定する外側マイクロメータ又はこれと同等以
上の精度をもつものを用いる。
4.5
ダイヤルゲージ ダイヤルゲージは,JIS B 7503に規定する目盛が0.01 mmのダイヤルゲージ又は
これと同等以上の精度をもつものを用いる。
5
試験片
5.1
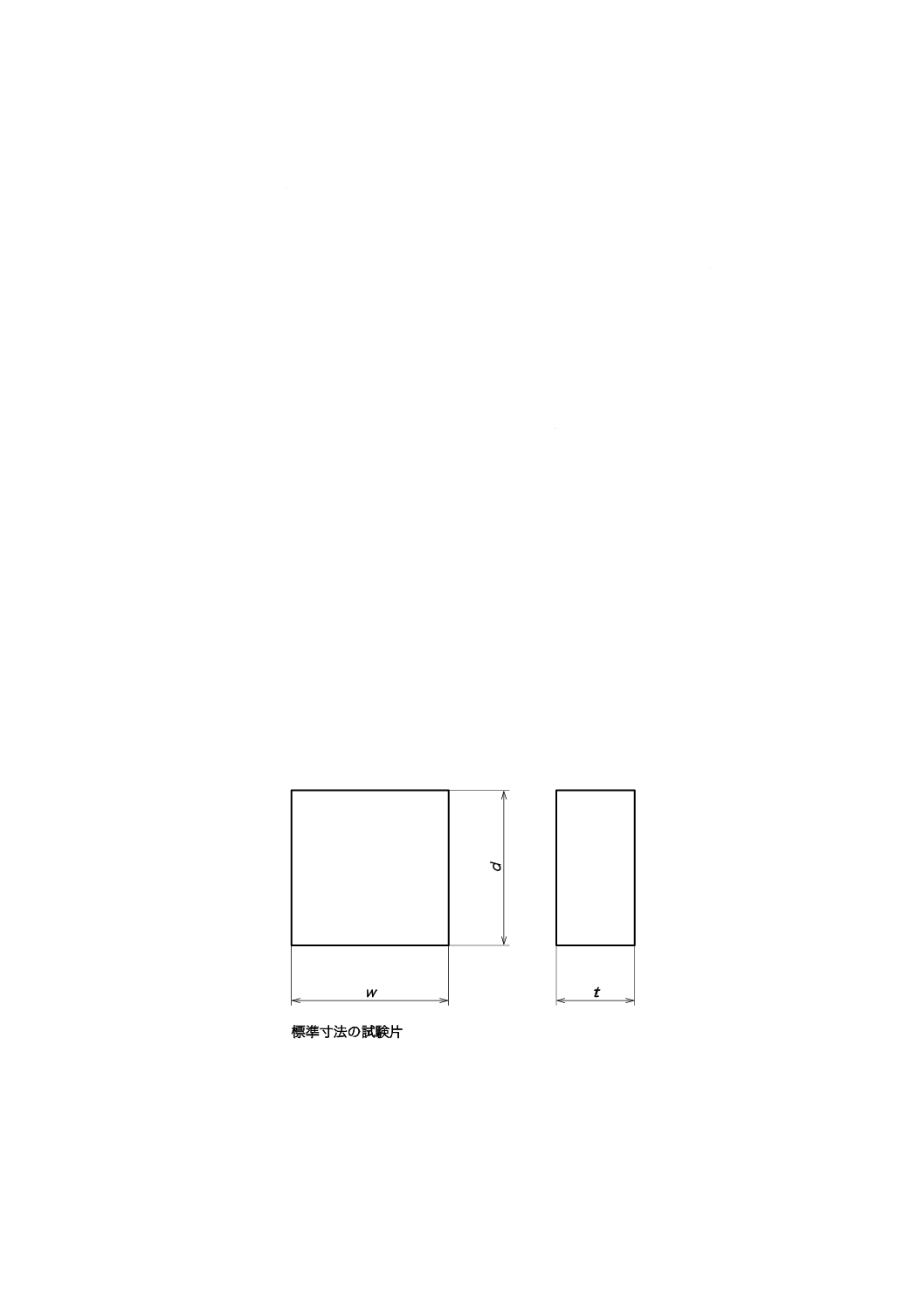
試験片の形状及び寸法
試験片の形状は,正方形の平板とする。標準寸法は,正方形の一辺の長さ20.0±0.1 mm,厚さ10.0±0.1
mmとする。試験片上下面の平行度は,JIS B 0621 に規定する0.01 mm以下とする。試験片は,800番以
上の粒度のと(砥)石によって仕上げ加工を行う。研削加工時に用いられるワックスなどの残留が予測さ
れる場合には,有機溶剤による洗浄,高温での焼き飛ばしなどを行い,除去する必要がある。寸法が標準
寸法と異なる場合には,報告で記載する。
w = 20.0±0.1 mm, d = 20.0±0.1 mm, t = 10.0±0.1 mm
図1−試験片形状
3
R 1681:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
試験片の個数
試験片の個数は,10個以上とする。
6
試験方法
6.1
試験片の寸法の測定
試験片の寸法は,JIS B 7502に規定するマイクロメータ又はこれと同等以上の精度をもつ測定装置を用
いて,あらかじめ0.01 mmの精度で測定する。
6.2
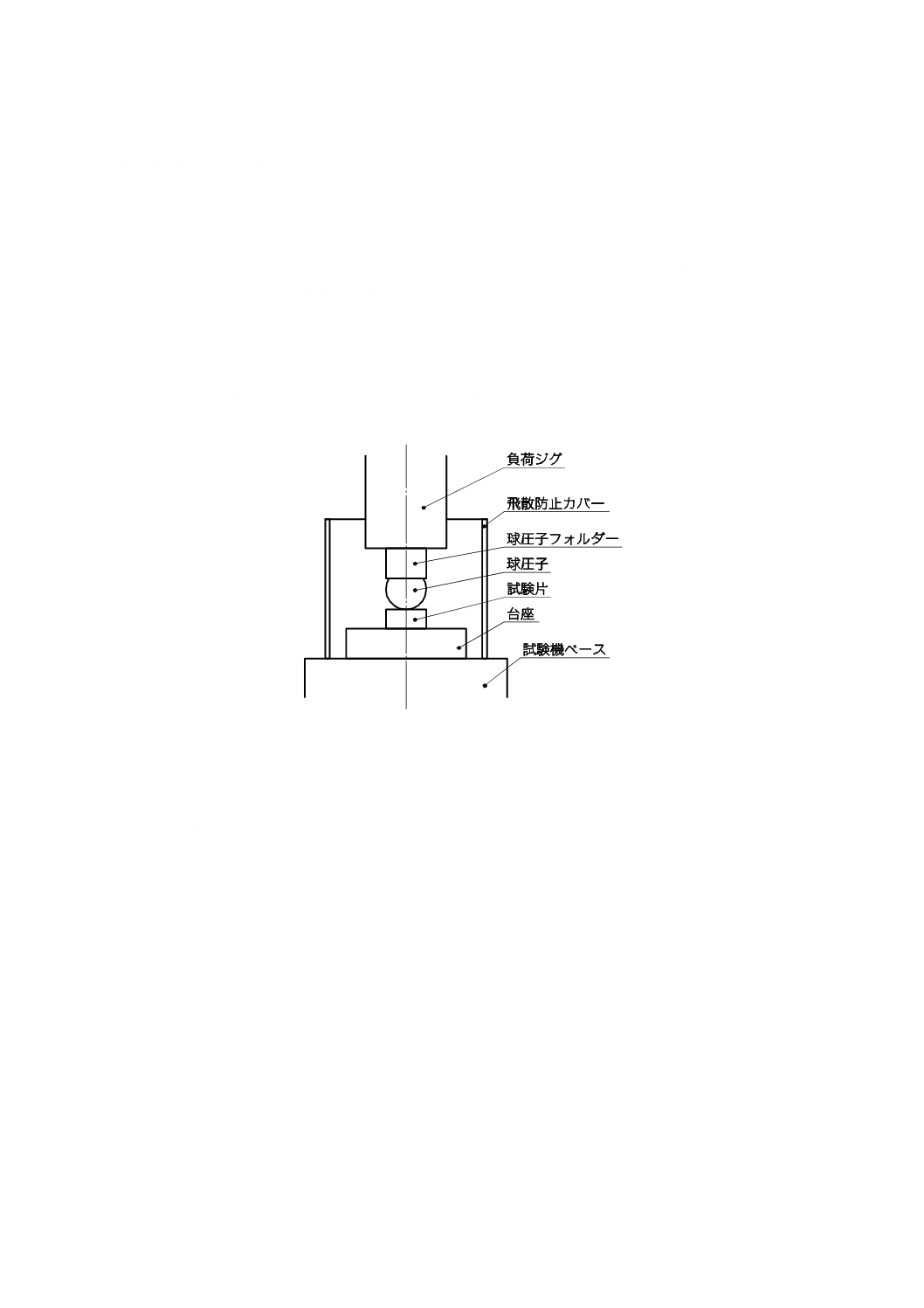
試験片の位置及び負荷方法
試験片を台座の中心に置き,台座,試験片及び球圧子のそれぞれの中心軸が,同一線上にあることを確
認する。
球圧子を試験片に押し込み,負荷をかける。球圧子押込み試験方法の概略図を図2に示す。
図2−球圧子押込み試験方法の概略図
6.3
クロスヘッド速度
球圧子押込み試験におけるクロスヘッド速度は,0.5 mm/minとする。
6.4
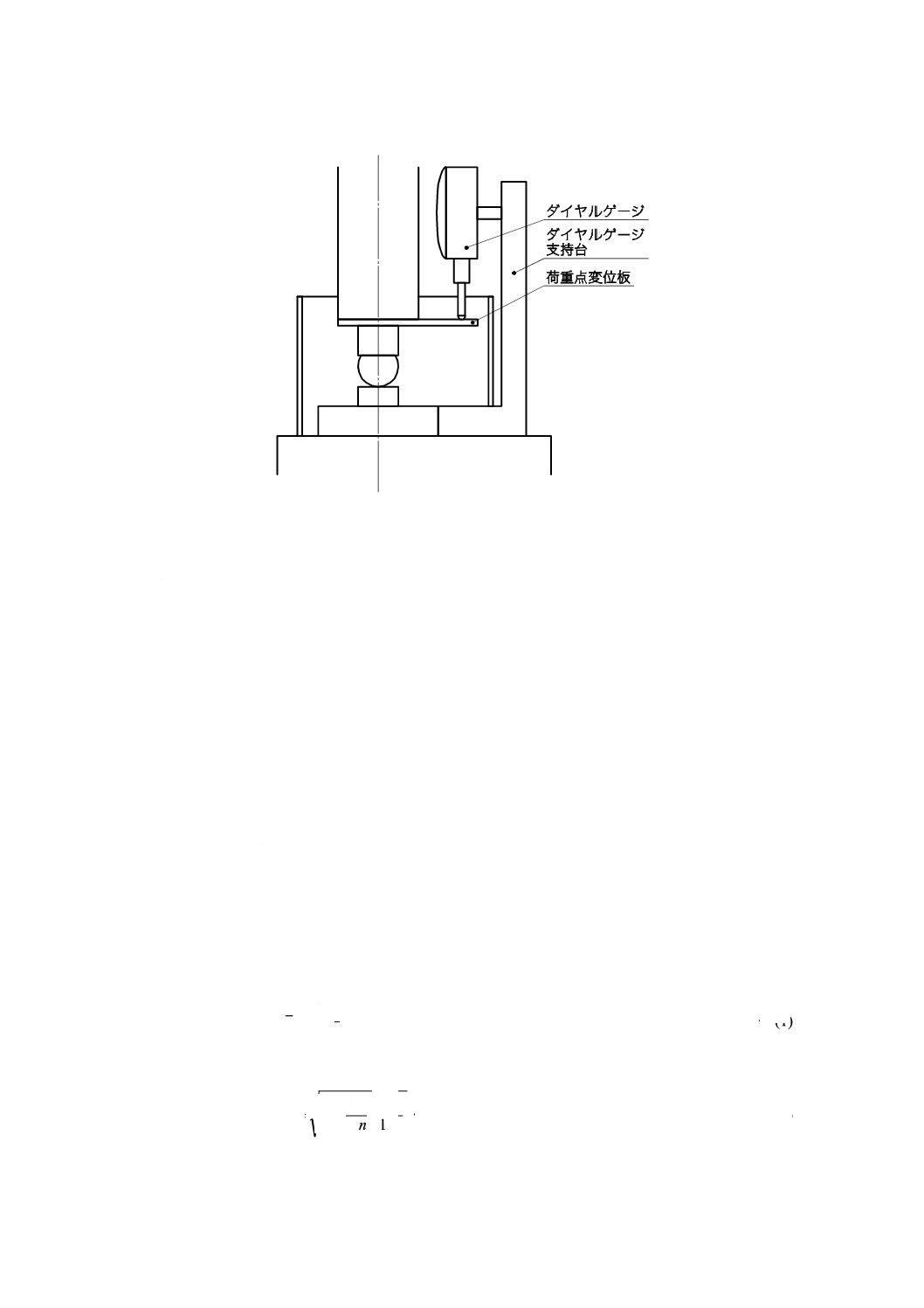
荷重及び荷重点変位の測定
試験開始から試験片破壊までの荷重及び荷重点変位を測定する。ここで,荷重点変位は,ダイヤルゲー
ジなどの変位検出器による変位(図3参照),又はクロスヘッド変位から測定する。
4
R 1681:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3−荷重点の変位測定の概略図
6.5
台座の再使用
球圧子押込み試験に使用した台座を再使用する場合,試験片との接触面に生じた圧こん(痕)などの変
形,又はきずを十分除去する。
6.6
球圧子の再使用
球圧子押込み試験に使用した球圧子を再使用する場合,試験片と接触した面に圧こん(痕)などの変形,
又はきずがないことを確認する。圧こん(痕)などの変形又はきずがある場合には新しい面を使用する。
7
試験結果の取扱い
7.1
荷重−荷重点変位曲線
試験開始から試験片破壊までの間の荷重と荷重点変位との関係を図として作成する。
7.2
球圧子押込み強さ
荷重−荷重点変位曲線の図から球圧子押込み強さである荷重の最大値を求める。この最大荷重値時の荷
重点変位も記録する。
7.3
平均値及び標準偏差の計算
球圧子押込み強さの平均値及び標準偏差は,個々の試験片の測定値から次の計算によって算出し,JIS Z
8401の規定によって,有効数字3けたに丸める。
∑
=
=
n
i
n
x
x
1
1················································································ (1)
∑
=
−
−
=
n
i
inx
x
S
1
2
1
)
(
····································································· (2)
5
R 1681:2007
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ここに,
x: 球圧子押込み強さの平均値 (N)
xi: 個々の試験片の球圧子押込み強さ (N)
S: 球圧子押込み強さの標準偏差 (N)
n: 試験片の個数
8
報告
8.1
必す(須)項目
球圧子押込み試験の結果は,次の各項目について報告する。
a) 規格番号
b) 材料の名称及び種類
c) 試験片形状及び寸法
d) 球圧子用球の材質及び直径
e) 試験機の名称及び形式
f)
試験条件(クロスヘッド速度)
g) 試験片の個数
h) 試験結果(球圧子押込み強さ及び最大荷重時の荷重点変位)の一覧
i)
球圧子押込み強さの平均値及び標準偏差
j)
荷重−荷重点変位曲線
k) 台座の材質及び寸法
8.2
補足項目
球圧子押込み試験の結果には,次の各項目を付け加えて報告することが望ましい。
a) 材料の製造業者及び製造年月日
b) 材料の添加物の種類及び焼結方法
c) 材料の気孔率及び平均気孔径
d) 材料の化学成分
e) 素材からの試験片の採取条件及び加工条件(試験片の熱処理を行った場合にはその条件を含む。)
f)
温度,湿度などの試験環境条件
g) 試験年月日,試験場所及び試験者名