6
R 1630-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
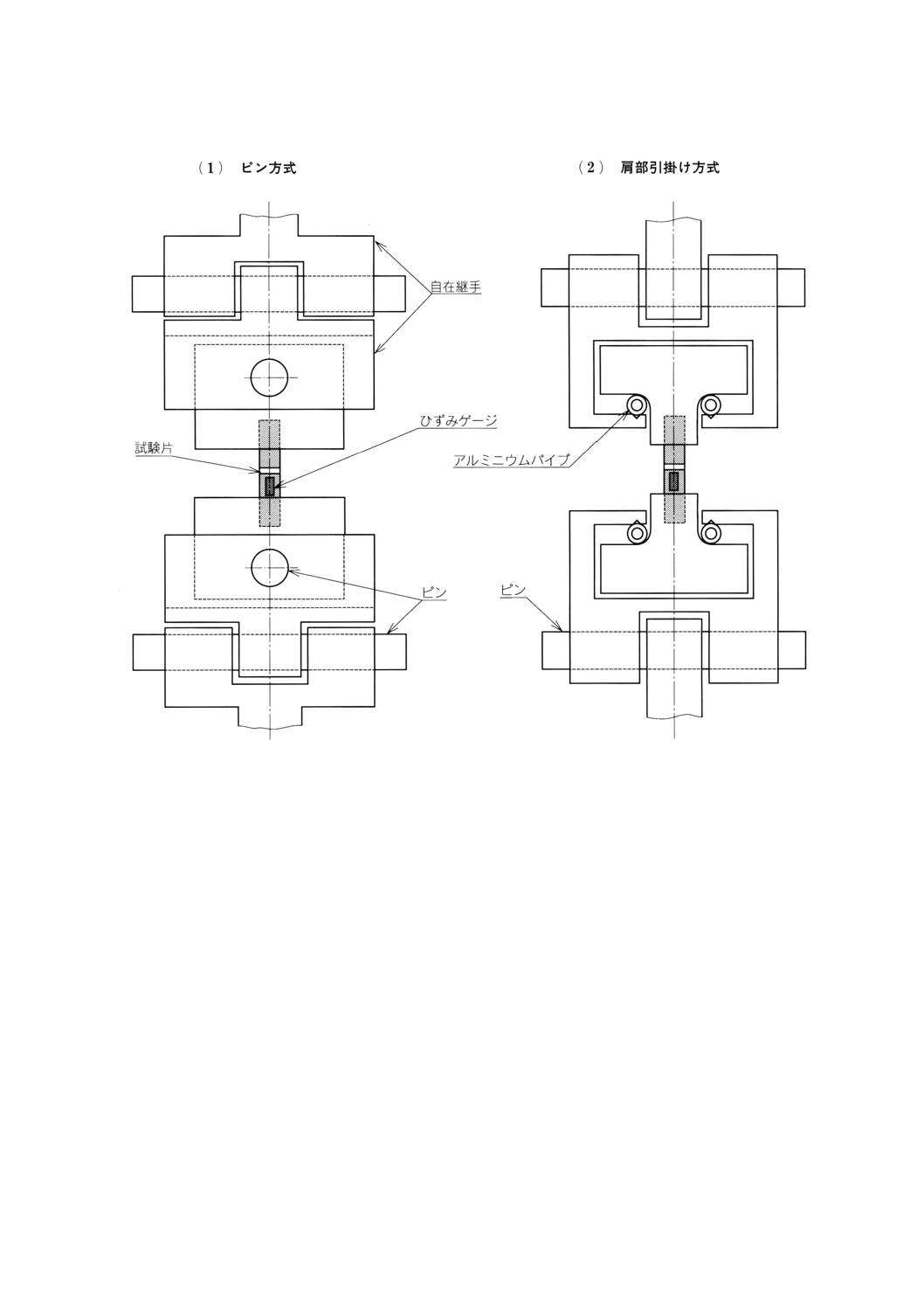
付図1 推奨する負荷装置
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 1630-1997
ファインセラミックス接合の
引張強さ試験方法
Test methods for tensile strength of fine ceramic joint
1. 適用範囲 この規格は,機械部品,構造物などの高強度材料として使用されるファインセラミックス
接合の室温及び高温における引張強さ試験方法について規定する。ただし,この規格の適用が困難な場合
には,必要に応じて,JIS R 1606に規定する試験方法を用いてもよい。
備考 この規格の引用規格を,次に示す。
JIS B 0601 表面粗さ−定義及び表示
JIS B 0621 幾何偏差の定義及び表示
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS R 1606 ファインセラミックスの室温及び高温引張強さ試験方法
JIS Z 8401 数値の丸め方
2. 用語の定義 この規格で用いる主な用語の定義は,次による。
(1) ファインセラミックス接合 ファインセラミックスと金属又はファインセラミックスどうしの接合継
手又は接合体(ろう付け,拡散接合,接着などによる接合界面を含む。)。
(2) 引張応力 試験片に負荷した引張荷重を試験前の試験片断面積で除した値 (Pa)。
(3) 接合引張強さ 引張試験中の最大引張応力 (Pa)。
(4) ゲージ部 試験片の両端に接着したタブ間の平行部。この間に接合部とひずみゲージが位置する。
(5) タブ 試験片の両端に接着した2枚二組の板。通常は,ピン孔をあけるか,肩部を設ける。
(6) 負荷装置 引張試験において,試験片両端のタブを保持し,引張荷重を負荷する装置。通常は,ピン
方式と肩部引掛け方式で,自在継手を含む。
(7) 最大ひずみ 引張試験のひずみ測定時に,試験片のゲージ部に接着した複数のひずみゲージで測定し
たひずみの最大値。
(8) 最小ひずみ 引張試験のひずみ測定時に,試験片のゲージ部に接着した複数のひずみゲージで測定し
たひずみの最小値。
(9) 曲げひずみ成分 引張試験のひずみ測定時に,上下の荷重軸のずれによって,試験片のゲージ部に発
生する曲げひずみを平均ひずみで除した百分率の値 (%)。
(10) ひずみゲージ ひずみの測定に用いるはく(箔)ゲージ。
(11) 高温 測定時に接合界面及びタブ接着の強度低下が著しくなく,接合引張強さが測定可能な室温を超
2
R 1630-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
えた温度域。
3. 装置及び器具
3.1
試験機 試験機は,クロスヘッド変位速度を一定に保つことができ,最大荷重の±1%以下の精度で
荷重が計測できるものとする。
3.2
負荷装置 負荷装置は,次による。
(1) 負荷装置は,試験温度において,試験中に塑性変形及び破壊せず,試験片のタブと接着しない材質の
ものを用いる。
(2) 負荷装置は,試験中に試験片の長手方向を試験機の上下の荷重軸の中心線上に保持し,ゲージ部に発
生する曲げひずみ成分を10%以下に抑える構造のものを用いる。推奨する負荷装置は,2重自在継手
を用いたピン方式又は肩部引掛け方式で,付図1による。
3.3
ひずみ測定装置 ひずみ測定装置は計測器とひずみゲージから成り,次による。
(1) 計測器 計測器は,静ひずみ計又は動ひずみ計のいずれを用いてもよい。ただし,4点(長方形断面
試験片の場合)又は3点(円形断面試験片の場合)以上の測定箇所を同時に計測し,測定値を記録で
きる構造のものを用いる。
(2) ひずみゲージ ひずみゲージは,引張ひずみの測定に適した形式で,円形断面試験片の場合は試験片
の曲率に適した寸法のものを用いる。
3.4
マイクロメータ マイクロメータは,JIS B 7502に規定する外側マイクロメータ又はこれと同等以
上の精度をもつものを用いる。
3.5
ダイヤルゲージ ダイヤルゲージは,JIS B 7503に規定する目盛が0.01mmのダイヤルゲージ又はこ
れと同等以上の精度をもつものを用いる。
3.6
ノギス ノギスは,JIS B 7507に規定する最小読取長さ0.05mm又はこれと同等以上の精度をもつも
のを用いる。
3.7
高温炉 高温炉は,JIS R 1606に規定するものを用いる。
4. 試験片
4.1
試験片の作製 試験片の作製は,次のいずれかによる。
(1) 接合体から複数試験片を切り出し,仕上加工する。
(2) ほぼ試験片形状に近いものを接合し,仕上加工する。
4.2
試験片の種類 試験片の種類は,次による。
(1) A号試験片 この試験片は1個の接合界面をもつもので,形状及び寸法は付図2による。
接合界面が試験片の中央部において,長手方向に垂直に位置するように作製することが望ましい。
(2) B号試験片 この試験片は2個以上の接合界面をもつもので,接合界面が2個の場合の形状及び寸法
は付図3による。接合界面が2個の場合,目的に応じて金属−セラミックス−金属接合又はセラミッ
クス−金属−セラミックス接合のいずれを採用してもよい。接合界面が3個以上の場合もこれに準じ
る。
評価対象の接合界面が試験片の中央部において,長手方向に垂直に位置するように作製することが
望ましい。
4.3
試験片の断面形状 試験片の断面形状は,長方形又は円形とする。
3
R 1630-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.4
試験片の寸法 試験片の断面寸法は,任意とする。長方形断面試験片の幅は高さに等しいか,高さ
以上とする。推奨試験片寸法は,長方形断面が6×6mm,円形断面がφ6mmとする。試験片のゲージ部の
長さは,幅又は直径の4倍以上とする。タブ挿入部の長さは,幅又は直径の3倍以上とする。試験片の長
さは,ゲージ部の長さと両端のタブ挿入部の長さの和とする。
4.5
試験片のりょう(稜)の丸め又は面取り 長方形断面試験片のりょうの丸め又は面取りは,付図4
による。
4.6
試験片の表面粗さ 長方形断面試験片の表面粗さは,JIS B 0601に規定する0.20μmRa以下とするこ
とが望ましい。最終仕上げ方向は,試験片の長手方向とする。円形断面試験片の表面粗さは,長方形断面
試験片に準じる。ただし,最終仕上げ方向は試験片の長手方向又は円周方向のいずれでもよいが,報告書
で記述する。
4.7
試験片のタブ 試験片の両端には,負荷装置で試験片を保持するためのタブを接着する。試験片1
本について,2枚二組のタブが必要である。
(1) タブは,試験温度において,試験中に塑性変形及び破壊せず,負荷装置と接着しない材質のものを用
いる。推奨材質は,アルミニウム合金などの軽金属である。
(2) タブは,試験温度において,試験中に塑性変形及び破壊しない形状及び寸法のものを用いる。タブ付
試験片の例を付図5に示す。
(3) タブには,試験片挿入の半円形溝又は長方形溝,負荷装置に対応したピン孔又は肩部などを設ける。
試験片挿入の溝,ピン孔又は肩部の相対位置は,高い寸法精度が必要である。
(4) 試験片両端のタブ溝への挿入長さは,試験温度において,試験中にはく(剥)離しない寸法とする。
挿入長さは,接着強度とピン孔位置の制限を受ける。
(5) 試験片両端へのタブの接着には,試験温度において,試験中にはく離しないように,高接着強度の構
造用接着剤を用いる。接着に際しては,接着面に均等に薄く接着剤を塗り,試験片挿入の溝,ピン孔
又は肩部の相対位置の高い寸法精度を専用のジグによって確保した上で加圧し,保持する。ピン孔又
は肩部にはみ出した接着剤は,保持以前にぬぐい取る。
4.8
試験片の個数 試験片の個数は,5個以上とする。
5. 試験方法
5.1
試験片の寸法の測定 試験片の長さ,幅及び高さ,又は直径の測定は,タブ接着前にマイクロメー
タ又はダイヤルゲージを用いて行う。タブの寸法(長さ,幅,高さ,溝径,ピン孔径,肩部の半径)及び
相対位置(溝,ピン孔,肩部)の測定は,タブ接着前にマイクロメータ,ダイヤルゲージ又はノギスを用
いて行う。試験片のゲージ部の長さの測定を,タブ接着後にノギスを用いて行う。
5.2
ひずみゲージの接着 タブ接着後に,試験片のゲージ部のセラミックス側において,同一長手方向
位置に複数のひずみゲージを接着する。長方形断面試験片の場合,4面の中央点の合計4点に接着する。
円形断面試験片の場合,同一円周上で等間隔の3点(120°間隔)又は4点(90°間隔)に接着する。ひず
みゲージの測定軸と試験片の長手方向のずれは,5°以下とする。
5.3
試験片の取付け 試験片の取付けは,付図1による。推奨する負荷装置(2重自在継手を用いたピン
方式又は肩部引掛け方式)などを用い,試験片の長手方向を引張試験機の上下の負荷軸の中心線上に装着
する。
4
R 1630-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
軸合わせ 試験片を引張試験機に装着した後,予想される最大引張荷重の約21以下の荷重を負荷し,
軸合わせを行う。ひずみゲージと計測器を用いて,負荷に伴うひずみを連続的又は断続的に測定し,曲げ
ひずみ成分Bを式(1)によって計算する。
100
2
min
max
×
−
ave
B
ε
ε
ε
=
··································································· (1)
ここに,
B : 曲げひずみ成分 (%)
εmax: 複数のひずみゲージの最大ひずみ
εmim: 複数のひずみゲージの最小ひずみ
εave: 複数のひずみゲージの平均ひずみ
適正な軸合わせによって曲げひずみ成分を最小化し,Bの値を10%以下に抑える。
5.5
雰囲気,温度測定,昇温及び保持時間 雰囲気,温度測定,昇温及び保持時間は,JIS R 1606の規
定による。
5.6 クロスヘッド変位速度及び最大引張荷重 試験片をクロスヘッド変位速度0.5mm/minで引張負荷し,
試験片が破断するまでの最大引張荷重及び破断引張荷重を測定する。
5.7
高温引張試験 高温引張試験の場合には,室温で試験片を引張試験機に装着した後,5.4の方法で軸
合わせを行い,予想される最大引張荷重の約51以下の荷重に除荷し,5.5の方法で試験片を昇温して試験温
度で保持する。その後に,引張試験を行う。
5.8
破壊起点,破壊径路及び破面 破壊起点,破壊径路及び破面を観察し,評価対象の接合界面の破断・
未破断を特定する。
6. 計算
6.1
接合引張強さの計算 接合引張強さは,個々の試験片の測定値から式(2)又は式(3)の引張応力によっ
て算出し,JIS Z 8401の規定によって有効数字を3けたに丸める。
長方形断面試験片の場合
wt
P
T=
σ
·················································································· (2)
円形断面試験片の場合
2
4
d
P
Tπ
σ=
················································································ (3)
ここに, σT: 接合引張強さ (Pa)
P: 試験片が破断するまでの最大引張荷重 (N)
w: 試験片の幅 (m)
t: 試験片の厚さ (m)
d: 試験片の直径 (m)
π: 円周率
6.2
接合引張強さの平均値と標準偏差の計算 接合引張強さの平均値と標準偏差は,式(4)及び式(5)によ
って算出し,JIS Z 8401の規定によって有効数字を3けたに丸める。
n
x
x
n
i
i
∑
=1
=
················································································· (4)
5
R 1630-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(
)
1
1
2
−
−
∑
=n
x
x
S
n
i
i
=
······································································· (5)
ここに,
xi: 個々の試験片の接合引張強さの算出値 (Pa)
x: 接合引張強さの平均値 (Pa)
S: 標準偏差 (Pa)
n: 試験片の個数
7. 報告 引張試験の結果は,次の項目について報告する。
(1) 試験片の材料及び接合方法
(2) 試験片の作製方法及び切出し位置
(3) 試験片の種類,断面形状及び寸法
(4) 試験片の表面粗さ
(5) タブの材料,形状及び寸法
(6) ひずみの測定位置
(7) 試験条件(試験機容量,ロードセル,クロスヘッド変位速度,雰囲気,湿度,温度,昇温及び保持時
間)
(8) 試験片の個数
(9) 接合引張強さ(平均値)
(10) 標準偏差
(11) 曲げ成分
(12) 破壊起点,破壊径路及び破面(接合界面が2個以上の場合は,個々の接合界面の破断・未破断)
6
R 1630-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付図1 推奨する負荷装置
7
R 1630-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
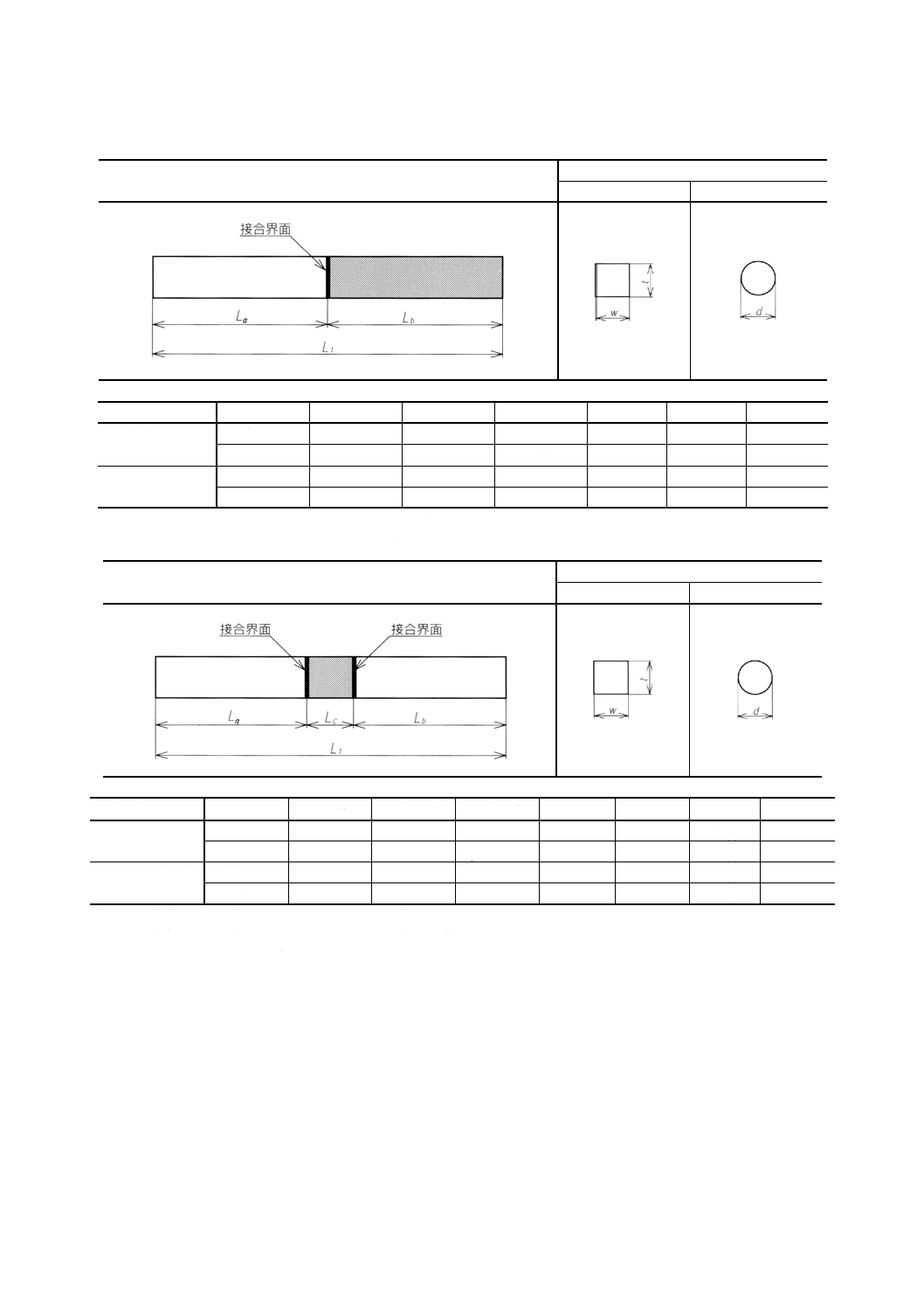
付図2 A号試験片
試験片側面
試験片断面
長方形断面
円形断面
単位 mm
試験片の種類
試験片断面
幅 w
高さ t
直径 d
長さ La
長さ Lb
長さ Lt
推奨試験片
長方形断面
6.0±0.1
6.0±0.1
30以上
30以上
60以上
円形断面
φ6.0±0.1
30以上
30以上
60以上
その他の試験片
長方形断面
w±0.1
t±0.1
5w以上
5w以上
10w以上
円形断面
d±0.1
5d以上
5d以上
10d以上
備考 試験片の上下面の平行度は,JIS B 0621に規定する0.02mm以下とする。
付図3 B号試験片
試験片側面
試験片断面
長方形断面
円形断面
単位 mm
試験片の種類
試験片断面
幅 w
高さ t
直径 d
長さ La
長さ Lb
長さ Lc
長さ Lt
推奨試験片
長方形断面
6.0±0.1
6.0±0.1
30以上
30以上
注(1)
66以上
円形断面
φ6.0±0.1
30以上
30以上
注(1)
66以上
その他の試験片 長方形断面
w±0.1
t±0.1
5w以上
5w以上
注(2)
11w以上
円形断面
d±0.1
5d以上
5d以上
注(2)
11d以上
注(1) 接合方法及び接合形状による制約がない場合,Lcは6mmとする。
(2) 接合方法及び接合形状による制約がない場合,長方形断面はLc=w,円形断面はLc=dとする。
備考 試験片の上下面の平行度は,JIS B 0621に規定する0.02mm以下とする。
8
R 1630-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
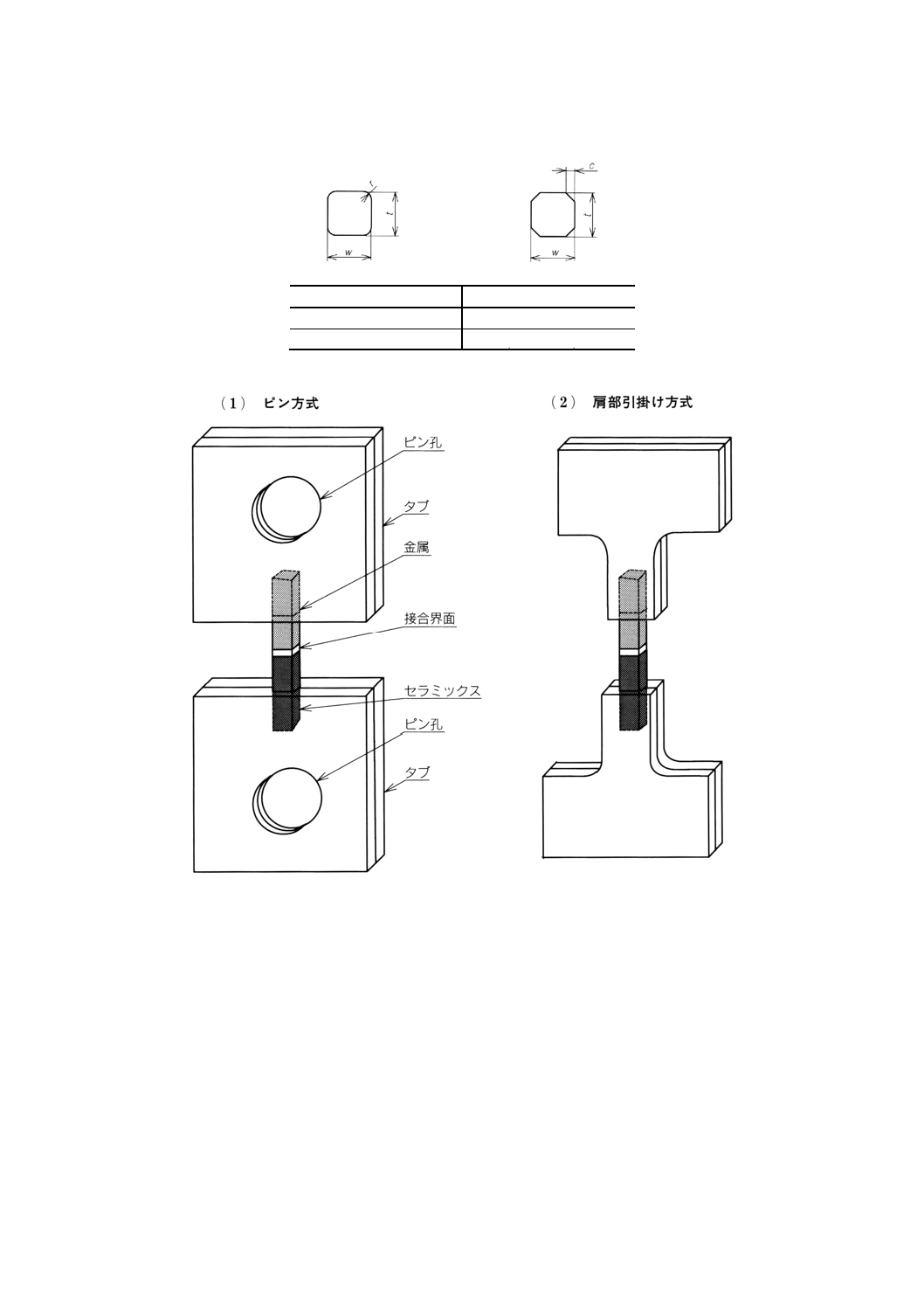
付図4 長方形断面試験片のりょうの丸め又は面取り
単位 mm
試験片の種類
r及びc
推奨試験片
0.2〜0.4
その他の試験片
(0.03〜0.07) w
付図5 タブ付試験片の例
9
R 1630-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ファインセラミックス接合の引張強さ試験方法原案作成委員会 構成表
氏名
所属
(委員長)
○ 小 林 英 男
東京工業大学
(委員)
○ 岡 部 永 年
愛媛大学
○ 牧 野 琢 磨
日本ガイシ株式会社
○ 小坂井 守
住友大阪セメント株式会社
○ 高 坂 祥 一
京セラ株式会社
○ 河 野 顕 臣
株式会社日立製作所
三 橋 武 文
科学技術庁無機材質研究所
小 川 光 恵
財団法人ファインセラミックスセンター
安 藤 元 英
日産自動車株式会社
小 梶 彰
京セラ株式会社
安 積 忠 彦
真空理工株式会社
岸 證
理学電機株式会社
○ 平 野 正 樹
通商産業省生活産業局
○ 岡 林 哲 夫
工業技術院標準部
○ 因 幸二郎
財団法人日本規格協会
○ 菅 野 隆 志
ファインセラミックス国際標準化推進協議会
○ 山 田 貞 夫
社団法人日本ファインセラミックス協会
(事務局)
○ 杉 本 克 晶
社団法人日本ファインセラミックス協会
備考 ○印は小委員会委員を兼ねる。