R 1618 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,経済産業大臣が改正した日
本工業規格である。これによってJIS R 1618 : 1994は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。主務大臣及び日本工業標準調査会は,
このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登
録出願にかかわる確認について,責任はもたない。
JIS R 1618には,次に示す附属書がある。
附属書(規定) 測定装置の形式,線膨張及び平均線膨張率の導出,温度の校正方法及び参照試料の
線膨張率
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 1618 : 2002
ファインセラミックスの
熱機械分析による熱膨張の測定方法
Measuring method of thermal expansion
of fine ceramics by thermomechanical analysis
1. 適用範囲 この規格は,溶融石英製又はアルミナ製の検出棒及び支持管をもつ熱機械分析装置による,
ファインセラミックスの熱膨張の測定方法について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0621 幾何偏差の定義及び表示
JIS B 7502 マイクロメータ
JIS C 1602 熱電対
JIS R 1600 ファインセラミックス関連用語
JIS Z 8401 数値の丸め方
JIS Z 8704 温度測定方法−電気的方法
3. 定義 この規格で用いる主な用語の定義は,JIS R 1600によるほか,次による。
a) 熱機械分析 物質の温度を,調整されたプログラムに従って変化させながら,一定の微少荷重(力)
の下での物質の寸法変化を温度又は時間の関数として測定する方法。
b) 膨張曲線 熱機械分析で,横軸に温度又は時間をとり,縦軸に寸法変化をとって描かれる曲線。
c) 線膨張 温度をT1からT2へ変化させ,試料の長さがL1からL2へ変化したとき,その長さ変化∆L (=
L2−L1) の室温での長さL0に対する比∆L/L0を,温度T1,T2間の線膨張という。
d) 平均線膨張率 c)で,線膨張を∆T (=T2−T1) で割った値,α=∆L/ (L0・∆T) を,温度T1,T2間の平均
線膨張率という。
e) 線膨張率 d)で,T2→T1の極限におけるαの値 (α) を,線膨張率という。
4. 装置 測定装置は,変位計及び温度測定・制御部で構成され,以下の性能を満たすものとする。測定
装置の形式については,附属書に例を示す。
a) 変位の検出感度 試料の0.1μmの長さの変化を検出できるものとする。
b) 昇温速度の設定 試料の温度を一定の速度(例:5K/min)で上昇できるものとする。
c) 温度の測定 試料温度の測定は,JIS C 1602に規定する熱電対を使用し,JIS Z 8704に規定する温度
の電気的測定方法によることが望ましい。
2
R 1618 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 測定雰囲気 試料の周囲に一定流量の気体(乾燥空気,窒素,不活性気体など)を流すことができる
ものとする。
5. 試料及び参照試料
5.1
試料 試料の標準的な形状及び寸法は,長さ10ないし20mm,一辺又は直径が5mm程度の角柱又
は円柱とし,両端はJIS B 0621に規定する平行度公差25μmとする。ただし,測定装置による制約がある
場合,又は受渡当事者間の協定によって,これらの条件にはよらない試料を使うことができる。試料の長
さは,あらかじめ室温においてJIS B 7502に規定する外側マイクロメータなどによって0.1mmのけたまで
測定しておく。個数は,複数個を用意することが望ましい。
5.2
参照試料 測定温度範囲において線膨張率が既知のものとし,試料と同じ形状及び寸法のものが望
ましい。熱機械分析装置の検出棒と同一材質のもの,すなわちそれぞれ溶融石英及びアルミナを使用する
ことが望ましい。附属書に,溶融石英及びアルミナの線膨張率の推奨値を提示する。
6. 装置の校正
6.1
変位の校正 JIS B 7502に規定する外側マイクロメータ,又は装置に付属するマイクロメータによ
って,変位計の出力の校正を行う。また,参照試料と同一材質・同一寸法の試料を用いて,実際の測定と
同じ測定条件でベースラインの変化を測定する。
6.2
温度の校正 使用する温度計の校正には,純度99.9%以上の表1に示す校正用試料を用い,実際の
測定の場合と同じ条件(荷重,昇温速度,雰囲気)で,校正用試料(厚さ0.5mm程度)の融解に伴う検出
棒の変位が起こるときの熱電対の出力電圧を測定する。融点温度の決定方法について附属書に示す。
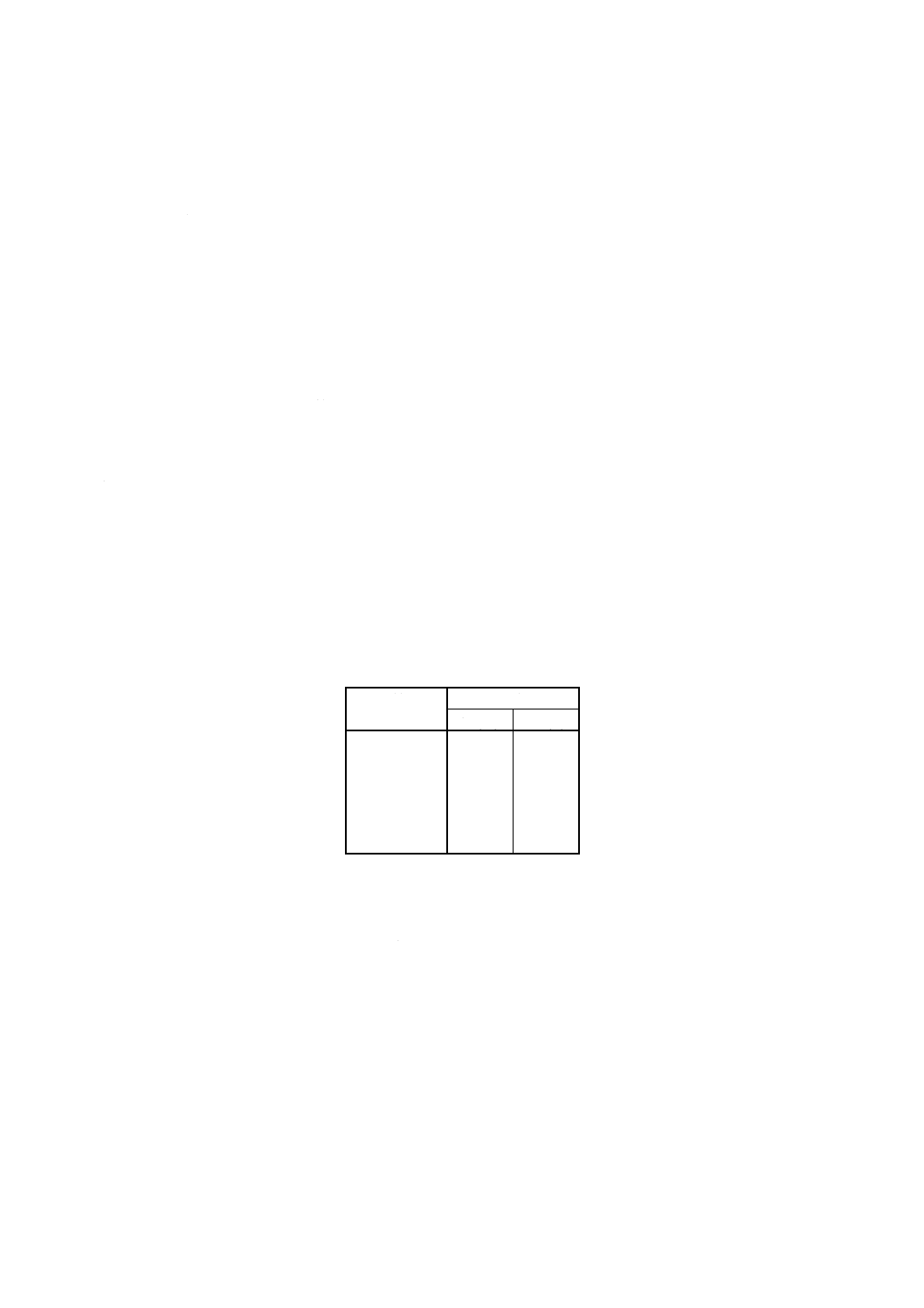
表1 温度校正用試料と融点
物質名
融点
t90 (℃)
T90 (K)
インジウム
すず
亜鉛
アルミニウム
銀
金
156.6
231.9
419.5
660.3
961.8
1 064.2
429.7
505.1
692.7
933.5
1 234.9
1 337.3
備考 ITS-90では,上記の値は凝固
点を示しているが,0.1Kのけ
たまでの範囲においては,凝
固点と融点は一致すると考
えてよい。
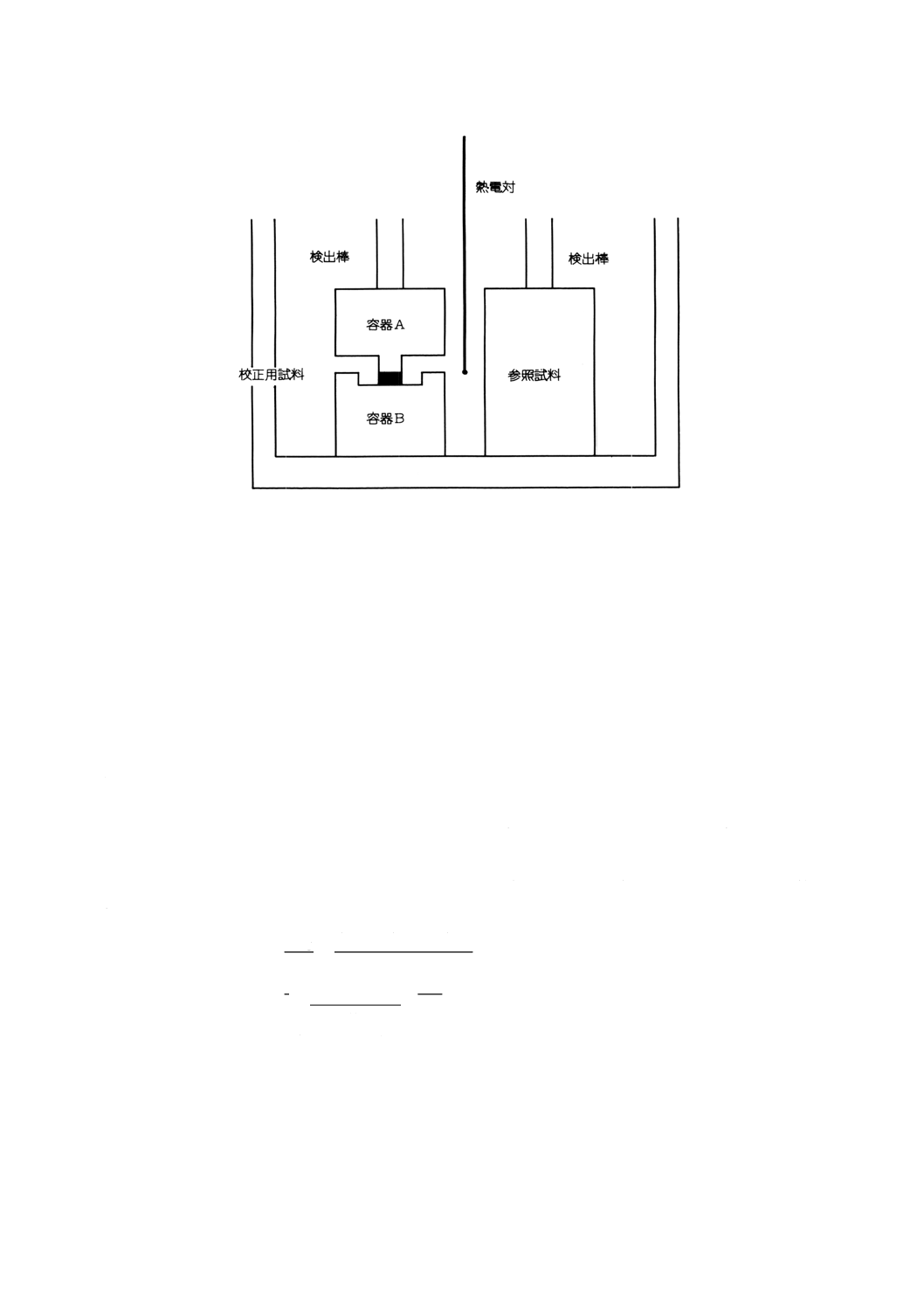
融点測定の場合の試料部の配置について,その例を図1に示す。容器A及びBは,参照試料と同一材質
のものを用いる。
3
R 1618 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 校正用試料の融点測定の配置の例
線膨張率の測定で必要となる任意の温度の校正方法は,融点測定を行った校正用試料のうち,その温度
に近い2種類の校正用試料の測定値から直線近似で計算する。温度の校正方法については附属書に示す。
7. 操作 操作は,次のとおり行う。
a) 試料及び設置台の表面を清浄にし,すわりに留意しながら試料を設置する。
b) 検出棒を,試料の中央に静かに置き,試料に0.1N程度の荷重を加える。
c) 試料の測定雰囲気は,空気とするが,試料の酸化が測定に影響を与える可能性がある場合には,窒素
又は不活性気体を用いるか真空中とする。
d) 測定は,10K/min以下の一定速度で温度を上昇させながら,試料の長さの変化の全過程を記録する。
e) 測定は,複数個の試料についてそれぞれ複数回ずつ,繰り返すことが望ましい。
f)
測定の全過程(試料の測定,ベースラインの測定,温度の校正)で,熱電対の位置を変えないこと。
8. 線膨張及び平均線膨張率の求め方 温度 (T1,T2) 間の線膨張及び平均線膨張率を,次の式から計算す
る。
0
ref
m
ref,
m
sp,
0
sp
L
ΔL
ΔL
ΔL
L
ΔL
+
−
=
ref
0
m
ref,
m
sp,
α
α
+
−
=
ΔT
L
ΔL
ΔL
×
ここに,
∆Lsp: 試料の長さ変化 (m)
L0: 室温での試料の長さ (m)
∆Lsp,m: 試料を測定したときのT1,T2における変位計の指示値の
差 (m)
∆Lref,m: 参照試料と同一材質,同一寸法の試料を測定したときの
T1,T2における変位計の指示値の差 (m)
∆Lref: T1,T2間の参照試料の長さ変化 (m)
4
R 1618 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
α: T1,T2間の試料の平均線膨張率 (K−1)
∆T: T2−T1,試料の温度変化 (K)
ref
α: ∆Lref/ (L0・∆T)。T1,T2間の参照試料の平均線膨張率 (K−1)
上記の2式の導出方法については,附属書に示す。
9. 再測定 線膨張,平均線膨張率の測定結果で,複数回の測定値の平均値及び標準偏差を計算し,平均
値からの偏差が標準偏差と比べて有意に大きいデータがある場合には,その原因を究明して再測定を行う
ことが望ましい。
10. 測定結果の処理 測定結果は,JIS Z 8401に規定された数値の丸め方によって,必要とされるけた数
まで求める。
11. 報告 報告書には,必要に応じて次の事項を記入する。
a) 試料の種類とその試料に関するデータ(物理・化学特性など)
b) 試料の形状及び寸法
c) 測定装置の製造業者及び形式
d) 検出棒の材質,形状及び寸法,試料に加えた荷重
e) 測定雰囲気に用いた気体の種類及び流量
f)
熱電対の種類
g) 温度の校正に用いた物質名とその融点における使用した熱電対の出力
h) 参照試料の種類と使用した線膨張率のデータ
i)
温度 (Ti,Ti+1), i=1, 2, …,とその間の線膨張,及び平均線膨張率
j)
膨張曲線
k) 測定年月日
l)
この規格の規定に合致しない事項,又は受渡当事者間で協定した事項
m) その他必要とする事項
関連規格 JIS G 5511 鉄系低熱膨張鋳造品
JIS K 7197 プラスチックの熱機械分析による線膨張率試験方法
JIS R 3102 ガラスの平均線膨張係数の試験方法
JIS R 3251 低膨張ガラスのレーザ干渉計による線膨張率の測定方法
JIS Z 8203 国際単位系 (SI) 及びその使い方
ASTM E 831 Test method for linear thermal expansion of solid materials by thermomechanical
analysis
5
R 1618 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(規定) 測定装置の形式,線膨張及び平均線膨張率の導出,
温度の校正方法及び参照試料の線膨張率
1. 適用範囲 この附属書は,熱膨張の測定装置を規定する。
2. 示差膨張式熱機械分析装置
2.1
装置の構成 示差膨張式熱機械分析装置の構成は,次のとおりである。
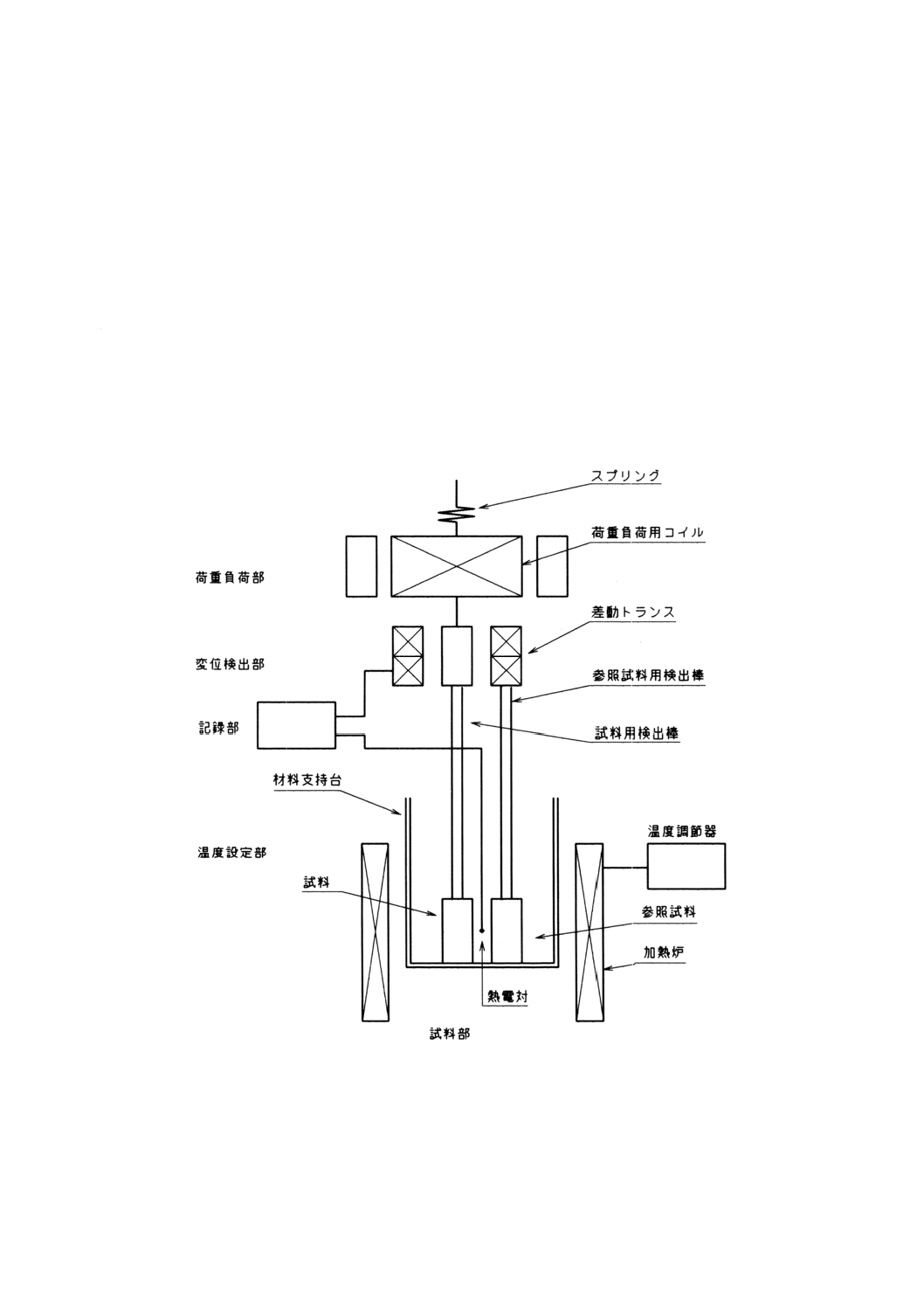
装置は,試料部,変位検出部,荷重負荷部,温度設定部及び記録部から構成される。その構成の例を附
属書図1に示す。差動トランスは参照試料用検出棒に固定され,試料用検出棒との間の相対的な変位を検
出する。
附属書図1 示差膨張式熱機械分析装置の構成
6
R 1618 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.2
線膨張及び平均線膨張率の求め方
a) 試料を設置し,温度変化∆T=T2−T1を与えたときの変位計の指示値∆Lsp,mは,次の式
∆Lsp,m=∆Lsp−∆Lref+∆Lb1 ···························································· (1)
で表すことができる。ここで,∆Lspが試料の長さの変化,∆Lrefはこの温度変化による参照試料の長
さの変化,∆Lb1はベースラインの変動である。
b) ベースラインの変動を求めるために,参照試料と同一材質・同一寸法の試料を,通常試料を設置する
位置に設置し,試料の測定と同一測定条件下で,温度変化∆Tに対する変位計の指示値を測定する。こ
の指示値∆Lref,mは,次の式で示すことができる。
∆Lref,m=∆Lref−∆Lref+∆Lb1 ··························································· (2)
したがって,この値がベースラインの変動を表すことになる。
c) 式(1)及び式(2)から,線膨張は
0
ref
m
ref,
m
sp,
0
sp
ΔL
ΔL
ΔL
ΔL
L
ΔL
+
−
=
························································ (3)
で表される。
d) これを,平均線膨張率の形で表すと,
ref
0
m
ref,
m
sp,
0
sp
sp
α
α
+
・
=
・
=
ΔT
L
ΔL
ΔL
ΔT
L
ΔL
−
··············································· (4)
となる。ここで,
ΔT
L
ΔL
・
=
0
ref
ref
α
············································································ (5)
である。
3. 全膨張式熱機械分析装置
3.1
装置の構成 全膨張式熱機械分析装置の構成は,次のとおりとする。
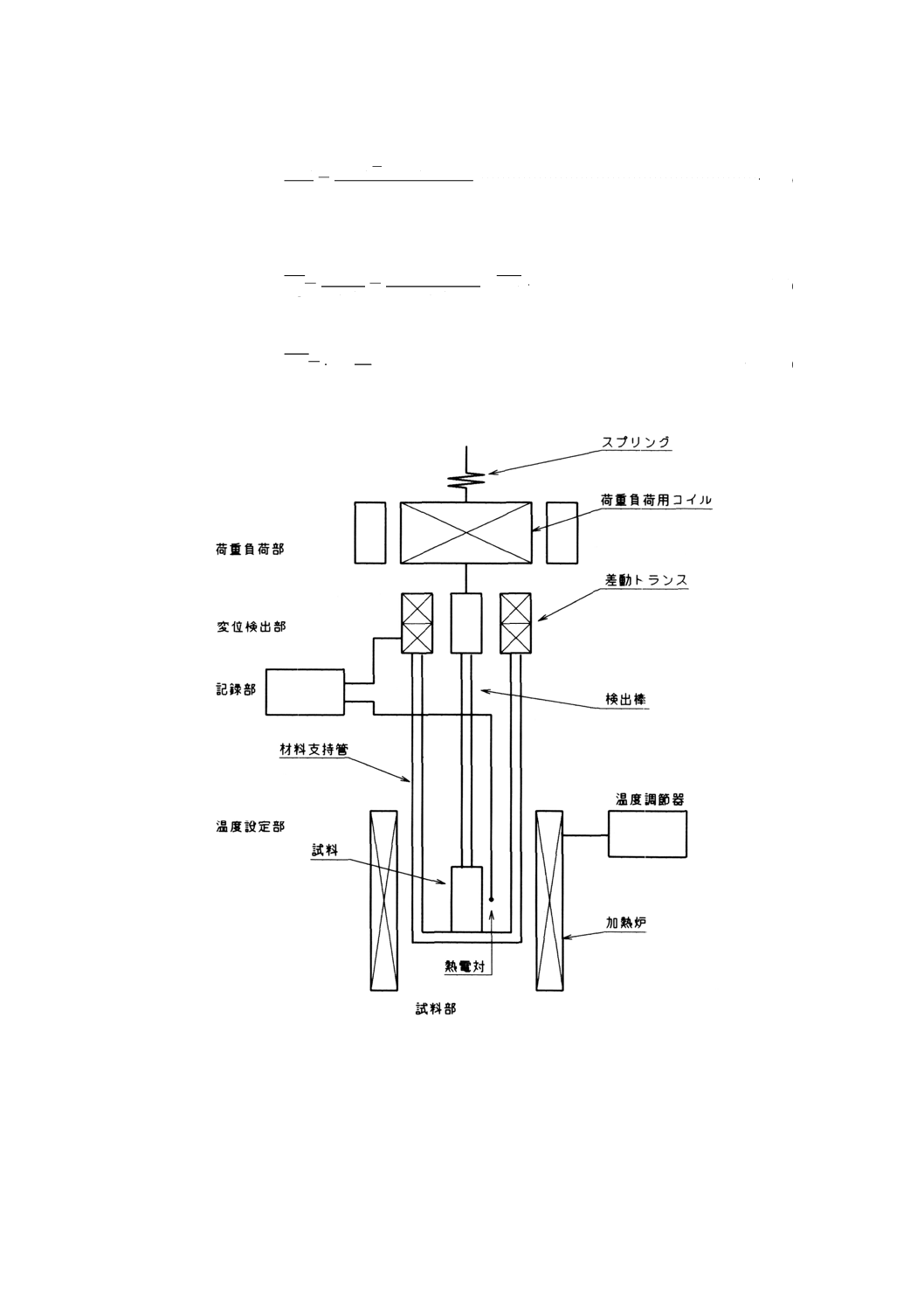
装置は,試料部,変位検出部,荷重負荷部,温度設定部及び記録部から構成される。その構成の例を附
属書図2に示す。差動トランスは試料支持管に固定され,検出棒との相対的な変位を検出する。
3.2
線膨張及び平均線膨張率の求め方
a) 試料を設置し,温度変化∆T=T2−T1を与えたときの変位計の指示値∆Lsp,mは,次の式
∆Lsp,m=∆Lsp−∆Lrod+∆Lb1 ··························································· (6)
で表すことができる。ここで,∆Lspが試料の長さの変化,∆Lrodはこの温度変化による支持管の長さ
の変化,∆Lb1はベースラインの変動である。
b) 支持管の長さ変化とベースラインの変動を求めるために,参照試料(支持管と同一材質・試料と同一
寸法が望ましい)を,通常試料を設置する位置に設置し,試料の測定と同一測定条件下で,温度変化
∆Tに対する変位計の指示値を測定する。このときの,指示値∆Lref,mは,次の式
∆Lref,m=∆Lref−∆Lrod+∆Lb1 ··························································· (7)
で示すことができる。ゆえに,
∆Lref,m−∆Lref=∆Lrod+∆Lb1 ··························································· (8)
となる。
7
R 1618 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
c) 式(6), 式(8)から,線膨張は,
0
ref
m
ref,
m
sp,
0
sp
L
ΔL
ΔL
ΔL
L
ΔL
+
−
=
························································ (9)
で表される。これは,1.2c)の式(3)と同じ形である。
d) 同様に,平均線膨張率の形で表すと,
ref
0
m
ref,
m
sp,
0
sp
sp
α
α
+
・
=
・
=
ΔT
L
ΔL
ΔL
ΔT
L
ΔL
−
············································· (10)
となる。ここで,
ΔT
L
ΔL
・
=
0
ref
ref
α
·········································································· (11)
である。
附属書図2 全膨張式熱機械分析装置の構成
8
R 1618 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 温度の校正方法
4.1
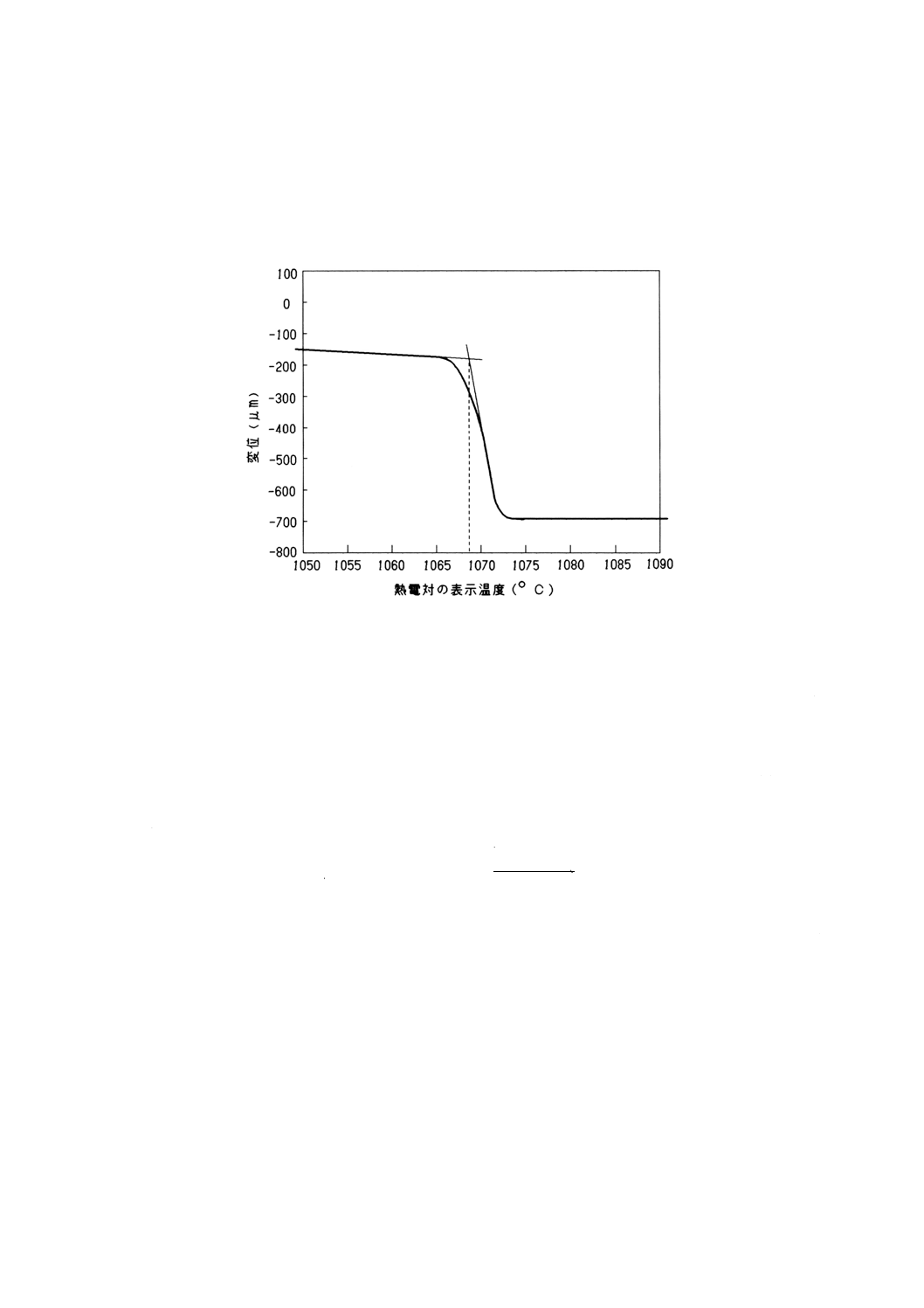
融点温度の決定方法 温度の校正用試料の測定結果から,融点温度を決定する手順を示す。附属書
図3に例示するように,校正用試料の測定においては試料の融解に伴う変位の指示値の急激な変化が見ら
れる。横軸は,温度計(熱電対)の示す温度である。附属書図3に示した2本の補助線の交点をもって融
点温度とする。
附属書図3 校正用試料の測定(金の融点の測定例)
4.2
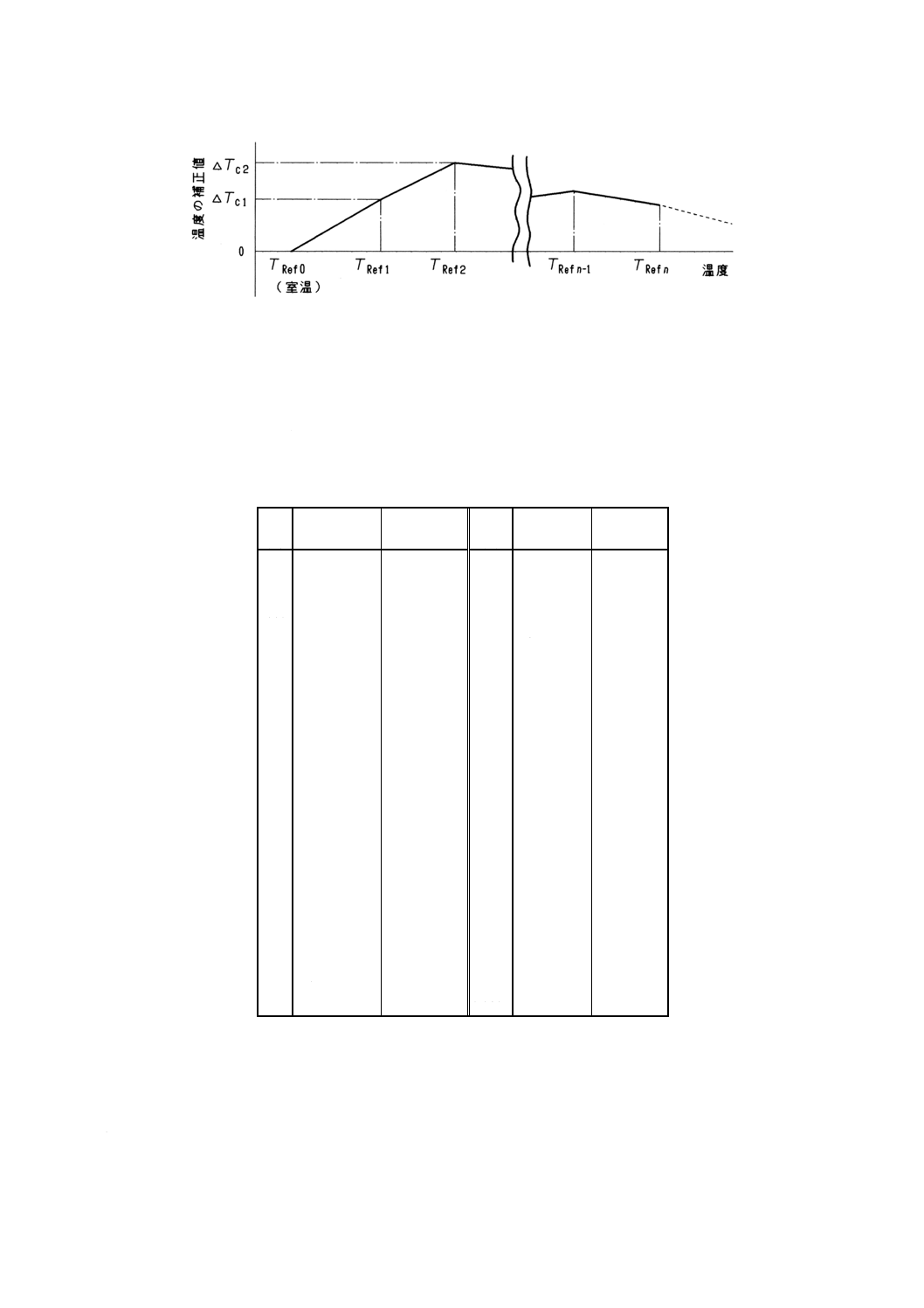
熱電対の校正方法 温度の補正は,次のように行う。
校正用試料i融点の値(本体の表1参照)をTRefi, 融点における熱電対の示す出力電圧を,JIS C 1602に
規定する規準熱起電力表に基づき換算した温度値をTTciとすると,
∆Tci=TRefi−TTci
が,その温度での補正値となる。各校正用試料の測定から求められる∆Tci (i=1, 2, …,n) を用いると,
附属書図4に示すような関係が得られる。ここで,室温Tref0では測定誤差はないと仮定している。二つの
校正温度(TRefj−1, 及びTRefj)間の任意の温度Tにおける校正後の温度は,熱電対が示す温度TTcに対して
(
)(
)
(
)
1
Ref
Ref
1
Ref
c
1
c
c
1
c
c
−
−
−
−
j
j
j
T
j
j
j
T
T
T
T
T
ΔT
ΔT
ΔT
T
T
−
−
・
−
+
+
=
によって求められる。
なお,測定温度範囲が校正の最高温度を超える場合には,その温度に近い2点の補正値(∆Tcn−1, ∆Tcn)
を用いて外挿によって計算する。
9
R 1618 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図4 校正用試料の融点測定と補正値の関係
5. 参照試料の線膨張及び線膨張率の推奨値
5.1
参照試料 溶融石英製及びアルミナ製熱機械分析装置に用いる参照試料としては,それぞれ溶融石
英及び高純度アルミナを用いることが望ましい。
5.2
溶融石英の線膨張及び線膨張率の推奨値 附属書表1に溶融石英の線膨張及び線膨張率の推奨値を
示す。
附属書表1 溶融石英の線膨張及び線膨張率
T
(K)
線膨張
∆L/L0
線膨張率
α
T
(K)
線膨張
∆L/L0
線膨張率
α
80 −1×10−6
−0.70×10−6
320 13.5×10−6 0.53×10−6
90 −7.5
−0.61
340 24.5
0.56
100 −13
−0.53
360 36
0.58
110 −18
−0.46
380 47.5
0.60
120 −22.5
−0.38
400 59.5
0.61
130 −26
−0.31
420 72
0.62
140 −28.5
−0.24
440 85
0.63
150 −30.5
−0.17
460 97
0.63
160 −32
−0.10
480 110
0.63
170 −32.5
−0.04
500 122
0.63
180 −32.5
0.02
520 135
0.62
190 −32
0.08
560 159
0.61
200 −31
0.13
600 183
0.59
210 −29.5
0.19
640 206
0.56
220 −27.5
0.23
680 228
0.54
230 −25
0.28
720 249
0.51
240 −22
0.32
760 269
0.49
250 −18.5
0.36
800 288
0.47
260 −14.5
0.39
840 307
0.44
273 −9
0.43
880 324
0.42
280 −6
0.45
920 340
0.40
293
0
0.48
960 356
0.38
298
2.5
0.49
1 000 371
0.37
5.3
アルミナの線膨張及び線膨張率の推奨値 附属書表2にアルミナの線膨張及び線膨張率の推奨値を
示す。
なお,α−アルミナは,三方晶系鋼玉型であり単結晶の場合には線膨張率に異方性をもつが,多結晶体
又は通常の焼結体においては異方性はないと考えてよい。次の値も,各結晶方向について平均した値であ
る。
10
R 1618 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表2 アルミナの線膨張及び線膨張率
T
(K)
線膨張
∆L/L0
線膨張率
α
T
(K)
線膨張
∆L/L0
線膨張率
α
20 −635×10−6 0.004×10−6 450
986×10−6 7.10×10−6
30 −635
0.016
500
1 350
7.46
40 −635
0.044
550
1 730
7.75
50 −634
0.095
600
2 125
7.99
60 −633
0.18
650
2 530
8.18
70 −631
0.29
700
2 940
8.35
80 −627
0.44
800
3 790
8.62
90 −622
0.61
900
4 665
8.86
100 −615
0.81
1 000
5 560
9.09
120 −595
1.28
1 100
6 485
9.34
140 −565
1.80
1 200
7 430
9.59
160 −524
2.34
1 300
8 400
9.85
180 −473
2.90
1 400
9 400
10.09
200 −410
3.42
1 500 10 420
10.31
250 −212
4.52
1 600 11 460
10.51
293
0
5.30
1 700 12 520
10.67
300
37
5.40
1 800 13 600
10.84
350
324
6.08
1 900 14 690
11.05
400
642
6.64
2 000 15 810
11.37
日本工業標準調査会標準部会 窯業技術専門委員会 構成表
氏名
所属
(委員会長)
松 尾 陽太郎
東京工業大学大学院理工学研究科
(副委員会長)
植 松 敬 三
長岡技術科学大学
(委員)
井 田 全 彦
板硝子協会
小 田 喜 一
独立行政法人産業技術総合研究所
黒 木 俊 之
東邦テナックス株式会社三島事業所
阪 井 博 明
日本ガイシ株式会社中央研究所
佐 々 正
石川島播磨重工業株式会社技術開発本部
長 恵 祥
株式会社大林組総合企画室
松 尾 晃
品川白煉瓦株式会社技術グループ
松 田 邦 男
川崎製鉄株式会社技術総括部
山 川 正 行
株式会社マグ製造部