2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
R 1605-1995
ファインセラミックスの
高温弾性率試験方法
Testing methods for elastic modulus of fine ceramics at
elevated temperature
1. 適用範囲 この規格は,機械部品,構造材料などの高強度材料として使用されるファインセラミック
スの高温における動的弾性率試験方法について規定する。
備考 この規格の引用規格を,次に示す。
JIS B 0601 表面粗さ−定義及び表示
JIS B 0621 幾何偏差の定義及び表示
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS Z 8401 数値の丸め方
2. 用語の定義 この規格で用いる主な用語の定義は,次のとおりとする。
(1) 動的弾性率 試験片に強制振動を与え,その共振周波数の測定(曲げ共振法)又は超音波パルスの伝
ぱ速度の測定(超音波パルス法)などから求められる断熱弾性係数。
(2) 高温弾性率 測定時に試験片がクリープ変形を伴わず,弾性的挙動を示す室温を超えた熱間での弾性
率。
3. 試験方法の区分 動的弾性率試験方法は,次の区分による。
(1) 曲げ共振法
(2) 超音波パルス法
4. 曲げ共振法
4.1
装置及び器具 試験装置は,原則として図1に示す回路及び機器によって構成し,使用する器具は
次による。
2
R 1605-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
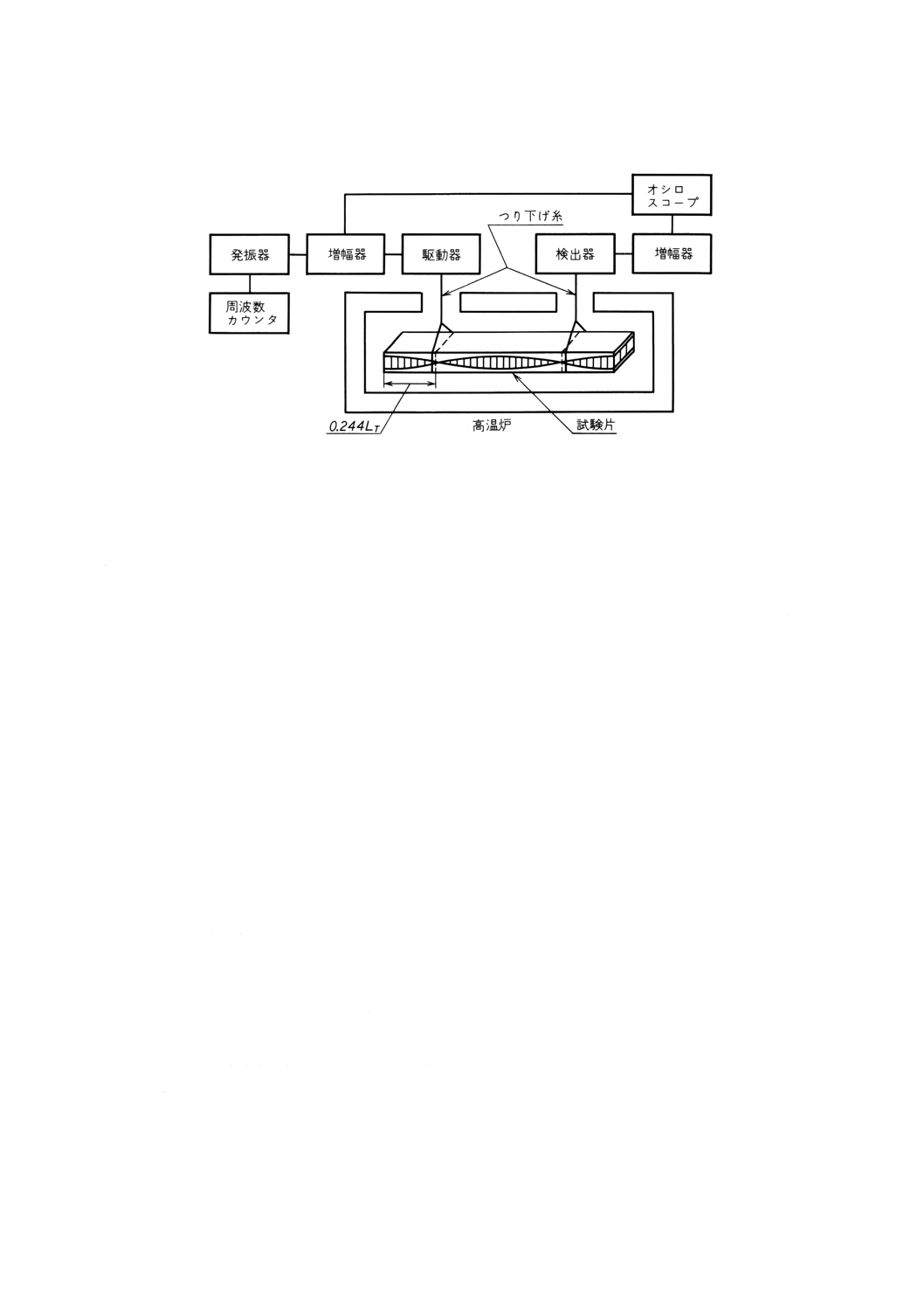
図1 曲げ共振法の装置基本構成図
(1) 駆動回路 駆動回路は,振動数が可変の発振器,増幅器及び周波数カウンタからなる。発振器は,振
動数が100〜10 000Hzの範囲で可変でき,周波数分解能が0.1Hz以内で,振動数を調整できるものを
用いる。駆動器は,電気振動を機械振動に変換して,試験片に振動を与えるもの(例えば,スピーカ
など)とする。
(2) 検出回路 検出回路は,検出器(ピックアップなど),増幅器及びオシロスコープからなる。検出器は,
試験片の振幅,振動の速度又は加速度に比例した電圧を発生するものとする。
(3) 試験片の支持具 支持具は,基本的に試験片が拘束されないで振動できる構造とし,支持具を含めた
測定系の固有振動が,使用する振動数の範囲外にあるものとする。
(4) 高温炉 高温炉は,所定の温度に昇温でき,その温度で試験片を均一に保てるものであること。
(5) 乾燥装置 乾燥装置は,温度105〜120℃に保つことのできる電気恒温器を用いる。
(6) 長さ計 長さ計は,次のものを用いる。
(a) マイクロメータ マイクロメータは,JIS B 7502に規定する外側マイクロメータ又はこれと同等以
上の精度をもつものを用いる。
(b) ダイヤルゲージ ダイヤルゲージは,JIS B 7503に規定する目量0.01mmのダイヤルゲージ又はこ
れと同等以上の精度をもつものを用いる。
(c) ノギス ノギスは,JIS B 7507に規定する最小読取値0.05mmの精度をもつものを用いる。
(7) 化学天びん 化学天びんは,感量5mgでひょう量100〜200gのもの又はこれと同等以上の精度をもつ
ものを用いる。
4.2
試験片 試験片は,次による。
(1) 試験片の形状及び寸法 試験片は,長さ (LT) 40mm以上,幅 (W) 5mm以上,厚さ (t) 1.0mm以上の直
方体とし,試験片の長さ/厚さ比 (LT/t) は,20以上とする(例えば,LT=100mm,W=20mm,t=2mm)。
この場合,上下面及び幅の平行度(1)は,それぞれ厚さ (t) 及び幅 (W) の0.5%以下とする。
注(1) 平行度は,JIS B 0621による。
(2) 試験片の数 試験片の数は,原則として5個以上とする。
4.3
試験方法 試験方法は,次による。
(1) 試験片の乾燥方法 試験片は,あらかじめ乾燥装置で105〜120℃で恒量になるまで乾燥する。
(2) 試験片の質量及び寸法の測定 試験片の質量は,±0.2%の精度で測定しなければならない。試験片の
3
R 1605-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
寸法は,4.1(6)の長さ計によって測定する。長さの測定は,ノギスを用いて0.05mmの精度で測定する。
厚さ及び幅は,マイクロメータ又はダイヤルゲージを用いて各々5か所測定し,その平均値をもって
厚さ及び幅とする。
(3) 試験片の支持方法 試験片は,自由な曲げ振動をするときに,あまり拘束されないで振動できるよう
に2本の耐熱性のある糸又は線材によって炉内につり下げて支持する。
例えば,図1に示す右側の節又はその近傍を糸で支持し,更に駆動側においては,スピーカのコー
ン中央部に接着,又は結ばれた糸によって試験片の節(端面から0.224LT)の近傍外側で試験片を支持
する。
(4) 昇温及び保温時間 所定の温度に至るまで昇温した後,試験片全体を測定中,その温度に保持する。
(5) 温度測定 試験片の温度は,熱電対によって,試験片にできるだけ近い位置で測定する。
(6) 一次共鳴振動数の測定 駆動力は,図1に示すように,つり下げ糸を通じて試験片の上下面に直角に
加える。検出は,例えば図1に示すように駆動側の反対側のつり下げ糸に検出器を接続して行う。発
振器の振動数を徐々に変え,これに応じて試験片が振動するように駆動力を加えながら,増幅された
検出器の出力を観察する。オシロスコープに明確な最大の振幅を生じ,かつ,振動の節を測定し(2)図
1に示すように一次共鳴曲げ振動であることを確かめたとき,その振動数を曲げ振動の一次共鳴振動
数とする。
注(2) 振動の節や腹の位置を確かめるためには,検出側のつり下げ位置を試験片の長さ方向に移動さ
せてオシロスコープの振幅を測定すればよい。
また,リサージュの図形によって節の前後で位相が変わることをオシロスコープによって確
かめてもよい。
4.4
結果の計算 動的弾性率は,個々の試験片の測定から次の式によって算出する。
×
×
×
−
2
3
2
6
59
.6
1
10
5
946
.0
)
MPa
(
T
T
R
L
t
t
L
W
f
M
E
+
=
ここに,
ER: 曲げ共振法による動的弾性率 (MPa)
M: 試験片の質量 (kg)
f: 曲げ共振の一次共鳴振動数 (Hz)
W: 試験片の幅 (m)
LT: 試験片の長さ (m)
t: 試験片の厚さ (m)
5. 超音波パルス法
5.1
装置及び器具 装置及び器具は,次による。
(1) 測定装置 縦波用振動子及び横波用振動子を用いて,高い周波数の超音波パルスを励起し,超音波パ
ルスが試験片中を伝ぱするときの音速を正確に計測できる装置を使用する。
なお,装置は必要に応じて温度依存性の少ない透明石英ガラスなどの縦波及び横波の音速既知の材
料で校正する。
(2) 乾燥装置 乾燥装置は,4.1(5)による。
(3) 長さ計 長さ計は,4.1(6)による。
5.2
試験片 試験片は,次による。
(1) 試験片の形状及び寸法 試験片は,原則として10mm角以上の角柱又は直径10mm以上の円柱とする。
4
R 1605-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
透過法によって測定する場合,試験片の長さ (LT) (3)は,基本的には20mm以上とする。反射法の場合
の長さ (LR) は,原則として10mm以上とする。試験片の端面の粗さはJIS B 0601に規定する0.40μmRa
以下とし,その端面の平行度は,0.02mm以下とする。
注(3) 試験片の長さは,透過法ではLTがV1・τより十分に大きく,反射法ではLRがV1・2τより十分に大
きい(位相比較法では,これと逆になる。)という条件を満たす範囲であれば変更してもよい。
ここに,
LT: 透過法の試験片の長さ (m)
LR: 反射法の試験片の長さ (m)
V1: 試験片の縦波速度 (m/s)
τ: 入射超音波パルスの最小幅 (s)
(2) 試験片の数 試験片の数は,原則として5個以上とする。
5.3
試験方法 試験方法は,次による。
(1) 試験片の乾燥方法 試験片の乾燥方法は,4.3(1)による。
(2) 試験片の質量及び寸法の測定 試験片の質量及び寸法の測定は,4.3(2)による。
(3) 試験片の支持方法 試験片に縦波振動子,横波振動子を,バッファーロッドを介して耐熱性の接着剤
を用いて接着し,炉内に固定する。振動子の接着に際しては,振動子が試験片からはみ出してはなら
ない。
(4) 昇温及び保温時間 昇温及び保温時間は,4.3(4)による。
(5) 温度測定 温度測定は,4.3(5)による。
(6) 音速の測定 パルスの伝ぱ速度から縦波速度 (Vl) 及び横波速度 (Vt) を測定する。
5.4
結果の計算 動的弾性率は,個々の試験片の測定値から次の式によって算出する。
6
2
2
4
2
2
10
4
3
−
×
t
l
t
l
t
P
V
V
V
V
V
E
−
−
=ρ
ここに, EP: 超音波パルス法による動的弾性率 (MPa)
ρ: かさ密度 (kg/m3)
Vl: 縦波の速度 (m/s)
Vt: 横波の速度 (m/s)
また,ポアソン比 (ν) は,次の式によって算出する。
2
2
2
22
5.0
t
l
t
l
V
V
V
V
−
−
=
ν
6. 試験結果の表し方
6.1
数値の丸め方 試験の結果は,規定の数値より1けた下の位まで求め,JIS Z 8401によって丸める。
6.2
平均値及び標準偏差 平均値及び標準偏差は,次の式によって求める。
なお,平均値は,有効数字を3けたまで求め,標準偏差は,有効数字2けたまで求める。
n
x
x
n
i
i
∑1
=
=
1
)
(
1
2
−
−
=
n
x
x
S
n
i
i
∑
=
ここに,
x: 平均値 (MPa)
xi: 個々の測定値 (MPa)
5
R 1605-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
S: 標準偏差 (MPa)
n: 測定数
7. 報告 弾性率試験の結果は,次の各項目について報告する。
(1) 試験方法及び試験条件(曲げ共振法,超音波パルス法の別。共振法の場合には糸又は線材の種類及び
太さ,超音波パルス法の場合には接着剤の種類及びその具体的測定法を記載すること。)
(2) 試験片の形状及び寸法
(3) 試験片の個数
(4) 測定温度
(5) 弾性率の平均値
(6) 標準偏差
関連規格 JIS R 1602 ファインセラミックスの弾性率試験方法
原案作成委員会
氏名
所属
(委員長)
奥 田 博
財団法人ファインセラミックスセンター
富 田 育 男
通商産業省生活産業局
桜 井 俊 彦
工業技術院標準部
高 津 学
名古屋工業大学工学部
若 井 史 博
名古屋工業技術試験所
西 田 勝 利
株式会社東芝新素材応用研究所
的 場 和 夫
日産自動車株式会社中央研究所
飯 島 史 郎
株式会社日立製作所日立研究所
阿 部 弘
旭硝子株式会社研究開発部
佐 々 正
石川島播磨重工業株式会社技術研究所
梶 源太郎
京セラ株式会社総合研究所
塩 田 政 利
社団法人日本ファインセラミックス協会
(事務局)
後 藤 小 平
社団法人日本ファインセラミックス協会